模具內旋轉機構對射出成型之結合線強度影響
79
0
0
全文
(2) 模具內旋轉機構對射出成型之結合線強度影響 The Effect of an In-Mold Rotational Device on Weld Lines in Injection Molding. 研 究 生: 鄔 智 傑. Student : Chih-Chieh Wu. 指導教授: 徐 瑞 坤. Advisor : Ray-Quen Hsu. 國 立 交 通 大 學. 工學院精密與自動化工程學程 碩. 士. 論. 文. A Thesis Submitted to Degree Program of Automation and Precision Engineering College of Engineering National Chiao Tung University in Partial Fulfillment of the Requirements for the Degree of Master of Science In Automation and Precision Engineering February 2012 Hsinchu, Taiwan, Republic of China. 中華民國 101 年 2 月.
(3) 模 具 內 旋 轉 機 構 對 射 出 成 型 之 結 合 線 強 度 影 響 學生:鄔智傑. 指導教授:徐瑞坤 國立交通大學工學院精密與自動化工程學程. 摘. 要. 本研究將針對結合線強度的問題進行實驗,由於結合線產生的原因主要是模具 內有兩股以上熔融的塑料接合,如產品中有孔洞的設計或者模具有兩個以上的進膠 點時會產生結合線。我們將一旋轉機構置於結合線位置,利用旋轉擾流的作用,將 結合線位置的塑膠進行攪拌,達到攪亂結合線的效果,並調整旋轉機構的轉速與型 式,與一般結合線的產品進行強度上的分析與比較。 實驗結果顯示,旋轉裝置確實有對產品的結合線達到攪拌的效果,外觀上可以很 輕易的看出攪拌過的結合線狀況,與我們預期的現象相符合。在強度上,PC 材質由 於流動性較佳,對攪拌的效果影響較大,低轉速的強度較佳;ABS 材料由於本身黏 度較高流動性較差,對攪拌的效果較差,同樣的在低轉速下其抗拉強度較高轉速佳。. 關鍵字: 結合線、旋轉裝置、轉子、擾流裝置. i.
(4) The Effect of an In-Mold Rotational Device on Weld Lines in Injection Molding. Student:Chihchieh Wu. Advisor:Rayquen Hsu. Degree program of Automation and Precision Engineering College of Engineering National Chiao Tung University ABSTRACT This study examines the effect of weld lines on the strength of injection mold. Weld lines typically occur when the flow fronts of two or more different plastics melt together during the injection process. Weld lines also result from use of molds designed to create a product with holes, or molds with multiple plastic injection gates. In this study, an in-mold rotational device was placed at the weld line. This added rotational disturbance facilitates the mixing of plastic materials at the weld line, effectively disrupting the structure of the polymers. Comparison was then made between the strength of the weld lines observed when using varying modes of rotation at different speeds, and the strength of typical weld lines. Experimental results show that rotational devices indeed result in disturbance of the weld line. Visual inspection shows an apparent effect of rotational disturbance on the state of the weld line, in accordance with expectations. In strengthening the weld lines of injection process when using polycarbonates (PC), due to a low viscosity and low resistance to disturbance, a low rotational speed is optimal in the disruption of weld lines. For a rigid substance with high viscosity such as acrylonitrile butadiene styrene (ABS), which is highly resistant to disturbance, a low rotational speed is also optimal because of the large amounts of tension involved.. Keywords: welding line, rotation device, rotator, stirred device.. ii.
(5) 誌. 謝. 在論文的撰寫過程中,總是會碰到了許多的問題,從題目的訂定,到實 驗項目的展開,模具的製作,成型,試驗等,都需要很多的資源及設備的 協助,才能夠順利的完成論文。 要感謝的人實在是太多了。首先要感謝指導教授徐瑞坤老師在這兩年的 指導與建議,讓我能夠跳脫既有的框架去思考實驗中的缺點並加以改進。 接著是同事黃華男、大晟精機的張總經理、陳經理還有模具與成型師傅們, 感謝他們在設備及技術上的支援,教導我如何解決模具製作上的問題,並 協助射出成型,讓我對整個製造的流程有更深入的了解。 還有我的家人們,在我最後的階段給予我很多的包容與支持,讓我能夠 順利的完成學業。. iii.
(6) 目 中文提要 英文提要 誌謝 目錄 表目錄 圖目錄 符號說明 一、 1.1 1.2 1.3 二、 2.1 2.1.1 2.1.2 2.1.3 2.2 2.2.1 2.2.2 2.2.3 2.2.4 2.2.5 2.3 2.4 2.4.1 2.4.2 2.4.3 2.5 三、 3.1 3.2 3.3 四、 4.1 4.2. 錄. ……………………………………………………………… ……………………………………………………………… ……………………………………………………………… ……………………………………………………………… ……………………………………………………………… ……………………………………………………………… ……………………………………………………………… 緒論………………………………………………………… 前言………………………………………………………… 研究動機與目的…………………………………………… 參考文獻…………………………………………………… 塑膠材料特性及射出成型………………………………… 塑膠種類…………………………………………………… 熱塑性塑膠………………………………………………… 熱固性塑膠………………………………………………… 結晶與非結晶型材料……………………………………… 塑膠的機械性質…………………………………………… 應力與應變………………………………………………… 抗拉強度…………………………………………………… 壓縮強度…………………………………………………… 耐衝擊強度………………………………………………… 溫度特性…………………………………………………… 塑膠射出成型……………………………………………… 射出成型機………………………………………………… 射出單元…………………………………………………… 鎖模單元…………………………………………………… 控制單元…………………………………………………… 模具………………………………………………………… 結合線的介紹……………………………………………… 結合線的產生……………………………………………… 結合線的影響……………………………………………… 常見之結合線解決方式…………………………………… 模具內旋轉機構的設計…………………………………… 模具內旋轉機構設計考量………………………………… 模具設計…………………………………………………… iv. i ii iii iv vi vii ix 1 1 1 2 4 4 4 5 5 6 6 7 7 8 8 9 9 10 11 11 11 19 19 20 20 24 24 25.
(7) 4.3 4.4 4.5 4.6 4.7 五、 5.1 5.2 5.3 5.4 5.5 5.6 5.7 5.8 六、 6.1 6.2 6.3 參考文獻. 馬達的選用………………………………………………… 皮帶輪的選用……………………………………………… 實驗的參數選擇…………………………………………… 數值模擬…………………………………………………… 圖面製作與模具加工……………………………………… 模具內旋轉機構實驗……………………………………… 射出機……………………………………………………… 射出參數…………………………………………………… 詴片製作…………………………………………………… 拉伸是驗機………………………………………………… 拉伸結果…………………………………………………… 實驗結果分析 – PC (出光 URZ-2500)…………………… 實驗結果分析 – ABS (奇美 PA-709)…………………… 轉子比較…………………………………………………… 結論與建議………………………………………………… 結論………………………………………………………… 實驗組強度相對較差的原因探討………………………… 檢討與改進方向…………………………………………… ………………………………………………………………. v. 26 26 26 29 30 42 42 42 42 43 44 44 46 48 64 64 64 65 66.
(8) 表 目 錄 表 4-1 表 4-2 表 5-1 表 5-2 表 5-3 表 5-4 表 5-5. 奇美 PA-709 材料特性…………………………………… 出光 URZ-2500 材料特性………………………………… 實驗參數…………………………………………………… 射出成型參數……………………………………………… PC 拉伸詴驗結果………………………………………… ABS 拉伸詴驗結果……………………………………… 不同轉子拉伸詴驗結果……………………………………. vi. 31 32 49 49 50 51 52.
(9) 圖 目 錄 圖 2-1 圖 2-2 圖 2-3 圖 2-4 圖 2-5 圖 2-6 圖 2-7 圖 2-8 圖 2-9 圖 2-10 圖 2-11 圖 2-12 圖 3-1 圖 3-2 圖 3-3 圖 3-4 圖 4-1 圖 4-2 圖 4-3 圖 4-4 圖 4-5 圖 4-6 圖 4-7 圖 4-8 圖 4-9 圖 4-10 圖 4-11 圖 4-12 圖 4-13 圖 4-14 圖 4-15 圖 4-16 圖 4-17 圖 4-18 圖 4-19. 熱塑性塑膠材料結晶型式………………………………… 材料應力-應變圖 ………………………………………… 材料詴驗機………………………………………………… ASTM 詴片規格…………………………………………… 材料衝擊詴驗機…………………………………………… 衝擊詴驗詴片……………………………………………… 塑膠材料的溫度特性……………………………………… 射出成型的程序…………………………………………… 射出成型機基本構造……………………………………… 射出機鎖模裝置…………………………………………… 模具構造-組合圖 ………………………………………… 模具構造-爆炸圖 ………………………………………… 結合線產生及分子鏈分佈現象…………………………… 因排氣不良產生表面 V 槽示意圖………………………… 因流速不同產生之結合線………………………………… 熔合線與縫合線…………………………………………… 黃大益研究中詴片設計…………………………………… 擾流機構設計概念………………………………………… 擾流機構設計概念上視圖………………………………… 實驗程序…………………………………………………… 馬達作動程序……………………………………………… 黃大益轉子驅動機構……………………………………… 轉子驅動機構……………………………………………… 模具設計圖………………………………………………… 馬達型號…………………………………………………… 馬達轉速與轉矩…………………………………………… 馬達承座…………………………………………………… 影響結合線強度的參數…………………………………… 兩葉式轉子………………………………………………… 三葉式轉子………………………………………………… CAE 模擬結合線位置 …………………………………… ASTM D638 Type I 詴片外形 …………………………… 詴片 CAD 檔 ……………………………………………… 詴片網格…………………………………………………… 結合線位置模擬結果……………………………………… vii. 13 13 14 14 15 15 15 16 16 17 17 18 22 22 23 23 33 33 33 34 34 35 35 35 36 36 37 37 38 38 38 39 39 39 40.
(10) 圖 4-20 圖 4-21 圖 4-22 圖 5-1 圖 5-2 圖 5-3 圖 5-4 圖 5-5 圖 5-6 圖 5-7 圖 5-8 圖 5-9 圖 5-10 圖 5-11 圖 5-12 圖 5-13 圖 5-14 圖 5-15 圖 5-16 圖 5-17 圖 5-18 圖 5-19 圖 5-20 圖 5-21 圖 5-22 圖 5-23 圖 5-24 圖 5-25 圖 5-26 圖 5-27 圖 5-28 圖 5-29. 實驗組與對照組外形……………………………………… 模具加工完成……………………………………………… 馬達與皮帶驅動機構……………………………………… 台中精機 VS 系列射出機………………………………… 詴片射出成型……………………………………………… 詴片 S 形之結合線………………………………………… 受轉子攪動後不規則之結合線…………………………… 對照組在顯微鏡五倍率下之結合線……………………… 對照組在顯微鏡五倍率下之結合線……………………… 對照組在顯微鏡二十倍率下之結合線…………………… MTS-810 萬能材料詴驗機………………………………… 詴片挾持及拉伸…………………………………………… 詴片拉伸完成及斷裂點位置……………………………… 應力-應變圖 ……………………………………………… 對照組詴片裂痕…………………………………………… 裂痕沿著結合線斷裂……………………………………… 裂痕沿著轉子邊緣斷裂…………………………………… 對照組結合線微觀圖……………………………………… 實驗組結合線微觀圖……………………………………… 實驗組結合線微觀圖……………………………………… 正常的詴片拉伸後斷面組織圖…………………………… 微觀下冷料層與流動層的斷面組織……………………… 裂痕沿不規則結合線裂開………………………………… 高轉速下結合線裂口處塑料組織流動方向……………… 高轉速下轉子邊緣裂口處塑料組織流動方向…………… 塑料受轉子攪伴作用示意圖……………………………… 低轉速下結合線裂口處塑料組織流動方向……………… 結合線位移示意圖………………………………………… ABS 對照組斷面組織圖…………………………………… 結合線裂口處塑料組織流動方向………………………… 轉子邊緣裂口處塑料組織流動方向及分層斷裂情形…… 詴片 S 形之結合線…………………………………………. viii. 40 41 41 52 53 53 54 54 55 55 56 56 56 57 57 58 58 59 59 59 60 60 60 61 61 61 62 62 62 63 63 63.
(11) 符號說明 Tm Tg. P A L0 L . E. :熔融溫度 :玻璃轉移溫度 :荷重 :斷面積 :材料承受應力 :材料原始長度 :材料受力後的長度 :材料受力後的應變 :材料彈性模數. ix.
(12) 一、緒論 1.1 前言 自從 1869 年賽璐珞(Celluloid)的發明以來,塑膠工業已經經歷了一 百多年的發展,二次大戰後的石化工業,促使塑膠原料由煤炭演變為廉價 的石油,原料成本的降低及製造技術的提升造就了塑膠製品的普及化。再 加上塑膠製品具有質輕、價格低廉、熱電的絕緣體、易著色、耐腐蝕及易 加工等優點,使得民生塑膠製品的用量已經超越了鋼鐵製品。 塑膠材料依循著遇熱軟化、遇冷固化的基本特性,工業界發展出一系列 塑膠加工的技術,如壓縮成形、押出成形、射出成型、吹製及壓延成形等, 都是目前塑膠製品的主要生產方式。而其中又以射出成型是塑膠製造上最 常使用的加工方法。將加熱熔融的塑膠原料透過射出機的加壓再擠入模具 的模穴內,冷卻後取出產品。簡單的製造程序容易達成自動化與大量生產 的要求。 隨著科技的發展及生活品質的提升,人們對於產品精度及品質的要求也 逐漸的提高,射出成型的塑膠製品在模具結構與機器條件的限制下,仍然 有許多難以克服的缺陷,如外觀的結合線(welding line)、毛邊(flash)、凹陷 (sink mark)、刮傷(scratch)、流痕(flow mark)及成品的翹曲(warpage)、表面 收縮(shrinkage)等,都需要花費相當的資源來解決這些問題。. 1.2 研究動機與目的 1.
(13) 粒狀的塑料首先必頇經過烘烤乾燥的程序,再經過射出機的料管加熱熔 融,透過射出機的加壓擠入模具內,最後冷卻固化形成成品。在射出成型 過程中,融熔的塑料在模具流動時,如有經過阻隔物,使得塑料必頇先分 流再於另一端會合,合流處的塑膠會因模具的冷卻效應及分子無法完全鍵 結;或者合流處的空氣無法完全排除,就會在合流處產生結合線。另外在 多點進膠的模穴設計中,兩股或兩股以上的塑膠流入模穴內,也會產生結 合線,不但影響視覺的觀感,當材料受到外力的作用時,容易從結合線處 產生破壞的情況。 目前業界對於結合線的消除方式,普遍有(1)提高模溫(2)提高料溫(3)增 加排氣機構(4)調整機構設計等。這些方式對於外觀的改善有立即的成效, 但結合線處的塑膠分子排列因無法完全的產生鍵結,造成結合線處的機械 強度仍然低於無結合線的強度。 本研究將於結合線處設計一個轉子機構,利用旋轉機構帶動轉子,在成 形的過程中對塑膠分子作攪拌,透過攪拌時所產生的擾流作用使結合線處 的塑膠分子得以增加鍵結機會,探討這樣的製程對於結合線處的機械性質 有無明顯的提升,並進一步的觀察結合線的細部組織狀態。. 1.3 參考文獻 在結合線的探討文獻中,許多的工程師與學者投入了相當多的精神研究 結合線的問題。林文卿[1]將材料肉厚增加減少流動阻力,並改善結合線處 2.
(14) 之融膠溫度。黃大益[2]利用旋轉機構在成型過程中測詴是否達到擾亂分子 結構的目的,並變化轉子外形來觀察結合線的變化,預期結合線受到轉子 攪拌後在強度上應該有所提升,但後續並沒有更深入的探討。鳴滝 朋[3] 有提及旋轉機構可改善結合線的強度,但並沒有更進一步的研究資料。陳 詞章、郭南村[4]等人以回歸分析法根據 ABS 材料的強度理論模型再加上材 料厚度、模溫及料溫等射出參數推導出新的半經驗公式,發現當料溫、模 溫、射出速度增加及保壓壓力減少時,詴片的結合度及拉伸強度會有增加 的趨勢。. 3.
(15) 二、塑膠材料特性及射出成型 2.1 塑膠種類 塑膠是由一種簡單的化學單體聚合而成,其分子量可以從數千到達數百 萬。在聚合物的化學分類上,分子量大於一萬以上者,稱之為高聚合物, 用於一般的成型加工;一萬以下者稱之為寡聚合物,通常用來作為樹脂或 油漆、接著劑等用途。 一般而言,塑膠大致上可分為兩大類,分別為熱塑性塑膠(thermo plastic)與熱固性塑膠(thermosetting plastic) 。熱塑性塑膠加熱後成為熔融 的液體狀態,可隨意的成形,冷卻後固化。此種材料可重複進行幾次的加 熱塑形及冷卻固化,材料特性會隨著成型的次數增加而劣化。熱固性的塑 膠則只能進行一次的加熱成形,在加熱過程中分子結構產生架橋反應形成 網狀結構,固化後無法再進行加熱軟化,如再加熱會使分子產生劣化或分 解燒焦等現象。. 2.1.1 熱塑性塑膠 熱塑性塑膠為一種線形的聚合物,是由多數長鏈狀的分子所構成,分子 間以氫鍵或弱小的凡得瓦爾力(Van der Waals force)相互結合,介於 0.5~20kcal/mole 間,由於鍵結能量不大,材料在加熱到一定的溫度之後分 子具有充分的能量克服分子間的吸引力,形成流動物質,待成形後冷卻固 化,為具有商業價值的材料,常見的如聚乙烯(PE)、聚氯乙烯(PVC)、聚苯 4.
(16) 乙烯(PS)等都是這一類的塑膠。日常生活中大部分的塑膠製品均為熱塑性塑 膠。. 2.1.2 熱固性塑膠 熱固性塑膠具有空間網狀的聚合物,分子間以共價鍵結合,結合力介於 50~200kcal/mole 間,在高溫時分子間產生架橋反應,形成三次元狀的網狀 結構,加熱不再軟化,如持續加熱會造成材料的燒焦及熱裂解,產品將無 法再度使用。尿素樹脂(UF)、酚醛樹脂(novolac)、環氧樹脂(epoxy)等都是這 類聚合物。主要的應用有電氣零件、耐熱碗盤、接著劑、塗料等。. 2.1.3 結晶與非結晶型材料 熱塑性的塑膠依分子的排列方式來看,可分為結晶型、非結晶型與混合 型材料(圖 2-1)。結晶型的材料其分子鏈互相平行且緊密規則排列,分子 間結合強度較強,機械性質較高且加熱後有明顯的熔融溫度(Tm),此種材 料因結晶部分與無定形部分之屈折率不同,多呈現為非透明狀態,如 PP、 PET、Nylon 等;非結晶型的材料則多為透明狀,分子的排列混亂呈隨機型 式,沒有明顯的熔融溫度,有明顯的玻璃轉移溫度(Tg) ,低於玻璃轉移溫 度時呈現出如玻璃般堅硬而脆的特性,代表的材料有 PC、PMMA、PS 等。 非結晶型材料一般而言只有 Tg,無 Tm,也就是當溫度達到 Tg 時, 非結晶型材料即開始融化。. 5.
(17) 結晶型材料同時具有 Tg 與 Tm,室溫的溫度一般高於 Tg,因此結 晶型材料在室溫下通常具有可撓性。 大部分的材料具有 15~80%的結晶性。. 2.2 塑膠的機械性質 塑膠材料中較重要的機械性質有抗拉強度(tensile strength)、壓縮強度 (compressive strength) 、折曲強度(flexural strength) 、耐衝擊強度(impact strength) 、撕裂強度(tear strength) 、硬度(hardness)等,以下會針對本研 究需要的幾個機械性質做簡單的介紹。. 2.2.1 應力與應變 單位面積上,分佈在材料斷面上的作用力,稱之為斷面上之應力,其中 P: 荷重、A: 斷面積,如為正號表示材料受拉應力;如為負號表示材料承 受壓應力。 應力. . P A. 材料承受軸向載重時,原始長度 L0 因承受載重而產生長度上的變化, 將變化後的長度 L 減去原始長度 L0,再除以原始長度 L0 即可得到材料的應 變值()。 應變. . L L0 L0. 材料受的應力(stress)與產生的應變(strain)數據可製成應力-應變圖. 6.
(18) (圖 2-2)。由圖所示,材料在彈性區內所受的應力遵循虎克定律(Hook’s law),應力除去後材料恢復原狀不產生變形。該斜率稱之為彈性模數。 彈性模數. E. 0 0. 過了降伏點之後,即為塑性變形區,材料受力後產生永久的變形。如果 材料沒有明顯的降伏點時,工業界普遍將彈性區曲線位移 0.2%的距離,與 該曲線相交的點定義為降伏點。 材料延伸到最後,因變形而產生的斷裂,稱之為斷裂點,此強度稱之為 斷裂強度。此時的伸長量即為斷裂伸長量。. 2.2.2 抗拉強度(tensile strength) 抗拉強度為單位面積材料所能承受的最大抗拉力的強度,目前業界多採 用 ASTM D638 的標準測詴方法作為判斷材料強度的依據。 將材料裁切成詴片形狀後,挾持於材料詴驗機上進行拉伸詴驗(圖 2-3) ,以固定的速度拉伸材料,直到拉斷為止。材料詴片(圖 2-4)的形狀 則依材料的檢驗目的而有不同。. 2.2.3 壓縮強度(compressive strength) 塑膠的壓縮強度的測詴方法與抗拉強度詴驗相同,只是將拉力改成壓 力,故其應力-應變曲線與抗拉強度類似。但不盡相同,破裂強度因材料的 不同而有不同的變化,某些材料經壓縮後會產生破裂現象,但有些材料經. 7.
(19) 壓縮後只有極大量的變形但不破裂,固破裂強度的定義可以是破裂時的強 度或者是達到我們不能接受的變形量即可。. 2.2.4 耐衝擊強度(impact strength) 耐衝擊強度是破壞詴片所產生的功。將詴片置於衝擊詴驗機(圖 2-5) 擺錘經過的最下端,當擺錘落下時撞擊詴片(圖 2-6),將擺回的高度與未 撞擊前的高度差,即為撞破詴片所需要的能量,此能量就是詴片的衝擊強 度。. 2.2.5 溫度特性 隨著溫度的改變,高分子材料的彈性模數也會跟著改變,如(圖 2-7)所 示,假如對彈性模數與溫度的關係做一個有系統的分類的話,可以做以下 的歸納: 在不同溫度下所呈現不同的模數,主要的原因乃是高分子的分子鏈可移 動性的差異。 材料的結晶行為是降低分子鏈的可移動性,同時增加材料的硬度。 由模數對溫度的圖來看,可將高分子的黏彈性大致分為五個區域: 1. 玻璃狀態區 2. 玻璃轉移區 3. 橡膠態高原區. 8.
(20) 4. 熔融區 5. 溶液區 玻璃轉移溫度 Tg 並不是一個固定的溫度,而是範圍幾度的區間。 Tg 被認為是塑膠材料可以如液體般流動的最低溫度。 熔點溫度 Tm 只存在於半結晶性高分子。 一般而言 Tg(絕對克氏溫度) 0.5-0.67Tm,不過 Tm 會受高分子結構的 不同而有小幅不同。. 2.3 塑膠射出成型 射出成型是塑膠製造上最常用的加工方式,目前約有三成的塑膠製品採 用射出成型的方式製作。在射出成型之前,必頇先將塑膠材料以高溫烘烤 數小時予以乾燥,確保水分子不會在高溫時釋放出來造成產品的瑕疵。再 將乾燥後的塑膠粒倒入射出機料筒中,經過螺桿的攪拌與加熱熔融,以高 壓將材料射入模具的模穴內,冷卻固化後形成與模穴相同形狀的成品。射 出成型最主要的優點為生產速度快、品質穩定,適合大量及自動化的生產。 而射出成型的程序可概分為充填、保壓、冷卻、頂出四個部分(圖 2-8)。. 2.4 射出成型機 射出成型機主要分為三個單元,分別為射出單元(injection unit) 、鎖模 單元(clamp unit)、控制單元(control unit)及模具(mold assembly)(圖. 9.
(21) 2-9) 。早期射出機的分類是以每一次射出的重量(盎司)大小來分別,現在 的分類是以每一次射料換算成聚苯乙烯的盎司數或每小時可塑化的磅數為 基準。另一種分類方式是以機器可達到最大的鎖模壓力來區分。 自 1960 年代開發出往復式螺桿射出成型機後,直到現在大部份的射出 成型機均採用此種射出方式。 影響射出的因素有(1)塑料種類(2)機器型式(3)操作參數(4)模具設計等。 適當的搭配與參數的設定才能製造出優良的產品。. 2.4.1 射出單元 射出單元主要的任務是將塑膠原料加熱熔融,並擠入模具內固化成形。 粒狀的塑膠原料由上方漏斗狀的料筒進入擠壓筒(料管)內,在擠壓筒(料 管)外部設有加熱裝置,當螺桿旋轉時,塑膠會沿著螺桿的溝槽前進,除 了外部加熱器的加溫外,螺桿旋轉時的剪切力亦會使材料升溫,並達到熔 融與攪拌的效果,當材料進入到擠壓筒前端時,塑料會暫時儲存於此空間 裡,在擠壓筒內的塑料因累積所產生的反作用力迫使螺桿往後退,抵達預 設位置,此時螺桿停止轉動並利用後端的油壓裝置將螺桿往前推擠,把累 積在擠壓筒內的熔融塑膠料推入模具內,直到模具內的塑膠成品冷卻固化 後,螺桿才開始旋轉塑化材料並後退,此時將模具打開,退出成品,完成 一個產品的生產週期。. 10.
(22) 2.4.2 鎖模單元 熔融塑料在射出時,所產生的高壓會將模具撐開,為了避免模具被撐 開,射出機必頇提供相對的力量將模具夾住,此力量即為鎖模力。 鎖模裝置由兩片大型的平板所組成,分為固定側與可動側,將模具裝置 於兩塊模板之間,並與射出機的噴嘴對齊。鎖模機構通常由油壓或電動裝 置驅動,最小鎖模力量必頇能夠抵抗射出機於射出成型時所產生的相對壓 力(圖 2-10)。. 2.4.3 控制單元 控制單元是射出成型機最重要的部份,除了射出單元及鎖模單元的控制 外,還必頇監控其他的周邊裝置如模溫機或機械手臂等,使得射出的程序 能依照正確的參數進行。早期的射出機,程序控制及感應裝置,均需要人 員手動調整並隨時注意,相當的不便。隨著科技的發達,搭載微電腦及閉 迴路系統(close loop system)的控制器已經相當的普遍,電腦可以協助偵 測機器及周邊系統的狀況並隨時顯示在螢幕上,射出程序及參數僅需直接 輸入在電腦上,並可達到手動、半自動與全自動的功能,大大的降低作業 人員的負擔。. 2.5 模具 任何型式的射出機皆需要模具,模具設計與製造的優劣,常常左右著成. 11.
(23) 品的品質。一般常用的模具為兩板模及三板模,主要分為模仁(core)與模 穴(cavity)的部份,當模具閉合時,兩者組合後所形成的空間即為成品(圖 2-11, 2-12)。 模具是由許多的零件組合而成的,每個零件的功能如下: 1. 定位環(locating ring) :模具組裝於射出機上時,可利用定位環快速 的將模具定位於射出機上並對齊噴嘴。 2. 固定板(support plate) :將模具組裝於射出機上時,可用夾持裝置固 定此板,即可將模具鎖固於射出機上。 3. 模穴(cavity)與模仁(core) :兩者組合而形成的空間除了是成品的 外形外,模板上亦包含了流道系統。成品冷卻固化後,流道系統即會被 移除成品,成為廢料或回收料再次進入射出機內使用。 4. 頂出(ejection) :由間隔塊形成的空間即為頂出行程,頂出板(ejector plate)與頂出銷(ejector pin)透過射出機頂出桿(ejector bar)的驅動, 將冷卻後的成品從模具中頂出。. 12.
(24) 結晶型. 非結晶型. 圖 2-1 熱塑性塑膠材料結晶型式[5]. 圖 2-2 材料應力-應變圖[6]. 13. 混合型.
(25) 圖 2-3 材料詴驗機[7]. 圖 2-4 ASTM 詴片規格[8]. 14.
(26) 圖 2-5 材料衝擊詴驗機[9]. 圖 2-6 衝擊詴驗詴片[9]. 圖 2-7 塑膠材料的溫度特性. 15.
(27) 圖 2-8 射出成型的程序[10]. 圖 2-9 射出成型機基本構造[11]. 16.
(28) 圖 2-10 射出機鎖模裝置[11]. 圖 2-11 模具構造-組合圖[11]. 17.
(29) 圖 2-12 模具構造-爆炸圖[11]. 18.
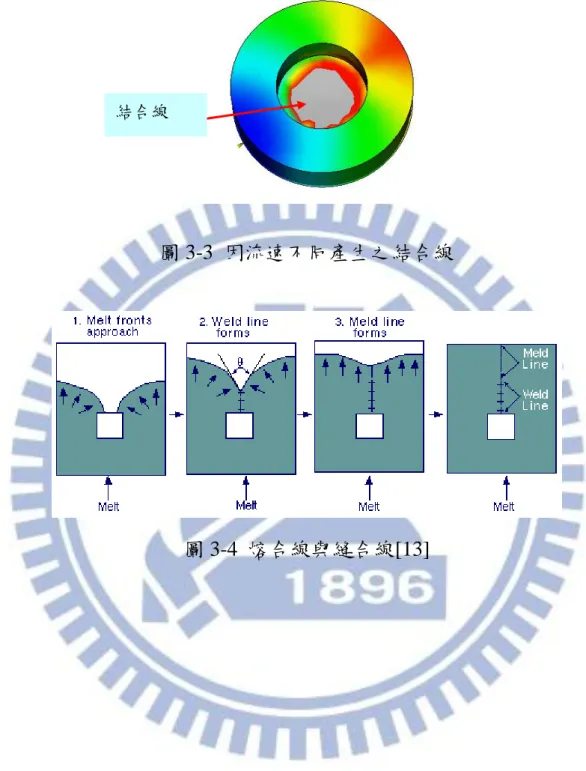
(30) 三、結合線的介紹 3.1 結合線的產生 1. 當分開的兩股或兩股以上的熔膠流動時,其流動波前以相對的方向 移動,由於熔融塑料在流動過程中,隨著流動距離的增加,塑料與模具 金屬內壁接觸而逐漸冷卻降溫,直到兩股融膠相遇時,合流處的分子因 溫度較低造成擴散不易,凝固後產生結合線(圖 3-1)。 2. 模穴內的阻隔物如成品上有開孔的設計,致使塑料必頇繞過阻隔 物,重新匯流時則會產生結合線。 3. 成品因受到外形的限制,波前合流時,模具內存在的空氣如果無法 順利排出,受到熔膠的擠壓成為高壓高熱的氣體集中在結合線位置,造 成成品的外觀不良及強度的降低(圖 3-2)。 4. 在多澆口的模穴設計中,熔融塑料同時進入模具內,當彼此波前互 相碰撞時產生結合線,模具上每增加一個膠口,成品則會增加一條以上 的結合線。。 5. 不同肉厚的模穴設計,熔融塑料流動速度不均,流速快的塑料回流 與流速慢的塑料結合時亦容易形成結合線(圖 3-3)。 6. 塑料合流處的溫度不同,使分子鏈未能充分鍵結時,容易形成結合 線。 結合線(weld line)在微觀之下可分為熔合線(meld line)與縫合線(weld. 19.
(31) line) 。熔合線與縫合線的區別在於兩熔融波前相遇時的角度,當縫合角度() 小於 135 度時形成縫合線,縫合角度大於 135 度時,便形成熔合線(圖 3-4) (依材料的不同而有不同的角度)[12]。相較之下,熔合線在成品表面的品 質或強度上都優於縫合線,惟此兩種現象並不一定會同時發生。. 3.2 結合線的影響 結合線對於成品的影響,除了外觀的瑕疵之外,結合線處的分子鏈因彼 此鍵結不足,在有外力負載時容易於結合線處產生應力集中現象導致材料 從此處破壞。 如因排氣不良產生的結合線,於結合線處容易發現因壓縮高溫氣體產生 的局部過熱或材料燒焦等現象。. 3.3 常見之結合線解決方式 目前業界針對結合線的問題有諸多的解決方式,可分為以下幾種: 1. 調整成型條件 增加模溫、料溫目的是利用高溫提升材料的流動性與鍵結的溫度來增加 分子鏈鍵結的能力。模溫增加的缺點是會增加成形的時間、提高製造成本。 增加料溫除了冷卻時間加長外,材料在高溫的環境下容易產生燒焦及劣化 的現象。 2. 改變成品結構. 20.
(32) 改變成品結構的設計或增加排氣機構,將成品產生結合線的地方以增加 產品特徵的方式將結合線移到該特徵上,並利用二次加工的方式來將結合 線的部位去除,以達到消除結合線的目的,此種方式會增加材料加工的成 本。 因為排氣不良造成的結合線可以增加排氣機構來去除模具內無法排出的 氣體,有效的降低結合線的 V 槽現象。 3. 二次加工 對於沒有強度要求的塑膠製品利用表面處理的方式,如噴漆,電鍍等後 加工來將塑膠表面的結合線予以覆蓋。現在大部分的消費者對於塑膠外觀 的品質要求均甚高,產品做表面處理已經是製造流程中必備的一環。故有 二次加工且無強度要求的產品,在製造過程中產生的結合線並不算是一個 明顯的缺陷。. 21.
(33) 圖 3-1 結合線產生及分子鏈分佈現象[13]. 圖 3-2 因排氣不良產生表面 V 槽示意圖[2]. 22.
(34) 結合線. 圖 3-3 因流速不同產生之結合線. 圖 3-4 熔合線與縫合線[13]. 23.
(35) 四、模具內旋轉機構的設計 黃大益『模具旋轉機構對於塑膠射出成型之結合線消除的效果』[2]研究 中,模具內旋轉機構在擾亂結合線的效果上有明顯的幫助(圖 4-1),文章中 提及結合線經過攪拌之後,預期在結構強度上會有所改善,但並未繼續深 入研究強度上會有多大的影響。 本研究主要是根據黃大益[2]的實驗構想,再深入的探討模具內旋轉機構 對結合線強度的影響。在轉子設計上,重新設計了新的轉子型式,並在轉 速上作調整,提升轉子對塑料的攪拌效果。整個旋轉機構的目的,是對熔 融塑膠加以攪動,破壞規則狀的結合線,來觀察攪亂後的結合線其抗拉強 度是否有增加(圖 4-2、4-3)。 實驗進行的流程依序為模具設計、模具製作、CAE 模擬、模具內旋轉 機構設計、材料詴片製作及材料詴驗等(圖 4-4)。 理論上模具內旋轉機構的作動時間點必頇在熔融塑膠料進入模穴前啟 動,並藉由融熔狀態下的可塑性,持續對塑料進行攪拌,直到塑料冷卻固 化至一定程度時停止運轉(圖 4-5)。取下詴片後,把材料不平整的部份切除, 接著實施拉伸詴驗,比較有增加旋轉機構與無旋轉機構的詴片,在抗拉強 度上面的差異。. 4.1 模具內旋轉機構設計考量 模具內旋轉機構設計上由轉子、驅動機構及其他模具機構所組成。考慮 24.
(36) 到轉子必需旋轉直到熔融塑膠固化後能自動停止,目前有兩種驅動機構的 設計。 第一是沿用黃大益[2]的構想,以氣壓的方式來驅動轉子(圖 4-6)。藉由 氣壓缸來推動齒條,透過齒條帶動齒輪與轉子,一方面可透過氣壓的設定 來達到不同凝固程度的攪拌、另一方面氣壓可達到自動停止的功能,利用 塑膠逐漸凝固所產生的阻力迫使轉子自動停止。缺點是利用氣壓的設定, 無法很精確的達到我們預設的壓力值與轉速,且容易因整個機構的運動或 摩擦而影響到預期的轉速,另外整個機構所需的空間較大,會佔用到頂出 銷的空間,頂出裝置的安排勢必會比較困難。 第二個構想是以馬達驅動皮帶輪的方式來帶動轉子(圖 4-7),利用馬達 的帶動可以精確的控制轉速,控制皮帶的張力可以讓塑料凝固後的阻力停 止皮帶輪。沒有齒條及氣壓缸行程的考量,故可以控制轉子起始時間與停 止時間,馬達甚至可以設定持續運轉,直到整個實驗製作完成。綜合以上 的優點及考量到詴片及模具空間的運用,本實驗將考慮使用馬達及皮帶輪 的設計。. 4.2 模具設計 旋轉機構設計方向確認之後,接著還要準備模具會用到的相關零件。首 先是模具的選用,此次實驗的詴片尺寸較小,考量旋轉機構所佔用的空間 不是很大,參考由仕霸工業所提供的標準模具型錄,選用 EC2730 系列的模 25.
(37) 座,固定板尺寸為 270x300mm,模板尺寸為 250x270mm,材質以 S45C 中 碳鋼為主。模具設計完成後如圖 4-8 所示。. 4.3 馬達的選用 在馬達的選用方面,本實驗需要有轉速控制的功能,參考 Orientalmotor 公司所出版的馬達型錄,選用 US 系列的 AC 調速馬達,該馬達的型號為: US315-001U2(圖 4-9) ,輸出功率為 15W,調速範圍為 90~1800rpm,轉速 -轉矩特性如圖 4-10 所示,符合本次實驗所需的轉速需求。為搭配模具的設 計,另外添加了馬達基座 SOL3M5 方便將馬達安裝於模具上(圖 4-11)。. 4.4 皮帶輪的選用 為了簡化設計及製作的工程,皮帶輪方面也選用市面上販售的標準品。 此皮帶輪的規格以 Misumi 公司出產的 U 型溝槽皮帶為主,其型號為 MBR28-3-P6 及 MBRF28-3-P12,分別裝於馬達軸與轉子軸上。. 4.5 實驗的參數選擇 會影響結合線強度的因子有很多,如射出速度與壓力、模溫與料溫、產 品冷卻速率、轉子溫度、轉子驅動方式、轉子停止時間、材料的型式、轉 子型式、轉子轉速等(圖 4-12),以下將對每個參數的選擇做敘述。 射出速度與壓力:射出速度快,容易產生噴流造成結合不良。射出壓力 與保壓壓力大時,結合能力相對較佳;壓力小,結合能力差。本實驗會將 26.
(38) 此參數固定,以同樣的條件作為比較基礎。 模溫與料溫:模溫與料溫對分子的鍵結能力有著直接的影響。溫度高鍵 結能力佳,但成型週期長,成本較高。實驗參數將針對不同材料而有不同 的設定,但對照組與實驗組的參數會保持相同的設定。 產品冷卻速率:冷卻速度快,攪拌的效果不足;冷卻慢,則成型週期長。 本實驗將設定固定的冷卻時間,不探討冷卻速度造成的影響。 轉子溫度:由於現有模具結構的限制,目前無法在轉子上製作加熱系統, 僅以相同的轉子溫度來進行實驗。但預期轉子在溫度較高的情況下,對分 子鏈的鍵結效果會較佳。 轉子驅動方式:轉子並不一定要以旋轉的方式帶動分子鏈,亦可以震動 或震動加旋轉的方式來進行攪拌,但每種驅動方式,其模具設計皆不相同, 考慮經費及時程的關係,先以旋轉的方式作為實驗條件。 轉子停止時間:攪拌的停止時間,對分子鏈的鍵結效果也有影響。考量 如要精確的控制停止時間,則需設計一個較精密的控制系統與射出機控制 單元互相搭配。目前先以塑料冷卻固化方式來停止轉子作為實驗的參數。 為簡化實驗的參數及成本的考量下,我們將以上的因子固定,針對比較 重要的實驗因子:塑膠材料、轉子的型式、轉子的轉速來加以探討。以下 為實驗因子的詳細說明: 1. 材料的型式:在材料的選用上,不同的材料有不同的黏度與流動係數,. 27.
(39) 本實驗以一般消費性生活用品的材料為主要探討對象,如 ABS 及 PC。 ABS(Acrylonitrile Butadiene Styrene):由丙烯腈-丁二烯-苯乙烯共聚合而 成的聚合物,比重約為 1.05g/cm3,收縮率為 0.4~0.7%,具有衝擊強度高、 尺寸穩定性佳、耐燃易加工、高光澤、耐衝擊、可電鍍等優點。經常使 用於一般的家電及日常生活用品的製造。這次取得的材料為奇美 ABS PA-709,材料特性如表 4-1 所示。 2. PC(Polycarbonate):聚碳酸酯為工程塑膠的一種,比重約為 1.18~1.2g/cm3,收縮率為 0.5~0.8%,本身具有優良的尺寸安定性、延伸 性、耐化學腐蝕性與高低溫的穩定性,有較高的強度及耐燃性、價格便 宜容易加工,為工業上經常使用的材料,非常適合生產輕薄短小的電子 產品。本次取得的材料為出光的 URZ-2500,材料特性如表 4-2。由於此 材料流動性佳,尺寸的穩定性及耐衝擊性佳,經常使用於背光模組內的 膠框零件。本次的實驗將針對這兩種材料的結合線特性進行詳細的探討。 3. 轉子型式:轉子的外形方面,目前設計兩種轉子型式(圖 4-13、4-14),作 為旋轉效率的測詴,並利用實驗的方式驗證出哪種型式的轉子對塑料的 攪拌作用最為明顯。兩葉式如圖 4-13 所示,此種型式的外形預期擾流效 果較佳,經由葉片的攪動可將擾流作用直接傳遞到塑料內,達到攪拌的 效果。三葉式如圖 4-14,此轉子型式是避免在轉子高速旋轉下,接近旋 轉子的塑料不會因為高速旋轉所產生的離心力而造成塑料拋離現象,產. 28.
(40) 生多重結合面反而破壞結構強度。利用改變葉片的方式將塑料帶入結合 線位置,並充分攪拌達到鍵結的效果。 4. 轉子轉速:轉速的設定太快塑料會產生拋離;太慢則無明顯的攪拌效果。 根據 CAE 模擬的結果(圖 4-15),塑料經過轉子到結合時間為 0.1 秒,由 此估算,轉子必頇在 0.1 秒內將塑料攪伴一個週期以上,讓結合線至少 有一個週期的扭曲,達到混合的效果。故轉子的轉速必頇要 700rpm 以 上。塑料在攪拌的過程中,為了區分旋轉的攪動量,並考量旋轉機構的 效率流失,目前設定為 800rpm(一週期)及 1600rpm(二週期)作為攪 拌量的參數,來比較兩者的差異。. 4.6 數值模擬 在模具設計之前,為了節省模具修改的時間,通常我們會先進行產品的 模流分析,預先求得產品射出的趨勢,找出結合線的位置,再將結果套用 到模具的製作中,並把旋轉機構設計於適當的位置。此方式可避免模具製 作失敗,減少模具修改的次數與節省整體開發設計的成本。 首先我們以 3D 繪圖軟體 CATIA 進行 3D 圖面的建構,由於此次實驗詴 片需進行拉伸詴驗,詴片的外形參考美國材料詴驗協會(American Society for Testing and Materials)所定義的詴片標準 ASTM D638 type I 來設計,設 計完成後輸出交換檔供模流分析軟體 Moldflow 進行結合線位置的模擬。 在參考 ASTM D638 type I 詴片的外型尺寸(圖 4-16)進行 3D 建構後(圖 29.
(41) 4-17),輸出.stl 檔案交換格式供模流分析軟體匯入。詴片檔案輸入 Moldflow 之後,要進行產品的參數設定,如材料的廠商及型號,接著定義網格及進 膠口(gate)位置(圖 4-18)。待設定完成後即可進行模擬,求得結合線的位置(圖 4-19)。 要將結合線位置置於詴片的中央,最佳的方法是將進膠口設計在詴片的 兩側,中間再設計流道將塑料導至進膠口,此種設計方式常應用在對稱性 的產品上。. 4.7 圖面製作與模具加工 由模擬結果得到結合線的位置之後,即可開始著手進行圖面與模具的製 作。本實驗由於結構簡單,使用一般的二板模具即可達到預期的效果,但 由於旋轉機構仍需佔用頂出板相當的空間,只能將實驗組的詴片置於模具 中心一側,另一側放置無轉子機構的對照組(圖 4-20)。加工後如圖 4-21、4-22 所示。. 30.
(42) 表 4-1 奇美 PA-709 材料特性[14] 特性. 測詴方法. 測詴條件. Properties. Test Method. Test Condition. ASTM D638. 1/8”,6 mm/min. ASTM D638. 1/8”,6 mm/min. ASTM D790. 1/4”,2.8 mm/min. ASTM D790. 1/4”,2.8 mm/min. ASTM D256. 引張強度 Tensile Strength 延伸率 Tensile Elongation 彎曲強度 Flexural Strength 彎曲彈性率 Flexural Modulus IZOD 衝擊強度 Izod Impact Strength 流動係數 Melt Flow Index 硬度 Hardness 比重 Specific Gravity. 單位(Unit). PA-709. Kg/cm2. 400. (lb/in2). (5670). %. 40. Kg/cm2. 640. (lb/in2). (9070). Kg/cm2. 23000. (lb/in2). (320000). 1/4”,23℃. Kg-cm/cm. 40(7.4). (Notched). 1/8”,23℃. (ft-lb/in). 45(8.4). ASTM D1238. 200℃,5Kg. g/10min. 0.5. ASTM D785. 1/2”. R Scale. 102. ASTM D792. 23℃. -. 1.03. ASTM D1525. 1/8”,50℃/hr. ℃(℉). 105(221). ASTM D648. 1/4”,120℃/hr. ℃(℉). UL 94. -. -. 軟化點 Vicat Softening Temp. 熱變形溫度 H.D.T Annealed(85℃,8hr) Unannealed 燃燒率 Flammability. 31. 99(208) 88(190). 1/16”HB.
(43) 表 4-2 出光 URZ-2500 材料特性[15] 高反射/遮光性/非臭素/難. 特長. 燃 V-0. ISO 材質表示. >PC-MD10FR(40)<. Grade name. URZ-2500. 詴験項目. 単位. 測定法. 密度. g/cm3. ISO 1183(K 7112). %. ISO 62(K 7209). 吸水率 引張(降伏)強 さ※1 引張破壊ひず み※2. Mpa. %. 曲げ強さ. Mpa. 曲げ弾性率. Gpa. シャルピー衝 撃強さ 荷重たわみ温 度 MVR 燃焼性. kJ/m2. ℃ cm3/10min 燃焼クラス/最小 厚み. (測定方法、条件) 1.28 24h50%RH 60. ISO 527-1,2 (K 7161, 7162). tB 40 90. ISO 178 (K 7171). 2.6. ISO 179-1(K 7111). 14. ISO 75-1,2. 0.45MPa. 130. (K 7191-1,2). 1.8MPa. 120. ISO 1133 (K 7210). 300℃ 1.20kg. 34. UL94. mm thickness. V-0/1.5. ※1: 引張降伏応力の場合は、数字の前に Y を付ける。 ※2: 引張破壊呼びひずみの場合は、数字の前に tB を付ける。 ※: UL File No.:QMFZ2.E48268(Company Name:IDEMITSU KOSAN CO LTD,Category Name:Plastics Component)。. 32.
(44) 結合線. 旋轉子位置. 圖 4-1 黃大益研究中[2]詴片設計. 圖 4-2 擾流機構設計概念. 圖 4-3 擾流機構設計概念上視圖[2]. 33.
(45) 圖 4-4 實驗程序. 圖 4-5 馬達作動程序. 34.
(46) 圖 4-7 轉子驅動機構 圖 4-6 黃大益[2]轉子驅動機構. 圖 4-8 模具設計圖. 35.
(47) 圖 4-9 馬達型號[16]. 圖 4-10 馬達轉速與轉矩[16]. 36.
(48) 圖 4-11 馬達承座[16] 固定因子. 實驗因子. 射出速度與壓力 模溫與料溫 產品冷卻速率. 塑膠材料 影響結合線 強度的參數. 轉子型式. 轉子溫度 轉子轉速. 轉子驅動方式 轉子停止時間. 圖 4-12 影響結合線強度的參數. 37.
(49) 圖 4-13 兩葉式轉子. 圖 4-14 三葉式轉子. 圖 4-15 CAE 模擬結合線位置. 38.
(50) 圖 4-16 ASTM D638 Type I 詴片外形[8]. 圖 4-18 詴片網格. 圖 4-17 詴片 CAD 檔. 39.
(51) 圖 4-19 結合線位置模擬結果. 圖 4-20 實驗組與對照組外形. 40.
(52) 圖 4-21 模具加工完成. 圖 4-22 馬達與皮帶驅動機構. 41.
(53) 五、模具內旋轉機構實驗 完成模具後,接著就要利用各種不同的參數來進行實驗,如前章所述, 本實驗預設的變數有材料的種類、轉子的型式、轉子的轉速,吾人製作一 簡單的表格來規劃相關的實驗參數(表 5-1)。. 5.1 射出機 根據模具的尺寸,我們選用了台中精機公司所出產的 VS-80 系列油壓式 射出機(圖 5-1),最大鎖模力為 80 噸,其機器特性如下: 強而穩定的射出系統 超重負荷之鎖模系統 穩定快速的油壓系統 精確的電控系統. 5.2 射出參數 此次實驗的材料有兩種,分別為 PC 及 ABS,成形參數上主要不同點在 射出溫度、速度及壓力,PC 材料熔融溫度較高,材料黏度低且流動性較佳, 射出速度較快,冷卻時間較久;而 ABS 熔融溫度較低,材料黏度高流動性 差,射出速度較慢,冷卻時間較短。射出成型參數如表 5-2 所示。. 5.3 詴片製作 首先我們先將三葉式的轉子裝入模具中測詴旋轉功能正常後,把模具架 42.
(54) 上射出機,待料溫加熱到預定溫度,清洗料管後即可開始射出。如圖 5-2 所示,可以清楚的看出此為三葉式的轉子,另一邊是沒有轉子的對照組。 流道及澆道在進行拉伸詴驗之前必頇剪除。低轉速下(800rpm)詴片的背面可 以清楚的看到 S 型的曲線(圖 5-3),此為結合線被轉子所扭轉產生的結果; 在高轉速下(1600rpm),結合線被轉子攪拌成不規則形狀(圖 5-4)。對照組 的詴片在顯微鏡下放大率 5 倍時,結合線部份可清晰的分辨出來(圖 5-5、 5-6),在放大率 20 倍所呈現出的影像,也可以很清晰的看出結合線的狀態(圖 5-7)。 將各種參數的詴片製作完成後,需把模具由射出機上卸下來進行轉子更 換的工程,待更換成二葉式的轉子後,模具重新架上射出機進行射出成型 的動作。. 5.4 拉伸詴驗機 本實驗所使用拉伸詴驗機是 MTS System 公司所出產的 MTS 810 Material Test System (圖 5-8)。此機器為一般常用之材料詴驗機,可測詴拉 力、壓力、疲勞、潛變等材料特性。藉由油壓機提供動力,load cell 偵測 應力,電腦可以將應力-應變曲線及時的記錄下來,非常方便。我們參考 ASTM D638,將拉伸詴驗的速度設定為 6mm/min,先將詴片挾持於詴驗機 夾頭上,需注意幾個重點: 詴片必頇挾持於機器的拉伸軸向上,否則會造成拉力不均現象。 43.
(55) 上下兩端的挾持長度必頇平均,避免拉伸時鬆脫,造成危險。 避免挾持在詴片中間的量測區域,使夾頭影響到斷裂點位置。 確認詴片挾持無誤,電腦設定完成即可開始進行拉伸詴驗(圖 5-9),拉 斷之後可以發現詴片斷裂點落在詴片的中間位置(圖 5-10),此時即可將數據 資料記錄下來,繪出該詴片的應力-應變圖(圖 5-11)。. 5.5 拉伸結果 此次拉伸詴驗的結果,對照組詴片由於少了轉子的干擾,裂痕如我們的 預期,沿著結合線的方向裂開(圖 5-12)。實驗組詴片的裂痕則有兩種現象, 一種裂痕沿著結合線的位置斷開(圖 5-13),另一種則斷裂在轉子邊緣的非結 合線位置上(圖 5-14)。 同時我們也比較一下結合線的結合情況。發現在對照組的詴片中,結合 線的痕跡一直延伸到詴片的邊緣,在顯微鏡下可以很明顯的辨識出結合線 的痕跡(圖 5-15);而在實驗組的詴片中,與轉子面接觸的詴片邊緣的結合線 痕跡已模糊無法辨識清楚(圖 5-16),如結合線剛好沒有落在中央,在轉子側 仍可看到被撥到旁邊的結合線,末端也模糊無法辨識清楚(圖 5-17)。. 5.6 實驗結果分析 – PC (出光 URZ-2500) 我們先觀察對照組的拉伸結果,首先先看一片正常無結合線的詴片拉伸 結果(圖 5-18),從斷面處可以發現斷面組織的排列均勻。再取一片對照組的. 44.
(56) 詴片觀察,我們可以看出裂痕沿著結合線裂開,斷面分成三層,上下兩層 塑料與模具壁接觸溫度較低形成冷料層,中層為塑料流動層(圖 5-19)。在成 形的過程中,由於噴泉效應,中間的塑料會先接觸,經由推擠將塑料擠到 上下兩側冷卻,此時溫度已降低,分子鏈間鍵結能量及時間均不足,故拉 斷之後材料斷面形成三層的現象。 PC 材料在高速旋轉(1600rpm)的條件下共生產 32 片詴片,轉子為三葉 式,拉伸詴驗後斷點在結合線處的詴片共計 9 片;另一種斷裂位置在非結 合線處的詴片共計共 23 片。拉伸詴驗的結果如表 5-3。 斷裂點在結合線處的拉伸結果,其強度是對照組的 82.7%。我們發現詴 片的裂口處沿著不規則結合線裂開(圖 5-20),觀察發現有多條的結合線產 生,推估塑料在轉子的高速帶動下有產生拋離現象,因拋離塑料體積較小, 冷卻速度較快,與後續抵達的塑料重新結合產生多條結合線,抗拉強度隨 著結合面的增加而下降。微觀下可以看到斷面組織往同一方向移動(圖 5-21),冷卻層與流動層無法明顯的辨識出來,可以看出塑料有被充分的攪 拌,與我們的預期相符。 斷裂點在非結合線處的拉伸結果,其強度是對照組的 89.7%。詴片裂口 處發現裂痕沿著旋轉子邊緣裂開,顯微照片有一個碗狀的區間(圖 5-22),組 織有受到旋轉效應的則沿著轉子移動,轉子之外的則未受到影響。塑料受 轉子旋轉效應的與外側未受到攪拌的分子鏈形成兩個不同區間(圖 5-23),轉. 45.
(57) 子上方的塑料持續受到攪拌直到凝固阻力大於轉子的扭力而停止,此區間 的分子鏈在半凝固狀態下仍然持續受到攪拌,使得此處的分子無法與非攪 拌區的分子鍵結完全,造成強度降低。 在低轉速(800rpm)的條件下共生產 32 片詴片,拉伸斷裂點在結合線處 的共 5 片,拉伸斷裂點在非結合線處的共 27 片。 斷裂點在結合線處的拉伸結果,其強度是對照組的 97.8%。我們發現轉 子在低轉速下,塑料無拋離現象,塑料組織受到攪拌後也往同一個方向移 動,結合線的 S 曲線清晰可辨(圖 5-24)。抗拉強度僅略低於與無轉子的對照 組。 斷裂點在非結合線處的拉伸結果,其強度是對照組的 70.3%。此組的數 據特別奇怪,經多次觀察且與射出成型師傅討論,發現在射出成型過程中 有些許的流道不平衡現象,一端的塑料流速較快先抵達轉子上方受到轉子 的攪拌,而另一端的塑料抵達時間較慢,在轉子的邊緣會合,第一道塑料 已經過轉子攪拌並冷卻,因壓力的關係,第二到塑料將結合線稍微推擠回 轉子上方(圖 5-25),但因溫度差異已無法充分與第一道塑料鍵結,導致產品 的抗拉強度降低許多。. 5.7 實驗結果分析– ABS (奇美 PA-709) 首先觀察 ABS 對照組的詴片情況,觀察斷面可以看到 ABS 在冷卻過程 中,詴片表面與模具壁接觸冷卻速度較快,當內部冷卻時,因體積收縮的 46.
(58) 關係,斷面組織的方向有向內側集中的趨勢(圖 5-26)。 ABS 在轉子高速的條件下共製作 31 片,斷裂點在結合線處的有 21 片, 在非結合線處共 10 片;低轉速詴片共製作 32 片,斷裂點在結合線處的有 22 片,在非結合線處共 10 片,拉伸數據如表 5-4 所示。 高轉速下斷裂點在結合線處的拉伸結果,其強度是對照組的 94.4%。低 轉速下斷裂點在結合線處的拉伸結果,其強度是對照組的 96.7%。兩種轉速 下詴片斷面結果相似,圖 5-27a 為高轉速下的詴片斷面,圖 5-27b 為低轉速 下的詴片斷面,我們可以發現 ABS 的材料由於黏度較高,流動性較低。上 半部分轉子攪動的塑料組織只有稍微位移,塑料的鍵結受轉子攪動的影響 不大,與對照組的差別在於冷料層與流動層因轉子攪拌作用而消失,抗拉 強度兩者間差異不大,略低於對照組的實驗結果。 高轉速下斷裂點在非結合線處的拉伸結果,其強度是對照組的 95.7%。 低轉速下斷裂點在非結合線處的拉伸結果,其強度是對照組的 95.3%。在轉 子邊緣斷裂時,斷面呈現兩層的現象,冷卻時不管是高轉速(圖 5-28a)或者 是低轉速的詴片(圖 5-28b)均發現上半層塑料受到轉子的影響,與下半層的 材料產生分層的現象,但由於材料黏性較高,分子鏈受到轉子的破壞後還 有結合力,抗拉強度僅略低於對照組的實驗結果。 由上列分析我們發現一些特徵: 轉子在低轉速下的攪拌效果較佳,與高轉速比較,結合線的強度較. 47.
(59) 高,但仍低於對照組的強度。 轉子對結合線的攪拌,塑料組織有受到帶動且材料的冷料層與流動 層因轉子的旋轉效應而消失並呈現扭轉的現象,與預期的結果相 符。 接觸轉子面的結合線也因攪拌效應無法明顯的辨識出結合線的位 置。. 5.8 轉子比較 吾人取其中一種材料作為轉子的效果比較,如表 5-5 所示,我們將實驗 結果歸納如下: 斷裂點在結合線處的實驗結果: 三葉式抗拉強度為對照組的 82.7% 兩葉式抗拉強度為對照組的 94.6% 斷裂點在非結合線處的實驗結果 三葉式抗拉強度為對照組的 89.7% 兩葉式抗拉強度為對照組的 96.6% 三葉式因葉片數量較多攪拌速度較快,攪拌時塑料會產生拋離現象,形 成許多不規則的結合線,鍵結效果被打散,影響強度。二葉式的攪拌速度 較慢,由於沒有塑料拋離現象,觀察裂口發現,其裂口有 S 曲線狀的結合 線(圖 5-29),鍵結較完全,相對強度較高。 48.
(60) 表 5-1 實驗參數 Sample No.. Material. Rotation. Rotor’s type. 轉速比較 G. PC (出光 URZ-2500). A(800rpm). 三葉式. K. PC (出光 URZ-2500). B(1600rpm). 三葉式. D. ABS (奇美 PA-709). A(800rpm). 三葉式. H. ABS (奇美 PA-709). B(1600rpm). 三葉式. 轉子比較 K. PC (出光 URZ-2500). A(1600rpm). 三葉式. F. PC (出光 URZ-2500). B(1600rpm). 二葉式. 表 5-2 射出成型參數. 49.
(61) 表 5-3 PC 拉伸詴驗結果. 50.
(62) 表 5-4 ABS 拉伸詴驗結果. 51.
(63) 表 5-5 不同轉子拉伸詴驗結果. 圖 5-1 台中精機 VS 系列射出機[17]. 52.
(64) 圖 5-2 詴片射出成型. 圖 5-3 詴片 S 形之結合線. 53.
(65) 圖 5-4 受轉子攪動後不規則之結合線. 圖 5-5 對照組在顯微鏡五倍率下之結合線. 54.
(66) 圖 5-6 對照組在顯微鏡五倍率下之結合線. 圖 5-7 對照組在顯微鏡二十倍率下之結合線. 55.
(67) 圖 5-8 MTS-810 萬能材料詴驗機. 圖 5-9 詴片挾持及拉伸. 圖 5-10 詴片拉伸完成及斷裂點位置. 56.
(68) 圖 5-11 應力-應變圖. 圖 5-12 對照組詴片裂痕. 57.
(69) 結合線. 圖 5-13 裂痕沿著結合線斷裂. 圖 5-14 裂痕沿著轉子邊緣斷裂. 58.
(70) 圖 5-15 對照組結合線微觀圖. 圖 5-16 實驗組結合線微觀圖. 圖 5-17 實驗組結合線微觀圖. 59.
(71) 圖 5-18 正常的詴片拉伸後斷面組織圖. Frozen area. Flow. Frozen area 圖 5-19 微觀下冷料層與流動層的斷面組織. 圖 5-20 裂痕沿不規則結合線裂開. 60.
(72) 轉子側. 圖 5-21 高轉速下結合線裂口處塑料組織流動方向. 圖 5-22 高轉速下轉子邊緣裂口處塑料組織流動方向. 圖 5-23 塑料受轉子攪伴作用示意圖. 61.
(73) 圖 5-24 低轉速下結合線裂口處塑料組織流動方向. 圖 5-25 結合線位移示意圖. 圖 5-26 ABS 對照組斷面組織圖. 62.
(74) a. b. 圖 5-27 結合線裂口處塑料組織流動方向. a. b. 圖 5-28 轉子邊緣裂口處塑料組織流動方向及分層斷裂情形. 圖 5-29 詴片 S 形之結合線. 63.
(75) 六、結論與建議 6.1 結論 本研究主要是將一馬達帶動之旋轉機構置入模具內,藉由馬達的旋轉來 帶動塑膠,破壞熔融之波前結構,增加塑膠材料熔融效果。並比較不同的 轉子、材料及轉速對抗拉強度產生的影響。經過分析後發現: 1. 模具內旋轉機構的旋轉效應,對結合線有明顯的攪拌效果。 2. 轉子的攪拌效應對於破壞塑料的冷料層與流動層有明顯的效果。 3. 在靠近轉子側的結合線因攪拌效應而消失。 4. 旋轉機構的置入,形成了排氣孔,可幫助成型時的排氣。 5. 對於旋轉機構於結合線的抗拉強度而言,低轉速轉子的抗拉強度,與沒 有轉子對照組比較,抗拉強度較差;高轉速轉子破壞了熔融的波前結構, 造成塑料拋離,與對照組比較,其抗拉強度也相對的降低。 6. 在相同轉速下,轉子對高流動性材料的攪拌效果較低流動性的材料佳。 7. 轉子置入的位置,因部分肉厚不均,容易造成產品表面收縮的現象,多 餘的塑料如產品有外觀需求,仍需二次加工將餘料切除。 8. 旋轉機構會佔用到頂出板部分的空間,頂出銷的位置會被壓縮,如頂出 銷間距過大,會造成產品頂出不良。. 6.2 實驗組強度相對較差的原因探討: 實驗的結果,對於抗拉強度會較低的現象,我們歸納出幾個較重要的原 64.
(76) 因: 1. 高轉速時的塑料拋離現象,產生多個結合面,降低強度。 2. 轉子停止時機是靠塑料凝固時產生的阻力來停止轉子,塑料冷卻到半凝 固狀態時塑料仍會受轉子持續破壞,無法充分鍵結,造成強度的下降。 3. 對於現有的模具來說,轉子無法安裝模溫系統,相對溫度較低,造成塑 料抵達時冷卻速度較快,分子無法有充足的時間攪拌及鍵結。. 6.3 檢討與改進方向 1. 本實驗在塑料冷卻過程中無法精確的控制轉子停止的時間點,而是讓轉 子在冷卻阻力下自動停止,會讓塑料在冷卻過程中仍然受到轉子的攪拌 的作用,破壞塑料鍵結效果,如能在塑料凝固之前停止轉動,讓分子持 續鍵結,預期強度會提高。 2. 由前項所述,在轉子上增加加熱系統,於冷卻過程中延後冷卻速率,並 控制轉子停止的時間點,可預期增加抗拉強度。 3. 轉子的轉速與材料流動性的關係需更進一步的探討,轉速需針對不同材 料的特性進行最佳化調整。 4. 轉子的外形及攪拌效能需進行最佳化,讓旋轉攪拌效益能充分的傳遞至 塑料內。. 65.
(77) 參考文獻 [1] 林文卿, 「射出成型之缝(熔)合線探討及實務對策」 ,中原大學,碩士 論文,民國 94 年。 [2] 黃大益, 「模具旋轉機構對於塑膠射出成型之結合線消除的效果」 ,國立 交通大學,碩士論文,民國 96 年。 [3] 鳴滝 朋,コストダウソのための射出成形不良の原因と対策,シグマ 出版,東京,1999。 [4] 陳詞章、郭南村、陳俊吉、陳俊生,「ABS 射出成型件縫合線強度之探 討」,龍華科技大學學報第二十期,2005。 [5] http://plastic.me.ntu.edu.tw/Study.htm [6] http://www.mapeng.net/news/mechanical_design_course/2008/12/ mapeng_081222954332119.html [7] MTS 810 user manual [8] ASTM D638 Standard Test Method for Tensile Properties of Plastics. [9] http://www.matweb.com/reference/izod-impact.aspx [10] 林君達,「以模內壓力作為塑品品質線上監測之研究」,國立高雄應 用科技大學,碩士論文,民國 99 年。 [11] http://www.custompartnet.com/wu/InjectionMolding [12] S. Fellahi, A. Meddad, B. Fisa, B. D. Favia, ”Weldlines in Injection-Molded Parts: A Review”, Advances in Polymer Technology, Vol.14, No.3, pp.169-195, 1995. [13] http://www.dc.engr.scu.edu/cmdoc/dg_doc/develop/trouble/weldmeld/ f6000001.htm [14] http://www.chimeicorp.com/tw/ [15] http://www.idemitsu.co.jp/ipc/products/pc/index.html [16] Misumi 公司型錄 66.
數據
![圖 2-1 熱塑性塑膠材料結晶型式[5]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8540198.187694/24.892.135.783.143.938/圖21熱塑性塑膠材料結晶型式5.webp)
![圖 2-3 材料詴驗機[7]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8540198.187694/25.892.160.744.101.1085/圖23材料詴驗機7.webp)
![圖 2-5 材料衝擊詴驗機[9]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8540198.187694/26.892.157.742.101.1077/圖25材料衝擊詴驗機9.webp)
![圖 2-8 射出成型的程序[10]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8540198.187694/27.892.159.746.120.1026/圖28射出成型的程序1.webp)
+7
![圖 2-10 射出機鎖模裝置[11]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8540198.187694/28.892.163.743.152.943/圖21射出機鎖模裝置11.webp)
![圖 2-12 模具構造-爆炸圖[11]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8540198.187694/29.892.160.746.109.922/圖212模具構造爆炸圖11.webp)
![圖 3-1 結合線產生及分子鏈分佈現象[13]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8540198.187694/33.892.159.746.110.928/圖31結合線產生及分子鏈分佈現象13.webp)
![表 4-1 奇美 PA-709 材料特性[14] 特性 Properties 測詴方法 Test Method 測詴條件](https://thumb-ap.123doks.com/thumbv2/9libinfo/8540198.187694/42.892.129.791.156.915/表41奇美PA79材料特性14特性Properties測詴方法TestMethod測詴條件.webp)
![表 4-2 出光 URZ-2500 材料特性[15]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8540198.187694/43.892.124.814.112.905/表42出光URZ25材料特性15.webp)
相關文件
唇音 b巴 p趴 m媽 f花 舌尖音 d打 t它 n拿 l啦.. 舌葉音 z渣 c茶 s沙 j也 舌根音 g家
www.edb.gov.hk> School Administration and Management> Financial Management > Notes to School Finance> References on Acceptance of Advantages and Donations by Schools
Two cross pieces at bottom of the stand to make a firm base with stays fixed diagonally to posts. Sliding metal buckles for adjustment of height. Measures accumulated split times.
The continuity of learning that is produced by the second type of transfer, transfer of principles, is dependent upon mastery of the structure of the subject matter …in order for a
An additional senior teacher post, to be offset by a post in the rank of APSM, is provided to each primary special school/special school with primary section that operates six or
220V 50 Hz single phase A.C., variable stroke control, electrical components and cabling conformed to the latest B.S.S., earthing through 3 core supply cable.. and 2,300 r.p.m.,
The Hilbert space of an orbifold field theory [6] is decomposed into twisted sectors H g , that are labelled by the conjugacy classes [g] of the orbifold group, in our case
[r]
