I L S E V I E R PIh S0032-3861(96)00840-3
Polymer Vol. 38 No. 12, pp. 2947-2956, 1997 ,~(", 1997 Elsevier Science Ltd Printed in Great Britain. All rights reserved 0032-3861 ,/97/$17.00 + 0.00
Reactive cornpatibilization of PET/LCP
blends by a multifunctional epoxy coupler
Hung-Chih Chin and Feng-Chih Chang*
Institute of Applied Chemistry, National Chiao- Tung University, Hsin- Chu, Taiwan,
Republic of China
(Received 12 August 1996)
A commercially available tetra-functional epoxy monomer has demonstrated to be a highly efficient reactive compatibilizer in compatibilizing the immiscible and incompatible polymer blends of poly(ethylene terephthalate) (PET) and liquid crystalline polymer (LCP). This multi-functional epoxy monomer is able to react with both base polymers simultaneously as a coupling agent to form the desirable epoxy-co-PET-co- LCP mixed copolymer. This mixed copolymer possessing segments of PET and LCP tends to reside at the interface to reduce the interfacial tension in the melt and the size of the resultant phase domains. Additionally, the presence of this epoxy compatibilizer enhances the formation of greater numbers and finer
dimension of the in situ-formed LCP fibrils. It requires only a very small amount of the epoxy monomer, a
few fractions of one percent, to improve drastically the mechanical properties of the PET/LCP blends. The compatibilization mechanism by this multi-functional epoxy monomer acting as a coupling agent has been discussed in detail. © 1997 Elsevier Science Ltd.
(Keywords: polymer blend; P E T ; L C P )
I N T R O D U C T I O N
Except in a few cases, most thermoplastic (TP)/liquid crystalline polymer (LCP) blends are immiscible and incompatible with p o o r interfacial adhesion and result in the improved mechanical properties less than the theoretically predicted values. Relative to the T P / L C P blends, compatibilizations o f T P / T P blends by either reactive or non-reactive compatibilizers have a much longer history and are fairly understood as described in several recent reviews 1-4. A well-compatibilized T P / T P blend usually results in lower interfacial tension in the melt, finer dispersed domains and improved mechanical properties. Based on the few available literature at present, most of the compatibilized T P / L C P blends tend
to reduce the numbers and the length o f the in situ-
formed LCP fibrils, or even convert into droplet domains 5-v. In other words, a compatibilized T P / L C P blend relative to its uncompatibilized counterpart, the gain by the adhesion increase may or may not be able to offset the loss due to the fibril number reduction and the decrease of the fibrillar aspect ratio. A few cases have been reported that compatibilized T P / L C P blends can actually enhance the formation of L C P fibrils relative to their uncompatibilized blends and result in substantial property improvement 8'9.
P E T / L C P blends 9-26 have been one of the most intensively investigated T P / L C P blend systems. A m o n g the hundreds of papers that have been published on the area of T P / L C P blends, a few o f the earliest papers were actually o f the P E T / L C P blends 1°-12. A complete literature review on the P E T / L C P blends was made in
* T o w h o m c o r r e s p o n d e n c e s h o u l d be a d d r e s s e d
our previous paper 9. The miscibility and compatibility between P E T and various LCPs depend on the chemical structure of the LCP. Similar to any polyester pair, transesterification between P E T and copolyester LCP can be expected in the melt and the extent o f the transesterification depends on the processing conditions and the presence o f catalyst. It was pointed out that there was no evidence of significant transesterification or molecular mixing between P E T and LCP in a typical processing condition such as extrusion and injection
moulding 18. Shin et al. 17 attempted to increase the
compatibility and interfacial adhesion between P E T and LCP by introducing a long flexible spacer in the main chain of the LCP, but the expected improvement was not very significant.
Coupling agents are poly-functional reactants that are capable of reacting with polymers to give either chain extension, branching or even to build melt viscosity by crosslinking. This coupling approach in polymers has applied mainly in single component polymers and a recent review has been made by Brown 27. A similar approach applied to multiphase polymer blends as a
reactive compatibilizer has only been explored
recently 9'28. Ideally it sounds very promising to combine both blend constituents through a suitable multi-
functional coupling agent. The in s i t u - f o r m e d mixed
copolymer containing segments identical to the base polymers would be an effective compatibilizer of the blend. However, this coupling agent functioning as a reactive compatibilizer can only be applied to certain limited polymer pairs. Several basic criteria have to be met in order to use a coupler as a blend compatibilizer. Both base polymers must possess the necessary func- tional groups that are capable of chemically reacting
Reactive compatibilization of PET/LCP blends, H,-C. Chin and F.-C. Chang
with the coupler and their relative reactivities need to be comparable. The relative miscibility between the coupler and the base polymers also needs to be considered. If the coupler is significantly more miscible with component A than with component B while the reactivity with A is also substantially higher than that with B, the coupler may be consumed with component A completely before it has the chance to make contact and react with the B component during a typical melt blending. The most desirable coupler is actually the one that is incompatible to both base polymers. The incompatible coupler tends to be forced at the interface of the blend and has the best chance to react with both components simultaneously to form the desirable mixed copolymer. The melting sequence of the blend constituents is also an important factor which needs to be considered especially for the crystalline polymers. The coupler is usually a low molecular weight compound or an oligomer possessing a lower melting temperature relative to the base polymers. Therefore the coupler tends to mix with the first melted component of the blend regardless of their relative compatibility. The compatibilization mechanism by a coupler has been discussed in detail in our recent reports 28. Polymer blends between polyesters themselves or with polyamides by the multi-functional epoxy resins are the obvious ideal choices. Solid bisphenol-A type epoxy resin with two epoxide end groups has been demonstrated to be an effective compatibilizer for the PET/LCP blends 9. This paper will report that the multi- functional epoxy monomer is an even more efficient compatibilizer for the PET/LCP blends than that of the solid epoxy resin because of its low epoxide equivalent weight (EEW).
EXPERIMENTAL
The PET employed is a nature grade with I.V. = 1.0 obtained from Shinkong Synthetic Fibers Corporation of Taiwan. The copolyester LCP, Vectra A900 was obtained from Hoechst Celanese Corporation of the USA. The tetrafunctional epoxy resin, tetraglycidyl-4~,4 '- diaminodiphenylmethane (TGDDM) was obtained from Ciba-Geigy of Switzerland.
One-step melt blending was carried out on a 30 mm co- rotating twin-screw extruder by maintaining the barrel temperatures in the range of 270-285°C. The standard ASTM specimens were prepared by an Arburg 3 oz injection machine.
Torque vs time behaviour was obtained in a Torque Rheometer from Hakke Co. (Germany) at 285°C and 30 rpm. Melt flow rate (MFR) of the blend was carried out according to ASTM-D1238 at 285°C using a 2.16kg load on an instrument from Ray-Ran Co. (England). The capillary rheological measurements were also performed at 285°C by using a rheometer from the Kayeness Company (USA).
Thermal properties were investigated by differential scanning calorimetry (d.s.c.) at a heating rate of 15°C min-1 under nitrogen atmosphere.
Morphologies of the cryogenically fractured surfaces at core and near skin regions parallel to the flow direction of the injection-moulded specimens were examined by scanning electron microscopy (SEM). In order to examine the effect of shear rate on the resultant LCP fibrillar structure, the morphologies of the strings coming out from the die of the capillary rheological measurements under different shear rates were examined by a hot-stage microscope. The samples were heated at 275°C to melt the PET matrix while retaining the original LCP fibrillar morphology.
Standard tensile tests were carried out by following the ASTM-D638 method at ambient conditions using a cross- head speed of 5mmmin -l. Notched and unnotched impact strengths were carried out according to the ASTM-D256 at ambient conditions.
RESULTS AND DISCUSSION
Melt processing and properties
In general, extruder blending of PET/LCP blends is fairly smooth and easy even without compatibilization. Only the blends containing the higher LCP content (PET/LCP=85/15) experienced minor problems of extrudate swelling and melt fracture. These problems essentially disappeared after compatibilization. Compa- tibilized blends usually result in slightly higher viscosity than their uncompatibilized counterparts. Table 1 shows that the extruder power output increases only slightly with the increase of the epoxy content. The slight increase in the power output did not create any processability problem. Table 1 also shows that the extrudate swelling ratio has been substantially reduced with increasing content of the epoxy compatibilizer. The extrudate swelling is caused by the shape recovery of the dispersed phase. The blend with higher elasticity corresponds to higher extrudate swelling 29.
T a b l e 1 P r o c e s s i n g p r o p e r t i e s a n d m e l t flow r a t e i n d e x E x t r u d e r p o w e r D i e s w e l l i n g M F R a C o m p o s i t i o n o u t p u t (A) r a t i o (g/10 m i n ) P E T 23.5 1.35 40.6 P E T / L C P = 95/5 - - 42.2 P E T / L C P / e p o x y = 9 5 / 5 / 0 . 1 - 38.5 P E T / L C P / e p o x y = 95/5/0.3 - 35.5 P E T / L C P / e p o x y = 95/5/0.5 - 28.3 P E T / L C P = 90/10 21.2 1.38 44.2 PET/LCP/epoxy = 90/10/0.1 23.1 1.24 27.5 P E T / L C P / e p o x y = 90/10/0.3 23.3 1.20 23.4 PET/LCP/epoxy = 90/10/0.5 24.1 1.18 22.0 a M e l t flow r a t e i n d e x w a s m e a s u r e d a t 2 8 5 ° C a n d 2.16 k g l o a d
Reactive compatibilization of PET/LCP blends." H.-C. Chin and F.-C. Chang
Table 1 lists the effect of epoxy content on the melt flow rate (MFR) of the blend. The uncompatibilized blend with higher LCP content results in higher M F R (lower viscosity). It is well known that a small quantity of LCP in the thermoplastic matrix is able to reduce its viscosity. The addition of the first 0.1 phr epoxy results in the most significant drop in M F R of the blends. Additional increase above 0.1 phr epoxy compatibilizer results in only minor M F R decrease of the blend.
Figure 1 gives the torque vs time curves for virgin PET and LCP. Both PET and LCP show continuous and gradual decline of the resultant torque values. This result indicates that thermal degradation probably occurs
under the conditions of testing. Figure 2 illustrates the
curves for virgin PET, uncompatibilized and compatibi- lized PET/LCP--90/10 blends. The uncompatibilized blend also results in a steady reduction in the torque values with time as would be expected. The compatibi- lized blend shows that the torque value gradually increases after 325 s, an indication of the molar mass increase.
Figure 3 gives the plots of apparent shear viscosity vs shear rate for the uncompatibilized blends and the base polymers. The blend containing higher LCP content results in lower viscosity as would be expected. Pure LCP
is more shear thinning than pure PET and all the blends.
Figure 4 shows the effect of the epoxy content on the blend viscosity. At low shear rates, PET viscosity is higher than that of the uncompatibilized blend but lower than the compatibilized blends. At high shear rates, the viscosity of PET and the compatibilized blends are comparable but still higher than the uncompatibilized blends.
I.r. spectra
Figure 5 shows the i.r. spectra of pure epoxy, dry and melt blending of the compatibilized PET/LCP = 90/10 blends. Dry blending does not expect to cause any chemical reaction. A peak at 944cm -] is used as the internal reference to normalize the spectra of the blends. The epoxy characteristic peak at 905 cm -1 of the melt blended mixture (curve C) is substantially smaller than that of the corresponding dry blended mixture (curve D). Due to the concentration effect, the unreacted epoxy from the melt blended mixture containing higher epoxy content (curve D, 0.5phr) is substantially greater than the blend containing lower epoxy content (curve C, 0.1 phr). These i.r. spectra can only prove the reduction of the epoxide functional groups after melt blending. Whether all or only a portion of the epoxy was consumed
i t ~ LCP PET 6- i-- 285°C, 30rpm Figure I 5 - 4- 3- 2- i -
O. ~0 ~'00 ~150 ~00 ' 2~o 3oo ~o 4'0o &o ~oo ,~o I I d0o 6'5o
TIME (SECOND)
Torque vs time for PET and LCP
285 °C IE 4 .~. A:PET B: PET/LCP=95/5 . ~ C: PET/LCP---90110 >- A ~ - . ~ ~,L D: PET/LCP--85/15 " ~ ' - - . ~ ' ~ " - - ~ - ~ . . ~ ~ E: LCP - - _ _ E B - ~ 1E 3
1E 2 Apparent Shear Rate {1/sec)
Figure 3 Plots of apparent viscosity vs shear rate for PET, LCP and the uncompatibilized PET/LCP blends
PET o PET/LCP=90/I 0 o PET/LCP/Epoxy=90/10/0 5 Figure 2 4- 3- 27 i- 285 °C, 30 rpm IE I 1
~0 I'00 I'5OIM ~00T E 2~0 aoo also 4100 450 ~00 ~50 BIOO
(SECOND) T o r q u e vs t i m e for P E T a n d P E T / L C P b l e n d s .4 -4 4J f-- tU & 285 °C A: PET E E B: PETfLCP=90/10 C: PET/LCP/Epoxy--90/10 0.1 D: PET/LCP/E poxy=90/i 0/0.3 E: PET/LCP/Epoxy=90/I 0/0.5 IE IE 2 . . . 1E 3
Apparent Shear Rate (l/sec)
Figure 4 P l o t s o f a p p a r e n t v i s c o s i t y vs s h e a r r a t e for P E T ,
/
u n c o m p a t i b i l i z e d a n d c o m p a t i b i l i z e d P E T / L C P = 90/10 b l e n d s
Reactive compatibilization of PET/LCP blends. H.-C. Chin and F.-C. Chang
Internal reference
o l I ftl- t (A).. Pure E p o x y ¢J 0 r/~ o ~.-{. (C). M e l t m i x i n g ,PET/LCP/Epoxy=90/10/0.1
k (B).
Dry mixing,
/ -
PET, q-,CP/Epoxy=90/10/(3 1
F i g u r e 5 I 1 l (D). ~ o - t M e l tmixing,
1 1 [j
t
j
'
O l.[
, o - ..I '4o
PET/LCP/Epoxy=90/10/0.5
"20 '9oo
'8o
"Be
"40
W a v e n u m b e P ( c m - - 1)
I.r. spectra of epoxy, dry and melt blended PET/LCP/epoxy mixtures
8 2 0
T a b l e 2 D.s.c. thermal properties
A n c a A H m a % P E T h Tg T c T m
Composition (mJ rag-J ) (mJ rag-J ) crystallinity (°C) ('~C) (°C)
PET 24.1 26.4 2.1 80.1 161.3 248.1 PET/LCP = 95/5 0 28.4 25.6 82.8 - 250.6 PET/LCP/epoxy = 95/5/0.1 1.4 29.7 25.5 79.8 125.4 248.6 PET/LCP/epoxy = 95/5/0.3 2.8 29.3 23.8 80.9 125.4 248.3 PET/LCP/epoxy = 95/5/0.5 8.2 30.3 19.9 81.1 125.3 247.1 PET/LCP = 90/10 0 30.2 28.8 80.7 - 248.7 PET/LCP/epoxy = 90/10/0.1 6.2 25.9 17.7 81.5 126.1 246.1 PET/LCP/epoxy = 90/10/0.3 10.8 27.8 15.3 82.2 126.1 246.5 PET/LCP/epoxy = 90/10/0.5 12.3 29.1 15.1 82.7 126.3 246.2 PET/LCP = 85/15 0 26.0 26.2 82.8 250.0 PET/LCP/epoxy = 85/15/0.1 4.3 25.7 21.5 80.8 126.5 247.5 PET/LCP/epoxy = 85/15/0.3 15.2 25.7 10.5 78.8 129.0 247.t PET/LCP/epoxy = 85/15/0.5 20.7 27.1 6.8 79.4 130.3 247.6 a PET heats of crystallization and fusion were taken directly from the d.s.c, thermograms of the second heating
h % P E T crystallinity is at ambient conditions, % P E T crystallinity = 100 x (AHm - A H c ) / A H 0. A H 0 iS the crystallinity
of the blends
Reactive compatibilization of PET/LCP blends. H.-C. Chin and F.-C. Chang
in reacting with the endgroups of PET and LCP cannot be verified by i.r. spectra. Certain fractions of the epoxy may undergo hydrolysis and other unknown reactions 30.
Thermal properties
Thermal properties characterized by d.s.c, are sum- marized in Table 2. The PET Tgs and Tins of the uncompatibilized blends are very close to that of the virgin PET. The virgin PET crystallinity after cooling to room temperature is only 2.1% of that consistent with the known slow crystallization rate of PET. It has been well recognized that the PET crystallization rate can be significantly increased by blending with a small amount of LCP. Table 2 shows AH c = 0 for all the uncompa- tibilized PET/LCP blends. AHc is the heat of PET crystallization during the d.s.c, heating process. AHc = 0
means the PET crystallinity has already reached its highest achievable crystallinity after cooling to low temperature and no additional crystallization occurs during the d.s.c, heating process. The % crystallinity listed in Table 2 is the PET crystallinity after cooling to room temperature. Higher A H c implies a lower PET crystallization rate during the cooling process by leaving a certain amount of amorphous PET when temperature is lower than its Tg. It is interesting to note that the PET crystallization rate in the compatibilized PET/LCP blend decreases (indicated by higher AHc) with the increase of the epoxy compatibilizer content, but still higher than that of the virgin PET. Better compatibilized PET/LCP blends would cause more mutual dissolution of the base polymers by introducing the mixed-copolymer into the PET phase and interferes with PET crystallization.
(A). PET/LCP=95/5,
(B). PET/LCP/Epoxy--95/5/0.1,
(C).
PET/LCP/Epoxy=95/5/0.3
(D). PET/LCP/Epoxy--95/5/0.5
Figure 6 SEM micrographs parallel to the flow direction and near the skin region. (A) PET/LCP = 95/5. (B) PET/LCP/epoxy -- 95/5/0.1. (C) PET/ LCP/epoxy 95/5/0.3. (D) PET/LCP/epoxy = 95/5/0.5
Reactive compatibilization of PET/L CP blends. H.- C. Chin and F. - C. Chang
Additionally, the mobility of the PET segments of the mixed-copolymer anchoring along the interface is more or less being restricted and the PET crystallization rate is retarded accordingly. Another interesting point worthy of mention is that the PET crystallization temperatures (Tcs) of the compatibilized blends during the d.s.c. heating process are fairly constant in the range 125
130°C, which is substantially lower than the Tc of the virgin PET (161.3°C). Lower crystallization temperature implies higher crystallization rate of PET.
SEM morphologies
Figure 6
gives SEM micrographs parallel to the flowdirection near the skin region of the uncompatibilized and compatibilized PET/LCP = 95/5 blends. The uncom-
patibilized blend
(Figure 6A)
is essentially the dropletLCP domain. The LCP content has to reach a certain quantity in a blend in order to form the fibrillar structure 31. In the presence of 0.1 phr of the epoxy, the
LCP begins to form coarse fibrils
(Figure 6B).
Furtherincrease of the epoxy content causes an increase in the
number of LCP fibrils which become finer
(Figures 66!
and
D). Figure 7
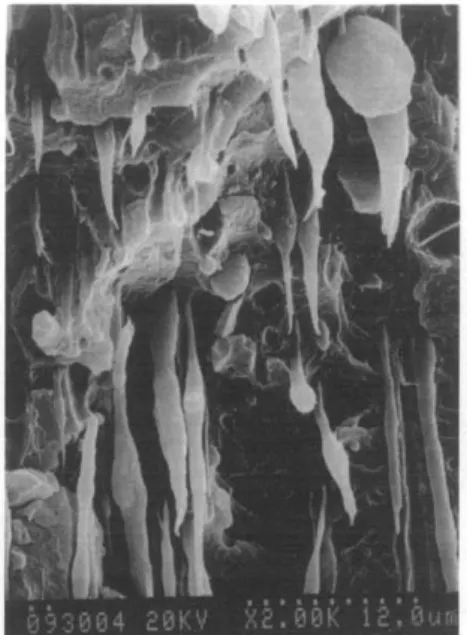
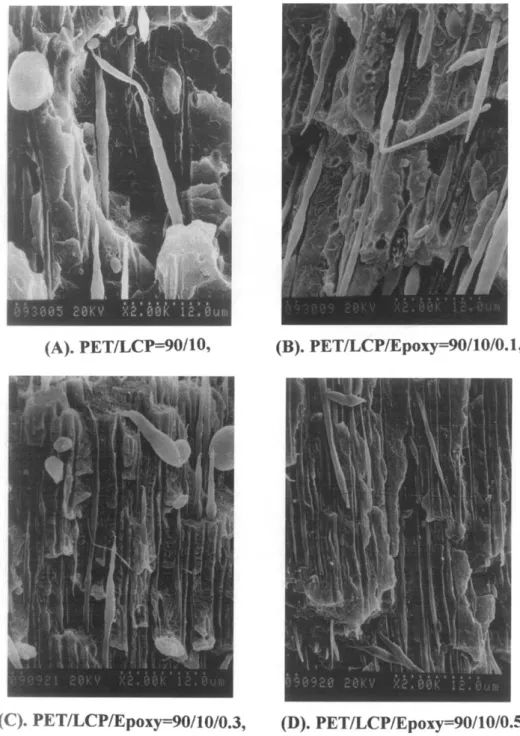
illustrates SEM micrographs of PET/LCP = 90/10 blends. For the uncompatibilized blend, the formation of the LCP fibrils is at its earliest stage
(Figure 7A).
The dimensions of these crude fibrils areirregular and some of the undeformed LCP droplets are still visible from this uncompatibilized PET/LCP = 90/10
blend
(Figure 7A).
The increase of the epoxy contentresults in greater numbers and smaller size of the LCP
fibrils (compare
Figures 7B, C
and D). Results fromFigures 6
and 7 clearly demonstrate that the presence of(A). PET/LCP =90/10,
... ' . . . . " ~ 7 '
(B). PET/LCP/Epoxy--90/10/0.1,
(C). PET/LCP/Epoxy=90/10/0.3,
(D). PET/LCP/Epoxy=90/10/0.5.
Figure 7 S E M micrographs parallel to the flow direction and near the skin region. (A) P E T / L C P = 90/10. (B) P E T / L C P / e p o x y = 90/10/0.1. (C) P E T / L C P / c p o x y = 90/10/0.3. (D) P E T / L C P / e p o x y = 90/10/0.5
Reactive compatibilization of PET/LCP blends." H.-C. Chin and F.-C. Chang
small amount of this epoxy compatibilizer in the PET/ LCP blends is able to enhance the LCP fibril formation near the skin region. Additionally, this epoxy compati- bilizer is able to generate greater numbers and smaller
dimension (higher aspect ratio) of the in situ-formed LCP
fibrils.
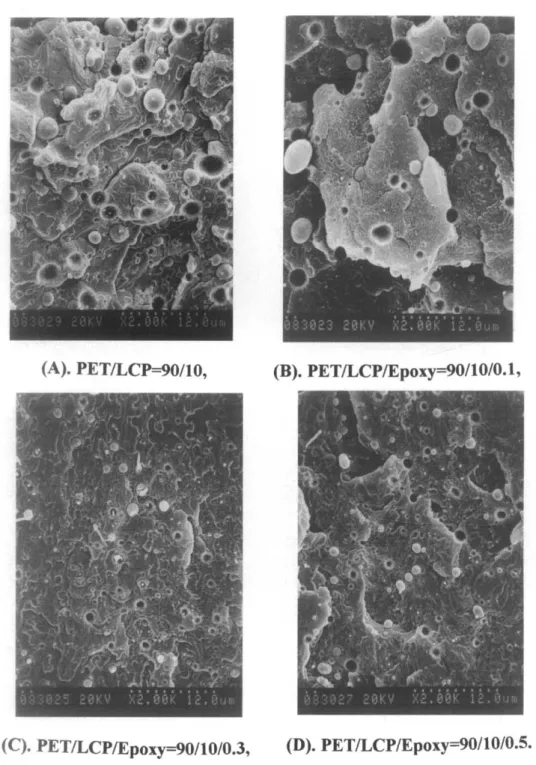
Figure 8 gives morphologies also parallel to the flow direction but at the core region on a selected blend series, PET/LCP = 90/10. Essentially all the blends, uncompa- tibilized and compatibilized, have the droplet domains of the LCP phase. The LCP droplet size decreases with increasing of the epoxy content as would be expected. The core/skin morphology (droplets/fibril) of the TP/ LCP blends has been well recognized previously 32'33.
Effect of shear rate on fibrils formation
The original dimension of the LCP phase in the PET/
LCP blend can be examined by the hot-stage microscope by melting the PET matrix at a temperature higher than the Tm of PET but lower than the Tm of the LCP. The strings collected from the capillary rheometrical mea- surements at different shear rates were employed to investigate the effect of shear rate on the resultant LCP dimension of the blend. Three different shear rates,
"7 = 1 x 102 s -1, 8 x 102 s -1 and 2 x 103 S - 1 w e r e chosen
in this study. Figure 9 shows the hot-stage micrographs of
uncompatibilized and compatibilized PET/LCP = 90/10 blends under different shear rates. Essentially no LCP fibril was formed from the uncompatibilized blend even
at the highest shear rate (Figures 9A-C). The highest
shear rate employed at 2 × 103 s -l is somewhere between the typical extrusion and injection moulding. The SEM
micrograph (Figure 7A) shows that the LCP fibrils are
barely formed in the injection moulded specimen near
(A). P E T / L C P = 9 0 / 1 0 ,
.~ i ¸¸
(B). PET/LCP/Epoxy--90/10/0.1,
(C). PET/LCP/Epoxy--90/10/0.3,
(D). PET/LCP/Epoxy=90/10/0.5.
Figure 8 SEM micrographs parallel to the flow direction a n d near the core region. (A) P E T / L C P = 90,/10. (B) PET,'LCP/epoxy = 90,'10/0.1. (C) P E T / L C P / e p o x y = 90/10/0.3. (D) P E T / L C P / e p o x y = 90,/10,/0.5
PET/LCP=90/10:
PET/LCP/Epoxy
--90/10/0.1:(A):
lxl02
S q,
(][3): 8X10 2 S -1,(C):
2x103
s q
C3 C3 c~ c3(D):
lxl02
s q,
(E):
8x102
s q,
(F):
2x103
s q.
Figure 9 Hot-stage micrographs of the PET/LCP = 90/10 and the PET/LCP/epoxy = 90/10/0.1 blends under different shear rates, PET/LCP = 90/:10. (A) 1 x 102 s 1 (B) 8 x 102 s l; (C) 2 × 103 s 1. PET<LCP. "~ I 1 3 1 epoxy=90/lO/O.l.(D) l×lO-s ;(E) 8xl0~s ;(F) 2xl0sReactive compatibilization of PET/LCP blends: H.-C. Chin and F.-C. Chang
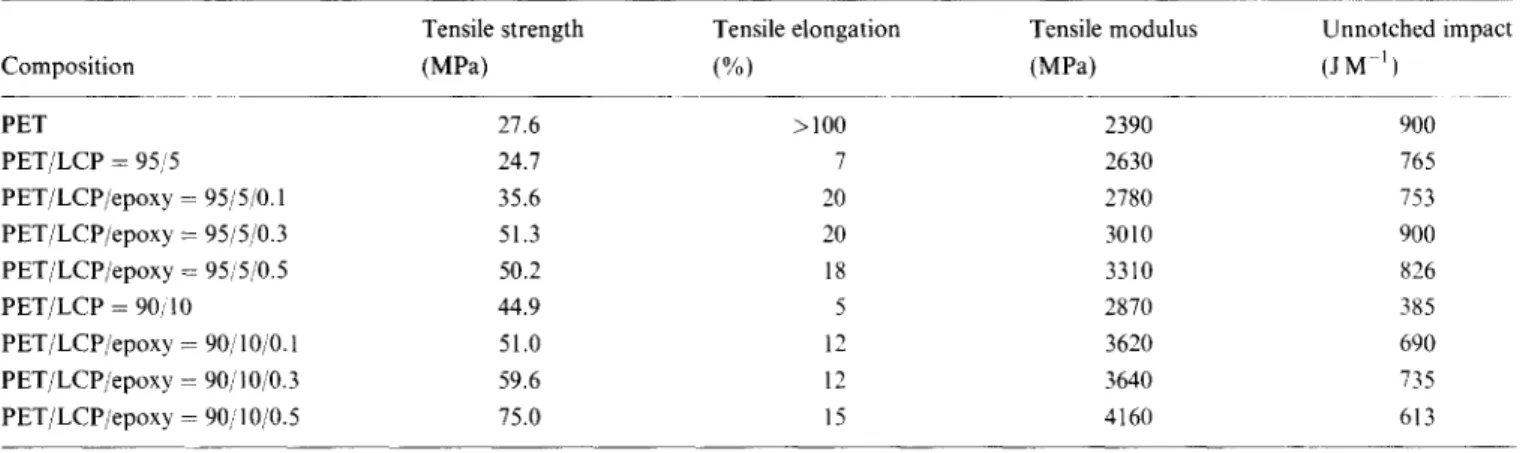
Table 3 Tensile and impact properties
Tensile strength Tensile elongation Tensile m o d u l u s U n n o t c h e d impact
Composition (MPa) (%) (MPa) (J M 1)
P E T 27.6 > 100 2390 900 P E T / L C P = 95/5 24.7 7 2630 765 P E T / L C P / e p o x y - 95/5/0.1 35.6 20 2780 753 P E T / L C P / e p o x y = 95/5/0.3 51.3 20 3010 900 P E T / L C P / e p o x y = 95/5/0.5 50.2 18 3310 826 P E T / L C P = 90/10 44.9 5 2870 385 P E T / L C P / e p o x y = 90/10/0.1 51.0 12 3620 690 P E T / L C P / e p o x y - 90/10/0.3 59.6 12 3640 735 P E T / L C P / e p o x y = 90/10/0.5 75.0 15 4160 613
the skin region of the same blend. The blend containing 0.1 phr forms the LCP fibrils only at the highest shear rate (compare Figures 9D-F).
In order to form the LCP fibrils in a TP/LCP blend with a fixed LCP content, a critical shear rate must be reached. This result again points out that the presence of this epoxy compatibilizer enhances the LCP fibril formation. However, it is still a controversial issue whether a compatibilized TP/LCP blend will enhance, reduce, or even depress the LCP fibril formation. As mentioned earlier, only a few numbers of the compati- bilized TP/LCP blends have been reported at present for direct comparison. Most of the previously reported compatibilized TP/LCP blends tend to reduce or inhibit the fibril formation relative to their uncompatibilized counterparts including two of our earlier papers on PS/ LCP l° and PP/LCP 11 blends. In addition to this report,
8 9
the Noryl/LCP and other PET/LCP compatibilized by a solid di-functional epoxy resin are the only three TP/ LCP blends known by the authors where the LCP fibril formation is enhanced by compatibilization. It appears very complex on how the compatibilization affecting the LCP fibril formation in the TP/LCP blends. Additional studies on more compatibilized TP/LCP systems must be carried out to understand what factors are critical in enhancing the fibril formation in a TP/LCP blend. In direct comparison to these morphological results with a similar system com P9atibilized by a di-functional epoxy resin (EEW = 2060) , the amount of the epoxy compa- tibilizer required (based on weight) in this study is substantially less than that of the previous one. Less than one-tenth by weight of the tetra-functional epoxy (EEW = 103) is needed to achieve the same level of compatibilization in comparing with that of the di- functional epoxy. Significantly lower EEW of this tetra- functional epoxy is believed to be responsible for the highly efficient compatibilization. As mentioned earlier, mixed copolymer by coupling both PET and LCP is essential to function as an effective compatibilizer. Four epoxide groups in one molecule certainly have greater opportunity to couple with both PET and LCP simultaneously than that from a di-functional epoxy.
Mechanical properties
Table 3 lists the effect of the epoxy content on the
tensile strength of the blends. The overall improvement on tensile strength after compatibilization is very substantial if we consider that only less than 0.5phr compatibilizer is used. A very similar trend for the tensile
strength was also obtained from the tensile modulus as shown in Table 3. Table 3 also shows that the tensile elongation increases with increasing of the epoxy content. It takes only 0.1 phr epoxy to approach the maximum obtainable tensile elongation. Table 3 also shows the effect of epoxy content on the unnotched impact strength. The material mechanical properties can be roughly divided into strength (tensile strength and modulus) and toughness (tensile elongation and impact energy). Modification of a polymeric material often results in improving one property but affecting the other. It is unusual for polymeric materials to have both properties, strength and toughness, improved simulta- neously through any form of modification. Enhancement on both strength and toughness for TP/LCP blends is even rarer, where only a limited number of cases have been achieved 6'8'9. Most of the literature reported compatibilized TP/LCP blends resulting in a decrease in the number of fibrils or tended to convert LCP fibrils into droplet domains. The expected property improve- ment due to the increase of the interfacial adhesion through compatibilization is partially offset by reduction in the numbers of LCP fibrils formed and the lower aspect ratio of the in situ-formed fibrils. In the current system, both material strength and toughness are enhanced simultaneously and significantly. Compatibili- zation enhancing the formation of greater numbers and finer LCP fibrils is mainly responsible for the observed overall mechanical property improvements. Relative to a similar system compatibilized by the solid epoxy resin (EEW=2060), the mechanical property improvement by this multifunctional epoxy monomer (EEW = 103) is more substantial. It needs only less than one-tenth of the compatibilizer used in
this study relative to the previous system to achieve 9
the same level of mechanical property improvement in compatibilizing the PET/LCP blends. Additionally, this epoxy monomer is commercially available without requiring the tedious procedures usually required to prepare the desirable compatibilizers.
CONCLUSIONS
This commercially available tetra-functional epoxy monomer has been demonstrated to be a highly efficient reactive compatibilizer in compatibilizing PET/LCP blends. Only a few fractions of one weight percentage in the blend is needed to substantially improve the mechanical properties of the blends. This epoxy mono-
Reactive compatibilization of PET/LCP blends. H.-C. Chin and F.-C. Chang
mer functions as a coupler by reacting with both PET and LCP simultaneously to form the desirable epoxy-co- PET-co-LCP mixed-copolymer during melt blending. This mixed-copolymer contains PET and LCP segments that tends to reside at interface to act as an effective compatibilizer of the PET/LCP blends.
A C K N O W L E D G E M E N T
The authors are grateful to the National Science Council Republic of China for the financial support of this study through grant NSC-83-0405-E009-012.
REFERENCES
1. Xanthos, M., Polym. Eng. Sci., 1988, 28, 1392.
2. Liu, N. C. and Baker, W. E., Adv. Polym. Technol., 1992, 11,
249.
3. Adedeji, A. and Jamieson, A. M., Composite Interfaces, 1995, 3, 51.
4. Chang, F. C., in Handbook of Thermoplastics, ed. Olabisi, Mar- cel Dekker, New York, 1996, Chap. 12, p. 991.
5. Holsti-Miettinen, R. M., Heino, M. T. and Seppala, J. V., J. Appl.
Polym. Sei., 1995, 57, 537.
6. Chiou, Y. P., Chang, D. Y. and Chang, F. C., Polymer, 1996, 37, 5653.
7. Chiou, Y. P., Chiou, K. C. and Chang, F. C., Polymer, 1996, 37, 4409.
8. Chang, D. Y. and Chang, F. C., J. Appl. Polym. Sci., 1995, 56, 1015.
9. Chin, H. C., Chiou, K, C. and Chang, F. C., J. Apply. Polym.
Sci., 1996, 60, 2503.
10. Baird, D. G. and Wilkes, G. L., Polym. Eng. Sci., 1983, 23, 532. 11. Joseph, E. G., Wilkes, G. L. and Baird, D. G., Polym. Prepr.,
1983, 24, 304.
12. Joseph, E. G., Wilkes, G. L. and Baird, D. G., Po(vm. Prepr..
1984, 25, 94.
13. Amano, M. and Nakagawa, K., Polymer, 1987, 28, 263. 14. Brostow, W., Dziemianowicz, T. S., Romanski, J. and Werber,
W., Polym. Eng. Sci., 1988, 28, 785.
15. Zhuang, P., Kyu, T. and White, J. L., Polym. Eng. Sei., 1988, 28, 1905.
16. Ko, C. U., Wilkes, G. L. and Wong, C. P., J. Appl. Polym. Sei..
1989, 37, 3063.
17. Shin, B. Y. and Chung, I., J. Polym. Eng. Sci., 1990, 30, 13. 18. Silverstein, M. S., Hiltner, A. and Baer, E., J. Appl. Polym. Sci.,
1991, 43, 157.
19. Perkins, W. G., Marcell, A. M. and Frorking, H. W., J. Appl.
Polym. Sci., 1991, 43, 329.
20. Mithal, A. K., Tayebi, A. and Ein, C. H., Polym. Eng. Sci., 1991, 31, 1553.
21. Kyotani, M., Kaito, A. and Nakayama, K., Polymer, 1994, 33, 4756.
22. Seppata, J., Heino, M. and Kapanan, C., J. Appl. Polym. Sei.,
1992, 44, 1051.
23. Heino, M. T. and Seppala, J. V., J. Appl. Polym. Sei., 1992, 44, 2185.
24. Kim, W. N. and Denn, M. M., J. Rheol., 1992, 36, 1477. 25. Mehta, S. N. and Deopura, B. L., J. Appl. Polym. Sei., 1995, 56,
169.
26. Narayan-Sarathy, S., Wedler, W., Lenz, R. W. and Kantor,
S. W., Polymer 1995, 36, 2467.
27. Brown, S. B., in Reactive Extrusion, ed. M. Xanthos. Hanser Publications, New York, Ch. 4.
28. Huang, C. C. and Chang, F. C., Polymer, to appear. 29. Wakita, N., Polym. Eng. Sei., 1993, 33, 781.
30. Maa, C.T. andChang, F.C.,J. Appl. Polym. Sci.,1993,49,913.
31. Qin, Y., Brydon, D. L., Mather, R. R. and Wardman, R. H.,
Polymer, 1993, 34, 1196.
32. Beery, D., Kenig, S. and Siegmann, A., Polym. Eng. Sci., 1991, 31,459.
33. Yazaki, F., Kohara, A. and Yosomiya, R., Polym. Eng. Sci.,