Industrial & Engineering Chemistry Research is published by the American Chemical Society. 1155 Sixteenth Street N.W., Washington, DC 20036
Article
Process Chemistry and Design Alternatives for Converting
Dilute Acetic Acid to Esters in Reactive Distillation
Wan-Jen Hung, I-Kuan Lai, Yi-Wei Chen, Shih-Bo Hung,
Hsiao-Ping Huang, Ming-Jer Lee, and Cheng-Ching Yu
Ind. Eng. Chem. Res., 2006, 45 (5), 1722-1733 • DOI: 10.1021/ie050604h Downloaded from http://pubs.acs.org on November 18, 2008
More About This Article
Additional resources and features associated with this article are available within the HTML version: • Supporting Information
• Links to the 1 articles that cite this article, as of the time of this article download • Access to high resolution figures
• Links to articles and content related to this article
Process Chemistry and Design Alternatives for Converting Dilute Acetic Acid to
Esters in Reactive Distillation
Wan-Jen Hung,†I-Kuan Lai,†Yi-Wei Chen,†Shih-Bo Hung,‡Hsiao-Ping Huang,† Ming-Jer Lee,‡and Cheng-Ching Yu*,†
Department of Chemical Engineering, National Taiwan UniVersity, Taipei 106-17, Taiwan, and Department of Chemical Engineering, National Taiwan UniVersity of Science and Technology, Taipei 106-07, Taiwan
This work explores the recovery of acetic acid aqueous solution with different acid concentrations. Instead of separating acid from water using azeotropic distillation, acetic acid is converted to acetate via esterification. Two questions then arise. First, what is a better choice of alcohol (e.g., ranging from methanol to pentanol, C1-C5) for the esterification? This is a solvent selection problem. Second, what is the more economical process flowsheet (e.g., a stand-alone reactive distillation versus a pretreatment unit followed by a reactive distillation)? For the solvent selection problem, an earlier study [Tang et al., AIChE J. 2005, 51, 1683-1699] has indicated that the esterifications using methanol or pentanol is much more economical as compared to other choices (e.g., ethanol, 2-propanol, or butanol). Quantitative analysis reveals that the production of methyl acetate (from methanol and acetic acid) is not tolerant to acid concentration variation, and a very-high-purity acid feed is needed to achieve product specification. Thus, methanol is ruled out for esterification and pentanol is selected to convert acid to the ester. Next, a systematic design procedure is taken to design the process flowsheets and the total annual cost (TAC) is used to discriminate between different flowsheets, with and without pretreatment unit. A range of acetic acid concentration is explored, varying from 100 wt %, to 75 wt %, to 50 wt %, and then to 30 wt %. The TAC analysis shows that a stand-alone reactive distillation is more economical than the flowsheet with a pretreatment unit.
1. Introduction
Aqueous solutions of acetic acid are often produced in many chemical and petrochemical processes such as in the manufac-turing of terephthalic acid, dimethyl terephthalate, cellulose ester, and acetate rayon.1-6Among the industrial relevant examples, the acetic acid concentration ranges from ∼70 wt % (e.g., terephthalic acid) to 35 wt % (e.g., cellulose acetate) and possibly down to 2-6 wt % for wood distillation.1-3
Generally, two approaches can be taken to recover acetic acid from these streams. The conventional approach is acetic acid dehydration, using simple distillation, heterogeneous azeotropic distillation with an entrainer, or solvent extraction followed by distillation.1,7Because of the tangent pinch, the heterogeneous azeotropic distillation is typically used in industrial practice. Chien et al.6has given a nice summary of the entrainer selection and comparisons are made for three different entrainers. Instead of recovering high-purity acetic acid, an attractive alternative is to convert acetic acid to acetate via an esterification reaction using alcohols. Neumann and Sasson8were among the first to study the esterification of 20-60 wt % acetic acid with methanol, and a conversion of 70%-80% can be achieved. Xu et al.1have studied the esterification of a very dilute acetic acid (3-10 wt %), using reactive distillation, and experimental results show that a conversion of 50% can be obtained with∼30 wt % methyl acetate in the product stream. Saha et al.3explore the 30 wt % acetic acid esterification using n-butanol and iso-amyl alcohol in a reactive distillation column. Almost 60% conversion can be achieved with a 2:1 alcohol excess. Bianchi et al.5have studied the esterification of a very dilute acetic acid
(6 wt %) in batch mode using n-butanol and 2-ethyl-1-hexanol. Almost 70% conversion can be obtained with 5 h of residence time. From these experimental studies, two observations can be made: (1) the conversion is relatively low and (2) the product purity is relatively low, compared to typical reactive distillation operations.9,10 In addition to the relative low-purity acetate product composition, it is not clear why a specific alcohol (e.g., methanol, butanol, or iso-amyl alcohol) is chosen. This corre-sponds to the problem of determining the process chemistry,11,12 which is rarely discussed in the literature.12
In this work, we intend to answer the following questions. First, for dilute acetic acid esterification, what will be the best choice of alcohol (e.g., methanol, ethanol, propanol, etc.)? Here, we limit the choice of alcohol to the range of C1-C5.13Second, after the candidate alcohols are known, we will investigate the best process configuration for the dilute acid esterification (e.g., do we need pretreatment for the dilute acid?). Aqueous acetic acid of 30 wt %, to 50 wt %, to 75 wt %, to 100 wt % (for comparison) are studied and the product specification for the acetates is 99 mol % (or the highest achievable purity level). 2. Steady-State Design
The esterification of the acetic acid with different alcohols follows the elementary reaction
The alcohols of interest include methanol (MeOH), ethanol (EtOH), 2-propanol (IPOH), n-butanol (BuOH), and n-pentanol (amyl alcohol, AmOH), and the corresponding products are methyl acetate (MeAc), ethyl acetate (EtAc), isopropyl acetate (IPAc), n-butyl acetate (BuAc), and amyl acetate (AmAc),
* To whom correspondence should be addressed. Tel.: +886-2-3365-1759. Fax: +886-2-3366-3037. E-mail: [email protected].
†National Taiwan University.
‡National Taiwan University of Science and Technology.
acid + alcohol T k-1 k1
acetate + water (1)
10.1021/ie050604h CCC: $33.50 © 2006 American Chemical Society Published on Web 02/02/2006
respectively. The reaction is catalyzed by an acidic cation-exchange resin and, typically, a pseudo-homogeneous kinetic
model is used. Tang et al.13have given the model expressions and corresponding parameter values. To account for nonideality in a vapor-liquid equilibrium (VLE) and a vapor-liquid-liquid equilibrium (VLLE) for these quaternary systems, the NRTL model or UNIQUAC model is used for activity coefficients.13 Because of atmospheric pressure operation, the only vapor-phase nonideality considered is acetic acid dimerization, which is described by the Hayden-O’Conell second virial coefficient model. The Aspen Plus built-in association parameters are used to compute fugacity coefficients. All the simulations are performed using Aspen Plus and Aspen Dynamics.
2.1. Specification, Assumptions, and Design Procedure. To provide a common basis for comparison, the product specification is set to 99 mol % of acetate or the best achievable product purity13and the production rate is set to 50 kmol/h for the acetate. Because Aspen Plus is used for steady-state simulation, the following assumptions are made: (i) assume 100% tray efficiency, (ii) the column diameter is set by the vapor flow rate and a 10 cm weir height is assumed, and (iii) the solid catalyst occupies 50 vol % of the tray holdup.
Figure 1. Total annual costs (TACs) (based on a production rate of 50
kmol/h) for five esterification systems.
Figure 2. Two possible flowsheets for a dilute acetic acid esterification system.
Figure 3. Attainable top product composition (XD,MeAc) when the bottoms composition (XB,H2O) is held constant at XB,H2O) 98 mol % as the acetic acid feed composition changes.
As mentioned in Tang et al.,13the design variables include the number of reactive trays (Nrxn), the numbers of rectifying and stripping trays (NR and NS, respectively), and feed tray locations for the heavy and light reactants (NFheavyand NFlight). (See Cheng and Yu.14) A systematic design procedure is used for the steady-state design and a sequential approach is taken to obtain improved design by varying NR/NS, Nrxn, and NFheavy/ NFlight. The reason for this is that the convergence of reactive distillation flowsheets is not quite as robust as the conventional distillation counterpart. It is more reliable to perform the design improvement in a sequential manner. Here, the total annual cost (TAC) determined by Douglas15 is used to evaluate the appropriateness of a design. The TAC is defined as
assuming a pay-back period of 3 years. Tang et al.13give the procedure and cost models for the TAC computation. The design procedure consists of the following steps:
(1) Set the reactants feed ratio to 1 (i.e., FR ) FAcid/FAlcohol
) 1).
(2) Fix the number of reactive trays (Nrxn).
(3) Place the heavy reactant feed (NFheavy) on the top of the reactive zone and introduce the light reactant feed (NFlight) on the lowest tray of the reactive zone.
(4) Guess the number of trays in the rectifying section (NR) and the stripping section (NS).
(5) Change the reflux flow (R) and heat input (QR) (type I flowsheet) or organic reflux flow (R) and stripper heat input (QR,S) (type II flowsheet) or heat input (QR) (type III flowsheet) until the product specification is met.
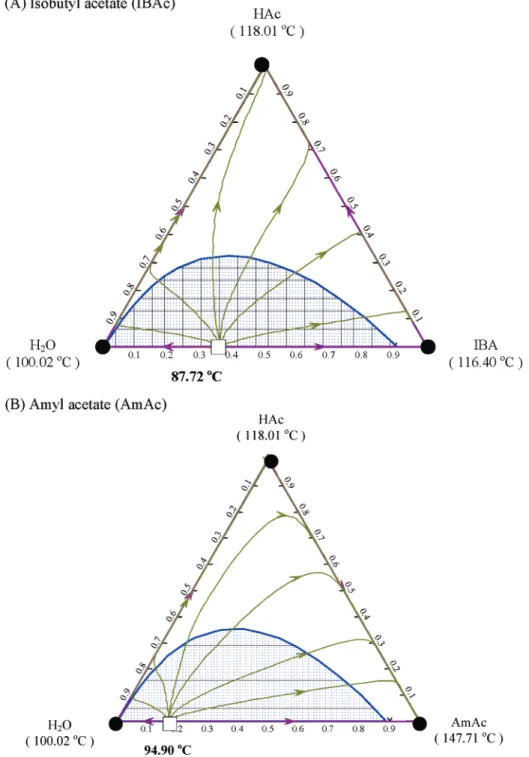
Figure 4. Residual curve maps (RCMs) and two-liquid zone for the acetic acid dehydration using isobutyl acetate and amyl acetate as the entrainer.
TAC ) operating cost +capital cost 3
(6) Return to step 4 and change NRand NSuntil the TAC is minimized.
(7) Return to step 3 and find the feed locations (NFheavyand NFlight) until the TAC is minimized.
(8) Return to step 2 and vary Nrxnuntil the TAC is minimized. It should be emphasized here that this procedure provides a workable approach for the design of reactive distillation. No claim is made with regard to the global optimality of the design. 2.2. Process Chemistries and Design Alternatives. Here, we explore the process chemistry for dilute acetic acid recovery
using alcohols ranging from methanol to n-pentanol (C1-C5). The selection of a different alcohol results in different esteri-fication reaction and possibly different process flowsheet. The selection criterion is based on the steady-state economics (i.e., the total annual cost, TAC).
Tang et al.13 have shown that the TACs of esterification reactions with pure acetic acid with alcohols ranging from methanol (MeOH) to n-pentanol (AmOH) may differ by a factor of 3 (Figure 1). The process flowsheets vary as the alcohol changes from C1(MeOH) to C5(AmOH). Figure 1 shows that
Figure 5. TAC for acetic acid dehydration with acetic acid (HAc) product composition of 99.2 mol % with different designs in the HAc feed composition
of 30 wt %.
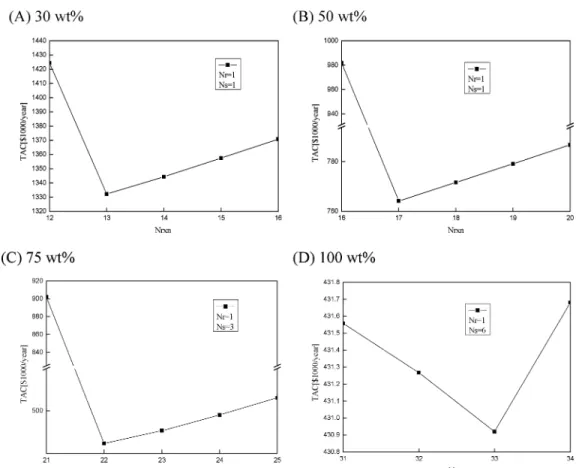
Figure 6. Effect of the number of reactive trays (Nrxn) as the design of a single reactive distillation column for amyl acetate (AmAc) when the HAc feed
the production of ethyl acetate and iso-propyl acetate are the most expensive, with TACs exceeding $1 000 000. Therefore, the chemical routes using ethanol and 2-propanol for acid recovery are eliminated. The TACs for the production of MeAc and AmAc are less than $500 000. Therefore, the esterifications using MeOH and AmOH are likely chemical routes for dilute acetic acid recovery. The use of n-butanol for the esterification gives a TAC of $750 000, which is almost twice that of MeAc production. Therefore, the esterification of BuOH will not be explored further in this work. In summary, the two process chemistries that have been chosen are
Note that the selection is based on the TACs of esterification reactions with pure acetic acid as the feed.
Basically, two approaches can be taken to design esterification systems using dilute acetic acid. One obvious flowsheet is to feed the dilute acid directly into a reactive distillation column, as shown in Figure 2A. However, a single reactive distillation may not be feasible as the lower limit of acetic acid concentra-tion reaches 30 wt % (11.4 mol %). This may lead to asymmetric operation of the reactive distillation column with a large amount of excess water (e.g., an water:acetate ratio of 9:1). This configuration is denoted as flowsheet A: without pretreatment.
An alternative is to purify the acid feed to an acceptable level and then feed the concentrated acid into a reactive distillation column, as shown in Figure 2B. Therefore, we have two process units in series. One is, typically, a heterogeneous azeotropic column for acetic acid dehydration6 and the other unit is a reactive distillation column with the concentrated acetic acid and alcohol as feed streams. This flowsheet is termed flowsheet B: with pretreatment.15
If the flowsheet with pretreatment is chosen, two decisions must be made. One is the selection of an entrainer for the heterogeneous azeotropic column. As noted by Chien et al.,6 some of the acetates are likely candidates for acetic acid dehydration. They include ethyl acetate, iso-butyl acetate, and n-butyl acetate, which show much improved economical potential, as compared to direct distillation (without entrainer). As noted by Doherty and Malone9 and Smith,11 one should prefer the chemicals from the same plant as the entrainer, if available. Therefore, amyl acetate is also considered as a likely entrainer for amyl alcohol esterification. The second decision is to determine the purity level of acetic acid from the bottom of the heterogeneous azeotropic column. Unlike acetic acid dehydration, we only need to purify the acid to a degree such that the total annual cost of the entire flowsheet is minimized. Therefore, the acid purity level will be considered as a design variable in a later section.
Table 1. Steady-State Operating Conditions and Total Annual Cost (TAC) for Recovery Acetic Acid without Pretreatment for n-Pentanol (Relative to the Case Number of HAc Fraction in the Feed)
Value parameter 100 wt % (100 mol %) 75 wt % (47.4 mol %) 50 wt % (23.1 mol %) 30 wt % (11.4 mol %)
total number of trays including the reboiler 41 27 20 16
number of trays in stripping section, NS 6 3 1 1
number of trays in reactive section, Nrxn 33 22 17 13
number of trays in rectifying section, NR 1 1 1 1
reactive trays 7-39 4-25 2-18 2-14
acetic acid feed tray 36 24 17 12
pentanol feed tray 39 25 18 14
feed flow rate of acid (kmol/h) 50 50 50 50
feed flow rate of pentanol (kmol/h) 50 50 50 50
top product flow rate (kmol/h) 49.96 105.91 217.43 440.63
bottom product flow rate (kmol/h) 50.03 49.64 49.21 48.35
reflux flow rate (kmol/h) 52.23 48.16 71.79 139.26
bottom vapor flow rate (kmol/h) 122.62 175.01 323.13 651.62
XD,aq acid 0.0010 0.00459 0.00385 0.00372 alcohol 0.00711 0.00645 0.00506 0.00411 acetate 0.00011 0.00023 0.00032 0.00038 water 0.99178 0.98873 0.99076 0.99179 XB acid 0.00805 0.00697 0.00765 0.00676 alcohol 0.00195 0.00302 0.00232 0.00323 acetate 0.99000 0.99000 0.99000 0.99000 water 5.66× 10-16 4.22× 10-12 8.11× 10-10 1.04× 10-9 condenser duty (kW) -1283.00 -1845.36 -3396.69 -6789.01 subcooling duty (kW) -186.67 -226.86 -416.42 -830.79 reboiler duty (kW) 1295.15 1840.41 3405.30 6876.45 column diameter (m) 1.225 1.454 2.018 2.957
condenser heat-transfer area (m2) 23.85 35.70 71.21 144.22
subcooling heat-transfer area (m2) 21.86 26.74 52.42 105.88
reboiler heat-transfer area (m2) 36.49 51.86 95.95 193.76
Damko¨hler number, Da 9.58 3.64 2.88 1.98
total capital cost (× $1000) 790.24 794.00 1048.71 1518.65
column 404.26 343.39 378.66 470.85
column trays 69.44 58.83 71.45 102.01
heat exchangers 316.54 391.79 598.61 945.79
total operating cost ($1000/yr) 167.51 227.93 414.61 826.01
catalyst cost 20.81 19.53 29.06 47.74
energy cost 146.70 208.41 385.54 778.27
TAC ($1000/yr) (50 kmol/h of AmAc) 430.92 492.60 764.18 1332.23
methanol + acetic acid T methyl acetate + water (2) amyl alcohol + acetic acid T amyl acetate + water (3)
3. Chemical Route: Methyl Acetate
As shown in Figure 1, the methanol esterification is the most economical process when pure acetic acid is used. Two possible flowsheets for dilute acid recovery are considered in this section. The purity level for MeAc is set to the attainable 98%.13
3.1. Without Pretreatment. The MeAc reactive distillation is known to be very nonlinear with input multiplicity.13,16One reason for this is that the MeAc product corner is a saddle, instead of a node, as shown in the residual curve map (RCM).13 Attempts have been made for dilute acetic acid esterification while maintaining the 98% MeAc and water purities simulta-neously without success. Figure 3 shows that the 98% MeAc product purity is not feasible when the feed acetic acid concentration drops below 98.8% with the water purity held at
98% by changing the reboiler duty. This observation implies that the tolerable acetic acid concentration variation is very small, if the high-purity product specifications (for MeAc and water) are required. In other words, a single reactive distillation for converting dilute acetic acid to MeAc is not feasible and flowsheet A is eliminated for MeAc production. The design alternative (flowsheet B) is explored next.
3.2. With Pretreatment. The flowsheet with pretreatment is considered here. We use the worst-case scenario (i.e., 30 wt % HAc) to illustrate the design of the acetic acid dehydration column. Following the work of Chien et al.,6 the iso-butyl acetate is used as the entrainer for the heterogeneous azeotropic column (Figure 4A). Note that the product, MeAc, is not a good candidate, because the two liquid zone cannot produce
purity water (as can be seen from the MeAc-H2O-HAc13) and it is not possible to reach the two-liquid zone in the top of the column. The bottoms HAc product specification is set to 99.2% HAc, to obtain high-purity MeAc in the reactive distillation column.
The next step is to design a heterogeneous azeotropic column with iso-butyl acetate as the entrainer. The HAc feed composi-tion is 11.4% (30 wt %) acetic acid with a flow rate of 438.98 kmol/h, and the product specification is 99.2% of HAc in the bottoms with the top H2O composition exceeding 99.85%. Figure 5 gives TACs for different total numbers of trays and different feed trays. All TACs clearly are greater than $2 600 000, which is much more expensive, when compared to the other esterification processes (e.g., Figure 1). As will be shown later, actually, converting dilute acetic acid to acetate is much more economical than the HAc dehydration, even using the more efficient heterogeneous azeotropic distillation column.6Despite having the lowest TAC when pure HAc is used, the chemical route of methanol esterification does not look promising for dilute HAc recovery. The second best choice, AmOH, is considered next.
4. Chemical Route: Amyl Acetate
4.1. Without Pretreatment. In this section, amyl alcohol is used to convert dilute acid into amyl acetate. Unlike the saddle characteristic of the MeAc system, both products are nodes as discussed in Tang et al.13 and Figure 4B shows the water formation via liquid-liquid equilibrium. Following the design
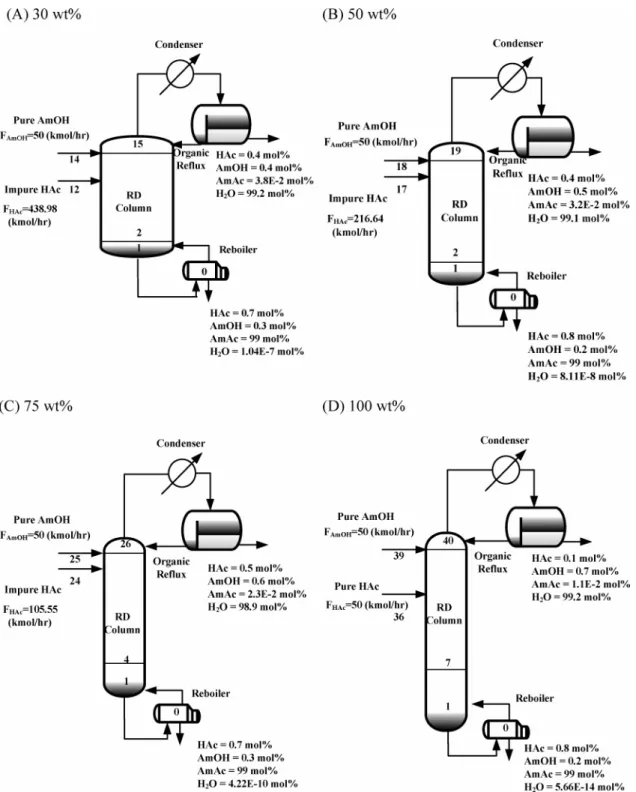
procedure in section 2, a single reactive distillation column is able to convert very dilute HAc (e.g., 30 wt % or 11.4 mol %) to acetate. To explore the effects of HAc purity on the design of reactive distillation, the four purity levels examined were 30 wt %, 50 wt %, 75 wt %, and 100 wt %. As noted by Chiang et al.17and Tang et al.,13the feed tray location is a dominant design variable for the pure-reactant case. However, Figure 6 shows that the number of reactive trays (Nrxn) also has an increasingly important role as the purity level of HAc drops. Table 1 summarizes resultant design for all four cases. It is interesting to note that the number of reactive trays (Nrxn) and total number of trays decreases (see Table 1). The reason for that is the column diameter also increases as HAc becomes more and more dilute (the column diameter is set by the vapor rate). Thus, the total weight of catalyst actually increases by a factor of 2 as the HAc concentration decreases from 100 wt % to 30 wt %, which implies that, as the HAc concentration decreases, a reactive distillation with larger reactors with fewer equilibrium stages is preferred from steady-state economic perspective for the amyl acetate system. The interaction between reaction and separation capabilities is an interesting issue in the design of a recycle plant,18,19 and the results presented here offer useful insight when the reactant concentration varies. Also note that top and bottoms flow rates change from 1:1 to 9:1 as the HAc feed composition varies from 100% to 11.4% (see Table 1). Figure 7 gives the process configurations for all four cases.
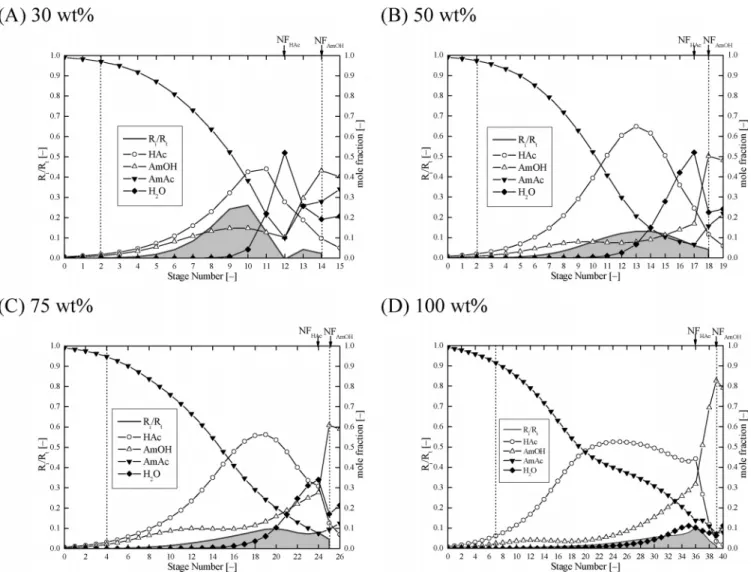
Figure 8 shows the changes in the profiles of HAc and H2O as the feed composition changes. The shaded areas in Figure 8
indicate the fraction of total reactions in each tray. The results show that the major reaction zone moves from the upper reactive section (Figure 8D) down to the middle section of the reactive zone (Figure 8A) as HAc concentration varies from 100 wt % to 30 wt %, which coincides with one’s intuition.
In summary, the amyl alcohol seems to be a good choice to recover dilute acetic acid (down to 30 wt %). The TAC increases by a factor of 3 as the HAc feed composition decreases to 11.4 mol % (30 wt %). This has great economical potential, as compared to some other choice of process chemistry (see Figure 1). It is also interesting to see the gradual change in the process configurations (from small reactors + large equilibrium stages to larger reactors + small equilibrium stages) as the HAc feed composition decreases.
4.2. With Pretreatment. In this section, we would like to answer the question of whether the design with a HAc pretreatment unit can offer a better economical incentive. Because AmAc is the product of the esterification reaction, it is the top choice for the entrainer, if feasible. The RCM and two-liquid zone of Figure 4B show that the minimum boiling azeotrope is located at the AmAc-H2O edge and is inside the
two-liquid zone. Therefore, toward the top of the heterogeneous azeotropic column, we will have relatively pure water, provided with enough equilibrium stages. Thus, some of the AmAc is recycled back to the azeotropic column to serve as an entrainer. The next question then becomes to what degree dilute HAc should be purified. This gives a design variable for the design of the flowsheet (azeotropic column/reactive distillation). An HAc purity that is too low will increase the load on the reactive distillation colum, and an HAc purity that is too high will lead to a large energy demand of the azeotropic column. TAC is used to determine the correct purity level for HAc. The results (Figure 9) show that, indeed, the best HAc product composition is∼65 mol % for the case of 50 wt % and 30 wt % HAc in the feed. Table 2 summarizes the resultant steady-state operating conditions for these two cases. The entire process configuration for the case of 30 wt % HAc feed is shown in Figure 10. Note that a relatively large entrainer flow rate (6.5 kmol/h) is used and almost 10% AmAc can be found in the bottoms of the azeotropic column. This is acceptable when the entrainer AmAc is recycled from the product stream. Figure 11 gives the
Figure 9. Acetic acid feed concentration to the reactive distillation column from the bottoms of the heterogeneous azeotropic column for (A) 30 wt % HAc
composition profiles in the azeotropic column and the reactive distillation column for the same case (30 wt % HAc).
4.3. Summary. The results presented in this section clearly show that amyl alcohol is a good candidate to convert dilute
acetic acid to acetate. Either the flowsheet without pretreatment (single reactive distillation) or the flowsheet with pretreatment unit using AmAc as an entrainer exhibits resilience for acid concentration variations (as opposed to the choice of methanol).
Figure 10. Process flowsheets for the recovery of 30 wt % HAc azeotropic column for HAc dehydration, followed by a reactive distillation column to
convert to AmAc.
Table 2. Steady-State Operating Conditions and the Total Annual Cost (TAC) for Flowsheets with Pretreatment
30 wt % HAc in Feed 50 wt % HAc in Feed
parameter azeotropic column reactive distillation column azeotropic column reactive distillation column
total number of trays including the reboiler 8 37 14 37
number of trays in stripping section, NS 4 3 10 3
number of trays in reactive section, Nrxn 32 32
number of trays in rectifying section, NR 3 1 3 1
acetic acid feed tray 5 33 10 33
alcohol feed tray 35 35
feed flow rate of acid (kmol/h) 50 48 50 47.4
feed flow rate of alcohol(kmol/h) 50 50
top product flow rate (kmol/h) 372.45 70.49 147.67 70.49
bottom product flow rate(kmol/h) 73.04 52.55 72.97 52.48
reflux flow rate (kmol/h) 92.62 65.55 37.76 65.55
bottom vapor flow rate (kmol/h) 571.21 155.75 226.63 155.75
entrainer flow rate (kmol/h) 6.5 4
XD,aq
acid 0.0045 0.0025 0.018 0.0025
alcohol 1.48e-05 0.0068 3.94e-05 0.0068
acetate 0.00056 0.00016 0.00079 0.00016 water 0.995 0.991 0.982 0.991 XB acid 0.65 0.0074 0.65 0.0074 alcohol 0.00033 0.0026 0.00028 0.0026 acetate 0.084 0.99 0.053 0.99
water 0.27 3.03e-12 0.297 3.03e-12
condenser duty (kW) -5196.18 -1501.4527 -2069.88 -1501.4527
subcooling duty (kW) -707.54447 -205.79761 -290.37 -205.79761
reboiler duty (kW) 5385.75 1523.96895 2137.51 1523.96895
column diameter (m) 1.75 1.34 1.09 1.34
weir height (m) 0.05 0.1 0.05 0.1
condenser heat-transfer area (m2) 114.32 29.23 45.06 29.23
subcooling heat transfer area (m2) 90.81 21.03 36.99 21.03
reboiler heat transfer area (m2) 151.76 42.94 60.23 42.94
total capital cost ($1000) 988.27 834.54 614.45 834.54
column 146.15 417.74 144.11 417.74
column trays 21.13 73.78 18.68 73.78
heat exchangers 820.99 343.03 451.66 343.03
total operating cost ($1000/yr) 609.34 196.67 241.89 196.67
catalyst cost 0 172.54 0 172.54
energy cost 609.34 24.13 241.89 24.13
However, the TAC comparison in Figure 12 shows that the stand-alone reactive distillation is more economical for the cases
of 50 wt % and 30 wt % of HAc feed concentration. Figure 12 also reveals that the difference in TACs becomes smaller as the acid composition decreases. Nevertheless, amyl alcohol with single reactive distillation is a better choice for dilute acetic acid recovery.
5. Conclusion
The recovery of dilute acetic acid through esterification in reactive distillation has been studied. Process chemistries and design alternatives have been explored. Alcohols of interest range from methanol, to ethanol, to 2-propanol, to n-butanol, to n-pentanol. The steady-state economicssthe total annual cost (TAC) in particularsis used to discriminate different process chemistries and design alternatives. A preliminary screen eliminates ethanol, 2-propanol, and n-butanol, because of the higher TACs that are observed when pure HAC is used. Next, methanol is eliminated, because it shows a limited ability to handle HAc feed concentration variations (flowsheet without pretreatment) or is extremely expensive for acetic acid dehydra-tion with a high purity HAc specificadehydra-tion (flowsheet with pretreatment). This leaves only the one choice of converting
Figure 11. Composition profiles for 30 wt % HAc recovery process in (A) an azeotopic column and (B) a reactive distillation column.
Figure 12. TAC comparisons for aqueous acetic acid recovery using amyl
alcohol for designs with and without pretreatment units (azeotropic column
dilute acetic acid to amyl acetate via esterification. Either the flowsheet using single reactive distillation or the flowsheet with pretreatment using amyl acetate as the entrainer work quite well for HAc feed concentration variations from 75 wt % to 30 wt %. A detailed TAC comparison indicates that the flowsheet without pretreatment (single reactive distillation) is a better choice for converting dilute acetic acid to acetate.
Acknowledgment
We thank an anonymous reviewer for their thoughtful comments and useful suggestions. This work is supported by the Ministry of Economic Affairs, under Grant No. 93-EC-17-A-09-S1-019.
Nomenclature AmAc ) amyl acetate
AmOH ) amyl alcohol (n-pentanol)
Da ) Damko¨hler number for the entire column FAcid) acid feed flow rate (mol/s)
FAlcohol) alcohol feed flow rate (mol/s) FR ) feed ratio
MeAc ) methyl acetate MeOH ) methanol NFAcid) acid feed location NFAlcohol) alcohol feed location
Table A1. Sizing of Equipment and Catalyst Weight Calculation
parameter remarks equations
AR[m2] reboiler heat-transfer area A
R[m 2
] ) QR
UR∆TR
AC[m2] condenser heat-transfer area A
C[m 2] ) QC UC∆TC DC[m] column diameter D C[m] )
x
5.67× 10-8 π(
V F V)
MW LC[m] column height LC[m] ) 0.7315NTmcat[kg] catalyst weight
mcat[kg] )π× DC
2× 0.9 × h weir× 0.5
4 × Fcat Table A2. Equations for TAC Calculation
costs equation remarks
Capital Costs
column cost [$] ) (CMS/280)[101.9DC1.066LC0.802(2.18 + FC)] FC) 3.67
tray cost [$] ) (CMS/280)(4.7DC1.55LCFC) FC) 4.5
Operating Costs
heat-exchanger cost [$] ) (CMS/280)(A
0.65(2.29 + F
C)) FC) 5.06 for the reboiler;
FC) 3.75 for the condenser
steam cost [$/yr] ) ($CS/453.59 kg)(QR/λV/)(8150 h/yr) cooling water cost [$/yr] ) ($0.03/3.785 m3)(0.001 m3/kg)(Q
C/30)(8150 h/yr)
catalyst cost (assuming a catalyst life of 3 months) [$] ) mcat[kg]× ($7.7162/kg) × 4
Table A3. Notation and Parameter Values for Tables A1 and A2
parameter value units/type remarks
CMS 1108.1 $ Marshall and Swift index (as of 2000)
QR W reboiler duty
UR 788.45 W m-2K-1 overall heat-transfer coefficient of reboiler
∆TR 25 K temperature driving force of reboiler
QC W condenser duty
UC 473.07 W m-2K-1 overall heat-transfer coefficient of condenser
∆TC K log-mean temperature driving force computed from the bubble and
dew point temperatures of process stream cooling water inlet and outlet temperature of 32 and 49°C
V kmol/h maximum vapor flow rate (from simulation)
FV kg/m3 averaged vapor density in the column (from simulation)
Fcat 770 kg/m3 catalyst density for Amerlyst 15
hweir 0.10 m weir height for reactive trays
MW kg/kmol averaged molecular weight (from simulation)
NFheavy) heavy reactant feed location NFlight) light reactant feed location
NR) number of trays in the rectifying section Nrxn) number of trays in the reactive section NS) number of trays in the stripping section NT) total number of trays
QC) condenser duty (W)
QR) reboiler duty of the reactive distillation column (W) R) reflux flow rate (mol/s)
r ) reaction rate (mol/s*m3) Ri) reaction on tray i (mol/s)
Rtot) total reaction in the column (mol/s) k1) forward rate constant (mol s-1m-3) k-1) backward rate constant (mol s-1 m-3))
Keq) equilibrium constant for the esterification reaction mcat) catalyst weight (kg)
RD ) reactive distillation column TAC ) total annual cost ($)
XB) liquid mole fraction in the bottom product XD) liquid mole fraction in the distillate
XD,org) organic liquid mole fraction in the decanter XD,aq) aqueous liquid mole fraction in the decanter
Appendix. Total Annual Cost (TAC) Calculation
In the TAC calculation, a pay-back period of 3 years is assumed and a Marshall and Swift index (CMS) of 1108.1 is used. The necessary equipment sizing and catalyst weight calculation are tabulated in Table A1. Table A2 gives the equations for the capital and operating costs calculation, and the necessary parameters are list in Table A3.
Literature Cited
(1) Xu, Z. P.; Afacan, A.; Chuang, K. T. Removal of Acetic Acid from Water by Catalytic Distillation. Part 1: Experimental Studies. Can. J. Chem. Eng. 1999, 77, 676-681.
(2) Xu, Z. P.; Afacan, A.; Chuang, K. T. Removal of Acetic Acid from Water by Catalytic Distillation. Part 2: Modeling and Simulation Studies. Can. J. Chem. Eng. 1999, 77, 682-687.
(3) Saha, B.; Chopade, S. P.; Mahajani, S. M. Recovery of Dilute Acetic Acid through Esterification in a Reactive Distillation Column. Catal. Today
2000, 60, 147-157.
(4) Demiral, H.; Yildirim., M. E. Recovery of acetic acid from waste streams by extractive distillation. Water Sci. Technol. 2003, 47, 183-188. (5) Bianchi, C. L.; Ragaini, V.; Pirola, C.; Carvoli, G. A new method to clean industrial water from acetic acid via esterification. Appl. Catal., B
2003, 40, 93-99.
(6) Chien, I. L.; Zeng, K. L.; Chao, H. Y.; Liu, J. H. Design and control of acetic acid dehydration system via heterogeneous azeotropic distillation. Chem. Eng. Sci. 2004, 59, 4547-4567.
(7) Pham, H. N.; Doherty, M. F. Design and Synthesis of Heterogeneous Azetropic Distillations. 1. Heterogeneous Phase-Diagrams. Chem. Eng. Sci.
1990, 45, 1823-1836.
(8) Neumann, R.; Sasson, Y. Recovery of Dilute Acetic Acid by Esterification in a Packed Chemorectification Column. Ind. Eng. Chem. Process Des. DeV. 1984, 23, 654-659.
(9) Doherty, M. F.; Malone, M. F. Conceptual Design of Distillation System; McGraw-Hill: New York, 2001.
(10) Sundmacher, K.; Kienle, A. ReactiVe Distillation: Status and Future Directions; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Ger-many, 2003.
(11) Smith, R. Chemical Process Design; McGraw-Hill: New York, 1995.
(12) Ward, J. D.; Mellichamp, D. A.; Doherty, M. F. Importance of Process Chemistry in Selecting the Operating Policy for Plants with Recycle. Ind. Eng. Chem. Res. 2004, 43, 3957-3971.
(13) Tang, Y. T.; Hung, S. B.; Chen, Y. W.; Huang, H. P.; Lee, M. J.; Yu, C. C. Design of Reactive Distillations for Acetic Acid Esterification with Different Alcohols. AIChE J. 2005, 51, 1683-1699.
(14) Cheng, Y. C.; Yu, C. C. Effects of Feed Tray Locations to the Design of Reactive Distillation and Its Implication to Control. Chem. Eng. Sci. 2005, 60, 4661-4677.
(15) Douglas, J. M. Conceptual Design of Chemical Process; McGraw-Hill: New York, 1988.
(16) Al-Arfaj, M. A.; Luyben, W. L. Comparative Control Study of Ideal and Methyl Acetate Reactive Distillation. Chem. Eng. Sci. 2002, 57, 5039-5050.
(17) Chiang, S. F.; Kuo, C. L.; Yu, C. C.; Wong, D. S. H. Design Alternatives for Amyl Acetate Process: Coupled Reactor/Column and Reactive Distillation. Ind. Eng. Chem. Res. 2002, 41, 3233-3246.
(18) Luyben, W. L.; Tyreus, B. D.; Luyben, M. L. Plantwide Process Control; McGraw-Hill: New York, 1999.
(19) Cheng, Y. C.; Yu, C. C. Optimal Region for Design and Control of Ternary Systems. AIChE J. 2003, 49, 682-705.
ReceiVed for reView May 21, 2005 ReVised manuscript receiVed December 22, 2005 Accepted December 28, 2005