非軸對稱橢圓錐光纖透鏡之研製與特性
79
0
0
全文
(2)
(3)
(4)
(5) 中文摘要 本研究提出一新型非軸對稱橢圓錐光纖透鏡架構,能以一次研磨 之製程研製非軸對稱橢圓錐光纖透鏡,可提高單模光纖與 980nm 高 功率單模幫浦雷射間之耦合效率的。此光纖透鏡之製造方式是在研磨 光纖端面時,在光纖夾具上加裝一旋轉速度為光纖自轉速度兩倍之偏 心配重塊,以此產生一週期性變動扭矩,使光纖下壓於研磨盤之正壓 力產生週期性之變化,並以一次研磨之製程,將光纖端面研磨成橢圓 錐形,再經電弧放電熔燒形成非軸對稱橢圓錐光纖透鏡;相較於過去 研磨非軸對稱光纖透鏡之製造方式,此製程簡化了繁瑣之研磨次數而 減少加工時間與成本,且可大幅減少透鏡中心與光纖中心之偏心程度 而提高製程之重複性及良率。 目前實驗已證實,以最佳化單一製程研製並分析 30 個非軸對稱 橢圓錐光纖透鏡之成品,所得之平均軸心偏移量為 0.4µm,平均耦光 效率達 71%,而最佳耦光效率可達 83%。本研究成果耦光效率超過 70%之良率為 47%,而耦光效率超過 60%之良率幾乎 100%。. I.
(6) Abstract A new scheme of asymmetric elliptic-cone-shaped microlens (AECSM) employing a single-step fabrication technique for efficient coupling between the high-power 980nm laser diodes and the single-mode fibers is proposed. The asymmetric elliptic-cone-shaped fiber endface (AECSFE) was fabricated by a single-step grinding and polishing a cleaved fiber by applying a periodically variable torque on the fiber ferrule to change the grinding pressure. The periodically variable torque was made by an eccentric mass with a constant rotation speed double that of the fiber. After the AECSFE was formed, an AECSM was obtained by heating the fiber tip in a fusing splicer. In comparison with the previous works on asymmetric fiber microlenses fabricated by the multi-step processes with complicated fabrication, the advantages of the AECSM structure for achieving high coupling are a single-step fabrication, a reproducible process, and a high-yield output. In this study, we demonstrated that the average grinding offset of the AECSM structure for 30 measurements was about 0.4 µm, the average coupling efficiency was 71%, and the maximum of the measured coupling efficiency was 83%. The yield of the AECSM for coupling efficiency over 70% was 47%, for coupling efficiency over 60% was almost 100%.. II.
(7) 誌謝 感謝我的指導教授鄭木海老師在這兩年的碩士生涯裡對我的指 導,教導我們如何完成研究,在生活處世上也教導了我們很多,讓我 在這兩年學到了許多東西,獲益良多。 感謝我的口試委員,李清庭教授、蔡穎堅教授、張弘文教授、林 世聰教授,對於我的論文初稿提供了許多精闢的意見,使得本論文能 夠更加地改進。 感謝實驗室的學長姐,楊惠民主任、沈茂田博士、許益誠博士, 翊中學長、俊哲學長、兆偉學長、斯銘學長、旻進學長、文祺學長、 昱寬學長、宗晉學長、金城學長、國助學長、昱銘學長、普憲學長、 巧雯學姐、建中學長、育達學長等人,在實驗上及各方面給我的指導 及幫助,特別是指導我的昱寬學長,更是給了我許多幫助,我也從他 身上學到了很多待人處世的方式;還要感謝與我一同奮鬥的同伴,志 青、文貴、峰瑞、信嘉,陪我一起度過了這兩年,也帶給我許多歡樂, 還有各位學弟,哲葳、宏儒、宏崑、元村、俊德,以及實驗上幫助我 許多的專題生新平、勁涵,都是我碩士生涯裡的好夥伴,還有謝謝其 他實驗室協助過我的各位好同學。 感謝我的家人,有父母、姊姊一直支持著我,讓我能專心地完成 我的學業;謝謝高雄的親戚們,乾媽、各位姨媽、姨丈、表哥、表姊, 在我的高雄生活給了很多幫助及照顧;還有謝謝那些在高雄這 7 年來 照顧過我的許多師長、長輩們,以及許許多多陪伴過我的朋友們,也 許相處的時日並不多,但是我都記在心中。 衷心感謝並祝福各位親朋好友,有你們才有今天的我,也才能完 成此篇論文,並期待未來的旅程上仍有你們陪我一起走。. III.
(8) 內容目錄 中文摘要..................................................................................................... I Abstract ......................................................................................................II 誌謝...........................................................................................................III 內容目錄.................................................................................................. IV 圖表目錄................................................................................................. VII 第一章 緒論...............................................................................................1 1.1 研究背景 .....................................................................................1 1.2 研究動機 .....................................................................................3 1.3 文獻回顧 .....................................................................................4 1.4 論文架構 ...................................................................................10 第二章 理論基礎 ....................................................................................11 2.1 雷射特性簡介 ...........................................................................11 2.2 高斯光束與模態耦合理論 .......................................................13 2.2.1 高斯光束 .........................................................................13 2.2.2 模態匹配(Mode Matching) .............................................15 2.2.3 耦光理論模型 .................................................................18 2.3 非軸對稱橢圓錐光纖透鏡的設計 ...........................................20 2.3.1 非軸對稱橢圓錐光纖透鏡曲率設計 .............................20. IV.
(9) 2.3.2 非軸對稱橢圓光纖透鏡研製方式簡介 .........................21 2.3.3 一次研磨成型之非軸對稱橢圓錐形光纖成型原理 .....22 第三章 非軸對稱橢圓錐光纖透鏡的製作 ............................................27 3.1 光纖研磨系統 ...........................................................................27 3.1.1 光纖研磨機台簡介 .........................................................27 3.1.2 週期性變動扭矩系統 .....................................................29 3.2 非軸對稱橢圓錐光纖透鏡製程 ...............................................33 3.2.1 光纖簡介 .........................................................................33 3.2.2 橢圓光纖透鏡的製程 .....................................................34 3.2.3 非軸對稱橢圓錐光纖透鏡之研製 .................................36 3.3 非軸對稱橢圓錐光纖透鏡研製結果 .......................................41 第四章 非軸對稱橢圓錐光纖透鏡的量測 ............................................46 4.1 非軸對稱橢圓錐光纖透鏡外型量測 .......................................46 4.2 耦光效率量測 ............................................................................48 4.2.1 雷射功率量測 .................................................................48 4.2.2 耦光效率量測 .................................................................51 4.2.3 非軸對稱橢圓錐光纖透鏡良率分析 .............................57 4.3 非軸對稱橢圓錐光纖透鏡遠場量測 .......................................58 第五章 結論與未來工作 ........................................................................60. V.
(10) 5.1 結論............................................................................................60 5.2 未來工作 ....................................................................................61 參考資料...................................................................................................62. VI.
(11) 圖表目錄 圖 1.1 EDFA 在光通訊網路上之架構示意圖 ..................................2 圖 1.2 (a) 以步進馬達精密定位光纖之研磨機台...........................6 圖 1.2 (b) 預計成型之光纖端面各視圖...........................................6 圖 1.3 外徑漸擴的楔型光纖透鏡 .....................................................7 圖 1.4 非軸對稱雙曲線形光纖透鏡 .................................................7 圖 1.5 雙楔型光纖透鏡 .....................................................................8 圖 1.6 半圓柱型 GIF 光纖透鏡接於單模光纖.................................8 圖 1.7 (a) 四角錐型(QPSFE)光纖端面及其透鏡示意圖 ................9 圖 1.7 (b) 四角錐型(QPSFE)光纖端面及其透鏡實體圖................9 圖 1.8 (a) 錐式楔型(CWSFE)光纖端面及其透鏡示意圖...............9 圖 1.8 (b) 錐式楔型(CWSFE)光纖端面及其透鏡實體圖 ..............9 圖 2.1 980nm 單模雷射光之垂直發散角與平行發散角示意圖...12 圖 2.2 980nm 單模雷射光之近場光場與遠場光場示意圖 ...........13 圖 2.3 高斯光束之各參數 ..............................................................14 圖 2.4 (a) 980nm 單模雷射與單模光纖內之模態場......................17 圖 2.4 (b) 980nm 單模雷射與單模光纖內之波前 .........................17 圖 2.5 光場模態轉換示意圖 ..........................................................17 圖 2.6 四角錐與錐式楔型光纖截面示意圖 ..................................22 VII.
(12) 圖 2.7 正壓力變化與光纖旋轉角度關係圖 ..................................24 圖 2.8 (a) 光纖截面示意圖及橢圓形分佈之正壓力.....................25 圖 2.8 (b) 光纖截面示意圖及研磨出之光纖截面 ........................25 圖 2.9 非軸對稱橢圓錐形光纖研磨機構示意圖 ..........................26 圖 2.10 橢圓錐形光纖端面示意圖 ................................................26 圖 3.1 光纖研磨機台(ULTRAPOL Fiber Lens Polisher)...............28 圖 3.2 光纖夾具與研磨平台夾角(θ)與光纖自轉角(φ).............28 圖 3.3 光纖夾具升降平台 ..............................................................29 圖 3.4 光纖研磨機控制面板 ..........................................................29 圖 3.5 週期性變動扭矩系統之示意圖一 ......................................31 圖 3.6 週期性變動扭矩系統之示意圖二 ......................................31 圖 3.7 週期性變動扭矩系統側視示意圖 ......................................32 圖 3.8 週期性變動扭矩系統實體圖 ..............................................32 圖 3.9 週期性變動扭矩系統實體側視圖 ......................................33 圖 3.10 光纖透鏡製造流程圖 ........................................................35 圖 3.11 光纖透鏡熔燒凸起過程示意圖 ........................................35 圖 3.12 非軸對稱橢圓光纖透鏡製造流程圖 ................................36 表 3.1 光纖研磨下降距離與週期參數 ..........................................37 圖 3.13 (a) 光纖夾具向上擺動示意圖...........................................39. VIII.
(13) 圖 3.13 (b) 光纖夾具向下擺動示意圖...........................................40 圖 3.14 研磨去尖點示意圖 ............................................................40 圖 3.15 未研磨尖之橢圓錐形光纖端面 SEM 圖 ..........................41 圖 3.16 橢圓錐形光纖端面側視圖 ................................................42 圖 3.17 橢圓錐形光纖端面上視圖 ................................................42 圖 3.18 去尖點後之橢圓錐形光纖端面側視圖 ............................43 圖 3.19 去尖點後之橢圓錐形光纖端面上視圖 ............................43 圖 3.20 橢圓錐光纖透鏡 SEM 圖 ..................................................44 圖 3.21 橢圓錐光纖透鏡側視圖 ....................................................44 圖 3.22 橢圓錐光纖透鏡上視圖 ....................................................45 圖 4.1 光纖透鏡軸心偏移示意圖 ..................................................47 圖 4.2 橢圓錐光纖透鏡橫向曲率半徑分析圖 ..............................47 圖 4.3 橢圓錐光纖透鏡縱向曲率半徑與軸心偏移分析圖 ..........48 圖 4.4 光檢測器示意圖 ..................................................................50 圖 4.5 光檢測器校正量測架構示意圖 ..........................................51 表 4.1 最佳耦光效率之橢圓錐光纖透鏡參數 ..............................54 表 4.2 橢圓錐與錐式楔型光纖透鏡數耦光效率比較 ..................54 圖 4.6 耦光效率量測架構示意圖 ..................................................55 圖 4.7 耦光效率對縱向曲率(Ry)關係圖一 ...................................55. IX.
(14) 圖 4.8 耦光效率對縱向曲率(Ry)關係圖二 ...................................56 圖 4.9 耦光效率與雷射長寬比關係圖 ..........................................56 圖 4.10 良率分析 ............................................................................57 圖 4.11 光纖透鏡遠場量測架構示意圖 ........................................58 圖 4.12 不同長寬比之橢圓錐光纖透鏡遠場圖樣 ........................59. X.
(15) 第一章. 緒論. 1.1 研究背景 光纖通訊和其他傳統的通訊方式一樣,在經過長距離的傳輸路徑 後,光訊號會因為不斷地衰減而無法辨識,因此在長途的光纖網路中 必須週期性地使訊號放大再生,若以傳統的電子放大技術來提供再 生,每一個波長的光訊號在每間隔六十至一百公里左右就必須設置個 別的電子訊號再生器(Regenerator),其中還包括了光/電轉換的設備 等。隨著分波多工(Wave Division Multiplexing, WDM)出現,此技術將 多個不同波長的光訊號合併在單一的光纖中傳送,這項技術大幅地提 高了光纖通訊系統的傳輸容量,然而相對的電子訊號再生器的數量隨 著不同波長的光訊號增加時,越是高容量的傳輸所需花費的成本亦跟 著大幅增加。 在 1986 年,英國 Southampton 大學[1]和美國 AT&T 貝爾實驗室 [2]提出了將「鉺」離子摻雜在光纖中,可提供 1550nm 波長處的光增 益 , 而 出 現 了 摻 鉺 光 纖 放 大 器 (Erbium-Doped Fiber Amplifiers, EDFA),這項發明被喻為光通訊的第二次技術躍進。EDFA 大幅增加 了光信號的有效傳輸距離,降低了光電信號轉換次數,因而大幅降低 了高容量長途光纖網路的成本,使得光分波多工技術得以實現。EDFA 在光通訊網路上之架構簡示如圖 1.1,其基本組成包含了高功率幫浦 1.
(16) 雷射、掺鉺光纖、光隔離器及耦合器;其中高功率幫浦雷射的作用在 於激發摻鉺光纖中的鉺離子由基態能階躍遷到高能階[3],以達成粒 子分佈反轉(Population Inversion)的狀態。當信號光通過摻鉺光纖,受 激鉺離子會被誘發由高能階返回到基態能階並釋放出與信號光相同 的受激輻射(Stimulated Emission),進而產生放大作用。常用的幫浦雷 射波長有 1480nm 和 980nm 兩種,其中採用 980nm 高功率雷射來幫 浦 EDFA 具有高增益係數(Gain Coefficient)及低雜訊值(Noise Figure) 的優點[4][5],故被廣泛的採用。. Input Signal. Optical Isolator. Optical Isolator. Coupler Er3+-Doped Fiber. Pump LD 1480nm or 980nm 圖 1.1 EDFA 在 光 通 訊 網 路 上 之 架 構 示 意 圖. 2. Output Signal.
(17) 1.2 研究動機 一個光通訊用的 980nm 幫浦雷射模組內部,主要包含了二個元 件,一是作為幫浦光源的雷射二極體,另一是作為傳遞幫浦光的介質 -光纖,然而雷射光與光纖波導之間存在模態不匹配的問題,這會造 成雷射光在進入光纖時,兩者之間有非常大的耦光損失。一般而言, 980nm 高功率幫浦雷射與標準單模光纖之間的耦光效率理論上不超 過 35%[6][7][8]。 為促進光纖和雷射間模態匹配(Mode Match)常見的作法有三 種:第一種作法是改變雷射結構進而改變雷射光的模場[6][9];第二 種作法是在雷射與光纖之間加入透鏡來改變雷射光的模場[7][10];第 三種作法則是直接在光纖端面加工製作微透鏡[8][11-16];其中光纖透 鏡是一種最簡易、有效且低成本的作法。然而目前在 980nm 單模雷 射的耦光製程上,困難出現同時兼具高耦光效率與高良率的光纖透鏡 製程。 本研究提出以一次研磨成型製程,研製出用以提高單模光纖對單 模 980nm 高功率雷射之耦合效率之非軸對稱橢圓錐光纖透鏡架構, 因研磨步驟減少,可縮短研製時間,並減少透鏡中心與光纖軸心之偏 心度,提高成品重複性及研製良率,較適於用在商業上的高功率 980nm 幫浦雷射模組製造。. 3.
(18) 1.3 文獻回顧 在 1989 年,John H. Mitch [11]提出以步進馬達週期性地伸縮光纖 改變光纖對於研磨盤之正向壓力,進而改變材料的移除速率而能研製 出非軸對稱型光纖端面,其機構及預計成型之光纖端面如圖 1.2 所 示。若此研磨方式,其步進馬達須可精準地控制達到微米級的解析 度,因而不易實際製作。 在 1990 年 Shah 等人[12]提出外徑漸擴的楔型光纖透鏡。此種結 構的製作方式是先讓光纖在電弧放電加熱下熔融軟化,之後沿著光纖 端面方向擠壓光纖而形成外徑漸擴光纖,最後再研磨楔型於外徑漸擴 光纖端面上,如圖 1.3 所示。此種光纖透鏡對發光區寬度 30µm 的 980nm 高功率雷射,有 47%的最大耦光效率。 在 1993 年 Presby 等人[13]提出以二氧化碳雷射加工製作出非軸 對稱的雙曲線形光纖透鏡,如圖 1.5 所示。此種光纖透鏡對 980nm 高 功率雷射的最高耦光效率可達 78.4%。由於雷射直接加工製作光纖透 鏡的移動精度要求需小於微米等級,所以此種製程難以達到高良率。 在 1995 年 Modavis 等人[8]提出雙楔型光纖透鏡,如圖 1.6 所示, 此種光纖透鏡的最高耦光效率可達 80%。由於雙楔型光纖透鏡的研磨 程序複雜,且耦光效率對雙楔型光纖透鏡的偏軸量(Offset)相當敏感, 只要存在 0.8µm 的垂直偏軸量就會增加 7dB 的耦光損失,所以此種. 4.
(19) 光纖透鏡製程的重複性相當地低。 在 2001 年 Yoda 等人[14]提出接合式光纖透鏡的架構,如圖 1.4 所示。製程是先將單模光纖與一段折射率漸變光纖(Graded-Index Fiber, GIF)熔接在一起,以光纖切割刀取適當長度切割 GIF,之後在 GIF 端面上研磨出一個圓柱狀的微透鏡。圓柱狀微透鏡結構是為要將 雷射的波前由曲面改變成為平面。一小段固定長度的 GIF 在此是當作 聚焦透鏡使用,用來將大尺寸的光束聚焦成為與單模光纖模場相近的 小尺寸光束。此種光纖透鏡對發光區寬度 25µm 的 980nm 高功率雷射 有 30%的最佳耦光效率。 在 2004 年中山大學光電所葉斯銘與呂昱寬等人提出四角錐型光 纖透鏡(Quadrangular-Pyramid-Shaped Fiber Endface, QPSFE)[15],如 圖 1.7 所示。以及葉斯銘等人於 2005 提出,錐式楔型光纖透鏡 (Conical-Wedge-Shaped Fiber Endface, CWSFE)[16],如圖 1.8 所示。 此兩種光纖透鏡的製造方式皆是先將光纖端面研磨成非軸對稱的結 構,再利用電弧放電熔燒形成非軸對稱形式的光纖透鏡,四角錐形光 纖透鏡經實驗證實,其與 980nm 高功率單模幫浦雷射之最高耦光效 率達 83%,錐式楔型光纖透鏡經實驗證實,其與 980nm 高功率單模 幫浦雷射之最高耦光效率達 84%。然而四角錐形光纖透鏡需要經過五 次的研磨程序,錐式楔型光纖透鏡需要經過三次的研磨程序,越多次. 5.
(20) 的研磨程序便需要越多的時間,且良率也會越低。本研究承襲了此兩 種光纖透鏡之設計概念,而能經過僅一次之研磨程序就將光纖端面研 磨成非軸對稱之形式。. (a). (b) 圖 1.2 (a)以 步 進 馬 達 精 密 定 位 光 纖 之 研 磨 機 台 (b)預 計 成 型 之 光 纖 端 面 各 視 圖 [11] 6.
(21) 圖 1.3 外 徑 漸 擴 的 楔 型 光 纖 透 鏡 [12]. 圖 1.4 非 軸 對 稱 雙 曲 線 形 光 纖 透 鏡 [13]. 7.
(22) 圖 1.5 雙 楔 型 光 纖 透 鏡 [8]. 圖 1.6 半 圓 柱 型 GIF 光 纖 透 鏡 接 於 單 模 光 纖 [14]. 8.
(23) (a). (a). (b). (b). 圖 1.7 四 角 錐 型 (QPSFE)光 纖 端 面 及 其 透 鏡 (a)示 意 圖 (b)實 體 圖 [15]. (a). (a). (b). (b). 圖 1.8 錐 式 楔 型 (CWSFE)光 纖 端 面 及 其 透 鏡 (a)示 意 圖 (b) 實 體 圖 [16] 9.
(24) 1.4 論文架構 本論文總共分為五章,第一章主要介紹研究的背景與動機,及文 獻回顧。第二章主要敘述雷射的特性、雷射與光纖之間的耦合理論, 以及非軸對稱橢圓錐光纖透鏡的設計與研磨原理。第三章主要敘述非 軸對稱橢圓錐光纖透鏡的研製,說明其研製過程與結果。第四章主要 敘述非軸對稱橢圓錐光纖透鏡成品的量測結果,包括外型量測,與 980nm 高功率單模幫浦雷射之耦合效率量測,以及遠場的量測。第五 章為結論及未來工作。. 10.
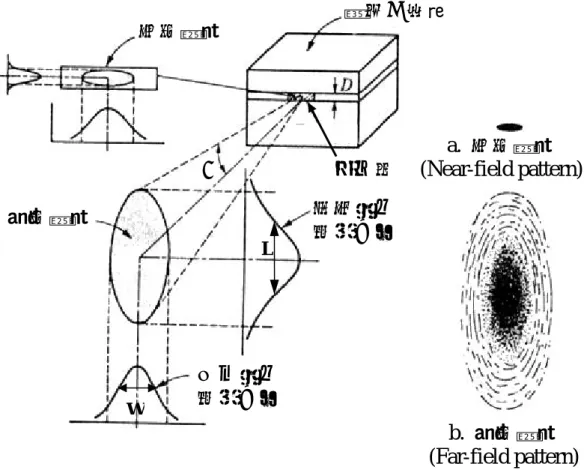
(25) 第二章. 理論基礎. 2.1 雷射特性簡介 雷射二極體的基本構造與一般的半導體二極體構造相似,由 p-n 接面構成主動層,並利用半導體晶體的解理面作為平行反射鏡形 成共振腔(Resonator)。從古典電磁理論來看,在雷射二極體主動層中 形成傳輸並振盪的光波場必須滿足 Maxwell 方程組和波導結構的邊 界條件,其型式為電磁場的本徵狀態(Eigenstate),不同的本徵狀態, 會以不同的光場分佈相區別。因此在電磁波理論中,習慣上稱這些不 同的本徵狀態為不同的模態(Mode)。一般分為縱模(Longitudinal Mode) 及橫模(Transverse Mode)兩類,不同的縱模其共振頻率不同,而不同 的橫模不僅共振頻率不同,在垂直傳輸方向的空間光場分佈也不同。 對於雷射的光譜特性、如頻寬(Bandwidth)、同調長度(Coherent Length) 等,主要皆由縱模決定。而光束的發散角(Divergent Angle)、光點(Spot Size)的大小和能量的分佈則主要決定於橫模,研究雷射對光纖耦合的 分析主要與橫模有關。 因此雷射光的空間分佈特性,和主動層內的模態有關,而模態又 和主動層的大小有關。典型的 980nm 雷射,主動層縱向的厚度約為 0.5µm,橫向的寬度約為 3µm,所以可知雷射發光區為矩形,其雷射 光之平行發散角比垂直發散角要小得多(圖 2.1),因此雷射光近場光 11.
(26) 場為一長軸在橫向的橢圓形,遠場光場則變為長軸在縱向的橢圓形, 如圖 2.2 所示,典型的雷射模場橢圓長寬比在 3~5 之間。雷射模場長 寬比的定義為雷射橢圓遠場在長軸和短軸方向強度分布之半高全寬 (Half Maximum Full Width, FWHM)的比值,橢圓長寬比 ra 與垂直發散 角 θv、水平發散角 θh 的關係如(2.1)式所示。. θ. tan( v ) L 2 ra = = θ W tan( h ) 2. (2.1). θv /2. L. L. θh /2. W. W. z. 圖 2.1 980nm 單 模 雷 射 光 之 垂 直 發 散 角 與 平 行 發 散 角 示 意 圖. 12.
(27) 雷射二極體. 近場圖樣. 發光面. θ. a. 近場圖樣 (Near-field pattern). 垂直軸向 強度分佈. 遠場圖樣 L. W. 水平軸向 強度分佈 b. 遠場圖樣 (Far-field pattern). 圖 2.2 980nm 單 模 雷 射 光 之 近 場 光 場 與 遠 場 光 場 示 意 圖. 2.2 高斯光束與模態耦合理論 2.2.1 高斯光束 高斯光束(Gaussian Beam)是赫姆霍茲方程式(Helmholtz Equation) 在緩變振幅近似下的一個特解,它可以理想的描述雷射光束的性質, 在理論模型上常以高斯光束描述雷射光場的行為。描述高斯光束有幾 個重要參數,分述如下[17]: 1. 光腰 W0(Beam Waist):高斯光束寬度最小處。 2. 高斯光束寬度 W(z):距離光腰 z 處之高斯光點形狀大小(Spot 13.
(28) Size)。 ⎛ λ ⋅z W (z) = W0 ⋅ ⎜⎜1 + 2 ⎝ π ⋅ W0. ⎞ ⎟⎟ ⎠. 1 2. (2.2). 其中λ為波長 3. 波前(Wavefront)半徑 R(z):距離光腰 z 處之波前半徑。 ⎡ ⎛π ⋅ W2 0 R (z) = z ⋅ ⎢1 + ⎜⎜ ⎢⎣ ⎝ λ ⋅ z. ⎞ ⎟⎟ ⎠. 2. ⎤ ⎥ ⎥⎦. (2.3). 4. 發散角θ:高斯光束之發散角。. ⎛. ⎞ ⎟⎟ ⋅ π W 0 ⎠ ⎝. θ = tan −1 ⎜⎜. λ. 關於上述之參數,如圖 2.31 所示。. 圖 2.3 高 斯 光 束 之 各 參 數. 14. (2.4).
(29) 2.2.2 模態匹配(Mode Matching) 欲探討雷射與光纖之間的光學耦合,首先必須比較 980nm 單模 雷射與單模光纖之光場模態,其中光場模態可分為模態場與波前 [8][12][18],如圖 2.4 所示。由圖中可知,980nm 單模雷射之模態場 為橢圓形,波前為曲面波;而單模光纖則分別為圓形與平面波。 在模態匹配理論當中,兩個光場模態完全匹配必須符合下列兩項 條件之ㄧ致: 1. 光場之光點大小(Spot Size) 2. 波前(Wavefront) 即兩者之光場光點大小 W(z)以及其光場波前 R(z)之曲率半徑要 相同。茲以一維之狀況探討雷射與光纖間的耦光[19],如圖 2.5 所示。 W0 為雷射光束之光腰,當雷射光束再空間中行走一段距離 d 之後, 雷射光場之寬度 W(d)=Wf;雷射之波前曲率半徑由 R(d)=Rd。此時雷 射光束之光場模態經過曲率半徑 Rl 之光纖透鏡之後,由於相位延遲 (Phase Delay)造成波前的轉換,而與單模光纖內部之光場模態一致, 達到模態之匹配。但若是以平端光纖進行與雷射之耦合,具有曲率之 波前將與光纖內部之模態產生相位差,使得耦光效率降低。Rd 與 Rl 關係推導如下: 當高斯光束經過焦距為 f 之透鏡時,波前曲率半徑由 Rd 改變為. 15.
(30) R′(z),如下公式所示:. 1 1 1 = − R' (z) R d f. (2.5). Rl n -1. (2.6). f= 其中 n 為透鏡之折射率. 令雷射光經過光纖透鏡後,光纖內之波前曲率半徑趨近於∞,即 R′(z)=∞. (2.7). Rl=(n-1) Rd. (2.8). 由(2.5) (2.6) (2.7)式可得. 16.
(31) 單模光纖內之模態場 (圓形). 980nm單模雷射模態場 (橢圓形) (a). 單模光纖內之波前 (近似平面波). 980nm單模雷射波前 (曲面波) (b). 圖 2.4 980nm 單 模 雷 射 與 單 模 光 纖 內 之 (a)模 態 場 (Mode Field) (b)波 前 (Wavefront)[20] R=∞. R(d)=Rd. R=∞. Laser. Fiber d. Wo. W(d). Wf. 圖 2.5 光 場 模 態 轉 換 示 意 圖 [20] 17.
(32) 2.2.3 耦 光 理 論 模 型 980nm 單模雷射與單模光纖的耦光模型之建立是基於繞射理論 (Diffraction Theory) [8][21]。由於實際雷射光束與高斯函數的分佈特 性極為類似,所以我們藉由高斯光束理論假設光纖模場 ϕ f 為圓對稱 高斯光束分布[8]:. ϕ f ( x , y ) = exp[ −. (x2 + y 2 ). ω 2f. ]. (2.9). 其中 2 ω f 為光纖模場直徑(Mode Field Diameter, MFD)。980nm 高功率 雷射端面模場 ϕ s 採用橢圓高斯光束分佈近似,而沿著水平 x 方向及 垂直 y 方向所量得的遠場發散角度(Divergence Angle) θ x 和 θ y ,分別 被用來計算雷射在 x 和 y 方向的模場半徑 ω ox 和 ω oy ,雷射模場半徑. ω ox 、 ω oy 和雷射發散角 θ ox 、 θ oy 的關係以下列式子表示[21]:. ω ox =. ω oy =. ln(2) ⋅ 2 ln(2) ⋅ 2. λ π ⋅ tan(. θx 2. ). (2.10). λ π . tan(. θy 2. ). (2.11). 中 x-y 平面假設為雷射端面平面,x 軸為水平軸,y 軸為垂直軸,而 z 軸方向為雷射光傳播的方向。利用 Fresnel 繞射理論可得知雷射光在 空氣中行進一段距離 z 後,雷射模場變成[8]:. 18.
(33) ϕlx ( x, z ) = ∫ ϕly ( y, z) = ∫. ∞ −∞. ∞ −∞. ( x1 ) 2 exp(i ⋅ k ⋅ z ) k 2 exp[− ( ) ] + i ⋅ ⋅ x − x dx ⋅ 1 1 (ωox ) 2 (2 ⋅ z ) i ⋅λ ⋅ z. (2.12). ( y1 ) 2 k exp(i ⋅ k ⋅ z) 2 + i ⋅ ⋅ y − y dy ⋅ exp[− ( ) ] 1 1 i⋅λ ⋅ z (2 ⋅ z) (ωoy ) 2. (2.13). 其中 λ 為波長, k = 2π / λ 為波數。經過光纖微透鏡後,雷射模場會 被轉換,在 x 及 y 方向的相位轉換如下列公式所示[8]:. t lx ( x ) = exp[ −i ⋅ k ⋅ ( n − 1) ⋅ ∆ ( x )]. (2.14). t ly ( y ) = exp[ − i ⋅ k ⋅ ( n − 1) ⋅ ∆ ( y )]. (2.15). 其 中 n 為 光 纖 折 射 率 , ∆ (x ) 和 ∆ ( y ) 分 別 為 x − z 平 面 和 y − z 平 面上,垂直於光纖軸心且通過光纖微透鏡頂點的直線到透鏡 表面的垂直距離函數。不同幾何形狀的光纖微透鏡會有不同 的 ∆ (x ) 和 ∆ ( y ) , 因 而 造 成 不 同 的 相 位 轉 換 。 對於橢圓形光纖微透鏡(Elliptical Fiber Microlens)而言:. ∆( x) =. ∆( y) =. x2 Rlx + Rlx − x 2 2. (2.16). y2 Rly + Rly − y 2 2. (2.17). 其 中 Rlx 和 Rly 分 別 為 橢 圓 形 光 纖 微 透 鏡 在 x − z 平 面 和 y − z 平 面上的曲率半徑。 經過光纖微透鏡轉換後的雷射模場,可以下列公式表示[8]:. ϕ n ( x, y , z ) = ϕ lx ( x, z ) ⋅ ϕ ly ( y , z ) ⋅ t lx ( x, Rlx ) ⋅ t ly ( y , Rly ). 19. (2.18).
(34) 最後耦光效率可以經由轉換後的雷射模場與標準光纖模場的重疊積 分(Overlap Integral)得到[8]:. η ( z) =. ∞. ∞. −∞. −∞. ∫ ∫ ∞. ∞. −∞. −∞. ∫ ∫. ϕ n ( x, y, z ) ⋅ ϕ ( x, y )dxdy. 2. * f. ϕ n ( x, y, z ) ⋅ ϕ ( x, y, z )dxdy ⋅ ∫ * n. ∞ −∞. ∫. ∞ −∞. ϕ f ( x, y ) ⋅ ϕ dxdy. (2.19). * f. 將 上 述 數 學 模 型 的 公 式 加 以 程 式 化 [22],以 Matlab 軟 體 來進行模擬。改變耦光工作距離及橢圓錐光纖透鏡的曲率半 徑,將得到的結果放入矩陣中加以分析找出耦光效率的最大 值及其相對的工作距離與結構參數,最後根據矩陣的數據繪 製 資 料 圖 形 。 由 於 電 腦 無 法 作 無 窮 積 分 的 運 算 , 所 以 (2.19) 式 的 程 式 運 算 一 律 以 10 倍 光 纖 纖 核 直 徑 當 作 積 分 範 圍 , 超 出此積分範圍而未被計算到的光纖耦合能量非常小,幾乎為 零。. 2.3 非軸對稱橢圓錐光纖透鏡的設計 2.3.1 非軸對稱橢圓錐光纖透鏡曲率設計 如前面所介紹的,典型的 980nm 高功率單模幫浦雷射在近場的 雷射光場形狀為橫向的橢圓形,但是因為縱向上的發散角度較大,因 而在傳播一段距離後,其場型由橫向橢圓形轉變為縱向橢圓形過程 中,在某一點處其場型會呈圓形,而與光纖內部的場型匹配,根據中. 20.
(35) 山大學光電所葉斯銘博士所提出的論文[22],當雷射光束為圓形時, 雷射波前呈現非對稱曲面,這與標準光纖的平面波前不匹配。因此可 在光纖端面上製作一個非對稱曲面的微透鏡,利用其所造成的相位延 遲(Phase Delay)來達成將雷射的非對稱曲面波前改變成為平面波前, 因此必須將光纖透鏡配合雷射光發散角研製成縱向曲率半徑較小,而 橫向曲率半徑較大的光纖透鏡結構。. 2.3.2 非軸對稱橢圓光纖透鏡研製方式簡介 根據前述的理論,本研究所提出之非軸對稱橢圓錐光纖透鏡,是 針對 980nm 高功率單模幫浦雷射光束呈圓形時,垂直與水平軸向上 的波前曲率來設計。由於以研磨方式製造光纖透鏡之過程中,研磨完 成之光纖端面就已經決定了光纖透鏡整體之結構,因此欲製造一非軸 對稱之橢圓光纖透鏡,必須先將光纖端面研磨成具有一長軸及一短軸 之非軸對稱之結構。過去由中山大學光電所呂昱寬及葉斯銘等人所提 出之四角錐與錐式楔型光纖透鏡[15][16],其截面如圖 2.6 所示,分別 為菱形與迴紋針形,在經過熔燒後皆能形成橢球型之光纖透鏡,而在 兩互相垂直之軸向上具有不同之曲率半徑。. 21.
(36) 四角錐形光纖透鏡截面. 錐式楔型光纖透鏡截面. 圖 2.6 四 角 錐 與 錐 式 楔 型 光 纖 截 面 示 意 圖. 2.3.3 一次研磨成型之非軸對稱橢圓錐形光纖成型原理 根據 Preston’s equation[23]所提出之理論,材料移除率(Material. Removal Rate, MRR)可視為相關於正向壓力,以及相對運動速率之函 數,通常可描述如下:. dT N dS =K× × A dt dt. (2.20). 其中,T:為材料移除的厚度(Material Thickness),N:為研磨物 與研磨面之間的正向力(Normal Force),A:為研磨時接觸面積(Area), S:為研磨物與研磨面之相對移動距離 (Distance) , t:為研磨時間. (Time),K:為 Preston 係數(Preston Coefficient,與材料性質有關,受 22.
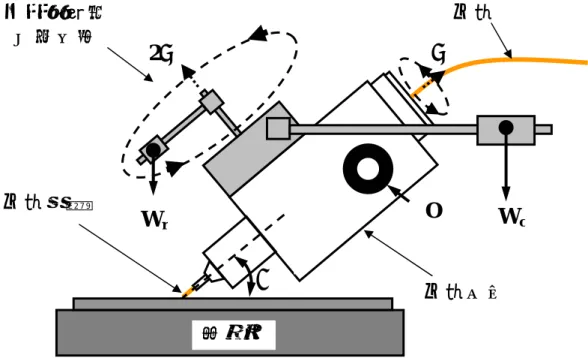
(37) 研磨面種類、溫度、研磨液種類、加工材料特性等因素影響);. 為材料移除速率;. dT =R dt. N dS = P 為正壓力(Pressure); = V 即為相對速率 A dt. (Relative Velocity)。因此,上式也可表示為:. R = KPV. (3.2). 由上式可知,材料移除速率,與接觸面之正壓力以及相對速率成 正比。一般光纖以自轉的方式研磨時,因為受到固定之正壓力,因此 會研磨出軸對稱之錐形結構,而若欲研磨出非軸對稱形式之光纖端 面,可在光纖以自轉的方式研磨時,設法改變光纖與研磨盤面間之正 壓力,使其變化隨著光纖每自轉 180°為一週期來達成,正壓力變化 與光纖旋轉角度關係如圖 2.7 所示。由光纖截面來看,令正壓力變化 呈一縱向之橢圓形(圖 2.8 a),最小與最大正壓力研磨位置分別形成橢 圓錐面之長短軸,因此橢圓錐之截面會形成一橫向之橢圓形(圖 2.8. b)。此研磨方式係由中山大學機電系蔡穎堅教授所提出。 在光纖以自轉方式研磨時,在光纖夾具之轉軸上施以變化扭矩, 便可改變光纖相對於研磨盤之正壓力,進而改變光纖之材料移除速 率。本研究中係在光纖夾具上加裝一旋轉之偏心配重塊 Wr,如圖 2.9 所示,其中 Wc 是用來平衡光纖夾具重量之反制重量,旋轉之偏心配 重塊之轉速(2ω)為光纖自轉轉速(ω)之兩倍,以此產生週期性變動扭. 23.
(38) 矩(正弦或餘弦函數),進而在光纖研磨時,使光纖與研磨盤間之正壓 力呈週期性變化。預計依此所研磨出之橢圓錐形光纖端面如圖 2.10. Pressure(P). 所示。. 0. 90°. 180°. 270°. 360°. Rotation Angle(φ ) 圖 2.7 正 壓 力 變 化 與 光 纖 旋 轉 角 度 關 係 圖. 24.
(39) 最大研磨正壓力. Y 光纖旋轉角度. 最小研磨正壓力. X. 正壓力. 光纖截面. (a) 最大研磨量. Y 光纖旋轉角度. 最小研磨量. X. 光纖截面. (b) 圖 2.8 光 纖 截 面 示 意 圖 及 (a) 橢 圓 形 分 佈 之 正 壓 力. (b) 研 磨 出 之 光 纖 截 面. 25.
(40) 週期性變動 扭矩系統. 光纖頭端. 光纖 ω. 2ω. O. Wr θ. Wc. 光纖夾具. 研磨盤 圖 2.9 非 軸 對 稱 橢 圓 錐 形 光 纖 研 磨 機 構 示 意 圖. 3D Model. Top View. Side View. Front View. 圖 2.10 橢 圓 錐 形 光 纖 端 面 示 意 圖. 26.
(41) 第三章. 非軸對稱橢圓錐光纖透鏡的製作. 3.1 光纖研磨系統 3.1.1 光纖研磨機台簡介 本 研 究 所 使 用 之 光 纖 研 磨 機 台 為 ULTRAPOL Fiber Lens. Polisher(Ultra Tec)[24],如圖 3.1 所示,包含光纖夾具、光纖夾具升降 平台、研磨平台以及機台控制面板,此外我們在研磨機台的正後方架 設一部高倍數 CCD 攝影機以即時監看光纖端面之研磨狀況。其中光 纖夾具可調整與研磨平台夾角θ以及光纖自轉角φ(圖 3.2),θ可調 範圍為 0∘~90∘度,φ可轉動範圍為 0∘~360∘。光纖夾具升降平台 以一旋轉盤來控制整個光纖夾具的升降(圖 3.3),順時針方向旋轉升 高光纖夾具,逆時針方向旋轉降低光纖夾具,每旋轉一小格刻度時的 升降距離為 5µm。圖 3.4 為研磨機控制面板,由右而左為:電源開關、 光纖自轉開關、時間模式轉換鈕、時間重設鍵、計時器、研磨平台旋 轉方向開關、冷卻液控制開關。另外,研磨時我們在研磨平台盤面上 鋪放 3M 公司出產之鑽石研磨片(662XW Diamond Lapping Film),鑽 石研磨顆粒大小為 1µm。. 27.
(42) θ. 圖 3.1 光 纖 研 磨 機 台 (ULTRAPOL Fiber Lens Polisher)[23]. 圖 3.2 光 纖 夾 具 與 研 磨 平 台 夾 角 ( θ ) 與 光 纖 自 轉 角 ( φ ). 28.
(43) 圖 3.3 光 纖 夾 具 升 降 平 台. 圖 3.4 光 纖 研 磨 機 控 制 面 板. 3.1.2 週期性變動扭矩系統 本研究中用以研磨非軸對稱橢圓錐形光纖端面之週期性變動扭 矩系統,係由蔡穎堅教授指導中山機電所碩士生劉育達所設計組裝 29.
(44) [25],此機構提供之作用為: 1. 提供光纖端面正弦或餘弦函數週期性變化之扭矩。 2. 使光纖以扭矩變化週期兩倍之週期自轉;亦即配重塊轉動一圈造 成扭矩之變動,必須在光纖自轉 180∘內完成,方可符合要求。. 其設計主要以馬達驅動,透過蝸桿蝸輪作為減速元件,驅使配重 塊做繞軸旋轉之運動,同時透過傘齒輪組以及齒輪比為 1:2 之皮帶 輪機構,帶動垂直於配重塊轉軸之光纖自轉,使光纖以偏心配重塊. 1/2 的轉速同步旋轉。偏心配重塊之重量約 100g,旋轉臂長約 5cm。 另外,由於光纖夾具與旋轉扭矩系統整體具有相當之重量,其重量遠 大於此機構提供之變動扭矩,故此機構上需加上一可調之反制重量, 用以平衡光纖夾具整體之重量,才能使光纖夾具整體隨此變動扭矩系 統作運動。本研究中裝置之反制重量約重 800g ,可調臂長範圍約. 20cm,須配合光纖夾具與旋轉扭矩系統整體之重量作設計。圖 3.5、 3.6、3.7[25]為此週期性變動扭矩系統之示意圖,實體之照片如圖 3.8、 3.9。. 30.
(45) 配重塊 旋轉. 帶動光纖自轉 反制重量調整. 光纖夾具 傘齒輪對 研磨盤. 圖 3.5 週 期 性 變 動 扭 矩 系 統 之 示 意 圖 一 [25]. 馬達 減速比2 之皮帶輪. 軸承. 圖 3.6 週 期 性 變 動 扭 矩 系 統 之 示 意 圖 二 [25] 31.
(46) 週期性變動 扭矩系統. 光纖夾具. 圖 3.7 週 期 性 變 動 扭 矩 系 統 側 視 示 意 圖 [25]. 週期性變動 扭矩系統. 圖 3.8 週 期 性 變 動 扭 矩 系 統 實 體 圖. 32.
(47) 週期性變動 扭矩系統. 光纖夾具. 圖 3.9 週 期 性 變 動 扭 矩 系 統 實 體 側 視 圖. 3.2 非軸對稱橢圓錐光纖透鏡製程 3.2.1 光纖簡介 一般光纖的基本結構包含內層的纖核以及外層的纖殼,通訊用的 光纖其纖核及纖殼皆是由石英玻璃製造而成。本研究使用的三種規格. 980nm 單模光纖係由卓越光纖公司製造,截止波長分別為 958nm、 906nm、917 nm,在波長 980 nm 下的模場直徑(Mode-Field Diameter, MFD )分別為 4.0 µm、4.9µm、5.7 µm,衰減分別為 3.0 dB/Km、1.7 dB/Km、1.3dB/Km,纖核/纖殼的偏軸量分別為 0.1µm、0.1µm、0.5µm。. 33.
(48) 3.2.2 橢圓光纖透鏡的製程 一般以研磨方式製造光纖透鏡之流程如圖 3.10 所示,先將原本 平端之光纖端面研磨成我們要的形狀,研磨完成之光纖端面就已經決 定了光纖透鏡整體之結構,然後再利用光纖熔接機之電弧放電熔燒功 能,將研磨好之光纖端面熔燒成平滑之曲面,我們可控制熔燒之電流 大小、熔燒之時間長短、以及光纖端面與電弧之距離,進而控制光纖 端面熔融的程度,而得到不同曲率半徑之光纖透鏡。 然而光纖纖核因為有較高濃度的摻雜,而有較高的折射率。由於 雜質摻雜濃度與材料的軟化點溫度成反比,所以光纖纖核和纖殼的軟 化點溫度大約有二百到三百度的差距,因此使得光纖在熔燒的凝固過 程中,纖殼會先凝固而向內擠壓較慢凝固的纖核部份,因而產生中間 凸起的現象,如圖 3.11 所示[22],進而降低了光纖透鏡的遠場長寬比。 所以我們在研製流程中增加一去尖點之步驟,以減少此效應之影響, 因此完整之非軸對稱橢圓光纖透鏡製造流程如圖 3.12。去尖點的方法 有兩種,一種是以氫氟酸蝕刻,此方式的優點為重複性高,且能同時 對大量的橢圓錐形光纖加工,但是氫氟酸具高度的危險性,操作時並 須有完備的設備及防護裝備。另一種方法是研磨去尖點,此方式重複 性雖然較前一種方法略差,且一次只能對一根光纖加工,但由於可以 直接利用研磨機完成此一步驟,對我們實驗進行上較為方便,故本研. 34.
(49) 究中所研製之非軸對稱橢圓錐光纖透鏡大多以研磨法來去尖點。. 研磨光纖頭端. 決定光纖 透鏡結構. 電弧放電熔燒 形成透鏡. 決定光纖 透鏡曲率. 圖 3.10 光 纖 透 鏡 製 造 流 程 圖. (a)融熔前. (b)融熔中. (c)纖殼先凝固. (d)纖核後凝固. 圖 3.11 光 纖 透 鏡 熔 燒 凸 起 過 程 示 意 圖. 35.
(50) 研磨光纖頭端. 去尖點. 電弧放電熔燒 形成透鏡 圖 3.12 非 軸 對 稱 橢 圓 光 纖 透 鏡 製 造 流 程 圖. 3.2.3 非軸對稱橢圓錐光纖透鏡之研製 a. 橢圓錐形光纖端面研磨 橢圓錐形光纖端面詳細的研磨步驟敘述如下:. 1. 打開光纖研磨機總電源,用蒸餾水沖洗研磨平台。 2. 鋪放 1µm 規格的鑽石研磨片於濕潤的研磨平台上,並確定介 面處沒有任何氣泡產生。. 3. 取一段約 1m 的光纖,利用光纖剝皮器在光纖頭端處剝除 3.5cm 左右的披覆層。 4. 用光纖切割刀切平裸光纖,留下 2.5cm 之裸光纖長度準備研 磨。. 5. 將光纖由光纖置入孔穿過光纖夾具,使裸光纖伸出光纖夾具 前端的陶瓷套管外約 2mm 後鎖緊光纖。 36.
(51) 6. 將光纖夾具傾斜角 θ 固定在 50°。 7. 開啟驅動週期性變動扭矩系統之電源供應器,將輸出電流值 限制設為 5A,設定電壓值為 6.5V,使配重塊開始以 5 rpm 之 轉速旋轉,並同步帶動光纖以 2.5 rpm 之轉速自轉。. 8. 調整反制重量,使光纖夾具傾斜角 θ 以約 0.5°上下擺動,如 圖 3.13 所示。. 9. 打開研磨平台旋轉開關,調整速度控制旋鈕,使研磨盤固定 以 180 rpm 旋轉(建議轉速 140~200 rpm)。. 10. 調整光纖夾具升降平台使光纖夾具垂直下降,在透過 CCD 攝影機觀察下,當光纖擺動至最低點碰觸研磨平台時即停止下 降,並將光纖夾具升降平台之旋轉盤刻度設為 0 點。. 11. 調整光纖夾具升降平台使光纖夾具垂直下降,以光纖自轉 360°即光纖隨變動扭矩擺動 2 次為一週期(T)研磨,過程概略 如下表: 表 3.1 光 纖 研 磨 下 降 距 離 與 週 期 參 數 下降距離(µm) 30 30 20 10 10 10 10. 週期(T) 1 1 1 1 2 4 6 37.
(52) 此步驟最後必須透過 CCD 攝影機觀察橢圓錐形光纖端面 是否已研磨至尖點,故光纖夾具最後之總下降距離需視實際情 況調整,而總研磨時間約為 7~9 分鐘。. 12. 透過 CCD 攝影機觀察橢圓錐形光纖端面已研磨至尖點,調 整光纖夾具升降平台,使光纖夾具垂直上升離開研磨盤面,橢 圓錐形光纖端面即研磨完成。. b. 研磨去尖點 我們架設一可調整垂直升降之光纖夾具,直接設置於光纖研磨平 台旁,如圖 3.14 所示。詳細的研磨去尖點步驟敘述如下:. 1. 先將光纖夾置於金屬套管,光纖前端露出 2cm,再固定於夾 具上。. 2. 啟動光纖研磨機設定研磨盤以 100 rpm 順時針方向旋轉。 3. 調整光纖夾具升降控制轉軸使光纖夾具垂直下降,在透過 CCD 攝影機觀察下,光纖尖端下降至碰觸研磨盤面而開始左 右晃動即停止下降,研磨 5 秒後,調整光纖夾具升降控制轉軸 使光纖夾具垂直上升。. 4. 設定光纖研磨機之研磨盤以 100 rpm 逆時針方向旋轉。 5. 重複步驟 3.。 6. 以光學顯微鏡觀察橢圓錐形光纖端面尖端是否已消去尖點, 38.
(53) 若研磨不足可再依前述步驟研磨。. c.橢圓錐形光纖透鏡熔燒 本研究所使用之光纖熔接機為 Fujikura 生產之 Arc Fusion Splicer. (type FSM-40S)(感謝華榮電線電纜股份有限公司提供)。使用手動設 定熔接模式,自行設定電弧放電的強度及時間,本研究中將放電強度 設為 20 bit,放電時間為 100~500 ms。再將橢圓錐形光纖夾置於熔接 機的光纖夾具內,透過熔接機之液晶螢幕觀測下調整橢圓錐形光纖尖 端與電弧放電區域的距離,一般設定為 1.8~2.5cm,按下啟動按鈕即 熔燒完成橢圓錐光纖透鏡。 週期性變動 扭矩系統. up. down. 反制重量. 扭矩向上 2ω ω. 光纖夾具 光纖頭端. 光纖. 研磨片. 研磨盤. 圖 3.13 (a) 光 纖 夾 具 向 上 擺 動 示 意 圖 39.
(54) 週期性變動 扭矩系統. up. 反制重量. 扭矩向下 2ω. ω. 光纖夾具 光纖頭端. 光纖. 研磨片 研磨盤. 圖 3.13 (b) 光 纖 夾 具 向 下 擺 動 示 意 圖. 升降控制轉軸 光纖 金屬套管 研磨片. 研磨盤. 圖 3.14 研 磨 去 尖 點 示 意 圖. 40. down.
(55) 3.3 非軸對稱橢圓錐光纖透鏡研製結果 經過第一步驟研磨之橢圓錐形光纖端面,以未研磨至尖點之橢圓 錐形光纖端面攝影觀察其截面之形狀,結果如 SEM 圖 3.15 所示。以 光學顯微攝影拍攝研磨至尖點之橢圓錐形光纖端面的側視圖及上視 圖如圖 3.16、3.17 所示。去尖點後之橢圓錐形光纖端面的側視圖及上 視圖如圖 3.18、3.19 所示。經過熔燒完成之橢圓錐光纖透鏡,其 SEM 影像如圖 3.20 所示,以光學顯微攝影拍攝之側視圖及上視圖如圖. 3.21、3.22 所示。(註:圖 3.16-19,3.21,3.22 為同一根光纖所拍攝). 圖 3.15 未 研 磨 尖 之 橢 圓 錐 形 光 纖 端 面 SEM 圖. 41.
(56) 圖 3.16 橢 圓 錐 形 光 纖 端 面 側 視 圖. ( 圖 中 光 纖 直 徑 為 125µm). 圖 3.17 橢 圓 錐 形 光 纖 端 面 上 視 圖. ( 圖 中 光 纖 直 徑 為 125µm) 42.
(57) 圖 3.18 去 尖 點 後 之 橢 圓 錐 形 光 纖 端 面 側 視 圖. ( 圖 中 光 纖 直 徑 為 125µm). 圖 3.19 去 尖 點 後 之 橢 圓 錐 形 光 纖 端 面 上 視 圖. ( 圖 中 光 纖 直 徑 為 125µm) 43.
(58) 圖 3.20 橢 圓 錐 光 纖 透 鏡 SEM 圖. 圖 3.21 橢 圓 錐 光 纖 透 鏡 側 視 圖. ( 圖 中 光 纖 直 徑 為 125µm) 44.
(59) 圖 3.22 橢 圓 錐 光 纖 透 鏡 上 視 圖. ( 圖 中 光 纖 直 徑 為 125µm). 45.
(60) 第四章. 非軸對稱橢圓錐光纖透鏡的量測. 4.1 非軸對稱橢圓錐光纖透鏡外型量測 非軸對稱橢圓錐光纖透鏡之外型量測分析,分為透鏡曲率半徑. (Radius of Curvature)和軸心偏移量(Offset)兩個部分。透鏡曲率半徑的 量測又分為橫向曲率半徑(Rx)與縱向曲率半徑(Ry)。而軸心偏移量的 部分,因為橫向曲率半徑(Rx)較大,使得在橫向上的軸心偏移對耦光 效率的影響很小而可以忽略之,故軸心偏移量的量測僅針對縱向上作 分析,量測定義如圖 4.1 所示。 本研究中是利用光學顯微鏡攝影,將相片存入電腦以 CAD 軟體 分析,於相片中繪製光纖透鏡的輪廓曲線,藉此輪廓曲線測量橢圓錐 光纖透鏡之透鏡曲率半徑及軸心偏移量,其中透鏡曲率半徑的量測必 須特別針對光纖透鏡在纖核部分的輪廓曲線描繪,如圖 4.2、4.3 所 示。測量參數是以相片中的光纖直徑(125µm)作為相對比例尺,所以 外觀影像的品質、輪廓曲線的繪製和相對長度的誤差都會造成測量誤 差的產生。 本研究中分析 30 個以最佳化單一製程研製之非軸對稱橢圓錐光 纖透鏡之成品,所得之平均軸心偏移量為 0.4µm;而透鏡之曲率半徑 可以研磨及熔燒過程控制,得到相對應不同雷射所需之曲率半徑。. 46.
(61) Radius Radius ofof Curvature Curvature Micorlens Center Microlens Center Offset Offset Fiber Fiber Center Center. 圖 4.1 光 纖 透 鏡 軸 心 偏 移 示 意 圖. 圖 4.2 橢 圓 錐 光 纖 透 鏡 橫 向 曲 率 半 徑 分 析 圖. ( 圖 中 數 字 單 位 為 CAD 軟 體 內 建 單 位 ). 47.
(62) 圖 4.3 橢 圓 錐 光 纖 透 鏡 縱 向 曲 率 半 徑 與 軸 心 偏 移 分 析 圖. ( 圖 中 數 字 單 位 為 CAD 軟 體 內 建 單 位 ). 4.2 耦光效率量測 4.2.1 雷射功率量測 本研究中量測非軸對稱橢圓錐光纖透鏡耦光效率所使用的雷射 為 Axcel Photonics 出產之 980nm 單模雷射,雷射的特性及輸出功率 皆附有原廠資料,但由於原廠量測使用之機台與環境皆與本研究中的 情況不同,為求實驗的準確,我們需自行量測雷射之輸出功率。 本研究中用來量測雷射功率之光檢測器如圖 4.4 所示,係利用其 前方裝置之光電二極體來接收雷射光,經過光電轉換之過程以電流輸 出,因為其收光區域尺寸為 5mm×5mm,使用時只要盡可能的貼近雷. 48.
(63) 射輸出端,即可使雷射光完全照射在其收光區。而使用前必須先算出 其量測出之電流與雷射光功率間的轉換率。校正方式如圖 4.5 所示, 我們先以多模光纖與 980nm 單模雷射耦合,並把多模光纖輸出端連 接到光學積分球(Integrating Sphere),以光功率計量測經過多模光纖之 輸出功率;首先量出一組輸入雷射電流 Iin 與多模光纖輸出功率 Pout 的數據,因為僅用來作為校正,故這裡不需量出最高耦合效率;然後 再將多模光纖輸出端對準光檢測器上光電二極體,以相同之輸入電流. Iin 輸入雷射,量測出一組由光檢測器量出之輸出電流值 Iout ,則 R=Pout/Iout 為光電轉換率,依此量測出之平均 R 值為 2.97(mW/mA)。 表 4.1 列出對編號為 1G13 之 980nm 單模雷射量測結果,與原廠資料 比較,百分誤差最大僅 2.19%。. 49.
(64) 表 4.1 LD1G13 功率量測結果分析 原廠量測之 輸出功率(mW) 2.5 5.0 7.5 10.0 12.5 15.0 17.5 20.0 22.5 25.0 30.0 40.0 50.0 60.0 70.0 80.0 90.0 100.0. 實際量測之 輸出功率(mW) 2.47 4.93 7.43 9.83 12.30 14.67 17.17 19.66 22.04 24.50 29.43 39.29 49.09 58.98 68.84 78.71 88.62 98.60. Photodiode (5mmx5mm). 百分誤差(%). Detector. 圖 4.4 光 檢 測 器 示 意 圖. 50. 1.40 1.40 1.00 1.69 1.63 2.19 1.91 1.69 2.06 1.99 1.89 1.77 1.81 1.69 1.65 1.62 1.53 1.40.
(65) SM LD. MMF. Integrating Sphere. Powermeter. Detector. 圖 4.5 光 檢 測 器 校 正 量 測 架 構 示 意 圖. 4.2.2 耦光效率量測 雷射與光纖之耦光效率量測架構,如圖 4.6 所示,為了維持雷射 操作溫度在室溫 25℃下,我們將雷射晶片和熱敏電阻置於熱電致冷 器上,並且將熱電致冷器(TEC)連同雷射晶片置於一穩定平台上。透 過熱敏電阻將雷射晶片溫度回授,再透過溫度控制器控制熱電致冷器 的工作以達成雷射晶片的恆溫控制。當溫度穩定後,以一個大於臨界 電流之固定驅動電流輸入雷射,得到一個相對應之雷射發光功率值. Ps,再將橢圓錐光纖透鏡夾置於六軸移動和轉動平台上,在透過兩軸 向上的 CCD 攝影機放大影像觀測下,將橢圓錐光纖透鏡與雷射對 準,使雷射輸出固定功率之雷射光耦入非軸對稱橢圓錐光纖透鏡,再 從光纖另一端以光功率計量測輸出之光功率,微調六軸移動和轉動平 台並紀錄光纖耦合功率的最大值 Pf,則耦光效率即為 Pf / Ps。本研究 中量測之耦光效率皆設定 Ps=100mW。 51.
(66) 本研究中對耦光效率的研究分為 3 個部分:. 1.耦光效率與橢圓錐光纖透鏡之縱向曲率半徑(Ry)的關係 在中山大學光電所葉斯銘博士所提出的論文[22]中,提出了耦光 效率與曲率半徑的模擬結果;在耦光效率與橫向曲率半徑(Rx)的關係 上,由於雷射光在橫向上的發散角較小,故波前曲率半徑較大,因此 橢圓錐光纖透鏡橫向曲率半徑(Rx)只要達到某一程度,對耦光效率之 影響即趨於一定值,其值約為 25µm;而縱向曲率半徑(Ry)的最佳值 約在 3µm 左右;軸心偏移量(Offset)在小於 0.5µm 時,對耦光效率的 影響小於 5%。因此,本研究中選取軸心偏移量 Offset<0.5µm、橫向 曲率半徑 Rx>25μm 之橢圓錐光纖透鏡來進行耦光效率量測。編號為. 1G13 之雷射晶片,以模場直徑分別 5.7µm 及 4µm 研製之橢圓錐光纖 透鏡量測耦光效率,量測結果分析如圖 4.7 所示,由其分佈可看出縱 向曲率半徑 Ry 的最佳值在 2.5~3µm 之間,而兩種光纖相較之下,模 場直徑 4µm 的光纖有較佳的表現,因此之後又以模場直徑 4µm 及. 4.9µm 的光纖研製橢圓錐光纖透鏡,並更換不同的雷射晶片,尋求最 佳的耦光效率。編號為 2E07 之雷射晶片,以模場直徑分別 4µm 及. 4.9µm 研製之橢圓錐光纖透鏡量測耦光效率,量測結果分析如圖 4.8 所示,由其分佈可看出縱向曲率半徑 Ry 的最佳值仍在 2.5~3µm 之間, 而兩種光纖相較之下,模場直徑 4µm 的光纖有較佳的表現。. 52.
(67) 2.橢圓錐光纖透鏡對不同雷射晶片耦光效率的量測 由於每顆雷射晶片品質略有差異,而長寬比也不相同,因此我們 挑選不同的橢圓錐光纖透鏡分別對不同的雷射晶片量測,結果如表. 4.2 所示,其中粗體的數據表示每顆雷射晶片所量得之最佳耦光效 率。由此表可看出耦光效率較佳之橢圓錐光纖透鏡,對不同的雷射晶 片仍有較好之表現,但並非絕對,然而由於影響參數眾多,無法整理 出具體的結論。圖 4.9 耦 光 效 率 與 雷 射 長 寬 比 關 係 圖,係 以 本研 究中所研製出耦光效率表現最佳之橢圓錐光纖透鏡,其對不同的雷射 晶片耦光效率量測結果,此圖即顯示影響耦光效率之雷射之參數,不 只長寬比一項。. 表 4.2 不同的橢圓錐光纖透鏡對不同的雷射晶片耦光效率量測結果. 10/14-3. 模場 直徑 (µm) 4. 9/28-2. 4. 2.5. 80. 76. 65.66. 68.96. 9/22. 4. 2.6. 80.5. 75.5. 74.28. 78.36. 81.22. 3/30-4. 4. 2.7. 83. 80.5. 79.61. 78.46. 80.39. 10/14-4. 4. 2.8. 8/16-4. 5.7. 2.6. a. 5.7. 3. 光纖 編號. Ry (µm). 耦光效率(%). LD2E07 LD1E23 LD7G02 LD3G16 LD5H05. 2.5. 76.79. 71.03 73.3. 53. 67.3. 66.91. 70.27. 69.48.
(68) 3.最佳耦光效率之量測 由前述實驗,本研究中以 3 種不同模場直徑的光纖研製不同曲率 半徑之橢圓錐光纖透鏡,並且對不同的雷射晶片量測耦光效率,所得 到最佳之橢圓錐光纖透鏡之參數列於表 4.3。 以橢圓錐光纖透鏡與過去所提出之錐式楔型光纖透鏡(CWSFM). [15]比較,結果列於表 4.4。此錐式楔型光纖透鏡為中山大學光電所 葉斯銘博士所研製,在 2005 所提出的論文中其耦光效率為 83%。我 們以本研究中所使用之雷射晶片量測,此比較結果顯示對於本研究中 使用之雷射晶片,以模場直徑 4µm 的光纖研製之橢圓錐光纖透鏡有 較好之耦光效率表現,而以模場直徑 5.7µm 的光纖研製之光纖透鏡, 橢圓錐與錐式楔型兩種形式的光纖透鏡之耦光效率表現相當接近,與 理論上的預測相符合。. 表 4.3 最 佳 耦 光 效 率 之 橢 圓 錐 光 纖 透 鏡 參 數 耦光效率(%) 83. 模場直徑(µm) 4. offset(µm) 0.4. Rx(µm) 28. Ry(µm) 2.7. 表 4.4 橢 圓 錐 與 錐 式 楔 型 光 纖 透 鏡 耦 光 效 率 比 較 光纖透鏡類型 (編號) 橢圓錐(3/30-4) 橢圓錐(a) 錐式楔型. MFD(µm) 4 5.7 5.7 54. 耦光效率(%) LD1G13 LD2E07 79.16 83 75.16 73.3 75.43 73.
(69) 雷射二極體驅動器. 溫度控制器. 雷射晶片. 光功率計. 光纖透鏡. 光纖. 致冷器. 光學積分球 五軸移動平台. 三軸移動平台. 圖 4.6 耦 光 效 率 量 測 架 構 示 意 圖. LD 1G13 90 MFD=4µm MFD=5.7µm. 耦光效率 (%). 80 70 60 50 40 30 20 0. 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 縱向曲率半徑 (µm) 圖 4.7 耦 光 效 率 對 縱 向 曲 率 (Ry) 關 係 圖 一. 55. 11. 12.
(70) LD 2E07 90 MFD=4µm MFD=4.9µm. 耦光效率 (%). 80 70 60 50 40 30 20 0. 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 縱向曲率半徑 (µm) 圖 4.8 耦 光 效 率 對 縱 向 曲 率 (Ry) 關 係 圖 二. 90 不同的雷射晶片. 耦光效率 (%). 85 80 75 70 65 60 3.0. 3.5. 4.0. 4.5. 5.0. 5.5. 雷射長寬比 圖 4.9 耦 光 效 率 與 雷 射 長 寬 比 關 係 圖. (同 一 橢 圓 錐 光 纖 透 鏡 對 不 同 之 雷 射 晶 片 耦 光 ) 56. 6.0.
(71) 4.2.3 非軸對稱橢圓錐光纖透鏡良率分析 本研究中以模場直徑為 4µm 之單模光纖,以最佳化單一製程研 製並分析 30 個非軸對稱橢圓錐光纖透鏡之成品,所得之平均軸心偏 移量為 0.4µm,與高功率 980nm 幫浦雷射間之耦合效率平均達 71%, 良率分析如圖 4.10 所示。. 樣品數量(個). 20. 15. 16 13. 10. 5 1 0 60-70. 70-80 耦光效率 (%) 圖 4.10 良 率 分 析. 57. 80-90.
(72) 4.3 非軸對稱橢圓錐光纖透鏡遠場量測 我們可由遠場量測分析橢圓錐光纖透鏡是否為對稱之橢球曲 面,並量得發散角度。量測方式是將雷射光由光纖另一端打入,從橢 圓錐光纖透鏡端輸出,由 IR CCD 攝影機接收,量得光纖透鏡端輸出 之光遠場強度分佈及光場發散角度,量測架構與量測結果分別如圖. 4.11、4.12 所示。(感謝量子實驗室提供儀器,及林信宏同學協助). 雷射 光源. CCD. 平端光纖. 光纖透鏡. 圖 4.11 光 纖 透 鏡 遠 場 量 測 架 構 示 意 圖. 58.
(73) (a) Coupling Efficiency=83% Aspect ratio=5. (b) Coupling Efficiency=58% Aspect ratio=2 圖 4.12 不 同 長 寬 比 之 橢 圓 錐 光 纖 透 鏡 遠 場 圖 樣 59.
(74) 第五章. 結論與未來工作. 5.1 結論 本研究提出之新型非軸對稱橢圓錐光纖透鏡架構,能以一次研磨 之製程,將光纖端面研磨成橢圓錐型,再利用電弧放電熔燒可形成非 軸對稱橢圓錐光纖透鏡。此研製方式之製程簡單,且由研磨及熔燒過 程可有效的控制橢圓錐光纖透鏡在兩個軸向上的透鏡曲率半徑。 目前實驗已證實,以模場直徑為 4µm 之單模光纖,以最佳化單 一製程研製並分析 30 個非軸對稱橢圓錐光纖透鏡之成品,所得之平 均軸心偏移量為 0.4µm,平均耦光效率達 71%,而最佳耦光效率可達. 83%。本研究成果耦光效率超過 70%之良率為 47%,而耦光效率超過 60%之良率幾乎 100%。 其最大的優點在於簡化了繁瑣的非軸對稱式光纖研磨步驟,而提 高了製程之重複性及良率,並減少了加工時間與成本,且大幅減少了 透鏡中心與光纖中心之偏心程度,相較於過去研磨非軸對稱光纖透鏡 之製造方式,較利於在商業上生產用於 980nm 幫浦雷射模組之非軸 對稱橢圓光纖透鏡。. 60.
(75) 5.2 未來工作 本論文中所提出之一次研磨成型非軸對稱橢圓錐光纖透鏡之製 程,係利用在光纖夾具上加裝一旋轉之偏心配重塊,藉此產生週期性 變動扭矩,並且同步帶動光纖的自轉運動,因此其扭矩之變動為固定 的形式。本實驗室仍繼續與中山大學機電系蔡穎堅教授合作,現已開 發出能以電控方式控制變動扭矩之週期與大小,而能將光纖研磨出各 種形狀的錐式端面,在非軸對稱橢圓錐光纖透鏡的研製上也能更有效 的控制其形狀,而更精確地研製光纖透鏡,以達到針對不同長寬比之 雷射,研製出不同長寬比之非軸對稱橢圓錐光纖透鏡。 在耦光理論模型的建立上,應該更進一步的利用如光束傳播法. (Beam Propagation Method, BPM)等方式,建立更完整的光學模型,用 以算出不同的光纖透鏡遠場之波前及場型。並藉著實際量測雷射遠場 來了解並比較兩者的光學特性,以找出最佳的光纖透鏡結構參數,依 此設計並實際地研製光纖透鏡,並且與實際的耦光量測結果相結合, 使得理論上的分析更完備。. 61.
(76) 參考資料 1. E. Desurvire, J. R. Simpson, and P. C. Becker, “High-Gain Erbium-Doped Traveling-Wave Fiber Amplifier, ” Optics Letters, vol.12, pp. 888-890, 1987. 2. S. B. Poole, D. N. Payne, R. J. Mears, M. E. Fermann, and R. I. Laming, “Fabrication and Characterization of Low-Loss Optical Fibers Containing Rare-Earth Ions, ” Journal of Lightwave Technology, vol.LT-4, pp. 870-876, 1986. 3. W. J. Miniscalco, “Erbium-doped glasses for fiber amplifiers at 1500 nm, ” Journal of Lightwave Technology, vol.9, pp.234-250, 1991. 4. M. Yamada, M. Shimizu, T. Takeshita, M. Okayasu, M. Horiguchi, S. Uehara, and E. Sugita, “Er3+-Doped Fiber Amplifier Pumped by 0.98µm Laser Diodes, “ IEEE Photonics Technology Letters, vol.1, pp.422-424, 1989. 5. M. Yamada, M. Shimizu, M. Okayasu, T. Takeshita, M. Horiguchi, S. Uehara, Y. Tachikawa, and E. Sugita, “Noise Characteristics of Er3+ -Doped Fiber Amplifiers Pumped by 0.98 and 1.48µm Laser Diodes , “ IEEE Photonics Technology Letters, vol.2, pp.205-207, 1990. 6. R. E. Smith, C. T. Sullivan, G. A. Vawter, G. R. Hadley, J. R. Wendt, M. B. Snipes, and J. F. Klem, “Reduced Coupling Loss Using a Tapere Adiabatic-Following Fiber Coupler, ” IEEE Photonics Technology Letters, vol.8, pp.1052-1054, 1996. 7. S. Y. Huang, C. E. Gaebe, K. A. Miller, G. T. Wiand, and T. S. Stakelon, “High Coupling Optical Design for Laser Diodes with Large Aspect Ratio, ” IEEE Transactions on Advanced Packaging, vol.23, pp.165-169, 2000.. 62.
(77) 8. R. A. Modavis and T. W. Webb, “Anamorphic Microlens for Laser Diode to Single-Mode Fiber Coupling, ” IEEE Photonics Technology Letters, vol.7, pp. 798-800, 1995. 9. Y. Fu, N. K. A. Bryan, and O. N. Shing “Integrated Micro-Cylindrical Lens with Laser Diode for Single-Mode Fiber Coupling, ” IEEE Photonics Technology Letters, vol.12, pp.1213-1215, 2000. 10. J. C. Livas, S. R. Chinn, E. S. Kintzer, J. N. Walpole, C. A. Wang and L. J. Missaggia, “High-Power Erbium-Doped Fibre Amplifier with 975nm Tapered- Gain-Region Laser Pumps, ” Electronics Letters, vol.30, pp.1054-1055, 1994. 11. J. H. Mitch, “Method and Apparatus for Precisely Positioning Microlenses of Optical Fibers,” United States Patent, No. 4,818,263, 1989. 12. V. S. Shah, L. Curtis, R. S. Vodhanel, D. P. Bour, and W. C. Young, “Efficient Power Coupling from a 980-nm, Broad-Area Laser to a Single-Mode Fiber Using a Wedge-Shaped Fiber Endface, ” Journal of Lightwave Technology, vol.8, pp. 1313-1318, 1990. 13. H. M. Presby and C. R. Giles, “Asymmetric Fiber Microlenses for Efficient Coupling to Elliptical Laser Beams, ” IEEE Photonics Technology Letters, vol. 5, pp. 184-186, 1993.. 14. H. Yoda and K. Shiraishi, “A New Scheme of a Lensed Fiber Employing a Wedge-Shaped Graded-Index Fiber Tip for the Coupling Between High-Power Laser Diodes and Single-Mode Fiber, ” Journal of Lightwave Technology, vol.19, pp. 1910-1917, 2001. 15. S. M. Yeh, Y. K. Lu, S. Y. Huang, H. H. Lin, C. H. Hsieh, and W. H. Cheng, “ A Novel Scheme of Lensed Fiber Employing a 63.
(78) Quadrangular-Pyramid-Shaped Fiber Endface for Coupling Between High-Power Laser Diodes and Single-Mode Fibers,” Journal of Lightwave Technology, Vol. 22, No. 5, pp. 1374-1379, 2004. 16. S. M. Yeh, S. Y. Huang, C. H. Hsieh, and W. H. Cheng, “A New Scheme of Conical-Wedge-Shaped Fiber Endface for High-Power Laser to Single Mode Fiber Coupling,” Journal of Lightwave Technology, Vol. 23, No. 4, pp. 1781-1786, 2005. 17. Saleh Bahaa E. A., Teich Malvin Carl, Fundamentals of Photonics, John Wiley & Sons, p. 83, 1991. 18. W. Joyce, B. De Loach, “Alignment-Tolerant Optical-Fiber Tips for Laser Transmitters,” Journal of Lightwave Technology, Vol. 3, pp. 755 -757, 1985. 19. C. A. Edwards, H.M. Presby, C. Dragone, “Ideal Microlenses for Laser to Fiber Coupling,” Journal of Lightwave Technology, Vol. 11, pp. 252 -257, 1993. 20. 呂昱寬, “新型四角錐形光纖透鏡,” 碩士論文, 國立中山大學通 訊工程研究所, 2003. 21. J. W. Goodman, Introduction to Fourier Optics, San Francisco, CA, McGraw-Hill, Ch. 4-5, 1968. 22. 葉斯銘, “橢圓光纖微透鏡之研究,” 博士論文, 國立中山大學光電 工程研究所, 2006. 23. F. W. Preston, “The Theory and Design of Plate Glass Polishing Machines,” Journal of the Society of Glass Technology, Vol. 11, pp. 214-256, 1927. 24. User Guide for ULTRAPOL 1200 Series Polishing Bases. 64.
(79) 25. 劉育達, “非對稱光纖端面加工機構設計之研究,” 碩士論文, 國立 中山大學機械與機電工程研究所, 2006. 26. Y. K. Lu, Y. C. Tsai, Y. D. Liu, S. M. Yeh, C. C. Lin, and W. H. Cheng, “Asymmetric elliptic-cone-shaped microlens for efficient coupling to high-power laser diodes,” Optics Express, Vol.15, pp. 1434, 2006. 27. 李宗憲 , “ 透鏡光纖的光學模型與耦合效率之研究 ,” 碩士論文 , 國立中央大學光電科學研究所, 2003. 28. 楊素華, 陳憶婷, 簡昕慧, 張詩意, 楊筑閔, “光纖通訊技術發展現 況,” 科學發展, October 2001. 29. 張守進 , 劉醇星 , 姬梁文年 , “ 半導體雷射 ,” 科學發展 349 期 , January 2002. 30. 丁原傑, “通訊用玻璃,” 科學發展 406 期, October 2006.. 65.
(80)
數據
![圖 1.3 外 徑 漸 擴 的 楔 型 光 纖 透 鏡 [12]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8767667.210495/21.892.271.669.204.524/圖13外徑漸擴的楔型光纖透鏡12.webp)
![圖 1.5 雙 楔 型 光 纖 透 鏡 [8]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8767667.210495/22.892.230.709.241.981/圖15雙楔型光纖透鏡8.webp)
![圖 2.5 光 場 模 態 轉 換 示 意 圖 [20] Laser Fiber WoW(d)WfR=∞ R(d)=RddR=∞ 980nm單模雷射模態場(橢圓形) 單模光纖內之模態場 (圓形)(a) (b) 980nm單模雷射波前 (曲面波) 單模光纖內之波前 (近似平面波)](https://thumb-ap.123doks.com/thumbv2/9libinfo/8767667.210495/31.892.202.681.466.1109/=∞單模雷射模態場橢圓形單模光纖內之模態圓形單模雷射波前曲面.webp)
+7
![圖 2.6 四 角 錐 與 錐 式 楔 型 光 纖 截 面 示 意 圖 2.3.3 一次研磨成型之非軸對稱橢圓錐形光纖成型原理 根據 Preston’s equation[23]所提出之理論,材料移除率(Material Removal Rate, MRR)可視為相關於正向壓力,以及相對運動速率之函 數,通常可描述如下: dt dSAKNdtdT=×× (2.20) 其中,T:為材料移除的厚度(Material Thi](https://thumb-ap.123doks.com/thumbv2/9libinfo/8767667.210495/36.892.138.774.133.444/形光型原根據提出之理論材料移除率MaterialRemoval可視常可如下=××其中T.webp)
![圖 3.1 光 纖 研 磨 機 台 (ULTRAPOL Fiber Lens Polisher)[23]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8767667.210495/42.892.170.725.107.535/圖31光纖研磨機台ULTRAPOLFiberLensPolisher23.webp)

![圖 3.5 週 期 性 變 動 扭 矩 系 統 之 示 意 圖 一 [25] 圖 3.6 週 期 性 變 動 扭 矩 系 統 之 示 意 圖 二 [25] 反制重量調整 光纖夾具研磨盤 傘齒輪對 配重塊旋轉 帶動光纖自轉 軸承 馬達 減 速 比 2之皮帶輪](https://thumb-ap.123doks.com/thumbv2/9libinfo/8767667.210495/45.892.179.721.115.528/變動扭矩系統之示意圖反制輪對塊旋帶動光纖.webp)
![圖 3.7 週 期 性 變 動 扭 矩 系 統 側 視 示 意 圖 [25] 圖 3.8 週 期 性 變 動 扭 矩 系 統 實 體 圖 週期性變動扭矩系統 光纖夾具 週期性變動扭矩系統](https://thumb-ap.123doks.com/thumbv2/9libinfo/8767667.210495/46.892.186.709.136.536/期性變動扭矩系統實體週期性變動扭矩系光纖.webp)
Outline
相關文件
11 (1998) 227–251] for the nonnegative orthant complementarity problem to the general symmet- ric cone complementarity problem (SCCP). We show that the class of merit functions
Abstract In this paper, we consider the smoothing Newton method for solving a type of absolute value equations associated with second order cone (SOCAVE for short), which.. 1
The MTMH problem is divided into three subproblems which are separately solved in the following three stages: (1) find a minimum set of tag SNPs based on pairwise perfect LD
Experiment a little with the Hello program. It will say that it has no clue what you mean by ouch. The exact wording of the error message is dependent on the compiler, but it might
In this chapter, a dynamic voltage communication scheduling technique (DVC) is proposed to provide efficient schedules and better power consumption for GEN_BLOCK
Keywords: light guide plate, stamper, etching process, Taguchi orthogonal array, back-propagation neural networks, genetic algorithms, analysis of variance, particle
This is why both enterprises and job-finding people need a more efficient human resource allocation channels, and human resources websites are becoming a new media between the
Zhang, “A flexible new technique for camera calibration,” IEEE Tran- scations on Pattern Analysis and Machine Intelligence,
