收稿:97年01月05日 初審:97年03月25日 複審:97年06月05日 -1-
電鑄鎳快速模具機械性質與熱傳導性
之研究
李泓原‧郭文強‧黃重銓‧邱錫榮 國立高雄應用科技大學模具工程系The Study of Mechanical Properties and Thermal Conductivity
of Nickel Electroformed Rapid Tooling
Hung-Yuan Li, Wen-Chiang Guo, Jhong-Cyuan Huang, Shi-Yung Chiou
Department of Mold and Die Engineering, National Kaohsiung University of Applied Science
摘 要
電鑄快速模具之製程原理是在工件母材上電鑄金屬沉積層後,再於其背面填充補強, 使其形成模仁元件並運用於射出成形模具。其製程迅速與表面複製精度優良為主要應用之 特點,然而電鑄沉積層性質的優劣,對於射出成形件品質具有相當大的影響。本研究運用 田口實驗法(Taguchi experimental Mmethod)中之直交表(Orthogonal table)對電鑄鎳之各項性 質進行實驗,由變異數分析(Analysis of variance)了解每個因子對電鑄層之厚度、彈性係數、 熱傳導係數及硬度等性質之影響。實驗結果顯示電流密度對於硬度、熱傳導性及彈性係數 等影響相當顯著。
關鍵詞:快速模具、電鑄、田口實驗法
Abstract
Electroforming is applied as a new development in the process of rapid tooling. It can build up mold inserts rapidly and the surface replication accuracy is superior. However, the properties of the electroformed shell strongly influence the molding product properties in the manufacturing process. In this study, the properties of the electroformed nickel shell are investigated under different manufacturing parameters by Taguchi experimental method. Temperature, current density and flow rate are chosen as the factors to find the correlation to the properties such as elastic modulus, heat conduction coefficient, micro-hardness and deposited thickness. Results show that the current density has the strongest influence to the electroforming shell properties. Keywords: Rapid Tooling, Electroforming, Taguchi Experimental Method
-2-
一、前 言
電鑄的製程以其效率高及尺寸複製之精 度佳等優點已廣泛的被工業界所應用,來取 代傳統加工中不易加工及複雜外形之工件, 近年來更廣泛的應用於光學元件、微機電系 統及精微模具等製程[1,2]。 電鑄快速模具在快速模具的製程中屬於 間接造模技術[3],其製程原理是在工件母材 上電鑄金屬沉積層後,再於其背面進行填充 補強,作為補強的材料之種類很多,例如陶 瓷、軟金屬及金屬樹脂等[4,5],其目的均在 於使其形成具有模穴形狀之模仁嵌入件而可 運用於射出成形模具。然而電鑄沉積層性質 的優劣,對於射出成形件品質的影響具有相 當重要的因素。在文獻中對於硬度、耐磨耗 等機械性質有許多相關的探討[6,7],Monzon 等人[8]則更進一步的將電鑄技術應用於射出 成形模具上並對其硬度、微結構組織及內應 力等機械性質進行測試。 本研究利用田口實驗方法對鎳金屬電鑄 之沉積層性質進行研究,在實驗中運用田口 實驗法中之L9(34)直交表進行電鑄鎳實驗,探 討溫度、電流密度及流量等因子,分別對彈 性係數、熱傳導係數、沉積層厚度及硬度之 影響,並由變異數分析(Analysis of Variance) 了解每個因子的貢獻度,藉以獲得較佳之製 程參數。二、實驗原理及方法
電鑄製程是運用電鍍之原理在工件上沉 積一層較厚之沉積層;其原理如Fig.1所示。 本實驗所使用之陽極靶為純鎳,陰極為為 60mmX20mmX1mm之銅片,在實驗中電鑄時 間 固 定 為48 小 時 , 電 鑄 液 為 氨 基 磺 酸 鎳 (Nickel Sulfamate Solution);pH值維持在3.8~ 4.2之區間內,並添加濕潤劑。Fig. 1 Sketch of Electroforming process
本研究中除針對電鑄層之彈性係數及硬 度等機械性質以及熱傳導係數進行量測外, 並量測電鑄後沉積層之平均厚度。實驗方法 採用田口實驗法,忽略交互作用影響,並採 用L9(34)直交表,變因則設定為溫度、電流密 度及流量,每一變因各採用三個水準,本研 究中變因與水準之配置表如Table 1所示,直 交表如Table 2。
Table 1 Levels of Control factors Control factor Level 1 Level 2 Level 3 Temperature(℃) 40 35 30
ASD(A/dm2) 4 2.5 1 Flow rate(
l
/min) 7 5 3Table 2 Orthogonal array L9(34)
Exp. Temperature ASD Flow Rate 1 1 1 1 2 1 2 2 3 1 3 3 4 2 1 2 5 2 2 3 6 2 3 1 7 3 1 3 8 3 2 1 9 3 3 2
-3- 其中電流密度(ASD)定義為每平方公寸 所通過之電流量(A/dm2)。 在本研究中主要是以訊號雜音比(Signal to Noise Ratio)進行變異數分析,評估各變因 在電鑄製程中之貢獻度,並列於變異數分析 表中。其中,Sum of Square(SS)為變動、 Variance(V) 為 變 異 數 、 Degree of Freedom (DOF)為自由度、F-test Statistic(F)為變異比、 Pure Sum of Square(Pure SS)為純變動以及 Percentage Contribution(ρ)為貢獻度。 1.電鑄沉積厚度實驗 厚度實驗之目的在於了解電鑄時不同之 製程參數在固定時間內對沉積厚度之影響。 厚度量測以分厘卡對48小時之沉積層均勻厚 度處任取3點量測並記錄,同時取其平均值。 2.熱傳導實驗 實 驗 中 使 用 之 熱 傳 導 試 驗 機 為 符 合 ASTM C518[9]之小型試驗機(如Fig.2),其原 理為一端輸入固定熱源;另一端使用固定流 量之常溫循環水流,使試片產生熱傳現象, 並 以 熱 電 偶 擷 取 訊 號 , 藉 由 訊 號 放 大 器 (SCXI-1112, NI,USA)將所擷取之訊號放大, 以計算熱傳導係數,其計算公式如下:
Fig. 2 Thermal Conduction Coefficient test machine
T
q V A Ka
x
∆
= × =
∆
(1) q:熱量(W) V:加熱器端施加之電壓 (V) A:加熱器端施加之電流 (A) a :試片截面積(m2) K:為熱傳導係數(W/m-。K)T
∆
:兩個熱電偶之溫差(。K)x
∆
:兩個熱電偶之距離(m) 本實驗所採用之加熱端溫度為150℃,室 溫為24℃,模擬穩態熱傳之加熱時間為40分 鐘,使用之熱電偶型式為K-type,進行實驗 前 先 以6061-T6 之 鋁 合 金 標 準 試 片 進 行 校 正,並立即進行實驗。 3.彈性係數實驗 本實驗使用懸臂樑法為測量彈性係數之 方法,並採用符合ASTM B223[10]規範小型 簡易台座(如Fig.3),使用應變規作為訊號之 擷取;其惠斯頓電橋之型式為四分之一橋, 藉由應變規所擷取之訊號使用訊號放大器 (SCXI-1314, NI, USA)將其放大,進而計算電 鑄 層 之 彈 性 係 數 , 在 實 驗 進 行 之 前 均 由 6061-T6之鋁合金標準試片進行校正。其彈性 係數之計算公式:Fig. 3 Elastic Modulus test machine
ε
σ
E
I
Mc
=
=
(2) 其中 312
bh
I
=
;M
=
PL
ε
:由應變規所量測之應變 b:試片平均寬度(㎜)-4- h:試片平均厚度(㎜) P:施加之重量: 2 Newton L:施力端至固定端之距離(㎜) E :彈性係數(MPa) 4.硬度實驗
本實驗以硬度(Mitutoyo Micro Hardness Tester)試驗機進行微小維克式(Micro Vickers) 硬度實驗,依據ASTM E384[11]中之規範, 先將試片以慢速切割機裁至適當大小,然後 進行鑲埋及拋光,再以0.025kgf之荷重進行硬 度實驗,每一試片取五點量測並記錄其平均 值。
三、實驗結果與討論
1.電鑄沉積厚度實驗 本實驗以田口實驗法進行實驗規劃,研 究溫度、電流密度(ASD)及流量等參數在48 小時電鑄時間內,對於電鑄沉積層厚度之影 響;進行量測時,在試片上任取三個不同位 置(Fig.4)分別量測厚度,並記錄平均值,由 實驗所獲得之結果(Table 3)及因子反應表 (Table 4)所示,沉積層之平均厚度隨電流密 度的提高而增厚,溫度與流量對其影響則不 甚顯著。Fig. 4 Position of measured points
Table 3 Experimental data of thickness Exp. y1 (mm) y2 (mm) y3 (mm) Average (mm) 1 0.68 0.58 0.62 0.62 2 0.61 0.55 0.62 0.59 3 0.41 0.39 0.4 0.39 4 0.82 0.7 0.77 0.76 5 0.73 0.61 0.67 0.67 6 0.42 0.37 0.4 0.39 7 0.89 0.74 0.75 0.79 8 0.71 0.6 0.67 0.66 9 0.41 0.35 0.375 0.37
Table 4 Factor response table of thickness Temperature ASD Flow rate Level 1 0.53 0.72 0.56 Level 2 0.61 0.64 0.57 Level 3 0.61 0.38 0.62 Effect 0.08 0.34 0.06 在實驗中也發現即使在電鑄時已製作虛 陰極作為引流,但當電流密度過大時,在邊 緣處仍會有些許因尖端效應(Corner Effect)所 引起之隆起,如Fig.5所示。而沉積層之厚度 在中間位置較薄,隨著越靠近邊緣處厚度有 增加之情形,此現象可解釋為邊緣處尖端放 電之情形,因此靠近邊緣處之電流也隨之變 大,加速鎳離子的沉積行為。
-5- 2.熱傳導實驗 射出成形模具之冷卻時間及生產速度皆 會受模具的熱傳導性質影響,本實驗運用田 口實驗法探討不同製程參數對於熱傳導性之 影響。在本實驗中熱傳導性為望大之特性, 期望值為望大特性之計算公式為: 2 1 1 1 10 log( ) 10 log n i i MSD n y η = = − = −
⎛
⎜
⎞
⎟
⎝
∑
⎠
(3) 其中η:訊號雜音比(Signal to Noise Ratio)。 MSD:均方偏差。 yi:實驗之數據。
n
:實驗組數。 由實驗結果(Table 5)及所獲得之因子反 應表(Table 6)、因子反應圖(Fig.6)以及變異 數分析表(Table 7)可以發現,對於熱傳導性 影響最大之因子為電流密度;溫度及流量影 響效果較小,其中熱傳導性會隨著電流密度 的提高而下降呈反比之狀態,此現象可解釋 為當電流密度較小時可獲得鎳晶粒較細小與 緻密之沉積層,因而具有較高之熱傳導係數。 另由因子反應圖中可判斷,在本研究範 圍中具有較佳熱傳導性質之電鑄層,需採用 較 低 之 溫 度(30 ℃ ) 與 較 高 之 電 流 密 度 (4A/dm2),而流量之影響不甚顯著。 Table 5 Experimental data of Thermal ConductionCoefficient and Signal to Noise Ratio Exp. K (W/m-。K) η 1 26.1 28.33 2 26.5 28.46 3 37.6 31.50 4 21 26.44 5 24 27.60 6 38.4 31.69 7 22.8 27.16 8 27 28.63 9 37.9 31.57 Table 6 Factor response table of Thermal Conduction
Coefficient
Temperature ASD Flow rate Level 1 29.43 27.31 29.55 Level 2 28.58 28.23 28.82 Level 3 29.12 31.58 28.75
Effect 0.85 4.27 0.8
Fig. 6 Factor response graph of Thermal Conduction Coefficient Table 7 ANOVA results for Thermal Conduction Coefficient Factor Sum of Square Degree of Freedom Variance F-test Statistic Pure Sum of Square Percentage Contribution(%) Temperature 1.12 2 0.56 7 0.96 2.92 ASD 30.39 2 15.2 190 30.23 92.08 Flow rate 1.16 2 0.58 7.25 1 3.05 Error 0.16 2 0.08 0.64 1.95 Total 32.83 8 32.83 100
-6- 3.彈性係數實驗 本實驗探討不同電鑄參數對於沉積層彈 性係數之影響。實驗中,彈性係數具有望大 之特性。 由實驗結果(Table 8)所獲得之因子反應 表(Table 9)、因子反應圖(Fig.7)及變異數分 析表(Table 10)可以得知,電流密度對於彈性 係數之影響最大,其次為流量,再其次為溫 度。其中電流密度與彈性係數之關係為正 比,彈性係數會隨著電流密度的增加而增 加,此現象可歸納為由於電流密度增加,導 致晶粒細化,因而使電鑄層彈性係數增加。 Table 8 Experimental data of Elastic Modulus and
Signal to Noise Ratio
Exp. E(MPa) η 1 312.63 49.90 2 260.67 48.32 3 229.86 47.23 4 465.36 53.36 5 259.16 48.27 6 213.15 46.57 7 341.68 50.67 8 276.55 48.84 9 220.96 46.89 另亦可由因子反應圖中判斷,在本研究 範圍中具有較佳彈性係數之電鑄層,需採用 較 高 之 溫 度(40 )℃ , 與 較 低 之 電 流 密 度 (1A/dm2),而流量之影響亦不甚顯著。 Table 9 Factor response table of Elastic Modulus
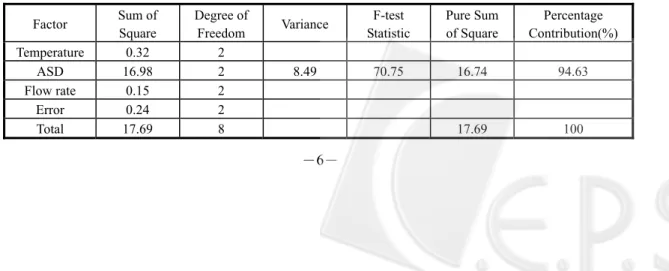
Temperature ASD Flow rate Level 1 48.48 51.31 48.44 Level 2 49.40 48.48 49.52 Level 3 48.80 46.90 48.75 Effect 0.92 4.41 1.08 4.硬度實驗 在射出成形模具之應用中,由於電鑄沉 積層補強之材料常為樹脂類,其強度較無法 承受在射出成形之充填過程中所產生之高溫 及高壓,因此電鑄沉積層之表面硬度即成為 重要之性質,本實驗針對不同製程參數對電 鑄沉積層之硬度進行探討,硬度為望大特性。 由實驗結果(Table 11)及所獲得之因子 反應表(Table 12)、因子反應圖(Fig.8)及變異 數分析表(Table 13)可以得知,對於電鑄沉積 層硬度影響最大之因子為電流密度,其次為 溫度,影響效果較不顯著之參數為流量。其
Fig. 7 Factor response graph of Elastic Modulus Table 10 ANOVA results for Elastic Modulus Factor Sum of Square Degree of Freedom Variance F-test Statistic Pure Sum of Square Percentage Contribution(%) Temperature 0.32 2 ASD 16.98 2 8.49 70.75 16.74 94.63 Flow rate 0.15 2 Error 0.24 2 Total 17.69 8 17.69 100
-7- Table 11 Experimental data of Micro-Hardness and
Signal to Noise Ratio Exp. y1 (HV) y2 (HV) y3 (HV) y4 (HV) y5 (HV) Average (HV) η 1 246.7 235 238.4 241.9 236.4 239.7 47.59 2 205.8 212.3 214.8 212.6 202.9 209.7 46.43 3 181.8 189.8 188.7 181.3 186.8 185.7 45.38 4 191.2 195.3 194.2 192.6 191.7 193.0 46.43 5 217.9 206 205 205.2 207.8 208.4 46.38 6 175.4 168.8 172.9 167.4 173.6 171.6 43.88 7 256.6 242.2 252.8 258.4 253.9 252.8 48.05 8 207 205.6 210.1 203.7 198 204.9 46.23 9 182.2 185.5 184 187.7 180.4 184.0 45.29
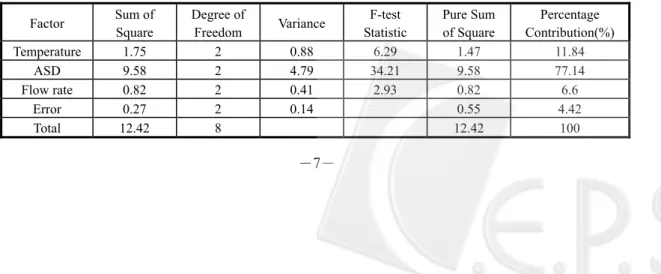
Table 12 Factor response table of Micro-Hardness Temperature ASD Flow rate Level 1 46.47 47.37 45.90 Level 2 45.56 46.35 46.05 Level 3 46.52 44.85 46.60 Effect 0.96 2.52 0.7 中電流密度與硬度呈正比之關係;電流密度 越大硬度也隨之上升,此種現象之產生原因 與彈性係數研究中之推論相同。雖然硬度為 望大特性,但據實驗結果顯示,僅在電鍍液 品質極為惡化時方會出現鍍層脆化之現象, 實驗中避免此現象發生。 另由因子反應圖中可判斷,在本研究範 圍中具有較佳硬度之電鑄層,需採用較高之 溫度(40℃),與較低之電流密度(1A/dm2),而 流量之影響亦不甚顯著。
四、結 論
本研究中主要為電鑄層厚度實驗以及電 鑄沉積層機械性質量測等兩個部份。電鑄層 厚度實驗方面,藉由不同之製程參數在48小 時之製程中,電流密度的大小對於電鑄沉積 層之厚度有相當重要之影響。 電鑄沉積層之機械性質受到電流密度的 影響極為顯著,其中彈性係數與硬度值皆與 電流密度呈正比,在物理性質的熱傳導性方 面則與電流密度呈反比,其原因皆與電鑄層 之緻密性相關。Fig. 8 Factor response graph of Micro-Hardness Table 13 ANOVA results for Micro-Hardness Factor Sum of Square Degree of Freedom Variance F-test Statistic Pure Sum of Square Percentage Contribution(%) Temperature 1.75 2 0.88 6.29 1.47 11.84 ASD 9.58 2 4.79 34.21 9.58 77.14 Flow rate 0.82 2 0.41 2.93 0.82 6.6 Error 0.27 2 0.14 0.55 4.42 Total 12.42 8 12.42 100
-8- 其次,電鑄沉積層之厚度、硬度、熱傳 導性質及彈性係數與電流密度之間的關係; 以及因尖端放電而引起之電鑄沉積層邊緣隆 起現象,在實際運用在模具製程上皆需多予 考慮,後續研究上將實際的應用電鑄技術於 微模具元件的製作。
五、參考文獻
1.楊啟榮, “微機電製程領域之精密電鑄技術”, 中 山 大 學 機 械 工 程 博 士 論 文, 2001, pp. 1-10.2.J. A. McGeough, M. C. Leu, K.P. Rajurkar, A. DeSilva, Q. Liu,”Electroforming Process and Ap-plication to Micro/Macro Manu-facturing”, CIRP Annals Manufa-cturing Tech., Vol. 50, 2001, pp. 1-16.
3.A. Rosochowski, A. Atuszak, “Ra-pid Tooling:the State of the Art”, J. of Materials Processing Tech., Vol. 106, 2000, pp. 191-198. 4.P. Yarlagadda, I. Ilyas, P. Chris-todoulou,
“Development of Rapid Tooling for Sheet Metal Drawing using Nickel Electroforming and Stererolithography Processes”, J. of Materials Processing Tech., Vol. 111, 2001, pp. 286-294.
5.Peter D. Hilton, Paul F. Jacobs, RAPID TOOLING:Technologies and Industrial Applications, Mar-cel Dekker, pp. 121-144. 6.K. Hsu Hou, M. C. Jeng, M. D.Ger, “A Study
in Wear Resista-ne Characteristics of Pulse Elect-roforming Ni-P Alloy Coatingsas Plated”, Wear, Vol. 262, 2007, pp. 833-844. 7.K. P. Wong, K. C. Chan, T. M.Yue,
“Influence of Spike Current in Different Shape Waveforms on the Hardness and Grain Size of Nickel Electroforms”, Journal of Materials Processing Tech., Vol. 117, 2001,
pp. 97-104.
8.M. D. Marrero, A. N. Hernandez, J. F. Cardeness, “A Technical on the Characterization of Electrofo-rmed Nickel Shells for their Ap-plication to Injection Molds”, Jo-urnal of Materials Processing T-echnology, Vol. 176, 2006, pp. 27.
9.ASTM INTERATION, 2004, “Test Method for Steady-State Thermal Transmission Properties by Means of the Heat Flow Meter Apparatus”.
10.ASTM INERNATION, 2004, “Test Method for Modulus of Elasticity of Thermostat Matals(Cantilever Beam Method)”.
11.ASTM INERNATION, 2004, “Test Method for Microindentation Hard-ness of Materials”.