整合均勻設計及克利金插值法於光纖耦光效率之最佳化設計
84
0
0
全文
(2) 整合均勻設計及克利金插值法 於光纖耦光效率之最佳化設計 指導教授:施明昌 博士 美國哥倫比亞大學材料所 共同指導教授:謝忠明 博士 國立中山大學機械與機電工程研究所 學生:陸美足 國立高雄大學電機工程學系研究所. 摘要 本研究採用改良式之雙變曲率光纖端面研磨機進行光纖端面研磨,研磨成橢圓 形、雙變曲率形、錐式楔形等幾何圖形。並選用U15 *(157 )的均勻設計表,以角度、 進給率、迴轉速為控制因子,依序研磨光纖端面,其後經熔燒機熔燒端面去除尖點 形成光纖透鏡後,利用 980nm 雷射二極體、功率計等量測設備量測其耦光效率的 數據,該等光纖透鏡亦利用電子顯微鏡(SEM)觀測其表面形貌。並應用克利金插值 法分析得到最佳化的參數組合與預期值,經實驗驗證得到以下的研究結果。. 1. 橢圓形光纖經由均勻設計表實驗完成後其最佳耦合效率為 78.6% ,將 U15 *(157 )所得的數據,再應用克利金插值法分析得到反應曲面而以非線性規劃法 找出最佳之參數組合為角度 56°,迴轉速 289 r.p.m,進給率 52 µm/ rev,經實驗驗 證,其耦合效率為 79.63%,提升了 1.03%。 2. 雙變曲率形光纖經由均勻設計表實驗完成後其最佳耦合效率為 84.58%,將 U15 *(157 )所得的數據,再應用克利金插值法分析得到反應曲面而以非線性規劃法 找出最佳之參數組合為角度 55°,迴轉速 234 r.p.m,進給率 55 µm/ rev,經實驗驗 證,其耦合效率為 84.92%,提升了 0.34%。 3. 錐式楔形光纖經由均勻設計表實驗完成後其最佳耦合效率 85.12%,將 U15 *(157 )所得的數據,再應用克利金插值法分析得到反應曲面而以非線性規劃法 i.
(3) 找出最佳之參數組合為角度 54°,迴轉速 337 r.p.m,進給率 56 µm/ rev,經實驗驗 證,其耦合效率為 86.38%,提升 1.26%。 本文主要選用U15 *(157 )的均勻設計表並應用克利金插值法找出最佳的光纖耦 合效率,並進行實驗驗證,以完成最終品質確認,而以此最佳的加工條件來建立單 模光纖耦光效率的技術資訊,以所得之最佳化提供業界參考並建立資料庫。. 關鍵字:光纖耦合、雷射二極體、高斯光束、克利金插值法. ii.
(4) Integration of Uniform Design and Kriging Interpolation Designed to Optimize fiber Coupling Efficiency Advisor : Dr. (Professor) Shih, Ming Chang Columbia University in the City of New York ,Materials Science Advisor : Dr. (Professor) Hsieh, Chung Ming National Sun Yat-sen University, Department of MEM Student: Lu, Mei Tsu National University of Kaohsiung, E.E. Department. ABSTRACT In this study, we demonstrate the formation of Sui round, bivariate curvature-shaped, cone wedge and other geometric shapes of fiber end face by using a grinding machine with bivariate curvature tooling. Uniform design table of selected U15 *(157 ) tooling parameters in griding angle, feeding rate, rotation speed are applied to achieve performed end shape of the fiber, and followed by spicing machine to form the lens structure at the fiber end. A measuring system consisted by a 980nm laser diode, and photo-diode was used to measure the coupling efficiency for each type of fiber end, and scanning electron microscopy (SEM) was used to reveal the surface morphology of grinded fiber end.. In addition, Kriging interpolation method was applied to sort out the. optimized parameters in grinding and verified by experimental results as follows: 1. A coupling efficiency of 78.6% for oval-shaped optical fiber has been calculated by applying the uniform design table of U15 *(157 ), and optimized combination of grinding parameters such as the feeding angle 56 °, rotation speed of 289 rpm, feeding rate 52 μm / rev were derived from Kriging interpolation method using nonlinear rules of law, and 79.63% coupling efficiency with improvement of 1.03% of this type of grinded fiber end was achieved and verified by experimental measurement. iii.
(5) 2.A coupling efficiency of 84.58% for Bivariate curvature-shaped optical fiber has been calculated by applying the uniform design table of U15 *(157 ), and optimized combination of grinding parameters such as the feeding angle 55 °, rotation speed of 234 rpm, feeding rate 55 μm / rev were derived from Kriging interpolation method using nonlinear rules of law, and 84.92% coupling efficiency with improvement of 0.34% of this type of grinded fiber end was achieved and verified by experimental measurement. 3.A coupling efficiency of 54.12% for Cone wedge-shaped optical fiber has been calculated by applying the uniform design table of U15 *( 157 ), and optimized combination of grinding parameters such as the feeding angle 54 °, rotation speed of 37 rpm, feeding rate 56 μm / rev were derived from Kriging interpolation method using nonlinear rules of law, and 86.38% coupling efficiency with improvement of 1.26% of this type of grinded fiber end was achieved and verified by experimental measurement. We demonstrate that the integration of Uniform design table U15 *(157 ) and Kriging interpolation method is able to achieve the optimization of the coupling efficiency of the grinded shape of the fiber end with verification by experimental measurements.. It is essential in tooling parameters and the data base to optimized the. coupling efficiency of the single mode optical fiber.. Keywords:Coupling efficiency、Laser Diode、 Gaussian Beam、 Kriging Interpolation Method. iv.
(6) 誌謝 本研究能夠順利完成,首先要特別感謝謝忠明博士,因為這是有別以往我的學 習領域,對本人而言真可說是不可能的任務,真的很感謝謝忠明老師耐心的指導與 幫助,在實驗實作上及論文撰寫期間給予的教導與督促,並且從中學習到對於研究 的執著與態度。 謝謝施明昌博士提供實驗教室,及各位教授在課堂上授予的知識與經驗,謝謝 同班同學佳宏在實驗上給予協助讓我順利得到實驗數據,及其他同甘共苦的同學瓊萱、順茂、瓊芳、業全、志宏,大家在課業上的協助與勉勵。 感謝高大光電工程實驗室的學弟-上維、品匯,在實驗設備上的協助,使得實 驗得以順遂,進而獲得實驗分析數據;亦感謝正修大學的李政鋼老師在分析數據上 的協助,學弟-哲偉、博彥,在光纖研磨實驗上的幫助,讓本論文能更加完善。 另外還要特別感謝 世豐螺絲廠股份有限公司,老董事長夫人、董事長、總經 理、副總,對於員工的栽培,讓大家都有學習成長的機會,也謝謝財務部的同事, 在這兩年的包容與工作上的協助。 最後感謝家人在這二年的體諒與包容,讓我在這期間家庭、工作與學業都能無 後顧之憂。. 陸美足 謹致 高雄大學電機工程學系研究所 中華民國一 0 一年七月 v.
(7) 目錄 摘要............................................................................................................................................. i 誌謝............................................................................................................................................ v 目錄........................................................................................................................................... vi 表目錄.................................................................................................................................... viii 圖目錄....................................................................................................................................... ix 第一章 緒論.................................................................................................................... 1 1.1 前言............................................................................................................................. 1 1.2 研究背景..................................................................................................................... 2 1.3 1.4 1.5 1.6 第二章. 研究目的..................................................................................................................... 3 文獻回顧..................................................................................................................... 4 研究方法與步驟......................................................................................................... 9 論文架構................................................................................................................... 11 理論基礎.......................................................................................................... 12. 2.1 光纖........................................................................................................................... 12 2.2 光纖微透鏡製作方法............................................................................................... 14 2.2.1 化學蝕刻法.................................................................................................... 14 2.2.2 熔燒抽絲法.................................................................................................... 15 2.2.3 研磨法............................................................................................................ 16 2.3 光纖端面研磨原理................................................................................................... 23 2.4 均勻設計(Uniform Design) ................................................................................ 24 2.4.1 均勻設計的優點............................................................................................ 25 2.4.2 均勻設計的操作過程.................................................................................... 26 2.4.3 均勻設計與正交設計的比較........................................................................ 27 2.5 Kriging 法 .................................................................................................................. 28 2.5.1 Kriging 簡介 ................................................................................................... 28 2.5.2 Kriging 反應曲面公式 ................................................................................... 29 2.5.3 Kriging 近似模型工具箱 DACE ................................................................... 31 2.5.4 最佳化函數..................................................................................................... 33 第三章 實驗設備及方法 ....................................................................................................... 36 3.1 實驗設備................................................................................................................... 36 3.1.1 光纖研磨設備................................................................................................ 36 3.1.2 光纖熔燒機.................................................................................................... 39 3.1.3 耦光效率量測設備........................................................................................ 40 3.2 規劃選用均勻設計表............................................................................................... 41 3.3 實驗步驟................................................................................................................... 43 第四章 實驗結果討論 ........................................................................................................... 44 4.1 建立 Kriging 模型與反應曲面 ................................................................................ 45 vi.
(8) 4.2 橢圓形光纖透鏡耦合效率之分析........................................................................... 46 4.3 雙變曲率形光纖透鏡耦合效率之分析................................................................... 53 4.4 錐式契形光纖透鏡耦合效率之分析........................................................................ 60 第五章 結論及建議 ............................................................................................................... 68 5.1 結論........................................................................................................................... 68 5.2 建議........................................................................................................................... 69 參考文獻.................................................................................................................................. 70 感謝函...................................................................................................................................... 73. vii.
(9) 表目錄 表 1.1 光纖通訊的特點(與電纜及微波比較)-------------------------------------------------------- 2 表 1.2 錐式楔形光纖微透鏡 QPSFM 與 CWSFM 的比較 ---------------------------------------- 5 表 1.3 各種適用於 980NM 雷射的光纖微透鏡特性比較 ------------------------------------------ 6 ∗ 表 3.1 均勻設計表 𝑈15 (157) -----------------------------------------------------------------------41 ∗ 表 3.2 𝑈15 (157)使用表 ------------------------------------------------------------------------------42 表 3.3 因子水準表 ---------------------------------------------------------------------------------------42 ∗ 表 4.1 𝑈15 (157)之橢圓形光纖透鏡耦合效率--------------------------------------------------47 ∗ 表 4.2 橢圓形光纖透鏡 𝑈15 (157)之耦合效率--------------------------------------------------50 表 4.3 將控制因子正規化成 0 到 1 之間以後續建立克利金代理反應曲面模型 -----------50 表 4.4 控制因子之最佳解 ------------------------------------------------------------------------------52 表 4.5 實驗驗證橢圓形光纖透鏡最佳解之研磨 --------------------------------------------------53 ∗ 表 4.6 𝑈15 (157)之雙變曲率形光纖透鏡耦合效率 ---------------------------------------------54 ∗ 表 4.7 雙變曲率形光纖透鏡 𝑈15 (157)之耦合效率 -------------------------------------------57 表 4.8 將控制因子正規化成 0 到 1 之間以後續建立克利金代理反應曲面模型 -----------57 表 4.9 控制因子之最佳解 ------------------------------------------------------------------------------59 表 4.10 實驗驗證雙變曲率形光纖透鏡最佳解之研磨 -------------------------------------------59 ∗ 表 4.11 𝑈15 (157)之錐式契形光纖透鏡耦合效率 ----------------------------------------------61 ∗ 表 4.12 錐式契形光纖透鏡之 𝑈15 (157)均勻設計 ---------------------------------------------64 表 4.13 將控制因子正規化成 0 到 1 之間以後續建立克利金代理反應曲面模型----------64 表 4.14 控制因子之最佳解 ----------------------------------------------------------------------------66 表 4.15 實驗驗證錐式契形光纖透鏡最佳解之研磨 ----------------------------------------------67. viii.
(10) 圖目錄 圖 1.1 掃描式電子顯微鏡照片 ------------------------------------------------------------------------- 5 圖 1.2 非對稱雙曲線型光纖微透鏡 ------------------------------------------------------------------ 7 圖 1.3 雙楔形光纖微透鏡 ------------------------------------------------------------------------------ 8 圖 1.4 用以耦合橢圓光束之雙楔型光纖透鏡------------------------------------------------------- 8 圖 1.5 楔型漸變折射率型多模光纖光纖連接於單模光纖之尖端形成其透鏡 --------------- 9 圖 1.6 研究流程圖 ---------------------------------------------------------------------------------------10 圖 2.1 光纖內部基本結構 -----------------------------------------------------------------------------13 圖 2.2 雷射與單模矽光纖之模態場與波前 --------------------------------------------------------13 圖 2.3 圖 2.4 圖 2.5 圖 2.6 圖 2.7. 錐型雙曲線光纖透鏡 --------------------------------------------------------------------------14 化學蝕刻法之光纖尖錐成形示意圖 --------------------------------------------------------14 光纖熔燒抽絲法之光纖微透鏡 --------------------------------------------------------------15 熔燒抽絲法所製作之光纖透鏡 --------------------------------------------------------------15 步進馬達精密定位光纖透鏡之研磨台及預計成型之端面 -----------------------------16. 圖 2.8 用以耦合橢圓光束之雙楔型光纖透鏡 -----------------------------------------------------17 圖 2.9 楔型漸變折射率型多模光纖連接於單模 --------------------------------------------------17 圖 2.10 四角錐型(QPSFE)光纖端面及其透鏡-----------------------------------------------------18 圖 2.11 錐式楔型(CWSFE)光纖端面及其透鏡 ----------------------------------------------------19 圖 2.12 橢圓錐型光纖端面 ----------------------------------------------------------------------------20 圖 2.13 橢圓錐型光纖透鏡 ----------------------------------------------------------------------------20 圖 2.14 以扭力控制光纖研磨機構所研磨出各式光纖端面 ------------------------------------21 圖 2.15 近似雙變曲率光纖端面 ----------------------------------------------------------------------21 圖 2.16 一次成型連續研磨雙變曲率光纖端面----------------------------------------------------22 圖 3.1 雙變曲率光纖端面研磨機構實體照片------------------------------------------------------36 圖 3.2 雙變曲率光纖端面研磨機構 (A)立體示意圖 (B) 光纖夾具示意圖 ------------------37 圖 3.3 輸入至 EXCEL 轉換匯入 LABVIEW 控制程式 ------------------------------------------38 圖 3.4 光纖熔燒機 TYPE-36 型號 --------------------------------------------------------------------39 圖 3.5 光纖透鏡熔燒凸起過程示意圖 ---------------------------------------------------------------39 圖 3.6 光纖耦光效率量測設備(A)示意圖 ----------------------------------------------------------40 圖 3.6-2 光纖耦光效率量測設備(B)實體圖 --------------------------------------------------------40 圖 4.1 KRIGING 模型建構流程 -------------------------------------------------------------------------45 圖 4.2 橢圓形-變動 B、A 對 Y 的影響 -------------------------------------------------------------51 圖 4.3 橢圓形-變動 C 、B 對 Y 的影響 ------------------------------------------------------------51 圖 4.4 橢圓形-變動 C 、A 對 Y 的影響 ------------------------------------------------------------51 圖 4.5 雙變曲率形-變動 B 、A 對 Y 的影響------------------------------------------------------58 圖 4.6 雙變曲率形-變動 C 、B 對 Y 的影響 ------------------------------------------------------58 圖 4.7 雙變曲率形-變動 C 、A 對 Y 的影響------------------------------------------------------58 圖 4.8 錐式契形-變動 B 、A 對 Y 的影響---------------------------------------------------------65 ix.
(11) 圖 4.9 錐式契形-變動 C 、B 對 Y 的影響 ---------------------------------------------------------65 圖 4.10 錐式契形-變動 C 、A 對 Y 的影響 -------------------------------------------------------65. x.
(12) 第一章. 緒論. 1.1 前言. 1999 年全球電信革新與建設全面開展,光纖到家與光纖到桌的概念帶動下, 包括上游光纖、主被動元件及下游的光通訊設備。 但近年來網際網路的興起帶動了大量的高速率數據傳輸需求,由於高速傳輸的 需求與日遽增,光纖通訊以其超高頻率、高容量、低傳輸損失、不受電磁干擾等優 勢,取代傳統雙絞線傳輸,已成為一個不可或缺且無可取代的地位。然而,隨著傳 播距離變長,光功率損失將成為一個重要的問題。為了解決這個問題,所以必須藉 由光放大器在固定的距離把光的能量放大。以讓接收端能接收不失真的訊號。. 為節省成本及提高技術良率,希望能提高光與光纖之間的耦合效率。提高耦光 效率,通常有幾種做法,一種是在雷射與光纖間另外加上光學透鏡,另一種是直接 在光纖頭端加工形成各種光纖透鏡,並且將雷射與光纖對準後直接耦合。不管用什 麼方式來提高耦光效率,實驗時都必需重覆做好幾次才能找到最好的耦光效率參數 在那裏,本文以均勻實驗法作為抽取實驗樣本點之方法,可有效降低實驗樣本點的 取樣數,節省實驗之時間成本。. 1.
(13) 1.2 研究背景. 常用的光訊號來源是雷射二極體(Laser Diode),藉由雷射二極體發出光訊號, 透過光纖傳輸,將訊號傳導致另一段光纖,直到訊號到達接收處。傳輸過程中訊號 會有所損失,而損失的原因不只一種,諸如光纖的製造、光纖的耦合、及光源波長 等等。 光纖的材料一般為二氧化矽,會吸收光的能量,另外光纖製造過程中,如果分 子排列不均勻,導致折射率不均,會產生散射損失,這些都是造成訊號減少的因素。 因此,如何增加光訊號與光纖,或是光纖間相互的耦光效率,是相當重要的。. 表 1.1 光 纖 通 訊 的 特 點 (與 電 纜 及 微 波 比 較 ) 優點. 缺點. 高頻寬,通訊量大. 光纖彎曲半徑不宜過小. 衰減小,傳輸距離遠. 光纖終端處理不易. 信號串音小,傳輸質量高. 分路及耦合操作繁瑣. 抗電磁干擾,保密性高 光纖尺寸小,重量輕 便於敷設及搬運原料 資訊充裕. 本研究針對耦合操作繁瑣以均勻實驗法作為抽取實驗樣本點之方法,可有效降 低實驗樣本點的取樣數,減少實驗次數,節省實驗之時間成本。. 2.
(14) 1.3 研究目的. 影響光纖通訊系統之傳輸效率有甚多原因,其中,在雷射與光纖間之耦光效率, 將直接影響其起始之傳輸功率。然而,雷射所發出之光,其截面並非如光纖為一圓 形,其遠場光場亦非平面之光場;此外,不同波長之雷射,其雷射光場亦異,故需 要不同形狀之光纖端面與之耦合,以提高耦光之效率,本研究以第二、三代光纖研 磨機研磨出不同光纖端面,形狀如橢圓形、雙變曲率形、錐式楔形。光纖端面之加 工方法雖然有化學腐蝕、雷射加工、機械研磨等方法,但是目前仍以機械研磨為最 普遍。尤其是加工楔型光纖端面及錐式楔型光纖端面時,機械研磨更有其獨特性。. 提高光纖耦合效率的方法很多,也有很多學者都研究過,當試驗中有 m 個因 素,每個因素有 n 個水平時,如果進行全面試驗,共有 nm 種組合,正交設計是從 這些組合中挑選出 n2 個試驗,而本研究採均勻設計是利用數論中的一致分佈理論 選取 n 個點試驗,而且應用數論方法使試驗點在積分範圍內散佈得十分均勻,並使 分佈點離被積函數的各種值充分接近,因此便於電腦統計建模。如某項試驗影響因 素有 5 個,水平數為 1O 個,則全面試驗次數為 105 次,即做十萬次試驗;正交設 計是做 102 次,即做 100 次試驗;而均勻設計只做 10 次,可見其優越性非常突出。 楔型光纖透鏡[1][2][3];由於光纖透鏡之製程較簡單,又不需額外之光學元件 增加成本,因此被廣泛地應用於雷射模組中。 關於楔型光纖透鏡,略包含以下種類:雙楔型光纖透鏡[2]、楔型 GIF 光纖透 鏡接於單模光纖、錐式楔型光纖透鏡[4]等,但以上提及之非對稱型光纖透鏡,在 製作上需要多重的研磨步驟,其加工重複性不高,因此使得其良率難以提升,為了 提高良率[5]以一次成型方式加工,其加工重複性高,且具有高良率特性,但礙於 機構限制仍無法控制其光纖端面成型為多邊型,為了改善切削問題構想以控制機制 方法解決光纖端面成型不易問題,但控制機制中 PID 控制,將力量視為雜訊,仍 無法高精度控制,常用於機械手臂控制機制阻抗控制[6]成功控制力量與位置,達 3.
(15) 到高精度需求,茲介紹於文獻回顧。. 1.4 文獻回顧. 2006 葉斯銘_橢圓光纖微透鏡之研究[7]提出兩種新型的光纖微透鏡結構,經實 驗證實有極高的耦光效率。其中新型四角錐形光纖微透鏡(QPSFM)和錐式楔形光纖 微透鏡(CWSFM)對長寬比 5 和 4.3 的雷射則分別有 83%和 84%的耦光效率,與其 他適用於高功率雷射的光纖微透鏡製作技術,如對長寬比 2.7 的雷射有 78%耦光效 率的非對稱雙曲線形光纖微透鏡,以及對長寬比 3.6 的雷射有 78%耦光效率的雙楔 型光纖微透鏡相比,QPSFM 和 CWSFM 具有極高的耦光效率。 在製程上,與前人所發表適用於高功率雷射的光纖微透鏡製作技術相比:非對 稱雙曲線形光纖微透鏡,需要用到複雜的二氧化碳雷射系統和精密控制系統。此外 由於光纖纖核和纖殼的材料差異,雙曲線形光纖微透鏡在製作時避免不了纖核部分 在熔融與凝固時,因為纖殼擠壓纖核產生的透鏡凸起現象,所以不能製作出具有高 遠場長寬比的光纖微透鏡。並且採用二氧化碳雷射加工製作光纖微透鏡時,光纖微 透鏡的偏軸量難以控制,所以無法達到高良率。雙楔形光纖微透鏡的研磨需要極高 的精度,研磨時只要產生 0.8μm 的垂直軸偏移就會增加 7dB 的耦光損失,所以光 纖微透鏡製作的良率偏低。此外由於平面式的研磨無法製作出完美的曲面微透鏡, 所以雙楔形光纖微透鏡的耦光效率有限。QPSFM 製程需經過五次研磨和一次的熔 燒,QPSFM 型態為橢圓曲面微透鏡,透過製程能夠有效控制兩個軸向的曲率半徑, 進而造成橢圓場形,所以能和橢圓形的雷射模場有好的匹配。QPSFM 的缺點是研 磨偏軸量稍大,約為 0.5~3.0μm 之間,平均值為 1.5μm,所以良率無法提升。CWSFM 製程只需經過三次研磨、一次的蝕刻和一次的熔燒,除了製程簡單、成本低之外, 在製作上除了也能有效控制兩個軸向的曲率半徑。並且由於光纖研磨平均偏軸量小 於 1μm,以至於能形成優良的橢圓形微透鏡端面,並且能達到高良率。在製作的一 4.
(16) 批 25 根的 CWSFM 樣本中,對於耦光效率大於 70%的條件下有六成的良率,對於 耦光效率大於 60%的條件下有九成六的良率。這樣的結果說明了 CWSFM 有適用 於商用幫浦雷射模組的潛力。QPSFM 與 CWSFM 的比較,如表 1.2 所示。. 圖 1.1 掃描式電子顯微鏡照片 表 1 . 2 錐 式 楔 形 光 纖 微 透 鏡 QP S F M 與 C W S F M 的 比 較 結構. QPSFM. CWSFM. 研磨步驟. 5. 3. 偏軸量範圍/平均值. 0.5~3.0/1.5(μm). 0.3~1.5/1.8(μm). 最大耦光效率. 83%. 84%. 耦光 70%良率. *. 六. 幾何圖形. 5.
(17) 在 2004 年 Yang[8]等人提出以氫氟酸蝕刻加上光纖熔燒的雙曲線光纖微透鏡製 程。包含了一個抗酸的鐵弗龍容器和一個光纖固定器,數十個光纖套管被垂直固定 於光纖固定器內。蝕刻時將光纖插進光纖套管內,依序倒入氫氟酸和機油於鐵弗龍 容器內,在兩種液體的混合層內產生的氫氟酸濃度梯度分佈,將會使得光纖被蝕刻 成圓錐形結構,最後再用光纖熔接機加熱熔融圓錐形光纖尖端而形成雙曲線形光纖 微透鏡。此種光纖微透鏡的最大耦光效率高達 82%,是目前通訊波段最穩定且最具 量產實力的光纖微透鏡製程。在 980nm 超高功率多模雷射的應用上,各種光纖微 透鏡的特性比較如表 1.3 所示。. 表 1 . 3 各 種 適 用 於 980 nm 雷 射 的 光 纖 微 透 鏡 特 性 比 較 楔形漸擴. 圓柱結合. 雙曲線. 雙楔形. [9]. [3]. [11]. [12]. 關鍵 技術. 光纖外徑擴大 光纖研磨. 光纖熔接 精密光纖研磨. 雷射加工. 精密光纖研磨. 耦光 效率. 47.0%. 30.0%. 78.4%. 78.0%. 適用超高功率. 適用超高功率. 多模雷射. 多模雷射. 耦光率高. 耦光率高. 重覆性低. 製程複雜 重覆性底. 設備成本高 良率不高. 重覆性低 良率低. 透鏡 外型. 優點. 缺點. 6.
(18) 2001 年 Yoda[3]等人提出接合式光纖微透鏡的架構,如圖 1.13 所示。製程首先 是將單模光纖與一段折射率漸變光纖(Graded-Index Fiber; GIF)熔接在一起,以光纖 切割刀取適當長度切割 GIF,之後在 GIF 端面上研磨出一個圓柱狀的微透鏡。圓柱 狀微透鏡結構是為要將雷射的波前由曲面改變成為平面。一小段固定長度的 GIF 在此是當作聚焦透鏡使用,用來將大尺寸的光束聚焦成為與單模光纖模場相近的小 尺寸光束。此種光纖微透鏡對發光區寬度 25μm 的超高功率多模雷射有 30%的最大 耦光效率。 在 980nm 高功率單模雷射的應用上,各種光纖微透鏡的特性比較如表 1.2 所示。 在 1993 年 Presby[8]等人提出以二氧化碳雷射加工製作出非對稱的雙曲線光纖微透 鏡,如圖 1.2 所示。. 圖 1.2 非對稱雙曲線型光纖微透鏡. 此種光纖微透鏡的最大耦光效率可達 78.4%。由於雷射直接加工製作光纖微透 鏡的移動精度要求需小於微米等級,所以此種製程難以達到高良率。在 1995 年 Modavis[2]等人提出雙楔形光纖微透鏡,如圖 1.3 所示。. 7.
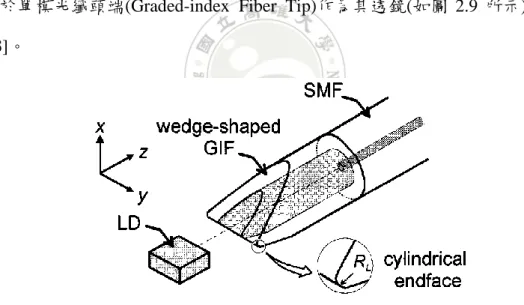
(19) 圖 1.3 雙楔形光纖微透鏡. 此種光纖微透鏡的最大耦光效率可達 78%。由於雙楔形光纖微透鏡的研磨程序 複雜,並且耦光效率對光纖微透鏡的偏軸量(Offset)相當敏感,只要存在 0.8μm 的 垂直偏軸量就會增加 7dB 的耦光損失,所以此種光纖微透鏡製程的重複性相當地 低。目前在 980nm 單模雷射耦光應用上,尚未出現同時兼具高耦光效率與高良率 的光纖微透鏡製程。. 美國康寧(Coring)公司的 Robert A. Modavis 與 Thomas W. Webb 於 1995 年提出, 雙楔型光纖透鏡(Double-Wedge-Shaped Fiber Endface) (如圖 1.4 所示) [Modavis, 1995][2]。. 圖 1.4 用以耦合橢圓光束之雙楔型光纖透鏡. 8.
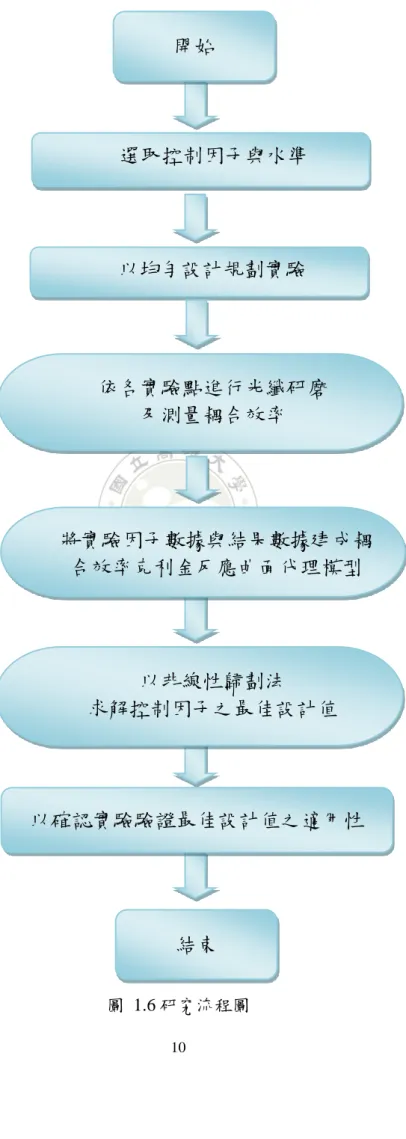
(20) Hidehiko Yoda 與 Kazuo Shiraishi 於 2001 年,提出使用楔型漸變折射率型多模 光纖連接於單模光纖之尖端(Graded-index Fiber Tip)作為其透鏡(如圖 1.5 所示) [Yoda, 2001][3]。. 圖 1.5 楔型漸變折射率型多模光纖光纖連接於單模光纖之尖端形成其透鏡. 1.5 研究方法與步驟. 本研究係以改良式之雙曲率光纖端面研磨機對不同端面形狀之光纖進行研磨, 然後以熔燒機將研磨後的光纖燒熔成光纖透鏡,再利用 980nm 雷射二極體、功率 計等量測設備量測耦合效率,作為光纖透鏡之品質評價指標。最後再利用電子顯微 鏡(SEM)觀測其表面形貌。為了將耦合效率最大化,將影響耦合效率之製程參數 (研磨角度、進給率、迴轉數)視為控制因子,利用𝐔𝟏𝟓 *(𝟏𝟓𝟕 )均勻表規劃實驗, 並實際測量各實驗點之耦合效率。依實驗之因子數據與結果數據,建立耦合效率克 利金反應曲面代理模型。透過非線性規劃法以代理模型最大化為目標函數,求解控 制因子之最佳設計值及最大耦合效率預測值,依控制因子最佳設計值進行實驗,測 量耦合效率,並與最大耦合效率預測值進行誤差比較,以驗證控制因子最佳設計值 之適用性。. 9.
(21) 開始. 選取控制因子與水準. 以均勻設計規劃實驗. 依各實驗點進行光纖研磨 及測量耦合效率. 將實驗因子數據與結果數據建成耦 合效率克利金反應曲面代理模型. 以非線性歸劃法 求解控制因子之最佳設計值. 以確認實驗驗證最佳設計值之適用性. 結束 圖 1.6 研究流程圖 10.
(22) 1.6 論文架構. 本論文之論文架構,第一章為緒論,主要介紹研究動機與目的、文獻回顧及論 文架構;第二章為基本理論,主要介紹均勻設計及克利金插值法、光纖研磨原理; 第三章為實驗設備及方法,主要描述本論文的實驗設備與實驗條件的規劃;第四章 為實驗結果與討論,主要針對以研磨完成的橢圓形、錐式楔形、雙變曲率等光纖透 鏡量測其耦光效率,並利用均勻設計及克利金插值法分析探討且得知最佳化參數與 主要影響參數,最後針對最佳化參數進行驗證,且利用光學顯微鏡及 SEM 觀察該 等光纖透鏡表面之形貌;第五章為結論與建議,歸納本研究的結果與在研磨成型之 光纖透鏡對耦光效率研究上之貢獻,並對未來值得繼續研究的方向提出建議。. 11.
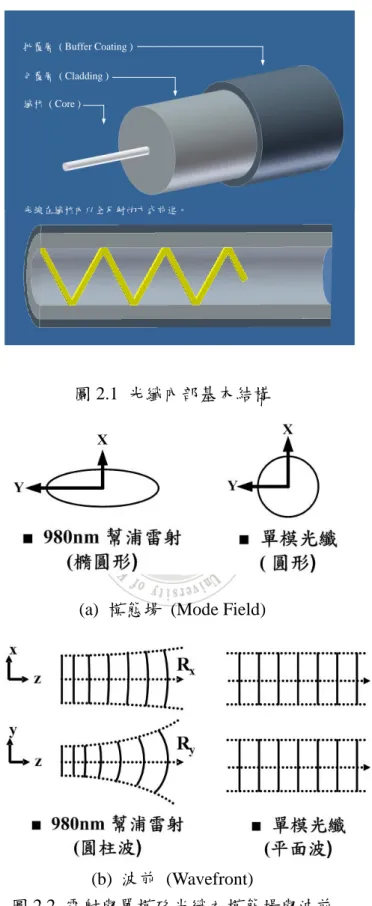
(23) 第二章. 理論基礎. 2.1 光纖. 矽光纖是一種圓柱形的介質波導,其內部主要結構包括了內部中心的纖核 (Core),包覆纖核的纖殼(Cladding),以及最外層的外披覆層(Jacket);光纖依其傳輸 模態來做分類,可分為單模光纖(Single-mode fiber)與多模光纖(Multi-mode fiber)。 多模光纖容許多種傳輸模態,但由於各個模態傳輸會因不同的傳輸路徑、速度相互 影響,進而造成通訊品質不佳,所以多模光纖只適合用於短距離的傳輸;相較於多 模光纖,單模光纖則只有單一一種傳輸模態,其優點在於極低的傳輸損失,故單模 光纖適合做為大容量及長途的光通介質。單模光纖其外型尺寸:纖核直徑約 8~10μm, 纖殼直徑約 125μm,加上外披覆層總直徑約為 250μm,如圖 2.1 所示,單模光纖也 是後續實驗主要使用的光纖。 由於影響光纖通訊系統之傳輸效率有甚多原因,其中雷射與光纖間之耦光效率, 將直接影響其起始之傳輸功率。欲探討耦光效率前,首先必須比較雷射與單模光纖 之光場模態,其中,光場模態可分為:模態場與波前,可如圖 2.2 表示[1] [9] [10]。 由圖中可知,雷射之模態場為橢圓形,波前為圓柱波;而單模光纖則分別為圓形與 平面波,若兩者間之光場模態不相匹配,耦光效率將會降至 20%~30%。 目前矽光纖微透鏡的主要製作方法有以下幾種:化學蝕刻法(Chemical Etching)、 熔燒抽絲法 (Drawing)、熔接法 (Fusing)、光阻微影法 (Photolithography)、雷射微 車床法 (Laser- Micromachining)、聚焦離子束切割法 (Focus Ion Beam)以及研磨法 (Grinding)。其中光阻微影法、雷射微車床法及聚焦離子束切割法所製作的矽光纖 微透鏡具有較高的光耦合效率,但其製作成本亦相對較高;然而化學蝕刻法擁有低 製作成本及高量產性的特點,但其僅能製作某些特定形狀之矽光纖微透鏡。 因此,本研究將以機械研磨成形的方式,製作兼具低製作成本、高成形性以及 高耦光效率的矽光纖微透鏡。 12.
(24) 批覆層 ( Buffer Coating ) 包覆層 ( Cladding ) 纖核 ( Core ). 光線在纖核內以全反射的方式前進。. 圖 2.1 光纖內部基本結構. (a) 模態場 (Mode Field). (b) 波前 (Wavefront) 圖 2.2 雷射與單模矽光纖之模態場與波前. 13.
(25) 2.2 光纖微透鏡製作方法. 2.2.1 化學蝕刻法. 2004 年,楊惠民等人提出化學蝕刻法[8],以及 2005 年趙志豪等人加以改良此 法[10];其主要是利用蝕刻液與光纖之間的表面張力使得光纖周圍的蝕刻液因毛細 原理形成新月狀高出液面,但由這表面張力所造成的拉抬蝕刻液力量會隨光纖蝕刻 後半徑逐漸縮小而降低,直到光纖形成尖錐狀,如圖 2.3[2]、2.4[10]所示。. 圖 2.3 錐型雙曲線光纖透鏡. 圖 2.4 化學蝕刻法之光纖尖錐成形示意圖. 14.
(26) 2.2.2 熔燒抽絲法. 1980 年,Kuwahara 等人提出光纖熔燒抽絲法。控制光纖熔接機之電弧放電電 流、放電時間及熔燒距離,將光纖加熱於熔融狀態時再向外拉製,光纖將被分成兩 段具有半球形端面之光纖微透鏡,如圖 2.5[11]所示。 1988 年,Hillerich 等人將清潔完成後的裸光纖架設在精密移動平台上,再以 電弧放電加熱裸光纖,並依需求緩慢移動平台。光纖斷裂後,仍持續加熱光纖使其 頭端熔融成一半圓球透鏡。此種製程所製作出來的光纖透鏡曲率將取決於移動平台 的速率及電弧放電的功率。如圖 2.6 [12]所示。. 圖 2.5 光纖熔燒抽絲法之光纖微透鏡. 圖 2.6 熔燒抽絲法所製作之光纖透鏡. 15.
(27) 2.2.3 研磨法. 利用研磨機對裸光纖端面進行研磨加工,藉由控制光纖與研磨盤間的相對位置 與研磨盤轉速,來研製出所需之光纖端面外型。 1989 年,John H. Mitch 提出以步進馬達週期性伸縮光纖,以改變研磨盤對於 光纖的正向壓力,藉此改變材料移除率,製作非對稱光纖斷面(如圖 2.7 所示);但 其步進馬達必須精準控制於微米等級的解析度 [13]。. (a) 以步進馬達精密定位光纖透鏡之研磨台. (b) 預計成型之端面各視圖. 圖 2.7 步進馬達精密定位光纖透鏡之研磨台及預計成型之端面. 16.
(28) 1995 年,美國康寧(Corning)公司的 Robert A. Modavis 與 Thomas W. Webb 提 出雙楔型光纖透鏡 (Double-Wedge-Shaped Fiber Endface) (如圖 2.8 所示) [Modavis, 1995][2]。. 圖 2.8 用以耦合橢圓光束之雙楔型光纖透鏡. 2001 年,Hidehiko Yoda 與 Kazuo Shiraishi 提出使用楔型漸變折射率型多模光 纖連接於單模光纖頭端(Graded-index Fiber Tip)作為其透鏡(如圖 2.9 所示) [Yoda, 2001][3]。. 圖 2.9 楔型漸變折射率型多模光纖連接於單模 光纖尖端形成透鏡. 17.
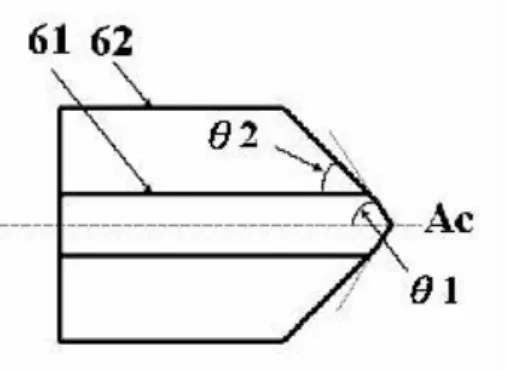
(29) 2004 年 , 葉 斯 銘 與 呂 昱 寬 等 人 提 出 四 角 錐 型 光 纖 透 鏡 (Quadrangular-Pyramid-Shaped Fiber Endface, QPSFE) (如圖 2.10 所示) [S. M. Yeh, Y. K. Lu, 2004]。隔年,葉斯銘等人提出錐式楔型光纖透鏡(Conical-Wedge-Shaped Fiber Endface, CWSFE) (如圖 2.11 所示) [S. M. Yeh, S. Y. Huang, 2005][4]。. (a)光纖端面示意圖. (b)光纖透鏡示意圖. (c)光纖端面示意圖. (d)光纖透鏡示意圖. 圖 2.10 四角錐型(QPSFE)光纖端面及其透鏡. 18.
(30) (a)光纖端面示意圖. (b)光纖透鏡示意圖. (d)光纖透鏡示意圖. (c)光纖端面示意圖. 圖 2.11 錐式楔型(CWSFE)光纖端面及其透鏡. 2006 年,劉育達與蔡穎堅 [劉育達, 2006][6] 研發出非對稱光纖端面研磨機機 構,使光纖與研磨盤之正壓力做周期性變化,藉此改變材料移除速率,以一次研磨 之橢圓錐型光纖端面 (如圖 2.12 所示)。隔年,林啟中等人 [林啟中, 2007][15] 提 出將非對稱橢圓錐型光纖端面利用電弧熔燒形成非軸對稱橢圓錐光纖透鏡 (如圖 2.13 所示)。 .. 19.
(31) 圖 2.12 橢圓錐型光纖端面. 圖 2.13 橢圓錐型光纖透鏡. 2007年,曹建樑與蔡穎堅 [曹建樑, 2007][16] 進一步改良,以扭力控制光纖之 正壓力,搭配不同波型之電壓,設計出可研磨多邊形光纖端面之扭力控制光纖端面 研磨機構,所研磨出各式光纖端面 (如圖2.14所示)。. 20.
(32) 圖 2.14 以扭力控制光纖研磨機構所研磨出各式光纖端面. 2008年,謝銘駿與蔡穎堅 [謝銘駿, 2008][17] 研發出一雙變曲率光纖端面研磨 機構,其所研磨出之光纖軸切面與徑切面均為變曲率,利用位置控制同步且週期性 地改變光纖與研磨盤間之相對位置,來控制光纖端面任意點之材料移除率,以一次 研磨程序,研磨出所需之端面。其所研磨之近似雙變曲率光纖端面,如圖2.15所示。. 圖 2.15 近似雙變曲率光纖端面. 21.
(33) 隔年,陳俊宏、黃廣淼與蔡穎堅進一步改良、改善機台與製程參數,使機構 能實現三軸同動連續研磨,其所研磨之雙變曲率光纖端面,如圖2.16 所示[國科會 計畫 NSC 97-2221-E-230-011 結案報告]。. (b) 側視圖 (a) 俯視圖 圖 2.16 一次成型連續研磨雙變曲率光纖端面. 22.
(34) 2.3 光纖端面研磨原理 本研究之光纖透鏡採機械式研磨,根據 Preston's Equation[18]可得知,材料移 除率(Material Removal Rate, MRR)可視為相關於拋光壓力,以及相對運動之函數, 通常可表示如下: dT N dS =K dt A dt. (21). 其中: T:為材料的厚度(material thickness) N:為正向力(normal force) A:為面積(area) S:為相對移動距離(distance) t:為時間(time) K:為 Preston 常數(Preston coefficient),. 又. dT dt. N. dS. A. dt. = R 為材料移除速率, = P 即為壓力(Pressure), =V 即為相對速. 率(relative velocity)因此,上式也可表示為: R = KP. (2-2). 由上式可知,材料移除速率,與正向壓力以及研磨轉速成正比;雙變曲率光纖 端面研磨機具有多軸同動,其控制參數包括角度 θ、進給率 H 及轉速 ψ ,其中: 進給率 H 與壓力 P 成正相關,係對光纖施加一正向力 N,其移除面積 A,即 為壓力 P 。 轉速 ψ 與相對速率 V 成正相關,係光纖以轉速 ψ 旋轉一週之位移距離 ds 除以 時間 dt,即為相對速率 V,角度 θ 控制光纖與研磨盤夾角。將上述參數藉由 LabView 軟體撰寫控制程式,速進行自動化研磨,減少人為失誤。. 23.
(35) 2.4 均勻設計(Uniform Design) 均勻設計(Uniform Design) [19]是繼 60 年代華羅庚教授倡導、普及 的優選法和中國數理統計學者在國內普及推廣的正交法之後,於 70 年代末 應航天部第三研究院飛航導彈火控系統建立數學模型、並研究其諸多影響因 素的需要,由中國科學院應用數學所方開泰教授和王元教授提出的一種試驗 設計方法。均勻設計是統計試驗設計的方法之一,它與其它的許多試驗設計 方法,如正交設計、最優設計、旋轉設計、穩健設計和貝葉斯設計等相輔相 成。 試驗設計就是如何在試驗域內最有效地選擇試驗點,通過試驗得到響應 的觀測值,然後進行數據分析求得達到最優響應值的試驗條件。因此,試驗 設計的目標,就是要用最少的試驗取得關於系統的儘可能充分的信息。均勻 設計即可以較好地實現這一目標,尤其對多因素、多水平的試驗。. 均勻設計的數學原理是數論中的一致分佈理論,此方法借鑒了“近似分 析中的數論方法”這一領域的研究成果,將數論和多元統計相結合,是屬於 偽蒙特卡羅方法的範疇。均勻設計只考慮試驗點在試驗範圍內均勻散佈,挑 選試驗代表點的出發點是“均勻分散”,而不考慮“整齊可比”,它可保證試驗 點具有均勻分佈的統計特性,可使每個因素的每個水平做一次且僅做一次試 驗,任兩個因素的試驗點點在平面的格子點上,每行每列有且僅有一個試驗 點。它著重在試驗範圍內考慮試驗點均勻散佈以求通過最少的試驗來獲得最 多的信息,因而其試驗次數比正交設計明顯的減少,使均勻設計特別適合於 多因素多水平的試驗和系統模型完全未知的情況。例如,當試驗中有 m 個 因素,每個因素有 n 個水平時,如果進行全面試驗,共有 nm 種組合,正交 設計是從這些組合中挑選出 n2 個試驗,而均勻設計是利用數論中的一致分 佈理論選取 n 個點試驗,而且應用數論方法使試驗點在積分範圍內散佈得十 24.
(36) 分均勻,並使分佈點離被積函數的各種值充分接近,因此便於電腦統計建模。 如某項試驗影響因素有 5 個,水平數為 1O 個,則全面試驗次數為 105 次, 即做十萬次試驗;正交設計是做 102 次,即做 100 次試驗;而均勻設計只做 10 次,可見其優越性非常突出。. 2.4.1 均勻設計的優點. 1.試驗次數大大減少。例如某化工試驗,欲找出最優產量或其它優化目 標條件。試驗因素 3 個,每因素在取值範圍內均有 7 個試驗點。 . 採用優選法:對多因素同時選優的試驗,不適用。. 採用正交法:需做 49 次試驗,方可找出最優產量或其它優化目標條 件。 . 採用均勻設計:只需做 7 次試驗即可。. 2.自動將各試驗因素分類為重要與次要,並將因素按重要性排序。 3.過程數字化,通過電腦對結果與因素條件進行界定與預報(如天氣預 報),進而控制各因素。. 25.
(37) 2.4.2 均勻設計的操作過程. 1、明確試驗目的, 確定試驗指標。若考察的指標有多個則一般需要 對指標進行綜合分析。 2、選擇試驗因素。根據專業知識和實際經驗進行試驗因素的選擇, 一 般選擇對試驗指標影響較大的因素進行試驗。 3、確定因素水平。根據試驗條件和以往的實踐經驗, 首先確定各因 素的取值範圍,然後在此範圍內設置適當的水平。 4、選擇均勻設計表, 排布因素水平。根據因素數、水平數來選擇合 適的均勻設計表進行因素水平數據排布。 5、明確試驗方案,進行試驗操作。 6、試驗結果分析。建議採用回歸分析方法對試驗結果進行分析進而發 現優化的試驗條件。依試驗目的和支持條件的不同也可採用直接觀察法取得 最好的試驗條件(不再進行數據的分析處理) 。 7、優化條件的試驗驗證。通過回歸分析方法計算得出的優化試驗條件 一般需要進行優化試驗條件的實際試驗驗證(可進一步修正回歸模型) 。 8、縮小試驗範圍進行更精確的試驗, 尋找更好的試驗條件,直至達 到試驗目的為止。. 26.
(38) 2.4.3 均勻設計與正交設計的比較. 在均勻設計方法出現以前,正交設計已經在工農業生產中廣泛應用,並 取得良好效果。基於推廣均勻設計方法的考慮,作為一種新的試驗設計方法, 人們自然而然地會拿正交設計與均勻設計相比較。通過與正交設計進行均勻 性、最優性的比較發現: (1)在試驗數相同情況下均勻設計的均勻性比正交設計好得多,在大多 數情況下,特別是模型比較複雜時,均勻設計方法的試驗次數少、均勻性好, 並對非線性模型有較好的估計。對線性模型均勻設計有較好的均勻性和較少 的試驗次數。 (2)水平數相同或偏差相近時,均勻設計的試驗次數相對於正交設計有 絕對優勢。雖然均勻設計失去了正交設計的整齊可比性,但在選點方面比正 交設計具有更大的靈活性,也就是說,它更加註重了均勻性,利用均勻設計 的均勻分散性可以選到偏差更小的點;更重要的是,試驗次數由 n2 減少到 n。因此均勻設計的試驗次數隨水平增加有連續性,而正交設計有“跳躍性”, 從而在實踐中大大降低了成本,適合於多因素多水平試驗。 (3)正交設計的數據分析程式簡單,且直觀分析可以給出試驗指標隨每 個水平變化的規律;均勻設計的數據可用回歸分析、最優化和關聯度分析等 方法來處理一般要用電腦。有時也可以根據優化原則從試驗點中挑選一個最 優指標,雖然粗糙但卻非常有效適合於缺少計算工具的情況。 均勻設計的這些特點使它適合於岩土工程領域。首先,岩土工程中存在 大量的非線性關係;其次對模型未知的工程問題,可以利用均勻設計方法進 行優化設計。. 27.
(39) 2.5 Kriging 法. 2.5.1 Kriging 簡介. 反應曲面法為一種統計學上迴歸分析方法,這個方法的原理是透過一定 數量的反應值 ( response) ,來建立一個反應值相應於輸入變數的數學函數關 係。但是當極限狀態方程式非線性程度高時,二次多項式形式的反應曲面法 很難真實地反映極限狀態曲面的非線性程度,這樣就會造成計算精度上的誤 差。若使用高次的多項次多項式模型,由於待定係數多,從而需要更多的採 樣點,導致計算效率的下降。因此,後來就需要發展出一些非參數化反應曲 面的模型,如 Kriging 模型等,來解決這個問題。. Kriging 是由[20]一個參數模型和一個非參數隨機過程聯合構成的。它比 單個參數化模型更具有靈活性,同時又克服了非參數化模型處理高維數據存 在的侷限性,比單個的參數化模型具有更強的預測能力。以下是 Kriging 法 的幾項優點﹕ 1. Kriging 方法對未知的訊息的模擬精度和整體性上要優於反應曲面法 的模擬相當多,而且它的計算模型簡單也比較容易計算。 2.只需要使用估計點附近的某些訊息,而不需要所有的訊息就可以對未 知訊息進行模擬。 3.同時具有局部和全局的統計特性,這個性質使得 Kriging 可以分析已 知訊息的趨勢、動態。 4. Kriging 模型的有效性並不依賴於隨機誤差的存在,也就是說已知訊 息中無論是否包含雜音訊息都不會影響 Kriging 模擬的有效程度。. 28.
(40) 2.5.2 Kriging 反應曲面公式. 一般反應曲面可用下面的公式來表示﹕ 𝐲(𝒙) = ŷ + 𝓔(𝒙). (2-3). 其中 𝐲(𝐱) ﹕實際要預測的模型 ŷ(𝐱) ﹕預測值 𝓔(𝒙) ﹕誤差項 而 Kriging 反應曲面是由兩個部份所組成。 ŷ(𝒙) = ƒ (𝒙) + 𝐙(𝒙). (2-4). 其中 ŷ (𝐱) ﹕預測模型 ƒ (𝐱) ﹕近似項 𝐙 (𝐱) ﹕偏移項 ƒ (𝐱)是一個只能很概略的近似原來模型的多項式,在許多範例中常會以 一個常數項 β 來表示,如果ƒ (𝐱)是項次越高的多項式,所建立的 Kriging 反 應曲面準確度會越高,但是要建立這樣的反應曲面就需要花更多的時間,因 為模型的複雜度相對提高,選擇常數項來當ƒ (𝐱)是因為模型結構簡單,準確 度又高,公式ƒ (𝐱)如式(2-1)所示﹕ T. −𝟏. ƒ (𝐱) = β= (I R I) ¯¹R. −𝟏. 𝐲. (2-5). 其中 β﹕generialized least-square estimate R﹕𝑥是由 n 個變數組成的向量, y 是由 m 個樣本點的函數所組成的 向量,R 是 mx1 的單位矩陣。 I﹕𝑥是由 n 個變數組成的向量,y 是由 m 個樣本點的函數所組成的向量, 29.
(41) I 是 mx1 的單位矩陣。 (2-1)的公式中,每一個元素由 R (𝐱 𝐢 ,𝐱 𝐣 ) 所構成,𝐱 𝐢 ,𝐱 𝐣 分別是第 i 及第 j 個樣本點,矩陣如式(2-2)所示﹕. 𝒏 𝐢. R(𝐱 , 𝐱. 𝐣 )=ᵨ. 𝒋 𝟐. [− ∑ 𝜃𝒌 |𝒙𝒊𝒌 − 𝒙𝒌 | ]. (26). 𝒌=𝟏. θ 是一個需要求得的參數,精準的Kriging反應曲面需要適當的參數值, 每一個設計變數都有一對應θ值,所以設計變數的數目與θ 值的數目會一致。. θ 的求法如式(2-3)所示,argmin即是指滿足將大括號內的數值小化的θ 值 即為所求,故求取θ是需要經過一次最佳化的過程。. θ=argmin. δ²=. 1. |. 1 𝑚. ×δ². (2-7). (y -βI) R−1 (y -βI). (2-8). Z(𝑥)是偏移項,而隨著預測點離樣本點越來越遠,Z(𝑥)會有所改變,而 不同的θ 值會導致Z(𝑥)變化的速度改變,所以藉由調整誤差項θ值就會產生 精準的Kriging反應曲面,如式(2-5)所示﹕ Z(𝑥) = T (𝑥) R−1 (y -βI). (2-9). 其中 r(𝑥)﹕m×1的矩陣 元素由R(w,x 𝐣 )所組成如式(2-6)所示 𝑛. R(w, 𝐱. 𝐣 )=ᵨ. 𝒋 𝟐. [− ∑ 𝜃𝒌 |𝒙𝒊𝒌 − 𝒙𝒌 | ]. (210). 𝑘=1. 其中 30.
(42) W ﹕預測點 𝐱 𝐣 ﹕第 i 個樣本點 如此所求得的方程式 ŷ(𝒙) = 𝛽 +. T. 就是一完整的 Kriging 反應曲面. (𝑥) R−1 (y -βI). (2-11). 2.5.3 Kriging 近似模型工具箱 DACE. DACE(Design and Analysis of Computer Experiments)是Soren N ‧ Lophaven 等人利用MATLAB編制的Kriging工具箱。它有兩個主要函數 dacefit和predictor。. 1.dacefit 函數﹕函數 dacefit 根據實驗數據點建立 Kriging 模型。 常用格式 [dmodel,perf]=dacefit (S,Y,regr,corr,theta0) [dmodel,perf]=dacefit (S,Y,regr,corr,theta0,lob,upb). . 輸入參數. S﹕實驗數據點矩陣(m×n 矩陣) Y﹕對應實驗數據點 S 反應值(m×q 矩陣) regr﹕回歸模型函數 corr﹕相關函數 theta0﹕優化參數向量。如果 lob 和 upb 不作為輸入參數,則 theta0 作 為相關函數參數向量 θ;否則 theta0 作為相關函數參數向量 θ 的初始值。 lob,upb﹕可選向量。如果作為輸入參數,應與theta0向量等長度,並作 31.
(43) 為相關函數量θ的下限和上限。. . 輸出參數. dmodel ﹕Kriging 模型。 perf ﹕優化訊息。. 由dacefit的使用格式可以看出,在建構Kriging模型時要提供回歸模型和 相關函數。DACE工具箱提供了三種回歸模型和六種相關函數,回歸模型有 償數模型regpoly0、一次多項式模型regpoly1和二次多項式模型regpoly2,相 關函數有指數函數、通用指數函數、gauss函數、線性函數、spherical函數和 三次詳細函數。經過實驗,回歸模型取常數模型regpoly0,相關函數gauss函 數建構連續代理模型比較適合。. 2.predictor 函數﹕函數 predictor 根據 Kriging 模型計算待測點的反應 值。 使用格式 y=predictor(x,dmodel). . 輸入參數. x:待測點矩陣 dmodel:Matlab dmodel 結構體. . 輸出參數. y:待測點的反應值. 32.
(44) 2.5.4 最佳化函數. 1.無限制條件的非線性規劃函數 fminunc . 無限制條件指令. x=fminunc (fun,x0) x=fminunc (fun,x0,options) x=fminunc (fun,x0,options,P1,P2). . 求解指令. [x,fval] =fminunc (…) [x,fval,exitflag] =fminunc (…) [x,fval,exitflag,output] =fminunc (…) [x,fval,exitflag,output,grad] =fminunc (…) [x,fval,exitflag,output,grad,hessian] =fminunc (…). 其中 Fun 為需最小化的目函數 x0 為給定的搜索初始點 options 為最佳化中的細部參數設定,一般用預設值就好。 P1、P2 為傳給 fun.m 之參數。 [x,fval] 表示在目標函數中,x點的最佳解為 fval。 exitflag 為返回算法的終止標示。 output 為返回最佳化算法信息的一個數據結構。 grad 為返回目標函數在最佳解 x 點的梯度。 hessian 為返回目標函數在最佳解 x 的 hesse 矩陣值。. 33.
(45) 1.有限制條件的非線性規劃函數 fmincon . 無限制條件指令. x=fmincon (@fun,x0,A,b) x=fmincon (@fun,x0,A,b,Aeq,beq) x=fmincon (@fun,x0,A,b,Aeq,beq,lb,ub) x=fmincon (@fun,x0,A,b,Aeq,beq,lb,ub@nonlcon) x=fmincon (@fun,x0,A,b,Aeq,beq,lb,ub@nonlcon,options) x=fmincon (@fun,x0,A,b,Aeq,beq,lb,ub@nonlcon,options,P1,P2). . 求解指令. [x,fval] =fmincon (…) [x,fval,exitflag] =fmincon (…) [x,fval,exitflag,output] =fmincon (…) [x,fval,exitflag,output,lambda] =fmincon (…) [x,fval,exitflag,output,lambda,grad] =fmincon (…) [x,fval,exitflag,output,lambda,grad,hession] =fmincon (…). 其中 fun 為目標函數的函數名,建議在fun 前加@,以便讓Matlab 辨識。 x0 為初始猜測值。 A 為線性不等式限制條件的係數值;如果從缺,以[]取代。 b 為線性不等式限制條件的右端向量;如果從缺,以[]取代。 Aeq 為線性等式限制條件的係數值;如果從缺,以[]取代。 beq 為線性等式限制條件的右端向量;如果從缺,以[]取代。 Ib 為設計變數的下界限。 34.
(46) ub為設計變數的上界限。 Nonlcon 為限制函數的函數檔,建議在nonlcon 前加@,以便讓Matlab 呼叫。 options 為最佳化中的細部參數設定,一般用預設值就好。 P1、P2 為傳給 fun.m 之參數。 [x,fval] 表示在目標函數中,x 點的最佳解為 fval。 exitflag 為返回算法的終止標示。 output 為返回最佳化算法信息的一個數據結構。 lambda 為解 x 的 Lagrange。 grad 為返回目標函數在最佳解 x 點的梯度。 hession 為返回目標函數在最佳解 x 的 hesse 矩陣值。. 35.
(47) 第三章 實驗設備及方法 3.1 實驗設備 3.1.1 光纖研磨設備 本實驗之光纖研磨設備為改良式之雙曲率光纖端面研磨機,如圖3.1所 示,得研磨微米級尺寸光纖,在不傷及光纖纖核情況下,用光纖研磨機對裸 纖端面進行機械式研磨加工,將纖核研磨為任意幾何圖形,藉由控制光纖與 研磨盤間之相對位置及材料移除率,以研製出所需的外形,在纖細的裸光纖 精密研磨出不同的幾何圖形。. 圖 3.1 雙變曲率光纖端面研磨機構實體照片 謝銘駿等人於2008 年更進一步研發雙變曲率光纖端面研磨機構[18] ( NSC96-2221-E-230-017),如圖3.2(a)所示,藉由週期性同步改變「研磨 正向力」及「光纖與研磨盤之相對位置」的方式,進而控制光纖端面上任意 位置的移除率,進而以一次循環研磨程序,研磨出「高同心度」及「雙變曲 率」之光纖端面,該機構所能研磨之光纖透鏡更具變化性及多樣性。 36.
(48) 其中,該研磨機構可產生對應於曲率變化的特殊加工路徑,如圖3.2(b) 所示,具有三軸同動,其控制參數包括角度θ、進給率H 及轉速ψ,光纖 與研磨盤之夾角(θ)能夠隨著端面曲率改變;並且光纖端面維持在研磨盤平 面,不做上下大幅運動。此點乃利用一種具有虛擬定點旋轉桿或桿端點沿直 線運動旋轉之特殊機構再加上補償控制技術,研發一種可研磨出雙變曲率光 纖端面之研磨機構。. (a). (b) 圖 3.2 雙變曲率光纖端面研磨機構 (a)立體示意圖 (b) 光纖夾具示意圖 37.
(49) 本研究之雙變曲率光纖端面研磨機程式採用可跨平台使用的 NI 運動控 制卡與資料擷取卡,並配合 LabView 軟體自行撰寫控制程式,如圖 3.3 所 示,以達到三軸同動的目的,,其可直接讀取 EXCEL 檔案,不但可以將參 數直接於 EXCEL 中運算,更節省輸入參數的時間。. 圖 3.3 輸入至 EXCEL 轉換匯入 LabView 控制程式 陳力豪等人於2011 年改良雙變曲率光纖端面研磨機構[23],利用數位 接觸式感測器量測圓弧滑軌於機台作動時之位移量,選擇電動缸基座及圓弧 滑軌等重點部位進行改裝,並校正虛擬中心位置,達到作動時光纖端面之中 心點調整至相當接近於原始設計所構想之虛擬中心位置,且得到較佳的雙變 曲率光纖端面,其中,電動缸旋轉基座改裝後之上下位移量從改裝前的24um 下降為30um,左右位移量從改裝前的90um 下降為64um。支撐架設計以不 破原始設計為原則,利用了原設計基座以及圓弧滑軌頂部之螺絲孔為新作支 撐臂固鎖孔的根據。另外支撐架加上了虛擬中心基準點。改裝後量測結果, 圓弧滑軌改裝後之上下位移從改裝前的24um下降為20um,左右位移量從改 裝前的90um 下降為42um,微調自轉軸,校正虛擬的中心位置,校正前光纖 頭端從起始角移動至90 度的最大偏移量約680um,而校正後光纖的最大偏 移量只有約45um,改良後,兩者相差將近15 倍。. 38.
(50) 3.1.2 光纖熔燒機 傳統光纖研磨機只能磨出光纖端面,需再經光纖熔燒機電弧放電熔燒, 如圖3.4 所示,光纖端面而形成透鏡,然而放電熔燒之參數控制不易,如表 面張力、電弧放電溫度、光纖摻雜濃度和光纖結構參數等,造成透鏡外形控 制不佳;且在進行強度較高的熔燒時,因纖核與纖衣之摻雜濃度不同,使光 纖纖核容易形成凸起尖點,因此必須進行去尖點的動作,以避免纖核的突起, 造成長軸曲率半徑的減少,進而影響光纖透鏡製作良率與耦光效率。. 圖 3.4 光纖熔燒機 type-36 型號 電弧放電熔燒經選定適當電弧熔燒的電流大小及放電時間,再適當調整 光纖前後位置決定光纖透鏡頭端的曲率半徑,如圖3.5 所示,可大幅消除光 纖端面的尖點,形成更圓弧的透鏡結構,以提升耦光效率。. 圖 3.5 光纖透鏡熔燒凸起過程示意圖. 39.
(51) 3.1.3 耦光效率量測設備 經由光纖研磨機研磨完成之光纖透鏡,需由一套量測設備量測其耦光效 率如圖 3.6 所示,該量測設備至少包括有 980nm 雷射二極體及其電源控制 器、光功率計、三軸移動平台及其控制器及致冷器(Thermo Electric Coolers; TEC),三軸移動平台可藉由其控制器微量調整光纖空間位置,產生微米級 位移,使光纖透鏡經三軸向微米調整而讓其光場模態匹配雷射二極體,減少 偏移誤差,致冷器(TE cooler)主要使雷射二極體維持恆溫,因為溫度的飄移 會直接影響雷射二極體的輸出功率,變動的輸出功率會使量測結果無一定值 依據。 LD 電源控制. 光功率計 光纖. 980nm LD. V. TE C. mA. mW. Z. Z. X 三軸移動平台. V. Y. Y V. V. X 三軸移動平台控制 器. 圖 3.6 光纖耦光效率量測設備(a)示意圖. 圖 3.6-2 光纖耦光效率量測設備(b)實體圖 40.
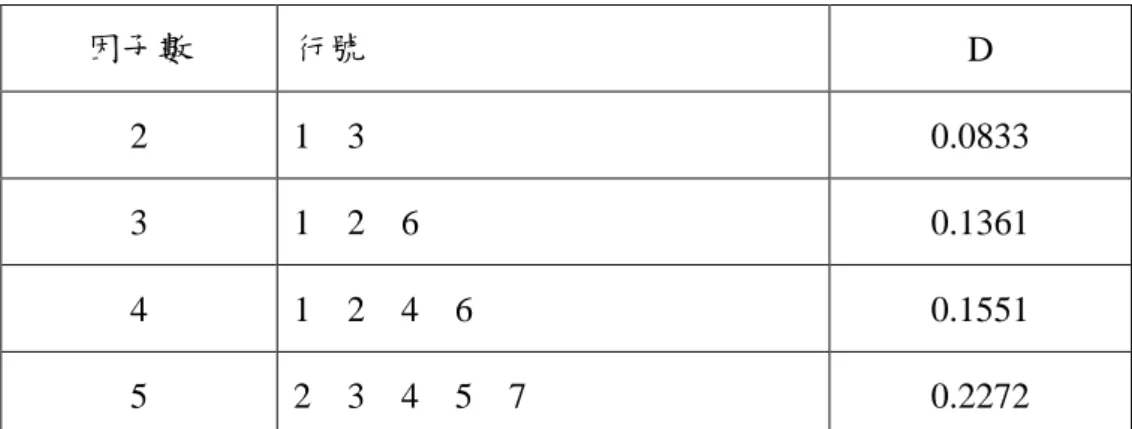
(52) 3.2 規劃選用均勻設計表 本研究採用之研磨條件,依研磨機特性分別為研磨角度、迴轉速、進給 率三項因子(factor),尋找合適的均勻設計表(Uniform Design)與水準數 ∗ ∗ (level),故使用 𝑈15 (157)均勻設計表,如表3.1所示。其中 𝑈15 (157)代 ∗ 表之意義說明如下; 𝑈15 (157)代表總共有15組實驗,且有15 個水準及7. 個因子,如表3.2所示,其中,對選定出來的三個重要因子做均勻設計實驗, 在實驗中將每個控制因子在其上下限間細分成每個因子十五個水準值,希望 能從整個實驗範圍中,去更細部的找尋更好的參數組合和實驗結果。 選用均勻設計,因為水準數多,因子連續性夠才能產生曲面找出最佳化 的耦合效率。 ∗ 表 3 . 1 均 勻 設 計 表 𝑈15 ( 15 7 ) 1 2 3 4 5 6. 7. 1. 1. 5. 7. 9. 11. 13. 15. 2. 2. 10. 14. 2. 6. 10. 14. 3. 3. 15. 5. 11. 1. 7. 13. 4. 4. 4. 12. 4. 12. 4. 12. 5. 5. 9. 3. 13. 7. 1. 11. 6. 6. 14. 10. 6. 2. 14. 10. 7. 7. 3. 1. 15. 13. 11. 9. 8. 8. 8. 8. 8. 8. 8. 8. 9. 9. 13. 15. 1. 3. 5. 7. 10. 10. 2. 6. 10. 14. 2. 6. 11. 11. 7. 13. 3. 9. 15. 5. 12. 12. 12. 4. 12. 4. 12. 4. 13. 13. 1. 11. 5. 15. 9. 3. 14. 14. 6. 2. 14. 10. 6. 2. 15. 15. 11. 0. 7. 5. 3. 1. 41.
(53) ∗ 表 3 .2 𝑈15 ( 15 7 ) 使 用 表. 因子數. 行號. D. 2. 1 3. 0.0833. 3. 1 2 6. 0.1361. 4. 1 2 4 6. 0.1551. 5. 2 3 4 5 7. 0.2272. 表 3.3 因 子 水 準 表. 水 準 數. 因子. A. B. C. 水準. 角度(度). 迴轉速(r.p.m). 進給率(µm/rev). 1. 32. 280. 58. 2. 34. 380. 55. 3. 36. 480. 52. 4. 38. 260. 49. 5. 40. 360. 46. 6. 42. 460. 59. 7. 44. 240. 56. 8. 46. 340. 53. 9. 48. 440. 50. 10. 50. 220. 47. 11. 52. 320. 60. 12. 54. 420. 57. 13. 56. 200. 54. 14. 58. 300. 51. 15. 60. 400. 48. 42.
(54) 3.3 實驗步驟 研磨光纖端面最佳化參數設計實驗步驟,主要實驗步驟說明如下: 1.光纖端面研磨,改良後之雙變曲率光纖端面研磨機構乃利用 Preston’s Equation 所得的材料移除率進行研磨,可精準控制其研磨角度、迴轉速、進 給率等控制因子,故可研磨複雜的微米級幾何端面,依選定之橢圓形、雙變 曲率形、錐式楔形搭配控制因子及設定上下限進行研磨。 2.以均勻設計表選用控制因子其角度上下限在 32 度到 60 度之間,迴轉 速上下限在 200 到 480 r.p.m,進給率上下限在 46 到 60µm/rev。 3.光纖端面熔燒成透境,減少尖點,以避免纖核的突起,造成長軸曲率 半徑的減少,進而影響光纖透鏡製作良率與耦光效率。 4.超音波震盪器清洗透鏡,防止研磨殘留碎削或灰塵覆蓋光纖透鏡表面, 進而影響光源進入光纖透鏡,而降低耦光效率。 5.耦光效率量測,當一電源供應器驅動 50mA 電流激發 980nm 雷射二極 體,令三軸移動平台由雷射二極體光束原點沿其傳播軸向移動至 22um 處, 光功率計量測到最大輸出功率Po 為 27.82mW,次之,令光纖透鏡置放於三 軸移動平台凹槽後,利用三軸移動平台微動位移光纖透鏡,使兩者模態匹 配。 6.依實驗之輸入與輸出數據建構克利金代理反應曲面模型。. 43.
(55) 第四章 實驗結果討論 ∗ 本文主要是提升光纖透鏡的耦合效率,而選用 𝑈15 (157)的均勻設計表,. 在設定不同研磨參數與選定水準值配置下,利用雙變曲率光纖端面研的磨機 構研磨,藉由控制光纖與研磨盤的夾角、研磨機構朝研磨盤正向力的變化及 研磨盤於研磨時的轉速控制等條件進行光纖透鏡研磨,其光纖透鏡研磨成橢 圓形、雙變曲率形、錐式楔形等形狀,實驗過程中,為降低實驗誤差,針對 各種形狀之光纖透鏡以每一條件均進行三次研磨及實驗量測,減少個別誤差, 以利後續的研究分析;再針對同一條件的三支光纖透鏡分別置放於三軸精密 移動平台,利用壓電精密位移特性,使光纖透鏡與 980nm 雷射二極體光源 完成光學耦合對位,再配合一光偵測器量測其耦光效率,量測所得之耦光效 率依序紀錄,並將均勻設計表所得的數據作資料處理分析,而得到 Kriging 模型與反應曲面,找出最佳參數組合及預測值,最後再進行實驗驗證。. 44.
(56) 4.1 建立 Kriging 模型與反應曲面 根據表4.1的均勻實驗結果,把3個因子15次實驗的15個水準值正規化成 範圍0到1區間的數值,以正規化後的因子水準數值當輸入,實驗結果產生的 前三階耦合效率值當輸入對應的反應值,開始一步一步地建立耦合效率的 Kriging模型和耦合效率標準差的Kriging模型,其分析流程如圖4.1所示。. 開. 始. 將均勻實驗的因子水準值正 規化成區間 0 到 1 的數值,作 為 Kriging 模型的輸入值. 依均勻實驗計劃進行實驗並 量測耦合效率值,作為 Kriging 模型的輸出值. 應用 MATLAB DACE 工具建立 耦合效率之 Kriging 代理模型. 結 束. 圖 4.1 Kriging 模型建構流程. 45.
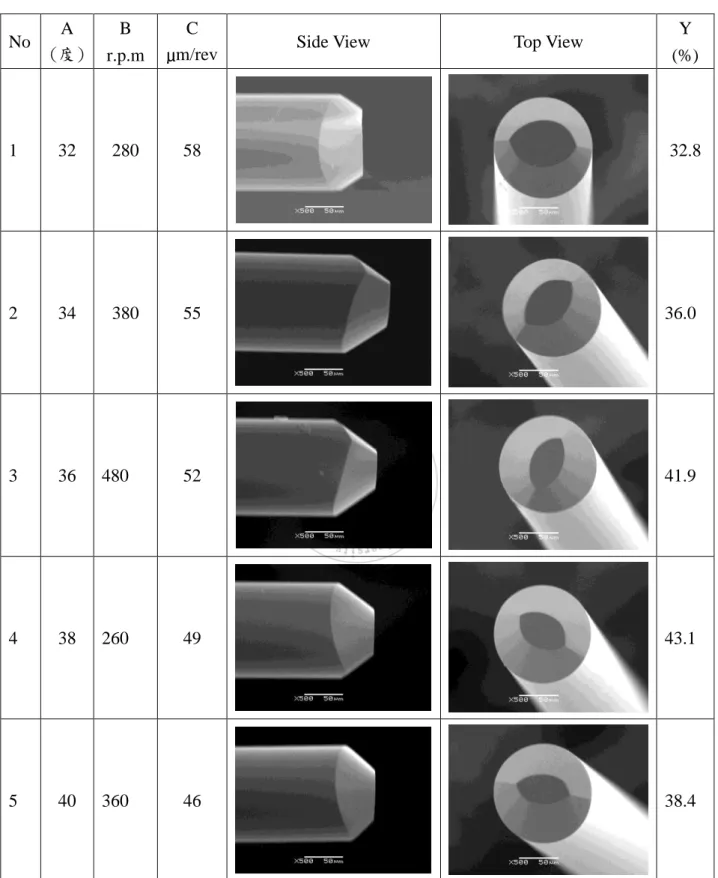
(57) 4.2 橢圓形光纖透鏡耦合效率之分析 ∗ 橢圓形光纖透鏡依據表 3.3 之 𝑈15 (157)實驗均勻設計表以三個控制因. 子及 15 個水準條件,進而研磨出 15 種不同研磨條件之橢圓形光纖透鏡,如 表 4.1 所示,再利用 980nm 雷射二極體,功率計等量測設備量測,其耦光效 率的數據如表 4.2,依表 4.2 的數據應用 Kriging 插值法作分析,先建立 Kriging 模型;要建立 Kriging 模型時,在 Current Directory 視窗下,選擇路徑來開 啟 dace 工具箱,就可以使用 Matlab 軟體操作。將均勻設計表的 A、B、C、 Y 的因子水準值正規化成範圍 0 到 1 區間的數值,在 Matlab 指令視窗內 輸入正規化後的值,如表 4.3 所示建立克利金代理反應曲面模型,如圖 4.2~4.4 所示。. 46.
(58) 表 4.1. ∗ 𝑈15 ( 157) 之 橢 圓 形 光 纖 透 鏡 耦 合 效 率. A (度). B r.p.m. C µm/rev. 1. 32. 280. 58. 32.8. 2. 34. 380. 55. 36.0. 3. 36. 480. 52. 41.9. 4. 38. 260. 49. 43.1. 5. 40. 360. 46. 38.4. No. Side View. 47. Top View. Y (%).
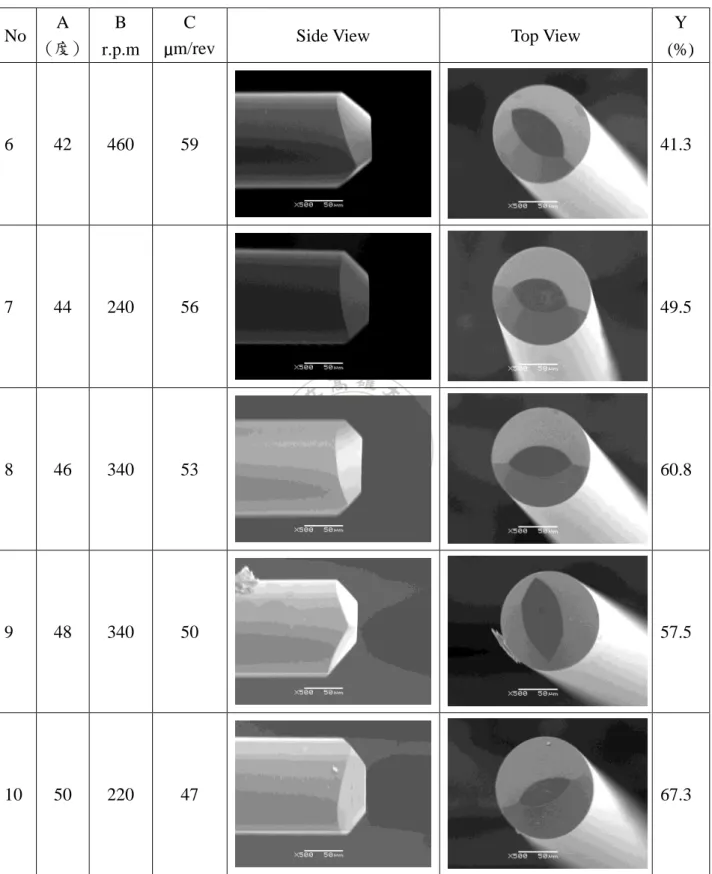
(59) ∗ 表 4.1 𝑈15 (157)之橢圓形光纖透鏡耦合效率(續). A (度). B r.p.m. C µm/rev. 6. 42. 460. 59. 41.3. 7. 44. 240. 56. 49.5. 8. 46. 340. 53. 60.8. 9. 48. 340. 50. 57.5. 10. 50. 220. 47. 67.3. No. Side View. 48. Top View. Y (%).
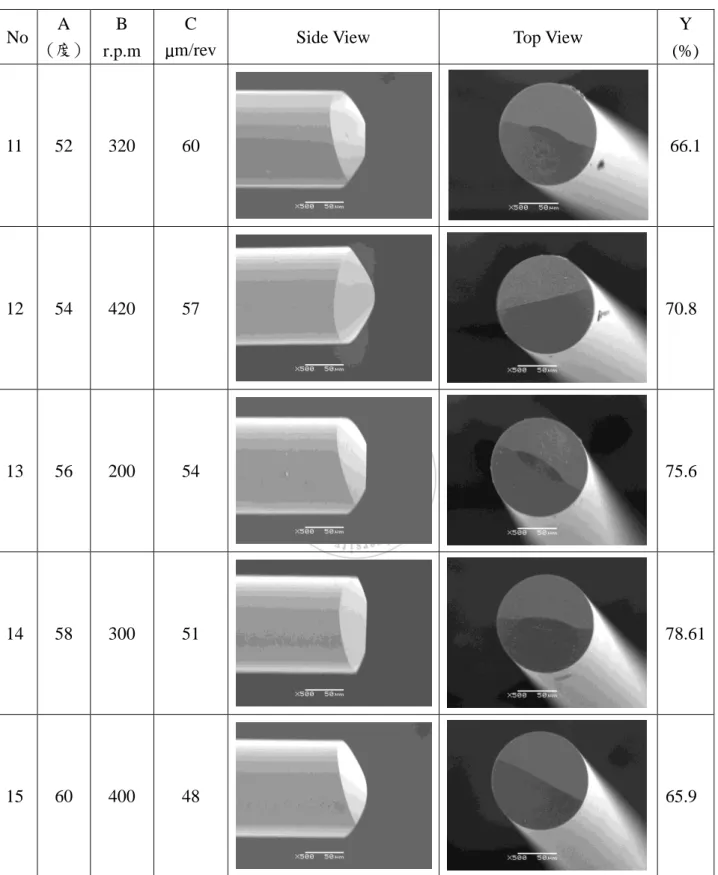
(60) ∗ 表 4.1 𝑈15 (157)之橢圓形光纖透鏡耦合效率(續). No. A (度). B r.p.m. C µm/rev. 11. 52. 320. 60. 66.1. 12. 54. 420. 57. 70.8. 13. 56. 200. 54. 75.6. 14. 58. 300. 51. 78.61. 15. 60. 400. 48. 65.9. Side View. 49. Top View. Y (%).
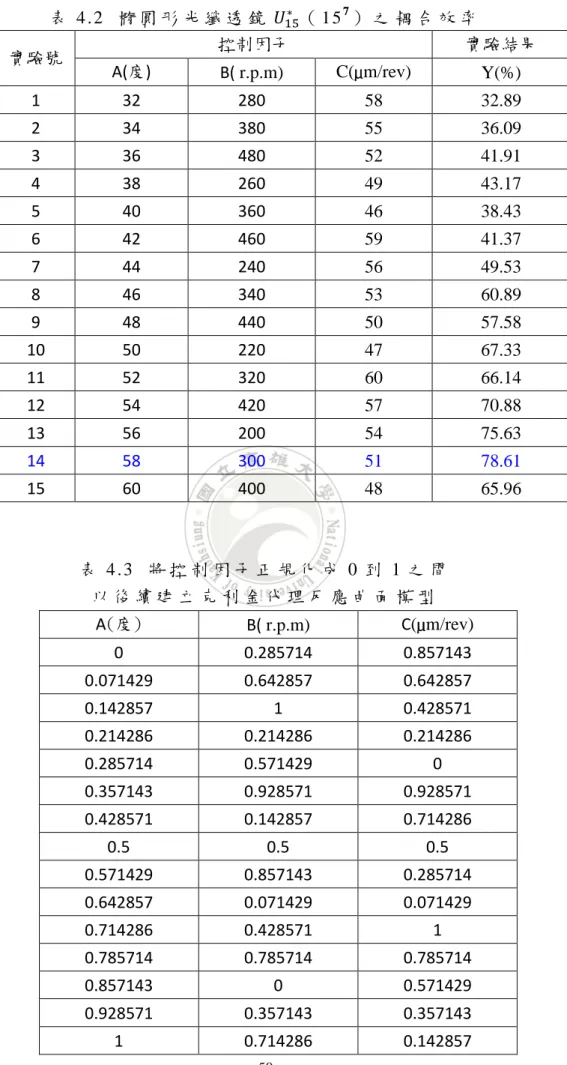
(61) ∗ 表 4 . 2 橢 圓 形 光 纖 透 鏡 𝑈15 ( 15 7 ) 之 耦 合 效 率 控制因子 實驗結果 實驗號 A(度) C(µm/rev) B( r.p.m) Y(%). 1. 32. 280. 58. 32.89. 2. 34. 380. 55. 36.09. 3. 36. 480. 52. 41.91. 4. 38. 260. 49. 43.17. 5. 40. 360. 46. 38.43. 6. 42. 460. 59. 41.37. 7. 44. 240. 56. 49.53. 8. 46. 340. 53. 60.89. 9. 48. 440. 50. 57.58. 10. 50. 220. 47. 67.33. 11. 52. 320. 60. 66.14. 12. 54. 420. 57. 70.88. 13. 56. 200. 54. 75.63. 14. 58. 300. 51. 78.61. 15. 60. 400. 48. 65.96. 表 4 .3 將 控 制 因 子 正 規 化 成 0 到 1 之 間 以後續建立克利金代理反應曲面模型 A(度). B( r.p.m). C(µm/rev). 0. 0.285714. 0.857143. 0.071429. 0.642857. 0.642857. 0.142857. 1. 0.428571. 0.214286. 0.214286. 0.214286. 0.285714. 0.571429. 0. 0.357143. 0.928571. 0.928571. 0.428571. 0.142857. 0.714286. 0.5. 0.5. 0.5. 0.571429. 0.857143. 0.285714. 0.642857. 0.071429. 0.071429. 0.714286. 0.428571. 1. 0.785714. 0.785714. 0.785714. 0.857143. 0. 0.571429. 0.928571. 0.357143. 0.357143. 1. 0.714286. 0.142857. 50.
(62) (迴轉速)B. A(角度). 圖 4.2 橢圓形-變動 B、A 對 Y 的影響. (進給率)C. B(迴轉速). 圖 4.3 橢圓形-變動 C 、B 對 Y 的影響. (進給率)C. A(角度). 圖 4.4 橢圓形-變動 C 、A 對 Y 的影響 51.
(63) 由圖 4.2~圖 4.4 得知,控制因子 A、B、C 與耦合效率 Y 之間為非線性 之關係。並由觀察圖形得知,控制因子存在最佳解,能夠使耦合率效率達最 大。為了求出控制因子之最佳解,本文以 Matlab 最佳化工具箱中 fminunc 函數作為工具,以耦合效率之克利金反應曲面作為目標函數,求解使耦合效 率最大化之控制因子最佳解,結果如表 4.4 所示,反應曲面預測之最大耦合 效率為 80.11743%。 表 4.4 控 制 因 子 之 最 佳 解 A 角度 (度). B 迴轉速 (r.p.m). C 進給率 (µm/rev). Ymax 預測最大耦合效率(%). 56. 289. 52. 80.11. 以最佳化演算法在克利金反應曲面上搜索到的控制因子最佳解僅僅是 代理模型的最佳解,而非原問題的最佳解,而是否可將代理模型的最佳解視 為原問題之近似最佳解,則要執行確認實驗來加以確認。依據表 4.4 之控制 因子最佳解實際製作光纖如表 4.5 所示,並測量耦合效率為 79.63%,與預測 最大耦合效率 80.1174%之間僅有 0.61%之誤差。由於誤差小於 2%,故可接 受表 4.4 之代理模型最佳解為原問題之近似最佳解。表 4.2 亦可得知,若只 執行均勻實驗表,就能找到耦合效率為 78.61%的一組優良解。若再進一步 將實驗的輸入與輸出數據建構成克利金反應曲面並執行最佳化搜索,則可將 耦合效率再提升到 79.63%,顯示均勻設計法搭配克利金反應曲面法及最佳 化演算法,能夠有效的求解控制因子之最佳設計值。. 52.
(64) 表 4.5 實 驗 驗 證 橢 圓 形 光 纖 透 鏡 最 佳 解 之 研 磨. No. 1. A (度). B r.p.m. C µm/rev. 56°. 289. 52. Side View. Y (%). Top View. 79.63. 4.3 雙變曲率形光纖透鏡耦合效率之分析 ∗ 雙變曲率形光纖透鏡依據表 3.3 之 𝑈15 (157)實驗均勻設計表以三個控. 制因子及 15 個水準條件,進而研磨出 15 種不同研磨條件之橢圓形光纖透鏡, 如表 4.6 所示,再利用 980nm 雷射二極體,功率計等量測設備量測,其耦光 效率的數據如表 4.7,依表 4.7 的數據應用 Kriging 插值法作分析,先建立 Kriging 模型;要建立 Kriging 模型時,在 Current Directory 視窗下,選擇路 徑來開啟 dace 工具箱,就可以使用 Matlab 軟體操作。將均勻設計表的 A、 B、C、Y 的因子水準值正規化成範圍 0 到 1 區間的數值,在 Matlab. 指. 令視窗內輸入正規化後的值,如表 4.8 所示建立克利金代理反應曲面模型, 如圖 4.5~4.7 所示。. 53.
(65) 表 4 .6. ∗ 𝑈15 ( 157) 之 雙 變 曲 率 形 光 纖 透 鏡 耦 合 效 率. A (度). B r.p.m. C µm/rev. 1. 32. 280. 58. 36.5. 2. 34. 380. 55. 41.5. 3. 36. 480. 52. 45.8. 4. 38. 260. 49. 48.6. 5. 40. 360. 46. 50.2. No. Side View. 54. Top View. Y (%).
(66) ∗ 表 4.6 𝑈15 (157)之雙變曲率形光纖透鏡耦合效率(續). No. A B (度) r.p.m. C µm/rev. Side View. Top View. Y (%). 6. 42. 460. 59. 43.2. 7. 44. 240. 56. 52.1. 8. 46. 340. 53. 65.4. 9. 48. 340. 50. 56.2. 10. 50. 220. 47. 68.6. 55.
(67) ∗ 表 4.6 𝑈15 (157)之雙變曲率形光纖透鏡耦合效率(續). No. A (度). B r.p.m. C µm/rev. 11. 52. 320. 60. 76.6. 12. 54. 420. 57. 81.6. 13. 56. 200. 54. 84.58. 14. 58. 300. 51. 80.5. 15. 60. 400. 48. 78.2. Side View. 56. Top View. Y (%).
(68) ∗ 表 4 .7 雙 變 曲 率 形 光 纖 透 鏡 𝑈15 ( 15 7 ) 之 耦 合 效 率 控制因子 實驗結果 實驗號 A(度) C(µm/rev) B( r.p.m) Y(%). 1. 32. 280. 58. 36.59. 2. 34. 380. 55. 41.55. 3. 36. 480. 52. 45.87. 4. 38. 260. 49. 48.67. 5. 40. 360. 46. 50.22. 6. 42. 460. 59. 43.24. 7. 44. 240. 56. 52.16. 8. 46. 340. 53. 65.49. 9. 48. 440. 50. 56.29. 10. 50. 220. 47. 68.62. 11. 52. 320. 60. 76.6. 12. 54. 420. 57. 81.63. 13. 56. 200. 54. 84.58. 14. 58. 300. 51. 80.59. 15. 60. 400. 48. 78.22. 表 4.8 將 控 制 因 子 正 規 化 成 0 到 1 之 間 以後續建立克利金代理反應曲面模型 A(度). B( r.p.m). C(µm/rev). 0. 0.285714. 0.857143. 0.071429. 0.642857. 0.642857. 0.142857. 1. 0.428571. 0.214286. 0.214286. 0.214286. 0.285714. 0.571429. 0. 0.357143. 0.928571. 0.928571. 0.428571. 0.142857. 0.714286. 0.5. 0.5. 0.5. 0.571429. 0.857143. 0.285714. 0.642857. 0.071429. 0.071429. 0.714286. 0.428571. 1. 0.785714. 0.785714. 0.785714. 0.857143. 0. 0.571429. 0.928571. 0.357143. 0.357143. 1. 0.714286. 0.142857. 57.
(69) (迴轉速)B. A(角度). 圖 4.5 雙變曲率形-變動 B 、A 對 Y 的影響. (進給率)C. B(迴轉速). 圖 4.6 雙變曲率形-變動 C 、B 對 Y 的影響. (進給率)C A(角度). 圖 4.7 雙變曲率形-變動 C 、A 對 Y 的影響 58.
數據
+7
相關文件
年金金額之計算係以假設預定利率2%以及假設預定死亡率為第二回年金生命表的100%推估,此狀況可能因為年金給付開始當時之利率
Sam: I scraped my knee and bumped my head.. Smith: What happened
straight brown hair dark brown eyes What does he look like!. He has short
While Korean kids are learning how to ski and snowboard in the snow, Australian kids are learning how to surf and water-ski at the beach3. Some children never play in the snow
I am writing this letter because I want to make a new friend in another country.. Maybe you will come to Gibraltar
Sam: It’s really nice, but don’t you think it’s too expensive.. John: Yeah, I’m not going to buy it, but I wish I could
The min-max and the max-min k-split problem are defined similarly except that the objectives are to minimize the maximum subgraph, and to maximize the minimum subgraph respectively..
Harvard Graduate School of Design 畢業設計展.. Studio, Harvard Graduate School
