高強度輕質預鑄牆板之產製技術開發
86
0
0
全文
(2) PG9502-0254. 高強度輕質預鑄牆板之產製技術開發. 受 委 託 者 : 國立中興大學 研 究 主 持 人 : 陳豪吉 協 同 主 持 人: 顏. 聰. 研 究 助 理 : 彭獻生、劉得弘. 內政部建築研究所委託研究報告 中華民國 95 年 12 月.
(3)
(4) 目次. 目. 次. 表. 次 ................................................................................................................ III. 圖. 次 .................................................................................................................. V. 照片次 ............................................................................................................... VII 摘. 要 .................................................................................................................IX. 第一章 緒. 論 ................................................................................................... 1. 第一節 研究緣起與背景 ..................................................................... 1 第二節 研究之進行方法 ..................................................................... 2 第二章 文獻蒐集與整理................................................................................... 5 第一節 預鑄混凝土構件之產製 ......................................................... 5 第二節 灌漿工法簡介 ......................................................................... 6 第三節 開發高強度輕質預鑄牆板之理念 ......................................... 8 第三章 低壓灌漿工法產製輕質預鑄牆板..................................................... 11 第一節 試驗計畫 ............................................................................... 11 第二節 低壓灌漿工法產製輕質預鑄牆板 (高強度效益) .............. 13 第四章 高壓灌漿工法產製超高強度預鑄牆板............................................. 41 第一節 試驗計畫 ............................................................................... 41 第二節 高壓灌漿工法產製超高強度預鑄牆板 (質輕效益) .......... 43 第五章 結論與建議 ......................................................................................... 61 第一節 結論 ....................................................................................... 61 第二節 建議 ....................................................................................... 63 附錄 期末簡報審查委員意見暨處理情形................................................. 65 參考書目 ............................................................................................................. 65. I.
(5) 高強度輕質預鑄牆板之產製技術開發. II.
(6) 表次. 表. 次. 表 2 - 1 地盤灌漿材料分類 ........................................................................... 10 表 3 - 1 輕質骨材基本性質 ........................................................................... 22 表 3 - 2 灌漿試驗結果.................................................................................... 23 表 3 - 3 水泥漿體流動性試驗結果 ............................................................... 24 表 3 - 4 水泥漿 28 天抗壓強度試驗結果 ..................................................... 25 表 3 - 5 輕質預鑄牆板未經加熱處理之抗壓強度試驗結果 ....................... 26 表 3 - 6 輕質預鑄牆各項試驗結果 ............................................................... 27 表 4 - 1 A0 試灌組、A 組、A1 組骨材乾搗單位重試驗結果(1/2" ~ 3/8") 48 表 4 - 2 B 組骨材乾搗單位重試驗結果 (3/8" ~ #4) ................................... 48 表 4 - 3 C 組骨材乾搗單位重試驗結果 (#4 ~ #8)....................................... 49 表 4 - 4 A0 試灌組 (1/2" ~ 3/8") 試灌結果及 7 天抗壓強度 ..................... 50 表 4 - 5 A 組 (1/2" ~ 3/8") 漿體用量及新拌混凝土單位重...................... 51 表 4 - 6 B 組 (3/8" ~ #4) 漿體用量及單位重.............................................. 51 表 4 - 7 C 組 (#4 ~ #8) 漿體用量及新拌混凝土單位重............................. 51 表 4 - 8 A1 組 (1/2" ~ 3/8"、添加細砂) 漿體用量及新拌混凝土單位重. 51 表 4 - 9 各組抗壓強度試驗結果 (kgf/cm2).................................................. 52. III.
(7) 高強度輕質預鑄牆板之產製技術開發. IV.
(8) 圖次. 圖. 次. 圖 3 - 1 添加卜作嵐材料對漿體流動性之影響 ............................................ 28 圖 3 - 2 添加卜作嵐材料對漿體流動性之影響 ............................................ 28 圖 3 - 3 輕質預鑄牆板 28 天抗壓強度之比較 .............................................. 29 圖 3 - 4 輕質預鑄牆板 90 天抗壓強度之比較 .............................................. 29 圖 3 - 5 輕質預鑄牆板 90 天抗壓強度之比較 .............................................. 30 圖 3 - 6 摻加卜作嵐材料對輕質預鑄牆板吸水率之影響 ............................ 30 圖 3 - 7 輕質預鑄牆板吸水率與單位重關係 ................................................ 31 圖 3 - 8 摻加卜作嵐材料對輕質預鑄牆板 28 天抗壓強度之影響 (平放) ..... 31 圖 3 - 9 摻加卜作嵐材料對輕質預鑄牆板 90 天抗壓強度之影響 (平放) ..... 32 圖 3 – 10 摻加卜作嵐材料對輕質預鑄牆板 28 天抗壓強度之影響 (立放)......... 32 圖 3 - 11 摻加卜作嵐材料對輕質預鑄牆板 90 天抗壓強度之影響 (立放) ......... 33 圖 3 - 12 輕質預鑄牆板與水泥漿強度之關係圖 ............................................ 33 圖 3 - 13 輕質預鑄牆板抗壓強度與單位重關係 ............................................ 34 圖 3 - 14 摻加卜作嵐材料對輕質預鑄牆板 28 天抗彎強度之影響 .............. 34 圖 3 - 15 水膠比與熱傳導係數之關係 ............................................................ 35 圖 3 - 16 卜作嵐材料取代量與熱傳導係數之關係 ........................................ 35 圖 4 - 1 A0 試灌組、A 組、A1 組骨材乾搗單位重與級配關係圖…………53 圖 4 - 2 B 組骨材乾搗單位重與級配關係圖................................................. 53 圖 4 - 3 C 組骨材乾搗單位重與級配關係圖 ................................................ 54 圖 4 - 4 A0 試灌組 (1/2" ~ 3/8") 7 天抗壓強度與水膠比之關係................ 54 圖 4 - 5 A 組 (1/2" ~ 3/8") 各齡期抗壓強度與水膠比之關係................... 55 圖 4 - 6 B 組 (3/8" ~ #4) 各齡期抗壓強度與水膠比之關係 ...................... 55 圖 4 - 7 C 組 (#4 ~ #8) 各齡期抗壓強度與水膠比之關係.......................... 56 圖 4 - 8 A1 組 (1/2" ~ 3/8"、添加細砂) 各齡期抗壓強度與水膠比之關係 .. 56. V.
(9) 高強度輕質預鑄牆板之產製技術開發. VI.
(10) 照片次. 照片次 照片 3 - 1. 密閉試體鋼模................................................................................. 36. 照片 3 - 2. 將骨材振動夯實緻密填充於模具內 ............................................ 36. 照片 3 - 3. 將空氣壓縮機與試體連接於鋼筒上 ............................................ 37. 照片 3 - 4. 當漿體從出漿孔溢出後即灌漿完成 ............................................ 37. 照片 3 - 5. 灌製完成之試體表面平整 ............................................................ 38. 照片 3 - 6. 抗壓強度試驗 (平放).................................................................... 38. 照片 3 - 7. 抗壓強度試驗 (立放).................................................................... 39. 照片 3 - 8. 抗彎強度試驗................................................................................. 39. 照片 3 - 9. 熱傳導試驗..................................................................................... 40. 照片 3 – 10 高強度效益之輕質預鑄牆板 ........................................................ 40 照片 4 - 1. 鋼模外部 13 × 13 × 23 cm............................................................. 57. 照片 4 - 2. 鋼模內部∮10 × H 20 cm .............................................................. 57. 照片 4 - 3. 骨材填滿於模具內情形 ................................................................ 58. 照片 4 - 4. 高壓力灌漿試驗機 ........................................................................ 58. 照片 4 - 5. 灌漿成功完成時水份滲出情形 .................................................... 59. 照片 4 - 6. 未使用振動器內部有較多氣泡 .................................................... 59. 照片 4 - 7. 電動振動器..................................................................................... 60. 照片 4 - 8. 抗壓試驗破壞面貫穿骨材 ............................................................ 60. VII.
(11) 高強度輕質預鑄牆板之產製技術開發. VIII.
(12) 摘要. 摘. 要. 關 鍵 詞 : 預鑄牆板、灌漿工法、強度效益 一、研究緣起 繼歐美及鄰近的日本等先進國家之後,近年來國內使用人造輕質骨材替代天然砂石 作為營建材料之研究已趨於成熟,並逐漸使用於結構與非結構用途上。本研究之目的即 為開發高強度輕質預鑄牆板,利用灌漿工法之高骨材量特性,以低壓灌漿方式產製輕質 預鑄牆板 (高強度效益),並以高壓灌漿工法產製超高強度預鑄牆板 (質輕效益),以大 幅提昇其各項工程性質,並藉由質輕與高強度之特質,使構件之強度效益發揮到極致。. 二、研究方法及過程 本計畫以開發高強度輕質預鑄牆板之產製技術為主要目的,研究方法及過程將由各 國輕質預鑄牆板相關文獻蒐集及試驗結果資料整理開始,其次進行配比研擬,進而研發 預鑄牆板之相關產製技術,並探討其各項工程性質,最後評估其強度效益及質輕效益。. 三、重要發現 研究結果顯示,利用低壓灌漿工法,可成功製造出輕量之中空輕質預鑄牆板,單位 重可降低至 650 kg/m3,淨斷面抗壓強度約在 7 ~ 11 MPa 之間,且其強度效益值遠比傳 統紅磚及混凝土空心磚為佳;以高壓灌漿工法產製之超高強度混凝土,其 28 天抗壓強 度可超過 560 kg/cm2 (即 55 MPa),甚至達 720 kg/cm2 (即 70 MPa) 以上,且強度效益絕 佳,達到預力用高強度混凝土之 2 倍以上,可有效縮小構件斷面。. 四、主要建議事項. (一)立即可行之建議—推廣灌漿工法產製預鑄牆板 主辦機關:內政部建築研究所 協辦機關:內政部營建署 本研究開發低壓灌漿工法產製之中空輕質預鑄牆板及高壓灌漿工法產製之 超高強度混凝土,均屬高性能之新型營建材料,不僅工程性質優良,且符合營建 工程朝向預鑄化及自動化之發展趨勢,值得進一步研究與推廣。. IX.
(13) 高強度輕質預鑄牆板之產製技術開發. (二)長期性建議—推動牆板系統模具規格之標準化 主辦機關:內政部建築研究所 協辦機關:內政部營建署、行政院公共工程委員會 本研究開發新工法產製預鑄構件,有助於推動構件預鑄化及營建自動化,惟 仍須進一步推動牆板系統模具尺寸之統一,建立標準化之規格,方可確保營建工 程品質之提昇。. X.
(14) 摘要. ABSTRACT The object of this research is to develop the high strength lightweight precast walls. By means of the characteristic of high aggregate content for the grouting method, the lightweight precast walls are produced with the low-pressure grouting method (high strength efficiency) and the high-pressure grouting procedures are used to produce the super-high strength walls (benefits from the reduced weight). Thus, the entire engineering properties could be improved significantly. In terms of lightweight and high strength, the strength efficiency of members may be increased to achieve the maximum. Test results show that, by applying the low-pressure grouting method, the hollow lightweight precast walls could be produced successfully. The unit weight could be lowered as 650 kg/m3 and the net cross-section compressive strength is about 7 ~ 11 MPa. Consequently, their strength efficiency is much better than that of traditional clay bricks and concrete hollow bricks. In addition, the super-high strength concrete made by the high-pressure grouting method possesses excellent strength efficiency. The 28-day compressive strength exceeds 560 kg/cm2 (55 MPa), even up to 720 kg/cm2 (70 MPa), which is twice higher than that of the prestressed high strength concrete. The cross-section of the member could be reduced effectively. Therefore, the high performance new type construction materials developed in this research are worthy to be further investigated and promoted.. XI.
(15) 高強度輕質預鑄牆板之產製技術開發. XII.
(16) 第一章 緒論. 第一章 緒 第一節. 論. 研究緣起與背景. 繼歐美及鄰近的日本等先進國家之後,近年來國內使用人造輕質骨材替代天然砂石 作為營建材料之研究已趨於成熟,並逐漸使用於結構與非結構用途上。輕質骨材混凝土 應用在建築材料上雖然具有質輕、耐震、隔熱、吸音、防火等優點,但強度較低則為其 潛在的缺點。目前已有研究指出,利用輕質骨材的多孔隙及高吸水率特性,以低壓灌漿 工法可成功製作輕質骨材混凝土預鑄牆板。灌漿工法之開發,可使混凝土預鑄構件中之 骨材量比傳統濕式拌合高出 30 ~ 50%,其生產所得之牆板擁有絕佳之強度效益 (強度與 單位重之比值),亦即在質輕之要求下具有優良之力學性質。 灌漿工法亦能適用於天然骨材,預期以高壓灌漿工法能輕而易舉的生產得強度超越 70 MPa 之預鑄牆板,此型牆板亦擁有甚佳之強度效益,應用於結構或非結構件時,可 大幅縮減構件尺寸而達質輕之效果,不啻為滿足現代營建環境需求之高品質創新營建材 料。 本研究主要目的為開發高強度輕質預鑄牆板,利用灌漿工法之高骨材量特性,以低 壓灌漿方式產製輕質預鑄牆板 (高強度效益),並以高壓灌漿工法產製超高強度預鑄牆板 (質輕效益),以大幅提昇其各項工程性質,並藉由質輕與高強度之特質,使構件之強度 效益發揮到極致。. 1.
(17) 高強度輕質預鑄牆板之產製技術開發. 第二節. 研究之進行方法. 本計畫以開發高強度輕質預鑄牆板之產製技術為主要目的,將由配比研擬開始,其 次研發預鑄牆板之相關產製技術,並探討其各項工程性質,最後評估其強度效益及質輕 效益。研究工作之進行方法分述如下: 1. 各國輕質預鑄牆板相關文獻蒐集及試驗結果資料整理 歐美及日本等先進國家關於輕質預鑄牆板之發展已行之有年,相較於國內 正處於起步階段,必有諸多研究成果足供吾人參考,本研究將蒐集各國相關文 獻資料,並對其試驗結果進行分析整理。. 2. 輕質預鑄牆板 (高強度效益) 及超高強度預鑄牆板 (質輕效益) 之配比研擬 灌漿工法之觀念迥異於一般傳統濕式拌合混凝土者,由於骨材是先填充於 密閉模具內,再以壓力將水泥漿體灌注其中填充粒間孔隙,因此並無一般混凝 土需因工作性而添加大量水分之考量,漿體將較傳統混凝土之漿體濃稠,其適 合之骨材級配 (或粒間孔隙量) 及含恰當之漿體組成與稠度性質,皆為配比研擬 之首要工作。. 3. 低壓灌漿工法產製輕質預鑄牆板 (高強度效益) 之技術開發 灌漿工法可依所採用之灌漿壓力分為高壓灌漿及低壓灌漿兩種,一般低壓 灌漿採用之壓力大都小於 20 kgf/cm2。低壓灌漿常用於大地工程上,如止水或建 築物傾斜扶正等,將其應用於預鑄牆板之產製上,首要目標是能把漿體充分填 充骨材之粒間孔隙,需考慮之因素包括骨材粒間孔隙、骨材吸水及漿體稠度與 灌漿壓力等,本研究將綜合上述變因,開發低壓灌漿工法輕質預鑄牆板之產製 技術。. 4. 高壓灌漿工法產製超高強度預鑄牆板 (質輕效益) 之技術開發 灌漿壓力若大於 20 kgf/cm2 即屬高壓灌漿,常應用於隧道施工湧水處理設 計中,於降低滲透性及改善軟弱地層之力學特性扮演非常重要的角色。以天然 骨材製作預鑄牆板,由於骨材吸水量極低,且堆積緻密、粒間孔隙量少,為使 漿體能充分填充粒間孔隙及強化骨材與漿體之握裹介面層,其灌漿壓力必然高. 2.
(18) 第一章 緒論. 於使用輕質骨材者,其產製技術影響之相關因子則有天然骨材之級配 (或粒間 孔隙)、漿體之組成與稠度等。另外,灌漿壓力之選擇亦需妥善考量。. 5. 輕質、超高強度預鑄牆板之工程性質探討 以前述之灌漿工法產製輕質、超高強度預鑄牆板後,將針對其單位重、吸 水率等物理性質,及抗壓強度、抗彎強度等力學性質進行一系列之分析探討, 期能符合各種結構性及非結構性構件之工程性質要求,並將結果回饋至 2、3、4 項研究,以修正相關因子之考量。. 6. 輕質、超高強度預鑄牆板之強度及質輕效益評估 低壓灌漿工法產製輕質骨材預鑄牆板之強度雖較一般混凝土低,但其強度 效益卻屬上乘;高壓灌漿工法產製超高強度預鑄牆板由於高骨材量造成單位重 較大,但其單位重量所能提供之強度亦為絕佳,本研究將評估輕質、超高強度 預鑄牆板之強度及質輕效益,並進一步據以提出使用範圍之建議。. 3.
(19) 高強度輕質預鑄牆板之產製技術開發. 4.
(20) 第二章 文獻蒐集與整理. 第二章 文獻蒐集與整理 第一節. 預鑄混凝土構件之產製. 凡利用工廠生產,以設備進行規格化、標準化製造,然後交付直接使用或於現場組 裝之產品皆可稱為預鑄製品。因此,採行預鑄工法最主要的目的在於利用高效率及系統 化的生產設備製造高品質的成品,這種品質並非現場拌合及養護混凝土所能達到;所以 推動預鑄工法取代耗費大量人力與時間的傳統工法,應為一個可以大力推展的方向。預 鑄構件的產製技術直接影響工廠之產能和構件的品質。就構件的澆鑄而言,因產品種類 及成型方式不同,可分為乾式澆置、溼式澆置、壓出成型等方式,這些技術都有其特色 及適用情況,並且由不同的設備機具與之配合。乾式澆置使用低水灰比混凝土,配合高 壓及擠壓成型技術,利用高能量頻振動連續性自動成型機器方式製造預鑄構件,一般而 言乾式澆置或擠壓成型的製造方式較適合形式簡單的構件,而濕式澆置則使用坍度較大 的混凝土,可製造形狀較複雜或較大型的構件[1,2]。澆置後之處理包括混凝土表面修 飾、脫模、養護,構件的儲存以及模具的清理等工作,皆須進行規定。而脫模的方式及 效率與模具的設計有很大的關係,養生技術則影響脫模時間 (早期強度) 及晚期強度的 發展,因此各個環節皆應注意[3]。 傳統預鑄混凝土磚是用製磚機來定型與製造,先以低水灰比混凝土灌置模具內,配 合高壓及擠壓成型技術產製預鑄構件,其主要觀念為利用高頻振動方式配合壓力,強制 使新拌混凝土在短時間內即具有自我支撐之成型能力,因此可配合產製機械達到快速連 續產製之目的。其製造須符合磚類之抗壓強度、含水量、吸水率及其他特性的規範。 為達快速產製並改變傳統施工方式品質控制不易之目的,採用自動化生產系統配合 營建整體作業流程,建立全程自動化預鑄產製為可行之趨勢。而以高壓或擠壓成型技術 產製預鑄構件之混凝土性質,須採用較低或零坍度配比,傳統振動方式因不足以產生需 要之能量,以快速改變混凝土流變行為,故必須採用超高頻振動方式,以減低成型所需 壓力。有關配比設計必須採用較高含量及高細度模數之細粒料,適度添加飛灰則能有效 改善其工作性能。為獲得穩定性產製流程及品質均勻之產品,必須由設計檢討、進料檢 驗、製程管制及成品品質檢驗等全程品質管制之方式串聯達成,而有效之品質管制模式 則必須建立在問題防止及癥結排除,並將模式標準化,才能提供充分有效的品質保證目 的,而透過實際工廠品質管制之驗證,也顯示有良好之成效[4]。. 5.
(21) 高強度輕質預鑄牆板之產製技術開發. 第二節. 灌漿工法簡介. 灌漿技術迄今已經有一百七十多年的歷史,法國工程師 Charles Berigny,於 1802 年採用黏土和石灰加水拌成糊狀的漿液,並以衝擊式鑽機鑽孔,利用唧筒注入方式 (Injection) 修補 Dieppe 港市排水閘門損壞了的圬工墻,被認為是壓力灌漿的創始人。 1838 年英人 Narc Brunel 在英格蘭的 Thames 隧道工程中開始使用水泥漿。1856 年英人 W.R. Kinipple 將灌漿方法引進英國。1876 年英人 Thomas Kawksley 在 Tunstall 水壩工程, 首先使用水泥漿,以自然流下的方法固結岩盤。到了 1886 年,英人 Greathead 發明壓縮 空氣的灌漿機械,灌注水泥漿於襯砌與岩盤間的空隙。 灌漿工法可依所採用之灌漿壓力分為高壓灌漿及低壓灌漿兩種,一般低壓灌漿採用 之壓力大都小於 20 kgf/cm2,低壓灌漿常用於止水或建築物傾斜扶正,如化學灌漿、馬 歇管灌漿、擠壓灌漿等均是;若依灌漿材之輸送方式可分為單管或雙重管之灌漿方式, 單管係指僅有一種灌漿材或灌漿材先行混合再以單管輸送;雙重管係指二種灌漿材 (如 水泥或水玻璃) 利用二組輸送管輸送而至噴嘴出口附近再行混合噴出。至於高壓灌漿通 常係指灌漿壓力大於 150 kgf/cm2 以上,部分甚至高達 300 ~ 400 kgf/cm2,灌漿工法常應 用於隧道施工湧水處理設計要件中,於降低滲透性及改善軟弱地層之力學特性始終扮演 非常重要的角色,不但可止水、消除管湧及固結地層,進而形成支撐拱環等地質改良之 先撐後挖或修復處理之重要工法[5]。 低壓灌漿一般來說也稱為滲透灌漿 (Permeation grouting) 與其他工法不同之處,在 於低壓灌漿是以灌漿液注入地盤中,藉灌漿材料填充土壤中的孔隙,達到減低地盤透水 性或增加地盤強度的效果。其目的不外乎填充土壤顆粒間孔隙以降低透水性、固結軟弱 地盤以增加強度、防止地面變位,或同時達到以上各種目的[5,6]。 現有常用灌漿工法如下[6]: 1. 滲透灌漿 (Permeation grouting) 在不明顯改變軟弱地層結構和體積的情況下,以低壓將漿液灌入地層,滲 透充填空隙。此種灌漿技術需視地層的滲透性,而選用不同的漿材。滲透係數 K 值大於 10-2 cm/sec 的地層通常採用水泥漿施灌;K 值介於 10-2 cm/sec ~ 10-4 cm/sec 時,則採用水泥與矽酸鈉溶液混合漿 (簡稱 LW 漿);至於 K 值低至 10-5 cm/sec 時,則使用更昂貴的樹脂漿;K 值低於 10-6 cm/sec 的地層通常不適用滲 透灌漿。. 6.
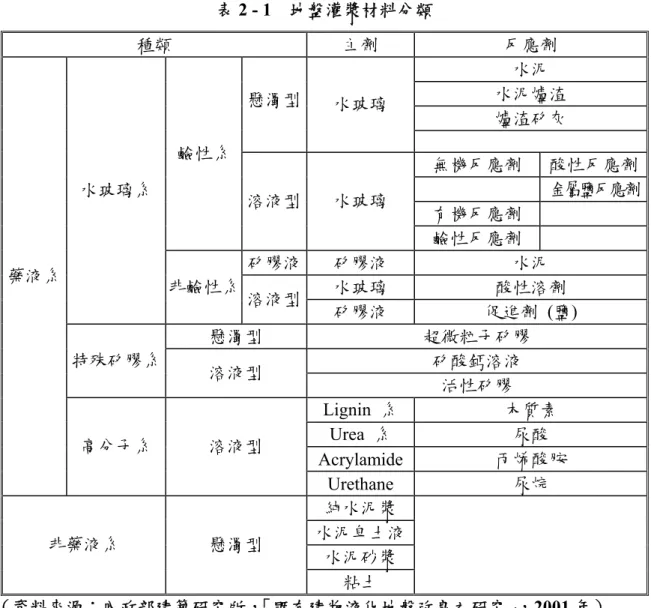
(22) 第二章 文獻蒐集與整理. 2.. 壓密灌漿 (Compact grouting) 將具有高內摩擦力且黏滯性大之濃水泥砂漿灌入可壓密的軟弱地層中,同 時排擠壓密周圍地層。這種壓密作用就像油壓千斤頂由徑向擠壓軟弱地層顆 粒,進而達到實質地密實,而形成改良固結體。. 3.. 擠入灌漿 (Squeeze grouting) 水泥漿在高壓下灌入軟弱地層,致地層因水力擠裂而分離、產生裂縫,使 漿液順利灌入。因灌入漿液的楔狀作用,故能增加軟弱地層內應力及強度,且 充填不連續空隙,使地層形成密實固結體。. 4.. 噴射灌漿 (Jet grouting) 此工法或稱高壓噴射灌漿 (High pressure grouting) 與前述灌漿技術有實質 的差別,因其完全破壞軟弱地層的結構,並使地層顆粒就地與灌入之膠結漿材 混合,形成均質固結結構體。. 因而灌漿之材料種類繁多,以流動性為其主要材料來區分,可分為下列三類: 1. 以水泥、黏土、皂土或超微粒為主之懸濁液型灌漿材料。 2.. 溶液型水玻璃系灌漿材料。. 3.. 高分子系灌漿材料。. 上述 2、3 類是一般所稱之藥液,第 1 類是屬於非藥液系灌漿材料。表 2-1 為地盤 灌漿之材料分類,非藥液系灌漿材料,一般是指水泥、黏土或兩者之懸濁液[6]。本研究 所選用之材料係採用表 2-1 中非藥液系灌漿材料中的水泥漿 (採用部分飛灰、爐石取代 水泥)。而本研究之灌漿預鑄工法與上述之滲透灌漿工法雷同,利用壓力將水泥漿灌入, 使之充滿整個模具。. 7.
(23) 高強度輕質預鑄牆板之產製技術開發. 第三節. 開發高強度輕質預鑄牆板之理念. 由於台灣地理環境特殊,在地緣上是處於環太平洋地震帶上,地震之發生相當頻 繁,再加上台灣地狹人稠,天然資源有限,高層建築更是近年來的趨勢,因此開發耐震 且節能的新建材以取代傳統建材,對於整體的營建效益上,具有相當的重要性。 在歐美先進國家及鄰近的日本,皆早已成功使用人造輕質骨材替代天然砂石作為營 建材料,應用於結構與非結構用途上。由輕質骨材所製成之輕質骨材混凝土,由於單位 重低,可有效的減輕結構物本身的自重而減少垂直力,並減小地震對結構物所形成的水 平作用力,對於位在地震帶上的台灣地區高層建築而言,具有其開發價值[7]。對於高層 建築而言,除了主體結構必須強調強度高、自重輕外,對於非結構性之構造物自重減輕 的要求也相對提高,而一般以傳統方式所製作之非結構性混凝土構件或磚類製品,已經 漸漸無法滿足現今高層建築的設計需求。 在現今勞力缺乏,工程品質要求提昇,施工速度及施工效益等各項皆要求提昇的情 形下,使得舊有的傳統工法及施工技術已無法符合現代營建的需求,因此需要藉由更標 準化及自動化的營建方法來取代之。而預鑄工法本身不但具有縮短工期、節省工程造 價、解決勞工缺乏問題等優點,且對日益受重視的環保問題及工程品質大有助益。因而 預鑄工法的發展便是走向標準化及自動化的重要途徑之一[1,2,4]。而高強度輕質預鑄牆 板便是在這種開發新工法、追求新建材的理念下,為滿足現代營建環境需求下所孕育而 生的產品。 一般而言,輕質骨材混凝土應用在建築材料上雖然具有質輕、耐震、隔熱、吸音、 防火等優點,但是也有其潛在的缺點,即強度較低,但若考慮強度效益之觀念,則其性 能極為突出。當輕質骨材應用在非結構性建材之用途上時,因為輕質骨材質量輕,雖然 可減輕混凝土的自重,但因輕質骨材與水泥漿體比重的差異較大,若以傳統的拌製方 法,易造成骨材上浮的情形,形成混合不理想的粒料分離現象[8];另一方面也容易造成 灌製試體表面的不平整,而需事後加以修飾,在施工建造上的效益便會大打折扣。就文 獻研究結果可知,利用人造輕質骨材的多孔隙及高吸水率特性,先將絕對乾燥的輕質骨 材緊密填充於密閉的模具內,並以低壓灌漿工法將水泥漿體灌入模具內;由於模具為封 閉式,因此在灌注漿體時可避免輕質骨材上浮的情形,且拆模後之磚體表面光滑平整, 有助於施工時之便利性[3,9]。由於此工法所使用之輕質骨材約較一般者多出 30 ~ 50%, 其所製作之試體單位重可降低至 800 kg/m3 以下,約是一般常重混凝土的三分之一,其. 8.
(24) 第二章 文獻蒐集與整理. 抗壓強度範圍約在 7 MPa 到 11 MPa 之間,擁有絕佳之強度效益,亦即在質輕之要求下 具有優良之力學性質[10,11]。本研究即將採用此種工法,開發質輕且具高強度效益之預 鑄牆板。 再者,由於灌漿工法可使混凝土預鑄構件中之骨材量比傳統濕式拌合高出 30 ~ 50%,若將其推廣至天然骨材混凝土,由於天然骨擁有較水泥漿優之強度性質,預期能 輕而易舉的生產得強度超越 70 MPa 之預鑄牆板。在應用於結構或非結構件時,可大幅 縮減構件尺寸而達質輕之效果。然而,由於天然骨材之級配不若輕質骨材常採用單一級 配,其堆積之緻密度將較高,亦即顆粒間孔隙較小,且骨材無法吸收水泥漿體中之水分 而達到強化介面層之效果,因此在應用灌漿工法時,必須使用較黏稠之漿體,灌漿壓力 亦隨之提高,低壓灌漿工法必需修正為高壓灌漿工法方能竟功。本研究即將利用此種工 法,開發具質輕效益之超高強度預鑄牆板。. 9.
(25) 高強度輕質預鑄牆板之產製技術開發. 表 2 - 1 地盤灌漿材料分類 種類. 主劑 懸濁型. 水玻璃. 鹼性系 水玻璃系. 藥液系. 非鹼性系. 無機反應劑 溶液型. 水玻璃. 矽膠液. 矽膠液 水玻璃 矽膠液. 溶液型. 懸濁型 特殊矽膠系. 反應劑 水泥 水泥爐渣 爐渣矽灰. 溶液型. 酸性反應劑 金屬鹽反應劑. 有機反應劑 鹼性反應劑 水泥 酸性溶劑 促進劑 (鹽) 超微粒子矽膠 矽酸鈣溶液 活性矽膠 木質素 尿酸 丙烯酸胺 尿烷. Lignin 系 Urea 系 高分子系 溶液型 Acrylamide Urethane 純水泥漿 水泥皂土液 非藥液系 懸濁型 水泥砂漿 粘土 (資料來源:內政部建築研究所,「既有建物液化地盤改良之研究」,2001 年). 10.
(26) 第三章 低壓灌漿工法產製輕質預鑄牆板. 第三章 低壓灌漿工法產製輕質預鑄牆板 第一節. 試驗計畫. 壹、低壓灌漿工法 本研究乃欲開發輕質預鑄牆板的新工法,此工法之概念與傳統混凝土的拌製方式完 全不同。一般混凝土的拌製方式是將粗細骨材與水泥漿體先拌和均勻後,再填充灌製於 所需之試體模具內。而此工法的特色是利用輕質骨材的高吸水率及單位重小之特性,先 將完全乾燥之輕質骨材裝入密閉模具內,再將水泥漿體以低壓灌漿工法灌入模具內,填 充骨材顆粒間之空隙,藉由骨材之高吸水率及在模具外以加熱處理方式,促使水泥水化 反應加速進行,縮短拆模時間,期能於自動化生產線上大量且快速的製作。此工法之詳 細施作流程如下:. 1.. 將輕質骨材進行乾燥處理,使輕質骨材處於絕乾的狀態。. 2.. 將絕乾的輕質骨材填滿密閉模具 (照片 3-1),在填入模具的過程中需加以分層 搗實,以使骨材更緻密填充於模具內,如照片 3-2 所示。. 3.. 依設計所得漿體配比,先以拌和機進行拌製,將拌製完成之漿體倒入鋼筒內。. 4.. 將鋼筒以壓力灌漿管與鋼模連接,並將空氣壓縮機接上鋼筒並啟動之,使鋼筒 內充滿壓力,其控制在 10 kgf/cm2 以下,如照片 3-3 所示。. 5.. 打開連接筏將漿體以壓力擠壓方式,從模具之灌漿孔灌入模具內骨材顆粒間空 隙,直到漿體從出漿孔溢出後,關閉連接筏,如照片 3-4 所示。. 6.. 將灌製好之模具進行加熱處理,加熱溫度約在 80 ~ 100℃之間,以縮短拆模時 間。. 7.. 拆除模具,拔出試體內部之中空鋼管,由於模具設計是屬於密閉式,因此拆除 模具後之試體表面非常平整,如照片 3-5 所示。. 本研究分別製作抗壓強度及抗彎強度試驗試體,尺寸分別為 20 cm × 20 cm × 8 cm 及 40 cm × 20 cm × 8 cm,係根據去年完成之牆板系統模具標準化研究結果所定。. 11.
(27) 高強度輕質預鑄牆板之產製技術開發. 貳、試驗項目與方法 輕質預鑄牆板試驗包括單位重、吸水率、抗壓強度、抗彎強度及熱傳導係數等五項 性質,試驗方法及步驟如下所述:. 1.. 單位重試驗 輕質預鑄牆板試體於試驗前,從養生室取出後置於溫度 105 ± 5℃之電恆溫 烘箱中乾燥 24 小時,量測其質量。. 2.. 吸水率試驗 試體使用整塊輕質預鑄牆板,將試體置於室溫 15 ~ 25℃之清水中浸 24 小 時後,擦乾試體表面並量測其重量,隨後再將試體置於溫度 105 ± 5℃之電恆溫 烘箱中乾燥 24 小時,量測其乾燥質量。. 3.. 抗壓強度試驗 本研究之抗壓強度試驗分成兩種,一種是輕質預鑄牆板之中空孔洞方向與 加載的軸向荷重方向垂直 (即試體平放),如照片 3-6 所示;另一種是輕質預鑄 牆板之中空孔洞方向與加載的軸向荷重方向平行 (即試體立放),如照片 3-7 所 示。輕質預鑄牆板試體於試驗前,先從養生室取出後將其表面乾燥,並量測其 受壓面積,隨即進行抗壓試驗以求得抗壓荷重。. 4.. 抗彎強度試驗 參照 CNS 1233 規範之規定將試體置於承壓座上,並使施壓座在兩支點 之三分點處,與試體表面接觸,如照片 3-8 所示,承壓座之兩支承桿間的 跨距為 300 mm,並於跨距中央施加縱向均布載重直至破壞為止。加壓速率 2. 須維持在每分鐘 0.88 ~ 1.23 MPa (8.8 ~ 12.3 kgf/cm )之間,直至試體破裂為 止,讀出最大載重,是為破壞載重。 5.. 熱傳導係數 熱傳導係數試驗是依照 CNS 7332 A3121 之規範施作,將試體養護 28 天後,置於烘箱烘乾 24 小時以上使達完全烘乾狀態,待其回至室溫後,量 取熱傳導試體厚度,放入熱傳儀溫箱中進行熱傳導試驗,如照片 3-9 所示。. 12.
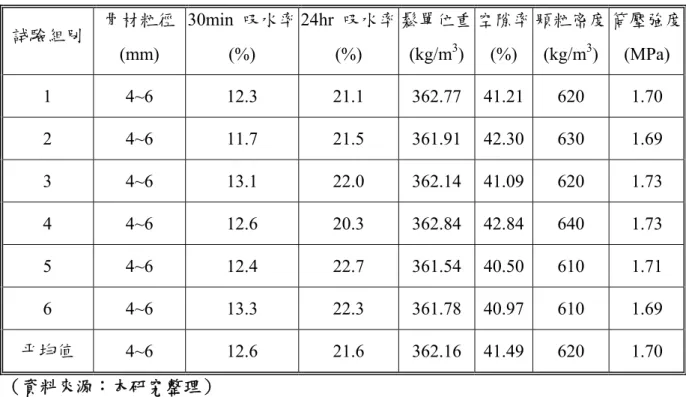
(28) 第三章 低壓灌漿工法產製輕質預鑄牆板. 第二節. 低 壓 灌 漿 工 法 產 製 輕 質 預 鑄 牆 板 (高 強 度 效 益 ). 壹、配比研擬 本研究希望能有效地降低試體的單位重,由於混凝土主要是由骨材與水泥漿體結合 而形成,若要降低混凝土的單位重,可從骨材及水泥漿體兩方面考量,因此在骨材方面 選擇顆粒密度較小的骨材,而在漿體方面則改變其材料組成,以卜作嵐材料來取代部分 水泥。漿體的配比取三種不同的水膠比 (0.5、0.6、0.7),每一種水膠比各有五種不同的 卜作嵐材料取代水泥重量比例 (0%、20%、40%、60%、80%)。 貳、產製技術開發 本研究之主要目的,在於研發利用低壓灌漿工法產製高強度效益輕質預鑄牆板之技 術,並評估此工法之可行性。對於整體預鑄產製技術,大致分成骨材的選用、漿體的配 比、灌漿壓力的調整、拆模時間的控制這四大部分進行探討。 1.. 輕質骨材的基本性質 首先就骨材的選擇方面來說,應該從骨材本身的基本性質著手,可以從骨材之顆粒. 密度及骨材顆粒間之空隙率這兩方面來探討。本研究考量使用的輕質骨材有兩種,一種 是利用石門水庫淤泥燒製而成的輕質骨材,另一種是西班牙進口的輕質骨材,這兩種骨 材的基本性質如表 3-1 所示。 就骨材的顆粒密度而言,由於本研究所產製的輕質預鑄牆板主要針對非結構性用 途,為有效降低試體的單位重量,基本上選用顆粒密度小於 1000 kg/m3 之輕質骨材。試 驗結果顯示,以石門水庫淤泥所燒製的輕質骨材,其顆粒密度平均值為 840 kg/m3,而 西班牙進口的輕質骨材,其顆粒密度平均值為 620 kg/m3,後者之顆粒密度較小,但是 其骨材的顆粒粒徑卻只有 4 ~ 6 mm,比石門水庫淤泥所燒製的輕質骨材 (骨材粒徑 8 ~ 12 mm) 要小,這是由於此兩種骨材之原料來源及生產過程並不相同所致。此外,本工 法之的試體灌製方式較為特殊,是先將絕對乾燥之輕質骨材緻密填充於密閉模具內,再 將漿體以壓力灌漿方式灌注到密閉模具內,填滿骨材顆粒間的空隙。因而就所灌製之試 體而言,試體主要是由骨材與水泥漿體兩相材料所組成,其中漿體的單位重又比骨材 大,因此若是骨材在填入模具後,其骨材顆粒間顆粒間之空隙愈少,漿體所佔有之體積. 13.
(29) 高強度輕質預鑄牆板之產製技術開發. 也就會愈少,因而整個試體的單位重量自然會降低。在骨材顆粒間之空隙率方面,本試 驗採用 CNS 1163 之粒料空隙試驗法,經由骨材基本性質試驗所得資料,由骨材之容積 比重及骨材之鬆單位質量,利用計算法算出。石門水庫淤泥所燒製的輕質骨材,其骨材 顆粒間空隙率平均值為 45.62%;西班牙進口的輕質骨材,其骨材顆粒間空隙率平均值 為 41.49%。一般而言,骨材之顆粒粒徑愈大,其顆粒間空隙率也就愈大。基於骨材之 顆粒密度及空隙率這兩點的考慮下,為能降低輕質預鑄牆板試體的單位重,因此選擇使 用西班牙輕質骨材。 然而,比較兩種骨材的筒壓強度可發現隨著骨材顆粒密度變小,其值將隨之降低。 而骨材的筒壓強度可以用來間接的測定輕質骨材強度,石門水庫淤泥所燒製的輕質骨材 其筒壓強度平均值為 2.09 MPa ,西班牙的輕質骨材其筒壓強度平均值為 1.70 MPa。以 複合材料的觀點而言,輕質骨材的強度將會影響混凝土的強度。因此,若是以提升試體 強度為目的,為了兼顧降低試體單位重及提升試體強度,則對於骨材的選擇上,骨材顆 粒密度與筒壓強度之間的取捨,便是一個考量的重點。 此外,雖然骨材顆粒間的空隙率愈小,對於降低試體單位重的效果愈明顯,但是灌 製試體時,卻會影響到漿體填充整個模具的完整性,因此漿體的流動性對於是否能夠成 功的將試體灌製完成,具有決定性的影響。此部分將在下節漿體的基本性質中作討論。 最後在骨材填充模具方面,為了使骨材能更緻密填充於模具中,本試驗使用振動台 加以振動夯實。在本研究中由於模具的設計為每塊模具間之銜接是活動式而非一體成 形,因此當骨材填充置於模具內後,並無法在骨材上方施加外力以振動夯實,否則容易 造成模具與模具銜接處的分離。因此本試驗在使用振動台對模具振動夯實時,並未施加 上壓力。試驗結果顯示,骨材在經搗實後,由於沒有施加上壓力,所以無論振動台之振 動頻率是 50 Hz 或是 30 Hz,在經過 30 秒之振動夯實後,兩種骨材堆積緻密的程度相差 不多。這是因為本研究所選用之輕質骨材本身單位重量較小,所以在振動夯實時,藉由 骨材本身自重所提供之上壓力有限,導致骨材在振動後堆積情形變化不大,因此本試驗 統一利用振動頻率 30 Hz 之振動台,振動模具 60 秒後進行灌漿試驗,促使輕質骨材之 堆積更加緻密。 2.. 漿體的基本性質 對於漿體配比的初步決定,本試驗從水膠比低的漿體開始進行試灌,試驗記錄如表. 3-2 所示。從試驗記錄中可初步掌握,在骨材顆粒間的空隙率為 41.49%的情形下,若要. 14.
(30) 第三章 低壓灌漿工法產製輕質預鑄牆板. 順利完成灌漿作業則漿體的水膠比範圍約在 0.38 ~ 0.50 之間,其次將對漿體進行流動性 試驗,試驗結果如表 3-3 所示。由表 3-2 可知,漿體之振動後流度值需大於 140%方能順 利將試體灌製成功。 本試驗中所設計之漿體配比,即以漿體流度值大於 140%為基準進行規劃設計。本 研究除了規劃三種不同水膠比配比外 (0.5、0.6、0.7),每個水膠比同時設計了五種不同 卜作嵐材料取代水泥比例 (0%、20%、40%、60%、80%),其中飛灰與爐石用量各佔取 代量的一半,這是由於在經濟效益的考量上,飛灰大量的使用雖然有助於材料成本的降 低,但是飛灰的取代量若是過大,則會不利於試體早期強度的發展,因此在試體強度與 經濟效益的考量下,決定飛灰與爐石用量各佔取代量的一半。由於卜作嵐材料如飛灰、 爐石之比重分別為 2.31、2.86,均小於水泥比重 3.15,希望藉由改變漿體的材料組成比 例來達到降低試體單位重。此外,在經濟效益的考量上,也可以降低灌製試體的材料成 本。 漿體配比研究中之漿體流動性試驗結果如表 3-3 所示。由表中可瞭解漿體在不同的 水膠比變化情形下,及添加不同比例的卜作嵐材料時,其漿體流動性的變化情形。如此 便可依照不同的灌漿條件需求,進行漿體流動性的調整,以期將灌漿失敗的機率降至最 低。而漿體流動性試驗結果顯示,漿體的流動性隨著水膠比的增加而增大。除此之外, 漿體的流動性也與飛灰、爐石添加量有關,從圖 3-1 中可知,漿體的流動性皆隨著飛灰、 爐石添加量的增加而增大,其原因是由於飛灰顆粒呈圓球狀,且其表面光滑,形成類似 軸承之效果,可增加漿體的流動性,使得拌合系統中的其他膠結料能均勻的分散;而爐 石在足夠的供水量下,因其保水性差及擴散水層大,也會增加漿體的流動性。 雖然藉由改變漿體的水膠比及卜作嵐材料的添加量,都能有效地變化漿體的流動 性,但是藉由漿體水膠比的改變更能靈敏地顯示出漿體流動性變化的幅度,如圖 3-1 所 示。 此外,將所規劃的漿體配比灌製成 5 cm × 5 cm × 5 cm 之立方試體,進行 28 天抗壓 強度試驗。試驗結果整理如表 3-4,並繪製成圖 3-2,由圖中可知,水泥漿之抗壓強度隨 著漿體水膠比的增加而降低,在每個水膠比系列中也隨著卜作嵐材料取代百分比的增加 而降低。 關於灌製試體時,漿體用量的掌控;試驗量測結果顯示,灌製一個試體 (尺寸 40 cm × 20 cm × 8 cm) 的漿體體積平均值為 2.545 × 10-3 m3,這包含了出漿孔所溢出的漿體及 壓力灌漿管中之漿體。因此,本研究在試驗時利用骨材顆粒間之空隙率,進行灌製試體. 15.
(31) 高強度輕質預鑄牆板之產製技術開發. 時漿體用量之估算。當骨材顆粒間空隙率為 41.49%,而模具體積為 4.892 × 10-3 m3 時, 以模具體積乘上骨材顆粒間空隙率再乘上放大係數 1.3 所得到之值為 2.6286 × 1 0-3 m3, 此即為利用骨材空隙率所估算之漿體用量,此估算值較實際量測值保守。 3.. 灌漿壓力的探討 灌漿壓力的調整與地質改良時所遭遇到的灌漿問題類似,皆會受到骨材顆粒間之空. 隙體積及漿體之流動能力影響,而骨材粒徑大小會造成骨材間空隙體積的變化。根據本 研究之試驗記錄表 3-2 可知,灌漿壓力與漿體的流動性及骨材顆粒間的空隙率具有密切 的關係,由於在本試驗中骨材的選用以及骨材裝填到模具內後其振動夯實的條件皆為一 致,因此可將骨材顆粒間的空隙率假設為固定值。而試驗結果顯示,當漿體的水膠比為 0.38,卜作嵐材料取代比例為 80%時,漿體的流度值為 137.5%,即使將灌漿壓力從原來 設定的 4 kgf/cm2,增大到 9 kgf/cm2,甚至到 20 kgf/cm2 也無法灌漿成功。這表示當骨材 間孔隙量過小,漿體的流動性又不佳時,一旦在漿體灌入模具時產生阻塞現象,即使持 續加大灌漿壓力也是沒有幫助的。此時只能藉由調整漿體的流動性來解決這個問題,而 試驗結果顯示,當漿體的流度值大於 140%時,不論灌漿壓力是 4 kgf/cm2 或是 9 kgf/cm2 皆能順利完成灌漿,這表示漿體流動性是控制灌漿壓力的關鍵因素,當漿體的流動性達 到所需要的灌漿條件要求時,增大灌漿壓力只能縮短整個灌漿動作的歷時。一般來說, 灌漿壓力為 4 kgf/cm2 時,完成一個模具的灌製約需 4 ~ 6 秒。 但是灌漿壓力也不可太小,因為灌漿壓力太小時,漿體要充滿整個模具之動能便會 不足,容易造成試體邊角之灌製失敗,因此本研究建議,灌漿壓力值約需控制在 4 kgf/cm2 以上,以減少試體灌製失敗的機率。此外,在試驗過程中發現,若是將骨材的粒徑增大, 則骨材顆粒間之空隙體積也會增大,此時漿體的水膠比便可降低,但是相對來說漿體的 流動性便會較差,因此可藉由灌漿壓力的增大來增加漿體的動能,以完成灌漿的動作。 4.. 拆模時間的控制 脫模時間的長短對於預鑄工法的產製流程,對生產線上的生產效能,具有相當程度. 的影響。脫模時間愈為縮短,產能就會愈為提高,而預鑄產製品的整體經濟效益可相對 提升,有利於提升產品在市場上的競爭力,這正是本研究所追求的目標之一。而脫模時 間長短的控制,主要是受制於試體達到脫模強度的水泥水化反應時間,亦即試體愈快達 到脫模強度,其拆模的時間也就愈短。此外脫模的方式及效率與模具的設計有很大的關. 16.
(32) 第三章 低壓灌漿工法產製輕質預鑄牆板. 係,也會影響到脫模的時間。一般而言,傳統的混凝土在不添加任何化學摻料及卜作嵐 材料的情形下,要達到初凝時間需約 3 ~ 5 小時,若是添加卜作嵐材料則會延遲混凝土 的初凝時間。 要縮短脫模時間可以利用以下兩種方法,一種是在漿體中添加化學摻劑以加速混凝 土凝結,可縮短拆模時間,但因此種方式需要較高的材料成本,不符經濟效益,因此本 研究並不考慮添加化學摻劑。另一種方式是利用高溫養護的方式,在灌製好的模具外面 以加熱處理法,加速水泥水化反應的進行以縮短混凝土的初凝時間;此種方式的施作過 程較為簡單且成本較低,本研究中的試驗皆採用此種方式。此外,本研究也嘗試以水膠 比較低的漿體進行灌漿,並在灌漿後的一個小時進行拆模,雖然可以順利將鋼模拆除, 但是由於混凝土與鋼模之間的黏著力還大於混凝土本身的凝結強度,鋼模拆除後試體表 面極不平整,脫模成效不彰,不符合本試驗之要求,因而此種方法並未納入本試驗之考 量範圍。 本試驗將所有灌製好的試體進行加熱處理,以 80 ~ 100℃加熱 2 小時,隨即進行脫 模。試驗結果顯示,所有試體皆可順利在灌製後兩小時進行脫模。另外,針對卜作嵐材 料取代水泥比例為 40%的三組漿體配比,進行對照試驗,對於灌製好之試體不作加熱處 理,而是在試體灌製完成後 24 小時才進行脫模動作,並在試體齡期達 28 天及 90 天時 進行抗壓強度試驗,試驗結果如表 3-5 所示,並繪成圖 3-3、圖 3-4。由圖中可看出,三 種水膠比 0.5、0.6、0.7 的試體,在經過加熱處理後,其 28 天及 90 天之抗壓強度都與未 經加熱處理者差距不大。可見以低壓灌漿工法所灌製的試體,利用加熱處理的方式,可 以縮短脫模的時間,而不會對試體之抗壓強度造成明顯的影響。 參、工程性質探討 1.. 單位重 目前預鑄構件在設計時都朝向輕量化,本試驗之研究目的亦然,希望能有效的降低. 輕質預鑄牆板的單位重,可使施工容易,易於搬運,降低成本。 各組輕質預鑄牆板試體的單位重試驗結果如表 3-6,顯然輕質預鑄牆板的單位重隨 漿體水膠比的增大而降低,而且各水膠比系列中,輕質預鑄牆板的單位重均呈現隨著卜 作嵐材料取代比例的增大而降低的趨勢,如圖 3-5 所示。這主要是由於受到漿體組成材 料的影響,一般卜作嵐材料之比重皆小於水泥,當漿體中卜作嵐材料取代水泥重量比例. 17.
(33) 高強度輕質預鑄牆板之產製技術開發. 增大時,漿體的單位重也隨之降低,致使試體整體之單位重也就呈現出下降的趨勢。再 從表 3-6 中還可得知,輕質預鑄牆板之單位重在漿體水膠比為 0.5、卜作嵐材料取代比 例 0%時為最大,其值達 807.8 kg/m3,而在漿體水膠比為 0.7、卜作嵐材料取代比例 80% 為時最小,其值只有 636.8 kg/m3。利用低壓灌漿工法所生產出之輕質預鑄牆板相較於傳 統紅磚牆及混凝土牆板,單位重僅約為紅磚牆的五分之二,一般混凝土牆板的三分之 一。將輕質預鑄牆板置於水中會浮於水面上,如照片 3-10 所示。 2.. 吸水率 輕質預鑄牆板的吸水率試驗結果如表 3-6 所示。漿體配比的水膠比越大則輕質預鑄. 牆板的吸水率也隨著增大,如圖 3-6 所示。造成試體吸水率與漿體水膠比有正比關係之 原因,乃是因為當拌合用水量愈多時,將會在試體硬固的時候出現多餘的拌和水,並且 成為游離水而蒸散,使其原處留下細微孔隙,因此試體的孔隙量愈多,便表示試體內部 組織中可以吸附外來水分的空間較多。從圖 3-6 上還可看出,各水膠比系列中,試體之 吸水率也隨著卜作嵐材料取代比例的增大而呈現增加的趨勢,此結果可能是因為卜作嵐 材料取代比例愈高,其牆板單位重愈輕,計算吸水率百分比時,所得分母愈小之故。 另外,圖 3-7 顯示輕質預鑄牆板試體吸水率與單位重量間,有一反比關係,亦即吸 水率愈高,其單位重量愈低。探究其原因,係因試體吸水率之多寡,主要是受試體內部 孔隙量所控制,而試體的孔隙量又對試體的單位重有影響。所以藉由此種關係可間接推 論出吸水率與單位重之關係,因此當試體單位重量愈輕時,吸水率便會愈高。 3.. 抗壓強度 在工程應用上,抗壓強度對建材而言是最基本要求,也是評定該類建材品質優劣的. 常用指標。本研究分別規劃 28 天及 90 天齡期的抗壓強度試驗,並且在試體的抗壓模式 上改變試體受力的方向,分成量測試體平放及立放兩種方式之抗壓強度。抗壓強度試驗 結果分析整理於表 3-6,並分別繪成圖 3-8、圖 3-9、圖 3-10、圖 3-11。 圖 3-8 為輕質預鑄牆板試體齡期 28 天,其抗壓強度與不同卜作嵐材料取代比例之 間的關係圖。從圖上觀察發現,試體的抗壓強度隨著水膠比之增大呈現下降的趨勢,另 外隨著卜作嵐材料添加量的增多,水膠比對抗壓強度的影響會逐漸減小,這是由於當卜 作嵐材料添加量增多時,水泥用量就會減少,其水化反應所生成的氫氧化鈣也會減少, 因此卜作嵐反應的效果就會逐漸不明顯,顯示卜作嵐材料超量使用,多餘的卜作嵐材料. 18.
(34) 第三章 低壓灌漿工法產製輕質預鑄牆板. 只有填充作用,強度不會隨著漿體水膠比降低而提高。此外,不論是在何種水膠比系列, 抗壓強度與卜作嵐材料取代比例間,皆具有一反比關係。意即隨著卜作嵐材料添加量的 增加,試體的抗壓強度會隨之降低。 圖 3-9 為試體齡期 90 天時,其抗壓強度與不同卜作嵐材料取代比例之間的關係圖。 從圖 3-8 與圖 3-9 中觀察發現,試體在齡期 90 天時,其抗壓強度不僅趨勢與 28 天時相 同,且並無增加,其原因是由於試體之抗壓強度受制於骨材強度的影響,以複合材料觀 點而言,抗壓強度是由骨材強度與漿體強度所組成,然而當骨材強度小於漿體強度時, 此時試體破壞的強度便由骨材控制,因此當試體在齡期 28 天時之抗壓強度已達到試體 破壞的最大荷重,自然的試體在齡期 90 天時之抗壓強度,就無明顯的強度成長變化。 所以若能提升輕質骨材的強度,輕質預鑄牆板的抗壓強度也將可隨之提高。 此外,由圖 3-10 與圖 3-11 可知,改變試體的抗壓加載方式試驗結果顯示,輕質預 鑄牆板試體以立放之方式抗壓時,其 28 天與 90 天之抗壓強度趨勢,雖然與試體平放時 變化趨勢相似,但是其 90 天之抗壓強度卻較 28 天之抗壓強度略為成長,這顯示試體在 平放抗壓時,其抗壓強度除了受制於骨材強度影響外,也會因為排孔方式的改變,而受 到本身試體結構破壞形式不同的影響。圖 3-12 為輕質預鑄牆板與水泥漿強度之變化關 係圖,將圖中所有測點座標依其趨勢走向作二段式線性迴歸處理,從二迴歸線之交點定 出分界強度值,其輕質預鑄牆板之分界強度值為 9 MPa,此時水泥漿強度約為 30 MPa。 此結果意味著,水泥用量宜控制在水泥漿強度 30 MPa 以下較為經濟。 對於試體單位重與抗壓強度間之關係探討,將試驗結果繪製成圖 3-13,並由圖中觀 察發現,當試體的單位重量愈高時,其抗壓強度愈大,彼此之間呈正比趨勢。這是由於 試體強度與試體內部細微空隙含量有一定程度的關係,當試體的單位重愈大時表示試體 內部組織愈密實,試體內部空隙較少,而空隙在試體內是屬於弱面結構,當試體單位重 愈大時,弱面結構減少,抗壓強度自然會提升。 4.. 抗彎強度 試體在不同水膠比下,改變卜作嵐材料取代水泥比例,經由三分點載重試驗所得到. 的輕質預鑄牆板抗彎載重結果列於表 3-6。試驗結果顯示,輕質預鑄牆板抗彎強度隨卜 作嵐材料含量改變的變化趨勢 (如圖 3-14 所示) 與抗壓強度成長的變化趨勢大致上相 似,都隨卜作嵐材料含量增加而降低。由於模具設計之關係,使得輕質預鑄牆板試體中 央排孔位置之距離為 8 cm,與三分點載重試驗之中央加載跨距 10 cm 不同,所以加載. 19.
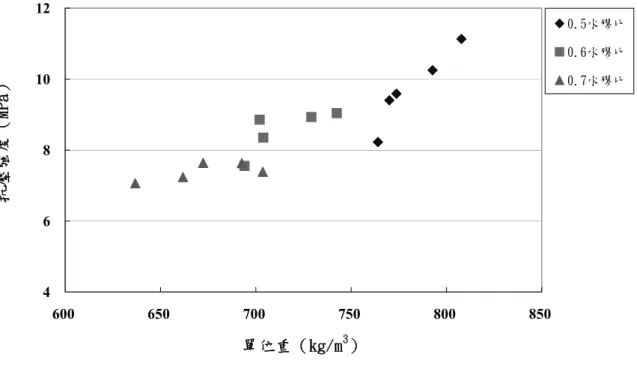
(35) 高強度輕質預鑄牆板之產製技術開發. 時,加載之荷重並未直接加載於排孔正上方,因此試驗所得之抗彎強度值並非試體抗彎 破壞強度之最小值。 5.. 熱傳導係數 試體在不同水膠比下,改變卜作嵐材料取代水泥比例,以平版試驗法進行所得輕質. 預鑄牆板熱傳導係數試驗結果列於表 3-6。一般普通混凝土的熱傳導係數約介於 1.0 ~ 1.5 kcal/m-hr-℃之間,而輕質預鑄牆板之熱傳導係數則約介於 0.2 ~ 0.3 kcal/m-hr-℃之間, 幾乎只有普通混凝土的 1/5 ~ 1/6,可知其隔熱性極為優越。 由圖 3-15 可知水膠比對輕質預鑄牆板熱傳導係數之影響,當卜作嵐材料取代水泥 量為 0%時,W/B = 0.5、0.6、0.7 之輕質預鑄牆板熱傳導係數分別為 0.299、0.275 及 0.256 kcal/m-hr-℃。顯示水膠比愈大者,熱傳導係數愈低。其餘各種卜作嵐材料取代比例 (20%、40%、60%、80%) 亦顯示同樣趨勢,即同一卜作嵐材料取代比例下,水膠比愈 高者,熱傳導係數愈低。由於孔隙的含量與結構為影響熱傳導係數主要因素之一,而混 凝土內部毛細管孔為多餘的水分所形成,因此水膠比愈大,代表用水量愈多,形成之毛 細管孔亦愈大、愈多,輕質預鑄牆板之熱傳導係數就會愈低。 由圖 3-16 可知卜作嵐材料對輕質預鑄牆板熱傳導係數之影響,W/B = 0.5 時,熱傳 導係數介於 0.256 ~ 0.299 kcal/m-hr-℃之間,而當卜作嵐材料取代水泥量由 0%增加至 80%,熱傳導係數有較大幅度的降低趨勢,約在 17%左右;當 W/B = 0.6、0.7 時,熱傳 導係數呈現較平穩的下降趨勢,二條趨勢線大約平行,降幅則約在 13%左右。其原因為 材料比重愈大,熱傳導係數愈大,本實驗之水泥的比重為 3.13,飛灰為 2.31,爐石為 2.86, 因此添加飛灰及爐石來取代水泥,可降低水泥用量,減少單位重,輕質預鑄牆板因此具 有較低的熱傳導係數。 肆、強度效益評估 強度效益在本文定義為試體每單位重量所能提供的強度。輕質預鑄牆板的抗壓強度 試驗結果顯示,本研究所灌製的試體其淨斷面抗壓強度約在 11.13 ~ 7.06 MPa 之間,試 體之單位重大約介於 800 ~ 600 kg/m3 之間,強度效益約為 0.012 ~ 0.014 MPa/(kg/m3), 與市面上常見之輕質磚強度效益值 0.010 MPa/(kg/m3) 及傳統紅磚強度效益值 0.005 MPa/(kg/m3) 相比較,利用低壓灌漿工法所生產之輕質預鑄牆板,其強度效益值明顯較 優異。若以全斷面抗壓強度考量,則普通混凝土空心牆板之強度效益約為 0.003. 20.
(36) 第三章 低壓灌漿工法產製輕質預鑄牆板. MPa/(kg/m3),本研究所灌製的輕質預鑄牆板試體其全斷面抗壓強度約在 4.45 ~ 2.83 MPa 之間,其強度效益約為 0.005 ~ 0.006 MPa/(kg/m3),相較之下,仍以輕質預鑄牆板之強度 效益較佳。. 伍、應用於建築工程上之適用性分析 本計畫開發之輕質預鑄牆板,其強度效益值 (強度/單位重) 較一般市售中空牆板 高,且尺寸標準化,易施工吊裝。另外,本產品之生產成本,主要在於預鑄廠之設備及 人事成本,材料成本僅佔小部分,若採用自動化生產設備,可大量且迅速地生產高品質 預鑄構件,應用於建築工程上,僅需於工地現場進行組裝,符合未來發展趨勢,且極具 經濟效益。. 21.
(37) 高強度輕質預鑄牆板之產製技術開發. 表 3 - 1 輕質骨材基本性質 西班牙輕質骨材. 試驗組別. 骨材粒徑 30min 吸水率 24hr 吸水率 鬆單位重 空隙率 顆粒密度 筒壓強度 (mm). (%). (%). (kg/m3). (%). (kg/m3). (MPa). 1. 4~6. 12.3. 21.1. 362.77. 41.21. 620. 1.70. 2. 4~6. 11.7. 21.5. 361.91. 42.30. 630. 1.69. 3. 4~6. 13.1. 22.0. 362.14. 41.09. 620. 1.73. 4. 4~6. 12.6. 20.3. 362.84. 42.84. 640. 1.73. 5. 4~6. 12.4. 22.7. 361.54. 40.50. 610. 1.71. 6. 4~6. 13.3. 22.3. 361.78. 40.97. 610. 1.69. 平均值. 4~6. 12.6. 21.6. 362.16. 41.49. 620. 1.70. (資料來源:本研究整理). 石門水庫淤泥所燒製之輕質骨材. 試驗組別. 骨材粒徑 30min 吸水率 24hr 吸水率 鬆單位重 空隙率 顆粒密度 筒壓強度 (mm). (%). (%). (kg/m3). (%). (kg/m3). (MPa). 1. 8~12. 4.87. 9.56. 460.65. 44.51. 830. 1.96. 2. 8~12. 4.47. 9.99. 456.21. 45.57. 840. 2.15. 3. 8~12. 4.53. 9.64. 456.54. 46.74. 860. 2.17. 平均值. 8~12. 4.62. 9.73. 457.80. 45.61. 840. 2.09. (資料來源:本研究整理). 22.
(38) 第三章 低壓灌漿工法產製輕質預鑄牆板. 表 3 - 2 灌漿試驗結果 卜作嵐材料 取代百分比. 漿體之流度值 (%). 試驗結果. 0.39. 灌漿壓力 (kgf/cm2) 3. 0%. 140. 失敗. 0.39. 3. 80%. 170. 失敗. 0.38. 4. 0%. 110. 失敗. 0.39. 4. 0%. 140. 成功. 0.39. 4. 80%. 170. 成功. 0.50. 4. 0%. 170. 成功. 0.38. 9. 0%. 110. 失敗. 0.38. 9. 80%. 137.5. 失敗. 0.39. 9. 80%. 170. 成功. 漿體水膠比. (資料來源:本研究整理) *灌漿成功之定義即為漿體可順利灌注至模具內並完全填充整個模具 *灌漿失敗之定義即為無法達到上述之要求. 23.
(39) 高強度輕質預鑄牆板之產製技術開發. 表 3 - 3 水泥漿體流動性試驗結果 漿體水膠比. 卜作嵐材料取代百分比. 流度值 (%). 0.38. 80%. 137.5. 0.38. 60%. 130. 0.38. 40%. 122.5. 0.38. 20%. 117.5. 0.38. 0%. 110. 0.39. 80%. 170. 0.39. 60%. 165. 0.39. 40%. 150. 0.39. 20%. 145. 0.39. 0%. 140. 0.5. 80%. 225. 0.5. 60%. 210. 0.5. 40%. 200. 0.5. 20%. 185. 0.5. 0%. 170. 0.6. 80%. 270. 0.6. 60%. 260. 0.6. 40%. 245. 0.6. 20%. 230. 0.6. 0%. 210. 0.7. 80%. 300. 0.7. 60%. 300. 0.7. 40%. 300. 0.7. 20%. 290. 0.7. 0%. 280. (資料來源:本研究整理). 24.
(40) 第三章 低壓灌漿工法產製輕質預鑄牆板. 表 3 - 4 水泥漿 28 天抗壓強度試驗結果 試體編號. 抗壓強度 (MPa). 0.5-0. 54.94. 0.5-20. 45.18. 0.5-40. 41.07. 0.5-60. 30.27. 0.5-80. 20.34. 0.6-0. 26.41. 0.6-20. 24.10. 0.6-40. 25.24. 0.6-60. 19.11. 0.6-80. 16.56. 0.7-0. 18.80. 0.7-20. 18.92. 0.7-40. 15.90. 0.7-60. 11.35. 0.7-80. 10.58. (資料來源:本研究整理). 25.
(41) 高強度輕質預鑄牆板之產製技術開發. 表 3 - 5 輕質預鑄牆板未經加熱處理之抗壓強度試驗結果 齡期. 28. 90. 試體編號. 淨斷面抗壓強度 (MPa). 0.5-40-N. 9.73. 0.6-40-N. 8.30. 0.7-40-N. 6.95. 0.5-40-N. 9.63. 0.6-40-N. 8.93. 0.7-40-N. 7.52. (資料來源:本研究整理) 註:試體編號中第一碼水膠比,第二碼卜作嵐材料百分比,第三碼加熱處理 例:0.5-40-N 為水膠比 0.5,卜作嵐材料含量 40%,未加熱處理. 26.
(42) 第三章 低壓灌漿工法產製輕質預鑄牆板. 表 3 - 6 輕質預鑄牆各項試驗結果 24hr 試體 單位重 吸水率 3 編號 (kg/m ) (%). 28 天抗壓強度 90 天抗壓強度 28 天抗壓強度 90 天抗壓強度 -試體平放 -試體平放 -試體立放 -試體立放 抗彎強度 熱傳導係數 (MPa) (MPa) (MPa) (MPa) (MPa) (kcal/m-hr-℃) 全斷面 淨斷面 全斷面 淨斷面 全斷面 淨斷面 全斷面 淨斷面. 0.5-0 807.8 13.79. 4.45. 11.13. 4.45. 11.12. 7.80. 10.20. 8.70. 11.38. 1.12. 0.299. 0.5-20 792.7 14.02. 4.10. 10.25. 4.13. 10.33. 6.69. 8.75. 6.99. 9.14. 1.08. 0.297. 0.5-40 773.8 14.34. 3.83. 9.59. 4.17. 10.42. 6.41. 8.39. 6.99. 9.14. 0.98. 0.278. 0.5-60 770.0 15.65. 3.76. 9.40. 3.95. 9.88. 5.79. 7.57. 6.57. 8.60. 0.89. 0.270. 0.5-80 764.0 16.65. 3.29. 8.23. 3.33. 8.33. 5.59. 7.32. 6.02. 7.88. 0.77. 0.256. 0.6-0 742.5 16.68. 3.62. 9.04. 3.64. 9.11. 6.35. 8.31. 6.56. 8.58. 1.24. 0.275. 0.6-20 729.1 18.71. 3.57. 8.93. 3.58. 8.95. 6.33. 8.28. 6.60. 8.63. 0.96. 0.264. 0.6-40 702.0 19.18. 3.54. 8.85. 3.57. 8.91. 6.20. 8.11. 6.76. 8.84. 1.04. 0.264. 0.6-60 703.9 20.82. 3.34. 8.35. 3.36. 8.39. 5.35. 6.99. 5.98. 7.83. 0.78. 0.252. 0.6-80 694.1 23.40. 3.02. 7.55. 3.09. 7.72. 4.77. 6.24. 5.33. 6.97. 0.84. 0.243. 0.7-0 692.6 22.64. 3.05. 7.63. 3.07. 7.68. 5.78. 7.56. 5.81. 7.60. 1.13. 0.256. 0.7-20 703.6 22.11. 2.96. 7.39. 3.13. 7.82. 5.15. 6.74. 5.82. 7.61. 0.82. 0.253. 0.7-40 672.4 22.98. 3.06. 7.64. 3.05. 7.63. 5.35. 6.99. 5.71. 7.47. 1.06. 0.243. 0.7-60 661.8 23.69. 2.90. 7.24. 2.93. 7.32. 4.84. 6.33. 5.66. 7.40. 0.84. 0.237. 0.7-80 636.8 24.87. 2.83. 7.06. 2.90. 7.25. 4.45. 5.83. 5.17. 6.76. 0.66. 0.226. (資料來源:本研究整理). 27.
(43) 高強度輕質預鑄牆板之產製技術開發. 350. 0.38水膠比 0.39水膠比. 300. 0.5水膠比. 流度值(%). 250. 0.6水膠比 0.7水膠比. 200 150. 流度值 140%. 100 50 0 0%. 20%. 40%. 60%. 80%. 100%. 卜作嵐材料取代水泥百分比. 圖 3 - 1 添加卜作嵐材料對漿體流動性之影響 (資料來源:本研究整理) 60 0.5水膠比. 抗壓強度(MPa). 50. 0.6水膠比 0.7水膠比. 40 30 20 10 0 0%. 20%. 40%. 60%. 80%. 100%. 卜作嵐材料取代水泥百分比. 圖 3 - 2 添加卜作嵐材料對漿體流動性之影響 (資料來源:本研究整理). 28.
(44) 第三章 低壓灌漿工法產製輕質預鑄牆板. 12 經加熱處理. 抗壓強度(MPa). 10. 未經加熱處理. 8 6 4 2 0 0.5-40. 0.6-40. 0.7-40. 不同水膠比試體. 圖 3 - 3 輕質預鑄牆板 28 天抗壓強度之比較 (資料來源:本研究整理). 12 經加熱處理. 抗壓強度(MPa). 10. 未經加熱處理. 8 6 4 2 0 0.5-40. 0.6-40. 0.7-40. 不同水膠比試體. 圖 3 - 4 輕質預鑄牆板 90 天抗壓強度之比較 (資料來源:本研究整理). 29.
(45) 高強度輕質預鑄牆板之產製技術開發. 850 0.5水膠比 0.6水膠比. 3. 單位重(kg/m ). 800. 0.7水膠比. 750. 700. 650. 600 0%. 20%. 40%. 60%. 80%. 100%. 卜作嵐材料取代水泥百分比. 圖 3 - 5 輕質預鑄牆板 90 天抗壓強度之比較 (資料來源:本研究整理). 30 0.5水膠比. 25. 0.6水膠比. 吸水率(%). 0.7水膠比. 20 15 10 5 0 0%. 20%. 40%. 60%. 80%. 100%. 卜作嵐材料取代水泥百分比. 圖 3 - 6 摻加卜作嵐材料對輕質預鑄牆板吸水率之影響 (資料來源:本研究整理). 30.
(46) 第三章 低壓灌漿工法產製輕質預鑄牆板. 30 0.5水膠比. 28. 0.6水膠比. 26. 0.7水膠比. 吸水率(%). 24 22 20 18 16 14 12 10 600. 650. 700. 750. 800. 850. 3. 單位重(kg/m ). 圖 3 - 7 輕質預鑄牆板吸水率與單位重關係 (資料來源:本研究整理). 12 0.5水膠比. 10. 0.6水膠比. 抗壓強度(MPa). 0.7水膠比. 8 6 4 2 0 0%. 20%. 40%. 60%. 80%. 100%. 卜作嵐材料取代水泥百分比. 圖 3 - 8 摻加卜作嵐材料對輕質預鑄牆板 28 天抗壓強度之影響 (平放) (資料來源:本研究整理). 31.
(47) 高強度輕質預鑄牆板之產製技術開發. 12 0.5水膠比 0.6水膠比. 10. 抗壓強度(MPa). 0.7水膠比. 8 6 4 2 0 0%. 20%. 40%. 60%. 80%. 100%. 卜作嵐材料取代水泥百分比. 圖 3 - 9 摻加卜作嵐材料對輕質預鑄牆板 90 天抗壓強度之影響 (平放) (資料來源:本研究整理) 12 0.5水膠比. 抗壓強度(MPa). 10. 0.6水膠比 0.7水膠比. 8 6 4 2 0 0%. 20%. 40%. 60%. 80%. 100%. 卜作嵐材料取代水泥百分比. 圖 3 - 10 摻加卜作嵐材料對輕質預鑄牆板 28 天抗壓強度之影響 (立放) (資料來源:本研究整理). 32.
(48) 第三章 低壓灌漿工法產製輕質預鑄牆板. 12 0.5水膠比. 10. 0.6水膠比 0.7水膠比. 抗壓強度(MPa). 8 6 4 2 0 0%. 20%. 40%. 60%. 80%. 100%. 卜作嵐材料取代水泥百分比. 圖 3 - 11 摻加卜作嵐材料對輕質預鑄牆板 90 天抗壓強度之影響 (立放) (資料來源:本研究整理). 輕質預鑄牆板抗壓強度(MPa). 12. 11. 10. 9. 8. 7. 6 0. 10. 20. 30. 40. 50. 60. 水泥漿強度(MPa). 圖 3 - 12 輕質預鑄牆板與水泥漿強度之關係圖 (資料來源:本研究整理). 33.
(49) 高強度輕質預鑄牆板之產製技術開發. 12 0.5水膠比. 抗壓強度(MPa). 0.6水膠比. 10. 0.7水膠比. 8. 6. 4 600. 650. 700. 750. 800. 850. 3. 單位重(kg/m ). 圖 3 - 13 輕質預鑄牆板抗壓強度與單位重關係 (資料來源:本研究整理). 1.4 0.5水膠比. 抗彎強度(MPa). 1.2. 0.6水膠比. 1.0. 0.7水膠比. 0.8 0.6 0.4 0.2 0.0 0%. 20%. 40%. 60%. 80%. 100%. 卜作嵐材料取代水泥百分比. 圖 3 - 14 摻加卜作嵐材料對輕質預鑄牆板 28 天抗彎強度之影響 (資料來源:本研究整理). 34.
(50) 第三章 低壓灌漿工法產製輕質預鑄牆板. 熱傳導係數(kcal/m.hr.℃). 0.32 0.30 取代量0% 取代量20% 取代量40% 取代量60% 取代量80%. 0.28 0.26 0.24 0.22 0.20 0.35. 0.45. 0.55. 0.65. 水膠比(W/B). 圖 3 - 15 水膠比與熱傳導係數之關係 (資料來源:本研究整理). 熱傳導係數(kcal/m.hr.℃). 0.32 0.30 0.28 W/B=0.5. 0.26. W/B=0.6 W/B=0.7. 0.24 0.22 0.20 0. 20. 40. 60. 80. 100. 卜作嵐材料取代量(%). 圖 3 - 16 卜作嵐材料取代量與熱傳導係數之關係 (資料來源:本研究整理). 35.
(51) 高強度輕質預鑄牆板之產製技術開發. 照片 3 - 1. 密閉試體鋼模. (資料來源:本研究拍攝). 照片 3 - 2. 將骨材振動夯實緻密填充於模具內 (資料來源:本研究拍攝). 36.
(52) 第三章 低壓灌漿工法產製輕質預鑄牆板. 照片 3 - 3. 將空氣壓縮機與試體連接於鋼筒上 (資料來源:本研究拍攝). 照片 3 - 4. 當漿體從出漿孔溢出後即灌漿完成 (資料來源:本研究拍攝). 37.
(53) 高強度輕質預鑄牆板之產製技術開發. 照片 3 - 5. 灌製完成之試體表面平整. (資料來源:本研究拍攝). 照片 3 - 6. 抗壓強度試驗 (平放). (資料來源:本研究拍攝). 38.
(54) 第三章 低壓灌漿工法產製輕質預鑄牆板. 照片 3 - 7. 抗壓強度試驗 (立放). (資料來源:本研究拍攝). 照片 3 - 8. 抗彎強度試驗. (資料來源:本研究拍攝). 39.
(55) 高強度輕質預鑄牆板之產製技術開發. 照片 3 - 9. 熱傳導試驗. (資料來源:本研究拍攝). 照片 3 - 10 高強度效益之輕質預鑄牆板 (資料來源:本研究拍攝). 40.
(56) 第四章 高壓灌漿工法產製超高強度預鑄牆板. 第四章 高壓灌漿工法產製超高強度預鑄牆板 第一節. 試驗計畫. 壹、高壓灌漿工法 本研究乃欲開發超高強度預鑄牆板的新工法,此工法之概念與傳統混凝土的拌製方 式完全不同。一般混凝土的拌製方式是將粗細骨材與水泥漿體先拌和均勻後,再填充灌 製於所需之試體模具內。而此工法係將一般常重粗骨材緻密填充於密閉模具內,再將水 泥 (砂) 漿以高壓擠入方式將漿體灌入其中,使之填充於粗骨材間的粒間空隙,以探討 在不同配比水泥 (砂) 漿條件下,漿體之工作度及施作過程中之振動方法、振動時機等 因素與硬化後混凝土抗壓強度間的相互關係,藉此找出水泥 (砂) 漿之最適當配比,以 及施作過程中之振動方法與時機,使其達到最佳的強度。此工法之詳細施作流程如下:. 1.. 將骨材洗淨後自然乾燥,使處於氣乾的狀態。. 2.. 將骨材填滿密閉模具 (照片 4-1、照片 4-2),在填入模具的過程中需分二層搗 實,以使骨材更均勻填充於模具內,如照片 4-3 所示。. 3.. 依設計配比以大型拌和機進行漿體之拌製。. 4.. 啟動高壓灌漿機 (照片 4-4),關閉壓力艙前端之灌漿管路筏門使其保持密閉, 將漿體倒入壓力艙上方之漏斗中後啟動倒退開關,使漿體緩慢吸入壓力艙內, 隨後啟動前進開關將空氣壓出。. 5.. 打開筏門並啟動前進開關,將漿體以高壓力擠壓方式,灌入模具內填充於骨材 顆粒間之空隙,由於模具係處於密閉狀態,漿體灌滿時僅有水份會從模具組合 之縫隙噴出 (照片 4-5),漿體如能成功順利灌入,時間約 2 ~ 3 秒內即可完成。. 6.. 關閉筏門,分開模具與高壓灌漿管後取走模具,拆卸灌漿機徹底清洗及保養。. 7.. 試體拆模後進行養護。. 本研究之試體尺寸均為直徑 10 cm、高度 20 cm 之圓柱試體。. 41.
(57) 高強度輕質預鑄牆板之產製技術開發. 貳、試驗項目與方法 本研究之各項相關試驗方法、詳細施作流程及步驟如下所述: 1. 粗骨材乾搗單位重試驗 本研究採三種不同粒徑組合之骨材,以 1/2〞及 3/8〞之配比為例說明,先各別 測出 1/2〞及 3/8〞骨材之乾搗單位重,再各依其體積之 25% + 75% (1/2〞+ 3/8〞)、 50% + 50%、75% + 25%比率各換算成重量,骨材量需放大 1.05 倍,再混合均勻,分 三層搗實裝入單位重測試鋼筒中,稱重後即可經計算求得該骨材粒徑組合配比之乾 搗單位重。本研究將取粗骨材乾搗單位重最大者,進行後續之灌漿試驗,以得骨材 最緻密之堆積及用漿量最少之要求。 2. 新拌混凝土單位重試驗 模具填滿骨材後 (先測得骨材用量) 於灌漿前秤重紀錄,灌漿後再秤重紀錄,可 以得到灌入之漿體量,因為骨材重量已知,可進而推估每立方公尺各種材料之使用 量,並求得新拌混凝土單位重。 3. 混凝土抗壓強度試驗 試體於試驗前,先從養生室取出後將其表面乾燥,再以石灰蓋平,設定萬能試 驗機之試驗參數,隨即進行抗壓試驗以求得抗壓荷重。. 42.
(58) 第四章 高壓灌漿工法產製超高強度預鑄牆板. 第二節. 高 壓 灌 漿 工 法 產 製 超 高 強 度 預 鑄 牆 板 (質 輕 效 益 ). 壹、配比研擬 為產製具質輕效益之超高強度預鑄牆板,除需選取強度較高之天然骨材外,高強度 之水泥漿體亦不可或缺,本研究初步設定 0.38、0.34、0.30、0.26、0.22 五組水膠比之水 泥漿進行試灌組 (代號 A0) 之配比設計及試作,依據不同水膠比下水泥漿之試灌結果及 混凝土 7 天之抗壓強度,經評估並適度調整後選用 0.34、0.30、0.28,共 3 組水膠比配 比進行正式試驗 (依選用骨材粒徑大小分 A、B、C 三組)。為顧及漿體之流動性,並降 低單位重及成本,本研究參酌前節輕質預鑄牆板之試驗成果,選定添加 30%卜作嵐材料 取代部分水泥 (其中爐石 20%、飛灰 10%)。若漿體流動性不佳時,則添加適量之強塑 劑以增加流動性。另外,亦考慮添加部分細砂以節省膠體材料,經試驗測試後,以粒徑 #50 ~ #100 號篩間之細砂取代 25%水泥漿體積 (代號 A1 組,粗骨材粒徑同 A 組),唯漿 體之流動性需在可接受之範圍,因此同時添加適量之強塑劑,其添加與否及添加量多 寡,則依試驗結果決定之。 貳、產製技術開發 超高強度預鑄牆板由於使用之漿體極為黏稠,小型空壓機提供之能量已不敷所需, 因此本研究另開發油壓式灌漿機具,壓力艙鋼筒直徑 30 公分、長 86 公分,灌漿管路內 徑為 5/8〞、外徑為 1〞,其灌漿壓力可達 140 kgf/cm2 (即 2000 psi) 以上,故基本上只要 可以拌合成漿,且漿體流動性足以順利進入灌漿機之壓力艙內,即可進行高壓灌漿。 模具方面則不留出漿孔,空氣考慮由模具組合之間隙間排出,以確保施工之安全性 及完成灌漿之機率。試體鋼模採用四部份鋼材組合而成,鋼模上方預留一處內徑為 5/8〞、外徑為 1〞之灌漿口,試體鋼模尺寸外觀尺寸為 13 cm × 13 cm × 23 cm,內部為 直徑 10 cm、高度 20 cm。 以下分別就粗骨材粒徑組合的選用、漿體的配比選擇、試體振動方法與時機等三大 部分進行探討。 1.. 粗骨材粒徑組合的選用. 43.
數據


+7





相關文件
You are given the wavelength and total energy of a light pulse and asked to find the number of photons it
Reading Task 6: Genre Structure and Language Features. • Now let’s look at how language features (e.g. sentence patterns) are connected to the structure
volume suppressed mass: (TeV) 2 /M P ∼ 10 −4 eV → mm range can be experimentally tested for any number of extra dimensions - Light U(1) gauge bosons: no derivative couplings. =>
According to the Heisenberg uncertainty principle, if the observed region has size L, an estimate of an individual Fourier mode with wavevector q will be a weighted average of
incapable to extract any quantities from QCD, nor to tackle the most interesting physics, namely, the spontaneously chiral symmetry breaking and the color confinement..
• Formation of massive primordial stars as origin of objects in the early universe. • Supernova explosions might be visible to the most
The difference resulted from the co- existence of two kinds of words in Buddhist scriptures a foreign words in which di- syllabic words are dominant, and most of them are the
One, the response speed of stock return for the companies with high revenue growth rate is leading to the response speed of stock return the companies with
