國立高雄大學高階經營管理碩士在職專班
碩士論文
金屬加工業預測生產與接單生產混合之成本效益分析
-以 S 公司為例
The cost-effect analysis of make-to-stock and make-to-
order-The case of Metal machining S Company
研究生:陳奕晏 撰
指導教授:陳一民
中華民國一零七年六月
金屬加工業預測生產與接單生產混合之成本效益分析
-以 S 公司為例
指導教授:陳一民 博士 國立高雄大學亞太工商管理學系 學生:陳奕晏 國立高雄大學高階經營管理碩士在職專班摘要
台灣製造業向來以低成本及低附加價值取勝,以金屬加工產業而言,在 現場克服解決加工製程不穩定的因素,維持一定的獲利為目前的競爭優勢, 如何突破停留在提升產量、控制成本的工業 2.0 階段中,是否有足夠的能力 及資源去改善成本、交期問題與提高附加價值,單一生產模式已經無法解決 現今經濟與市場上的問題。 本文以金屬加工業的成本構造,在眾多複雜的製造生產管理問題中,擷 取出 MTS 與 MTO 混合生產模式的相關問題來進行研究,探討是否可利用 MTS 與 MTO 混合生產模式,在透過整合分析有效的資料後轉為預測訂單情 況下,以 MTS 批量生產來確保製造流程能正確有效率的生產,提升產能利 用率,達到最大效益。 過去對於 MTS 與 MTO 混合生產模式等相關議題作為主要研究方向都集 中在理論方向,但對於實際應用在產業上的實例卻甚少討論,以 S 個案公司 的成本結構下,配合銷售資料找出年度穩定的小批量規格,MTS 在發料次 數減少的情況,換線的效益的產能利用率就可以浮現出來,換線次數減少越 多效益越大,而且成本增加也不會太多,非常符合 MTS 生產模式。而大批 量生產因為 MTS 效益無法顯現出優勢,連帶交期延遲影響甚大,評估後還 是以 MTO 模式生產,將 MTS 與 MTO 的混合生產特性發揮出來。 關鍵字:金屬加工、預測生產、接單生產、混合生產、成本效益The cost-effect analysis of make-to-stock and make-to-
order-The case of Metal machining S Company
Advisor:Yi-Min Chen
Department of Asia-Pacific Industrial and Business Management
National University of Kaohsiung Student:Yi-Yen Chen
Excutive Master of Business Administration National University of Kaohsiung
Abstract
Taiwan manufacturing always wins with low cost and low added value. In terms of metal machining industry, it has overcome the factors of instability in the machining process on the spot, maintained certain profitability as the current competitive advantage, how to break through and stay in the industrial 2.0 stages of increasing production, cost control, have the ability resources to improve the cost, delivery problems and improve the additional value. The single mode of production has been unable to solve the problems of the current economic and market.
Based on the cost structure of the metal processing industry, this paper examines the issues related to the mixed MTS and MTO production models in a number of complex manufacturing and production management issues to investigate whether the MTS and MTO hybrid production models can be used and effective through integrated analysis. After the information is converted to forecast orders, mass production of MTS is used to ensure that the manufacturing process can produce the correct and efficient production, increase the utilization rate of the production capacity, and achieve the maximum benefit.
In the past, related topics such as the MTS and MTO hybrid production model were focused on the theoretical direction as the main research direction, but few examples were discussed on practical applications in the industry. With stable and small batch sizes, MTS can reduce the number of times of material issuance, and the capacity utilization ratio of the line replacement can emerge. The more the number of line change times is reduced, the greater the benefits are, and the more the cost is increased, it is in line with MTS. Production mode. The mass production, because the benefits of MTS cannot show its advantages, and the delay of joint delivery will have a great impact. After the assessment, it will still be produced in the MTO model, and the mixed production characteristics of MTS and MTO will be brought into play.
致謝
本研究及學位論文是在陳一民教授的親切關懷和悉心指導下完成的。他 嚴謹的治學精神,精益求精的作風,在兩年多前,第一次上陳教授的風險管 理那堂課,那種風格就深深的感染和吸引著我,不僅從題目的選擇到實驗的 最終完成,陳教授都始終在學業上給予我細心的指導和不懈的支持,同時還 在思想、生活上給我刺激,在此謹向陳教授致以誠摯的謝意和崇高的敬意。 回顧兩年多以來的周末上課日程,每隔一周的周末就必須千里迢迢的從 台中坐高鐵下來高雄上課,每個人剛認識都問,台中不是也有 EMBA,為何 要跑那麼遠,不過兩年下來,我不後悔這個決定,在此我要感謝在一起愉快 的度過碩士生活的各位 105 級學長姐們,燦哥會長、阿宏班代、昇聰學長、 惠玲學姊、素慧學姊、河彬學長、昭昇學長還有春香學姊正是由於你們的包 容、幫助和支持,我才能在一開始就打入這個生活圈。 常常開玩笑我是介於 105 級跟 106 級的 105.5 級,跟真正同級的同學才 認識半年多,但是認識你們一起生活和作業學習的美好時光里,你們給予我 的真誠的鼓勵和無私的幫助是終生難忘的,在這邊感謝 106 級倉輝會長、冠 廷班代、宗賢同學、淑燕同學及仁弘同學。 最後,我要感謝父母和親人多年來在生活上無微不至的照顧和精神上的 支持,是我在遭遇挫折時的避風港,您們的一路相挺與無私付出,使我 沒有後顧之憂,得以專心求學,順利取得學位,尤其跟老婆請了兩年的周 末,還要讓她辛苦的照顧我們家小米糕(柏崴)。 碩士生涯告一段落,隨之而來的是更大、更艱鉅的挑戰。請容許我 任性的期望,未來的日子中,希望還能有你們的支持與鼓勵,有你們在, 我就能更堅定的走下去!目錄
中文摘要 ... I
ABSTRACT ... II誌謝 ... III
目錄 ... IV
表目錄 ... VI
圖目錄 ... VII
第一章 緒論 ... 1
第一節 研究背景 ... 1 第二節 研究動機 ... 2 第三節 研究目的 ... 3 第四節 研究流程 ... 5第二章 文獻探討 ... 6
第一節 世界工具機產業概況 ... 6 第二節 台灣工具機產業概況 ... 7 第三節 MTS 與 MTO 混合生產相關研究的起源 ... 8 第四節 以生產成本最小化為目標 ... 10 第五節 MTS 與 MTO 混合生產管理策略 ... 11第三章 研究方法 ... 13
第一節 研究模式 ... 14 第二節 產能利用率及成本增加 ... 14 第三節 交期延遲率 ... 15 第四節 資料來源 ... 16第四章 實證研究 ... 17
第一節 生產數量的差異對 MTS 與 MTO 混合生產模式的影響 ... 17 第二節 利息成本的差異對 MTS 與 MTO 混合生產模式的影響 ... 24 第三節 總成本與材料成本比例的差異對 MTS 與 MTO 混合生產模式的 影響 ... 25第五章 結論與建議 ... 27
第一節 研究發現與探討 ... 27
第二節 研究限制 ... 29
第三節 未來研究建議 ... 30
表目錄 表 1-1 MTS 與 MTO 特性比較表 ... 3 表 4-1 四大方案 MTS 效益 ... 18 表 4-2 第一方案詳細分析 ... 20 表 4-3 第二方案詳細分析 ... 21 表 4-4 第三方案詳細分析 ... 22 表 4-5 第四方案詳細分析 ... 23 表 4-6 利息變動差異 ... 24 表 4-7 總成本跟材料成本比例差異 ... 26
圖目錄 圖 1-1 本研究流程圖 ... 5 圖 2-1 排程設置圖 ... 10 圖 3-1 MTO 轉 MTS 效益改變因素 ... 13 圖 3-2 MTO 轉 MTS 生產模式改變示意圖 ... 14 圖 4-2 四大方案交期延遲率 ... 19 圖 4-3 第一方案產能利用率、成本增加及利潤 ... 20 圖 4-4 第二方案產能利用率、成本增加及利潤 ... 21 圖 4-5 第三方案產能利用率、成本增加及利潤 ... 22 圖 4-6 第四方案產能利用率、成本增加及利潤 ... 23 圖 4-7 利息變動差異 ... 25 圖 4-8 總成本跟材料成本比例差異 ... 26
第一章 緒論
第一節 研究背景
工業發展時代以來,人類為求提升生活品質及提高生產效率,不斷開發 新的工具與方法,改善生產效率及降低成本,而製造業上一種動力驅動的固 定式機械裝置,可以用來將金屬或其他材料加工成零件,統稱「工具機」。 在工業製程上的工具機主要包括金屬切削、金屬成形這兩大範圍,而不同種 類的工具機可以根據刀具、運動方式的不同完成不同的指令。 工具機的發展除了工業革命所帶起的產業需求以外,也在最近一波資訊 化革命掀起另一波高潮。事實上工具機數位化的年代甚早,在電腦剛剛出世 的一九五零年代,第一台數控工具機就誕生了,在當時可說是非常先進的產 品。所謂的數值控制工具機(CNC Machines)就是在工具機台上搭載具有 管理功能的 CNC 數控系統(Computerized Numerical Control System),藉由 輸入相關數值,經電腦運算之後下達指令,讓工具機進行刀具移動、刀 具更換、主軸運轉等動作。 工具機主要使用於製造汽車、家電及智慧手機等產品,訂單狀況被視為 預估製造業設備投資動向的先行方案。台灣的工具機產業在中部形成完整的 產業聚落,由於工具機製程複雜,眾多零件被視為高精密產業的一環,有相當 多的零件必須經過多道的加工製程才能完成,製作複雜度不一,因此前置期相當的 長,且多家負責不同製程的中小企業組成,面對客戶要求交貨期限越來越短的趨 勢,若工具機業者在接單後才去訂購這些零組件,往往無法於客戶訂單期限內交貨, 所以必須預先下計畫訂單,讓供應商有足夠的時間製造零組件。因此 Eloranta and Raisanen(1988)提出必須有一個適切的訂購計畫,提供給供應商足夠的生產時間, 避免缺料的產生。並且又必須將內部的存貨水準,控制在合理的範圍之下,能為客 戶提供滿意的服務水準,也不會讓存貨成本影響企業獲利。過多的存貨和材料的短 缺,常常是企業經營上的兩個主要問題。隨著近年來,數位化及網路科技爆炸性的成長及價格持續降低等因素, 實現了虛擬與實體世界整合的可能性,德國提出工業第四次革命「工業 4.0」, 從而建造具有網路化及智慧化的智能工廠,藉由雲端、物聯網、大數據及人 工智慧等的整合及串聯,相互感測、溝通、協作與決策,轉型成服務型製造 模 式 , 生 產 模 式 具 備 高 度 靈 活 性 , 有 效 解 決 大 量 生 產 存貨成本增加 與客製化生產交貨期限長的矛盾問題。 但以台灣製造業向來以低成本及低附加價值取勝,以金屬加工產業而言, 在現場克服解決加工製程不穩定的因素,維持一定的獲利為目前的競爭優勢, 如何突破停留在提升產量、控制成本的工業 2.0 階段中,是否有足夠的能力 及資源去改善成本、交期問題與提高附加價值,單一生產模式已經無法解決 現今經濟與市場上的問題。
第二節 研究動機
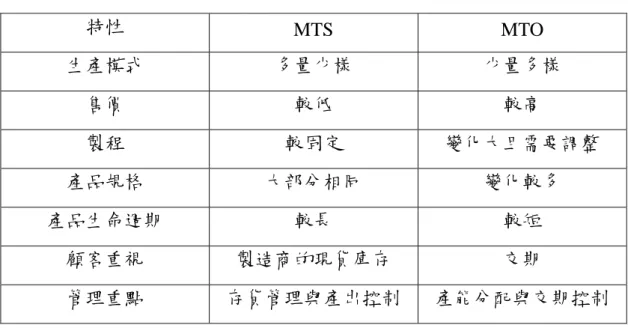
Williams(1984)提 出 預測式生產(make-to-stock,MTS) 以及接單式生產 (make-to-order,MTO)兩種不同生產制度的混合類型,更進一步考慮生產多種類商 品之環境外,並將固定產能、轉換時間、持有成本、補貨成本、隨機需求、生產 時間等議題納入模型之中,其中目標包含設定成本、持有存貨成本、與補 貨成本等三者,求取系統成本最小化。 MTS 與 MTO 混合生產的情況,隨著產業、個別公司、市場環境與工廠 管理者的態度等等,都會影響混合生產的結果與績效,MTS 生產模式主要 根據數據分析後,預測未來的數量而大量生產,並以存貨供應給客戶所需數 量,產品特性為規格品項少,且成本較低及放置時間長,而 MTO 生產模式 於接到客戶訂單後開始生產,客戶必須等待產品生產週期完成後才可取貨, 且生產線必須面對可能的訂單及快速的交期作出調整,製造商必須要有想當 高的預備產能及彈性,產品特性為規格訂製,單價較高及放置時間不可過 長。表 1-1 MTS 與 MTO 特性比較表
由於需求型態的轉變,市場上越來越多客製化商品出現,因此許多產業 已經逐漸由單純的 MTS 生產轉向較為複雜的 MTS 與 MTO 混線生產的型態, Chang et al.(2003)探討台灣半導體業整合元件廠 MTS 與晶圓代工廠 MTO 運作的情況,考慮採行 MTS(重視產出)與 MTO(重視交期)混合生產。而在金屬 加工方面,需求量隨市場變化而改變,業者本身無能力主導市場的需求,因 此需求量固定之狀況不容易存在,以 S 個案公司的情況來說,長期都以 MTO 生產模式,客戶訂單無法準時交付,連帶影響到內部產能,本研究從實務經 營的角度,探討需求和預測、前置期之間如何配合,以降低供需之間的差異。
第三節 研究目的
本研究以製造業的金屬加工為背景,探討產業升級轉型時,為了因應市 場工業 4.0 生產模式具備高度靈活性,有效解決大量生產與客製化生產矛盾 問題。製造業的原物料成本,一般均佔產品總成本的 50%以上(顏憶茹、張 淳智,1998),而工具機產業的物料成本,更高達產品總成本的 60% ~75% (楊 建家,2008)。原物料庫存的管控就變得非常重要,但如何控制最低的原物 料庫存量,並提出可行且有效以降低存貨成本與提升服務水準的方法,為企 特性 MTS MTO 生產模式 多量少樣 少量多樣 售價 較低 較高 製程 較固定 變化大且需要調整 產品規格 大部分相同 變化較多 產品生命週期 較長 較短 顧客重視 製造商的現貨庫存 交期 管理重點 存貨管理與產出控制 產能分配與交期控制業帶來更大的利潤。原本以 MTO 的情況,小批量生產下排程看似簡單,但 都以人工的方式進行排程,所需的時間長且容易產生錯誤,將使產品無法如 期交貨,客戶往往無法接受,不符合市場需求,如何導入 MTS 與 MTO 混 合生產模式,在透過整合分析有效的資料後轉為預測訂單情況下,以 MTS 批量生產來確保製造流程能正確有效率的生產,提升產品良率及降低停機等 待時間,若能有效的降低存貨成本,而又能及時供應生產,如同魚與熊掌兼 得,則企業之競爭力將會得到大幅度的提升,達到最大效益。 本次研究藉由資料收集,透過程式分析後達到本研究目的,研究問題主要 為: 單一 MTO 生產模式改為 MTS 與 MTO 混合生產模式效益評估 一、生產數量的差異對 MTS 與 MTO 混合生產模式的影響 二、利息成本的差異對 MTS 與 MTO 混合生產模式的影響 三、總成本與材料成本比例的差異對 MTS 與 MTO 混合生產模式的影響
第四節 研究流程
圖 1-1 本研究流程圖研究背景
研究動機
研究目的
相關文獻探討
研究架構與假設
研究方法與設計
資料收集
研究背景
帶入與分析結果
結論與建議
準
備
階
段
實
施
階
段
完
成
階
段
第二章 文獻探討
第一節 世界工具機產業概況
工具機是用來生產製造各種設備零組件的加工機械,因此素有「機械之 母」的稱號,綜合國際標準組織 (ISO),和美國工具機博覽會 (IMTS) 對工 具機的解釋:「一種動力驅動且無法以人力任意攜行的設備,透過切削與衝 擊等物理、化學或其他方法,用以達到加工原材料目的之機器」,評斷一個 國家工業化程度的高低,也常會用這個國家所擁有的工具機家數為方案之一, 對於工具機的分類,若以加工方式來區分,可區分為三大類(卓佳慶,2012):1. 金屬切削工具機 (metal-cutting machine) :將多餘材料以碎屑、放電去除,雷 射蝕刻、灰粉等方式去除,而留下欲得的部分,這些工具機有具圓形加工的 車床,鑽孔功能之鑽床,平面加工的銑床,磨床(研磨功能)、放電加工機等。 2.金屬成型工具機 (metal-forming machine) :利用剪力裁斷或施以壓力促使 材料變形的加工方式,此類機器有沖床、剪床、鍛造床等。3.特殊加工機: 此類機器例如線切割機或自動焊接機等,其加工方式不同於切削或成型機 器。2016 年世界 56 個主要工具機生產國的工具機產值(切削+成形),金額是 809 億 5,850 萬美元,比 15 年減少 3.2%。國家別的生產金額來看,中國連 續 9 年世界第一位。雖然 15 年產值減少 10.3%,但 16 年增加 3.1%。第二位 是德國,日本從 15 年的第二位,跌落到第三位。16 年德國比前一年減少 0.2%, 日本比 15 年大幅度減少 9.9%。 2015 年排名第 6 位的美國,2016 年排名到第 4 位,但產值比 2015 年稍 微減少 0.4%。能夠見到原本不振的美國製造業,有恢復的徵兆。排名第 5 位的是義大利,16 年比前一年增加 5.0%。排名前 5 位國家,比前一年增加 的只有中國和義大利這兩個國家。韓國 16 年產值比前一年大幅度減少 20.4%, 使得排名從第五位,後退到第六位。台灣也是後退到第七位,韓國、台灣都 比 15 年後退,包含日本在內,都是受到中國經濟不振影響。資料來源: 翻譯自生產財 2017 年 6 月號 大阪機械服務中心提供 第二節 台灣工具機產業概況 期待九年,機械業終於在 2017 成為繼半導體、面板之後,台灣的第三 個兆元產業,去年產值達 1.1 兆元。台灣在全世界的工具機產業中,以台灣 中部縣市為首,附近擁有非常特殊的一個產業聚落,聚集了台灣大部分的工 具機及零組件廠商,產業供應鏈和地理位置如此緊密的結合,讓台灣工具機 的生產效能大大的提升,因此有足夠的能力滿足全球工具機市場的需求,這 些優勢是台灣工具機產業所特有的。商業週刊(2011)曾以「影響全世界的 60 公里-大肚山下的黃金縱谷」為題,報導位居台中大肚山的台中精密機械聚 落,從神岡到南投,以大肚山為中心方圓 60 公里的距離內,高達新台幣 9 , 0 0 0 億 的 機 械 業 產 值 , 提 供 台 灣 工 具 機 產 業 重 大 的 支 持 力 量 , 讓台灣成為世界主要工具機的出口國之一。 資料來源:經濟部統計處 機械工會 吳馥馨 2018
第三節 MTS 與 MTO 混合生產相關研究的起源
在研究混合生產制度之前,單純研究有關的預測生產存貨之文獻者不勝 枚舉; Popp(1965)提出一個生產單一產品的簡易需求隨機存貨模型,利用簡易 的成本運算,來比較接單生產與預測生產兩種生產模式之差異;但此研究 中,並沒有探究討論前置時間或補貨等內容。 直到 Williams(1984)提 出 MTS 與 MTO 兩種不同生產制度的混合類型,更 進一步考慮生產多種類商品之環境外,並將固定產能、轉換時間(設定成本與設定 步驟)、持有成本、補貨成本、隨機需求、生產時間等議題納入模型之中,其中 目標式包含設定成本、持有存貨成本、與補貨成本等三者,求取系統成本最 小化。在此研究中,主要探索兩種問題(1)應該各分配多少產能給 MTS 與 MTO? (2)應該接受多少數量的 MTO 訂單? Williams(1984)的研究以等候線理論為 基礎,在需求與生產時間皆為隨機(M/G/m)的環境中,考慮產品與產能間之 互動,並建立一個單階(一次加工)生產系統之成本模式,討論那些需求量大且穩定 的產品應以 MTS 的模式生產、那些需求量低且較不穩定的產品應以 MTO 的模 式生產、該接受那些訂單、MTO 產品對整個系統的影響,以及如何調整存貨 來緩衝此影響。Arreola-Risa and DeCroix(1998)針對如何選擇 MTS 或 MTO 的生產模式, 提出一個具體的判斷方法。在單一機台、多種產品,且需求的到達率為卜氏 分配,考慮產能利用率、存貨成本及缺貨成本,在成本因子改變及製造時間 是否隨機等情況下,討論單一產品的生產模式。此研究討論的情境有以下三 種:(1)缺貨成本以每單位產品來計算;(2)缺貨成本以每單位產品每單位時 間來計算,同一種產品的生產時間相同;(3)缺貨成本以每單位產品每單位時 間來計算,不同產品具有不同分配之生產時間。 Kogan et al.(1998)之研究設定為一個單階多機台的生產系統,觀察原料、 在製品與成品的流率,目標為最小化總存貨持有成本。Adan and Wal(1998) 提出在MTO 的環境下,須結合 MTS 生產來縮短生產的週期時間。此研究認為在
兩種模式來縮短生產前置時間:(1)多種產品之中,標準化產品以 MTS 的模式 生產,非標準化產品以 MTO 的模式生產;(2)單一產品,其前半段標準製程以 MTS 的模式先行生產,後半段客製化製程以 MTO 的模式生產。研究在單一機台、 卜氏隨機需求以及指數隨機生產時間之下建立馬可夫鏈模型,並得到上述 兩種模型皆能縮短前置時間的結論。
Federgruen and Katalan(1999)參考 William(1984)的想法,在單一機台、多 種產品、有限產能、不確定的需求、有生產時間、有設置時間,且產品分別 以 MTS 及 MTO 的生產模式進行製造的情境下,提出一套有效的策略, 針對成本 變異及績效評估進行衡量與最佳化,亦考量存貨水準、等候分配時間、平均 設置成本、平均存貨成本與平均缺貨成本。
Carr and Duenyas(2000)探討單一機台與兩種產品的 MTS 與 MTO 混合生產問 題,不考慮設置時間,且 MTO 的訂單可以拒絕,目標是利潤的極大化。Dobson et al.(2002)之研究設定為單一機台,且需求為線性,製造商不只要決定產品的 售價,也要決定產品是以 MTS 或 MTO 生產,目標是單位時間利潤的極大化。 Rajagopalan(2002)探討 M 個 MTS 產品以及 N 個 MTO 產品的混合生產系統,並 使用 M/G/1 之等候線模型,以存貨持有成本最小化為目標,並必須滿足 MTO 產品客戶要求之交期,比較 MTS 與 MTO 在不同生產優先權之下,其系統平均 等候時間與 MTS 產品存貨量改變的狀況,並進而做出混合生產情境下最恰當 之生產決策。
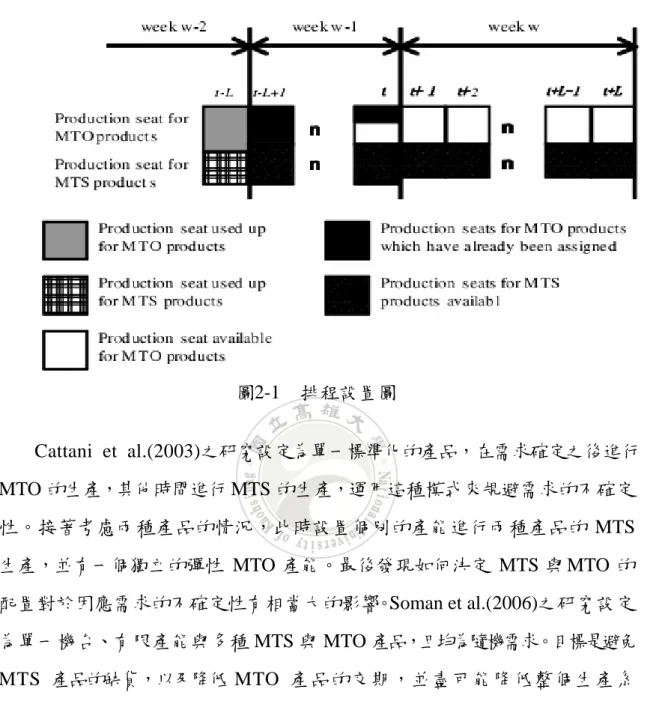
Tsubone and Kobayashi(2002)之研究設定為單一機台,單一標準化的 MTS 產品,以及多種因應客戶需求的 MTO 產品,生產優先權可以用預約取 得,這個研究特別的地方在於,無論 MTS 或 MTO 的生產,都可以訂位的模式 取得未來的生產權利,在業界中常見於產能滿載時,例如台積電的產能利用 率高達 100%之後,客戶若無法立即轉單,可能就必須付出較高的代價去預約 稍 後 的 產 能 , 且 此 研 究 牽 涉 到 較 為 複 雜 的 排 程 問 題 。 以 下 是 Tsubone and Kobayashi(2002)所繪之排程設置圖。
圖 2-1 排程設置圖 Cattani et al.(2003)之研究設定為單一標準化的產品,在需求確定之後進行 MTO 的生產,其他時間進行 MTS 的生產,運用這種模式來規避需求的不確定 性。接著考慮兩種產品的情況,此時設置個別的產能進行兩種產品的 MTS 生產,並有一個獨立的彈性 MTO 產能。最後發現如何決定 MTS 與 MTO 的 配置對於因應需求的不確定性有相當大的影響。Soman et al.(2006)之研究設定 為單一機台、有限產能與多種 MTS 與 MTO 產品,且均為隨機需求。目標是避免 MTS 產品的缺貨,以及降低 MTO 產品的交期,並盡可能降低整個生產系 統的總成本。 第四節 以生產成本最小化為目標 生產線上幾乎隨時面臨著生產成本最小化的問題,這裡所謂的生產成 本,包括了存貨持有成本、虛擬或根據與顧客簽訂的合約所設定的缺貨成本, 還有相對較不重要的運送成本。存貨的定義,係指將可用於未來而儲存,具 有經濟價值但暫時閒置的資源,是一種包括各式型態(自原料至成品)之集合
體(顏憶茹、張淳智,1998)。Fogarty (1991) 認為存貨的目的是為彌補「需 求」與「供給」在時間及數量上不確定性的因應行為。企業保有存貨的主要 原因,是為能保持商務的持續運作,或是為避免缺貨造成的銷售機會流失, Martinich (1997) 認為企業持有存貨的主要原因有四項: 1.作業效率的提升。 2.顧客需求的快速回應。 3.對未來不確定性的安全保障。 4.價格機會的利用及企業風險的保障。
Zeng and Hayya (1999) 提出企業保有存貨的主要功能為,支持和提供生 產製造的需求,保護企業對抗不確定的因素,如需求和生產的不一致、機器 的損壞、人員的錯誤等。賴士葆(1991)對於企業持有存貨的論述主要有,尋 求規模經濟、供需的平衡、環境不確定性的預防、物流流通的緩衝介面。 第五節 MTS 與 MTO 混合生產管理策略 機械加工的 MTS 與 MTO 混合生產模式生產管理策略,實證研究者不多, 吳佩勳(2004)提出協同規劃預測作業,配合工具機產業的生產特性,和供應鏈 相關的理論,歸納出影響工具機預測的主要因子,藉以提高工具機業者和供 應鏈的連結,同時研究亦指出市場景氣、前置時間、產品成本是三項最重要 的影響因子,並提出一套工具機業進行協同預測的流程架構。黃運金(2010) 利用限制理論,從現場的作業流程抑制在製品庫存,改善現場的生產效率和 庫存金額,對於前置期過長的存貨策略,並無提出相關策略,並且也認知到, 工具機生產影響最大的原因來自物料供應。 生產前置時間的縮短對於生產來說是一個相當重要的議題,因為安全存 貨量與生產前置時間息息相關,而安全存貨量又影響整個生產系統的製造成 本,綜合以上對生產管理提出眾多的方法。
本研究以 S 個案公司的實際經營資料來做生產策略的探討,以機械加工本 身內部的生產管理策略和思維,提出以下三點: 1. 產能利用率的提升 2. 材料成本及存貨成本的控制 3. 交期的影響性 研究結果將是實際解決企業問題的方案,對經營實務的貢獻具有價值性。
第三章 研究方法
第一節 研究模式
當某一規格的年度需求到達一定數量,可由 MTO 轉換成 MTS 生產, 因連續生產會增加產能利用率的提升,以減少設置換線的浪費,但同時也 增加了材料成本及存貨成本及等候的時間,造成產品交期有所影響,這兩 個面向如何取得平衡。 圖 3-1 MTO 轉 MTS 效益改變因素 本模式建立在機台成本、人事成本及其他不受影響的成本假設為固定 成本,原本 MTO 的製程基礎下,依照訂單生產,每一次變換工件都會造 成機台停滯的情況,若改成 MTS 的生產製程模式,預估在一年內的訂單 一次製造起來,節省每一次下單更改規格導致變換工件及機台停滯的情況, 此時產能利用率就會上升,但是同時也會使前期成本增加,如下例所示: 假設某 A 產品及 B 產品原本都以 MTO 的製造模式生產,生產完 A 產 品馬上換線生產 B 產品的方式製造,每批訂單分別為 300 單位及 500 單位, 年需求量 A 產品為 4500 單位及 B 產品 7000 單位,A 產品有 15 次換線停 機時間,B 產品有 14 次換線停機時間,總共有 29 次的換線停機時間,而 換線停機的時間設為 2 小時,所以一年有 58 小時因為需要更換產線而停 止生產,若改為 MTS 生產模式,會先把 A 產品一年的數量生產完後再換 線生產 B 產品的方式製造,可以節省 28 次因為需要換線生產而停滯下來 的換線時間高達 56 小時,但同時也要增加 A 產品在前期的成本增加,以MTO
MTS
產能利用率
成本增加
交期延遲
及 B 產品在前面 5 次的交期延遲,如下圖 3-2 所示 A A A A A A A A A A A A A A A B B B B B B B B B B B B B B 成本增加 產能利用率 AAAAAAAAAAAAAAA 交期延遲 BBBBBBBBBBBBBB 圖 3-2 MTO 轉 MTS 生產模式改變示意圖
第二節 產能利用率及成本增加
本研究模式如下: 𝛼𝑖(𝑄𝑀𝑇𝑆−𝑄𝑀𝑇𝑂 𝑄𝑀𝑇𝑂 )− 𝜎𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙(𝑄𝑀𝑇𝑆− 𝑄𝑀𝑇𝑂)γ − 2.5(𝑄𝑀𝑇𝑆− 𝑄𝑀𝑇𝑂) 其中分為三大區塊: 第一區塊為增加的產能利用率 𝛼𝑖(𝑄𝑀𝑇𝑆−𝑄𝑀𝑇𝑂 𝑄𝑀𝑇𝑂 ),批量生產量𝑄𝑀𝑇𝑆 −訂單 生產量 𝑄𝑀𝑇𝑂為因為採用 MTS 生產所需要多做的數量,再除以𝑄𝑀𝑇𝑂為因為 採用 MTS 生產模式相較於 MTO 生產模式所減少的換線次數,乘以 換線流程改善效益𝛼𝑖為採用 MTS 生產模式相較於 MTO 生產模式所得到的 效益。 第二區塊為 𝜎𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙(𝑄𝑀𝑇𝑆− 𝑄𝑀𝑇𝑂)γ增加的材料利息成本,再機會成 本概念下,批量生產量𝑄𝑀𝑇𝑆 −訂單生產量 𝑄𝑀𝑇𝑂為採用 MTS 生產所需要多 做的數量,乘上材料成本𝜎𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙為在乘利率γ為因為採用 MTS 生產所需 支出的材料利息成本。第三區塊為2.5(𝑄𝑀𝑇𝑆− 𝑄𝑀𝑇𝑂)增加的存貨成本,批量生產量𝑄𝑀𝑇𝑆 −訂單 生產量 𝑄𝑀𝑇𝑂為因為採用 MTS 生產所需要多做的數量,製程完成後需要拿 去倉庫放,等到客戶下訂單時從倉庫拿出。 𝛼𝑖(𝑄𝑀𝑇𝑆𝑄−𝑄𝑀𝑇𝑂 𝑀𝑇𝑂 )−𝜎𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙(𝑄𝑀𝑇𝑆− 𝑄𝑀𝑇𝑂)γ − 2.5(𝑄𝑀𝑇𝑆− 𝑄𝑀𝑇𝑂) 𝛼𝑖:換線流程改善效益 𝑄𝑀𝑇𝑆:MTS 批量生產量 𝑄𝑀𝑇𝑂:MTO 訂單生產量 𝜎𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙:材料成本 γ:利率
第三節 交期延遲率
原本 MTO 的製程模式基礎下,客戶訂多少現場製造多少,交期會比 較準確,若改成 MTS 的製程模式,預估在一年內的訂單一次製造起來, 導致原本的訂單需要多生產一些時間,會發生擠壓效益,MTO 訂單數量 與 MTS 批量數量的差異越大,交期影響越久。 交期延遲的模式如下: (𝑄𝑀𝑇𝑆−𝑄𝑀𝑇𝑂 𝑄𝑑 ) 𝑄𝑀𝑇𝑆:MTS 批量生產量 𝑄𝑀𝑇𝑂:MTO 訂單生產量 𝑄𝑑: 機台平均每日生產量第四節 資料來源
本研究的資料來源有三項,第一項為實際 S 個案公司的銷售資料,從 S 個案公司的資訊系統中,取得本研究所需的三年銷售資料,再做三年的 分析,如果有穩定的銷售數量,就可納為參考。第二項為觀察 S 個案公司 現場相關部門人員之作業情形,記錄其實際處理機台換線時所產生的作業 問題,將平均機台換線時需的時間與成本換算為費用,得換線流程改善效 益𝛼𝑖為 4195 元。第三項𝑄𝑑機台機台平均每日生產量設定為 200 單位。第四章 實證研究
由第三章推導出的模式,帶入產能利用率、材料利息成本、存貨成本 及交期來探討 MTO 到 MTS 生產效益的改變,在 S 個案公司實際三年的銷 售數量取得後,只要是穩定銷售的情況就可納為實驗方案,而整理出具有 代表性的四大方案。第一節為 S 個案公司銷售數量取得分析後,分析生產 數量的差異對 MTS 與 MTO 混合生產模式的影響。第二節一樣採用四大方 案,在利率為改變的因素下,利息成本的差異對 MTS 與 MTO 混合生產模 式的影響。第三節在固定利率為 5%的情況下,取第一節效益最高的方案, 改變總成本與材料成本比例的差異對 MTS 與 MTO 混合生產模式的影響。第一節 生產數量的差異對 MTS 與 MTO 混合生產模式的影響
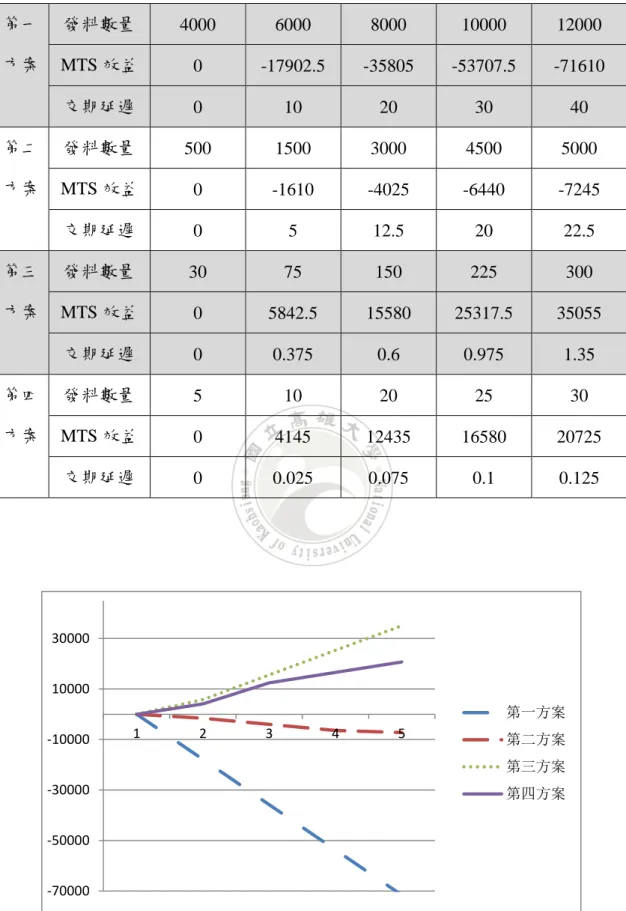
在利率設定為 5%,總成本參考 S 個案公司資料為 500 元,材料成本 30%為 150 元的情況,第一方案的前三年年度銷售平均數約為 12000 單位, 但訂單的平均為 4000 單位,所以一年要分 3 次製作,若現在一次分別發 料製作 4000、6000、8000、10000、12000 單位,探討 MTO 轉為 MTS 製 作結果。第二方案的前三年年度銷售平均數約為 5000 單位,但訂單的平 均為 500 單位,所以一年要分 10 次製作,若現在一次分別發料製作 500、 1500、3000、4500、5000 單位,探討 MTO 轉為 MTS 製作結果。第三方 案的前三年年度銷售平均數約為 300 單位,但訂單的平均為為 30 單位, 所以一年要分 10 次製作,若現在一次分別發料製作 30、75、150、225、 300 單位,探討 MTO 轉為 MTS 製作結果。第四方案的前三年年度銷售平 均數約為 30 單位,但訂單的平均為為 5 單位,所以一年要分 6 次製作, 若現在一次分別發料製作 5、10、20、25、30 單位,探討 MTO 轉為 MTS 製作結果。表 4-1 四大方案 MTS 效益 第一 方案 發料數量 4000 6000 8000 10000 12000 MTS 效益 0 -17902.5 -35805 -53707.5 -71610 交期延遲 0 10 20 30 40 第二 方案 發料數量 500 1500 3000 4500 5000 MTS 效益 0 -1610 -4025 -6440 -7245 交期延遲 0 5 12.5 20 22.5 第三 方案 發料數量 30 75 150 225 300 MTS 效益 0 5842.5 15580 25317.5 35055 交期延遲 0 0.375 0.6 0.975 1.35 第四 方案 發料數量 5 10 20 25 30 MTS 效益 0 4145 12435 16580 20725 交期延遲 0 0.025 0.075 0.1 0.125 圖 4-1 四大方案 MTS 效益 -70000 -50000 -30000 -10000 10000 30000 1 2 3 4 5 第一方案 第二方案 第三方案 第四方案
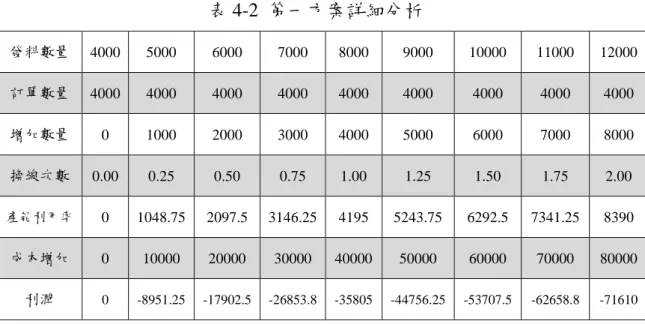
由表 4-1、圖 4-1 可看出第一方案 MTS 效益為負值,且隨著發料數量 增加,MTS 效益越低,而第二方案 MTS 效益變化趨勢為緩慢下降中,而 第三及第四方案 MTS 效益為正,而且發料數量越多,MTS 效益越大,可 知第一與第二方案 MTS 的效益是不成立的,但在第三與第四方案中 MTS 的效益是非常顯著的。 圖 4-2 四大方案交期延遲率 由表 4-1、圖 4-2 可看出第一方案與第二方案交期延遲的天數也隨之增 加,嚴重影響交期,而第三及第四方案交期延遲的天數也沒有很明顯的改 變,對交期影響不重,以交期延遲率來說,第一方案與第二方案不適合用 MTS 生產模式,第三方案與第四方案可用 MTS 生產模式。 再將每個方案作進一步的分析,將產能利用率與成本增加的費用及利 潤分開列表,看曲線如何改變。在第一方案的原有條件下,將增加 1000 單位分析一次,並把 MTO 轉 MTS 生產所增加的數量、換線次數、產能利 用率、成本增加及利潤列出,如下表 4-2 所示,再將產能利用率、成本增 加及利潤顯示在下圖 4-3。 0 5 10 15 20 25 30 35 40 45 1 2 3 4 5 第一方案 第二方案 第三方案 第四方案
表 4-2 第一方案詳細分析 發料數量 4000 5000 6000 7000 8000 9000 10000 11000 12000 訂單數量 4000 4000 4000 4000 4000 4000 4000 4000 4000 增加數量 0 1000 2000 3000 4000 5000 6000 7000 8000 換線次數 0.00 0.25 0.50 0.75 1.00 1.25 1.50 1.75 2.00 產能利用率 0 1048.75 2097.5 3146.25 4195 5243.75 6292.5 7341.25 8390 成本增加 0 10000 20000 30000 40000 50000 60000 70000 80000 利潤 0 -8951.25 -17902.5 -26853.8 -35805 -44756.25 -53707.5 -62658.8 -71610 從表 4-2、圖 4-3 的資料來看,在發料數量逐漸增加的情況下,成本增 加上升的幅度遠大於產能利用率,可見產能利用率在第一方案的情況下效 益並不顯著,到訂單數量 12000 單位時因為數量過大以致成本增加費用龐 大,導致利潤往下掉,在第一方案的數量基礎下,MTS 是沒有效益的。 圖 4-3 第一方案產能利用率、成本增加及利潤 -80000 -60000 -40000 -20000 0 20000 40000 60000 80000 100000 產能利用率 費用增加 利潤
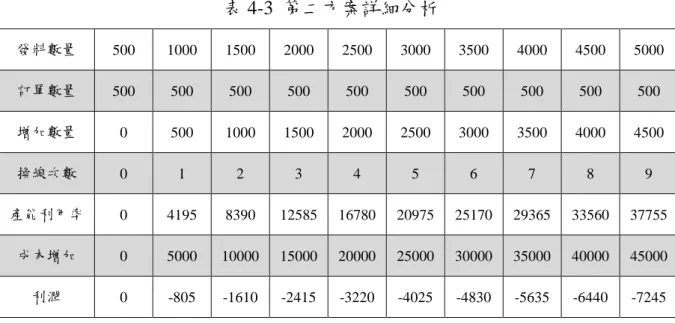
表 4-3 第二方案詳細分析 發料數量 500 1000 1500 2000 2500 3000 3500 4000 4500 5000 訂單數量 500 500 500 500 500 500 500 500 500 500 增加數量 0 500 1000 1500 2000 2500 3000 3500 4000 4500 換線次數 0 1 2 3 4 5 6 7 8 9 產能利用率 0 4195 8390 12585 16780 20975 25170 29365 33560 37755 成本增加 0 5000 10000 15000 20000 25000 30000 35000 40000 45000 利潤 0 -805 -1610 -2415 -3220 -4025 -4830 -5635 -6440 -7245 在第二方案的原有條件下,將發料數量由 500 單位到 5000 單位,每增 加 500 單位分析一次,並把 MTO 轉 MTS 生產所增加的數量、換線次數、 產能利用率、成本增加及利潤列出,如上表 4-3 所示,再將產能利用率、 成本增加及利潤顯示在下圖 4-3。 從表 4-3、圖 4-4 的資料來看,在發料數量逐漸增加的情況下,成本增 加的幅度比產能利用率快,導致利潤緩慢的往下走,在訂單數量 5000 單 位 時 利 潤 最 低 , 在 第 二 方 案 的 數 量 基 礎 下 , M T S 是 沒 有 效 益 的 。 圖 4-4 第二方案產能利用率、成本增加及利潤 -10000 0 10000 20000 30000 40000 50000 產能利用率 費用增加 利潤
在第三方案的原有條件下,將發料數量由 30 單位到 300 單位,每 增加 30 單位分析一次,並把 MTO 轉 MTS 生產所增加的數量、換線次數、 產能利用率、成本增加及利潤列出,如下表 4-4 所示,再將產能利用率、 成本增加及利潤顯示在下圖 4-4。 表 4-4 第三方案詳細分析 發料數量 30 60 90 120 150 180 210 240 270 300 訂單數量 30 30 30 30 30 30 30 30 30 30 增加數量 0 30 60 90 120 150 180 210 240 270 換線次數 0 1 2 3 4 5 6 7 8 9 產能利用率 0 4195 8390 12585 16780 20975 25170 29365 33560 37755 成本增加 0 300 600 900 1200 1500 1800 2100 2400 2700 利潤 0 3895 7790 11685 15580 19475 23370 27265 31160 35055 圖 4-5 第三方案產能利用率、成本增加及利潤 0 5000 10000 15000 20000 25000 30000 35000 40000 30 60 90 120 150 180 210 240 270 300 產能利用率 費用增加 利潤
從表 4-4、圖 4-5 的資料來看,在發料數量逐漸增加的情況下,產能利 用率快速往上增加,但成本增加幾乎沒有改變,導致利潤隨著產能利用率 往上,在訂單數量 300 單位時利潤最高,在第三方案的數量基礎下,MTS 是有效益的。 表 4-5 第四方案詳細分析 發料數量 5 10 15 20 25 30 訂單數量 5 5 5 5 5 5 增加數量 0 5 10 15 20 25 換線次數 0 1 2 3 4 5 產能利用率 0 4195 8390 12585 16780 20975 成本增加 0 50 100 150 200 250 利潤 0 4145 8290 12435 16580 20725 在第四方案的原有條件下,將發料數量由 5 單位到 30 單位,每增加 5 單位分析一次,並把 MTO 轉 MTS 生產所增加的數量、換線次數、產能利 用率、成本增加及 利潤列出,如上表 4-5 所示,再將產能利用率、 成本增加及利潤顯示在下圖 4-6。 圖 4-6 第四方案產能利用率、成本增加及利潤 0 5000 10000 15000 20000 25000 5 10 15 20 25 30 產能利用率 費用增加 利潤
從表 4-5、圖 4-6 的資料來看,在發料數量逐漸增加的情況下,產能利 用率快速往上增加,但成本增加沒有改變,導致利潤隨著產能利用率往上, 在訂單數量 30 單位時利潤最高,在第四方案的數量基礎下,MTS 是有效 益的。 由第一、第二方案可知訂單數量很高時,發料數量會跟著高,此時成 本增加的幅度過快,產能利用率雖然也有成長,但完全跟不上成本增加, MTS 生產效益就不顯著,反而在第三、第四方案下 MTS 生產效益很高, 差別在於產能利用率提高的同時,成本增加不可以隨著上調,這樣 MTS 生產效益的利差才會出現。
第二節 利息成本的差異對 MTS 與 MTO 混合生產模式的影響
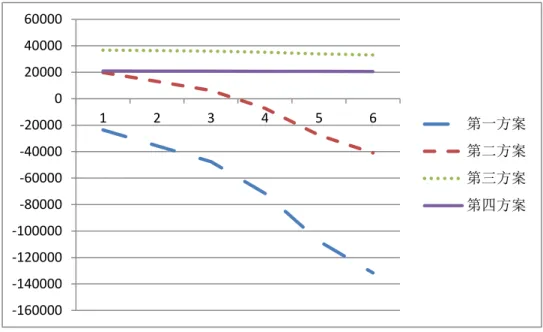
在實際的狀況下,資金來源也必須做機會成本的評估,由第一節所設 定的四個方案資料作為本節分析的數量,其他成本同樣也設為固定成本, 利率分別設定為 1%、2%、3%、5%、8%及 10%,探討利率的變動是否會 影響 MTS 效益的改變。 表 4-6 利率變動差異 發料 數量 訂單 數量 利率 1% 利率 2% 利率 3% 利率 5% 利率 8% 利率 10% 第一方案 12000 4000 -23610 -35610 -47610 -71610 -107610 -131610 第二方案 5000 500 19755 13005 6255 -7245 -27495 -40995 第三方案 300 30 36675 36270 35865 35055 33840 33030 第四方案 30 5 20875 20837.5 20800 20725 20612.5 20537.5圖 4-7 利率變動差異 由表 4-6、圖 4-7 可知,第一及第二方案在利率低的時候,利率對 MTS 效益影響不大,但當利率越來越高,對 MTS 效益影響也越高,影響幅度 是急速往下走,在第三及第四方案就沒有這種狀況,利率低與高對 MTS 效益的影響不是很明顯。
第三節 總成本與材料成本比例的差異對 MTS 與 MTO 混合生產模式
的影響
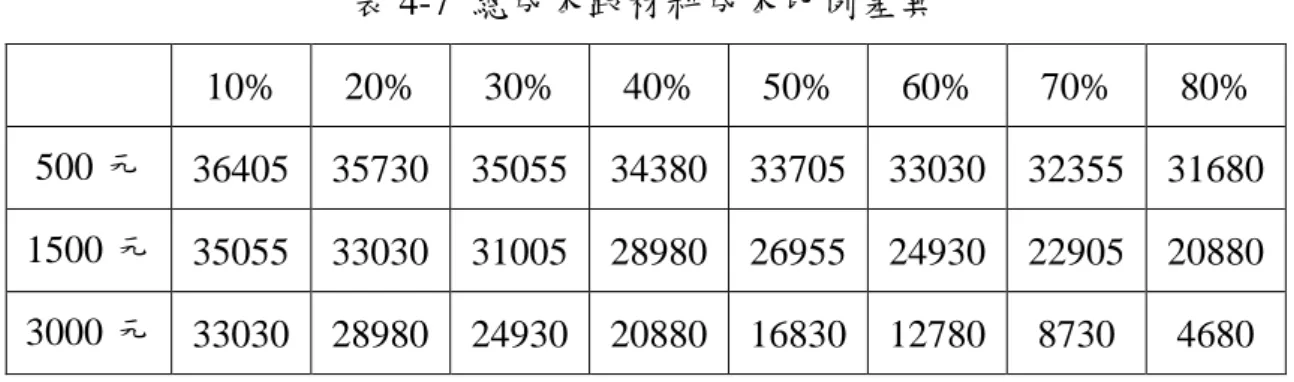
製造業產品總成本跟材料成本比例會因為產業不同而有很大的差異 性,以製造業材料成本占總成本的比例來說,面板廠 60%、輪胎廠 56%、 氣動元件 53%及變壓器 70%,而本節探討在成本結構改變下,用 MTS 生 產模式的效益改變曲線。 取目前 MTS 效益最高的第三方案的數量分析,這節要探討的是如果材 料成本結構改變,假設總成本為 500、1500、3000 元,材料成本成本比例 從 10%-80%的情況,對 MTS 生產效益的影響。 -160000 -140000 -120000 -100000 -80000 -60000 -40000 -20000 0 20000 40000 60000 1 2 3 4 5 6 第一方案 第二方案 第三方案 第四方案表 4-7 總成本跟材料成本比例差異 10% 20% 30% 40% 50% 60% 70% 80% 500 元 36405 35730 35055 34380 33705 33030 32355 31680 1500 元 35055 33030 31005 28980 26955 24930 22905 20880 3000 元 33030 28980 24930 20880 16830 12780 8730 4680 由表 4-7、圖 4-8 得知,在總成本 500 元時不管材料成本比重從 10%到 80%,效益改變的幅度並不大,但是在總成本 3000 元時,材料成本比重從 10%到 80%會因為比重越高而效益越低,得知總成本越高的產品,若材料 成本比重越高,MTS 的效益就會下降。 圖 4-8 總成本跟材料成本比例差異 0 5000 10000 15000 20000 25000 30000 35000 40000 10% 20% 30% 40% 50% 60% 70% 80% 500 1500 3000
第五章 結論與建議
過去對於 MTS 與 MTO 混合生產模式等相關議題作為主要研究方向都 集中在理論方向,但對於實際應用在產業上的實例卻甚少討論,本研究以 金屬加工業的成本構造,探討是否可利用 MTS 與 MTO 混合生產模式,在 透過整合分析有效的資料後轉為預測訂單情況下,以 MTS 批量生產來確 保製造流程能正確有效率的生產,提升產能利用率,達到最大效益。第一節 研究發現與探討
在現今全球經濟依舊充滿著不確定因素持續升高,全球市場與全球製 造業的競爭更趨於激烈,其中製造業面對層出不窮的管理問題,從設計、 採購、製造以及運籌等層面的複雜流程,隨著科技的日新月異,近年來因 資訊與通訊科技在數位化科技快速成長,先進國家(德、美、日等國)計畫 推動先進技術的優勢與雲端、大數據及物聯網架構成為智慧工廠,以及在 新的管理思維不斷推陳出新之潮流下,藉此增加生產效率、降低生產成本 與提升競爭力,更重要的是能達到未來製造與市場趨勢的要求,市場需求 個性化、製程靈活化。 本文在眾多複雜的製造生產管理問題中,擷取 MTS 與 MTO 混合生產 的相關問題來進行研究,混合生產係指在同一個生產線中,同時進行預測 生產以及接單生產之特殊生產線運作模式。其中 MTS 預測生產是指在顧 客購買前就先行製造的生產模式;而 MTO 接單生產是指在顧客下訂單後 才進行製造的生產模式。綜合兩種生產模式的混合生產系統,具備許多優 點但同時亦衍生許多特殊的管理問題,以下分為實務意涵與理論意涵兩小 節作為分析結論;實務意涵
S 個案公司收集三年銷售資料分析出年度穩定的批量規格,由實驗結 果可知,MTO 生產模式轉為 MTS 生產模式會節省換線次數,換線次數提 高會使產能利用率上升,MTS 的效益價值主要體現在變更換線的停機次數, 但若資金來源建立在機會成本的前提下,必須合理設定利率為 5%計算材 料利息成本,而且生產系統必須在交期以及成本效益之間做取捨。一、MTS 生產數量
在大規模生產批量的情況下,訂單數量大連帶發料數量也大,則其成 本增加的幅度大於產能利用率上升,導致排擠效應,嚴重影響交期,使其 MTS 生產效益是無法成立的。小規模生產批量的情況下,產能利用率提升, 材料利息成本增加沒有很多,而且在有一定的基本數量的生產線,自動化 的排程及員工的工作流程都會改善,交期的影響也不會太嚴重。二、MTS 利息成本
MTS 批量生產的情況,在小批量模式下,材料利息成本的變動幾乎不 影響 MTS 的生產效益。但在大批量模式,會因數量龐大而導致材料利息 成本的變動很大,在利率高時資金積壓過大,MTS 的效益無法體現。三、MTS 總成本與材料成本比例
以製造業成本結構比例來看,材料成本占比都很大,若材料成本佔總 成本比例在 10%-30%的情況下,材料單價成本高低較不影響 MTS 效益。 但若材料成本佔總成本比例在 30%以上,其材料單價成本高低影響 MTS 效益甚大。以 S 個案公司的成本結構下,總成本在 500 元的曲線附近,因鍛造技術可以將材料成本占比壓低在 30%左右,比起其他製造業動則 50% 以上的材料成本更具競爭力,評估下 MTS 的效益是在很高的位置。
理論意涵
Williams(1984)提出 預測式生產 MTS 生產模式主要根據數據分析後, 預測未來的數量而大量生產,並以存貨供應給客戶所需數量,產品特性為 規格品項少,且成本較低及放置時間長,照理論來說本文以大批量製程的 MTS 效益應該是最大的,但實際分析後卻得到不同的見解,若資金來源必 須考慮機會成本的結構下,大批量生產導致成本增加急速上升,且換線次 數過少使產能利用率也不顯著,連帶交期延遲影響甚大,大批量生產的 MTS 效益無法顯現出優勢,評估後還是以 MTO 模式生產,反而在小批量 的情況下,成本增加的幅度不大,換線次數可以帶給產能利用率很高的效 益,交期影響性也不高,小批量(0-450 單位)非常符合 MTS 生產模式,總 結來說大批量還是以 MTO 生產模式而小批量可以改為 MTS 生產模式,將 MTS 與 MTO 的混合生產特性發揮出來。第二節 研究限制
本文在研究過程中,發現其中存在一些研究限制,謹條列如下:一、資料數據基本化
本文採用 EXCEL 中之規劃求解功能對模型進行分析,雖然已經套用 大量的數據,並歸納出各種情境下不同變數之間的關係,但現實中生產線 的複雜性是大的,這種方式難免有些簡化。二、原料來源
本文並沒有考慮原料缺貨的可能性,意即原料供應的不確定性被本文 省略。事實上,工具機中的關鍵零組件經常被視為戰略物資,缺貨以及價 格飆升的消息時有所聞,尤其又以大陸鋼鐵產能影響力最大。三、生產線排程
本文將排程濃縮在一起,真實生產線上多重工序安排之複雜性,任何 一種產品的製造過程都有一定的串聯性。若能將排程的問題考慮進本文之 模型,則其結果將會更具代表性。第三節 未來研究建議
一、排程展開
真實生產線上多重工序安排之複雜性,把每站工序的情況展現出來, 根據每站所分析出來的問題再加以解決,若能將排程展開的問題考慮進本 文之模型,則其結果將會更具代表性。二、自動化及員工效益
MTS 效益浮現後會改善自動化及機台的稼動率,產能利用率提高的情 況,員工工作的效益及也會浮現出來,若後續能再將員工能力考慮於本文 之模型,則其結果將會更具代表性。三、存貨銷售
若以 MTS 小批量生產模式下去運作,短期會將交期延長一至三天的時 間,長期會增加很多小批量存貨可以馬上供應客戶,後續如果小批量存貨 齊全會幫助銷售穩定發展,可作為 MTS 生產模式下銷售曲線評估。參考文獻
中文部分
吳佩勳(2004)。產銷整合之偕同預測因子分析-以工具機業為例。 東海大學工業工程與經營資訊研究所碩士論文,台中市。 楊建家(2008)。台灣工具機模組廠的類型、特質與供應鏈管理。 東海大學工業工程與經營資訊研究所碩士論文,台中市。 黃運金(2010)。以 實 務 驗 證 TOC 營運管理解決方案之可行性及有效性。 交通大學工業工程與管理學系博士論文,新竹市。 游茂林(2007)。MTS 及 MTO 混合生產下 MTS 批量之選定以及存貨成本 之相關問題與分析。銘傳大學管理研究所碩士論文,台北市。 廖建閎(2005)。考慮瓶頸漂移及多瓶頸情境之 MTO 與 MTS 混線生產環境 下生產控制之研究,交通大學工業工程與管理研究所論文, 顏憶茹、張淳智(1998)。物流管理,第二版。 前程圖書,台北。 賴士葆(1991)。生產/作業管理-理論與實務。 華泰文化,臺北市。英文部分
Arreola-Risa, A. and DeCroix, G. A., “Make-to-Order Versus Make-to-Stock in a Production-Inventory System with General Production Times,” IIE
Transactions (Institute of Industrial Engineers) Vol. 30, No. 8, 1998, pp.
705–713.
Adan, I. J. B. F. and Van der Wal, J., “Combining Make to Order and Make to Stock,”Operations Research Spektrum Vol. 20, No. 2, 1998, pp. 73-81. Carr, S. and Duenyas, I., “Optimal Admission Control and Sequencing in a
Make-to-Stock and Make-to-Order Production System,” Operations
Research, Vol. 48, No. 5, 2000, pp. 709-720.
Cattani, K., Dahan, E. and Schmidt, M. G., “Using Make-to-Order Production Layered on Make-to-Stock Production to Hedge Against Uncertainty,”
Chang, S. H., Pai, P. F., Yuan, K. J., Wang, B. C. and Li, R. K., “Heuristic PAC Model for Hybrid MTO and MTS Production Environment,”
International Journal of Production Economics, Vol. 85, 2003, pp.
347-358.
Dobson, G. and Yano, C., “Product Offering, Pricing, and Make-to-Stock and Make-to-Order Decisions with Shared Capacity,” Production and
Operations Management Vol.11, No. 3, Fall 2002.
Federgruen, A. and Katalan, Z., “The Impact of Adding a Make-to-Order Item to a Make-to-Stock System,” Management Science, Vol. 45, No. 7, 1999, pp. 980-994.
Fogarty, D. W., Blackstone, J. H., and Hoffmann , T. R. (1991). Production and Inventory Management. America:South-Western Kogan, K. and Khmelnitsky, E. M. O., “Balancing Facilities in Aggregate
Production Planning: Make-to-Order and Make-to-Stock Environments,”
International Journal of Production Research, Vol. 36, No. 9, 1998, pp.
2585-2596.
Martinich, J. S. (1997). Production and Operations Management. America: John Wiley & Sons, Inc.
Popp, W., “Simple and Combined Inventory Policies, Production to Stock or to Order?”Management Science, Vol. 11, No. 9, 1965, pp. 858-873.
Rajagopalan, S., “Make to Order or Make to Stock: Model and Application,”
Management Science, Vol. 48, No. 2, 2002, pp. 241-256.
Soman, A. C., Donk van, P. D. and Gaalman, G, “Comparison of Dynamic Scheduling Policies for Hybrid Make-to-Order and Make-to-Stock Production Systems with Stochastic Demand,” International Journal of
Production Economics, Vol. 104, 2006, pp. 441-453.
Tsubone, H. and Kobayashi, Y., “Production Seat Booking System for the Combination of Make-to-Order and Make-to-Stock Products,” Production
Planning and Control, Vol. 13, No. 4, 2002, pp. 394-400.
Williams, T. M. “Special Products and Uncertainty in Production and Inventory Systems,” European Journal of Operational Research, Vol. 15, No. 1, 1984,
Zeng, A. Z. and Hayya, J. C. (1999). The Performance of Popular Service Measures on Management Effectiveness in Inventory Control.