國立臺灣大學工學院化學工程研究所 碩士論文
Department of Chemical Engineering College of Engineering
National Taiwan University Master Thesis
混合丁戊醇酯化反應蒸餾系統之控制架構研究 Process Control of Reactive Distillation for Esterification
of Butanol and Pentanol Mixtures
郭紘睿 Hung-Jui Kou
指導教授:黃孝平 博士 Advisor: Hsiao-Ping Huang, Ph.D.
中華民國 98 年 7 月
July, 2009
謝辭
本 研 究 能 完 成 最 首 先 必 須 感 謝 吾 師 黃 孝 平 教 授 這 兩 年 來 的 悉 心 指 導 與 教 誨 。 老 師 為 人 溫 和 , 用 語 幽 默 但 又 不 失 嚴 謹 , 對 我 待 人 處 事 有 極 大 啟 發 ; 而 我 更 佩 服 的 是 老 師 對 於 教 學 的 熱 忱 , 學 生 如 果 有 不 懂 下 課 去 問 依 然 願 意 撥 冗 教 到 會 , 對 於 研 究 也 是 充 滿 熱 情 。 然 後 還 要 感 謝 台 科 大 的 錢 義 隆 教 授 , 老 師 多 次 指 點 我 研 究 的 方 向 , 提 醒 我 所 犯 下 的 錯 誤 與 歸 納 我 雜 亂 的 結 論 , 十 分 感 激 。 同 時 還 要 感 謝 與 緬 懷 余 政 靖 教 授 , 余 老 師 是 個 治 學 嚴 謹 , 卻 也 不 失 幽 默 的 好 老 師 , 但 天 妒 英 才 讓 我 們 失 去 了 一 位 敬 重 的 長 輩 。 另 外 也 要 感 謝 陳 誠 亮 教 授 精 湛 的 教 學 與 對 於 本 研 究 提 供 的 指 教 , 使 本 論 文 能 順 利 完 成 。 也 特 別 感 謝 口 試 委 員 東 海 大 學 黃 琦 聰 教 授 , 老 師 為 人 和 善 且 針 對 本 研 究 提 出 字 字 珠 璣 鞭 辟 入 裡 的 寶 貴 意 見 。 萬 分 感 謝 以 上 的 各 位 教 授 。
再 來 必 須 感 謝 李 豪 業 學 長 。 任 何 研 究 實 務 上 的 困 難 往 往 幾 乎 都 靠 學 長 解 決 , 有 時 候 會 覺 得 似 乎 此 領 域 學 長 沒 有 不 懂 的 , 對 於 學 長 的 學 問 之 深 感 到 佩 服 。 更 令 人 佩 服 的 是 學 長 的 為 人 處 事 是 我 學 習 的 榜 樣 , 應 對 進 退 都 是 如 此 合 宜 。 感 謝 學 長 總 是 很 有 耐 心 的 指 導 我 , 面 對 我 犯 下 的 錯 誤 也 都 不 會 放 在 心 上 。
另 外 衷 心 感 謝 實 驗 室 各 位 同 學 與 學 長 的 幫 助 與 照 顧 , 實 驗 室 就 像 一 個 大 家 庭 一 般 溫 暖 。 在 此 要 特 別 感 謝 學 弟 江 明 璟 , 幫 助 我 處 理 許 多 大 大 小 小 的 事 情 , 實 在 幫 了 我 很 多 忙 , 非 常 感 謝 。
最 後 , 我 必 須 感 謝 我 身 邊 的 所 有 朋 友 , 沒 有 你 們 的 陪 伴 我 不 可 能 順 利 完 成 研 究 。 感 謝 秉 睿 、 康 榮 、 怡 秀 、 佳 鴻 、 恩 淑 、 楚 瞱 、 暉 恩 、 雅 希 、 兆 祥 等 等 朋 友 的 幫 助 和 支 持 。 特 別 感 謝 椰 風 搖 滾 社 全 體 幹 部 與 社 員,椰 搖 真 的 是 很 棒 的 社 團,感 謝 你 們 讓 我 生 活 更 豐 富 精 彩。最 終 , 僅 以 此 論 文 獻 給 我 的 父 母 , 感 謝 他 們 的 鼓 勵 與 栽 培 。
摘要
本研究根據顏琳庭[6]於 2008 提出的混合丁、戊醇酯化反應蒸餾系統之穩態設 計,建構動態控制架構系統,並探討其動態響應與現象。針對前述的穩態設計架 構,發現該系統擁有多重穩態現象。根據最小年度總成本計算,發現最適化操作 點位於水相回流分率為 0.66 時,且該操作點正好位在一個多重穩態軌跡的轉折點 上。故,推斷該最適化點並不適於進行動態控制。因此本研究決定使用較為保守 的操作點來建構動態控制系統,並觀察動態響應與現象,並瞭解在較保守的操作 點上是否能進行動態控制與干擾排除;接著再進一步測試介於保守點與最適化點 之間的次保守點,並透過與保守點的比較找出水相回流分率與動態可操作性之間 的關係。
在決定庫存控制架構環路的過程中,本研究發現傳統的庫存控制架構環路穩 定範圍過小不適於操作。因此本研究改用另一種較特殊的庫存控制架構環路(使用 反應蒸餾塔再沸器負載控制反應蒸餾塔底液位而不是使用反應蒸餾塔底流量),其 穩定範圍較大足以應付動態控制需求。
根據此庫存控制環路,本研究使用溫度控制進一步建構品質控制環路:三種 可能的控制架構CS1、CS2 及 CS3 被提出,經過簡單的分析發現只有 CS3 架構足 以應付混醇進料比例干擾,因此只選擇CS3 作進一步探討。由奇異值分解法(SVD) 與相對增益矩陣(RGA)等分析決定品質控制器配對,並利用自動變異調諧方法 (ATV)配合 Tyreus 與 Lyben[22]的調諧規則調諧控制器參數。模擬結果顯示,該架 構應付進料組成變化干擾與鍊量干擾的整體動態響應表現很好。故在水相回流分 率等於0.7 之保守點使用 CS3 控制架構可得到很好得動態控制效果。
關鍵字: 反應蒸餾塔、混醇酯化反應、控制架構、多重穩態、階梯測試
Abstract
The objective of this work is to design a feasible control system for the esterifications process of mixed butanol and pentanol (Yen, 2008[6]). It is found that the abovementioned process has a steady-state bifurcation. The optimal operating condition at the aqueous split ratio (abbrev ASR) of 0.66, which minimizes the total annual cost (TAC), is a turning point on the bifurcation trajectory. Thus, the optimal point at ASRof 0.66 is not feasible for designing control system. A more conservative ASR (i.e. 0.75) for control system design is thus used.
In constructing the inventory loops, it is found that the stable range of the traditional inventory loops is too small to operate. Thus, an alternative design, which uses reboiler duty of RD column to control the RD sump level, is used. The results from simulation show that good performance in both dynamic response and range of disturbance management can be achieved with this chosen ASR at 0.75.
After fixing the inventory loops, temperature control loops are designed to control the quality of products. Three control schemes (CS-1, CS-2, CS-3) with Multi-loop control are thus proposed. By simple analyses, it is found that only CS-3 is feasible for disturbance rejection. As a consequence, CS-3 only is taken for further study. Controller pairing is determined by using the SVD and RGA analyses, and controller parameters are tuned by using ATV test with Tyreus and Luyben’s tuning rules[22]. Disturbances from feed rate, feed composition changes are used to test the control performance.
Simulation results show that at ASR of 0.75, the control scheme CS-3 works well in all aspects.
Keywords: Reactive distillation, esterification, control scheme, multi steady-state, bifurcation, step change.
目錄
謝辭 ... I 摘要 ... III Abstract ... V 目錄 ... VII 圖索引 ... IX 表索引 ... XII
1. 緒論 ... 1
1.1. 前言 ... 1
1.2. 文獻回顧 ... 2
1.3. 研究動機與目的 ... 4
1.4. 組織章節 ... 5
2. 混醇酯化系統穩態設計之回顧 ... 6
2.1. 前言 ... 6
2.2. 穩態設計之流程簡介 ... 6
2.2.1. 先分離後反應程序 ... 7
2.2.2. 先反應後分離程序 ... 9
2.2.3. Direct Sequence 架構 ... 11
2.2.4. Indirect Sequence 架構 ... 13
2.3. 最適化之穩態設計結果與討論 ... 17
2.4. 多重穩態現象 ... 18
3. 動態控制之模擬 Case I (ASR=0.75) ... 23
3.1. 前言 ... 23
3.2. 控制環路設計 ... 23
3.3. 庫存控制環路架構探討 ... 24
3.3.1. 庫存控制環路 Inventory A ... 24
3.3.2. 庫存控制環路 Inventory A 之穩定性 ... 26
3.3.3. 庫存控制環路 Inventory B 及其穩定性 ... 31
3.4. 控制點與操作變數之決定 ... 39
3.4.1. 操作變數分析 ... 39
3.4.2. 開環路靈敏度分析 ... 40
3.4.3. NRG 與 SVD 分析 ... 42
3.4.4. 閉環路靈敏度分析 ... 45
3.5. 品質控制環路架構探討 ... 47
3.5.1. 控制架構分類(CS1~CS3) ... 47
3.5.2. 系統承受之干擾 ... 50
3.6. CS1 兩點溫度控制 ... 50
3.7. CS2 三點溫度控制 ... 50
3.8. CS3 三點溫度控制 ... 50
3.8.1. 控制器參數調諧方法 ... 52
3.8.2. CS3 初步動態模擬結果 ... 54
3.8.3. CS3 架構之品質控制器參數調整 ... 58
3.8.4. CS3 最終動態模擬結果 ... 67
4. 動態控制之模擬 Case II (ASR=0.7) ... 74
4.1. 前言 ... 74
4.2. 控制點與操作變數之決定 ... 74
4.2.1. 開環路靈敏度分析 ... 74
4.2.2. NRG 與 SVD 分析 ... 76
4.2.3. 閉環路靈敏度分析 ... 78
4.3. 動態模擬結果 ... 79
4.3.1. 控制器參數調諧方法 ... 79
4.3.2. 初步動態模擬結果 ... 83
4.3.3. 品質控制環路參數調整 ... 87
4.3.4. 最終動態模擬結果 ... 91
5. Case I 與 Case II 之結果比較 ... 95
5.1. 年度總成本與水相回流分率之關係 ... 95
5.2. Case I 與 Case II 之動態響應比較 ... 96
5.3. 緩步階梯式干擾極限測試 ... 97
6. 結論 ... 107
附錄A TAC 計算公式 ... 108
附錄B 酯化反應熱力學及動力學模式 ... 110
附錄C 符號與縮寫說明 ... 114
參考文獻 ... 116
圖索引
圖 1-1: 反 應 性 蒸 餾 塔 結 構 圖 ... 2
圖 2-1:「 先 分 離 後 反 應 」 之 流 程 圖 ... 7
圖 2-2: Direct 及 Indirect Sequence 的 反 應 蒸 餾 塔 差 異 示 意 圖 ... 9
圖 2-3: Direct Sequence 架 構 示 意 圖 ... 10
圖 2-4: Indirect Sequence 的 有 機 相 回 流 架 構 示 意 圖 ... 10
圖 2-5: Indirect Sequence 的 水 相 回 流 架 構 示 意 圖 ... 10
圖 2-6: Direct Sequence 之 最 適 化 結 果 ... 12
圖 2-7: Indirect Sequence-「 有 機 相 回 流 」 初 步 流 程 圖 ... 14
圖 2-8: Indirect Sequence-「 水 相 回 流 」 初 步 流 程 圖 ... 14
圖 2-9: Indirect Sequence-「 水 相 回 流 」 之 最 適 化 流 程 圖 ... 16
圖 2-10: 水 相 回 流 最 適 化 架 構 反 應 蒸 餾 塔 濃 度 分 佈 圖 case α ... 18
圖 2-11: 水 相 回 流 最 適 化 架 構 應 蒸 餾 塔 濃 度 分 佈 圖 case β ... 18
圖 2-12: BuAc 出 料 的 HAc 濃 度 對 ASR 之 圖 ... 20
圖 2-13: AmAc 出 料 濃 度 對 ASR 之 圖 ... 20
圖 2-14: BuAc 出 料 濃 度 對 ASR 之 圖 ... 21
圖 2-15: 反 應 蒸 餾 塔 再 沸 器 負 載 對 ASR 之 圖 ... 21
圖 3-1: 庫 存 控 制 環 路 架 構 Inventory A ... 25
圖 3-2: Inventory A 進 行 1%大 小 FR 脈 衝 測 試 (產 品 濃 度 變 化 ) ... 27
圖 3-3: Inventory A 進 行 1%大 小 FR 脈 衝 測 試 (反 應 蒸 餾 塔 進 出 料 流 量 、 塔 頂 壓 力 與 塔 底 液 位 控 制 環 路) ... 28
圖 3-4:Inventory A 進 行 1%大 小 FR 脈 衝 測 試 (蒸 餾 塔 頂 回 流 鼓 液 位 、 塔 頂 壓 力 與 塔 底 液 位 控 制 環 路) ... 29
圖 3-5:Inventory A 進 行 1%大 小 FR 脈 衝 測 試 (分 相 槽 進 出 料 流 量 及 液 位 控 制 環 路) ... 30
圖 3-6: 庫 存 控 制 環 路 架 構 Inventory B ... 32
圖 3-7: Inventory B 進 行 1%大 小 FR 脈 衝 測 試 (產 品 濃 度 變 化 ) ... 34
圖 3-8: Inventory B 進 行 1%大 小 FR 脈 衝 測 試 (反 應 蒸 餾 塔 進 出 料 流 量 、 塔 頂 壓 力 與 塔 底 液 位 控 制 環 路) ... 35
圖 3-9:Inventory B 進 行 1%大 小 FR 脈 衝 測 試 (蒸 餾 塔 頂 回 流 鼓 液 位 、 塔 頂 壓 力 與 塔 底 液 位 控 制 環 路) ... 36
圖 3-10: Inventory B 進 行 1%大 小 FR 脈 衝 測 試 (分 相 槽 進 出 料 流 量 及 液 位 控 制 環 路) ... 37
圖 3-11: Inventory A 與 Inventory B 的 比 較 示 意 圖 ... 38
圖 3-12: 開 環 路 靈 敏 度 分 析 ... 41
圖 3-13: 反 應 蒸 餾 塔 (上 )與 蒸 餾 塔 (下 )的 NRG 結 果 ... 43
圖 3-14: 反 應 蒸 餾 塔 與 蒸 餾 塔 的 SVD 結 果 ... 44
圖 3-15: 固 定 AmAc 與 BuAc 出 料 濃 度 並 進 行 干 擾 下 反 應 蒸 餾 塔 之 溫 度 變 化 ... 46
圖 3-16: 固 定 AmAc 與 BuAc 出 料 濃 度 並 進 行 干 擾 蒸 餾 塔 之 溫 度 變 化 ... 46
圖 3-17: Fb與 D_Qr溫 度 控 制 環 路 閉 環 下 FR 之 靈 敏 度 分 析 ... 46
圖 3-18: 3 種 可 能 的 控 制 架 構 示 意 圖 ... 48
圖 3-19: CS3 控 制 架 構 圖 ... 51
圖 3-20: CS3 進 行 10%進 料 酸 純 度 干 擾 結 果 ... 55
圖 3-21: CS3 進 行 ±10%混 醇 進 料 流 量 干 擾 結 果 ... 56
圖 3-22: CS3 進 行 ±10%進 料 混 醇 比 例 干 擾 結 果 ... 57
圖 3-23: 將 FR 溫 度 控 制 環 路 以 值 0.5 調 鬆 (進 料 酸 純 度 干 擾 ) ... 59
圖 3-24: 將 Fb 溫 度 控 制 環 路 以 值 0.5 進 行 調 鬆 (進 料 酸 純 度 干 擾 ) ... 60
圖 3-25: 將 D_Qr 溫 度 控 制 環 路 以 值 0.5 進 行 調 鬆 與 未 調 鬆 之 比 較 . 61 圖 3-26: 將 TC2 分 別 以 0.5(虛 線 )與 1/3(實 線 )進 行 調 鬆 之 比 較 ... 62
圖 3-27: TC2 以 0.5 調 鬆 與 Fb 以 0.5 調 鬆 且 FR 以 2 倍 加 緊 之 比 較 ... 63
圖 3-28: TC2 以 0.5 調 鬆 且 TC1 以 2 倍 加 緊 (混 醇 進 料 流 量 干 擾 ) .. 64
圖 3-29: TC2 以 0.5 調 鬆 與 TC2 以 0.5 調 鬆 且 TC3 以 2 倍 加 緊 之 比 較 ... 65
圖 3-30:TC2 以 0.5 調 鬆 且 TC3 以 2 倍 加 緊 之 比 較 (混 醇 進 料 流 量 干 擾) ... 66
圖 3-31: CS3 進 行 10%進 料 酸 純 度 干 擾 結 果 ... 68
圖 3-32: CS3 進 行 ±10%混 醇 進 料 流 量 干 擾 結 果 ... 69
圖 3-33: CS3 進 行 ±10%進 料 混 醇 比 例 干 擾 結 果 ... 70
圖 3-34: CS3 最 大 可 承 受 干 擾 :-15%進 料 酸 純 度 干 擾 結 果 ... 71
圖 3-35: CS3 最 大 可 承 受 干 擾 : +25%, -15%混 醇 進 料 流 量 干 擾 結 果 ... 72
圖 3-36: CS3 進 行 +40%, -30%進 料 混 醇 比 例 干 擾 結 果 ... 73
圖 4-1: ASR=0.7 開 環 路 零 敏 度 分 析 ... 75
圖 4-2: 反 應 蒸 餾 塔 與 蒸 餾 塔 的 NRG 圖 ... 76
圖 4-3: ASR=0.7 之 SVD 結 果 ... 77
圖 4-4:ASR=0.7 固 定 AmAc 與 BuAc 出 料 濃 度 並 進 行 干 擾 下 反 應 蒸 餾 塔 溫 度 變 化 ... 78
圖 4-5:ASR=0.7 固 定 AmAc 與 BuAc 出 料 濃 度 並 進 行 干 擾 下 蒸 餾 塔 之 溫 度 變 化 ... 78
圖 4-6: Fb與 D_Qr溫 度 控 制 環 路 閉 環 下 FR 之 靈 敏 度 分 析 ... 79
圖 4-7: CS3 控 制 架 構 圖 (ASR=0.7) ... 80
圖 4-8: CS3 進 行 10%進 料 酸 純 度 干 擾 結 果 ... 84
圖 4-9: CS3 進 行 +10%及 -3%混 醇 進 料 流 量 干 擾 結 果 ... 85
圖 4-10: CS3 進 行 ±10%進 料 混 醇 比 例 干 擾 結 果 ... 86
圖 4-11: 將 FR 控 制 環 路 以 值 0.5 進 行 調 鬆 (進 料 酸 純 度 干 擾 ) ... 88
圖 4-12: 將 Fb 溫 度 控 制 環 路 以 值 0.5 進 行 調 鬆 (進 料 酸 純 度 干 擾 ) ... 89
圖 4-13: 將 D_Qr 溫 度 控 制 環 路 以 值 0.5 進 行 調 鬆 (進 料 酸 純 度 干 擾 ) ... 90
圖 4-14: CS3 進 行 10%進 料 酸 純 度 干 擾 結 果 ... 92
圖 4-15: CS3 進 行 +10%及 -3%混 醇 進 料 流 量 干 擾 結 果 ... 93
圖 4-16: CS3 進 行 ±10%進 料 混 醇 比 例 干 擾 結 果 ... 94
圖 5-1: 年 度 總 成 本 與 水 相 回 流 分 率 之 關 係 ... 95
圖 5-2: 總 再 沸 器 負 載 與 水 相 回 流 分 率 之 關 係 ... 95
圖 5-3: 產 品 濃 度 與 水 相 回 流 分 率 之 關 係 ... 96
圖 5-4: ASR=0.75 酸 進 料 純 度 干 擾 極 限 測 試 ... 98
圖 5-5: ASR=0.7 酸 進 料 純 度 干 擾 極 限 測 試 ... 99
圖 5-6: ASR=0.75 混 醇 進 料 流 量 干 擾 極 限 測 試 ... 101
圖 5-7: ASR=0.7 混 醇 進 料 流 量 干 擾 極 限 測 試 ... 102
圖 5-8: ASR=0.75 混 醇 進 料 比 例 干 擾 極 限 測 試 ... 104
圖 5-9: ASR=0.7 混 醇 進 料 比 例 干 擾 極 限 測 試 ... 105
表索引
表 2-1:「 先 分 離 後 反 應 」 之 最 適 化 設 計 結 果 ... 8
表 2-2: Direct Sequence 最 適 化 穩 態 模 擬 結 果 ... 11
表 2-3: Indirect Sequence-「 水 相 回 流 」 最 適 化 穩 態 模 擬 結 果 ... 15
表 2-4: 所 有 架 構 的 TAC 及 能 源 消 耗 比 較 ... 17
表 3-1: Inventory A 的 控 制 器 參 數 列 表 ... 26
表 3-2: Inventory B 的 控 制 器 列 表 ... 33
表 3-3: 每 個 操 作 變 數 最 佳 的 控 制 板 數 ... 45
表 3-4: 3 種 控 制 架 構 的 操 作 變 數 ... 47
表 3-5: ATV 方 法 求 得 的 CS3 品 質 控 制 環 路 控 制 參 數 ... 53
表 3-6: 庫 存 控 制 環 路 控 制 器 參 數 ... 53
表 3-7: CS3 品 質 環 路 控 制 器 最 終 參 數 ... 67
表 4-1: ATV 方 法 求 得 的 CS3 品 質 控 制 環 路 控 制 參 數 ... 81
表 4-2: ASR=0.75 之 庫 存 控 制 環 路 架 構 Inventory B 參 數 列 表 ... 82
1. 緒論
1.1. 前言
「反應蒸餾」是一種將傳統的反應器與分離系統結合的技術。蒸餾程序是化 工分離單元之中最耗損能源的一項分離技術之一。將反應器與蒸餾塔裝置於同一 單元中,成為一種新的技術方向,此技術不僅可以提高產能,亦能降低能源的消 耗,對於改善化工產業具有極大的潛力和發展性。因此,為了持續發展高產能、
低耗能之製程技術,反應性蒸餾的技術研發逐漸受到學術界和工業界的重視。
一般之反應性蒸餾系統如圖1-1 所示。反應蒸餾塔在結構上由上而下可分成精 餾段(rectifying section)、反應段(reactive section)、汽提段(stripping section)三 段區域。反應物在反應段內反應生成產物後,利用相對揮發度的不同,於精餾段 和 汽 提 段 將 物 質 予 分 離 以 純 化 產 物 。 而 根 據 勒 沙 特 列 原 理 (Le Chatelier’s Principle),因蒸餾過程中,產物不斷的被移除使得具有平衡限制的反應易往產品 的生成方向進行,即更利於反應物消耗,提高反應轉化率。故蒸餾中常遇到之共 沸物問題,則因有化學反應的發生而改變混合物之相行為,使產品更易分離出來,
可克服一般傳統蒸餾的共沸物蒸餾問題。
綜合以上,反應蒸餾塔主要具有以下優點:
1. 此裝置為結合反應器和蒸餾塔故降低設備成本。
2. 因程序不斷的進行分離操作,可增加化學反應之轉化率,減少副反應的發生,
提高反應的選擇率。
3. 若為放熱反應則可充分地利用反應熱,減少再沸器蒸汽量;若為吸熱反應,則可 減少冷凝器中冷卻水使用量。
4. 可克服共沸點的限制,簡化分離程序。
圖 1-1:反應性蒸餾塔結構圖
1.2. 文獻回顧
Backhaus[10]於 1921 便曾發表過美國專利,針對乙酸甲酯製程所提出有關反 應性蒸餾技術的概念,但在早期並未受到重視。直到1983 年,美國工程師 Agreda 等人[7]開發出乙酸甲酯之均相反應性蒸餾製程,將原本需要一個反應器及九個蒸 餾塔才能純化的乙酸甲酯製程轉成只需一個反應蒸餾塔即可達到,大幅降低乙酸 甲酯的生產成本,使得反應性蒸餾技術的開發逐漸受到重視。許多研究學者對於 反應性蒸餾系統的特性及穩態分析做深入的研究,例如:Barbosa 與 Doherty[11];
Al-Arfaj 與 Luyben[8];Pöpken 等人[27];Tuchlenski 等人[37];Smejkal 等人[29]。
但反應蒸餾技術因同時包含分離程序與化學反應之間的交互作用,使系統具有高 度的非線性行為,增加了系統之操作與控制的困難性,顯示探討反應蒸餾系統動 態之重要性。Al-Arfaj 和 Luyben[8]整理動態控制相關文獻,並提出六種控制架構 並探討其對反應性蒸餾系統之適用性。
若將反應蒸餾製程以反應動力式來分類,可包含一階段可逆性反應(reversible reaction)、 二 階 段 連 續 反 應 (series reaction ) 以 及 二 階 段 平 行 反 應 ( parallel reaction)。其中,研究二階段平行反應反應蒸餾系統又可分為三種,分別是:
(1)相同反應物及不同產物 1 1 2
1 2 1
P R R
P R R
↔ +
↔ +
(2)不同反應物及相同產物 3 2 2
1 2 1
P R R
P R R
↔ +
↔ +
(3)不同反應物及不同產物 3 2 1 3
2 1 2 1
P P R R
P P R R
+
↔ +
+
↔ +
第一種類型和第二種類型主要是醚化反應居多,第三種類型以酯化反應為主。第 一種類型例如MTBE(methyl tert-butyl ether)製程(Jacobs 與 Krishna[20];Isla 與 Irazoqui[19];Sundmacher 等人[34];Wang 等人[39]),和ETBE(ethyl tert-butyl ether)
製程(Sneesby 等人[30&31]),其同時進行異丁烯(isobutene) 醚化反應和聚合反 應。第二種類型例如TAME(tert-amyl-methyl ether)製程(Subwalla 與 Fair[33];
Al-Arfaj 與 Luyben[9];Luyben[24]),主要是二甲基一丁烯(2-methyl-1-butene)與 二甲基二丁烯(2-methyl-2-butene)同時與甲醇行醚化反應。第三種如混合酸與單 醇酯化反應製程,巫衍儀[3]針對混合乙酸和丙酸與甲醇之酯化反應進行反應蒸餾 系統穩態設計與動態分析;或是混合醇與單酸酯化反應製程,混合異丙醇和丁醇
(Thurman 等人[36])、混合乙醇或正丁醇(Cooke 與 Yeomans[15];Van acker 等人 [38];Schulz 等人[28])與乙酸之酯化反應製程,上述混合醇酯化反應製程皆於專 利提及,顯示有混醇進料實例,本研究之混合正丁、戊醇酯化系統即屬此類型。
混醇系統產生之乙酸丁酯和乙酸戊酯是工業上常用的有機溶劑,用於塗料、
油漆、黏結劑、人造皮革、紡織加工等方面,也可作為香料。對於乙酸丁酯和乙 酸戊酯之反應蒸餾系統相關文獻皆探討單一酯化反應之研究。在乙酸丁酯系統方 面,Steinigeweg 和 Gmehling[32]以反應蒸餾架構進行實驗和模擬,並針對探討設 計變數的影響;而 Gangadwala 等人[17]針對當反應蒸餾塔內有過量丁醇會產生副 產物二丁醚,為減少副產物的產生而設計出適合的架構。乙酸戊酯系統方面,江
勝峰[1]探討乙酸戊酯系統反應蒸餾製程設計,Chiang 等人[14]比較反應蒸餾架構 和結合反應器/蒸餾塔的架構,得反應蒸餾系統較有效率且較少的年總成本。其中,
Tang 等人[35]對於五種酯類系統定性上做分類並提出適合之程序流程設計,其中乙 酸丁酯和乙酸戊酯因有相似熱力學特性而皆屬Type III 系統。
部份相關文獻曾對於四成份理想系統做探討,Kayma 和 Luyben[21]討論平衡 常數對反應蒸餾設計變數的影響:當平衡常數較小時利於低壓操作,其最適設計 需較多的反應段板數及能源使用量,故有較高年總成本;Cheng 和 Yu[13]則討論反 應物與產物之相對揮發度、反應活化能、反應速率常數對反應蒸餾塔進料位置設 計的影響,並針對這些設計變數的改變,將入料位置從反應段兩端移動至最適的 位置可省下6%~47%的能源,其主要是與組成與溫度的效應有關。Luyben[25]討論 反應平衡常數和程序設計變數對三成份理想系統的影響,並基於當進料含有惰性 物質時會影響架構設計和汽液平衡之現象,故亦觀察設計變數對於含惰性物質系 統之影響。
1.3. 研究動機與目的
有些情況下會從工廠的上游得到混醇廢液的進料,例如:製藥廠之廢水主要 來自於有機合成反應後,利用水相和有機相萃取分離時所產生之製程廢液,成份 包含高達20~40%的有機溶劑,李丁讚和蘇鐘輝[2]表示其中含有乙醇、甲醇、正丁 醇等化學物質;或如面板廠製造LCD(Liquid Crystal Display)過程中需使用溶劑 清洗沾附液晶分子,而醇類溶劑包含甲醇、乙醇、異丙醇等。在半導體產業中晶 圓製程中每個步驟都大量使用有機溶劑,諸如光阻液清洗、溼像液清除、蝕刻液 清除及晶圓清洗等,以確保材料表面沒有污染物和粒子,而這些醇類溶劑包含甲 醇、乙醇、異丙醇等。試想將以上這些製程產生的混合廢醇溶劑回收再利用,藉 由設計反應蒸餾系統行將之分離並同時酯化變成有用的有機溶劑。因此,對於混 合醇酯化反應架構的可行性分析是在工業用途上重要的議題。
顏琳庭[6]於 2008 年提出一個針對混合丁戊醇同時與乙酸進行酯化作用以及分 離的穩態設計系統,能夠有效的將混合的丁戊醇進料與乙酸反應後產生乙酸丁酯
與乙酸戊酯並將之分離,兩者的濃度能達到99mol%。針對這個穩態架構由於顏琳 庭並未探討到該穩態設計於動態上的操作現象,而由前述的章節說明可得知,反 應蒸餾系統的動態控制是必須特別被注意的,因為其往往具有高度的非線性現 象。故本文研究動機乃針對此,主要以顏琳庭提出的穩態設計架構為基礎,進一 步研究延伸其上的動態現象,提出可行的控制架構,並闡明其現象,希冀能提出 足夠應用在實際工廠操作的控制架構。
1.4. 組織章節
本論文分為六章,第一章為緒論,主要是簡述反應蒸餾系統與回顧相關文獻,
並說明本研究之動機與簡介各章節之內容。第二章為回顧顏琳庭於2008 年提出的 穩態設計架構,作簡單的概述並闡明其中的多重穩態現象。第三章將基於此穩態 設計架構去建構動態控制架構並進行模擬,基於第二章的多重穩態現象,本研究 將先從較保守的操作點而非最適化操作點進行動態模擬,以確認整體控制架構的 可行性,並觀察該架構的動態控制響應與產品濃度偏離程度,瞭解該系統的動態 特性。第四章將會選擇次保守的操作點(離最適化點較近的點),同樣建構動態控制 環路並觀察動態響應與濃度偏離程度,瞭解該系統的動態特性。第五章將會比較 第三章與第四章的結果,試圖找出動態控制結果與操作點之間的關聯性。第六章 為結論,將綜合上述內容做出整篇論文的總結與討論。文中使用的縮寫或是符號 可查閱附錄C 的符號與縮寫說明。
2. 混醇酯化系統穩態設計之回顧
2.1. 前言
本章將先簡單回顧顏琳庭[6]於 2008 提出來的混合正丁戊醇之酯化系統穩態設 計,對於穩態設計的流程做大概的介紹,以及提出穩態設計中遇到的困難及多重 穩態現象,並加以討論,作為後續建構動態控制架構的基礎。穩態設計的規格 (Design Spec.)為: 在莫爾比例接近 1:1 的正戊醇(Pentanol,或是縮寫為 AmOH)及 正丁醇(Butanol,或是縮寫為 BuOH)混合醇進料下與純的乙酸(Acetic acid,或是縮 寫為HAc)進行反應,可以得到濃度均為 99 mole%以上的乙酸戊酯(Amyl acetate,
或是縮寫為AmAc)及乙酸丁酯(Butyl acetate,或是縮寫為 BuAc)出料,且乙酸戊酯 的出料股中乙酸的濃度不得超過50ppm。
穩態設計過程使用Aspen®公司的 Aspen Plus 軟體做為穩態模擬的工具,並藉 由程序最小年總成本(Total Annual Cost,或是縮寫為 TAC)的計算(公式收錄於附 錄A)獲得混合丁、戊醇系統最適設計。
2.2. 穩態設計之流程簡介
穩態設計中,熱力學部份因為乙酸會在氣相中二聚合,所以氣相模型壓力修 正使用第二維里係數修正法(Hayden 與 O’Connell[18])修正逸壓(fugacity),公式 與參數分別列於附錄B.3.與 B.4.;液相部份使用 NRTL 模型,公式與參數分別列於 附錄B.6.與 B.7.中。動力學模式方面,採用固體異相酸性觸媒 Amberlyst 15 當催化 劑,丁醇、戊醇與乙酸反應的動力學式與參數則列於附錄B.8.中。所有純物質與混 合共沸物之沸點排序收於附錄B.2.中。
混合正丁、戊醇酯化系統穩態設計分兩種程序進行探討,一種是「先分離後 反應」,即將一股混合醇的進料先做分離再各自進入兩根反應蒸餾塔做酯化反應的 程序;另一種是「先反應後分離」,即混合醇與酸進料先做酯化反應,再將產物酯 和水各自分離的程序。而先反應後分離又可分為 Direct Sequence 以及 Indirect
Sequence,其中 Indirect Sequence 又可分為有機相回流設計以及水相回流設計。比 較所有架構後將選擇年度總成本最低的架構作為最後的穩態設計架構。以下將會 一一介紹。
2.2.1. 先分離後反應程序
「先分離後反應」是由一根傳統蒸餾塔和二根反應蒸餾塔所組成。第一根為 分離丁、戊醇之蒸餾塔,混醇進料於蒸餾塔之塔頂和塔底分得純丁醇和戊醇;之 後,丁、戊醇兩股進料分別進入兩根反應蒸餾塔,各自與乙酸行單一酯化反應,
最後於兩根反應蒸餾塔塔底取得產物乙酸丁酯和乙酸戊酯。其乙酸丁酯系統之規 格設定:乙酸丁酯純度達99mol%,且反應蒸餾塔塔底乙酸純度需小於 50ppm;而 乙酸戊酯純度達99mol%,
圖 2-1:「先分離後反應」之流程圖
最 適 化 之 結 果 如 下 表 所 示 : 整 個 系 統 在 有 100kmol/hr 的 混 醇 進 料 下(丁 醇 及 戊 醇 流 量 各 50kmol/hr),可 以 得 到 流 量 為 62kmol/hr,乙 酸 丁 酯 濃 度 為 0.9899mole frac.的 乙 酸 丁 酯 出 料,以 及 流 量 為 50.02kmol/hr,
乙 酸 戊 酯 濃 度 為 0.99mole frac. 的 乙 酸 戊 酯 出 料 , 所 使 用 的 總 能 量 為 6677.7kW, 年 度 總 成 本 為 1971.1(1000USD/yr)。
表 2-1:「先分離後反應」之最適化設計結果
Column Distillation
Column RD RD
System BuAc AmAc
Diameter(m) 1.273 1.883 1.341
NT 56 34 37
Nrxn 20 22
NS 9 12
HAc feed tray 5 7
OH feed tray 9 3
Mixed alcohols feed tray 28
Feed flow rate of HAc (kmol/hr) 50 50 Feed flow rate of OH (kmol/hr) 50 50 Feed flow rate of mixed alcohol
(kmol/hr) 100
Decanter duty (kw) -461.4 -227.4 Condenser duty (kw) -2136.4 -2857.9 -1483.1 Reboiler duty (kw) 2059.8 3085.4 1532.5 Total Cost
Total capital cost (1000USD) 1110.6 1570.7 1050.9 Total operating cost (1000USD/yr) 217.9 319.1 190.1 TAC (1000USD/yr) 588.1 842.6 540.4 Total reboiler duty (kw) 6677.7
Total TAC (1000USD/yr) 1971.1
2.2.2 . 先反應後分離程序
先反應後分離程序則是先用一個反應蒸餾塔(Reactive Distillation column,或縮 寫成 RD)將混醇同時與乙酸反應,得到的乙酸戊酯及乙酸丁酯混合物再利用一根 普通蒸餾塔(Distillation column,或縮寫成 Dist. column)再將兩種產品分開。因此架 構上只需要兩根塔。依照反應蒸餾塔由底部或是頂部出料進入普通蒸餾塔,可以 分成Direct Sequence 和 Indirect Seqeunce。
(a) Direct Sequence (b) Indirect Sequence
圖 2-2: Direct 及 Indirect Sequence 的反應蒸餾塔差異示意圖
而 Indirect Sequence 中又可以因為分相槽(Decanter)出料回流到反應蒸餾塔的配置 不同,而分成有機相回流設計及水相回流設計。有機相回流設計是將分相槽分離 出來的有機相一部分送到蒸餾塔另一部分則回流到反應蒸餾塔;水相回流設計是 將分相槽分離出來的水相一部分排出(vent)一部分則回流到反應蒸餾塔。先反應後 分離的所有架構示意圖如圖2-3,2-4 及 2-5。
圖 2-3: Direct Sequence 架構示意圖
圖 2-4: Indirect Sequence 的有機相回流架構示意圖
圖 2-5: Indirect Sequence 的水相回流架構示意圖
2.2.3. Direct Sequence 架構
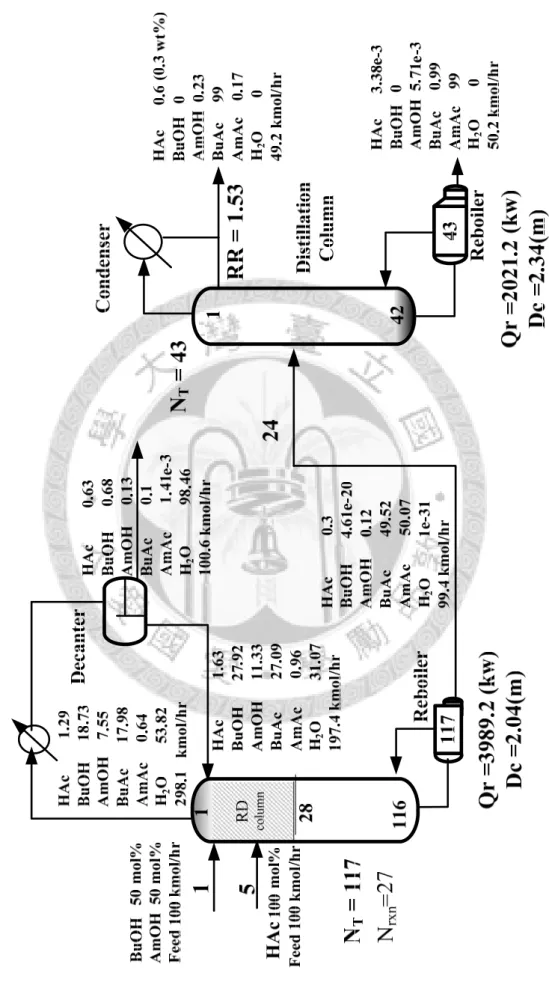
圖2-6 和表 2-2 是 Direct Sequence 的最適化結果。整個系統在有 100kmol/hr 的混醇進料下(丁醇及戊醇各 50kmol/hr),可以得到流量為 49.2kmol/hr,乙酸丁酯 濃度為0.99mole frac.的乙酸丁酯產品出料,以及流量為 50.2kmol/hr,乙酸戊酯濃 度為0.99mole frac.的乙酸戊酯產品出料,所使用的總能量為 6010.4kW,年度總成 本為2286.7(1000USD/yr)。
表 2-2:Direct Sequence 最適化穩態模擬結果
Column RD Dist. Column
Diameter (m) 2.047 1.527
NT 117 43
NR 0
Nrxn 27
NS 90
HAc feed tray 1
Mixed alcohols feed tray 5
Dist. column feed tray 24
Feed flow rate of HAc (kmol/hr) 100 Feed flow rate of mixed OH (kmol/hr) 100 Decanter duty (kw) -800.1
Condenser duty (kw) -3460.9 -2133.3 Reboiler duty (kw) 3989.2 2021.2
Total Cost
Total capital cost (1000USD) 3412.5 1104 Total operating cost (1000USD/yr) 551.4 229.8
TAC (1000USD/yr) 1688.9 597.8
Total reboiler duty (kw) 6010.4 Total TAC (1000USD/yr) 2286.7
圖 2-6:Direct Sequence 之最適化結果
2.2.4. Indirect Sequence 架構
Indirect Sequence 包含有機相回流架構和水相回流架構。兩者的架構十分類 似,差別只在由分相槽回流至反應蒸餾塔是有機相或是水相。因此在進行最適化 之前,可以先簡單比較兩者基本上的差異,選擇原理上較佳的架構進行最適化即 可。
圖2-7 及圖 2-8 分別為有機相回流與水相回流的初步結果(base case),比較兩 張圖可以發現,兩種架構在普通蒸餾塔部份,其塔頂成份和塔底成份以及進料成 份是十分接近的,也就是兩種架構的普通蒸餾塔執行的工作差不多,皆是將進料 股中的乙酸丁酯蒸餾出並將剩餘的丁醇成份由塔頂出料送回反應蒸餾塔。然而在 分相槽與反應蒸餾塔的架構這邊,就有比較大的差異:分相槽分出來的有機相含 有大量的乙酸丁酯(兩個架構濃度都約在 50mol%上下),在有機相回流架構中除了 一部分送至普通蒸餾塔以外另一部份卻回流至反應蒸餾塔,以至於造成反應蒸餾 塔轉化率下降以及耗能增加(乙酸丁酯沸點為 126.01℃);相對的水相回流設計是將 有機相全部送至普通蒸餾塔,只回流沸點較輕的水至反應蒸餾塔作為挾帶劑(因為 水會與較重的乙酸丁酯形成最輕共沸物)。根據上述分析可以合理認為:水相回流 架構應是比有機相回流架構省能的。因此,Indirect Sequence 中只需要考慮水相回 流架構,並只需針對其做最適化。
圖 2-7: Indirect Sequence-「有機相回流」初步流程圖
圖 2-8:Indirect Sequence-「水相回流」初步流程圖
表 2-3 及圖 2-9 為 Indirect Sequence 水 相 回 流 架 構 最 適 化 的 結 果 。 在 100.3kmol/hr 的混醇進料下(丁醇為 50.3kmol/hr,戊醇為 50kmol/hr),可以得到流量 為 50.04kmol/hr , 乙 酸 丁 酯 濃 度 為 0.99mole frac. 的 產 品 出 料 , 以 及 流 量 為 50.12kmol/hr,乙酸戊酯濃度為 0.99mole frac.的產品出料,所使用的總能量為 4616.5kW,年度總成本為 1543.7(1000USD/yr)。
表 2-3:Indirect Sequence-「水相回流」最適化穩態模擬結果
Column RD Dist. Column
Diameter (m) 2.124 0.907
NT 62 21
NR 26
Nrxn 23
Ns 13 Aqueous Split Ratio (ASR) 0.66
HAc feed tray 44
Mixed alcohols feed tray 47
Recycled feed tray 31
Dist. column feed tray 6
Dist. column reflux ratio 2.5
Feed flow rate of HAc (kmol/hr) 100 Feed flow rate of mixed OH (kmol/hr) 100.3 Decanter duty (kw) -608.8
Condenser duty (kw) -3952.1 -423.5 Reboiler duty (kw) 3847.7 768.8
Total Cost
Total capital cost (1000USD) 2427.3 410.1 Total operating cost (1000USD/yr) 526 71.9 TAC (1000USD/yr) 1335.1 208.6 Total reboiler duty (kw) 4616.5 Total TAC (1000USD/yr) 1543.7
圖 2-9:Indirect Sequence-「水相回流」之最適化流程圖
2.3. 最適化之穩態設計結果與討論
前述的所有架構最適化後的成本比較如下表。由表中可以得知,Indirect Sequence 的水相回流架構乃是成本最低的混醇酯化架構,跟先分離後反應比起來 足足可以省 21.68%的年度總成本。因此之後的後續討論與研究都將以 Indirect Sequence 的水相回流架構進行。
表 2-4:所有架構的 TAC 及能源消耗比較 Framework Energy
(kW)
TAC (1000USD/year)
Energy Saving (%)
TAC Saving (%) Separation first 6677.7 1971.1 0 0
Direct Sequence 6010.4 2286.7 9.99% -16%
Indirect Sequence - Organic Reflux
(Unoptimized)
8243.6 2391.5 -23.45% -21.33%
Indirect Sequence -
Aqueous Reflux 4616.5 1543.7 30.87% 21.68% ( Best! )
2.4. 多重穩態現象
在進行Indirect Sequence 的水相回流架構模擬時,發現有時在一樣的操作條件 下,卻會有兩種不同的結果。例如在最適化操作點即水相回流分率(Aqueous Split Ratio,縮寫成 ASR)=0.66 下進行操作,得到的濃度分佈卻可能有兩種,如圖 2-10 與圖2-11 所示:
10 20 30 40 50 60
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
mol e fra ct io n [-]
Stage
HAC BUOH AMOH BUAC AMAC WATER
RD Column ( case α )
NFHAC NFOH NFrecycle
圖 2-10:水相回流最適化架構反應蒸餾塔濃度分佈圖 case α
10 20 30 40 50 60
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
HAC BUOH AMOH BUAC AMAC WATER
RD Column ( case β )
Stage
NFHAC
m ole f ra ction [- ]
NFOH NFrecycle
圖 2-11:水相回流最適化架構應蒸餾塔濃度分佈圖 case β
上面兩張圖是反應蒸餾塔內部的濃度分佈圖:case α 是滿足設計規格的情況,
即乙酸丁酯和乙酸戊酯出料均達到 99mole%,且乙酸丁酯出料中的乙酸濃度低於 50ppm。然而在 case β 的狀況下,乙酸丁酯的出料濃度卻降至 80mol%以下,而且 乙酸丁酯出料中的乙酸濃度超過 1mol%,大幅超過 50ppm。由兩張濃度分佈圖中 的乙酸(HAc)分佈曲線可以看出,在 case α 時,乙酸的濃度分佈曲線有兩個高峰 (peaks),約在第 27 板及第 48 板附近。然而在 case β 的情況,乙酸分佈曲線的高峰 有一個卻往上移動到約第 6 板附近,造成反應蒸餾塔頂端的乙酸濃度遽增,使反 應蒸餾塔頂出料所含的乙酸濃度大幅提高。結果會造成乙酸丁酯出料中的乙酸濃 度大幅提高,因為反應蒸餾塔中殘留的乙酸在普通蒸餾塔無法藉由反應加以消耗 掉,所以會跟著乙酸丁酯一起流出。故case β 是不想要的操作狀況,應極力避免。
以上這種現象(即在同樣的操作條件下卻有不同的穩態狀況),稱為多重穩態。
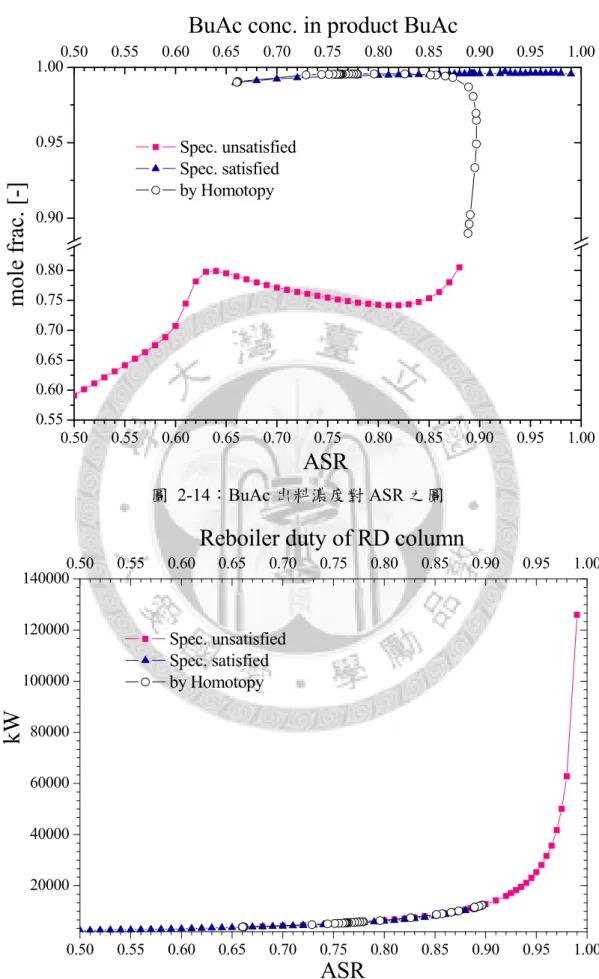
為了瞭解這個現象,在固定其他操作條件只改變水相回流分率(ASR)以及反應蒸餾 塔再沸器負載(Reboiler dutyof RD column)的情況下繪出多重穩態的圖(利用 Aspen Plus 及 Aspen Dynamics 裡面的 Homotopy 功能),如下面圖 2-12~2-15 所示:
0.50 0.55 0.60 0.65 0.70 0.75 0.80 0.85 0.90 0.95 1.00 1E-8
1E-7 1E-6 1E-5 1E-4 1E-3 0.01
0.1 0.50 0.55 0.60 0.65 0.70 0.75 0.80 0.85 0.90 0.95 1.00
Spec. unsatisfied Spec. satisfied by Homotopy
mole frac. [-]
ASR
HAc conc. in product BuAc
圖 2-12:BuAc 出料的 HAc 濃度對 ASR 之圖
0.50 0.55 0.60 0.65 0.70 0.75 0.80 0.85 0.90 0.95 1.00 0.70
0.75 0.80 0.85 0.90 0.95 0.990 0.992 0.994 0.996 0.998
1.000 0.50 0.55 0.60 0.65 0.70 0.75 0.80 0.85 0.90 0.95 1.00
Spec. unsatisfied Spec. satisfied by Homotopy
AmAc conc. in product AmAc
mole frac. [-]
ASR
圖 2-13:AmAc 出料濃度對 ASR 之圖
0.50 0.55 0.60 0.65 0.70 0.75 0.80 0.85 0.90 0.95 1.00 0.55
0.60 0.65 0.70 0.75 0.80 0.90 0.95
1.00 0.50 0.55 0.60 0.65 0.70 0.75 0.80 0.85 0.90 0.95 1.00
Spec. unsatisfied Spec. satisfied by Homotopy
BuAc conc. in product BuAc
mole frac. [-]
ASR
圖 2-14:BuAc 出料濃度對 ASR 之圖
0.50 0.55 0.60 0.65 0.70 0.75 0.80 0.85 0.90 0.95 1.00 20000
40000 60000 80000 100000 120000
140000 0.50 0.55 0.60 0.65 0.70 0.75 0.80 0.85 0.90 0.95 1.00
Spec. unsatisfied Spec. satisfied by Homotopy
Reboiler duty of RD column
kW
ASR
圖 2-15:反應蒸餾塔再沸器負載對 ASR 之圖
在上述四個圖中,每一個點均代表一個穩態(steady-state)。由圖 2-15 中可看 到,反應蒸餾塔的再沸器負載和水相回流分率基本上是一對一關係,但是圖2-12,
2-13 及 2-14 的乙酸(HAc)、乙酸戊酯(AmAc)及乙酸丁酯(BuAc)濃度對水相回流分 率卻不是一對一關係,亦即同樣的水相回流分率下可能對應有兩個以上的穩態,
此即為多重穩態。圖中三角形實心點是代表可以滿足設計規格的操作點,即乙酸 丁酯和乙酸戊酯濃度超過99mole%,乙酸濃度低於 50ppm 的點:方形實心點則是 代表無法滿足設計規格的操作點。三角形實心點和方形實心點皆是由 Aspen Plus 模擬得到,而圓形空心點則是由Aspen Dynamics 的 Homotopy 功能得到。在圖 2-13 中圓形空心點與方形實心點無法完全接壤,猜測是兩種程式在計算上有誤差所致。
上述圖中,只有三角形實心點是可以滿足設計規格的點,故以下只針對其做 討論。在這些點中ASR 為 0.66 時恰巧位於邊緣一個轉折的位置,而且剛好滿足設 計規格:即乙酸丁酯與乙酸戊酯產品濃度剛好等於 99mole%且乙酸丁酯產品中的 乙酸濃度略低於 50ppm;而其他三角形實心點,乙酸丁酯與乙酸戊酯產品濃度皆 大於99mole%,但反應蒸餾塔再沸器負載也較水相回流分率等於 0.66 時來的高,
亦即這些點較為保守。越遠離水相回流分率等於0.66 的點(即水相回流分率越大),
其產品的濃度越高,乙酸丁酯產品中的殘餘乙酸濃度也越低,同時反應蒸餾塔的 再沸器負載也越高(越耗能),也就是越保守。考慮到水相回流分率等於 0.66 的點位 於一個邊緣的轉折位置,能承受的干擾較其他保守的點為低,較難控制,在之後 進行動態模擬時,本研究會先用操作成本較高但是較保守可操作性較好的點先進 行測試,驗證整個穩態設計的動態可操作性,之後再討論動態操作與水相回流分 率之間的關係。
3. 動態控制之模擬 Case I (ASR=0.75)
3.1. 前言
由第二章中可得知此系統在水相回流分率為 0.66 時為多重穩態的轉折點,在 動態操作上可能較為困難。因此本研究將選擇較保守的水相回流分率為 0.75 的點 (命名為 case I )去操作,先確定整個穩態設計系統的可操作性。本章將探討水相回 流分率等於0.75 時系統的動態操作,在架構上採用溫度控制,設計較好控制架構,
並在動態測試中驗證所提出之控制架構之可行性。在本研究中使用Aspen®公司的 Aspen Dynamics 軟體做為動態模擬的工具。
動態系統的設計步驟如下,主要依據Luyben[22]所提出的步驟做部份修改。
1. 建立控制目標。例如:塔板溫度、產品規格或是轉化率等。
2. 決定控制自由度,即計算控制閥及致動器(Actuator)的數目。
3. 利用限量試劑的進料流量(本系統中為醇的進料流量)來設定生產煉量。
4. 控制產品濃度及反應轉化率。
5. 維持系統內化學計量平衡(在本系統中由控制操作變數 FR 達成)。
6. 決定控制架構後,進行靈敏度分析,決定控制變數,例如:溫度控制板,並 以ATV 的方法求得控制器參數。
7. 改善控制效果,例如:選定不同的操作變數及控制架構等,改善系統響應的 快慢或最終產品組成。
3.2. 控制環路設計
控制環路設計中可分為兩控制層級:一為庫存控制環路(Inventory Control),目 的在維持程序平衡狀態,如液位控制、流量控制及塔壓控制;另一則為品質控制,
主要為維持產品的純度以符合規格,如溫度控制及濃度控制。產品品質控制環路 方面,由於濃度控制即時量測儀器昂貴且不易維護,量測誤差較大,故一般工業 界均以溫度控制替代濃度控制;本研究之控制策略亦以溫度控制為主要探討對象。
3.3. 庫存控制環路架構探討 3.3.1. 庫存控制環路 Inventory A
在一般的傳統的庫存控制環路中,新鮮混醇進料由流量控制器控制;新鮮酸 進料量為了維持化學計量(stoichiometric)平衡,由一個比例控制串級一個流量控制 器保持進料酸與進料醇維持固定比例;而從蒸餾塔的迴流股流量則用以控制蒸餾 塔頂的回流鼓液位。反應蒸餾塔底液位由塔底出料流量控制,塔頂壓力由塔頂氣 相流量控制;蒸餾塔底底液位由塔底出料流量控制,塔頂壓力由冷凝器冷卻水量 控制。分相槽的總液位由分相槽至蒸餾塔的進料流量控制,分相槽的水相液位由 分相槽排出的水流量控制,而分相槽回流至反應蒸餾塔的水流量則由一個比例控 制串級流量控制來調節,分相槽本身的溫度由分相槽的冷卻水流量控制。本研究 將這個庫存環路控制架構命名為Inventory A,如圖 3-1 所示。控制器的種類:液位 控制均使用P 控制器,溫度、壓力及流量控制均使用 PI 控制器,控制器設定如表 所示。
圖 3-1:庫存控制環路架構 Inventory A
Reboiler
RD colu mn
Cond enser Decanter
HAcBuOH AmOH
Dist. Column
Reboiler
BuAc AmAcH2O
LC
LC
LC LC LC
PC PC FC FC
X 1 2 5
10 4 3 8
7 ASR
RR
TC 9 FC 6
FT FT LT
LT LT PT PT
LT FT
FT TT LT X FR
C ondenser 11
12 se t
set
set X
FT FC
FT
tray 1 tray 31 tray 44 tray 47
tray 6
tray 1
tray 1
表 3-1: Inventory A 的控制器參數列表
Inventory
Control Loop
Controlled Variable
Manipulated Variable
1 Flow rate of mixed alcohol feed Mixed OH feed valve 2 Flow rate of HAc feed HAc feed valve 3 Reflux drum level of Dist. Column Recycle feed valve4 Top pressure of RD column RD top vapor stream valve 5 Bottom level of RD column RD bottom stream valve 6 Flow rate of aqueous reflux to RD Aqueous Reflux stream valve 7 Total level of decanter Dist. Column Feed valve 8 Aqueous level of decanter H2O vent stream valve 9 Temperature of decanter Decanter duty
10 Top pressure of Dist. column Condenser duty of Dist. column 11 Bottom level of Dist. column Bottom stream valve of Dist.
Column
12 Flow rate of Dist. column Reflux Dist. column reflux valve
Multipler Input Output Ratio
FR Flow rate of mixed OH feed Set point of loop 2 0.99701
ASR Flow rate of aqueous stream from
decanter Set point of loop 7 0.75 RR Flow rate of recycle stream Set point of loop 13 2.5
3.3.2. 庫存控制環路 Inventory A 之穩定性
庫存控制環路的穩定性會影響到整體動態的操作。本研究利用脈衝測試 (Impulse test)觀察庫存控制環路的穩定性。將兩種庫存控制環路架構,針對操作變 數混醇與乙酸之進料流量比(Feed Ratio,以下縮寫為 FR)做 1%的脈衝測試(impulse test),若測試後可以回到原來穩定狀況代表該架構穩定,但若是發散或是偏離代表 該架構不穩定,控制上可能有困難。
下面圖3-2~3-5 結果顯示 Inventory A 架構對 FR 做-1%大小的脈衝測試可以收 斂回穩定狀態,但是+1%大小的脈衝測試則會整個發散。觀察其結果可以發現乙酸 丁酯出料濃度大幅下降,同時蒸餾塔底部流量會有段時間完全降為零,所以 Inventory A 架構無法應付+1%的 FR 脈衝測試。這代表 Inventory A 架構本身是一 個不穩定點或者是穩定性範圍相當小的點,對於日後要進行控制可能會造成一些 困難。
0 50 100
0.0 0.2 0.4 0.6 0.8 1.0
0 50 100
0.0 0.2 0.4 0.6 0.8 1.0
0 50 100
0.0 1.0x10
-12.0x10
-13.0x10
-14.0x10
-15.0x10
-10 50 100
0.98 0.99 1.00 1.01
x
RD,Bottom AmAc[mole fra c]
Time [h]
x
D,Bottom BuAc[m ol e frac ]
Time [h]
Time [h]
x
D,Bottom HAC[mole frac]
FR impulse +1% FR impulse -1%
Feed Ratio (FR) [-]
Time [h]
圖 3-2: Inventory A 進行 1%大小 FR 脈衝測試(產品濃度變化)
0 50 100 1.20
1.22 1.24
0 50 100
440 450 460 470 480
0 50 100
1.00 1.05 1.10
0 50 100
50 60 70 80 90 100 110
0 50 100
300 320 340
0 50 100
50 60 70
0 50 100
100.0 100.5 101.0
0 50 100
98 100 102
P re ssu re o f RD co lu m n st ag e 1 [b ar ]
Time [h]
F
RD, Top vapor[km ol /h r]
Time [h]
R D c olu mn s ump le ve l [m]
Time [h]
F
RD., Bottom[kmol/hr]
Time [h]
Fl ow ra te o f A qe ou s R efl ux [k mo l/ hr]
Time [h]
V alv e ou tp ut o f A qR efl ux f low c on tro l [%]
Time [h]
Time [h]
F
RD feed Alcohol[k mo l/h r]
FR impulse +1% FR impulse -1%
F
RD feed HAc[km ol /h r]
Time [h]
圖 3-3: Inventory A 進行 1%大小 FR 脈衝測試(反應蒸餾塔進出料流量、塔頂壓 力與塔底液位控制環路)
0 10 20 30 40 50 60 70 80 90 100 0.0
0.5 1.0
0 50 100
0.0 0.5 1.0
0 50 100
0.20 0.25 0.30 0.35
0 50 100
10 15 20
0 50 100
1.21 1.22 1.23
0 50 100
-2.8 -2.4 -2.0 -1.6
0 50 100
0.0 0.4 0.8 1.2
0 50 100
0 20 40 60
BuAC Water BuOH
(+ 1%) c omp os ition of st re am " R D T O P" [m ol fra c]
Time [h]
(- 1%) c omp os ition o f st ream "RDT OP " [m ol f rac]
BuAC Water BuOH
Time [h]
Dis t. colu mn re flux d rum l eve l [m]
Time [h]
Flow ra te o f re cy cl in g s tre am [km ol /h r]
Time [h]
Pre ss ure of Di st . co lu m n st age 1 [b ar ]
Time [h]
Q
Dist. Cond.[GJ /hr ]
Time [h]
Dis t. c olumn s ump le ve l [ m ]
Time [h]
FR impulse +1% FR impulse -1%
F
Dist., Bottom[km ol /h r]
Time [h]
圖 3-4: Inventory A 進行 1%大小 FR 脈衝測試(蒸餾塔頂回流鼓液位、塔頂壓力 與塔底液位控制環路)
0 50 100 0.0
0.5 1.0 1.5 2.0
0 50 100
0.0 0.5 1.0 1.5 2.0
0 50 100
0 10 20 30 40 50 60
0 50 100
0 10 20 30 40 50 60
0 50 100
90 95 100 105 110
0 50 100
50 60 70
0 50 100
39.0 39.5 40.0 40.5 41.0
0 50 100
-22.0 -21.5 -21.0 -20.5 -20.0
(+ 1% ) Decant er lev el [ m ]
Time [h]
(- 1% ) Decant er lev el [ m ]
Time [h]
Flow ra te of Di st . co lu m n feed [ km ol /h r]
Time [h]
Va lve o utp ut of De c to ta l le ve l c on tr ol [% ]
Time [h]
Fl ow r at e o f H
2O-ve nt [kmol/hr]
Time [h] Va lve o ut put of decant er aq eou s p hase le vel co nt ro l [ % ]
Time [h]
FR impulse +1% FR impulse -1%
T
Dec.[
°C]
Time [h]
Q
RD Cond.[GJ/hr ]
Time (Hours)
圖 3-5: Inventory A 進行 1%大小 FR 脈衝測試(分相槽進出料流量及液位控制環 路)
3.3.3. 庫存控制環路 Inventory B 及其穩定性
由於Inventory A 的穩定性範圍太小,故轉而考慮其他的庫存控制環路架構。
而另一種可能的庫存控制環路架構如圖3-6 所示,命名為 Inventory B。與 Inventory A 唯一不同的地方在於,反應蒸餾塔底的液位改用反應蒸餾塔的再沸器負載控制,
反應蒸餾塔底出料流量則用一個流量控制器固定住。亦即在Inventory B 中反應蒸 餾塔的再沸器負載並不是固定不變而是會隨著塔底液位變動,而塔底出料流量會 由一個流量控制器固定住流量。圖3-6 及表 3-2 為 Inventory B 的架構圖及控制器 設定表。
圖 3-6:庫存控制環路架構 Inventory B
表 3-2: Inventory B 的控制器列表
Inventory
Control Loop
Controlled Variable
Manipulated Variable
1 Flow rate of mixed alcohol feed Mixed OH feed valve 2 Flow rate of HAc feed HAc feed valve 3 Reflux drum level of Dist. Column Recycle feed valve4 Top pressure of RD column RD top vapor stream valve 5 Bottom level of RD column Reboiler duty of RD column 6 Flow rate of RD bottom stream RD bottom stream valve 7 Flow rate of aqueous reflux to RD Aqueous Reflux stream valve 8 Total level of decanter Dist. Column Feed valve 9 Aqueous level of decanter H2O vent stream valve 10 Temperature of decanter Decanter duty
11 Top pressure of Dist. column Condenser duty of Dist. column 12 Bottom level of Dist. column Bottom stream valve of Dist.
Column
13 Flow rate of Dist. column Reflux Dist. column reflux valve
Multipler Input Output Ratio
FR Flow rate of mixed OH feed Set point of loop 2 0.99701
ASR Flow rate of aqueous stream from
decanter Set point of loop 7 0.75 RR Flow rate of recycle stream Set point of loop 13 2.5
同樣的在Inventory B 架構中,對 FR 進行一樣大小的脈衝輸入(1%)測試,結 果如圖 3-7~3-10。Inventory B 架構在脈衝測試以後可以正常收斂,顯示該架構是 一個穩定的操作點,比起Inventory A 可以容許較大的擾動。由於之後的品質控制 環路架構是建築在庫存控制環路架構上,故希望庫存控制環路架構本身穩定性越 高越好,故之後本研究將會選擇Inventory B 架構建構品質控制環路。
。
0 50 100
0.990 0.992 0.994 0.996 0.998 1.000
0 50 100
0.990 0.992 0.994 0.996 0.998 1.000
0 50 100
0.0 1.0x10
-52.0x10
-53.0x10
-50 50 100
0.98 0.99 1.00 1.01
x
RD,Bottom AmAc[m ol e frac ]
Time [h]
x
D,Bottom BuAc[m ol e frac ]
Time [h]
Time [h]
x
D,Bottom HAC[mole frac] Feed Ratio (FR) [-]
FR impulse +1% FR impulse -1%
Time [h]
圖 3-7: Inventory B 進行 1%大小 FR 脈衝測試(產品濃度變化)
0 50 100 1.20
1.22 1.24
0 50 100
440 450 460 470 480
0 50 100
1.00 1.05 1.10
0 50 100
4500 5000 5500 6000
0 50 100
300 320 340
0 50 100
50 60 70
0 50 100
100.0 100.5 101.0
0 50 100
98 100 102
Pre ss ure of RD co lu m n st age 1 [b ar ]
Time [h]
F
RD, Top vapor[k mo l/ hr]
Time [h]
R D c olu mn s ump le ve l [m]
Time [h]
Q
RD Reb[k W ] F
RD feed HAc[kmol/hr]
Time [h]
Flow ra te o f A qe ous Re flux [kmol/hr]
Time [h]
Va lve o ut put of A qR eflux flow c ontro l [% ]
Time [h]
Time [h]
F
RD feed Alcohol[km ol /h r]
FR impulse +1% FR impulse -1%
Time [h]
圖 3-8: Inventory B 進行 1%大小 FR 脈衝測試(反應蒸餾塔進出料流量、塔頂壓 力與塔底液位控制環路)
0 10 20 30 40 50 60 70 80 90 100 0.0
0.5 1.0
0 50 100
0.0 0.5 1.0
0 50 100
0.20 0.25 0.30
0 50 100
10 15
0 50 100
1.21 1.22 1.23
0 50 100
-2.0 -1.6
0 50 100
1.0 1.2 1.4
0 50 100
40 50 60 BuAC
Water BuOH
(+ 1%) c omp os ition of st re am " R D T O P" [m ol fra c]
Time [h]
(- 1%) c ompo sitio n of st re am " R D T O P " [m ol fra c]
BuAC Water BuOH
Time [h]
Dis t. colu mn re fl ux dr um le ve l [ m ]
Time [h]
Flow ra te of recy cl in g st ream [k mo l/ hr ]
Time [h]
P ressu re o f Di st . c ol umn st ag e 1 [b ar ]
Time [h]
Q
Dist. Cond.[GJ/hr ]
Time [h]
Dis t. c olumn s ump le ve l [ m ]
Time [h]
FR impulse +1% FR impulse -1%
F
Dist., Bottom[km ol /h r]
Time [h]
圖 3-9: Inventory B 進行 1%大小 FR 脈衝測試(蒸餾塔頂回流鼓液位、塔頂壓力 與塔底液位控制環路)
0 50 100 0.0
0.5 1.0 1.5 2.0
0 50 100
0.0 0.5 1.0 1.5 2.0
0 50 100
50 60
0 50 100
40 50 60
0 50 100
90 95 100 105 110
0 50 100
50 60 70
0 50 100
39.0 39.5 40.0 40.5 41.0
0 50 100
-22.0 -21.5 -21.0 -20.5 -20.0
(+ 1% ) D ecan ter lev el [ m ]
Time [h]
(- 1% ) D ecan ter lev el [ m ]
Time [h]
Fl ow ra te of Dis t. c olumn f ee d [kmol /hr ]
Time [h]
FR impulse +1% FR impulse -1%
Va lve output of D ec to ta l le ve l c ont ro l [%]
Time [h]
Fl ow r ate of H
2O -ve nt [ kmol/ hr]
Time [h] Va lve output of dec an te r aq eou s pha se le ve l c ontr ol [ % ]
Time [h]
T
Dec.[
°C]
Time [h]
Q
RD Cond.[G J/ hr]
Time (Hours)
圖 3-10: Inventory B 進行 1%大小 FR 脈衝測試(分相槽進出料流量及液位控制環 路)
圖3-11 為 Inventory A 與 Inventory B 架構的比較示意圖:深色的為該架構使用 的操作變數,淺色斜體的就是兩者的差別,即使用不同的控制變數去控制反應蒸 餾塔底液位:Inventory A 使用反應蒸餾塔底出料流量;Inventory B 使用反應蒸餾 塔再沸器負載。
圖 3-11: Inventory A 與 Inventory B 的比較示意圖
3.4. 控制點與操作變數之決定
由前述的章節,本研究決定使用庫存控制環路架構Inventory B 來進一步建構 品質控制環路,並將使用溫度控制。本節要探討如何分析與挑選操作變數以及決 定溫度控制的塔板數。
3.4.1. 操作變數分析
Inventory B 共有 5 個操作變數可作為品質控制之用,分別為混醇與乙酸之進 料流量比(FR),水相回流分率(ASR),反應蒸餾塔底出料流量(Fb),蒸餾塔迴流比(RR) 及蒸餾塔再沸器負載(D_Qr)。FR 代表 Feed Ratio,為酸進料與混醇進料的莫爾流量 比例(酸進料莫爾流量/混醇進料莫爾流量);ASR(Aqueous Split Ratio)代表水相回流 分率:由分相槽流出的水中,回流回反應蒸餾塔的比例(回流至反應蒸餾塔的水莫 爾流量/從分相槽流出的水總莫爾流量);Fb(bottom mole flow rate of RD column)代 表反應蒸餾塔底出料莫爾流量;D_Qr(Reboiler duty of Dist. column)代表蒸餾塔底部 的再沸器負載;RR(Reflux Ratio)代表蒸餾塔的迴流比,即由蒸餾塔迴流鼓迴流至 蒸餾塔與迴流至反應蒸餾塔的比例(回流至蒸餾塔的莫爾流量/迴流至反應蒸餾塔 的莫爾流量)。
在這些操作變數中,FR、ASR 與 Fb是直接作用在反應蒸餾塔上的操作變數,
而 RR 與 Qr為直接作用在蒸餾塔上的操作變數。通常直接作用在某個塔上的操作 變數,就會選擇該塔上的塔板溫度來控制,而不會使用其他塔的塔板溫度來控制,
因為交叉控制反應通常會比較慢,彼此間的交互作用也較複雜。所以針對FR、ASR 與 Fb將只會從反應蒸餾塔中選擇某塔板溫度來控制,不需要考慮蒸餾塔;同理,
RR 與 Qr只需要從蒸餾塔裡選某塔板溫度來控制。接下來將討論如何選取操作變 數及決定溫度控制板。
3.4.2. 開環路靈敏度分析
在只有庫存控制環路的情況下,分別對5 個操作變數做±0.1%或±0.01%的階梯 輸入測試(input step change),同時紀錄兩根蒸餾塔所有板的溫度變化,計算出溫度 變化與程序之間的增益關係(即溫度變化(%)除以操作變數變化(%))。由於希望找到 線性關係,故所作的變化很小。其結果如圖3-12:
10 20 30 40 50 60 -40
-30 -20 -10 0 10 20 30 40
10 20 30 40 50 60
-10 -8 -6 -4 -2 0 2 4 6 8 10
10 20 30 40 50 60
-0.8 -0.6 -0.4 -0.2 0.0 0.2 0.4 0.6 0.8
5 10 15 20
-0.4 -0.3 -0.2 -0.1 0.0 0.1 0.2 0.3 0.4
5 10 15 20
-0.4 -0.3 -0.2 -0.1 0.0 0.1 0.2 0.3 0.4 Feed Ratio
+0.01%
-0.01%
Stage
Δ T/ FR [%/ % ]
Nrxn=28~50
48 45
NFHAC NFOH
RD Column
NFrecycle 32
RD Column
Stage
RD bottom mole flow rate +0.1%
-0.1%
Δ T/ F
RD,Bottom[% /% ]
48 45
NFHAC NFOH NFrecycle
32
Nrxn=28~50
Aqeous Split Ratio +0.1%
-0.1%
Stage
Δ T/AS R [ % /% ]
RD Column
48 45
NFHAC NFOH NFrecycle
32
Nrxn=28~50 Dist.
Δ T/ Q [% /% ]
Reb.Stage
Dist. Column Qr +0.1%
- 0.1%
Distillation Column
NF 7
Δ T /RR [ % /% ]
Stage
Dist. Column Reflux Ratio +0.1%
-0.1%
Distillation Column
NF 7
圖 3-12:開環路靈敏度分析
開環靈敏度測試結果會和下面的NRG 以及 SVD 結果一起分析。
3.4.3. NRG 與 SVD 分析
Chang 與 Yu[12]所提出的非方形相對增益(Non-Square Relative Gain,以下簡稱 NRG)。NRG 是延伸方形系統的相對增益矩陣(RGA)理念擴展至非方形系統。對於 一個非方形的n×m 矩陣 K,其非方形相對增益矩陣(
Λ
N),可由式3-1 及式 3-2 獲 得。⎥⎥
⎥⎥
⎥
⎦
⎤
⎢⎢
⎢⎢
⎢
⎣
⎡
=
m n n
m m
K K K
K K K
K K K K
n ,2 ,
, 2 2 , 2 1 , 2
, 1 2 , 1 1 , 1
1 ,
"
# (3-1)
T N
= K ⊗ ( K
+)
Λ
(3-2)其中K 為穩態增益矩陣,Ki,j表第 j 個操作變數對第 i 個量測變數的增益,在 此系統中可透過上述的開環路靈敏度分析而得到。而K+為虛擬反轉(Pseudo-Inverse) 矩陣。選擇量測點的位置可藉由
Λ
N矩陣內的列和(Row Sum,rs(i))性質來判定。即 選擇最大之 rs(i)值。物理上將選擇較大的 rs(i)值代表維持這個系統溫度或組成固 定,代表最容易維持整體系統的溫度分布或組成分布。圖 3-13 為兩根塔的 NRG 圖:10 20 30 40 50 60 0.0
0.1 0.2 0.3
0.4
NRG Plot of RD column
Row Sum
Stage
5 10 15 20
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
1.0
NRG Plot of Dist. column
Row Sum
Stage
圖 3-13: 反應蒸餾塔(上)與蒸餾塔(下)的 NRG 結果
由圖3-13 中之 NRG 分析可知,反應蒸餾塔最敏感的塔板數在第 29 板,而在 第49 及 54 板各有一個較小的尖峰。蒸餾塔在第 2 板最敏感,在第 7 板有個較小 的尖峰。
![圖 1-1:反應性蒸餾塔結構圖 1.2. 文獻回顧 Backhaus[10]於 1921 便曾發表過美國專利,針對乙酸甲酯製程所提出有關反 應性蒸餾技術的概念,但在早期並未受到重視。直到 1983 年,美國工程師 Agreda 等人[7]開發出乙酸甲酯之均相反應性蒸餾製程,將原本需要一個反應器及九個蒸 餾塔才能純化的乙酸甲酯製程轉成只需一個反應蒸餾塔即可達到,大幅降低乙酸 甲酯的生產成本,使得反應性蒸餾技術的開發逐漸受到重視。許多研究學者對於 反應性蒸餾系統的特性及穩態分析做深入的研究,例如:Barb](https://thumb-ap.123doks.com/thumbv2/9libinfo/9607836.633525/16.892.160.670.124.770/應性蒸餾塔結構圖文獻回顧Backhaus便曾發表過美國專利針對乙酸甲九個蒸.webp)