義守大學
材料科學與工程學系
碩 士 論 文
不 同 前 處 理 條 件 無 電 鍍 鎳 碳 化
鈦 對 真 空 感 應 熔 融 鎳 基 合 金 顯
微 組 織 與 硬 度 之 影 響
The Effects of Different Pretreatment
Electroless-Nickel-Plating TiC on the
Microstructure and Hardness of the
Vacuum Induction Melting
研
究
生 : 許 竣 享
指 導 教 授 : 周 兆 民 博 士
中 華 民 國 106 年 06 月
不 同 前 處 理 條 件 無 電 鍍 鎳 碳 化
鈦 對 真 空 感 應 熔 融 鎳 基 合 金 顯
微 組 織 與 硬 度 之 影 響
The Effects of Different Pretreatment
Electroless-Nickel-Plating TiC on the
Microstructure and Hardness of the
Vacuum Induction Melting
研
究
生 : 許 竣 享 Student:Chun-Hsiang Hsu
指 導 教 授 : 周 兆 民 Advisor:Jaw-Min Chou
義 守 大 學
材料科學與工程學系
碩士論文
A Thesis
Submitted to Department of Materials Science & Engineering
I-Shou University
in Partial Fulfillment of the Requirements
for the Master degree
in
Materials Science & Engineering
June , 2017
Kaohsiung, Taiwan, Republic of China
不 同 前 處 理 條 件 無 電 鍍 鎳 碳 化
鈦 對 真 空 感 應 熔 融 鎳 基 合 金 顯
微組織與硬度之影響
摘 要
真空感應熔融(VIM)與硬面合金是目前廣泛被運用的料管製程材料 ,然而以VIM 方式製備硬面合金並進行研究的相關文獻卻很少。因此, 本 實 驗 利 用 真 空 感 應 熔 融 方 式 製 備 無 電 鍍 鎳 碳 化 鈦 強 化 鎳 基 合 金 /AISI4140 鋼雙金屬,以鎳基合金為基材,並添加不同前處理之無電鍍鎳 之碳化鈦粉末與鎳基合金粉末混合,再以 4140 鋼作為坩堝。其中分別 無電鍍鎳碳化鈦添加量為1、5 及 10wt%,加熱溫度 1200 oC,製作無電 鍍鎳碳化鈦強化鎳基合金。進行顯微組織觀察及硬度測試,探討不同前 處理條件對無電鍍鎳碳化鈦強化鎳基合金的顯微組織與硬度之影響。 由 XRD、EDS、SEM 與 EPMA 分析實驗結果可知,無電鍍鎳碳化 鈦強化鎳基合金顯微組織以γ-Ni、Ni3B、Ni3Si、Ni31Si12、CrB、Cr7C3、Cr23C6、TiC 為主。 無電鍍鎳的方式可以有效的改善碳化鈦與鎳基合金之潤濕性。在無 電鍍鎳過程中,隨著硫酸鎳的含量增加有助提高粉末表面完整包覆,在 敏化過程中碳化鈦顆粒表面呈現階梯狀結構,此結構可提高鎳離子吸附 成核,其中以前處理N 為 16ml 鹽酸和 4g 氯化亞錫最佳。 在縱向硬度測試中,硬度值隨著無電鍍鎳碳化鈦添加量增加,碳化
鈦面積分率呈現上升的趨勢,故硬度值亦隨之增加。在1wt%添加量中, 可以觀察到碳化鈦硬化相較少以外,且還會受到鐵原子分佈影響,即大 量的鐵原子往鎳基合金層流動不易受到阻礙,導致試片整體硬度降低; 而在無電鍍鎳碳化鈦添加量10wt%中,鐵流動則被碳化鈦阻礙,故無電 鍍鎳碳化鈦添加量10wt%,整體硬度有上升得趨勢。 關鍵字:無電鍍鎳;碳化鈦;真空感應熔融;鎳基合金
Abstract
Vacuum induction melting (VIM) and hardfacing alloys are currently widely used processes and materials, but to fabricate hardfacing alloy by using VIM and related literature are few. In this study, electroless nickel plated TiC reinforced nickel-based alloy/AISI 4140 steel were produced by VIM. Using Ni-based powders as base material and adding TiC with different pretreatment of electroless nikel plating 1 , 5 wt% , 10 wt% repectively were poured into the 4140 steel crucible, and heated to 1200 oC to make electroless nickel plated TiC renforced Nickel-based alloy/AISI 4140 steel.
As revealed by XRD、SEM、EDS and EPMA analysis, we confirmed that the electroless nickel-plated titanium carbide reinforced nickel based alloy microstructure consists mainly of γ-Ni、Ni3B、Ni3Si、Ni31Si12、CrB、
Cr7C3、Cr23C6、TiC.
The electroless nickel plating can effectively improve the wettability between titanium carbide and nickel-based alloy. In the electroless nickel plating process, as increase of nickel sulfate content will improve the surface coverage of the powder coating. In the sensitization process the titanium carbide particles appear ladder-like structure, this structure can improve the adsorption of nickel ions and the resulting nucleation. Above all, pre- pretreatment condition N with 16ml hydrochloric acid and 4g chloride, anhydrous can have the best result.
In the result of hardness test, the hardness increases with the addition of electroless nickel plating titanium carbide particles, and its area fraction also shows an upward trend. In the case of 1 wt% addition, titanium carbide-caused hardening can be observed In addition, the iron atoms are affected by the distribution of iron atoms, large flaw of iron atoms to the nickel-based alloy layer was not hindered, resulting in the decrease in the hardness of the test piece. In the case of 10 wt% electroless nickel plated titanium carbide iron flow was blocked by titanium carbide. Thus, in the case of 10 wt% electroless Ni plated titanium carbide, the overall hardness increase.
Keyword:Electroless-Nickel;TiC;Vacuum induction melting (VIM) ; Nickel-based alloy
誌 謝
兩年的研究所生活終於結束了,在這兩年的求學過程中,最感謝我的指導教授 周兆民博士給予實驗嚴謹的觀念、正確的思考邏輯並且教導為人處事應有的態度, 謝謝老師。 感謝口試委員李國榮老師及呂英治主任在論文初稿及口試時給予學生許多精闢 的意見及指教,在此程上最真摯的謝意。同時謝謝系上的老師們,在遇到困難時, 給予協助。接著要感謝實驗室陳冠州學長、黃惠榆學姊及陳凱政,在實驗上給予很 大的啟發及幫忙,以及王玟鑏、曾韋誠、林彥宏、楊舒涵、顏士喬、梁睿文、施昇 宏、周天寶、葉芃傑與梁禎桂這兩年的陪伴,在這兩年碩士生涯中帶來歡樂。 最後要感謝的這一路上一直支持我的家人,因為你們無私的奉獻及付出,使我 能順利完成學業;謝謝支持與包容我的女朋友郭伊君,有你們我才能順利完成這階 段性的任務。最後再一次感激曾經幫忙及陪伴過我的朋友、學長以及學弟,謝謝。總 目 錄
摘 要 ... I Abstract ... III 誌 謝 ... V 總 目 錄 ... VI 表 目 錄 ... IX 圖 目 錄 ... X 第一章 前言 ... 1 1.1 前言 ... 1 1.2 研究動機與目的 ... 2 第二章 文獻與原理探討 ... 3 2.1 無電鍍鎳 ... 3 2.1.1 無電鍍原理 ... 3 2.1.2 無電鍍特性 ... 4 2.1.3 無電鍍鍍液的組成及功能 ... 4 2.2 無電鍍鎳沿革 ... 5 2.3 無電鍍鎳反應機制 ... 8 2.4 無電鍍鎳被覆硬質顆粒 ... 8 2.5 硬面合金 ... 11 2.6 硬質粒子 ... 12 2.6.1 自生碳化鈦強化鎳基合金 ... 122.6.2 非自生碳化鈦強化鎳基合金 ... 14 第三章 實驗方法與流程 ... 17 3.1 實驗材料 ... 18 3.2 實驗流程 ... 19 3.2.1 無電鍍鎳 ... 19 3.2.1.1 敏化 ... 19 3.2.1.2 活化 ... 20 3.2.1.3 無電鍍鎳 ... 21 3.2.2 粉末混合 ... 23 3.2.3 添加碳化鈦強化鎳基合金之熔融 ... 23 3.2.4 試片製作 ... 25 3.2.5 相鑑定 ... 27 3.2.5.1 X-ray 繞射(XRD)鑑定 ... 27 3.2.5.2 掃描式電子顯微鏡(SEM)觀察及能量散佈光譜儀(EDS)成 分分析 ... 28 3.2.5.3 電子微探儀(EPMA)分析... 29 3.2.5.4 無電鍍鎳碳化鈦面積分率統計分析 ... 29 3.2.6 硬度測試 ... 30 3.2.6.1 縱向硬度 ... 30 3.2.6.2 相硬度 ... 31 第四章 實驗結果與討論 ... 32 4.1 無電鍍鎳對 TiC 之影響 ... 32 4.1.1 無電鍍鎳碳化鈦不同前處理條件的比較 ... 32 4.1.2 無電鍍鎳碳化鈦不同鎳源含量的比較 ... 33 4.1.3 不同前處理無電鍍鎳碳化鈦 SEM 觀察 ... 34
4.1.4 無電鍍鎳碳化鈦添加量多寡之結果 ... 36 4.2 無電鍍鎳碳化鈦強化鎳基合金之相鑑定 ... 36 4.2.1 無電鍍鎳碳化鈦強化鎳基合金之 XRD 分析 ... 36 4.2.2 無電鍍鎳碳化鈦強化鎳基合金 SEM、BEI、EDS 觀察 ... 40 4.2.3 無電鍍鎳碳化鈦強化鎳基合金 EPMA 分析 ... 43 4.3 不同前處理無電鍍鎳碳化鈦強化鎳基合金顯微組織之影響 ... 44 4.3.1 無電鍍鎳碳化鈦強化鎳基合金之碳化鈦相分率分析 ... 44 4.3.2 無電鍍鎳碳化鈦強化鎳基合金之顯微組織之影響 ... 53 4.3.3 無電鍍鎳碳化鈦強化鎳基合金之鐵原子流動情形 ... 59 4.4 無電鍍碳化鈦強化鎳基合金硬度 ... 63 4.4.1 不同前處理條件及添加量縱向硬度變化 ... 63 4.4.2 鎳基合金中碳化鈦之添加量對相硬度之影響 ... 66 第五章 結論 ... 68 第六章 參考文獻 ... 69
表 目 錄
表 2-1 各種無電鍍鎳液的成分與特性 ... 6 表 3-1 鎳基合金粉末成分 ... 18 表 3-2 AISI4140 鋼之成分 ... 18 表 3-3 實驗成分 ... 19 表 3-4 敏化成分 ... 20 表 3-5 鍍浴成分 ... 21 表 4-1 前處理條件 N 之無電鍍鎳添加量 1wt%合金各相 EDS 分析 ... 42 表 4-2 前處理條件 N 之無電鍍鎳添加量 5wt%合金各相 EDS 分析 ... 42 表 4-3 前處理條件 N 之無電鍍鎳添加量 10wt%合金各相 EDS 分析 ... 42 表 4-4 不同條件無電鍍鎳碳化鈦面積分率 ... 53 表 4-5 無電鍍鎳碳化鈦強化鎳基合金中各相硬度 ... 67圖 目 錄
圖 2-1 電鍍法和無電鍍法示意圖 ... 3 圖 2-2 碳化鎢被覆鎳之 SEM 影像 ... 10 圖 2-3 碳化鈦被覆鎳之 SEM 影像 ... 11 圖 2-4 碳化物硬度值比較圖 ... 13 圖 2-5 TiC 顯微組織形貌 ... 15 圖 2-6 雷射被覆之碳化鈦 SEM 影像 ... 16 圖 2-7 雷射被覆之碳化鈦 TEM 影像... 16 圖 3-1 前處理碳化鈦流程圖 ... 17 圖 3-2 實驗流程圖 ... 18 圖 3-3 無電鍍鎳使用裝置示意圖 ... 21 圖 3-4 無電鍍鎳碳化鈦示意圖 ... 22 圖 3-5 熱電偶位置示意圖 ... 24 圖 3-6 感應加熱示意圖 ... 24 圖 3-7 真空感應熔融示意圖 ... 25 圖 3-8 試片取樣示意圖 ... 26 圖 3-9 多功能高解析 XRD... 27 圖 3-10 掃描式電子顯微鏡 ... 28 圖 3-11 EPMA ... 29 圖 3-12 面積分率計算情形 ... 30 圖 3-13 靠近及遠離界面層示意圖 ... 31圖 4-1 不同前處理敏化條件碳化鈦 SEM 照片 ... 33 圖 4-2 碳化鈦粉末 ... 34 圖 4-3 不同前處理條件無電鍍鎳碳化鈦 SEM 照片 ... 35 圖 4-4 無電鍍鎳碳化鈦強化鎳基合金之 XRD 圖譜... 39 圖 4-5 前處理 N 不同無電鍍鎳碳化鈦含量之 SEI 影像 ... 41 圖 4-6 硫酸鎳添加量 0.4g/L、前處理條件 T,無電鍍鎳碳化鈦添加量 5wt% ... 45 之 EPMA 影像 ... 45 圖 4-7 硫酸鎳添加量 0.4g/L、前處理條件 H,無電鍍鎳碳化鈦添加量 5wt% ... 46 之 EPMA 影像 ... 46 圖 4-8 硫酸鎳添加量 0.4g/L、前處理條件 W,無電鍍鎳碳化鈦添加量 5wt% ... 47 之 EPMA 影像 ... 47 圖 4-9 硫酸鎳添加量 0.4g/L、前處理條件 N,無電鍍鎳碳化鈦添加量 5wt% ... 48 之 EPMA 影像 ... 48 圖 4-10 硫酸鎳添加量 0.4g/L、前處理條件 T,無電鍍鎳碳化鈦添加量 10wt% ... 49 之 EPMA 影像 ... 49 圖 4-11 硫酸鎳添加量 0.4g/L、前處理條件 H,無電鍍鎳碳化鈦添加 10wt% ... 50 之 EPMA 影像鈦 ... 50 圖 4-12 硫酸鎳添加量 0.4g/L、前處理條件 W,無電鍍鎳碳化鈦添加量 10wt% .... 51 之 EPMA 影像 ... 51 圖 4-13 硫酸鎳添加量 0.4g/L、前處理條件 N,無電鍍鎳碳化鈦添加 10wt% ... 52 之 EPMA 影像 ... 52 圖 4-14 不同前處理條件無電鍍鎳碳化鈦添加量面積分率之變化 ... 53
圖 4-15 前處理條件 T 無電鍍鎳碳化鈦添加量 5wt%之鎳基合金顯微結構 ... 55 圖 4-16 前處理條件 H 無電鍍鎳碳化鈦添加量 5wt%之鎳基合金顯微結構 ... 55 圖 4-17 前處理條件 W 無電鍍鎳碳化鈦添加量 5wt%之鎳基合金顯微結構 ... 56 圖 4-18 前處理條件 N 無電鍍鎳碳化鈦添加量 5wt%之鎳基合金顯微結構 ... 56 圖 4-19 前處理條件 T 無電鍍鎳碳化鈦添加量 10wt%之鎳基合金顯微結構 ... 58 圖 4-20 前處理條件 H 無電鍍鎳碳化鈦添加量 10wt%之鎳基合金顯微結構 ... 58 圖 4-21 前處理條件 W 無電鍍鎳碳化鈦添加量 10wt%之鎳基合金顯微結構 ... 59 圖 4-22 前處理條件 N 無電鍍鎳碳化鈦添加量 10wt%之鎳基合金顯微結構 ... 59 圖 4-23 前處理條件 T,不同無電鍍鎳碳化鈦添加量之鐵流動分佈情形... 60 圖 4-24 前處理條件 H,不同無電鍍鎳碳化鈦添加量之鐵流動分佈情形 ... 61 圖 4-25 前處條件 W,不同無電鍍鎳碳化鈦添加量之鐵流動分佈情形 ... 61 圖 4-26 前處理條件 N,不同無電鍍鎳碳化鈦添加量之鐵流動分佈情形 ... 63 圖 4-27 不同前處理條件,無電鍍鎳碳化鈦添加量 1wt%之縱向硬度變化 ... 64 圖 4-28 不同前處理條件,無電鍍鎳碳化鈦添加量 5wt%之縱向硬度變化 ... 64 圖 4-29 不同前處理條件,無電鍍鎳碳化鈦添加量 10wt%之縱向硬度變化 ... 65 圖 4-30 無電鍍鎳碳化鈦添加量對縱向硬度影響示意圖 ... 66
第一章 前言
1.1 前言
在工業製造上的機械元件時常面臨環境的因素考驗,如高溫、磨損、黏附 及腐蝕等條件影響,不僅減少金屬元件的壽命,也可能導致製程上的停擺。例 如塑膠成型機內的金屬料管在製造中處於高溫高壓狀態時,半熔的塑料擠壓、 摩擦和腐蝕等,造成料管內壁的磨損。此外,塑料在製造過程中會產生出硫 酸、鹽酸[1-2]、氯化氫、氯化鐵、含氟聚化物和氫氟酸等腐蝕性物質,使料管 加速損耗,進而降低使用壽命[3-6]。 近年來工業上研發出鐵基[7-8]、鈷基[9]和鎳基[10]等硬面雙合金,增加其耐 磨耗性及耐腐蝕性,提高使用年限。而硬面雙合金中以鎳基合金最常被使用。 因為其添加硼和矽可降低熔點提高自熔性(self-fluxing),且具有高熱穩定性; 添加鉻可以使碳化物提升硬度,改善其機械性質進而提升耐磨耗性,且鉻固 溶在基地可提高耐腐蝕性[11-14]。 為了提高金屬合金的耐磨耗性,常會在熔融時添加陶瓷顆粒來強化,如 碳化矽、碳化鈦[7]、碳化鎢等[9-10,15-18]。其中碳化鎢具有高強度、高硬度、高韌 性等性質,但在高溫過程中會有溶解反應並生成析出物,導致硬度降低[15-18] ;碳化鈦具有高熔點(3147 oC)、高硬度(HV3000)、高熱穩定性、低密度 (4.93g/cm3)、高溫抗氧化性及抗腐蝕能力佳等特性[19-22],故本實驗選用碳化鈦 來強化鎳基合金[9-10,23-29]。1.2 研究動機與目的
以往製作鎳基合金的方式大多以火焰噴塗(flame spray)[30-36]、雷射被覆 (laser-cladding)[23-25,37-48]為主,這兩種方法適用在材料表面被覆一層硬面合 金,但受到中空管件形狀因素限制,兩者均無法均勻覆塗在管件內壁。由文獻 探討得知[30-48],以火焰噴塗的方式,會產生高孔隙率、不均勻性和表面粗糙的 問題;以雷射被覆的方式,過程中被覆層快速加熱再急速冷卻導致非平衡凝 固,使被覆層易產生裂紋和空孔。而真空感應熔融卻可以在各種不同形狀的 零件上被覆硬面合金,並減少高溫氧化現象的產生,且成本較雷射被覆低、被 覆層的平整性優於熱噴塗及傳統加工,還可以大量生產。 在製備碳化鈦-鎳基雙合金又分兩種方式,分別以自生碳化鈦與非自生碳 化鈦為主,雖然自生碳化鈦與鎳基合金有良好得接合性,但以碳化鈦混合比 例鈦和石墨會與鎳基合金產生反應,導致孔洞的產生;非自生碳化鈦會因碳 化鈦表面受到污染導致潤濕性(wettability)變差,進而使碳化鈦與鎳基合金 產生接合不良。 綜合以上幾點真空感應熔融優點以及目前以真空感應熔融製備碳化鈦硬 質合金的文獻較少,所以本實驗著重以下幾點探討: 探討不同前處理條件對無電鍍鎳碳化鈦被覆情況之影響。 探討不同前處理條件無電鍍鎳碳化鈦與鎳基合金的接合情況。 探討不同前處理條件無電鍍鎳碳化鈦含量對強化鎳基合金顯微組織與硬度之 影響。 探討 4140 鋼與不同前處理條件無電鍍鎳碳化鈦強化鎳基合金之鐵流動分佈 情形。第二章 文獻與原理探討
2.1 無電鍍鎳
2.1.1 無電鍍原理
無電鍍[49]為化學鍍的一種,操作時不需外加電流,且使用的基材不需要 是導電材料,因此無電鍍是一種簡單,低成本及易操作的方法,常運用於表面 處理,其操作方式為利用還原劑氧化所產生的電荷,將鍍液中的金屬離子,於 催化劑活化之表面上還原並沈積一層金屬鍍層,又因沈積的金屬具有自催化 效應,使其產生連鎖還原反應,繼續使下一層鍍膜還原析出,故無電鍍法又稱 為自催化鍍。電鍍法和無電鍍法的差異,如圖2-1[49]所示。 圖2-1 電鍍法和無電鍍法示意圖[49]2.1.2 無電鍍特性
由文獻中整理出無電鍍特性如下[50-51]: (1) 操作簡單。 (2) 以成本考量,無電鍍不需要複雜的電鍍設備可降低成本。 (3) 欲鍍物不受形狀尺寸限制。2.1.3 無電鍍鍍液的組成及功能
無電鍍鍍液是由多種成份混合而成的水溶液,各成份都有其重要的功能, 其組成和功能如下[52]: (1) 金屬離子(metal ions):提供金屬離子做為析鍍的來源,不同金屬離子及比 例皆會對無電鍍速率及鍍層性質有所影響。而較常作為鍍液中金屬離子 的物質有氯化鎳(NiCl2)、氯化銅(CuCl2)、氯化鈷(CoCl2)、硫酸鎳(NiSO4)和硫酸銅(CuSO4)等。 (2) 還原劑(reducing agent):提供電子將金屬離子析出成為金屬。高濃度的還原 劑,可以加快析出速率,但濃度過量時則會抑制預鍍物析出速率或導致鍍 液不穩定產生劣解現象。常被使用的還原劑有硼氫化鈉(NaBH4)、次磷酸 鈉(NaH2PO2)、聯胺(NH2 NH2)和甲醛(CH2O)等。 (3) 錯化劑(complexing agents):主要作用是與金屬離子進行結合,形成穩定的 錯化合物,降低金屬離子的濃度,進而提高鍍液的穩定性,若是沒添加錯 化劑,會使反應速率太快造成次磷酸根氧化後產生亞磷酸跟離子與金屬 離子形成亞磷酸化合物,導致鍍液不穩定,無法進行析鍍反應。一般常見 的錯化劑有檸檬酸鈉(Na3C6H5O7)、酒石酸鹽(C4H6O6)和醋酸鈉(C2H3NaO2) 等。
(4) 緩衝劑(buffers):在進行無電鍍反應時,還原劑不斷的氧化,所產生的氫 離子會造成鍍液中的pH 值改變,因此需要添加緩衝劑控制氧化還原速率 ,例如丁二酸二鈉(C4H4Na2O4 )、醋酸(CH3COOH)和乳酸(C3H6O3)等。 (5) pH 值調整劑(pH regulators):因 pH 值會影響析出速率和還原反應,常使用 硫酸(H2SO4)、氨水(NH4OH)和氫氧化鈉(NaOH)進行 pH 值調整。
2.2 無電鍍鎳沿革
在 1845 年,A.Wurtz[53]發現,當次磷酸鎳水溶液加熱至 100 oC,會有一 部分還原成金屬鎳析出。1911 年 P.Breteau[54]研究此反應,證明此反應為自身 催化反應,而且會產生含有磷的反應物。1916 年 F.A.Roux[55]獲得美國專利編 號 1,207,218,內容是添加檸檬酸氨,鎳會沈積在金屬表面上。1920 年 L.Frederick[56]觀察鎳鹽和次磷酸鈉在有含鈀觸媒與不存在之反應。在1946 年, 由美國國家標準局 A.Brenner 和 G.Riddell[57]研發,不需要通電的電鍍方式, 一開始是為了研究鋼鐵鍍鎳的去極劑,於鎳鎢合金管內面電鍍時,發現次磷 酸鈉具有優異的還原力,使電鍍的電流效率超過 100%,並在 1950 年獲得美 國專利(編號 2,532,283),從此之後學術界及工業界便開始進行大量無電鍍方 面的研究[58-60]。 在 1946 年,Brenner 等人[57]首創一種鹼性化學鍍液,其主要成份有氯化 鎳、次磷酸鈉和檸檬酸鈉,而早期的酸性鍍液是使用檸檬酸鈉或乙醇酸作為 錯化劑。在1952 年,美國通用運輸公司(GATC)將化學鍍鎳工業化,發展出一 系列化學鍍鎳液在市場上販售,主要有鎳鹽、錯化劑、還原劑等[61],表2-1[62] 列出常用化學鍍鎳液的成份及使用參數。表2-1 各種無電鍍鎳液的成分與特性[62] 成份 酸性浴 鹼性浴 鎳鹽 硫酸鎳 氯化鎳 其他鹽類 硫酸鎳 氯化鎳 其他鹽類 配位劑 (錯化劑與蜇合劑) 乙醇 乳酸 丙酸 醋酸鈉 蘋果酸 琥珀酸 檸檬酸 葡萄糖酸 羥機乙又二磷酸 氨基三甲又磷酸 甘氨酸 甘油 乙二醇酸 丙二酸 丁二酸 氯化銨 醋酸氨 乳酸 檸檬酸及其鹽 乙醇酸鈉 二乙醇胺 三乙醇胺 焦磷酸鈉 水楊酸鹽 酒石酸鉀鈉 乙二胺 丙二酸 丁二酸 還原劑 聯氨 次磷酸鈉 二甲氨基硼烷 二乙氨基酸烷 氮苯硼烷 硼氫化納 次磷酸鈉 聯氨 二甲氨基硼烷 二乙氨基酸烷 穩定劑 鉛離子 銻鹽 鉍鹽 其他重金屬鹽 鉬酸鹽 碘酸鹽 鉈鹽 鉛鹽 鉍鹽 硒鹽 其他重金屬鹽 碘酸鹽
成份與條件 酸性浴 鹼性浴 穩定劑 焦亞硫酸鹽 氟化物 尿素 氰化物 硫氰酸鹽 硫脲 二乙氨基二硫代甲酸鈉 S、Se、Te、Sn 的有機 物 甲基四羥磷苯二甲酸酐 鉬酸鹽 硫代硫酸鹽 3-S 異硫脲四氮茂鹽 丙烷磺酸鹽 硫脲 硫氰酸鹽 各種有機硫化物 尿素 氰化物 pH 調整劑 硫酸 氨水 氫氧化鈉或鉀 鍍液用的有機酸 硫酸 氨水 氫氧化鈉或鉀 鍍液用的有機酸 pH 緩衝劑 甲酸 乙酸 丙酸 乳酸 丙二酸 丁二酸 己二酸 酒石酸 檸檬酸 HEDP ATMP 硼酸 硼酸 乙酸 丙酸 丙二酸 丁二酸 乳酸 酒石酸 檸檬酸 己二酸 HEDP ATMP 改良劑 (光澤劑、潤濕劑、應 力消減劑) 重金屬鹽 氟化物 有機硫化物 尿素 有機氮化物 各種表面活性劑 重金屬鹽 有機硫化物 有機氮化物 乙二胺 二乙烯三胺 間二雜茂 各種表面活性劑 溫度範圍 pH 值範圍 70~95℃ 4.4~5.5 70~95℃ 8.5~14
2.3 無電鍍鎳反應機制
無電鍍鎳的反應機制較為複雜,不同的還原劑會有不同的反應機制,以 次磷酸根為例[51]: H2PO2-+H2O→HPO32-+H-+2H+……….(1) Ni2++2H-→Ni+H 2………(2) H++H-→H 2………...(3) H2PO2-+H-→2H2O+1/2H2+P……….(4) 6H2PO2-+Ni2+→Ni+2P+4H++4H2PO32-+2H2……….…(5) 以上為無電鍍鎳之反應式,式(1)為次磷酸根在鎳催化下與水反應解離為亞磷 酸根、氫陰離子及氫陽離子;式(2)為鎳離子還原析出金屬鎳與氫氣;式(3)為 氫陰離子及氫陽離子反應成氫氣,所以過程中會有氫氣冒出;式(4)為次磷酸 根與氫陰離子反應成水、氫氣、離子及磷析出。2.4 無電鍍鎳被覆硬質顆粒
S. Zhang 等人[63]先以鹽酸酸洗碳化矽顆粒(粒徑 3.5 m),比例為 1:1,處 理24 小時以除去金屬雜質,接著利用含有 20~30g/L 硫酸鎳、20~40g/L 次磷 酸鈉、40~50g/L 錯合劑、5~10g/L 琥珀酸鈉、10~20g/L 醋酸鈉、0.03g/L 碘酸 鉀的鍍液及0~12g/L SiC 顆粒,以無電鍍的方式將 SiC 顆粒表面被覆一層 Ni-P;從 EDS 分析可得 Ni、P 之訊號,Ni-P 確實被覆於 SiC 外層且耐磨耗性與 硬度皆有明顯上升,由此用無電鍍鎳的方式,是可以有效的在碳化矽顆粒表 面被覆一層鎳磷層。Fei Xue 等人[64]先以 30ml/L 氫氟酸、40ml/硝酸 L 和 3g/L 氟化銨,敏化
和25g/L 硼酸的鍍液及 WC 顆粒,以無電鍍鎳的方式將 WC 顆粒被覆 Ni-P, 從EDS 分析結果證明 WC 顆粒表面有 Ni、P 的訊號。文中作者提到,經過敏 化處理過後的碳化鎢表面呈現階梯粗糙狀,此結構有助於提高鎳離子的沉積。 Laima Luo 等人[65]將WC 粉末(粒徑為 150~200 m)先以 30ml/L 氫氟酸、 20ml/L 硝酸和 3g/L 氟化銨敏化粉末表面,接著置入 25~30g/L 硫酸鎳、 23~40g/L 次磷酸鈉、46~63g/L 檸檬酸鈉和 26~42g/L 硼酸的硫酸鎳鍍液,以無 電鍍鎳的方式將WC 外層被覆 Ni-P,如圖 2-2[65]所示。從圖2-2(a)可以清楚的 觀察到未處理WC 顆粒呈多邊狀,經放大後(如圖 2-2(b))可發現未處理的 WC 顆粒表面光滑,且吸附許多微小顆粒雜質;經敏化後,TiC 顆粒表面呈階梯狀 結構,如圖2-2(c);將圖 2-2(c)放大後觀察階梯狀結構更為明顯,如圖 2-2(d) 所示;無電鍍後,WC 顆粒表面均勻鍍覆上 Ni-P 塗層,如圖 2-2(e);經放大 觀察WC 被 Ni-P 塗層完整包覆,如圖 2-2(f);由圖 2-2(g)可知,從 EDS 分析 證明在WC 顆粒表面有 Ni 和 P 之訊號。 D. Yi 等人[66]先以50ml/L 氫氟酸、80ml/L 硝酸和 2g/L 氟化銨,粗化碳化 鈦顆粒表面後,再將粉末置入10g/L 氯化亞錫和 40ml/L 鹽酸溶液中敏化,而 後將粉末取出放置在0.5g/L 氯化鈀溶液和 40ml/L 鹽酸中活化,接著利用包含 70g/L 硫酸鎳、0.005g/L 乳酸、0.01g/L 聯氨、25g/L 乙二胺四乙酸和 40g/L 氫 氧化鈉的鍍液及TiC 顆粒(純度 99.5%、粒徑 4~10 m),以無電鍍鎳的方式使 TiC 表面包覆 Ni-P,如圖 2-3 所示[66]。從圖2-3(a)顯示出未處理 TiC 顆粒,TiC
為光滑不規則狀顆粒,至高倍率下(如圖 2-3(b)),發現未處理 TiC 顆粒吸附許 多小顆粒雜質;經過敏化處理後,TiC 顆粒表面呈現階梯狀結構,增加 TiC 顆 粒比表面積有助於鎳離子吸附、成核,如圖2-3(c)所示;無電鍍鎳後,碳化鈦 顆粒被鎳磷合金包覆,如圖2-3(d);將圖 2-3(d)放大觀察,由照片顯示鎳離子 緊密被覆在TiC 顆粒上,如圖 2-3(e),經由 EDS 分析得到 C、Ni、Ti 的訊號
(圖 2-3(f));從無電鍍鎳 TiC 顆粒橫截面照片中可以觀察出 TiC 顆粒被鎳包覆, 如圖2-3(g);圖 2-3(h)則為高倍率無電鍍鎳 TiC 顆粒橫截面照片,可以明顯觀 察到TiC 顆粒被鎳包覆,從 SEM 的 line scanning 觀察到完整被覆 Ni 之 TiC(如 圖2-3(i))。
圖2-2 碳化鎢被覆鎳之 SEM 影像[65](a)未處理 WC 顆粒(b)高倍率 WC 顆粒(c)
敏化 WC 顆粒(d)高倍率敏化 WC 顆粒(e)無電鍍鎳 WC 顆粒(f)高倍率 無電鍍鎳WC 顆粒(g)EDS 分析
圖2-3 碳化鈦被覆鎳之 SEM 影像[66](a)未處理 TiC 顆粒(b)高倍率 TiC 顆粒(c)
敏化 TiC 顆粒(d)無電鍍鎳 TiC 顆粒(e)高倍率無電鍍鎳 TiC 顆粒(f)ED 分析(g)無電鍍鎳 TiC 顆粒截面形態(h)高倍率無電鍍鎳 TiC 顆粒截面形 態(i)線分析
2.5 硬面合金
在工業製造上,傳統的機具元件經常受到腐蝕和磨損為了提高元件的耐 用性,需使用硬面合金來製作元件,因此許多研究開發投入中。在Davis[67]著 作中提到,目前常被使用的硬面合金以鐵基[7,68-69]、鈷基[9,70-72]和鎳基[10,73-76]為 主。硬面合金具有高硬度、耐磨耗性及耐腐蝕性等優異性質,可以提高壽命進 而達到降低成本的效果,因此在基材或是工件表面接合被大量地使用。2.6 硬質粒子
為了使合金的硬度提高,會在合金中添加硬質粒子,常使用的硬質粒子 有二氧化矽、氮化硼、碳化矽[63,77-78]、碳化鎢[64-65,79]和碳化鈦[19,39,62,66]等,其中 碳化鎢和碳化鈦的硬度較高,最被廣泛地應用。碳化鎢具有高硬度、耐磨耗及 耐腐蝕等特性,而碳化鈦具有高熔點、高硬度、低密度、化學穩定性及高熱穩 定性,相較於碳化鎢具有較好的特性。且在高溫下碳化鎢會有熔解的情形發 生,此缺點限制了碳化鎢的運用範圍[18,80-82],而碳化鈦晶面較碳化鎢平滑,能 減少應力集中及降低裂紋的產生。圖2-4[84]為碳化物硬度值比較圖,由圖可以 得知,碳化鈦之硬度值明顯高於其他碳化物。 目前以硬質粒子強化硬面合金之方式分為自行生成與直接添加兩種。然 而大部分陶瓷顆粒與金屬基材之間的接觸角(contact angle)非常大,存在潤濕 性(wettability)不良的問題,導致在加工過程中合金層產生間隙及孔洞,為了 改善硬質粒子的化學性質與潤濕性,會以無電鍍(electroless plating)的方式, 在表面鍍上鎳或銅,增強與基材的接合[62-66,77-78,82-83,85]。2.6.1 自生碳化鈦強化鎳基合金
Y. Guo 等人[45]利用雷射被覆的方式,進行自生TiC 強化鎳基合金被覆在 H13 鋼上,利用符合 TiC 化學計量比的鈦、石墨與鎳基合金粉末混和,並以 XRD、SEM、EDS 分析顯微結構,結果顯示鎳基合金層中以 ϒ-Ni、TiC、Cr7C3 所組成,其自生TiC 強化 Ni 基合金層縱向硬度呈梯度分佈。 S. Yang 等人[86]利用雷射被覆的方式,進行自生TiC 強化鎳基合金被覆在 AISI1045 鋼上,再依照碳化鈦化學計量比的石墨與鈦 15wt%、CaF25wt%和鎳 基合金粉末(wt%)0.5~1.1C-3.5~5.5Si-3~4.5B-5~20Cr -Bal.Ni,均勻混和在鎳基 合金中,經由XRD、SEM、EDS 分析結果發現合金層由 ϒ-Ni、Ni3B、CrB、TiC、M23X6等相所組成,且TiC 分佈在樹枝狀晶內與樹枝狀晶間。自生 TiC
強化鎳基合金層其縱向硬度呈梯度分佈,越靠近合金層表面硬度值越高;TiC 形狀因使用雷射方式製備,由圖 2-5[86](a)球狀、圖 2-5(b)團聚狀再變化成圖 2-5(c)花瓣狀。
2.6.2 非自生碳化鈦強化鎳基合金
Q. Li 等人[39]利用雷射被覆的方式,添加粒徑5.1 m 碳化鈦顆粒 30vol.%
和小於 104 m 的鎳基合金粉末(wt%)16.0Cr-3.5B-4.5Si-0.8C-1.2Fe-Bal.Ni,被 覆在AISI1045 鋼上,由 XRD 分析結果發現合金以 ϒ-Ni、CrB、TiC 及 M23C6
所組成,另外作者提到TiC 的生成會抑制 Ni3B、M7C3相的形成。由TEM 影
像觀察到光滑的 TiC 顆粒,還有外圍樹枝狀共晶的 ϒ-Ni,如圖 2-6[39]所示。
此外藉由 TEM 結果可證實樹枝狀共晶為 ϒ-Ni 標記 C4 及沿著 ϒ-Ni 晶界的 M23C6標記為C3,如圖 2-7[39]所示。從 TEM 成分分析發現有大範圍的 M23C6 結構組成,而擇區繞射顯示其為立方晶結構,或是M23C6 (M=Ni、Cr、Ti、Fe 和 X=C、B、Si),這種結構的產生是因為雷射被覆是短暫非平衡過程,由於 迅速凝固所產生的微結構,所以產生大範圍M23C6結構。 R. L. Sun 等人[40]以雷射被覆的方式,分別添加粒徑1~10 m 碳化鈦 33、 50、66 vol.%和粒徑 50~100 m 的鎳基粉末(wt%)17.0Cr-3.5B-4.0Si-1.0C-12Fe-Bal.Ni,被覆在 Ti-6Al-4V 合金上,發現 TiC 體積分率增加至 50 vol%時,TiC 顆粒發生聚集,導致塗層結構均質性降低,TiC 顆粒聚集之區域,有些顆粒尺 寸大小不同,而一些顆粒在高溫液態熔池中相互碰撞合併出異常大的顆粒, 當體積分率再增加時,TiC 團聚的現象更加明顯;TiC 體積分率 33vol.%,將 雷射被覆能量依序以6.2、8.3、12.1kJ/cm2 逐漸增加。當能量為 6.2 kJ/cm2 時 TiC 顆粒還未熔融,當能量為 8.3 kJ/cm2 時,TiC 顆粒產生局部熔融;能量為 12.1kJ/cm2 時,發現顆粒狀的 TiC 很少,反而塗層中出現許多細小樹狀晶結 構,經由EDS 分析其成分為 79.93wt%鈦、2.27wt%鋁、5.79wt%釩、8.86wt% 鎳、0.98wt%鉻、0.49wt%矽、1.69wt%鐵,意味著在雷射過程中 TiC 顆粒被廣 泛的熔解,在冷卻過程中形成細微樹枝狀結構。
圖2-6 雷射被覆之碳化鈦 SEM 影像[39]
第三章 實驗方法與流程
本實驗在製程方面分成兩個階段,第一階段是先將碳化鈦顆粒進行無電 鍍鎳,使其表面鍍覆一層鎳;第二階段是使用真空感應熔解爐,將混合後之鎳 基合金粉末與無電鍍鎳碳化鈦粉末進行熔融。主要探討經不同前處理之碳化 鈦對無電鍍鎳的影響,及前述條件對碳化鈦強化鎳基合金顯微組織之影響。 前處理碳化鈦流程圖如圖3-1 所示,實驗流程如圖 3-2 所示。 圖3-1 前處理碳化鈦流程圖圖3- 2 實驗流程圖
3.1 實驗材料
本實驗先選用Höganäs 1560 鎳基合金粉末,熔點為 970.1oC、平均粒徑為 70μm 的球形顆粒,成分如表 3-1 所示;碳化鈦則選用 ELECMAT 純度 99%, 平均粒徑為2μm;底材為 AISI 4140 鋼坩堝,成分如表 3-2 所示。無電鍍鎳所 使用藥品成分如表3-3 所示。 表3-1 鎳基合金粉末成分 Element Cr B Si C Fe Ni wt% 14.8 3.1 4.3 0.75 3.7 Bal. 表3-2 AISI4140 鋼之成分 Element C Mn P S Si Cr Mo Fe wt% 0.42 0.85 0.009 0.01 0.28 1.02 0.16 Bal.表3-3 實驗成分 無 電 鍍 鎳 化學成分 使用量 前處理 敏 化
氯化亞錫(tin(II) chloride, anhydrous 98%) 10g/L
氟化銨(Ammonium Fluoride) 2g/L 氫氟酸(Hydrofluoric acid 48%) 50ml/L 硝酸(Nitric acid 65%) 80ml/L 鹽酸(Hydrochloric acid 36.5-38%) 40ml/L 活 化 鹽酸(Hydrochloric acid 36.5-38%) 100ml/L 氯化鈀(palladium chloride 99.9%) 0.5g/L 無電鍍鍍液 硫酸鎳(nickele(II)sulfate6 H2O GP 99%) 40g/L 次磷酸鈉(sodiumhypophosphiteH2O EP 99%) 27g/L 琥珀酸鈉(Succinic Acid Disodium Salt 99%) 16g/L
調整pH 值 硫酸(Sulfuric acid 51%) 50ml/L
3.2 實驗流程
3.2.1 無電鍍鎳
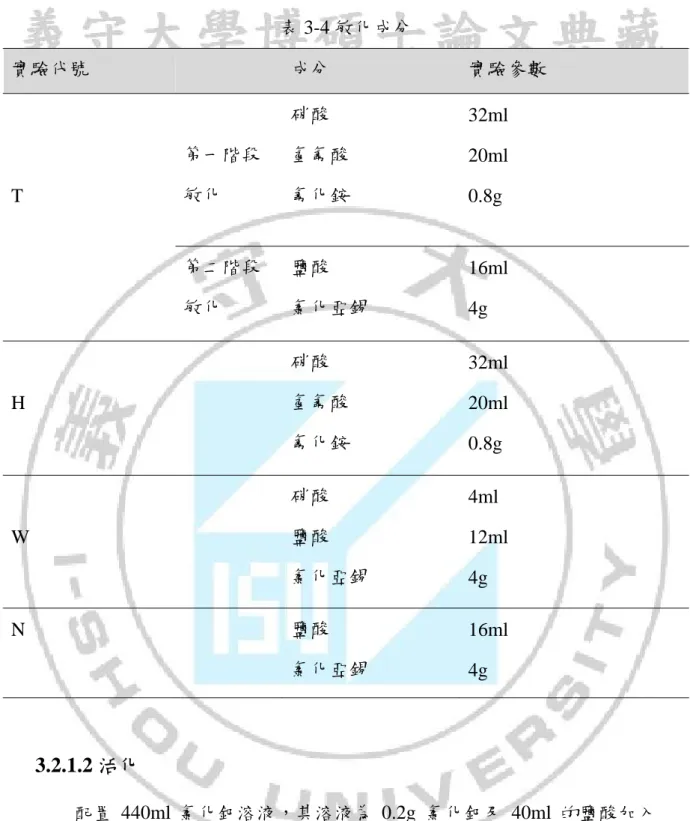
3.2.1.1 敏化 以四種T 為 32ml 硝酸、20ml 氫氟酸、0.8g 氟化銨和 16ml 鹽酸、4g 氯化 亞錫兩階段敏化;H 為 32ml 硝酸、20ml 氫氟酸和 0.8g 氟化銨;W 為 4ml 硝 酸、12ml 鹽酸和 4g 氯化亞錫;N 為 16ml 鹽酸和 4g 氯化亞錫,成份整理為 表3-4。先以 400ml 的去離子水配置溶液,再以轉速 250rpm 攪拌使溶液呈現 澄清狀,再倒入8g 碳化鈦粉末,以相同轉速攪拌 1 個小時,待粉末沈澱後過 濾,使用去離子水清洗2 次,再進行活化步驟。表 3-4 敏化成分 實驗代號 成分 實驗參數 T 第一階段 敏化 硝酸 氫氟酸 氟化銨 32ml 20ml 0.8g 第二階段 敏化 鹽酸 氯化亞錫 16ml 4g H 硝酸 氫氟酸 氟化銨 32ml 20ml 0.8g W 硝酸 鹽酸 氯化亞錫 4ml 12ml 4g N 鹽酸 氯化亞錫 16ml 4g 3.2.1.2 活化 配置 440ml 氯化鈀溶液,其溶液為 0.2g 氯化鈀及 40ml 的鹽酸加入 400ml 的去離子水(DI Water),將上述敏化完成後的碳化鈦粉末倒入,以轉 速 250rpm 攪拌 1 小時進行活化,待粉末沈澱,以去離子水(DI Water)清洗 2 次,過濾後放入 80oC 真空烘箱中烘乾 24 小時。
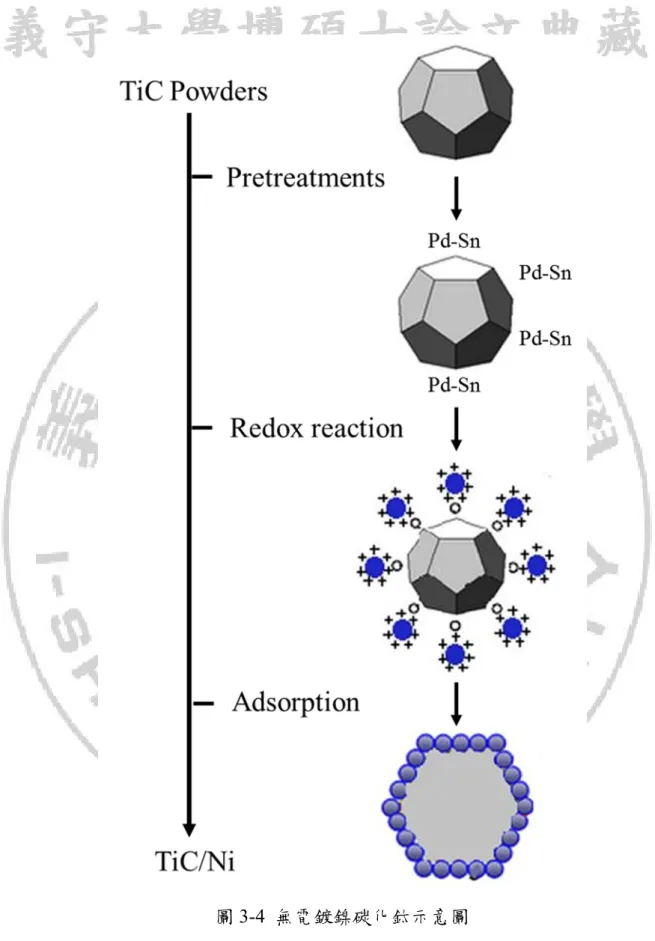
3.2.1.3 無電鍍鎳 將配置好的硫酸鎳鍍液放置恆溫水槽中以隔水加熱及攪拌的方式進行 (如圖 3-3 所示),待加熱至 70oC 後,將預處理後碳化鈦粉末置入其中,在溫 度80 oC 進行持溫 30 分鐘,鍍液成份如表 3-5,再進行無電鍍鎳過程中碳化 鈦粉末,鎳磷被覆情況如圖3-4 所示。完成無電鍍後,待粉末沈澱,以去離子 水清洗2 次後過濾,放入 80oC 真空烘箱內烘乾 24 小時。 表3-5 鍍浴成分 鍍浴成分 實驗參數 去離子水 400ml 硫酸鎳 16g 次磷酸鈉 10.8g 琥珀酸鈉 6.4g 硫酸(調整 pH 值) 40ml 去離子水中加入 2ml 硫酸 圖3-3 無電鍍鎳使用裝置示意圖
3.2.2 粉末混合 將無電鍍鎳之碳化鈦粉末以行星式球磨機進行球磨,球磨之磨球與無電 鍍鎳之碳化鈦粉末重量比為 10:1,磨球為 304 不鏽鋼鋼珠其直徑 5mm,以 轉速100rpm 進行乾式球磨 1 小時。球磨後的碳化鈦粉末再分別以 1、5、10wt% 添加入鎳基合金粉末中,配製成 20g 置於樣品瓶中,本實驗以手搖的方式混 合,50 下為一個單位,每添加 5g 為一個單位再次混合,直到所需含量,再將 鋁箔紙覆蓋於樣品瓶上,戳上數個小洞後置入 80oC 真空烘箱內烘 24 小時去 除內含水氣。 3.2.3 添加碳化鈦強化鎳基合金之熔融 先將AISI 4140 鋼坩堝依序放置在酒精及丙酮中,使用超音波震盪清洗, 用擦拭紙清潔兩個循環後,以吹風機吹乾,再使用點焊機將 R-type 之熱電偶 銲在AISI 4140 鋼坩堝上,如圖 3-5 所示。之後再將混合且烘乾過後之粉末倒 入AISI 4140 鋼坩堝中,再將 AISI 4140 鋼坩堝放置於真空感應爐加熱線圈中, 如圖3-6 所示。在真空腔體中真空度需達到小於 7×10-5torr,再以高週波感應 裝置進行加熱至 1200oC,達到目標溫度後不持溫,待真空爐降溫至 500oC, 洩真空將取出AISI 4140 鋼坩堝空冷至室溫。真空感應熔解爐如圖 3-7 所示。 依照不同敏化參數表示,T 為 32ml 硝酸、20ml 氫氟酸、0.8g 氟化銨和 16ml 鹽酸、4g 氯化亞錫兩階段敏化,H 為 32ml 硝酸、20ml 氫氟酸和 0.8g 氟化銨,W 為 4ml 硝酸、12ml 鹽酸和 4g 氯化亞錫,N 為 16ml 鹽酸和 4g 氯 化亞錫,共四種方式進行敏化。無電鍍鎳碳化鈦添加量1wt%、5wt%、 10wt%以 1、5、10 表示,熔解條件在 1200 oC 不持溫。
圖3-5 熱電偶位置示意圖
圖3-7 真空感應熔融示意圖
3.2.4 試片製作
試片取樣後,觀察顯微組織,如圖3-8 所示。切下的試片經由鑽石研磨盤 (70、45、15、6μm)依序研磨,再以 1、0.3μm 的氧化鋁粉水溶液進行拋光,完 成的試片再進行相鑑定、顯微組織觀察、縱向硬度、相硬度等測試及鐵流動分 析。3.2.5 相鑑定
將無電鍍鎳碳化鈦強化鎳基合金之試片以XRD、EDS、EPMA、WDS 及 定量金相進行分析,鑑定其相之種類及鐵原子分佈情形。
3.2.5.1 X-ray 繞射(XRD)鑑定
為了了解無電鍍鎳碳化鈦強化鎳基合金中可能出現的顯微組織,故利用 XRD 繞射儀(Burker AXS Gmbh,D2 Phaser,Germany)(圖 3-9)進行不同參數 試片之分析。操作條件為,使用銅靶,工作電壓45KV、工作電流 40mA、掃 描速率3 ゚/min、2θ 角度為 20 ゚~90 ゚,所得數據再藉由 JCPDS card 核對,初 步確認合金中含有的相。
3.2.5.2 掃描式電子顯微鏡(SEM)觀察及能量散佈光譜儀(EDS)成分分析 試片經研磨拋光後,震盪清洗,再以弱王水(1ml 硝酸、5ml 鹽酸和 50ml 和去離子水)進行腐蝕 10 秒鐘。之後再以 SEM 掃描式電子顯微鏡(Hitachi-S3400,Japan)(圖 3-10)所示進行顯微組織觀察及 EDS(HORIBA)成份分析,以 分辨無電鍍鎳碳化鈦強化鎳基合金之相及其形態。 圖3-10 掃描式電子顯微鏡
3.2.5.3 電子微探儀(EPMA)分析
為了解 4140 鋼坩堝中鐵原子於無電鍍鎳碳化鈦強化鎳基合金中分佈情 形、對顯微組織所造成影響及,所以使用電子微探儀(EPMA,JEOL JXA-8530F Field Emission Electron Prode Microanalyzer),如圖 3-11 所示,可以針對材料 進行微區域之成分定性及定量分析,以彌補EDS 無法準確分析原子序較小之 元素(B、C)的缺點。 圖3-11 EPMA 3.2.5.4 無電鍍鎳碳化鈦面積分率統計分析 無電鍍鎳碳化鈦在鎳基合金中會有分佈不均之問題,故做面積分率之統 計。使用光學顯微鏡放大倍率目鏡10X 物鏡 50X,連續拍攝 20 張,之後再使 用影像分析軟體計算面積分率,如圖 3-12 所示。再以上述 20 張樣本數取其 面積分率平均值,以探討確定無電鍍鎳碳化鈦添加量與其面積分率之關係。
圖3-12 面積分率計算情形(a)分析前金相照片(b)分析後金相照片
3.2.6 硬度測試
3.2.6.1 縱向硬度
將腐蝕過後之試片,以微小維氏硬度機(Vickers's Hardness Tester,Akashi VK-H11,Japan)測量,荷重 50g,停留時間 10 秒,試片表面須拋至鏡面,從 界面層為起始點,以0.2mm 為單位往 AISI 4140 鋼測得 5 個點、往鎳基金層 部分測3 個點為一單位打 15 個點共 5 個循環,取其平均值。 Vickers's[82]硬度值公式計算如下: . [82] : Vickers's 硬度值 P:荷重(kg) 2a:壓痕對角線長度之平均值(mm)
3.2.6.2 相硬度 將腐蝕過後之試片,以微小維氏硬度機(Akashi MVK-H11)分別測量, AISI 4140 鋼與鎳基合金層接合處為界面層,距離界面層 0.5mm 以下為近界 面層、距離界面層 2mm 以上為遠界面層,如圖 3-13 所示。在近界面層與遠 界面層的位置,以荷重50g 量測 5 個點,壓痕不超過欲量測相之大小為前提, 進行不同相硬度之量測。 圖3-13 靠近及遠離界面層示意圖
第四章 實驗結果與討論
4.1 無電鍍鎳對 TiC 之影響
4.1.1 無電鍍鎳碳化鈦不同前處理條件的比較
直接添加碳化鈦強化鎳基合金,因碳化鈦與鎳基合金間潤濕性不佳,導 致碳化鈦無法有效與鎳基合金接合,進而無法達到強化的效果。為了改善碳 化鈦在鎳基合金中的潤濕性,將粉末經過無電鍍鎳處理,在碳化鈦表面被覆 一層鎳磷合金,使被覆於碳化鈦表面的鎳與鎳基合金接合,將碳化鈦固定於 鎳基合金中。 由文獻[64]可以得知無電鍍鎳碳化鈦前處理的目的是為了形成催化的表面 ,預鍍物具催化活性表面對應於表面積之缺陷,如階梯狀和差排等結構增加 其比表面積,以利於無電鍍鎳時鎳離子吸附、成核和生長。本實驗以四種(代 號分別為T、H、W、N)不同前處理方式敏化碳化鈦顆粒,以探討經不同前處 理之碳化鈦對無電鍍鎳的影響,及前述條件對碳化鈦強化鎳基合金顯微組織 之影響。T 為 32ml 硝酸、20ml 氫氟酸、0.8g 氟化銨和 16ml 鹽酸、4g 氯化亞 錫兩階段敏化,H 為 32ml 硝酸、20ml 氫氟酸和 0.8g 氟化銨,W 為 4ml 硝酸、 12ml 鹽酸和 4g 氯化亞錫,N 為 16ml 鹽酸和 4g 氯化亞錫,上述 4 種敏化代 號如表3-4 所示。圖 4-1 為不同前處理敏化條件碳化鈦 SEM 照片。以前處理 條件T 進行敏化後,碳化鈦顆粒表呈現層狀結構,如圖 4-1(a)所示;經由前處 理條件H 敏化後,碳化鈦顆粒表面呈現層狀結構,但結構與其他條件相比較 不明顯,如圖 4-1(b);前處理條件 W 之碳化鈦顆粒表面,碳化鈦顆粒結構與 前處理條件T 相類似,但顆粒結構較明顯(圖 4-1(c));圖 4-1(d)則為前處理條 件N 之碳化鈦顆粒表面,碳化鈦顆粒呈現階梯狀結構。由上述結果發現,不 論何種敏化條件都可以使碳化鈦顆粒表面形成階梯狀結構。圖 4-1 不同前處理敏化條件碳化鈦 SEM 照片(a)T 敏化表面(b)H 敏化表面(c) 敏化表面(d)N 敏化表面
4.1.2 無電鍍鎳碳化鈦不同鎳源含量的比較
由文獻[82]得知起初隨著硫酸鎳的含量增加,可以明顯提高粉末表面鍍覆 鎳磷合金含量,進而使碳化鈦顆粒被鎳磷合金完整包覆,而硫酸鎳增添至一 定值時,其表面變化不大且趨於穩定。以前處理條件(N)16ml 鹽酸和 4g 氯化 亞錫為例,未經表面處理之TiC,可以發現碳化鈦顆粒呈現光滑多邊形狀,如 圖4-2(a)所示;當無電鍍鎳源為 0.2g/L,無法將碳化鈦顆粒包覆於鎳層中,如 圖4-2(b);無電鍍鎳源增加至 0.3g/L,則可發現有小部分碳化鈦顆粒表面吸附 球狀鎳磷合金,但未披覆完全(圖 4-2(c));圖 4-2(d)則為無電鍍鎳源 0.4g/L,由圖中可發現碳化鈦顆粒被鎳磷合金完整包覆。即隨著鎳源含量增加,沉積 在碳化鈦表面的鎳離子含量增加,確保鎳磷層可以完整包覆碳化鈦顆粒,如 圖4-2(b)、(c)、(d)所示。故本實驗以 0.4g/L 硫酸鎳為基礎添加量製備不同敏 化條件無電鍍鎳碳化鈦粉末。 圖4-2 碳化鈦粉末(a)未處理碳化鈦(b)無電鍍鎳源 0.2g/L(c)無電鍍鎳 0.3g/L(d) 無電鍍鎳源0.4g/L
4.1.3 不同前處理無電鍍鎳碳化鈦 SEM 觀察
圖4-3 為不同前處理條件無電鍍鎳碳化鈦 SEM 照片。以前處理條件 T 之 碳化鈦經由無電鍍鎳後,可以發現球狀鎳磷合金吸附在碳化鈦粉末表面,但 仍有小部分碳化鈦顆粒未完整覆鎳磷合金,如圖4-3(a)所示;前處理條件 H 之無電鍍鎳碳化鈦,經無電鍍鎳後有少部分碳化鈦顆粒未被鎳磷合金緊密包覆, 如圖 4-3(b);無電鍍鎳前處理條件 W 之碳化鈦,發現鎳離子吸附在碳化鈦顆 粒表面催化鎳離子沉積,使碳化鈦被鎳磷合金緊密包覆,但仍有小部分未被 覆到鎳磷合金(圖 4-3(c));圖 4-3(d)則為前處理條件 N 之無電鍍鎳碳化鈦,由 圖中發現無電鍍鎳後,碳化鈦顆粒被鎳磷合金完整緊密被覆。 故由圖4-3 可知,以前處理條件 N 之無電鍍鎳碳化鈦效果最好。本實驗 將以此四種不同前處理無電鍍鎳碳化鈦添加至鎳基合金粉末中進行熔融,做 後續研究及探討。 圖 4-3 不同前處理條件無電鍍鎳碳化鈦 SEM 照片(a)前處理條件 T 之無電鍍 表面(b)前處理 H 之無電鍍表面(c)前處理條件 W 之無電鍍表面(d)前處 理條件N 之無電鍍表面
4.1.4 無電鍍鎳碳化鈦添加量多寡之結果
綜合 4.1.1 至 4.1.3 可知利用不同前處理條件之碳化鈦敏化後,碳化鈦顆 粒表面均有階梯狀結構,無電鍍鎳碳化鈦以硫酸鎳 0.4g/L 為基礎添加量,被 覆效果最佳。將製備好的無電鍍鎳碳化鈦與鎳基合金進行混和,本實驗初期 將15wt%前處理條件 N 之無電鍍鎳碳化鈦加入鎳基合金粉末中,以真空感應 熔融的方式製備前處理條件 N 之無電鍍鎳碳化鈦強化鎳基合金層,在熔製試 片的過程中碳化鈦有上浮的情形,即出現重力偏析的現象,這是由於碳化鈦 與鎳基合金粉末密度有所差異導致。所以本實驗以三種無電鍍鎳碳化鈦添加 量分別為1wt%、5wt%、10wt%、溫度 1200 oC 不持溫條件下,進行真空感應 熔融各種前處理條件無電鍍鎳無電鍍鎳碳化鈦強化鎳基合金。4.2 無電鍍鎳碳化鈦強化鎳基合金之相鑑定
本節在分析無電鍍鎳碳化鈦對鎳基合金顯微組織進行觀察,其中包含利 用XRD 及 JCPDS card 資料庫進行初步相鑑定,再配合 SEM 觀察鎳基合金中 相的種類,主要由 0.4g/L 硫酸鎳添加量製備四種不同前處理條件無電鍍鎳碳 化鈦和三種無電鍍鎳碳化鈦添加量分別為 1wt%、5wt%、10wt%,於溫度 1200oC 不持溫條件下,進行真空感應熔融。為了之後方便討論,T1 表示前處 理條件T、無電鍍鎳碳化鈦添加量 1wt%。4.2.1 無電鍍鎳碳化鈦強化鎳基合金之 XRD 分析
圖 4-4 為不同前處理條件無電鍍鎳碳化鈦及添加量之無電鍍鎳碳化鈦強 化鎳基合金XRD 結果。該圖顯示,不論何種前處理條件之無電鍍鎳碳化鈦添 加量的多寡,對於無電鍍鎳強化鎳基合金中的相種類並無變化,均含有ϒ-Ni、 Ni3B、Ni3Si、Ni31Si12、CrB、Cr23C6、Cr7C3、Cr3C2、CrC 及 TiC 等成份。4.2.2 無電鍍鎳碳化鈦強化鎳基合金 SEM、BEI、EDS 觀察
圖 4-5 為前處理條件 N 無電鍍鎳碳化鈦添加量 5、10wt%,以溫度 1200 ℃製備之鎳基合金 BEI 影像。從圖可以區分為四種色階,分別為白色基地、 淺灰色塊狀、深灰色條狀及黑色顆粒狀,觀察這四種色階分佈方式,以白色的 基地為主,其餘的相均出現在白色基地相上。 表 4-1~4-3 為前處理條件 N 無電鍍鎳碳化鈦添加量 1、5、10wt%各相 EDS 分析,分析成份包含鎳、鉻、矽、鐵、鈦與碳。因為 EDS 無法準確分析原子 序較小之元素,故分析中沒有硼的分析。從表 4-1~4-3 分析結果可以知道白色 基地相主要成份為鎳、矽、鐵與碳;淺灰色塊狀主要成份為鎳、鉻、矽、鐵、 鈦與碳;深灰色條狀成份為鎳、鉻、矽、鐵、鈦與碳;黑色顆粒狀主要成份為 鈦與碳為主。 故不論不同前處理條件為何,無電鍍碳化鈦強化鎳基合金層中,白色基 地相主要以 Ni、Si、Fe,淺灰色塊狀析出相及深灰色條狀析出相以 Cr、C, 黑色顆粒狀以 Ti、C 為主。將 XRD 分析與上述分析結合可以得知,白色基地 相由文獻[87]可以印證應為 ϒ-Ni、Ni3B、Ni3Si、Ni31Si12、黑色顆粒狀相應為TiC 顆粒,而淺灰色塊狀及深灰色條狀則為鉻化物為主,由表 4-1~4-3 可知, 淺灰色不規則狀相碳含量較深灰色條狀相高,故可推測淺灰色相應為鉻碳化 物,之後再進行 EPMA 分析。在碳化鈦顆粒外層鍍覆上的鎳磷合金,並未在 合金層中形成 Ni3P 的相。由黃惠榆[88]所研究可得知,因為無電鍍鎳碳化鈦鍍 覆上的鎳磷合金中磷含量非常少,而無電鍍鎳碳化鈦在鎳基合金中所佔比例 不多,就整體鎳基合金層而言磷的含量非常低,故從分析結果中顯示無 Ni3P 的相。
圖 4-5 前處理 N 不同無電鍍鎳碳化鈦添加量之 BEI 影像(a)1wt%(b)5wt% (c)10wt%
表 4-1 前處理條件 N 之無電鍍鎳添加量 1wt%合金各相 EDS 分析 單位:at% 表 4-2 前處理條件 N 之無電鍍鎳添加量 5wt%合金各相 EDS 分析 單位:at% 表 4-3 前處理條件 N 之無電鍍鎳添加量 10wt%合金各相 EDS 分析 單位:at%
4.2.3 無電鍍鎳碳化鈦強化鎳基合金 EPMA 分析
圖 4-6~4-9 為硫酸鎳添加量 0.4g/L、不同前處理條件,無電鍍鎳碳化鈦 5wt%之 EPMA 影像與分析。從 BEI 影像圖可以看到不論添加何種前處理條 件之無電鍍鎳碳化鈦與鎳基合金的顯微組織可以照顏色不同做區分。藉由各 元素分佈圖發現,白色基地相以鎳、矽、鐵為主,但鎳含量最多;淺灰色不規 則狀相所含之元素以鉻、碳為主;深灰色條狀由鉻、硼組成;黑色顆粒狀以 碳、鈦為主。對照 XRD 及 EDS 分析結果可知,不論添加何種前處理條件之 無電鍍鎳碳化鈦與鎳基合金的顯微組織主要包含ϒ-Ni、Ni3B、Ni3Si、Ni31Si12、CrB、Cr23C6、Cr7C3、Cr3C2、CrC 及 TiC。因此,綜合上述結果可認為白色基
地相是 ϒ-Ni、Ni3B、Ni3Si、Ni31Si12 等成份;淺灰色不規則狀相是 Cr23C6、
Cr7C3、Cr3C2、CrC 型式的鉻碳化物;深灰色條狀相是 CrB;黑色顆粒狀是 TiC。 圖 4-10~4-12 為硫酸鎳添加量 0.4g/L、不同前處理條件,無電鍍鎳碳化鈦 添加量 10wt%之 EPMA 影像及分析。從 BEI 影像圖可以看到不論添加何種前 處理條件之無電鍍鎳碳化鈦與鎳基合金的顯微組織可以照顏色不同做區分。 藉由各元素分佈圖可知,當不同前處理條件之無電鍍鎳碳化鈦添加量增加至 10wt%時,與不同前處理條件之無電鍍鎳碳化鈦添加量 5wt%一樣沒有變化的 相,白色基地相以鎳、矽、鐵為主;淺灰色不規則狀相所含之元素以鉻、碳為 主;深灰色條狀相是由鉻、硼組成;黑色顆粒以碳、鈦為主。對照 XRD 及 EDS 分析結果,可認為白色基地是ϒ-Ni、Ni3B、Ni3Si、Ni31Si12等成份;淺灰色塊
狀是 CrB;深灰色條狀是 Cr23C6、Cr7C3、Cr3C2、CrC 型式的鉻碳化物;黑色
綜合上述結果與 XRD(圖 4-4)及 EDS(表 4-1、4-2、4-3)分析比對,進一步 確認白色基地相是ϒ-Ni、Ni3B、Ni3Si、Ni31Si12等成份;淺灰色不規則狀相是
Cr23C6、Cr7C3、Cr3C2、CrC 型式的鉻碳化物;深灰色條狀相是 CrB;黑色顆 粒狀相則是 TiC 顆粒。
4.3 不同前處理無電鍍鎳碳化鈦強化鎳基合金顯微組織之影響
4.3.1 無電鍍鎳碳化鈦強化鎳基合金之碳化鈦相分率分析
由於未經過無電鍍鎳處理之碳化鈦潤濕性不佳,無法與鎳基合金接合, 故利用無電鍍鎳的方式在碳化鈦顆粒表面被覆一層鎳磷合金提高潤濕性。而 為了確認在固定溫度條件下,無電鍍鎳碳化鈦添加量增加在鎳基合金中有提 升的趨勢,且不同前處理條件碳化鈦添加在鎳基合金中含量變化,故作無電 鍍鎳碳化鈦相分率分析。圖 4-14 為經改變前處理條件下,不同無電鍍鎳碳化 鈦添加量與其在鎳基合金層中面積分率之關係圖。由圖可以發現,不論在何 種前處理條件下,經無電鍍鎳後碳化鈦面積分率皆會隨著無電鍍鎳碳化鈦添 加量的增加而有上升的趨勢,表示碳化鈦經無電鍍鎳後確實可熔入鎳基合金 層中。該圖中亦顯示,在相同無電鍍鎳碳化鈦添加量與溫度條件下,前處理條 件 N 碳化鈦面積分率高於其他前處理方式。各種前處理條件無電鍍鎳碳化鈦 添加量在鎳基合金中,TiC 之面積分率,如表 4-4 所示。而由圖 4-3(d)顯示, 經無電鍍鎳後,鎳磷合金緊密完整包覆前處理條件 N 之碳化鈦顆粒,故經前 處理條件 N 之無電鍍鎳碳化鈦可以完全熔入鎳基合金層中,故前處理條件 N 之碳化鈦面積分率最高。圖 4-6 硫酸鎳添加量 0.4g/L、前處理條件 T,無電鍍鎳碳化鈦添加量 5wt%之 EPMA 影像(a)SL(b)鎳(c)矽(d)鐵(e)鉻(f)碳(g)硼(h)鈦
圖 4-7 硫酸鎳添加量 0.4g/L、前處理條件 H,無電鍍鎳碳化鈦添加量 5wt%之 EPMA 影像(a)SL(b)鎳(c)矽(d)鐵(e)鉻(f)碳(g)硼(h)鈦
圖 4-8 硫酸鎳添加量 0.4g/L、前處理條件 W,無電鍍鎳碳化鈦添加量 5wt%之 EPMA 影像(a)SL(b)鎳(c)矽(d)鐵(e)鉻(f)碳(g)硼(h)鈦
圖 4-9 硫酸鎳添加量 0.4g/L、前處理條件 N,無電鍍鎳碳化鈦添加量 5wt%之 EPMA 影像(a)SL(b)鎳(c)矽(d)鐵(e)鉻(f)碳(g)硼(h)鈦
圖 4-10 硫酸鎳添加量 0.4g/L、前處理條件 T,無電鍍鎳碳化鈦添加 10wt%之 EPMA 影像(a)SL(b)鎳(c)矽(d)鐵(e)鉻(f)碳(g)硼(h)鈦
圖 4-11 硫酸鎳添加量 0.4g/L、前處理條件 H,無電鍍鎳碳化鈦添加 10wt%之 EPMA 影像(a)SL(b)鎳(c)矽(d)鐵(e)鉻(f)碳(g)硼(h)鈦
圖 4-12 硫酸鎳添加量 0.4g/L、前處理條件 W,無電鍍鎳碳化鈦添加 10wt%之 EPMA 影像(a)SL(b)鎳(c)矽(d)鐵(e)鉻(f)碳(g)硼(h)鈦
圖 4-13 硫酸鎳添加量 0.4g/L、前處理條件 N,無電鍍鎳碳化鈦添加 10wt%之 EPMA 影像(a)SL(b)鎳(c)矽(d)鐵(e)鉻(f)碳(g)硼(h)鈦
圖 4-14 不同前處理條件無電鍍鎳碳化鈦添加量面積分率之變化
表 4-4 不同條件無電鍍鎳碳化鈦面積分率
4.3.2 無電鍍鎳碳化鈦強化鎳基合金之顯微組織之影響
圖 4-15 為硫酸鎳添加量 0.4g/L、前處理條件 T、無電鍍鎳碳化鈦添加量 5wt%,鎳基合金層之近界面與遠界面 SEM 照片。靠近界面層,可發現黑色顆
粒狀碳化鈦、淺灰色鉻碳化物及深灰色鉻硼化物,如圖 4-15(a)所示;圖 4-15(b) 則為遠界面層,發現碳化鈦顆粒有團聚的現象。圖 4-16 為硫酸鎳添加量 0.4g/L 、前處理條件 H、無電鍍鎳碳化鈦添加量 5wt%,之鎳基合金層之近界面與遠 界面 SEM 照片。其中圖 4-16(a)為靠近界面層,可發現黑色顆粒狀碳化鈦、淺 灰色鉻碳化物及深灰色鉻硼化物;圖 4-16(b)為遠界面層,發現碳化鈦顆粒有 團聚的現象。圖 4-17 為硫酸鎳添加量 0.4g/L、前處理條件 W、無電鍍鎳碳化 鈦添加量 5wt%,鎳基合金層之近界面與遠界面 SEM 照片。靠近界面層,發 現黑色顆粒狀現碳化鈦、淺灰色鉻碳化物及深灰色鉻硼化物,但碳化鈦的含 量較前處理條件 T、H 多,如圖 4-17(a);遠界面層發現碳化鈦顆粒分佈在白 色基地中,如圖 4-17(b)所示。圖 4-18 為硫酸鎳添加量 0.4g/L、前處理條件 N、 無電鍍鎳碳化鈦添加量 5wt%,鎳基合金層近界面與遠界面 SEM 影像。從圖 4-18(a)中以發現,黑色顆粒狀碳化鈦及不規則狀淺灰色鉻碳化物及深灰色鉻 硼化物;圖 4-18(b)則為遠界面發現碳化鈦顆粒大面積分佈在白色基地,碳化 鈦含量較其他三種處理條件高。 由上述結果可知,不論前處理條件為何,無電鍍鎳碳化鈦添加量為 5wt% 在合金層中階有大小不一的淺灰色不規則狀和深灰色條狀鉻碳及鉻硼化物散 佈在顯微組織之中;從近界面層顯微影像可以觀察到有少部分碳化鈦分在白 色基地,而在遠界面層顯微影像可以明顯發現前處理條件 T 和 H 其碳化鈦顆 粒有團聚的現象發生,且碳化鈦含量較前處理條件 W、N 少,可以證明前處 理條件 N 之無電鍍鎳碳化鈦較佳(圖 4-1(d))。這是因為前處理條件 N 之碳化 鈦經無電鍍鎳後,鎳磷合金緊密完整被覆碳化鈦顆粒,提高潤濕性且增加無 電鍍鎳碳化鈦熔入鎳基合金層,故經前處理條件 N 之無電鍍鎳碳化鈦熔入鎳
基合金層中的效果最佳,因此前處理條件 N 之碳化鈦在鎳基合金中面積分率 最高。此外,由圖 4-15~4-18 發現,無電鍍鎳碳化鈦在鎳基合金層皆有分佈不 均的情形,這應是由於碳化鈦密度較低在熔融過程中產生重力偏析之所導致, 且因鎳基合金粉末與無電鍍鎳碳化鈦的粒徑大小及比重差異大,不易均勻混 合,亦會使碳化鈦在鎳基合金層中產生不均勻的分佈。 圖 4-15 前處理條件 T 無電鍍鎳碳化鈦添加量 5wt%之鎳基合金顯微結構(a)近 界面(b)遠界面 圖 4-16 前處理條件 H 無電鍍鎳碳化鈦添加量 5wt%之鎳基合金顯微結構(a)近 界面(b)遠界面
圖 4-17 前處理條件 W 無電鍍鎳碳化鈦添加量 5wt%之鎳基合金顯微結構(a) 近界面(b)遠界面 圖 4-18 前處理條件 N 無電鍍鎳碳化鈦添加量 5wt%之鎳基合金顯微結構(a)近 界面(b)遠界面 圖 4-19 為硫酸鎳添加量 0.4g/L、前處理條件 T、無電鍍鎳碳化鈦添加量 10wt%,鎳基合金層之近界面與遠界面 SEM 照片。靠近界面層,可發現黑色 顆粒狀碳化鈦、淺灰色鉻碳化物及深灰色鉻硼化物,部分碳化鈦呈現團聚的 現象,如圖 4-19(a)所示;圖 4-19(b)則為遠界面層,發現碳化鈦顆粒亦有團聚
的現象。圖 4-20 為硫酸鎳添加量 0.4g/L、前處理條件 H、無電鍍鎳碳化鈦添 加量 10wt%,鎳基合金層之近界面與遠界面 SEM 照片。其中圖 4-20(a)為靠 近界面層,可發現黑色顆粒狀碳化鈦、淺灰色鉻碳化物及深灰色鉻硼化物;圖 4-20(b)為遠界面層,發現碳化鈦分佈不均,且有團聚的現象產生。圖 4-21 為 硫酸鎳添加量 0.4g/L、前處理條件 W、無電鍍鎳碳化鈦添加量 10wt%,鎳基 合金層之近界面與遠界面 SEM 照片。靠近界面層,可發現黑色顆粒狀碳化鈦、 淺灰色鉻碳化物,如圖 4-21(a);遠界面層發現黑色顆粒狀碳化鈦、淺灰色鉻 碳化物及深灰色鉻硼化物,碳化鈦均勻分佈在白色基地上,有少數呈現團聚 現象,如圖 4-21(b)所示。圖 4-22 為硫酸鎳添加量 0.4g/L、前處理條件 N、無 電鍍鎳碳化鈦添加量 10wt%,鎳基合金層之近界面與遠界面 SEM 影像,從近 界面層(圖 4-22(a))及遠界面層(圖 4-22(b))顯微影像中皆有碳化鈦存在,但碳 化鈦在近界面層面積分率與遠界面層面積分率相比含量較少。 由上述結果發現,不論何種前處理條件及無電鍍鎳碳化鈦添加量,從 SEM 影像觀察到近界面層及遠界面層皆有碳化鈦存在,但碳化鈦在近界面層面積 分率小於遠界面層面積分率。這是因為碳化鈦密度較低,在熔融過程中產生 重力偏析,且鎳基合金粉末與無電鍍鎳碳化鈦的粒徑大小及比重差異大,不 易均勻混合,故在鎳基合金中碳化鈦呈現不均勻分佈,但由圖 4-19~4-22 比較 顯示,其中以前處理條件 N 之無電鍍鎳碳化鈦在鎳基合金中分佈均勻性較佳。 由圖 4-15~4-22 比較可知,當無電鍍鎳碳化鈦添加量增加,鎳基合金層中碳化 鈦量亦有提升的趨勢。
圖 4-19 前處理條件 T 無電鍍鎳碳化鈦添加量 10wt%之鎳基合金顯微結構(a) 近界面(b)遠界面
圖 4-20 前處理條件 H 無電鍍鎳碳化鈦添加量 10wt%之鎳基合金顯微結構(a) 近界面(b)遠界面
圖 4-21 前處理條件 W 無電鍍鎳碳化鈦添加量 10wt%之鎳基合金顯微結構(a) 近界面(b)遠界面 圖 4-22 前處理條件 N 無電鍍鎳碳化鈦添加量 10wt%之鎳基合金顯微結構(a) 近界面(b)遠界面
4.3.3 無電鍍鎳碳化鈦強化鎳基合金之鐵原子流動情形
在無電鍍鎳碳化鈦強化鎳基合金熔融過程中,AISI 4140 鋼坩堝中的鐵原子 與鎳基合金中的鎳原子相互流動,本節將探討鐵流動情形對鎳基合金層之影 響。圖 4-23 為前處理條件 T,不同無電鍍鎳碳化鈦添加量之鐵流動分佈情圖 4-23 前處理條件 T,不同無電鍍鎳碳化鈦添加量之鐵流動分佈情形 形。由圖中可以發現,當無電鍍鎳碳化鈦添加量 1wt%時,鐵流動情形相當嚴 重,約在 5500 左右;在 5wt%中,也可以觀察到此情形,但與無電鍍鎳碳化 鈦添加量 1wt%相比,其鐵流動情況較不劇烈;當無電鍍鎳碳化鈦添加量為 10wt%時,鐵流動有下降的趨勢約在 3500 左右。 圖 4-24 為前處理條件 H,不同無電鍍鎳碳化鈦添加量之鐵流動分佈情形。圖 中顯示,當無電鍍鎳碳化鈦添加量 1wt%時,鐵流動情形相當嚴重,與前處理 條件 T 相似;在 5wt%中,也可以觀察到此情形,但與無電鍍鎳碳化鈦添加量 1wt%相比,其鐵流動情況較不劇烈;當無電鍍鎳碳化鈦添加量為 10wt%時, 隨著遠離界面層鐵流動有略微下降的趨勢約在 2500 左右。圖 4-25 為前處理 條件 W,不同無電鍍鎳碳化鈦添加量之鐵流動分佈情形。由圖可以發現,當 0 1000 2000 3000 0 5000 10000 In tens it y
Distance from Interface(m)
T10 T5 T1
圖 4-24 前處理條件 H,不同無電鍍鎳碳化鈦添加量之鐵流動分佈情形 圖 4-25 前處條件 W,不同無電鍍鎳碳化鈦添加量之鐵流動分佈情形 0 1000 2000 3000 0 5000 10000 In tens it y
Distance from Interface(m)
H10 H5 H1 0 1000 2000 3000 0 5000 10000 In tens it y
Distance from Interface(m)
W10 W5 W1
無電鍍鎳碳化鈦添加量 1wt%時,鐵流動情形約在 5500 左右;在 5wt%中,觀 察鐵流動有下降的趨勢,流動情形從約在 5500 到 4850 左右,與上述兩者條 件相比相差很多;當無電鍍鎳碳化鈦添加量為 10wt%時,隨著遠離界面層鐵 流動緩慢下降約在 2000 左右。圖 4-26 為前處理條件 N,不同無電鍍鎳碳化 鈦添加量之鐵流動分佈情形,由圖可以發現當無電鍍鎳碳化鈦添加量 1wt%時 ,鐵流動情形與上述三者同,約在 5500 左右;在 5wt%中,觀察隨著遠離界 面層鐵流動有下降的趨勢,流動情形從約在 5000 降至 2300 左右;當無電鍍 鎳碳化鈦添加量為 10wt%時,隨著遠離界面層鐵流動明顯大幅下降,從約在 5000 降至 500 左右。 由上述比較可知,在無電鍍鎳碳化鈦添加量 1wt%時,不論何種前處理條 件的試片,鐵流動情況相當嚴重且差異不明顯;當無電鍍鎳碳化鈦添加量達 5wt%時,前處理條件 W、N 有較明顯的變化;當無電鍍鎳碳化鈦添加量 10wt% 時,隨著遠離界面層鐵流動有下降的趨勢,證明無電鍍鎳碳化鈦添加量增加 可以阻止鐵流動。添加不同前處理條件之無電鍍鎳碳化鈦,在相同加熱溫度 條件下,隨著無電鍍鎳碳化鈦含量增加,鐵原子流動幅度降低,這可能是因為 無電鍍鎳碳化鈦在合金層中會阻礙鐵原子的流動。其中又以前處理條件 N 效 果最佳,這是因為鎳磷合金緊密被覆前處理條件 N 之碳化鈦顆粒提高潤濕性, 使無電鍍鎳碳化鈦與鎳基合金間的接合性提升,所以鎳基合金層中碳化鈦含 量增加所致。此外,從文獻[89]中可以得知,無電鍍鎳碳化鈦添加量增加亦可 使鐵流動程度降低,進而可降低鎳基合金層中因鐵流動造成縱向硬度的影響。
圖 4-26 前處理條件 N,不同無電鍍鎳碳化鈦添加量之鐵流動分佈情形
4.4 無電鍍碳化鈦強化鎳基合金硬度
4.4.1 不同前處理條件及添加量縱向硬度變化
圖 4-27~4-29 為經不同前處理,無電鍍鎳碳化鈦添加量分別為 1、5、10wt% ,縱向硬度變化情形。由圖 4-27~4-29 可知,由 AISI 4140 鋼往鎳基合金層硬 度分佈皆是先持平(約 300~400HV),從陳政文[89]所研究得知,未添加碳化鈦 之鎳基合金層平均硬度約 524HV,再隨著遠離界面層而逐漸上升,且會發現 當無電鍍鎳碳化鈦添加量增加鎳基合金層硬度亦會有上升的趨勢。從圖 4-27 無電鍍鎳碳化鈦添加量 1wt%,可以觀察到 T1 鎳基合金層硬度最低,平均硬 度約 531HV,而 N1 鎳基合金層硬度最高,硬度約 621HV。 0 1000 2000 3000 0 5000 10000 In tens it yDistance from Interface(m)
N10 N5 N1
圖 4-27 不同前處理條件,無電鍍鎳碳化鈦添加量 1wt%之縱向硬度變化
在圖 2-28 無電鍍鎳碳化鈦添加量 5wt%,T5 鎳基合金層硬度約 761HV, N5 鎳基合金層硬度約 927HV;無電鍍鎳碳化鈦添加量 10wt%時,T10 鎳基合 金層硬度約 840HV,N10 鎳基合金層約 989HV,如圖 4-29 所示。由上述結果 可知,在相同添加量時,不同前處理條件之無電鍍鎳碳化鈦鎳基合金硬度值 有明顯的差異,其中尤以無電鍍鎳碳化鈦添加量 10wt%特別明顯。這是因為 前處理條件不同,無電鍍鎳碳化鈦被覆有明顯差異,導致無電鍍鎳碳化鈦融 入鎳基合金中含量不同。隨著無電鍍鎳碳化鈦添加量增加,碳化鈦面積分率 有明顯上升的趨勢有助於合金層硬度提升,且對照圖 4-16~4-19 之鐵原子流 動情形,發現到當無電鍍鎳碳化鈦添加量增加時,會抑制鐵流動之情形,故鎳 基合金層硬度沒有降低之現象。 圖 4-29 不同前處理條件,無電鍍鎳碳化鈦添加量 10wt%之縱向硬度變化
由以上所觀察結果整理為圖 4-30 之示意圖。在實驗中無電鍍鎳碳化鈦添 加量增加有助於提高鎳基合金層中碳化鈦面積分率,碳化鈦面積分率上升會 抑制鐵流動情形,使得鎳基合金層硬度會有提高的趨勢。反之無電鍍鎳碳化 鈦添加量少時,鎳基合金層中碳化鈦面積分率下降無法阻止鐵流動情形,導 致鐵流動較為嚴重,使鎳金合金層硬度明顯下降。 無電鍍鎳碳化鈦 添加量增加 碳化鈦面積分率提高 鐵流動下降 縱向硬度上升 圖 4-30 無電鍍鎳碳化鈦添加量對縱向硬度影響示意圖
4.4.2 鎳基合金中碳化鈦之添加量對相硬度之影響
表 4-5 為前處理條件 N 之無電鍍鎳碳化鈦強化鎳基合金中各相硬度。由 表可知,在無電鍍鎳碳化鈦添加量 1wt%中,靠近界面層與遠離界面層硬度值 差異很小,當前處理條件 N 之無電鍍鎳碳化鈦添加量增加時,接近界面層的 硬度明顯低於遠離界面層,其原因是因為在近界面層處受到鐵流動影響高於 遠界層使得硬度值下降。添加量 1wt%的整體鎳基合金層皆受到影響,因前處 理條件 N 之無電鍍鎳碳化鈦添加含量太少,無法阻止鐵流動,故整體硬度值 都有明顯較低;當前處理條件 N 之無電鍍鎳碳化鈦添加量增加,鎳基合金層 中碳化鈦含量增加,鐵原子流動情形受到抑制,只有在接近界面層的部分受 到鐵流動影響,故前處理條件 N 之無電鍍鎳碳化鈦添加量 5、10wt%近界面 層整體硬度值明顯低於遠界面層。而在碳化鈦方面可以觀察到,隨著前處理條件 N 之無電鍍鎳碳化鈦含量增加其硬度值也有上升的趨勢,其原因是因為 碳化鈦顆粒小,無法量測單顆碳化鈦硬度,故會受到其他相的影響,所以隨著 前處理條件 N 之碳化鈦添加量增加時碳化鈦支撐應力的面積提高,使得可以 較準確量測碳化鈦硬度,故碳化鈦含量提高其硬度值明顯上升。 表 4-5 無電鍍鎳碳化鈦強化鎳基合金中各相硬度 單位:Hv
![表 2-1 各種無電鍍鎳液的成分與特性 [62] 成份 酸性浴 鹼性浴 鎳鹽 硫酸鎳 氯化鎳 其他鹽類 硫酸鎳 氯化鎳 其他鹽類 配位劑 (錯化劑與蜇合劑) 乙醇 乳酸 丙酸 醋酸鈉 蘋果酸 琥珀酸 檸檬酸 葡萄糖酸 羥機乙又二磷酸 氨基三甲又磷酸 甘氨酸 甘油 乙二醇酸 丙二酸 丁二酸 氯化銨 醋酸氨 乳酸 檸檬酸及其鹽 乙醇酸鈉 二乙醇胺 三乙醇胺 焦磷酸鈉 水楊酸鹽 酒石酸鉀鈉 乙二胺 丙二酸 丁二酸 還原劑 聯氨 次磷酸鈉 二甲氨基硼烷 二乙氨基](https://thumb-ap.123doks.com/thumbv2/9libinfo/8931253.267814/21.892.125.789.101.1017/酸性浴硫酸鎳配位劑醋酸鈉二磷酸甘氨酸二醇酸氯化銨次磷酸鈉.webp)
![圖 2-2 碳化鎢被覆鎳之 SEM 影像 [65] (a)未處理 WC 顆粒(b)高倍率 WC 顆粒(c) 敏化 WC 顆粒(d)高倍率敏化 WC 顆粒(e)無電鍍鎳 WC 顆粒(f)高倍率 無電鍍鎳 WC 顆粒(g)EDS 分析](https://thumb-ap.123doks.com/thumbv2/9libinfo/8931253.267814/25.892.129.781.310.873/高倍顆粒敏化顆粒高倍率敏顆粒無電鍍鎳顆粒高倍無電鍍鎳顆粒分析.webp)
![圖 2-3 碳化鈦被覆鎳之 SEM 影像 [66] (a)未處理 TiC 顆粒(b)高倍率 TiC 顆粒(c) 敏化 TiC 顆粒(d)無電鍍鎳 TiC 顆粒(e)高倍率無電鍍鎳 TiC 顆粒(f)ED 分析(g)無電鍍鎳 TiC 顆粒截面形態(h)高倍率無電鍍鎳 TiC 顆粒截面形 態(i)線分析 2.5 硬面合金 在工業製造上,傳統的機具元件經常受到腐蝕和磨損為了提高元件的耐 用性,需使用硬面合金來製作元件,因此許多研究開發投入中。在 Davis [67] 著 作中提到,目前常被使用的硬面](https://thumb-ap.123doks.com/thumbv2/9libinfo/8931253.267814/26.892.121.784.102.937/無電鍍鎳顆粒截面形態高倍率無在工業上傳統的需使用硬面合硬面.webp)
![圖 2-4 碳化物硬度值比較圖 [84]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8931253.267814/28.892.124.768.314.1161/圖24碳化物硬度值比較圖84.webp)
![圖 2-5 TiC 顯微組織形貌(a)球狀(b)團聚狀(c)花瓣狀 [87]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8931253.267814/30.892.122.810.155.1035/圖25TiC顯微組織形貌a球狀b團聚狀c花瓣狀87.webp)
![圖 2-6 雷射被覆之碳化鈦 SEM 影像 [39]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8931253.267814/31.892.120.769.95.1060/圖26雷射被覆之碳化鈦SEM影像39.webp)