國立交通大學
管理學院(工業工程與管理學程)碩士班
碩士論文
以基因演算法求解雙流線型工廠排程
A Genetic Algorithm for Scheduling Dual Flow Shops
研究生: 劉謹銘
指導教授:巫木誠 博士
以基因演算法求解雙流線型工廠排程
A Genetic Algorithm for Scheduling Dual Flow Shops
研 究 生:劉謹銘 Student:Chin-Min Liu 指導教授:巫木誠 博士 Advisor:Dr. Muh-Cherng Wu 國 立 交 通 大 學 管理學院(工業工程與管理學程)碩士班 碩 士 論 文 A Thesis
Submitted to Department of Industrial Engineering and Management College of Management
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master
in
Industrial Engineering and Management June 2009
Hsinchu, Taiwan, Republic of China
以基因演算法求解雙流線型工廠排程
研 究 生:劉謹銘 指導教授:巫木誠 博士管理學院(工業工程與管理學程)碩士班
中文摘要
本研究驗證一個雙流線型工廠的排程問題,在允許跨廠的加工情 況下,排程目標以最小化寬裕時間的變異係數,而寬裕時間是指工件 到期日與總加工時間的差異;此排程問題牽涉到二種決策,一個是工 件途程選擇,另一個是工件加工順序安排。以基因演算法搭配最早到 期日為派工法則下,發展出作此二種決策的方法。基因演算法數據化 實驗顯示合適的跨廠生產政策在績效上會優於單廠排程的生產政 策,特別是兩廠在生產效率不一致的情境下更是顯著。 本研究發展了群組化巨集演算,此想法是同時考慮到節省設置 時間與到期日為基礎的需求。我們透過基因演算法的方式解決了此問 題,並證明群組化巨集演算有好的績效。當得到近似最佳解時,我們 即可做出每一個工件在跨廠途程選擇與機台加工順序安排的決策。 關鍵字:排程、跨廠、流線型工廠、設置時間、到期日、基因演算法A Genetic Algorithm for Scheduling Dual Flow Shops
Student:Chin-Min Liu Advisor:Dr. Muh-Cherng WuDepartment of Industrial Engineering and Management National Chiao Tung University
Abstract
This research examines a dual flow shop scheduling problem, in which cross-shop processing is allowed. The scheduling objective is to minimize coefficient of variation of slack time (ST), where ST of a job denotes the difference between its due date and total processing time. The scheduling problem involves two decisions: job route assignment (assigning jobs to shops) and job sequencing. A genetic algorithm (GA), embedded with EDD (earliest due date) dispatching rule, is developed for making the two decisions. Numerical experiments of the GA algorithm indicate that the performance of adopting cross-shop production policy may significantly outperform that of adopting single-shop production policy, in particular while the two flow shops are asymmetrically designed.
This research develops a Grouping heuristic algorithm, which conception is considered to save setup time and due-date-based demand simultaneously. We solve it by GA (Genetic Algorithm) and prove Grouping heuristic algorithm have a good performance. While obtaining approximate optimal solution, we can decide the route assignment of jobs and the job sequencing of machines.
Keywords:scheduling, cross-plant, flow shop, setup time,due date, genetic
誌謝
論文能夠完成,首先由衷感謝指導教授巫木誠博士,不僅在學業上的 細心教導外,在做人做事的理念上有諸多引導,讓我收益匪淺並得以學以 致用。口試期間十分感謝許錫美教授、彭德保教授、陳文智教授提供不同 觀點讓本論文能夠匯集多方想法使內容更臻完備。 在論文研究期間,要感謝實驗室的文旻、志文、昭宏、慈盈學弟妹們 的協助,讓論文研究過程中,能讓實務經驗與學術理論得以相互驗證並激 盪出許多寶貴想法。 整個求學過程到論文寫作,非常感謝家人的支持與賢內助:淑敏的幫 忙,讓我在工作與學習的過程中無後顧之憂。 最後要感謝公司長官與同仁的支持與協助,能讓我在這幾年內學業與事 業得以兼顧。 劉謹銘 于 新竹交大 中華民國九十八年六月目錄
第一章 緒論 ……… 1 1.1 研究背景與動機 ……… 1 1.2 研究目的 ……… 2 1.3 研究範圍與限制 ……… 2 1.4 研究方法 ……… 5 1.5 論文架構……… 5 第二章 文獻探討 ……… 7 2.1 排程 ……… 7 2.2 多廠區型態定義與特性……… 7 2.3 多廠區生產規劃相關文獻……… 9 2.4 緊急訂單相關文獻……… 19 2.5 基因演算法……… 21 2.6 文獻探討結語……… 27 第三章 研究方法 ……… 29 3.1 問題描述 ……… 29 3.2 決策方法……… 29 3.3 問題解決方法探討與模型建構……… 30 3.4.基因演算方法之運作……… 32 第四章 實驗情境與結果……… 40 4.1 情境說明 ……… 40 4.2 實驗設計 ……… 40 4.3 績效衡量指標……… 41 第五章結論與未來研究方向……… 47 5.1 結論 ……… 47 5.2 未來研究方向 ……… 48 參考文獻 ……… 49 附錄 ……… 54圖目錄
圖 1 論文架構圖……… 6
圖 2 水平式多廠區:2 sets flow shop 為例……… 10
圖 3 垂直式多廠區:2 sets flow shop 為例……… 11
圖 4 一般基因演算法流程圖……… 23 圖 5 途程切割示意圖……… 30 圖 6 三站製程/機台示意圖……… 31 圖 7 產品加工流動示意圖 ……… 31 圖 8 雙廠區跨廠加工途程組合 ……… 32 圖 9 本研究基因演算法的規劃步驟與演算流程……… 33 圖 10 八個工件的染色體基因鏈產生方式……… 34 圖 11 八個工件的染色體基因鏈加入限制條件……… 35 圖 12 染色體設計的多功能擴充性……… 36 圖 13 染色體交配示意圖……… 36 圖 14 染色體突變示意圖……… 37 圖 15 定義適合度函數……… 38 圖 16 適合度函數求取較佳染色體流程……… 38
圖 17 運用寬裕時間回應客戶訂單 pull in 與 rush order 方式 …… 39
圖 18 運輸時間短之排程績效差異 ……… 43
圖 19 運輸時間中等之排程績效差異 ……… 44
表目錄 表 1 區域排程與整體排程之比較 ……… 12 表 2 多廠區生產規劃文獻矩陣表……… 28 表 3 使用 GA-EDD 平均值績效 ……… 42 表 4 GA-EDD 與 GA-GA 績效比較……… ……… 42 表 5 運輸時間短之排程績效差異比較表……… ……… 43 表 6 運輸時間中等之排程績效差異比較表……… ……… 44 表 7 運輸時間長之排程績效差異比較表……… ……… 45 附錄 附錄 A 實驗情境原始資料-第二站加工效率 1:1 ……… 54 附錄 B 跨廠不跨廠-基因演算法模擬結果 ……… 65 附錄 C 使用 GA -GA 平均最佳績效彙整表 ……… 65
第一章、緒論
1.1 研究的背景動機 電子產品生產技術不斷提昇與進步,驅使產品朝向輕、薄、短小、多功 能方向邁進,加上不斷推陳出新之行銷廣告的推波助瀾下,讓廣大的消費 群眾追逐新產品、新造型、功能升級,在持續的大量消費環境下創造對電 子產品需求旺盛的榮景。 企業為了抓住當下榮景商機與對未來成長看法樂觀下,需建立生產規模 以承接更大量的訂單,因此不斷的擴充產能,促使各公司進行水平和垂直 方向的擴廠或是結盟;企業從成立之初的單一廠區生產模式,在不斷的擴 廠與合併過程中,使得企業規模日漸增大,也造成製造工廠環境從一廠的 模式擴充至多廠,當工廠數量的增加或廠間地域的拉遠,然而生產管理卻 可能跟不上生產技術快速進步,舉例來說其中的單廠的排程方式可能無法 滿足複雜的多廠區需求,如此會影響整個公司的成長策略,因此如何充分 發公司的成長策略便是生產規劃重要的課題;所以,如何在現階段生產環 境下,滿足外部多變的需求並同時內部考慮企業內部廠與廠之間的產能平 衡、產品組合、各廠生產特性、各廠製造成本、製造時間等複雜性,規畫 多廠跨廠生產排程就顯得十分重要。 台灣電子業的群聚現象產生的供應鏈優勢已受世人肯定,其中 IC 封 裝、印刷電路板(PCB)、光碟(CD-RW)及薄膜液晶顯示器(TFT-LCD)群聚的優 勢更是舉世聞名成為典範,若是一個企業擁有多廠區時要如何利用此優勢 充分發揮企業整體資源提升內部生產效率建立競爭優勢是一個非常值得探 討的議題。 再者電子產業雖然蓬勃發展,長期趨勢是成長,但短期間的景氣循環下 的波動劇烈,加上機器設備成本昂貴,若能何充分使用現有機台產能以因 應外部需求並追求最大利潤變關係著公司的競爭力;在景氣時將現有機台 產能充分發揮滿足市場的需求與產品變化成為景氣最大利益者 ,在不景氣 時依靠過去景氣持續穩定可靠的交期獲取客戶信任成為不景氣最小受害 者。特別是近年來低價當道,需求量雖然大增但價格卻低廉因此壓縮企業 獲利的空間,企業競爭激烈更為白熱化;如何充分發揮企業整體資源提升 內部產能利用率以降低資本支出,謀求較低的折舊費用亦是一個非常值得 探討的議題。以 IC 載板為例, IC 載板是 IC 的配角,因此它不但受本身市場需求波 動影響,更受 IC 晶圓生產交期影響;由於 IC 晶圓成本遠高於 IC 載板,封 裝廠除了要求 IC 載板交期準確外,為了降低庫存成本,以晶圓實際到貨狀 況,要求 IC 載板訂單提前(Pull In )或延後(Pull Out ),因此 IC 載板交 期的穩健與彈性是可作為一種核心競爭力。 雖然 IC 載板是 IC 的配角但因為產品是要與 IC 結合,因此精密度要求 高,相對生產的機器設備成本高導致機器折舊費用占生產比例相當高,因 此充分利用企業內產能是一個重要課題。對於 IC 載板產業而言,由於是屬 於少量多樣的接單式生產(Make To Order),使得 IC 載板的種類眾多,在 生產時依客戶指定之規格、設計與數量生產,所以生產控制就特別的重要。 為了因應目前產業間,多廠生產方式的發展趨勢,因此希望在企業中央 角度整體規劃多廠區生產排程,讓現有機器設備產能充分發揮以到最佳狀 況以因應外部需求,並追求公司整體最大利益,因此如何運用於一個企業 內的多廠區優勢在生產排程達到企業與顧客雙贏的局面,在排程上建立起 公司的核心競爭力,便是我的研究的背景動機。 1.2 研究目的 當企業規模日漸增大,製造工廠環境從一廠的模式擴充至多廠時工廠數 量的增加或廠間地域的拉遠皆會影響生產規劃的複雜性,當企業對外承接 訂單後將整體訂單分配至各廠及生產順序安排以充分發揮企業資源已是一 大挑戰,若在到期日(Due Date)多變環境下建立較穩健的排程,當外部需 求變動時使原排程不會變動太大,能確保原排程效益就是更大的挑戰;而 這種生產規劃的好壞直接影響工廠生產效率與決定企業的競爭力、營收、 客戶滿意度,並反應企業成長策略的執行結果,這就是我要研究多廠區生 產排程的目的。 1.3 研究範圍與限制 本文題目為「雙流線型工廠跨廠排程」,故研究一個企業其內部有二座 工廠,其生產型態為流線型工廠(Flow Shop)。兩廠間在相同加工流程的機 台可作跨廠支援加工。因為本研究是在多廠區的環境下進行生產途程選擇
指派與廠內的機台生產順序排列。所以系統所存在的限制條件很多,因此 對系統做了一些假設,整體而言包括: 1.企業: 生產規劃由中央整體規劃。 2.廠性質: (1) 流線型工廠。 (2) 各廠生產排程與控制系統相同。 (3) 不考慮當機。 (4) 不考慮成本問題。 (5) 生產需求為少量多樣。 (6) 產品樣式與量的需求變化快速。 (7) 允許緊急插單、抽單、訂單提前或延後交貨。 (8) 時間開始時,所有訂單已準備就緒。 (9) 接單生產 (Make To Order)生產模式。 (10) 機台僅有加工時間、無設置(Setup) 時間。 (11) 沒有回流(Reentry)。 (12) 工件完成後才能做下一個,無法中間臨時插單。 (13) 無故障、無不良品。 (14) 不允許拆單(將一件工單分多次來做)。 (15) 一個工件等於一個工單,一個工單等於一筆訂單。 3. 跨廠性質: (1) A、B 兩廠在相同的加工流程可作跨廠支援加工。 (2) 跨廠運輸時間需考慮;有工件即可搬運。 (3) A、B 兩廠加工效率可能不一樣;工件(Job)在不同加工流程 、 不同廠所需之加工時間不盡相同。 4. 工件(Job)性質: (1) 每個工件都須經過相同道次加工流程。 (2) 每個工件有各自的到期日(Due Day)。 (3) 工件沒有停留時間(Hold Time)限制。
基於以上假設條件,尋找一個適當的多廠區生產規劃模型,針對流線型 (Flow Shop )多廠區排程同時考慮工件途程(Route)選擇與各工件在機台上 加工的排序 (Sequence )以增加排程的穩健性-面對外部需求變動時,原排 程工件途程/排序改變少。若有外部環境的變異衝擊時,可使原排程不會變 動太大,確保原排程效益;並且提供業務人員有較正確、完整的排程資訊 可作為快速回應客戶緊急訂單及訂單提前之需求。 本論文討論的限制有 : 1. 不考慮外包。 2. 不考慮產品規格、製程技術、品質等資訊。 本論文不討論的項目有 : 1.工件有指定機台。 2.廠間加工製程能力問題。
1.4 研究方法 多廠區的生產規劃是面對較複雜的途程規劃,而本研究即為雙廠且每一 個廠各有三站之流線型工廠的排程,因此它包含了雙廠間如何決定工件 (Job)的作業該在哪一途程(Route)?機台加工排序(Sequence)如何?加上雙 廠其產品總類多,加工途程須考慮廠間運輸時間,因此問題的規模與複雜 度也隨之增加,較以往的單一廠棑程研究問題複雜許多,諸多研究證實此 種多廠區有限資源分配問題是屬於 NP hard 問題;綜合以上說明,雙廠棑 程是一個面臨很巨大計算的挑戰。 考慮多種變因的交期問題,其解空間很大且空間搜尋複雜;一般最佳化 問題,多利用傳統的線性代數之方法求出最佳解,然而此法無法短時間內 求得最佳解,往往一個 NP hard 問題,就讓研究學者耗費時間求取最佳解, 在實務上可能緩不濟急;過去文獻面對此問題時多以基因演算法處理,雖 然最後結果非最佳解,然而最佳近似解在時效性及準確度兩者相權仍能夠 滿足實務上需求,因此本研究亦採用基因演算法作為方法論;並針對研究 問題的特質訂出適合度函數與染色體設計方式;配合基因演算法處理程序 將染色體的複製、交配與突變原則,到染色體選擇方式與演進結束條件做 出定義。找出一個近似解以充分利用企業內產能資源以追求(1)最大化公司 交期達交率(2)建構更穩健的排程以因應外部需求變動(3)排程資訊可作為 快速回應客戶緊急訂單及訂單提前需求之目的; 生產規劃決策模式: 1. 工件(Job)途程(Route)選擇 2. 工件(Job)在機台加工排序(Sequence) 利用基因演算法計算多廠區生產規劃對企業的生產績效關係作一個有 系統的探討 1.5 論文架構 本研究內容可分為五大部分,說明如下 1. 第一章為緒論;是屬於研究引介部份,說明由就動機、目的、範 圍、方法。 2. 第二章為文獻探討;收集國內外探討有關多廠區之生產規劃相關 文獻,加以介紹、整理、歸納出相關問題重點,作為本研究發 展問題與模型建構之參考。
3. 第三章為研究方法;根據多廠區的生產情境,發展多廠區跨廠排 程決策模式。 4. 第四章為模擬驗證;收集相關資料,將資料輸入多廠區跨廠排程 決策模式,藉由範例實際演練驗證多廠區生產排程模式的正確 性並說明績效改善之結果。 5. 第五章為結論與建議;說明本論文之研究結論與建議並針對本研 究範圍不足之處提出未來可繼續研究方向。 雙廠流線型跨廠排程 研究 第一章 緒論 研究背景與動機 第二章 文獻探討 第五章 結論與建議 第四章 模擬驗證 第三章 研究方法 圖 1 論文架構圖
第二章、文獻探討
本研究探討雙流線型工廠跨廠排程在到期日(Due Date)多變環境下建 立較穩健的排程。是一種企業面對多廠區的中央整體規劃生產劃排程問 題,使用的方法論是基因演算法;因此本章針對以下幾類主題及相關文獻做 探討。(1) 排程(2)多廠區型態定義與特性(3)多廠區生產規劃相關文獻(4) 緊急訂單相關文獻(5)基因演算法(6)文獻探討結語 2.1 排程 排程是一種內部資源分配的決策行為,將企業內的全部有限資源(如機 器設備、原物料、人力、治具…等等)搭配外部訂單需求與內部生產限制做 規劃後轉成生產活動,其中包含決定所有工件在哪一廠哪一機的起始加工 時間與加工順序並預測完工時間是否滿足外部訂單需求。換言之,排程問 題就是同時考量資源限制、執行限制與外部需求之最佳化問題。一個好的 排程不但能提高企業資源利用率、成本降低、產出增加外,還可以提供產 出時間與產出量資訊作為接單、銷售依據、回應訂單提前需求。對於排程 問題的分類,一般有以下兩種: (1) 依工件到達及作業特性區分的排程方式可分為靜態排程(Static Scheduling)、動態排程(Dynamic Scheduling)。 (2) 依機器數目及途程型態區分為單一機器(Single Machine)、流線 型工廠(Flow Shop)、零工型工廠(Job Shop)、開放型工廠(Open Shop)、平行機器(Parallel Machines)。 2.1.1 依工件到達及作業特性區分: 1. 靜態排程:所有工件在加工前就已經到達生產線/機台。 2. 動態排程: 所有工件不是在加工前就已經到達生產線/機台,而是陸 陸續續到達生產線/機台,諸多學者在處理動態排程之組合最佳化問 題時,大都是以能快速求解的運算方式來求得一個近似最佳解。 2.1.2 依機器數目及途程型態區分 1. 單一機器(Single Machine) 只有一部機器,且每一工件皆由此單一機器處理完成。2. 流線型工廠(Flow Shop) 所有工件均有相同的處理程序,以及每一工件需經過一部以上的機 器加工處理且順序是一致的。排程重點是決定各機器之工件處理程 序。例如,大量生產的生產線即是此型工廠的代表。 3. 零工型工廠(Job Shop) 每一工件皆有自己所屬的處理途程。零工型工廠與流線型工廠之不 同點在於零工工廠中每一工件可有不同的處理程序。排程重點是決 定各個機器之工件處理程序,例如,彈性製造中心之作業即是此型 工廠的代表。 4. 開放型工廠(Open Shop) 類似零工型工廠之排程問題,但差異點在於所以工件經過機器之順 序是不固定的。其特點在於排程必須同時考慮每一工件經過生產機 器之順序與每一機器上之工件處理順序,例如。汽車修理廠之作業。 5. 平行機器(Parallel Machines) 一部機器以上,機器間彼此獨立且平行運作,而任一工件可在任一 機器上做處理。機器依其速度之不同可分為完全相同平行機台
(Identical Parallel Machine)、等效平行機台(Uniform Parallel Machine)及非等效平行機台(Unrelated Parallel Machine)三種。
承上,平行機台就是在生產系統中同時間存在一部以上相同工作性質的 機台,因此所有的訂單都可以在任何一部機台上加工。Allahverdi[1]提 出平行機台依個別機器的加工速度可分成三類如下圖所示
(1)完全相同平行機台(Identical Parallel Machine)
該生產系統為最多學者所探討的問題模型,表示在系統中所有機台 不論功能或速度皆完全相同,代表相同的工件在個別機台中的加工 時間皆相同,以函數表示如下。
(2)等效平行機台(Uniform Parallel Machine)
相同的工件在每一個平行機台上的加工時間,會隨著各個機台的加 工速率不同而有變化,雖然每一部機台的加工速度不同,但是對相 的加工時 在機器 表示工件i j P j i P P j i j i j i , , , = ∀ ,
同的一個工件來說,在各機台的加工速度存在一個固定的比例,以 函數表示如下。
(3)非等效平行機台(Unrelated Parallel Machine)
對於相同的工作,該生產型態之機台與其並無相對的關係,即表示 工件在每一部機台的加工時間皆不相關且不成固定比例,以函數表 示如下: 此三種分類方式對本研究的實驗規劃有很大的啟發,在實務上的擴廠時 機台採購之型式選擇亦然。 排程的源頭-訂單管理,對於企業來講是與顧客最直接相關的問題,為 了要縮短產品在製造流程上的時間,接單前能達到快速滿足客戶需求的目 標,接單後亦能快速滿足客戶需求改變的目標,因此如何找到適當的訂單 分配管理方式顯得格外重要。
在訂單分配的問題類型當中,Yang and Sum [22]分別指出分配規則 可區分為兩大類:
1. 以時間為基礎的原則(Time-Based Rules):
以工件交期;剩餘處理時間、目前流程時間進行分配。 2. 以成本為基礎的原則(Cost-Based Rules):
以工件價值為評估依據。GAP(Generalized Assignment Problem)的 定義即是求解將 n 個作業分配到 m 個工作站以獲得最大利益的分配 問題模式。GAP 最佳的例子為 Ross [13]所提出的背包問題(Knapsack Problem),n 個物品裝進 m 個背包,每個物品都有不同的重量,每一 個背包不能超過載重限制。因此將背包問題應用在多廠區規劃的問 題中,可更改為有 n 筆訂單與分配置 m 間工廠中,求得利潤最大化、 加工總時間最小化或加工成本最小化,對本研究亦有很大的啟發。 的加工速度 表示工件在機器 的加工速度 表示工件在機器 j V i V j i V V P j i j i j i, = ∀ , j i Pi,j為不確定數 ∀ ,
2.2 多廠區型態定義 在 Bhatnagar et al[3]研究中提出,在多廠間的協調製造方式。著 重在企業間的垂直關係,彼此間相互協調以降低庫存、增加彈性的製造方 式以降低前置時間,整合製造、運送與市場建立垂直整合的生產機制以達 最佳化。 在 Vercellis [20]研究中提出,將需求量分配到不同區域生產,以 滿足訂單需求且每一個廠區具相同生產流程,以及具有相同生產特性之工 廠完成訂單需求的生產模式。 在 Caroloin [4] 研究中提出,對於多廠區的定義為在企業的生產體 系中,產品的製造流程中需要不同廠區的資源,也就是產品的生產具有替 代性。例如在同一個企業下的倆個廠對於某產品之某段製程具有相同或互 補的製程能力。 在 Frederix[6]研究中提出,將多廠視為如同供應鏈般的前後關係, 也就是從上游到下游不同功能的各廠視為多廠規劃的主體,是屬於垂直整 合的多廠關係。 在 Thierry et al. [16]研究中提出,將多廠定義為“當一個公司的 生產設備位於不同的地理位置即為多廠生產", 也就是將散佈在各地區功 能類似的工廠視為多廠規劃的主體,是屬於水平整合的多廠關係。 由上述之諸多研究中,發現學者對於多廠之定義可分為兩大類,一為具 有多家相同生產型態之製造工廠,類似水平關係如圖 2,廠間有地理位置或 組織差異,但生產功能類似;另一類為供應鏈中之垂直關係如圖 3,廠間如 供應鏈般的前後關係,生產功能則有上下游不同的差異。此兩種型態之生 產環境,已成為現在電子產業的生產型態之形式,面對此種多廠區的生產 型態,對於生產規劃是個重點問題與挑戰。
圖 3 垂直式多廠區:2 sets flow shop 為例 一般來說,具有多廠區的生產製造公司,在初期創立到持續擴廠或合併 過程中,其工廠大多坐落在不同地區,生產規劃的方式亦由單廠擴充至多 廠的型態相對地衍生出複雜的生產規劃,在 Sauer et al[14]研究中提出, 對於生產規劃由單一廠區演變成多廠區會有下列幾項問題存在。 1.不同生產區產品製造過程彼此有相互依賴的關係 2.中間產品跟最終產品兼有暫時性關係,如 B 工廠所需的中間產品 會在 A 廠生產。 3.相同產品可以在不同區域生產,生產成本將會不同。 4.零件的運送必須考慮運輸工具之容量,與時間成本考量。 5.產能資訊來源將是一群機台而不是單一機台產能。 在 Sauer et al. [14][15]研究中提出,將多廠規劃的層級分為整 體(多廠)和區域(單廠)兩層,並將其差異層別如表 1 2.3 多廠區生產規劃相關文獻 解決多廠區生產規劃的問題,先必須處理企業中不同生產廠區彼此間生 產規劃與控制的互動關係。此類的問題主要是解決不同生產廠區所需要生 產的產品數量與各生產廠區之間的運輸數量,而且此類問題一般具有以下 特性: (1) 同一企業下有不同的生產廠區與產能效益差異 (2) 各廠區生產產品有不同的成本 (3) 各廠區間產品相互運輸的時間考量 (4) 各生產區有個別的產能限制 (5) 各廠區之間有生產與需求的限制 (6) 需求與運輸的限制 而垂直式與水平式多廠區面臨的情境又不盡相同;因此再區分如下說明
表 1 區域排程與整體排程之比較 區域排程 (單廠) 整體排程 (多廠) 資源 機台 機台群組 可生產產品 由多個生產步驟組成 的中間產品 由多個中間產品組成的最 終產品 實際訂單 中間產品的內部訂單 最終產品的外部訂單 硬性限制 對所有訂單排程考量 生產的需求(如先後 順序限制等) 對所有外部訂單排程考量 生產的需求(如產能限制) 軟性限制 符合交期 機台利用率最佳化 在製品成本最小化 符合交期 生產負載平準化 運輸時間或成本最小化 減少存貨成本 2.3.1 垂直式多廠區相關文獻 Bhatnagar et al. [3]研究中提出,企業在多廠區之間的協調製造系 統,著重於企業間的垂直關係與各廠區彼此間的協調,希望可以藉由協調 行為以降低各廠區的庫存量與訂單製造的前置時間。
Timpe and Kallrath [17]研究中提出,利用混合整數線性規畫法, 針對供應鏈環境中包含物料、運送、生產及庫存的跨廠生產規劃提出解決 方法,以求得各廠區的最佳生產量。
Jayaraman and Pirkul[8]研究中探討在供應商與多個製造工廠間彼 此的產能限制下,以混合整數規劃法求出成本最低的生產規劃量,並滿足 顧客的交期需求。此研究利用多階層生產模式整合在一個企業下多廠區之 間的生產規劃,並且使用成本為績效評估指標,所架構出的混合式整數線 性規劃模式,可有效率地將客戶訂單需求量分配到各廠區進行生產。
Kerschbamer and Tournas [9]研究中提出,在一個多廠區的企業內
層
級 項
將會面臨客戶隨機的訂單需求量,且各廠區都會有本身的產能限制,而營 運總部以及各製造廠區之間的生產資訊不透明,將可能減低企業內部的作 業效率,企業目前皆積極的發展多廠區的生產規劃平台。
Thierry et al. [16]研究中提出,將用於限制滿足問題(Constraint Satisfaction Problem)領域的滿足限制方法,應用於多廠區規劃之線性 規劃模式的求解。並同時考慮到有些生產單位在切換生產產品時需要較長 設置時間(setup time )的特性。限制滿足問題的求解法是透過限制條件來 逐段縮小求解空間,等到無法再縮小時,再利用各種啟發式演算來快速找 到好的解。此研究有考慮到當某些生產單位在切換生產產品時需要較長設 置時間的特性,所以各生產單位在規劃時的時間區間大小不同。在此研究 的情境中,需要較長設置時間的生產單位都是位於原物料的最上游。 Sauer et al. [14]研究中提出,使用模糊理論的概念來處理傳統上 會用固定值替代或是忽略不記的一些不確定因素如產能和運輸時間等。使 得整體排程規劃能夠更穩健且具有彈性。 Sauer et al. [15]研究則是進一步的將各廠間的運輸排程問題納入 多廠規劃的求解中,藉由將運輸排程問題轉換成類似於生產排程的問題, 之後和其餘各廠一起規劃求解。 Guinet[7]研究中提出,多廠規劃問題可以被建構成受限於變動和固 定成本的流動問題(flow problem),或者是以提早和延遲總和最小化為目 標的非等效平行機台排程問題。而其在考量產能限制和機台設置特性,以 及生產、設置和運輸等成本最小化的情形下,提出了一個「主要-對偶線性 規劃法」來求解多廠規劃問題。 賴欣瑜[35]研究中提出了一晶圓製造廠多廠間的生產規劃模式。其 中包括2個模組,分別為(1)產出規劃模組(2)訂單規劃模組。其中產出規劃 模組首先會考量企業的整體獲利目標、各廠產能狀況、製程能力和同族產 品數量限制,利用限制滿足規劃的方法篩選出多個指定各廠應生產產品及 數量的可行解,之後再依瓶頸是否會飄移及生產週期時間是否符合市場預 期來進一步篩選,最後在剩下的可行解中挑選創造獲利最大的解。訂單規 劃模組則以預排程的方式,建立一可交貨日規劃表以輔助接單決策和回應 顧客需求,並且將允收訂單依其在各廠的邊際效益貢獻,快速分派到可使 企業獲利最大的某一廠生產。 王立志等人[36]研究中提出,以存貨式生產的薄膜液晶顯示器(TFT-LCD )
產業為研究對象,藉由ATP、CTP 和SCP 三個模組來規劃多廠區訂單分配問 題。其中ATP 模組用來查詢新訂單(ATP 訂單)能否由存貨和預計產出來 滿足,並由預定好的法則來決定由哪些廠的存貨或預計產出量來滿足。如 果存貨和預計產出量無法滿足需求時,則必須要開立新製令(Work Order), 並由CTP 模組依照多條準則將其中大部分的製令分配給各廠區生產。最後 將未被分配廠區的製令透過SCP 模組讓各廠依自身產能負荷情況來競標爭 取。 鄭元杰等人[37]研究中提出,從物料的觀點提供了一多廠區整體物料 規劃的線性模式。該模式分為四個子模式,各自負責物料不同的功能。其 中多廠訂單分配模式會根據各廠物料存貨來分配訂單。多廠物料需求展開 模式會依據各廠分配到的訂單,將所需的物料項目和數量作展開規劃。跨 廠物料規劃模式會將適用於跨廠規劃的物料進行跨廠規劃,求得最佳的採 購決策與各廠間物料互相支援決策。跨廠安全存量設定模式會考量各廠可 互相支援的情況下的各廠安全存量。但此研究是建立在各廠現階段產能都 充足的假設前提上,只單純以物料特性作為判斷的基礎。 呂俊德等人[38]研究中提出了適用於半導體產業的先進規劃排程系 統,並以此系統為基礎之全球產能規劃模式。該研究將生產規劃區分為兩 階段:第一階段讓「需求規劃」和「生產規劃」合併考量,第二階段則讓 「生產規劃」和「物料需求規劃」合併考量。而所提出的產能分配流程可 分三階段:第一階段是依照工廠數來將訂單分組,並希望每一組的訂單為 同一產品族或擁有相似的製程。第二階段是求解一線性規劃模式,希望在 利益最大化的目標下將每一組訂單分配給適當的工廠生產。第三階段是求 解一線性規劃模式,將各廠分配到的訂單再分配到各適當的時間區間生 產,其中可以依策略的不同而選用不同的目標式。 李志勇[39]研究中提出當多個製造廠區的企業接到大筆訂單時,將依 據產品的市場銷售特性、訂單交期、廠與廠之間的生產排程、訂單利潤等 交叉複雜的關係,透過 AHP 法則、斐式理論(Petri Net)建構一訂單指派模 型,並以基因演算法(Genetic Algorithm,GA)求解訂單指派至各廠的生產 排程與各廠區間的產能平衡,以決定訂單的最佳化配置,所產出的結果可 供各廠區進行生產規劃排程規劃的依據。
陳碧輝[29]研究中提出,晶圓製造多廠區的生產計畫,使用線性規劃 方式為基礎求解各單一晶圓廠在產品需求與產能限制下最佳生產計畫,再
由最近的生產計劃開始檢視所有晶圓廠在該規劃區間中各廠間的產能不足 與剩餘狀況,並針對產能不足資源項目做診斷並尋求於其他廠區間相同規 劃區間與同類資源的可行產能支援來源。逐期解決各規劃區間的各項能支 援作業,直到所有規劃區間的產能不足資源項目都完成可行性的產能調 度。此法尋找產能支援方案的運算時間相當的短,對於小型多廠區問題求 解時間只約需 10 秒鐘,並可更客觀的規劃各廠間的產能支援作業。
Dasci and Verter[5]研究中提出供應鏈的網路結構可以定義為一種 生產-配銷系統,以此為基礎提出結合離散型與連續型的數學模式,運用離 散型混合整數線性規劃來解決整個生產-配銷網路上廠區間的替代性問 題。也就是在滿足顧客需求的條件下,決定由哪一個廠生產以及是否增設 新廠?而目標則是考量新設廠的固定成本、產能消耗和運輸成本等總成本最 小化,其中運輸成本主要包含工廠位置間的距離、車輛運輸量的大小及送 貨排程等因素。
Moon et al. [10]研究中提出,針對多廠區供應鏈(Muliti-site Supply Chain¸MSC)體系提出一個整合製程規劃及排程模式(Integrated Process Planning and Scheduling,IPPS),利用基因演算法(Genetic Algorithm, GA)求解此研究所訂定出的數學規劃模式,以最小延遲成本為目標,考量替 代機台排程、機台加工時間、作業加工順序及交期制定等資料,可求得最 佳的操作機台以及加工廠區選擇。 Archimede et al. [2]研究中提出一系列的多廠區規劃系統,擁有多 製造廠區的企業完成跨廠的生產規劃及聯結。此研究將多廠區企業模擬成 多個虛擬企業(Visual Enterprise),藉由建構共有的虛擬平台,分享各廠 區的生產資訊提供其他廠區進行生產規劃,各廠區的訂單需求量及交期亦 公布至平台上,各廠區可在透明的資訊下,迅速地與其他廠區進行溝通及 協調。 示欣惠[42]研究中提出薄膜液晶顯示器(TFT-LCD)產業之中長期策 略層面的產能規劃(Capacity Planning),同時考慮陣列(Array)與組立 (Cell)兩大製程,透過分析產業的供給面特性、需求面特性,以及獨特 的瓶頸飄移現象建構數學規劃模型,同時提出「陰影價格為基礎之分解演 算法(Shadow-Price Based Heuristic)」增加求解效率,在演算法架構下 包含兩種策略,分別稱為積極策略(Reactive Strategy)、保守策略
能,而且儘可能滿足所有市場需求,後者同時考量單位邊際利潤與未滿足 之需求預測量決定擴充產能與否,在不同的策略中選擇一策略進行即可求 得可行的產能分配計劃(Capacity Allocation Plan)與產能擴充計劃 (Capacity Expansion Plan)。
溫伊婷[43]研究中提出薄膜液晶顯示器(TFT-LCD)產業之產品種類 複雜且生命週期短,生產策略已漸轉變成拉式(Pull Based) ,由顧客訂單 驅動生產活動,強調客製化的服務。因此,針對訂單與可允諾量分配、允 諾的達交能力,結合模組廠的多廠區訂單與資源分配、各廠區生產計劃模 擬驗證之問題,發展最佳化數學與模擬方法之兩階段可允諾量分配模式, 考量物料、產能、訂單等多種產業特性,產生確實可行的生產計畫與各詢 問性訂單的允諾結果。透過兩種環境因子變異之設計,研究模式於何種環 境下較為適用,發揮其最大效益。 陳建宇[32]研究中提出,針對多廠區訂單分配(Multi-plant Order Allocation)問題進行探討,在企業擁有多間製造不同產品之工廠,且生 產成本、產能、運送成本等也各自不同,因此這些因素都必須納入訂單分 配時的考量。研究中同時考量三個目標:(1)製造成本(2)配送前置時間(3) 工廠平均產能利用率之均衡性,利用層級分析法(AHP)將三者進行結合, 以達到多目標規劃。並以基因演算法(Genetic Algorithm,GA)結合層級 分析法進行問題的求解,以達到最佳的分配方式,而為了加強求解的品質 與效率,利用禁忌搜尋法(Tabu Search)來改善演化過程中,對於產生不 可行解的處理方式。在研究最後,將計算結果與過去研究成果作比較,顯 示採用基因演算法混合禁忌搜尋法,在求解多廠區訂單分配問題時,可以 得到較佳的結果。 倪惠珍[48]研究中提出,針對一實行全面訂單管理的多個製造廠的企 業,在追求企業最大有效產出與最低延遲的數量與延遲時間為目標下,探 討在接到多筆訂單時,如何依訂單中不同的產品種類、交期及數量,配合 各製造廠不同製程能力與生產特性,以中央角度進行整體規劃的評估,再 依適當的訂單分配法則將訂單分配至工廠製造。 吳雪茹[28]研究中提出,以台灣某薄膜液晶顯示器(TFT-LCD)業者為 例進行個案研究,研究發現以個案公司薄膜液晶顯示器(TFT-LCD)產品月平 均營業收入約 NT$ 50 億元規模而言,其單一個月份即可節省約 NT$ 6,200 萬元,可見多廠區之生產規劃若以有系統之方法進行低成本最適訂單配
置,其求解速度不僅較人工安排為快,成本有效降低之效益對企業獲利及 營運貢獻均甚大。 李佳諭[40]研究中提出薄膜液晶顯示器(TFT-LCD)的最終階段-模組組 裝製程,如何滿足顧客多變的需求與交期。因此針對在生產規劃與排程時 所需考量的問題特性及規劃限制下進行分析,提出以 TOC 理論的 DBR 排程 法,改進與解決模組製程單一流程式生產線上的不足,採混線生產使產品 得以交互轉換至最有利的生產排程。更進一步探討重排程各項因素所應變 方案,改善以往在人工重排程上的不足,使生產彈性加大與強化機動性調 整。 2.3.2 水平式多廠區相關文獻
Vercellis[20]研究中提出,利用 LP(linear Programming)方式解 決具相同生產流程的多廠區生產規劃問題,並考慮設備設置(Setup Time) 時間與各廠區成本因素,求得最低成本的訂單需求分配量。 張美滿[25]研究中提出三階段規劃模式,規劃多廠區產能規劃,目標 以生產總成本最低。業務依歷史銷售量為依據統一接單,管理人員以機器 產能限制,並考量生產成本、延遲成本等成本因子,求出各廠區所需生產 的最佳訂單數量。第二階段則在求出各廠區各工作站的產能負荷量與瓶頸 工作站。第三階段針對瓶頸工作站加以平衡負載,求得工作站的跨廠生產 量,外包量與產能利用率,此研究考量各廠區產能限制與各廠區不同的生 產成本;外包成本等,非常符合各企業規實務劃現況,但並未考量緊急訂 單。
Muh-Cherng Wu,Wen-Jen Chang[10]研究中提出,對於晶圓廠之短期 產能交易決策模式利用單項/多項目標做短期產能交易決策,每週按「原訂 生產計畫」與「現在機台狀況」預估各廠區每一個工作站的下週產能利用 率,較低利用率工作站產能賣給他廠高利用率工作站模型,決策模式為每 週最佳的產能交易組合為何?最大化兩廠長期利潤總和。 Muh-Cherng Wu , et al.[11]研究中提出,對於半導體雙廠區產能相 互支援的途程規劃可透過途程的可切割性作跨廠生產規劃決策,充份利用 機台產能,在符合目標 CT(Cycle Time)下最大化整體產出。 Toba[18]研究中提出,對於半導體多廠區生產規劃以動態、即時作跨 廠途程規劃,將作業(Operation)分成多個作業集合 每個「作業集合」完
工之後,需即時決定下一個「作業集合」的生產工廠,目標是最小化 cycle time。 江艾軒[26]研究中提出,對於晶圓廠產能交易之架構與方法研究中, 發展了產能交易方法,包括了工廠排程的模型、工作負載經濟分析模型、 組合出價方法、交易撮合和資源配置的演算法,使企業的有限資源獲得最 大的利用。 古庭諭[44]研究中提出,在多廠區多階製程的生產環境下,考量各廠 區各製程段不同的生產限制與成本,進行多廠區多階製程的訂單分配。針 對多廠區多階製程訂單分配以晶圓測試、IC 封裝及 IC 最終測試段產業為 例,利用二元整數規劃方式求解問題模式,考量各廠區各階製程段的產能、 產品生產限制、製程能力、上下游製程間供給規劃、單位轉換限制及相關 製造成本,將訂單合理分配至最適合的廠區進行生產,並達到多廠區多階 製程製造成本、外包成本、延遲成本及閒置成本最小化之目標。 黃俊嘉[46]研究中提出,針對多製造廠在全面訂單管理的情況下,探 討在一健全的訂單管理制度下,對於製造廠的跨廠訂單分配模式進行研 究,建立一個考慮到多個製造廠在接收大筆訂單時,如何依據產品的市場 銷售特性、訂單交期、廠與廠間的生產排程、訂單利潤及廠的產能負荷度 等等交叉複雜的關係,建立一多廠整合型生產指派與排程系統的決策模式。 該研究以混合式遺傳演算法(Hybrid-GA,HGA)求算訂單指派至各廠的生產 排程與各廠的產能平衡,以決定訂單的最佳配置。進而依據所指派的結果 作為各家製造廠進行生產計畫與排程規劃的依據。 黃鳳儀[49]研究中提出跨廠區之公差分配與廠區指派問題,建構兩階 段的規劃模式:(1)跨廠區之公差分配:第一階段主要是在於多廠區之跨廠 製造的環境下,產品零組件之設計製造階段,考量產品規格要求、藉由公 差圖的方法、藍圖尺寸相關之加工步驟與零組件組裝順序,列出限制式, 提出在製造成本與品質損失成本的最小化目標下,將組裝公差作一適當切 割分配給跨廠區各個加工尺寸作為加工尺寸之公差分配。(2)跨廠區之廠區 指派模式:第二階段主要是在於考量產品規格要求與各廠區之製程能力, 以確保零組件之可製造性與最終產品之組裝性,在製造成本、品質損失成 本、機器設罝成本、零件組裝成本與零件運輸成本的最小化目標下,找出 符合零件可製造性與成本最小化之跨廠區廠區指派。在此種規劃模式,可 提供管理者在跨廠區成本最佳化的考量下,取得所有可行廠區所有可用製
程之最佳化公差分配結果。而公差分配結果,不但有助於妥善規劃製造公 差更可透過分配之結果,依據各廠區之製程能力進行廠區指派之製造組 裝,並避免零組件無法製造或最終產品組裝不良之情形發生以降低品質失 敗成本。 曾一峰[49]研究中提出針對方形加工零件提出兩階段規劃模式求解零 件跨廠加工次序問題:(1)零件加工次序評估模式:利用零件的形狀特徵資 訊作為基礎,建立加工限制矩陣和加工次序評估函數,以最大化總加次數 評估值為目標進行基因演算法,獲得的最佳零件加工次序。(2)零件跨廠加 工指派評估模式:整合零件和廠區資訊,建構跨廠加工指派模型,以總指 派成本最小化為評估準則下,進行基因演算法的搜尋,並以第一階段所求 得之最佳零件加工次序作為輸入,獲得零件的最佳跨廠加工指派結果,提 供決策者在多廠區製造環境下作為製程規劃參考的依據。 李月娥[41]研究中提出針對多廠區多階製程緊急訂單分配與評估問 題,建立兩階段的規劃模式,第一階段考量各廠區各階製程的產能與成本, 以最小化生產規劃總成本為目標,藉由基因演算法(GA)求解問題模式,依 產品製程段順序,將訂單需求分配至各廠區生產。第二階段以企業最大獲 利為目標,將緊急訂單與一般訂單利潤總和減去因承接緊急訂單所造成的 影響成本,其所求得之值做為緊急訂單承接的評估。 黃昱程[45]研究中提出基於實務的觀點,建立動態合併派工法則,作 為混線生產的現場指派準則,藉由不同派工法則合併應用之績效表現,利 用排序的觀念整合多個派工法則之排序,達到多個績效目標間的平衡,以 平均流程時間、平均差異時間、平均延遲時間與平均早交時間為績效指標。 瓶頸漂移現象導致生產績效降低,派工法則因產品組合不同所形成之瓶頸 漂移現象亦為本研究探討之重點,觀察了於多個績效比較後發現,本研究 顯示以 SPT+EDD+CR 之合併派工法的確有較為平衡的績效表現,在透過排序 的方式合併派工法則,能夠讓個別派工法則的特性表現出來,同時避免單 一派工法則在某些特定的績效目標上較差的表現,進而達到平衡績效的目 的。
2.4 緊急訂單相關文獻 吳杉堯[27]研究中提出,緊急訂單是指未安排在規劃區間製造,卻因 為某些原因必須優先交貨的訂單,此類緊急訂單將會打亂原有的生產策 略,例如生產排程、物料規劃、訂單分配等,生產廠區必須暫停某些正在 生產的訂單以配合緊急訂單讓它可以如期完成。緊急訂單可能發生的原因 可用下列五點說明: 1. 緊急訂單來自交易量較龐大個客戶,考量企業與顧客間關係必須優 先處理。 2. 下單的顧客額外付出優先處理該筆緊急訂單的費用,基於利潤觀點 所接下的訂單。 3. 訂單的數量與利潤達到公司所認定的標準,故給予優先製造的權利。 4. 企業上級單位所指派的訂單,生產單位亦得將該筆訂單視為緊急訂 單優先生產。 5. 因為製造廠區內部發生機器故障、人員缺席、交期排程設定錯誤等 原因,造成一般訂單轉變成緊急訂單。 薛兆亨[24]研究中提出,認為在顧客的壓力下,將目前生產線完成一 半的產品停止生產,被迫改生產其他訂單的產品,這種情形稱為緊急訂單。 不論是為了增加銷貨量而承接緊急訂單或是決策單位主管主官決定,在成 本計算上,緊急訂單會產生下列的情形,使成本增高: 1. 插入緊急訂單時,將增加換模、機器調整、更換檢測儀器的準備成 本。 2. 承接太多緊急訂單時,將使的物料管理增加困難度,若物料準備不 齊,將產生停工待料的現象。 3. 插入緊急訂單,容易產生作業員操作不熟練的現象,使生產效率較 低或產品不良率提高,並產生不正常加班,使工資成本提高。 4. 目前正進行生產的在製品,必須堆放現場,將增加搬運成本,且代 工廠的品質資金壓力隨之提高。 陳美棟[30]研究中提出,認為緊急訂單對於製造業所造成的影響可區 分已下五點來說明 1.緊急訂單將導致一般定單的交期延遲 由於緊急訂單的優先處理權利,因排擠效應往往造成一般訂單發生 延遲的狀況,因而無法於訂單交期前交貨,導致延遲成本的產生。
2.緊急訂單將導致機器負荷的產生 承接緊急訂單將使廠區的各製造流程機台負荷產生兩種狀況: (1)當機台有閒置產能時,因緊急訂單的插入將會使機台的稼動率提 升,降低機台閒置的成本,是一種正面的貢獻。 (2)當機台負荷滿載,沒有閒置的產能,緊急訂單的插入將導致機器 負荷的提升,機台的故障率將會提升,機台維修成本亦會相對提 高,是一種負面的風險。。 3.緊急訂單將導致人力的重新配置 當承接緊急訂單後為了準時交貨可能會導致員工不正常的加班情 形,加班成本相對提高。 4.緊急訂單於企業形象的影響 企業承接緊急訂單所帶來的利潤可能為有形(現有的顧客)或無形(潛 在的顧客)的商機、企業於市場的佔有率、銷售率等,皆有可能造成 企業的利害關係,足以證明緊急訂單對於企業的重要性與影響性。 2.5 基因演算法(Genetic Algorithm)
學者 John Holland 於 1995 年提出基因演算法(Genetic Algorithm), 其基本精神是以達爾文的進化論為基礎,模仿生物界中的物競天擇、適者 生存的自然界演進法則,進行求得最佳解的搜尋技術。簡單來說,基因演 算法是透過模擬自然界的演進法則,依據各物種之間的相互競爭及演化的 法則,其中演算過程主要是模仿生物的演化特性,讓母體群隨世代進化, 經由競爭的過程與控制複製(Reproduction)、交配(Crossover )及突變 (Mutation)的方法來保留較佳的染色體,淘汰較差的染色體,再透過電腦 做出模擬方式來計算人為染色體的變化對問題解決的程度,進而改善過去 數學演算法當中難以解決的問題。 基因演算法不同於一般最佳解的求法和搜尋程序,其中主要的差別在 於: 1.根據目標函數的特性編碼,以編碼的結果執行。 2.每次搜尋的是染色體的個數。 3.使用目標函數的資訊,而不是藉由資料延伸或使用其他輔助知識。 4.使用機率遞移法則,而非確定法則。 在基因演算法的演算過程中,一開始必須對問題裡的所有變數編成二進
位字元(或者是其他形式如文字、數字等),這些字元就如同生物中的遺傳 基因(Gene)。接著將這些字元組合成一條字串(String),而一條字串就代 表著問題的一組解。這些字串就像是自然界當中,個個物種的染色體,以 及各種不同的組合,而不同物種的組合(即多條字串所形成的集合)則統稱 為群體(Population)。 接著是依據群體所必須面對的生態環境,架構出物種對環境適應能力之 評估方法。簡單來說,就是將問題的目標函數或限制式,轉化成適合度函 數(Fitness Function)。利用適合度函數來評估各物種的適應能力,決定 哪些物種該留下來,而哪些物種必須被淘汰,這就如同生物界的「物競天 擇,適者生存」的法則。 由於基因演算法最主要的精神為演化(Evolution)及篩選 (Selection),因此在適合度函數定義出來之後,就將染色體經由演算過程 中主要的三個基本運算方式:複製(Reproduction)、交配(Crossover )及突 變(Mutation)做重複的演算,進而產生新的染色體,如此就能夠達到演化 的目的。一般基因演算法如圖 4 所示:
圖 4 一般基因演算法流程圖 定義適合度函數 傳回適合度最高的 染色體 符合終止條件 結束 開始 決定編碼方式 產生母代群組 母代字串間進行複 製、交配、突變 產生新子代群組 是 否 產生適合度函數的 近似最佳解
2.5.1 定義適合度函數(Fitness Function) 定義適合度函數是為了檢驗每一個染色體對環境的適應能力,也就是染 色體是否能夠生存的一個依據,適應性越高的染色體就越能夠存活下來, 反之則淘汰。但因為不同的問題並不是都可以透過目標值來做評估,故可 以將目標值或問題特性轉成適合度函數後應用在不同的問題上。 1. 染色體編碼(Encoding) 首先,必須將搜尋空間中的解以編碼的方式來表示。經編碼後的解相當 於在生態中的染色體,而在基因演算法中稱之為字串(String ),每一個染 色體由數個基因( Gene)所組成,在基因演算法中稱為字元,每一個字元都 代表問題的一個變數,則字元亦稱為特徵值(Feature Value)。染色體的編 碼方式是基因演算法再求最佳解之一個重要關鍵,選擇適合的編碼方式是 可以提高計算效率。因此,編碼方式要視問題本身即變數的性質而定。基 因演算法編碼的方式有兩種,一為二元(Binary)編碼法,二為順序(Order) 編碼法。 (1)二進位編碼法: 最簡單而且最被廣泛使用的方法就是二進位編碼法,就是基因用 0 與 1 來表示,例如一個長度為 8 的染色體可表示為 01010101 的形式, 其中 0 和 1 分別代表物體的特質 (2)順序編碼法: 此種編碼方式比較適合用於需要排序的問題上,在排程問題上需要 各訂單在各機台上的加工順序,例如一個長度為 8 的染色體可表示 為 ABCDEFGH 的形式 2.產生初始母體及母代群體的個數 初始母代群體是第一代染色體,也可稱為母群體。一般來說基因演算法 產生初始母代群體的方式有兩種,一是以隨機方式產生,另一則是利用啟 發式方法(Heuristic Method )產生初始母代群體。 (1)以隨機方式產生: 藉電腦亂數產生,就是初始母代群體之每一個體擁有不同的特性, 採用隨機方式產生初始母代群體,會造成求解時間明顯增長,甚至 影響求解品質,因為不良的初始母代群體會使得求解的收斂情況不 解,影響求解的時間。 (2)啟發式方法產生:
為了使基因演算法能快速收斂,因此發展啟發式方法,常見的啟發 式法包括先到先服務(First Come First Service¸FCFS)、最短處理 時間(Shortest Process Time, SPT)、最長處理時間(Longest Process Time, LPT)、最早到期日 (Earliest Due Date,EDD)、 最小剩餘工作時間(Least Work Remgining,LWR )、最少作業數 (Fewest Operations Remaining,FOR)、寬裕時間(Slack Time,ST)、 寬裕時間/未完作業數(Slack Time Per Operation,S/O)、關鍵比 例(critical ratio,CR)、最小寬裕時間(Minimum Slack Time,MST) 等等。 母代群體的個數是指基因系統內的染色體數目,母代群體個數的多少將 影響基因求解的效益與演算的效率,個數少難以達到預期的效果,可能提 早收斂;如果個數多,會造成耗費較長的時間計算。 3.基因演算法之複製方法 複製(Reproduction )運算子: 適合度根據每個物種的適應能力高低, 並此用來決定物種被選用的機率。因此適應能力較高的物種,就會有比較 高的機率被選擇到進而產生下一代新的個體。較常用的複製方法有以下幾 種:
(1)輪盤法(Roulette Wheel Selection Method)
輪盤法是用適合度函數值相對於整體比例分配來切割整體面積,其 意義就是適合度函數值若越大則所占面積也越大,因此被選擇的機 率也越大。而當輪盤分割完成之後,以隨機轉動輪盤來選擇母代進 行基因配對。雖然輪盤法的好處是簡單且容易計算,但若染色體的 適合度特別好時將使得較優良的染色體不斷的被選擇出來,如此一 來很容易在未找到最佳解時就陷入了局部解。此外,若適合度函數 質差異不大時,則會很難挑選出好的染色體,而使得最佳化的運算 時間過長。
(2)競爭式選擇法(Tournament Selection Method)
在演化的過程中,隨機選取兩個或多個字串來做比較,具有較高度 適應函數值的字串將被選取出來。不斷重複以上所述的步驟直到所 選取的字串個數等於母代的個數為止。因為競爭式選擇法所需要的 計算很少,故可由每次選取字串個數的多寡來控制其競爭的速度。 4.基因演算法之交配方法
交配(Crossover)運算子:交配過程是從群體裡隨機選取兩個字串,然後 相互交換位元的資訊,進而組成兩個新的基因字串,藉此法累積前代優良 的位元資訊產生更優良的子代,故交配運算子為基因演算法中最主要的運 算子。常見的交配方式有單點交配(Single-Point Crossover)、雙點交配 (Two-Point Crossover)、多點交配(Multi-Point Crossover)及均等交配 (Uniform Crossover)、部分配對交配(Partial-mapped crossover,PMX)、 循環交配(Cycle crossover,CX)、線性順位交配(Linear order crossover, LOX)等方法。 5.基因演算法之突變方法 所謂突變是指隨機選取字串,將其中某一位元或數個位元改為他值,而 突變的意義在於產生差異性較大的子代,在空間搜尋中,當收斂至某區間 時,有可能是收斂致局部最佳解,而掉入局部解陷阱中,因此,藉由突變 運算員通常被視為跳出局部最佳解的一個重要關鍵,雖然藉突變方式可能 避免過早收斂,然而亦有可能造成系統的不收斂。在基因演算法中突變運 算子是用來改變群體的變異度,突變是把已經交配完成後而產生的子代染 色體,依據是先設定好的突變率進行突變的步驟。一般而言,突變率不會 訂的太大,通常訂於 0.001~0.05 之間。突變的方式有兩種位置突變
(Position-based Mutation)及移動突變(Shift Mutation)。 6.產生新子代 經過複製、交配及突變三個基本運算子運算之後,母代群體會產生新的 子代群體,而這些子代群體將會替換原來的母代群體。但是並非所子代群 體在交配與突變的過程中皆可以替換先前的母帶群體,因此才需要有產生 新子代的方法。較常見的產生新子代的方法有親帶取代法、完全取代法及 菁英因取代法。 (1)親帶取代法 親帶取代法是指只有親代產生的子代,才有機會取代其親代,假設 一個親帶有很多個子代,則此親代就會有很多機會被子代所取代。 (2)完全取代法 完全取代法是指所有的親代都被所有的子代所取代。 (3)菁英取代法 保留舊母群體中適合度比較高的染色體。
在先前所陳述的運作原理之下,基因演算法仍有以下幾項假設條件: 所求之姐都必須以字串 (String)來表示,而且字串長度是固定的。 一個解只有一種編碼方式表示,而一個字串只能表示成一個解。 在演算的過程中,時間的計算是採取離散區間來衡量,這稱為世代 (Generation)不論是哪一個世代,群體(現行解之集合)的大小是固定的。 基因演算法搜尋得停止條件是當全部物種都趨於一致,沒有再出現比現在 更好的適合度函數時就終止,不過有時可以依據系統的要求來停止搜尋。 一般來說,我們以下列四種情形做為停止搜尋的條件: 結束法則 (1)已達成最大演化代數。 (2)已進行到一定的演化代數卻未得更進一步的解。 (3)以達成最大的運算時間。 (4)解已符合系統的要求。 2.6 文獻探討結語 : 本研究探討雙廠區跨廠排程問題,在本章所探討的文獻當中,主要是針 對多廠的定義、生產規劃、垂直式跨廠生產、水平式跨廠生產、緊急訂單、 基因演算法加以進行探討,本研究歸納以下結論:
1. 多廠區訂單分配問題,一般多為批量決策問題(Lot sizing problem), 以廠為單位,其中包含訂單的切割、生產、運送等問題,較少討論跨廠 生產支援。 2. 從本研究收集的多廠區生產規劃研究部分,可以發現過去多廠區規劃研 究探討的情境,大多假設訂單確定後該筆訂單就沒有任何變異,原始排 程效益不受影響,在實際的環境卻不然,常受到外部需求與預測不準而 更動訂單出貨日,因此排程應考慮外部因素,面對外部不確定因素,增 加排程的穩健性是值得研究的方向。 3. 規納本研究的雙廠區跨廠排程相關文獻,可以發現過去排程規劃研究探 討範圍多為訂單分配後再依交期讓廠級生管做排程或企業協助廠間針 對瓶頸站單站做支援;尚未有文獻針對全部訂單工件的廠間加工安排選 擇與排序做探討。 4. 針對收集的多廠區生產規劃研究部分依生產型態與跨廠與否,彙總歸納 如下表:
表 2 多廠區生產規劃文獻矩陣表 多廠區 廠區型態 生產型態 垂直式 水平式 產能規畫 示欣惠 (2007), Kerschbamer(2003), 呂俊德(2003), Guinet(2001), 賴欣瑜(2001), Thierry(1995), 古庭諭(2007), Vercellis(1999), 存貨管理 鄭元杰(2003), Timpe(2000), Bhatnagar(1993) N/A 訂單配置 溫伊婷(2007), 陳建宇(2005), 倪惠珍(2005), 吳雪茹 (2004), 王立志(2003), 李志勇(2002), Guinet(2001), Jayaraman(2001) 黃俊嘉 (2005), 李月娥(2002) 不跨廠 短期排程 李佳諭 (2006), Chiung (2005), Guinet(2002), Sauer(2000) 曾一峰 (2007), 李月娥(2005), 黃昱程(2005) 產能支援 Archimede(2003) Wu and Chang (2007), Toba(2005),張美滿(2002), 陳碧輝(2001), 江艾軒(2001) 跨廠 產能規畫 Moon(2002), Dasci(2001) Wu and Chen (2008), 曾一峰(2007), 黃鳳儀(2004)
第三章、
研究方法
本研究探討雙廠區跨廠排程問題,在多廠區的訂單配置與排程中,大部分文獻 研究多以兩階段式執行,在第一階段的訂單配置階段是依據廠與廠間相關產能、製 程技術、生產品質等因素做訂單配置動作,而後作第二階段的廠內排程動作;然而, 個別單廠的最佳化,並無法滿足企業整體最佳化的要求,因此這種作法並無法有效 求解決企業整體系統最佳化。故本研究針對此問題提出一個最佳化之系統架構。因 此本章針對以下步驟做探討(1) 問題描述(2)決策方法(3)問題解決方法探討與模型 建構(4)基因演算方法之運作 3.1 問題描述 本研究主要針對企業擁有雙座製造廠的生產環境,探討雙廠區跨廠排程問題, 因此先將已知的條件說明如下: 1. A、B 兩廠皆為流線型工廠。2. A、B 兩廠各有三站加工流程 Step1、Step2 、Step3 A 廠:SA1Æ SA2 Æ SA3 , B 廠:SB1 Æ SB2 Æ SB3
3. A、B 兩廠在相同的加工流程可作跨廠支援加工。
4. 每個 Job 都須經三站加工流程 (Step1→Step2 →Step3) 。
5. 共有 N 個工件(Job) 分配到 A、B 兩廠加工,起始階段無半成品(WIP)。 6. A、B 兩廠加工效率可能不一樣。 7. 每個工件(Job)有各自的加工時間 。 8. 每個工件(Job)有各自的到期日(Due Date)。 9. 跨廠運輸時間需考慮;有工件即可搬運。 10. 訂單批量不可切割;一個工件等於一個工單,一個工單等於一筆訂單。 11. 無設置時間(Setup Time)。 透過上述已知的條件與本研究之雙廠跨廠排程模型,在面對外部環境多變的情 境下充分利用企業內產能資源以追求(1)最大化公司交期達交率(2)建構更穩健的 排程以因應外部需求變動(3)排程資訊可作為快速回應客戶緊急訂單及訂單提前需 求之目的; 3.2 決策方法 生產規劃問題的決策變數:
1. 工件(Job)途程(Route)選擇 2. 工件(Job)在機台的生產排序(Sequence) 問題的限制:給定 N 個產品(Job)組合與到期日(Due Date) 目標:在到期日(Due Date)可能提前的環境下建立較穩健的排程 策略:面對可能隨時改變出貨時間的訂單,增加交期安全裕度 作法:平準化每筆訂單提早完工時間,增加每筆訂單對交期多變化的穩健性以降 低重排程頻率與幅度,以維護原排程的最佳效益。 3.3 問題解決方法探討與模型建構
問題的決策變數為 Job 途程(Route)選擇與排序(Sequence),以僅 40 個 Job 為 例;單以途程選擇的解空間估計(不含排序):240 x 240 x 240 = 2120 ,它求解問題 最佳解所耗費的時間隨問題大小的增加呈指數趨勢快速遞增屬 NP hard 問題,本研 究問題因解空間很大且空間搜尋複雜,以往文獻大都使用基因演算法,在實務上短 期生產排序工具必需能快速求解,及有一個近似解滿足目標即可,故本研究選擇以 「基因演算法」作為求解工具。 執行求解前,首先針對流線型工廠的產品生產流程做切割,切割原則以機台前 後製程為切割點如圖 5 所示;主要目的是對多廠區產品途程做簡化,避免後續演算 的複雜性但仍保有生產線的性質。 圖 5 途程切割示意圖 途程切割以三部機台的 Flow shop 為例,如圖 6 所示:
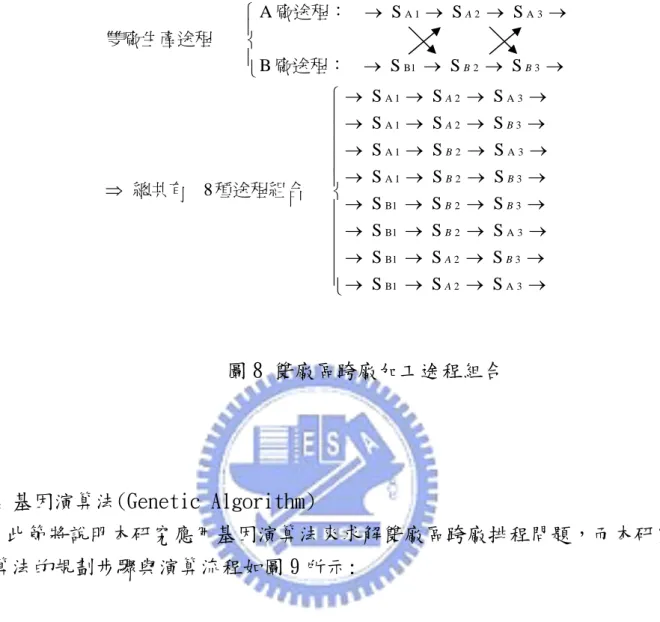
圖 6 三站製程/機台示意圖 若 A、B 廠雙廠經過上述的流程切割,其不同廠相似功能機台群可互為代工做產 能支援,則產品加工流動的方式如圖 7 所示 圖 7 產品加工流動示意圖 若以途程方式表示,則有異於 2 個各別獨立的流線型工廠;除原本 2 個各廠獨 立的途程外,另外新增 6 個跨廠途程選擇,總和為 8 種加工途程組合,如圖 8 所示
圖 8 雙廠區跨廠加工途程組合 3.4 基因演算法(Genetic Algorithm) 此節將說明本研究應用基因演算法來求解雙廠區跨廠排程問題,而本研究基因 演算法的規劃步驟與演算流程如圖 9 所示: ⎪ ⎪ ⎪ ⎪ ⎪ ⎩ ⎪ ⎪ ⎪ ⎪ ⎪ ⎨ ⎧ → → → → → → → → → → → → → → → → → → → → → → → → → → → → → → → → ⇒ ⎪ ⎩ ⎪ ⎨ ⎧ → → → → → → → → 3 A 2 B1 3 2 B1 3 A 2 B1 3 2 B1 3 2 1 A 3 A 2 1 A 3 2 1 A 3 A 2 1 A 3 2 B1 3 A 2 1 A S S S S S S S S S S S S S S S S S S S S S S S S 8 S S S B S S S A A B A B B B B B B B A A B B A 種途程組合 總共有 廠途程: 廠途程: 雙廠生產途程
圖 9 本研究基因演算法的規劃步驟與演算流程 3.4.1 染色體編碼: 染色體編碼原則必須將搜尋空間中的解以編碼的方式來表示。經編碼後的解相 當於在生態中的染色體,而在基因演算法中稱之為字串(String ),每一個染色體由 數個基因( Gene)所組成,在基因演算法中稱為字元,每一個字元都代表問題的一個 適合度函數定義 產生初始群體 評估適合度函數 複製 交配 突變 染色體編碼 傳回適合度最高 的染色體 符合終止條件 結束 染色體複製/交配 /突變原則 是 否 取代(精英政策)
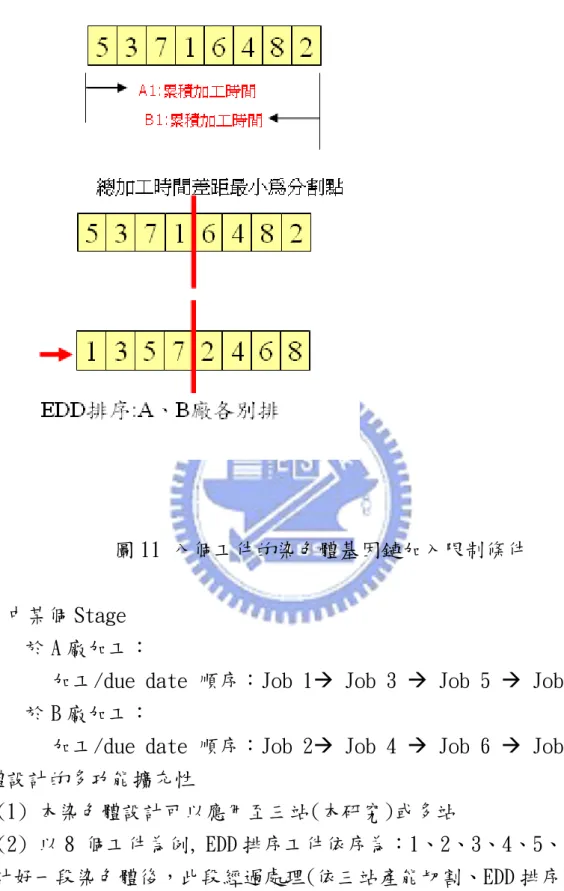
變數,則字元亦稱為特徵值(Feature Value)。染色體的編碼方式是基因演算法在求 最佳解之一個重要關鍵,選擇適合的編碼方式是可以提高計算效率。因此,編碼方 式要依問題本身的性質而定。基因演算法編碼的方式有兩種,一是二元(Binary)編 碼法,二是順序(Order)編碼法。因順序編碼法比較適合用於排程問題上,所以,本 研究編碼採順序(Order)編碼法;其特色有: 1. 染色體設計以工件為主 2. 初始母代(Initial Population)是由隨機產生,之後再藉由複製、交配 與突變產生許多不同的解 3. 染色體解讀的過程中,會進行以下步驟,來進行雙廠跨廠的排程 (1) 工件指派:將工件分配至兩廠的機台 機台負荷產能平均化:兩廠的機台各自累積加工時間,累積到兩廠的 機台加工時間差距最小即為分廠點,總加工時間差距最小決定染色體 的分割點,分割點確定、工件分配給機台就確定 (2) 工件排序:工件在機台的加工順序 EDD:最接近到期者,優先進行加工;因此每一段染色體皆如此排序 表示工件加工順序 舉例來說,有 8 個訂單組合,最早到期日(EDD)排序 Job 依序為:1、2、3、4、 5、6、7、8 ;則染色體產生程序如下 (1)基因鏈產生方式:任一站之工件採隨機分配,如下圖: 圖 10 八個工件的染色體基因鏈產生方式 (2)基因鏈解讀:產能負荷平衡與 EDD 排序,如下圖
5 3 7 1 6 4 8 2
隨機 ( Random )圖 11 八個工件的染色體基因鏈加入限制條件
其中某個 Stage
於 A 廠加工:
加工/due date 順序:Job 1Æ Job 3 Æ Job 5 Æ Job 7 於 B 廠加工:
加工/due date 順序:Job 2Æ Job 4 Æ Job 6 Æ Job 8 染色體設計的多功能擴充性
(1) 本染色體設計可以應用至三站(本研究)或多站
(2) 以 8 個工件為例, EDD 排序工件依序為:1、2、3、4、5、6、7、8;當設 計好一段染色體後,此段經過處理(依三站產能切割、EDD 排序)之後可擴充變 成三段染色體,滿足本研究三部機台之流線型工廠
圖 12 染色體設計的多功能擴充性 3.4.2 染色體交配/突變原則 本研究的染色體設計已將加工順序到期日(due date) 因素納入,除了適用於 基因演算法外,並更快找出近似最佳的排序組合, 以一點切割原則的交配例子來說,可如圖 13 : 圖 13 染色體交配示意圖
以位置突變例子來說,可如圖 14 : 圖 14 染色體突變示意圖 3.4.3 適合度函數(Fitness Function)定義 定義適合度函數是為了決定每一個染色體適應環境的能力,也就是染色體是否 能夠生存的一個依據,適合度越高的染色體就越能夠存活下來,反之則淘汰。由於 本研究是探討雙廠區跨廠排程問題,目標是在到期日(Due Date)可能提前的環境下 建立較穩健的排程,策略為面對可能隨時改變出貨時間的訂單,增加交期安全裕度; 戰術作法:平準化每筆訂單提早完工時間,增加每筆訂單對交期多變化的穩健性以降 低重排程頻率與幅度,以維護原排程的最佳效益。因此將定義適合度函數目標式為 最小化寬裕時間變異係數 (CV :Coefficient of Variation of Slack)
=Std( Slack)/Mean( Slack) ,公式定義如下: ⎩ ⎨ ⎧ → → i C i D i i job for time Completion job for Date Due
{
Di-Ci}
Slack k) /Mean(Slac Std(Slack) CV CV Min = = ⇒ 目標式圖 15 定義適合度函數 圖 16 適合度函數求取較佳染色體流程 本研究目標式以最小化寬裕時間變異係數,每一個工件生產流程有 8 種,包含跨 廠或不跨廠加工,若工件適合跨廠生產,運用此目標式之基因演算法算出來就會選 擇跨廠,如果不適合跨廠,基因演算法算出來就會是不跨廠,本研究提出一種判定 應不應該做跨廠生產的機制。 再者,寬裕時間資訊可提供快速回應客戶訂單 pull in 需求之可行性;舉例來 訂單寬裕時間差異最小
![圖 3 垂直式多廠區:2 sets flow shop 為例 一般來說,具有多廠區的生產製造公司,在初期創立到持續擴廠或合併 過程中,其工廠大多坐落在不同地區,生產規劃的方式亦由單廠擴充至多 廠的型態相對地衍生出複雜的生產規劃,在 Sauer et al[14]研究中提出, 對於生產規劃由單一廠區演變成多廠區會有下列幾項問題存在。 1.不同生產區產品製造過程彼此有相互依賴的關係 2.中間產品跟最終產品兼有暫時性關係,如 B 工廠所需的中間產品 會在 A 廠生產。 3.相同產品可以在不同區域生產,生](https://thumb-ap.123doks.com/thumbv2/9libinfo/8112959.165604/19.892.124.821.288.767/一般來究中提出對於生產規劃由單一廠區演變成區會工廠廠生產產生.webp)