玻璃刮痕消除機之發展
85
0
0
全文
(2) 玻璃刮痕消除機之發展 Development Of Fire Polishing Machine. 研究生. Student: Sheng-Chan Lin. :林聖展. Advisor: Shane Y Hong. 指導教授:洪錫源. 國立交通大學 機械工程學系 碩士論文. A Thesis Submitted to Department of Mechanical Engineering College of Engineering N a t i o n a l C h i a o Tu n g U n i v e r s i t y in Partial Fulfillment of the Requirements for the Degree of Master of Science in. Mechanical Engineering July 2005. H s i n c h u , Ta i w a n , R e p u b l i c o f C h i n a. 中華民國 九十四 年 七月.
(3) 玻璃刮痕消除機之發展. 學生:林聖展. 指導教授:洪錫源. 國立交通大學機械工程學系 碩士班. 摘. 要. 以一種創新的玻璃刮痕消除技術,利用熱源將玻璃表面加熱軟化至與刮痕深 度相同,迫使玻璃表面薄層溶解至液體狀態,使玻璃表層呈現黏性狀態,再藉由 冷卻玻璃的期間,玻璃會藉由表面張力的作用自行去填補刮痕,直到玻璃冷卻至 室溫,玻璃則會回復到原本的光滑狀態,這個技術,將其稱作為 controlled fire polishing。本文重點將針對玻璃特性的觀察與研究,整合資料,總結成設計功能 上的需求,並以連續生產線的觀念,設計出可直接放置於中央工廠操作的第二代 玻璃刮痕消除機,如此可更精確的掌握環境影響的因素,並且於機器增加更精密 的控制功能,並預留拋光前後熱處理的空間以增加拋光過程成功率。. i.
(4) Development Of Fire Polishing Machine student:S h e n g - C h a n L i n. Advisors:Dr. S h a n e Y H o n g. Department of Mechanical Engineering National Chiao Tung University. ABSTRACT. A new technique developed in removal of scratches on glasses utilizes flame to heat the surface of the glass and a thin layer, of the same depth of the glass scratches, will melt and appears obvious viscosity. Then, during quenching to the ambient temperature, the scratches will be “fixed” by the surface tension until they are removed and the surface of the glass turns out to be smooth, which is the technique we call “Controlled Fire Polishing”. The thesis integrates the data and information, stressed specifically on the observation and research of glass characteristics, to conclude out functional requirements of a new generation of scratch removal machine with more precise control unit, which can be adjusted to the environmental factors and capable of continuous production operating in the factory. There preserves space on both sides adjacent to the fire polishing area for heat treatment to yield more successful pieces under fire polishing.. ii.
(5) 誌. 謝. 兩年的研究所生涯,首先謹向洪錫源教授致上最深的謝意,感謝他對我的耐 心指導。也感謝百忙之中撥冗擔任口試委員的交通大學傅武雄教授、陳仁浩教 授,於論文內容上的指導,使得本論文更臻圓滿。 其次謝謝機械工程研究所產品及製程發展實驗室的湯岳儒學長,提供我實驗 上的幫助;同學國賢、中翰、秉衍、克維、雨軒、麗美,帶給我在研究所多姿多 采的生活;學弟妹建庸、勇潮、楠庭、靜翔,謝謝你們與我一起經歷這段歲月, 給予我許多協助,使我無論在簡報技巧、實驗方法抑或人際關係上,更臻於成熟。 最後更要謝謝我的父母,感謝您們的悉心栽培,讓我在求學過程無後顧之 憂。還有感謝女友彥君的支持與鼓勵,有妳才不會讓我覺得孤單。. 謹以此論文獻給我的家人及朋友,謝謝你們。. 聖展. 中華民國九十四年七月. 於國立交通大學機械工程學系. iii.
(6) 目. 錄. 中文摘要 英文摘要 誌謝 目錄 表目錄 圖目錄 符號說明. ………………………………………………………………… ………………………………………………………………… ………………………………………………………………… ………………………………………………………………… ………………………………………………………………… ………………………………………………………………… …………………………………………………………………. i ii iii iv vi vii ix. 一、 1.1 1.2 1.3 1.4 1.5. 緒論…………………………………………………………… 前言…………………………………………………………… 背景…………………………………………………………… 設計動機……………………………………………………… 設計目標……………………………………………………… 設計方向………………………………………………………. 1 1 3 8 9 9. 二、 2.1 2.2 2.2.1 2.2.2 2.2.3 2.3 2.3.1 2.3.2 2.3.3 2.3.4 2.4. 玻璃特性與表面刮痕消除之對策…………………………… 引言…………………………………………………………… 玻璃簡介……………………………………………………… 玻璃形成方式………………………………………………… 玻璃轉移溫度及轉移域定義………………………………… 玻璃的冷卻過程……………………………………………… 玻璃刮痕消除之對策………………………………………… 加熱方式……………………………………………………… 變形的抑制方法……………………………………………… 玻璃的支持法………………………………………………… 冷卻控制……………………………………………………… 總結……………………………………………………………. 11 11 11 11 11 13 15 16 21 23 24 25. 三、 3.1 3.2 3.3 3.4 3.4.1 3.4.2 3.5. 玻璃刮痕消除機設計………………………………………… 引言…………………………………………………………… 設計程序……………………………………………………… 機器功能需求………………………………………………… 構想設計……………………………………………………… 機器構想設計………………………………………………… 機器操作方式購想設計……………………………………… 具體化設計……………………………………………………. 26 26 26 27 29 29 33 33. iv.
(7) 傳動部份傳動馬達的選擇…………………………………… 傳動部份傳動元件的選擇..………………………………… 架設板設計…………………………………………………… 推進爪設計…………………………………………………… 玻璃輸出架設計……………………………………………… 機器附加設計…………………………………………………. 33 37 39 41 43 44. 四. 玻璃刮痕消除機之控制電路設計…………………………… 4.1 引言…………………………………………………………… 4.2 機器控制元件………………………………………………… 4.3 人機介面……………………………………………………… 4.3.1 控制面板的設計……………………………………………… 4.3.2 控制面板的配置……………………………………………… 4.4 配電箱設計與配置…………………………………………… 4.5 電路設計……………………………………………………… 4.6 機器耗電量計算……………………………………………… 4.7 機器完成與規格………………………………………………. 47 47 47 48 48 49 50 52 56 61. 五. 玻璃刮痕消除機試驗………………………………………… 5.1 引言…………………………………………………………… 5.2 設備與步驟…………………………………………………… 5.3 測試參數的選擇……………………………………………… 5.4 機器測試結果………………………………………………… 5.2.1 玻璃拋光測試………………………………………………… 5.2.2 拋光過程機器溫度量測………………………………………. 64 64 64 65 66 66 68. 3.5.1 3.5.2 3.5.3 3.5.4 3.5.5 3.5.6. 六. 結論與建議…………………………………………………… 70. 參考資料. ………………………………………………………………… 72. v.
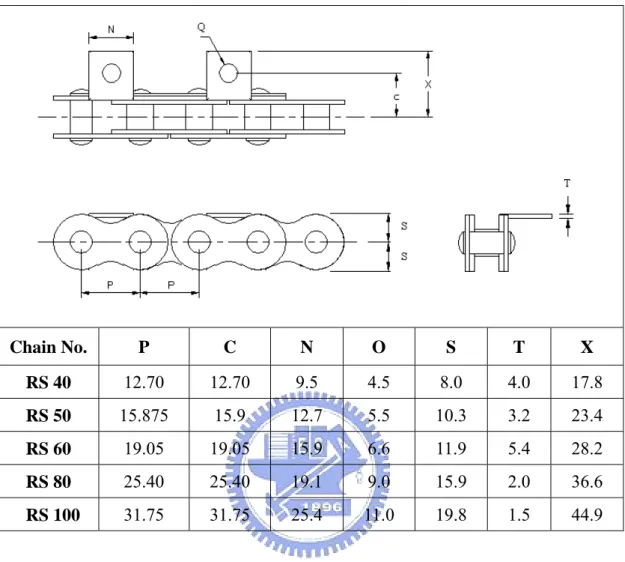
(8) 表 表1 表2 表3 表4 表5 表6 表7 表8. 目. 錄. 量測楊氏係數所使用的 Soda-lime glass 成分…………………… 22 紐約地鐵的玻璃窗尺寸…………………………………………… 28 機器設計功能特性與傳動機構之比較…………………………… 31 依馬達運轉模式不同的馬達功能特性比較……………………… 36 可選用的 RS 滾子鏈條標準規格表………………………………… 38 可選用的 RS 鏈齒輪標準規格表…………………………………… 38 各元件的最大功率負載值………………………………………… 61 機器規格表………………………………………………………… 63. vi.
(9) 圖 圖1 圖2 圖3 圖4 圖5 圖6 圖7 圖8 圖9 圖 10 圖 11 圖 12 圖 13 圖 14 圖 15 圖 16 圖 17 圖 18 圖 19 圖 20 圖 21 圖 22 圖 23 圖 24 圖 25 圖 26 圖 27 圖 28 圖 29 圖 30 圖 31 圖 32 圖 33 圖 34 圖 35 圖 36 圖 37 圖 38 圖 39. 目. 錄. 美國犯罪頻率排行榜分布佈比例圖……………………………… 1 controlled fire polishing 實行過程………………………………… 4 controlled fire polishing 實行原理………………………………… 4 火焰拋光所使用的氣體流率和火源移動速度所實驗出的結果… 5 火焰拋光所使用的氣體流率和火源移動速度所實驗出的結果… 5 火焰拋光所使用的氣體流率和火源移動速度所實驗出的結果… 6 火焰拋光所使用的氣體流率和火源移動速度所實驗出的結果… 6 火焰拋光所使用的氣體流率和火源移動速度所實驗出的結果… 7 火焰拋光所使用的氣體流率和火源移動速度所實驗出的結果… 7 火焰刷設計及運作圖……………………………………………… 8 玻璃轉移域之各工作點與黏性係數之關係圖…………………… 13 玻璃應變點溫度與玻璃體積收縮率變化圖……………………… 14 玻璃溫度與成型能力的關係……………………………………… 16 鈉鈣玻璃( soda-lime glass )在轉移域溫度時與黏性變化的關係… 17 市面常用的膠合玻璃尺寸………………………………………… 17 玻璃之熱膨脹特性曲線…………………………………………… 18 玻璃溫度在軟化點時的體積變化圖……………………………… 18 一般板玻璃的實際強度分布圖…………………………………… 19 鈉鈣玻璃溫度與強度的關係……………………………………… 20 使用共振法所測得的鈉鈣玻璃溫度與彈性係數的關係………… 22 玻璃受力過程之應力與應變曲線圖………………………………… 23 玻璃刮痕消除機之工程設計程序圖……………………………… 27 玻璃刮痕消除機構想設計圖……………………………………… 32 傳動系統具體化設計圖…………………………………………… 39 架設板設計圖……………………………………………………… 40 傳動系統與架設板銜接圖………………………………………… 40 馬達固定方式圖…………………………………………………… 41 玻璃運作過程上視圖……………………………………………… 42 推進爪推進玻璃運作過程側視圖………………………………… 42 推進爪與傳動鏈條之組合方式……………………………………… 43 玻璃輸出架完成圖………………………………………………… 43 機器附加設計完成圖……………………………………………… 44 噴嘴與機器相對位置圖…………………………………………… 45 拋光過程噴嘴火焰與玻璃的關係圖……………………………… 45 控制面板的功能設計及配置圖…………………………………… 48 機器使用者其所需使用空間……………………………………… 50 控制板架設於機器的位置………………………………………… 50 機器與電路系統整合圖…………………………………………… 51 實行自動模式的繼電器電路原始狀態……………………………… 52 vii.
(10) 圖 40 圖 41 圖 42 圖 43 圖 44 圖 45 圖 46 圖 47 圖 48 圖 49 圖 50 圖 51 圖 52 圖 53. 實行自動模式的繼電器於玻璃放置在機器傳送平臺的電路狀態…… 53 實行自動模式的繼電器於玻璃傳送至噴嘴處的電路狀態…………… 53 實行自動模式的繼電器於玻璃拋光完成的電路狀態………………… 54. 機器電路圖………………………………………………………… 55 電路設計流程圖…………………………………………………… 56 正弦交流電的三要素……………………………………………… 57 正弦交流電路的瞬時功率………………………………………… 59 機器完成圖………………………………………………………… 61 拋光前的玻璃試片………………………………………………… 67 Well- polished 的玻璃試片………………………………………… 67 Over-treated 的玻璃試片…………………………………………… 67 Under treated 的玻璃試片………………………………………… 68 機器於拋光過程各機構之溫度…………………………………… 69 火焰吹打至玻璃表面所造成的火焰折射現象…………………… 71. viii.
(11) 符 號 說 明 Tf. 凝固點溫度. Tg. 轉移溫度. E Young’s Modulus α 表面應力 a0 平均原子間距離 σm 理論強度 VL. 馬達可調速範圍. ML 馬達最大載重 D. 齒輪直徑. MP 齒輪重量 μ. 摩擦係數. η. 傳送效率. JG. 負載慣性慣量. Jm1. 傳送及加工物負載慣性慣量. Jm2. 齒輪的負載慣性慣量. TL. 負載轉矩. Um. 電壓幅值. Im. 電流幅值. ω. 正弦交流電的角頻率. ψu 正弦交流電電壓的初相位 ψi. 正弦交流電電流的初相位. ψ. 相位差. U. 交流電電壓的有效值. I. 交流電電流的有效值. P. 主動功率. Dg. 玻璃與機器轉軸軸心之距離. ix.
(12) 一、序論. 1.1 前言. 隨著台灣工業的成長與進步,玻璃產品已充斥在我們的生活之中,玻璃的用 途上也愈來愈廣泛,無論從一般的平板玻璃和玻璃容器製品,甚至到高科技的 LCD、光纖玻璃、電子線路基版、半導體元件等,都可以體會到玻璃研究的價值。 玻璃帶給了我們生活的便利,但在新的玻璃技術發展技術成型以前,已可以發現 到玻璃淺在的問題,即是刮痕產生的問題,玻璃的刮痕會造玻璃成表面的不光 滑,且也會大大的影響到其強度等性質,玻璃特性極為複雜,就連玻璃製造工廠 的生產線對於玻璃的刮痕缺陷也沒有一個合適的解決之道,因此面對玻璃刮痕的 消除工作是一項相當嚴謹的挑戰。. 《華盛頓觀察》週刊( Washington Observer weekly ) 03 年第 45 期 (總第 61 期:12 月 03 日) [7]寫到,蓋洛普民調公司對美國犯罪率排行榜做的的調查顯示(圖 1),在公共設施上亂寫亂畫的破壞公物罪( Graffiti Vandalism ),是美國 2003 年發 生頻率最高的一項犯罪。有 15%的美國人回答說自己或自己的家庭成員有過房 屋,汽車或其他物品被這些“塗鴉”藝術家破壞的經歷,其中據調查破壞公物罪的 報警率大約只有 70%,因此可以發現勢必有超過兩成的美國民眾有被破壞公物的 困擾。其中範圍也包括了在玻璃上做刮痕式的“塗鴉”藝術,更有人在列車的玻璃 上使用鑰匙、刀片、砂紙、石頭把玻璃弄得到處是刮痕,其不但使玻璃產生白色 的刻痕且使玻璃變的不透明,使人感覺到不舒服。. 圖 1:美國犯罪頻率排行榜分布佈比例圖 1.
(13) 塗鴉( Graffito )在義大利文的涵義是指亂寫的意思,而塗鴉的複數型態 (Graffiti)則是指所謂的在牆上做出破壞式塗鴉的圖或畫像。直到了 70 年代初 期,一般的罐裝的噴漆可以輕易買到後,在地鐵的火車車箱到街到的牆面,無一 倖免的,到處可見各式各樣的塗鴉現象。到了 80 年代,美國紐約地鐵開始整頓 塗鴉,共提出了四種整頓方式:(1)購買不鏽鋼車廂。(2)把現有不鏽鋼車廂重新打 造,使之能防塗鴉。(3)把現有非不鏽鋼車廂用抗塗鴉的漆重新噴漆。(4)隨時檢 查,一發現遭到塗鴉,馬上送廠處理。也因如此,到了 90 年代,塗鴉者無法再 藉由地鐵車箱噴漆塗抹來表達不滿、發洩情緒等,因而轉戰了用較堅硬的事物對 地鐵的玻璃窗進行塗鴉刮痕。. 像在紐約地鐵塗鴉的問題相當的嚴重,固然車子外面都很乾淨沒被用油漆亂 噴,但是列車的車窗,卻是慘不忍睹,車窗上到處都是刮痕,這些刮痕都是隨意 的塗鴉,無論新舊車都不能倖免。紐約地鐵當局也想整頓,問題是美國的聯邦補 助在越來越少的情況下,整頓的經費不足,要保養維護這些車子真的是難上加 難,因此很不希望這樣紐約地鐵當局近十年來辛苦抗戰塗鴉就化為烏有了,且也 不是只能嘆氣得說沒錢難辦事了。因此勢必要找出其他更有效率且便宜的方法來 消除玻璃上的塗鴉刮痕。一般來說,被塗鴉的目標在牆壁上,還可以重新塗上油 漆來清除;但一旦刮痕塗鴉在玻璃門窗上時,磨也磨不掉,是永久的損壞,只能 藉由替換來解決此問題,其不但相當費時且浪費成本,根據調查發現在 1996 年 全美國因為玻璃刮痕的問題,耗費了社會成本就高達了十億美元之多。除此之 外,也慢慢地可以發現到,不只在美國紐約地鐵有遭受到玻璃被塗鴉的情形,此 問題已經漸漸的擴散到世界各個角落,因此再不有適當的方法去解決,往後所消 耗的社會資源將會遠高於往昔,本研究目的的最大課題乃是找尋新技術來解決日 與劇增的玻璃刮痕問題。. 此外,玻璃上的刮痕不只會造成不雅觀,更會大大的減低了玻璃的強度性 質,當玻璃表面上有缺陷( flaw )或微細小刮痕等,不論是人為所造成的缺陷;還 是空氣中的風沙或小石所造成的微小刮痕,這都會造成當玻璃受力時,在表面缺 陷兩端產生的應力集中的現象而大大地降低了玻璃的強度。經實驗發現實用玻璃 強度比理論玻璃強度小了 100 倍,這和表面缺陷有很大的關係,因此嘗試去消除 玻璃表面的刮痕是相當值得去挑戰的地方。. 2.
(14) 1.2 背景. 在美國哥倫比亞大學博士班學生 JUN 經由實驗,利用乙炔─氧氣和丙烷─ 氧氣兩種不同的混合性氣體當燃料對玻璃進行刮痕消除的測試,以火源移動的速 度、火焰噴嘴口與玻璃的距離、燃燒氣體與氧氣的混合比、混合氣體的流量等四 個參數交互做實驗測試,成功的找出了在某些參數範圍內真的可以成功的達到玻 璃表面刮痕相除的功效(圖 4 ~ 圖 9),並且已成功的設計出玻璃刮痕消除機─火 燄刷(圖 10),這是指一種利用創新技術的機器,可將玻璃表面加熱軟化至與刮痕 深度相同,迫使玻璃表面薄層溶解至黏性狀態如圖 2 所示,再藉由自然地冷卻玻 璃的期間,玻璃會藉由表面張力的作用自行去填補刮痕如圖 3 所示,直到玻璃冷 卻至室溫,玻璃則會回復到原本的光滑狀態,這個技術,稱作為 controlled fire. polishing 。其中將表面受熱熔解的玻璃分成三大部分,第一為主要熱處理區 (Essential heat treating zone);第二為溫度傳入區(Heat flux absorbing zone);第三 為安全區(Safety zone)。第一區的包含範圍需與玻璃表面刮痕的深度相同,於拋 光的過程此區的最佳溫度’將控制在玻璃的軟化點溫度以上,此時玻璃才具有重 新成型的能力;第二區為玻璃因表面受到高溫熔解時熱傳量傳導至內部的區域, 此區溫度控制於玻璃軟化溫度以下,使玻璃不具流動能力;第三區的溫度需控制 於 300℃以下,以避免膠合玻璃(Laminated Glass)中心所夾入的聚乙烯丁醛樹脂 中間膜(PVB)因高溫而損壞。因此在實行 controlled fire polishing 原理時,必須控 制玻璃表面的溫度值,而影響玻璃於加熱過程表面的溫度主要有兩大因素,第一 是噴嘴所吹出的火焰溫度,噴嘴的火焰溫度主要是以控制進入噴嘴的混合氣體流 量大小以及氣體的混合比例來達成,所以在實行過程,丙烷與氧氣的流量以及混 合比例是需要掌握的參數;第二是玻璃與噴嘴相對移動的速度,因兩者彼此相對 移動的速度會影響到玻璃經由噴嘴所吹出的火焰過程中所吸收的熱量大小,因此 玻璃與火焰的相對速度亦是必須要掌握的參數之ㄧ。. controlled fire polishing 處理玻璃過程中就好比一塊冰塊一樣,雖然一開始在 冰塊表面上施予一刻痕,但只要將冰塊表面薄層溶化再使之再次結冰,即會恢復 原本冰塊平滑表面的模樣。且在操作此機器進行玻璃刮痕消除的同時,並不像一 般拋光玻璃所使用的磨削方式會減少玻璃的總體積值,且在處理過程中擁有不會 產生廢棄物或使用腐蝕性的化學物質,且還擁有速度快、成本低等優點。. 3.
(15) 圖 2:controlled fire polishing 實行過程[32]. 圖 3:controlled fire polishing 實行原理[32]. 4.
(16) 圖 4:火焰拋光所使用的氣體流率和火源移動速度所實驗出的結果. (使用丙烷與氧氣混和比例 1:3.4,噴嘴與玻璃距離 1.3 ㎝)[32]. 圖 5:火焰拋光所使用的氣體流率和火源移動速度所實驗出的結果. (使用丙烷與氧氣混和比例 1:2.9,噴嘴與玻璃距離 1.1 ㎝) [32]. 5.
(17) 圖 6:火焰拋光所使用的氣體流率和火源移動速度所實驗出的結果. (使用丙烷與氧氣混和比例 1:3.9,噴嘴與玻璃距離 1.0 ㎝) [32]. 圖 7:火焰拋光所使用的氣體流率和火源移動速度所實驗出的結果. (使用丙烷與氧氣混和比例 1:3.3,噴嘴與玻璃距離 0.9 ㎝) [32]. 6.
(18) 圖 8:火焰拋光所使用的氣體流率和火源移動速度所實驗出的結果. (使用乙炔與氧氣混和比例 1:1.2,噴嘴與玻璃距離 5.8 ㎝,傾斜角 2∘) [32]. 圖 9:火焰拋光所使用的氣體流率和火源移動速度所實驗出的結果. (使用乙炔與氧氣混和比例 1:1.2,噴嘴與玻璃距離 3.5 ㎝,傾斜角 2∘) [32] 7.
(19) 圖 10:火焰刷設計及運作圖[32]. 美國哥倫比亞所設計的火焰刷是採攜帶式的方式設計,因此體積較小,且附 有吸盤式的設計,方便吸附於玻璃進行刮痕消除。並利用步進馬達來驅動控制噴 嘴移動,使火焰所吹出的均勻火源,透過精密的馬達控制移動速度,準確的掌控 玻璃表面溫度以及熔化量,有效的對玻璃進行表面刮痕拋光處理。. 1.3 設計動機. 伴隨著時代的成長,玻璃塗鴉的風氣卻日漸擴大,直到現今玻璃刮痕的問題 不但尚未解決,且還更加嚴重。在操作攜帶型玻璃刮痕消除機玻璃進行刮痕消除 時,必須精確的控制丙烷與氧氣混合的比例以及流率,使噴嘴所產生穩定且合適 的火燄溫度可恰好熔化玻璃表層,再借由表面冷卻的過程完成玻璃刮痕消除,因 此在參數的控制是必須要精確掌握的,但攜帶型的火焰刮痕消除機是屬於在室外 操作型的機器,如此較不易於掌握環境溫度的因素影響,所以較適用於局部受損 的玻璃作修復使用。因此必須要有一新型的玻璃刮痕消除機設計,使之可更準確 8.
(20) 並更有效率的進行玻璃刮痕消除的工作。. 此外,新型刮痕消除機的設計,還可盡量減少玻璃局部受熱的範圍,使玻璃 可保持物理特性的均勻性;並且在玻璃拋光的過程中可避免掉重力因素的影響, 以增加拋光的成功率。. 1.4 設計目標. 攜帶型的玻璃刮痕消除機因攜帶方便,所以較適用於室外且受損面積較小的 玻璃進行修補用,但除此之外,還可設計出第二代火燄拋光機,第二代的機器可 直接放置於中央工廠操作,如此可精確的掌握環境影響的因素,並且可增加更精 密的控制功能以增加玻璃提升拋光的成功率,並且其中控制參數可經由專業人員 控制,並保有技術保密的優點。第二代的玻璃刮痕消除機是以連續生產線的觀 念,並且可處理較大量且較大面積的玻璃,可更有效率的進行修補受損玻璃,並 預留拋光前後熱處理的空間以增加拋光過程的成功率. 如此,將來玻璃刮痕消除機可分為攜帶式與固定式兩種機型。攜帶式的傾向 於商業外租或外賣機器的模式來經營;而固定式的則屬於收取客戶的受損玻璃進 行處理以從中收取利潤的模式來經營,兩種機型皆有其需求,並且使用範圍個別 獨立,因此可同時存在。且固定式的機器只要在受損玻璃在非破裂的狀況下皆可 透過有效的拋光處理,讓拋光完成的玻璃可以馬上與受損玻璃作替換使用,以降 低處理廢棄玻璃以及重新製造玻璃的成本、維護資源等優點。. 1.5 設計方向. 本設計重點在設計出第二代固定式的玻璃刮痕消除機,並以之前攜帶型的拋 光模式為基礎,並改良攜帶型機器只能針對單片玻璃進行刮痕消除加工的不足, 發展出可大量進行玻璃刮痕消除的機器設計,在設計的過程,將針對玻璃特性的 9.
(21) 觀察與研究,整合資料,總結出玻璃刮痕消除所需要的參數,針對系統參數整合 成設計功能上的需求,再從功能的需求中評估機器傳動與支持玻璃的方式,以及 改善先前技術只能處理單一玻璃的不便,重新套入機械設計程序,從系統設計到 細部零件設計到加工組裝完成,並作測試,以設計出可達到高速拋光目標的玻璃 刮痕消除機。. 10.
(22) 二、玻璃特性與表面刮痕消除之對策. 2.1 引言. 在設計玻璃刮痕消除機來消除玻璃表面刮痕之前,必須要先對玻璃的特性有 所了解,才能妥善的利用玻璃與溫度間的物理變化關係來達到表面刮痕消除的目 的。在設計機器前先對玻璃與溫度變化關係做充分的了解,才能有更牢固的基礎 理論去設計出最佳適用的玻璃刮痕消除機器,因此,本章節將針對玻璃的特性來 探討如何來達到玻璃刮痕消除的理論。. 2.2 玻璃簡介. 2.2.1 玻璃形成方式. 世界上多數的液體只要在冷卻時,降低到達一定的溫度後會有逐漸凝固生成 結晶的特性,但某種液體冷卻時,卻逐漸增加黏性而不會凝固,最後也不產生結 晶而成堅硬的固體,這種物質若在常溫加熱,又會逐漸而再度成為液體,但又不 像結晶物質顯示出一定的熔點,這種非結晶的凝固物即稱為玻璃狀態 ( Glassy. state ),而具有此狀態的物質,稱為玻璃。. 玻璃是藉由加熱原料到超過熔點的高溫而製成,多數商業化玻璃是矽酸鹽、 鈉、灰石組成的變化。矽酸鹽通常是用常見的石英砂( SiO2 ),而 Na2O 和 CaO 用來當做鈉灰( Na2CO3 )及來姆石( CaCO3 )添加。. 2.2.2 玻璃轉移溫度及轉移域定義. 一般物質於高溫液體時開始慢慢冷卻,其體積將會隨著溫度的降低而慢慢減 少,直至到了物質的凝固點溫度( Tf ),其體積就將急速的減少之,同時固化而變 成結晶狀態。當溫度再繼續下降時,體積就將再度繼續隨著溫度的降低而減少, 這就是一般之結晶物質因溫度變化而產生體積變化的典型特徵。 11.
(23) 但在換作是玻璃的場合時,就不以為然了。起初一樣的,玻璃於高溫液體時 慢慢將其冷卻,其體積也將隨著溫度的降低而減少,但到達凝固點溫度時,體積 並不會有急速減少的現象產生,反倒是慢慢的增加其黏性,並緩慢的減少體積, 直到最後不成結晶質而變成了玻璃狀態。在從液態玻璃開始冷卻至玻璃結晶狀態 時,在到達某一點溫度( Tg )以下時,其將會變為硬且脆的狀態,其黏性係數約成. 1014. .6. poise 以上之值,而體積變化率也變小之。具有如此之性質對於溫度之急. 烈變化之點( Tg )來說,此點即稱之為「轉移點」,對於此時的溫度稱謂「轉移溫 度」 ( Transformation Temperature )。. 所謂轉移溫度,係表示在最初使物質狀態變化之溫度的意思而命名之,而現 在對此溫度之玻璃狀態變化立場來看,是極為複雜,不能當作簡單之相變化來處 理。但若保持玻璃在此轉移溫度以上之某一定之溫度時,可認明其物理性質就隨 著時間而變化之,保持十分長時間之一定溫度時其性質及時間也逐漸地近於一定 之值,並可以到達其溫度相應之某一平衡值,如此在一定溫度下與時間一起而變 化其性質且達到平衡值之這種現象稱為「轉移現象」。表示轉移現象之溫度範圍 稱為「轉移域」( Transformation Range )。通常轉移域是指由轉移溫度到軟化溫 度這之間的溫度而言。 轉移域即是指由轉移溫度到軟化溫度之間而言,一般可 定義分為 4 個階段:(圖 11). (1) 應變點 ( Strain Point ): 指玻璃之內部應變在 4 小時能實際除去之溫度。應變點是玻璃之黏性係數具 有η=1014..5 之值的溫度。在此溫度以下,在事實上,玻璃是不會引起黏性流動的。. (2) 退火點 ( Annealing Point ): 指玻璃之內部應變於 15 分鐘能實際除去的溫度。緩冷點為玻璃之黏性係數 保持在η=1013.0 值之溫度也。. (3) 軟化點 ( Softening Point ): 在均勻直徑 0.55~0.75 mm 長 23.5 mm 之玻璃纖維上部 10 cm 處,以每分鐘 約 5 ℃ 之溫度加溫時,指以用本身的重量能以每分鐘 1 mm 之速度伸長之溫 度,即黏性係數η=107.6 之溫度。. 12.
(24) (4) 作業點 ( Working Point ) 指適合玻璃成形的溫度,一般來說,即黏性係數η=104 之溫度。. 圖 11:玻璃轉移域之各工作點與黏性係數之關係圖[23]. 2.2.3 玻璃的冷卻過程. 當欲使用火焰刮痕技術來消除玻璃刮痕,不但要能成功移除玻璃表面上的刮 痕,但也必須要確保玻璃的強度性質不會受到相當程度的影響,不然,即使成功 消除了刮痕,但卻大大降低了玻璃的強度,也會造成不可預測的危險存在。本節 將對針對常用玻璃熱處理以及冷卻的方法來做介紹。. 玻璃的冷卻方式可分為兩種,其一是以一定的冷卻速度冷卻之,其二是使玻 璃保持在一定溫度的方式冷卻之。前者是將玻璃於一定速度冷卻,把玻璃構造凍 結於一定的構造溫度,使折射率安定化、一定化。而後者是在一定溫度長時間保 持,以除去熱應變,使構造安定化後,再徐徐冷卻,防止應變。目前玻璃退火的 過程是由加熱升溫過程、定溫保持過程、定速冷卻過程以及急速冷卻過程組成。 13.
(25) 玻璃的緩冷操作是熱處理加工的最後過程。玻璃在成形操作中,受到急速冷 卻到常溫,將會有熱的應變產生,而改變玻璃原來的物理性質,如玻璃的折射率, 比重或機械性亦會受影響。特別是光學玻璃的折射率變化。. 玻璃自高溫冷卻時,其黏度逐漸增大,體積減少達到某程度時即無黏性,玻 璃實際上已變成堅硬且脆,此點即為玻璃應變點,這時的溫度稱為應變溫度。如 圖 12 所示,比 S 點較高的部份,其膨脹(收縮)率較大,S 點以下則比較小。應變 溫度點,隨著玻璃的種類不同而異。今將玻璃自高溫冷卻時,表面首先變冷,而 內部溫度下降較遲,玻璃表面先達到 S 點,而成堅脆狀態。若再冷卻時,S 點溫 度將逐漸自表面內移,已經到達 S 點以下溫度的表面部份,其收縮率較內部小, 因此內部的玻璃收縮時,表面部分已呈現堅脆而收縮率更小,以致難以適應內部 收縮,結果玻璃雖已全部固化,但仍有應變狀態存在。換言之即表面部分殘留有 壓縮應力,而內部則為擴張應力,此時應力的大小,受通過 S 點的冷卻速度影響, 相反的,如果從高溫迅速冷卻時,就有很大的應力殘留,在 S 點的附近較緩冷卻 時,應力就變的很小,此外應力的殘留與玻璃厚度亦有相關。一般而言,如果將 玻璃冷卻時,若內部冷卻至室溫時,製品內外層沒有溫度差,而沒有膨脹收縮的 現象,應力也隨著消失,稱為暫時應變( temporary strain ),另一方面若玻璃成形 時,自高溫半熔融的玻璃狀態,急速冷卻而固化,因內外層的膨脹收縮而產生的 應力,即使在冷卻至室溫時,也無法完全消失,而能有一部份殘留在玻璃中。這 種現象稱為永久應變。. 圖 12:玻璃應變點溫度與玻璃體積收縮率變化圖. 14.
(26) 今欲消除玻璃自高溫冷卻時所產生的熱應力時,必須供玻璃再度加熱至應變 點以上。如果超過此點過高時,會有急劇的塑性,而無法保持玻璃的形狀。應力 的消除速度,在溫度愈高時愈快,實際上工廠中以 15 分鐘為準,能消除其應力 的溫度,稱之為應力消除溫度,或退火溫度 ( Annealing temperature ),消除應力 的退火溫度如圖中的 A,將溫度升到 D 以上時。玻璃會因自重量而發生塑性變 形。退火操作初期時,將溫度提高,一旦所產生的應力消失,在徐徐地將溫度下 降,即可達到所需的成形品。這種情形必須慎重地操作,否則就無法成為不具應 力狀態的玻璃。在實際上,工廠有個錯誤的想法常認為將溫度充分地提高,然後 再冷卻不論如何操作,均可達到退火目的,或將成形的玻璃,盡量地慢慢冷卻, 使玻璃的表層與內層,沒有溫度差別,及無應力存在。. 2.3 玻璃刮痕消除之對策. 由玻璃特性可發現,欲要消除玻璃表面刮痕,必須要將玻璃表面溫度加熱到 玻璃轉移溫度以上,使玻璃表面變為黏性,並藉由表面張力以及重力的作用使玻 璃自行填平表面刮痕,再藉由冷卻使玻璃固化而完成拋光的效果,不過當玻璃在 轉移域溫度這範圍的特性關係是相當複雜的,此過程也將伴隨著在玻璃內部產生 應力,稍有不慎,將會導致玻璃爆裂現象,因此設計此拋光機器之前必須先針對 所將面臨到的問題,先行評估與分析玻璃固有特性,訂定出對策以作為機器設系 的需求。. 玻璃隨著提高溫度,玻璃相的變化會伴隨產生黏性的變化,但在相的變化之 前玻璃卻是以彈性的變化為主,而其中在黏性和彈性變化交界的過程玻璃則是呈 現黏彈性的變化成長,且在此階段玻璃還會伴隨的黏彈性變化的影響產生內應力 的現象。因此本章節除了探討到玻璃黏性、彈性、強度與溫度的變化關係外,也 將考慮和結構強度較有關者為楊氏係數( Young’s Modulus )與熱膨脹等玻璃的性 質。. 從玻璃特性的觀點來考慮玻璃在做火焰拋光熱處理時,可歸類應需注意的四 大要點,以下將針對此四大要點以及玻璃特性的影響做詳盡的分析討論:. 15.
(27) 2.3.1 加熱方式. 加熱玻璃的過程是為了迫使玻璃提高黏性,因唯有在黏性的範圍內,玻璃才 附有重新成型的能力(圖 13),但加熱玻璃的方法伴隨著在熱處理的問題,以何種 方式加熱玻璃且需要多高的溫度,這是值得以下做探討的。 (logη) 20. 16 12 8. Forming. 4. Pouring. Tg. Melting 0. 0. 400. 800. 1200. o 1600 ( C). 圖 13:玻璃溫度與成型能力的關係[32]. 玻璃的黏性是隨溫度而變化,更是支配玻璃之熱處理作業之難度因素之一。 玻璃和非晶形材料的固化並不同於結晶結構材料,冷卻時,玻璃會隨著溫度的降 低以連續的方式變得愈來愈黏稠,且液體變成固體時,並不像結晶材料一樣具有 一個固定的溫度。且當在熱處理過程中控制不當,加工溫度與黏度的影響還會造 成玻璃在成型的過程中產生變形與失透的現象。. 當玻璃物質被加熱至玻璃轉移溫度以上時,會慢慢開始降低黏性,隨著溫度 的增高,黏度愈低,此時的玻璃分子間的凝急力也伴隨著降低,因此適合成形, 本實驗也將利用玻璃此特性,將玻璃表面加熱至高於其玻璃轉移溫度,降低玻璃 表面黏度,再藉由玻璃表面的張力以及地心引力的作用,攤平玻璃表面填平刮痕 以達到拋光玻璃表面的目的,也因此加熱玻璃的熱源溫度必須要可以使玻璃表面 溫度提高至軟化點以上。. 16.
(28) 16. Strain point. Log Viscosity (P). 14 12. Annealing point. 10 Softening point. 8 6 4. Working point. 2 0 500. 700. 900. 1100. 1300. Temperature (oC). 圖 14:鈉鈣玻璃( soda-lime glass )在轉移域溫度時與黏性變化的關係[32] 一般於地鐵玻璃窗常用的玻璃屬於膠合玻璃( Laminated Glass )(圖 15),膠合 玻璃乃是在高溫高壓中利用兩片 soda-lime glass 中間夾入強韌而富熱可塑性的樹 脂中間膜 polyvinyl butyral ( 聚乙烯丁醛樹脂 ) 所製成的。當玻璃受到破壞性外 力撞擊後,如颶風、地震或人為蓄意之破壞等,玻璃的碎片仍緊緊地黏著在夾層 的中間膜上,故不致發生像一般單層玻璃因碎片飛散而造成意外的傷亡事件,因 此又稱之為安全玻璃。也因如此,針對膠合玻璃拋光過程也增加了更多挑戰性, 因膠合玻璃的中間 PVB 夾層只能承受 300℃以內的溫度,因此拋光加熱的過程 就不能使用與玻璃轉移域溫度相近的熱源直接對玻璃持續加熱,以避免溫度傳至 中間 PVB 夾層,破壞了玻璃內部的結構。. 單位:mm. 圖 15:市面常用的膠合玻璃尺寸. 當在加熱玻璃至黏性範圍的過程,最常見的即是在玻璃熱膨脹或收縮作用 時,所導致玻璃發生形變的問題,嚴重時更會使玻璃產生內應力而發生玻璃破 17.
(29) 裂,因此玻璃熱膨脹與溫度的特性也是此實驗相當重要的因素,適時掌握玻璃熱 膨脹的特性,避免玻璃在拋光的過程中急速膨脹或收縮是控制實驗參數的關鍵。 一般來說,體積膨脹率約為線性膨脹率的 3 倍,而玻璃在 0 ~ 300 ℃的溫度範圍 下,膨脹率是以線性的方式成長,且直至玻璃轉移溫度以上才會有明顯的非線性 變化發生。(圖 16)。. 伸 度. 溫度 圖 16:玻璃之熱膨脹特性曲線. 但當溫度超過了玻璃轉移溫度直至應變點膨脹率則急速增加,直到了軟化點 之溫度才停止膨脹現象發生(圖 17)。. 圖 17:玻璃溫度在軟化點時的體積變化圖[27]. 在拋光過程中,熱膨脹所帶來的應力衝擊是否可以在不引起爆裂的狀況下成 功完成,強度亦是很重要的一環,歸類造成玻璃破碎的最大特徵可分為拉應力作 18.
(30) 用和表面缺陷兩大部分。一般來說玻璃所能承受的壓應力值大於拉應力值,所以 單所謂破壞強度乃是指拉應力。而在所謂的拉應力不完全是外來的受力,也包括 了玻璃在加熱或冷卻過程因玻璃膨脹率的影響所產生的熱應力因素。且玻璃的表 面強度與表面的形狀(有無傷痕)、熱處理、化學處理、貯藏條件、測定條件(加重 的速度與加重的時間以及大氣)等有很大的變動。因此,在某一條件下測定的強 度可套用理論強度的攻勢來推算可以得到:. Eα. 理論玻璃強度 σm =. a. (2-1). o. 帶入一般常溫板玻璃的參數值:. E = 7 x 105 kg / cm2 α= 3 x 10–4 kg / cm. ao = 2 x 10-8 kg / cm2 得到: 5. 2. 理論強度應為 σm = 1 x 10 kg/cm. (. 6. = 1.4 x 10 psi. ). 可是經由實驗結果所得到的玻璃實用強度結果卻相當分散的,但結果如圖可 看到強度多在 103 kg / cm2 左右(圖 18),即只有實際強度只不過是理論強度的 1 /. 100 左右。這和玻璃表面形狀分布之欠陷、試片的形狀大小、玻璃纖維的拉長強 度、加重速度或時間等無法掌握的因素有著重要的關係。. 數 目. 強度 102 kg / cm2. 圖 18:一般板玻璃的實際強度分布圖. 19.
(31) 玻璃在加熱的過程中無法改變的是不斷增加的熱膨脹係數和玻璃的實際強 度,而為了避免在加熱玻璃至軟化點的過程因過度膨脹而產生的內應力作用導致 玻璃爆裂,唯一可以能改變的是,盡可能的減少玻璃加熱過程的瞬間膨脹量,也 表示玻璃受熱的區域必須盡可能的減少,使玻璃在受熱的過程只有極小體積的部 分發生膨脹,迫使小體積所膨脹產生的應力不足以超過玻璃實用強度而造成破壞 的力量,因此所選用的加熱火源部份必須只能瞬間劃過玻璃表面,只使玻璃表面 一薄層熔化,而玻璃內部的溫度不至於受到熱源的影響而提高造成玻璃內部也有 受熱膨脹的現象產生。不過只有如此,也還是不夠,因為雖然從早期的論文就可 以知道,玻璃的機械強度受到玻璃本身溫度的變化所影響(圖 19),但現今卻發現 到,其實強度不只伴隨著玻璃溫度變化的影響,連帶還會隨著加熱時間的長短而 有不同的結果,也所以,避免玻璃在熱處理的過程造成破裂,加熱的時間也是一 個必須列入考量的因數之一。. 圖19:鈉鈣玻璃溫度與強度的關係[24]. 圖 19 所示玻璃強度實驗所使用的鈉鈣玻璃 ( soda-lime glass ) ,其成份約為. 68 wt﹪SiO2;15 wt﹪Na2O;5 wt ﹪CaO;4 wt﹪MgO;2 wt﹪Al2O3;2 wt﹪BaO; 1 wt﹪B2O3;和些許的氧化物。玻璃轉換溫度約為 520 oC 。而實驗的過程,為 了避免在冷卻的步驟時產生殘留應力而影響到實驗結果,因此實驗溫度必須低於 玻璃轉換溫度。(玻璃材料加熱到溫度高於玻璃轉換區域但低於軟化點的溫度再 進行冷卻,稱為玻璃回火。此過程會儲存表面殘留壓應力。). 20.
(32) 從以上的分析,針對加熱方法的對策,以防止玻璃在加熱過程中所發生的爆 裂現象,訂定了下列四大項在加熱過程中的需求對策:. (1) 加熱的火源必須均勻且加熱的面積也必須愈小愈好。 (2) 避免過度局部加熱,會造成玻璃局部膨脹而爆裂。 (3) 火燄溫度必須可以使玻璃表面溫度提高至軟化溫度。 (4) 加熱速度必須可控制。. 綜合上述四點,訂定出火焰必須要能愈細且可涵蓋整片玻璃寬度的範圍。所 以在火焰噴嘴的設計與配合上也是一需要挑戰的課題。. 2.3.2 變形的抑制方法. 在高溫的液狀玻璃,隨著溫度之降低而逐漸增加其黏性,伴隨著非連續的變 化,最後在不結晶化變成過冷卻的液體,即玻璃在高溫時為液體;但在常溫下的 玻璃,其在破壞之前就按照虎克定律之法則,近似於理想的彈性固體,即玻璃在 常溫為固體。這也表示玻璃高溫為黏性物質,常溫為彈性物質。也因此在黏性(高 溫)及彈性(常溫)之中間溫度域就容易推測有黏彈性之存在,也因為有此複雜的交 錯的黏彈性現象,不容易掌握與推測其狀態,所以在這必須特別注意的是,彈性 係數和黏性係數是造成玻璃熱處理過程破裂或變形的眾多重要因素之一。. 大部分的玻璃,其彈性係數會隨著溫度的提高而降低。很多人測定到軟化點 為止的玻璃彈性係數和溫度的關係如圖20所示,此時玻璃的Poisson’s ratio,也會 隨著溫度的增大最後會慢慢增加至接近液體之最大值0.5。一般的玻璃通常是和 金屬同樣隨著溫度之上昇而減少其彈性率,而當玻璃的處於較高溫度的時候其彈 性係數會有明顯的變化,一般玻璃在室溫的彈性係數約為 71.6 GPa,當溫度升 高為 450–550 ℃ 時,玻璃的楊氏係數降低至 66.2 - 64.0 GPa,平均約為 65.1. GPa。 如今量測玻璃的楊氏係數大多使用共振法 ( resonance method ) ,相對應. ASTM standard C623–92,以上數據所適用的玻璃大小為 75.43 · 14.80 · 3.26 mm, 成分如表 1 所示。 21.
(33) 圖 20:使用共振法所測得的鈉鈣玻璃溫度與彈性係數的關係[25]. 表 1:量測楊氏係數所使用的 Soda-lime glass 成分 Oxides. Concentration ( wt ﹪) Concentration ( mol ﹪). SiO2. 71.0. 71.4. Na2O. 14.7. 14.3. CaO. 11.8. 12.7. Al2O3. 1.65. 0.98. SrxOy. 0.27. 0.16. BaO. 0.23. 0.09. MgO. 0.07. 0.11. K2O. 0.01. <0.01. Other. 0.27. 0.25. 變形的抑制是此實驗的成敗關鍵,在此就玻璃的熱處理特性加以特別討論 之。玻璃加熱到超過一定溫度時會導致玻璃形似黏性的液體狀,此時的玻璃開始 容易受到外界和重力因素的影響而變形,造成冷卻後的玻璃改變了原始的形狀, 因此玻璃刮痕消除機的設計應當儘量避免在拋光玻璃表面的過程中直接對玻璃 受力,及玻璃在加工的過程需儘量保持水平放置,以避免表成受到重力作用的影 響造成變形。. 在玻璃受熱的過程不單只要抑制變形,還要抑制玻璃的破裂,因當玻璃加熱 過程中受到應力作用後,首先會開始變形,產生所謂的彈性變形,其變形的程度. 22.
(34) 與所受的應力呈線性的正比關係,即σS = E ‧ε。從公式可以知道當玻璃所受 到的σS 固定,而當 E 值不斷伴隨著溫度的升高而減少時,應變則將增大,但是 卻也不是可以無限制地變形,在經歷彈性變形後,若應變持續的增大,其外型會 由彈性變形轉變為非彈性變形,然後達到極限,即所謂的終極拉伸應力σUTS, 在此點之後,玻璃便不再均勻受力,還會造成部分的區域受力較集中,加速應變, 直到玻璃發生破裂(圖 21)。 σurs σS. 破裂點. ε 彈性變形. 非彈性變形. 圖 21:玻璃受力過程之應力與應變曲線圖. 2.3.3 玻璃的支持法. 當實驗進行玻璃刮痕消除處理時,玻璃必須承受住三種應力,第一種應力為 內應力,即玻璃本身原本具有的晶粒所導致的應力σI;第二種應力為外應力, 即施加在於玻璃表面的外力σE;第三種應力為熱應力,即玻璃其因受熱後膨脹 係數不同所產生的應力σTH。因此,玻璃所受的總應力σS,可以用以下公式表 示: σS =σI + σE + σTH。. (2-2). 應力σI 和σTH 對拋光結果所造成的影響雖然不能完全避免,只能試圖降低 其影響成分,可是在施加在於玻璃表面的外力σE 的玻璃影響的部分,卻是可以 利用在拋光過程中支持玻璃的方式去完全避免的,支持加熱中的玻璃方法有很多 種,但最主要還是要盡量免除掉支持玻璃所造成額外對玻璃施加的參數 ( 如: 23.
(35) 外力、溫度 … 等 )。因此玻璃刮痕消除機在設計上處理拋光玻璃表面的過程 中,玻璃的支持法應當平坦且平穩,並且不會影響到玻璃加熱過程中溫度場的變 化,且也要保護玻璃不會在加熱過程受重力的影響變形。. 2.3.4 冷卻控制. 當玻璃體受熱冷卻時,膨脹量與收縮量之大小由玻璃的熱膨脹係數決定,當 玻璃加熱並迅速冷卻下來時,玻璃體收縮聚攏。但玻璃的導熱性很差,所以當外 部把對應於高溫下較疏鬆的結構固定下來時,玻璃內部卻繼續收縮,得到較緻密 的結構,而造成密度差,而產生了應力。這種由熱負荷所產生的應力可用下式表 達,由此公式可以可明確的發現到,玻璃所產生的應力大小與玻璃的熱膨脹係 數、彈性係數和冷卻速度ΔT成正比。. (2-3) 其中:. S:應力 α:熱膨脹係數. E:彈性係數 μ:泊松比. 在玻璃冷卻的過程中,由於表面和內部區域的冷卻速率及熱收縮不同所產生 內應力和熱應力會弱化玻璃強度,並可能在不預期的情況下會導致破裂,此現象 稱為熱震(thermal shock),正常之下,應避免應力產生,可藉由足夠緩慢速率 冷卻玻璃材料而達成,此稱為退火處理 ( Annealing );而玻璃材料的強度亦可藉 由壓縮殘留表面應力而強化,此稱為回火處理(tempering)。總合來說,退火即 消除或降低內應力;回火即刻意引入表面壓應力,兩者的差別乃在冷卻時間速度 的不同,這卻也代表著玻璃會因冷卻的速度不同而會造成兩種不同強度玻璃的情 形,也因此在玻璃刮痕消除熱處理中,只有能控制冷卻玻璃的速度介於退火與回 火處理的臨界中間值區間,才可以滿足不會改變玻璃原本強度的結果,完成玻璃 拋光處理。. 24.
(36) 玻璃在熱處理的過程之所可能發生破裂的現象,可歸類為是溫度或壓力的急 據變化所引起,也可以簡單的用應力的變化來解釋,而冷卻的過程亦是。冷卻過 程最大的困難,便也在於冷卻時玻璃產生破裂。因此,將唯有避免玻璃急速冷卻, 或嘗試著把冷卻時間拉長,或採分段冷卻的方式,才會有明顯助於防止冷卻過程 中玻璃的破裂的跡象產生。. 2.4 總結 從 2.3 節的討論可以總結出實行玻璃刮痕消除的對策,針對機器設計的部分 就以下條列所示,下章節則將就此對策轉換成機器設計的必要功能需求開始進行 設計的工作。. 第一:機器在傳動玻璃做拋光的過程中,加熱的火源溫度必須可使玻璃表面溫 度達到軟化點溫度,並且火源必須均勻穩定,並且不同刮痕深度的玻璃 必須可以依據不同大小以不同的速度來進行傳送,且速度的要求上必須 是相當平穩且均勻的。 第二:玻璃刮痕消除機的設計應儘量避免在拋光玻璃表面的過程中直接對玻璃 受力,及玻璃在加工的過程需儘量保持水平放置,以避免玻璃表層因軟 化受到重力作用的影響造成變形。 第三:傳動玻璃的過程時,支持玻璃的部分必須要避免多餘的外力,溫度等參 數的影響施加在玻璃上。 第四:避免拋光完成後的玻璃在溫度上產生極劇的變化。. 25.
(37) 三、玻璃刮痕消除機設計. 3.1 引言. 針對先前所探討的玻璃特性以及玻璃熱處理的相關結果所總結出的對策,已 經擬定出機器設計的需求,而本章則是在能滿足這些所訂定的需求條件下來進行 機器的設計,本章的重點是放在玻璃刮痕消除機的功能評估以及設計流程。. 3.2 設計程序. 在設計產生玻璃刮痕消除機的過程之前,必須以需求為基礎,運用傳統的經 驗常規法則、科學技術、工程理論等方式,針對需求目標訂定出合適的工程設計 程序。工程設計程序是屬於設計者對設計系統結構的一種構思,唯有能在設計機 器前,建立一套完善的工程設計程序,可全面性、系統性的考慮產品的研究、設 計、製造、組裝、測試、使用等工作,才能確保機器系統的功能的最佳性、以及 完整性。. 為了使玻璃刮痕消除機的設計可以有次序且有系統的進行,必須先訂定出合 適的設計程序來套用。有關系統化設計的研究至今已經有不錯的成效,漸具雛 型,綜合眾多學者的設計程序[15][30][31],大致可整合出四大設計階段套入此 玻璃刮痕消除機來實行,,每一間階段都有著不同的任務。階段一、釐清工作任 務;階段二、構想設計;階段三、具體化設計;階段四、細部設計。而在設計新 型玻璃刮痕消除機前,也先訂定出的工程設計程序如圖 22 所示,本章節將依循 所訂定出的設計程序進行機器的設計工作。. 26.
(38) 圖 22:玻璃刮痕消除機之工程設計程序圖. 3.3 機器功能需求. 第二代的玻璃刮痕消除機是以連續生產線的觀念,並且可處理較大量且較大 面積的玻璃,因此可以更有效率的進行修補受損玻璃乃是機器設計的基本需求, 除此,為了可以實行玻璃刮痕消除拋光處理的過程,在第二章也總結出了在機器 功能上必須滿足的四大功能需求,可是除此之外,可從表 2 發現到,一臺火車中 的玻璃大小並不全部相等,每一臺火車中都夾雜著各種大小尺寸不同的玻璃,也 因此所製造出的玻璃刮痕消除機勢必須要可以有彈性調整空間來滿足各式大小 的玻璃所使用,或者,可藉由簡易的組裝使其能滿足各式大小的玻璃做拋光,因 此機器必須增加可彈性調整的附加功能需求。總合以上等資訊可訂定出機器的規 格需求,即是釐清此機器功能設計的主要工作任務,如下所述。 27.
(39) 表 2:紐約地鐵的玻璃窗尺寸[32] Rail Car Type. Window Location. No./Car. Width. Height. Corner Radius. Rad. Location. 1 &9 SS 6 dr 1 &9 SS 6 dr. Door Corner. 12 2. 13.75 15. 31.25 30. 2.5. a,b,c,d. 1 &9 SS 6 dr. End. 2. 18.25. 25.75. 1 &9 SS 6 dr. Main-upper. 2. 52.25. 7.63. 3. a.b.c,d. 1 &9 SS 6 dr. Main-Iower. 2. 53.5. 20.13. 3. c.d. 1 &9 SS 6 dr. Near Sign. 2. 53.5. 17.5. 3. c,d. 2&3 Red paint. Door. 14. 24. 2&3 Red paint. End. 2. 19. 24. 2&3 Red paint. Main/Near Sign-upp. 10. 24. 6.75. 2&3 Red paint. Main/Near Sign-Iowt. 10. 24. 16.38. 4&5&6 paint slidir. Door. 12. 14. 24. 2. a.b.c,d. 4&5&6 paint slidir. End. 2. 19.13. 24. 4&5&6 paint slidir. Main/Near Sign-upp. 10. 25.25. 13. 4&5&6 paint slidir. Main/Near Sign-Iow. 10. 25.25. 13. 7 red paint, 6 dr. Door. 12. 14. 24. 1.5. a,b,c,d. 7 red paint, 6 dr. End. 2. 19.25. 4.13. 2. a,b.c,d. 7 red paint, 6 dr. Main-upper edge. 4. 27.13. 7.25. 2. a/b. 2. a/b. 7 red paint, 6 dr. Near Sign-upper. 4. 27.13. 7.25. 7 red paint, 6 dr. Main-upper center. 2. 28. 7.25. 7 red paint, 6 dr. Main-Iower. 4. 42. 17.25. 2. c/d. 7 red paint, 6 dr. Near Sign-Iower. 2. 56. 17.25. 2. c/d. A&C, SS, 8dr. Door. 16. 13.88. 31.25. A&C. SS. 8dr. End. 2. 22. 20. 2.5. a,b,c.d. A&C, SS, 8dr. Main-upper. 4. 53.25. 6.63. 1.5. a,b. A&C, SS, 8dr. Main-Iower. 4. 54.25. 19.5. 2. c,d. A&C, SS, 8dr. Divider. 16. 12.75. 10 30. A&C, SS, 8dr. Near Sign. 2. 54.25. 17. 2. c,d. N&R S S, 8 dr. Door. 16. 14. 26. 1.5. a,b,c,d. N&R S S, 8 dr. End. 2. 19.75. 23.88. 2. a,b,c,d. N&R S S, 8 dr. Near Sign-upper. 2. 25.5. 7.13. 2. a,b. N&R S S, 8 dr. Near Sign-Iower. 2. 25.5. 17.38. 2. c,d. N&R S S, 8 dr. Main-upper. 4. 56.13. 7.125. 2. a,b. N&R S S, 8 dr. Main-Iower. 4. 56.13. 17.5. 2. c,d. N&R-Type II. Door. 16. 14. 25.75. 2. a,b.c,d. N&R-Type II. End. 2. 12.5. 41.5. 2. a,b,c.d. N&R- Type II. Near Sign. 2. 54. 21.25. 2. c,d. N&R-Type II. Main-Upper. 4. 54. 9.75. 2. a,b. N&R- Type II. Main-Lower. 4. 54. 21. 2. c,d. N&R-Type III. Door. 16. 14. 31.25. 3. a,b,c,d. N&R- Type III. End. 2. 19.25. 35.25. 3. a,b.c,d. N&R- Type III. Near Sign. 2. 56.5. 15.5. 3. c,d. N&R- Type III. Main-Upper. 4. 56.5. 9.5. 3. a,b. N&R-Type III. Main-Lower. 4. 56.5. 19. 3. c,d. N&R-Type III. Corner. 1. 14. 31.5. 3. a.b.c,d. 28.
(40) 機器規格需求:. 1. 以連續生產線的觀念,設計出可直接放置於中央工廠操作的第二代玻璃刮 痕消除機。. 2. 機器傳動速度必須相當平穩且均勻,並且可以調整玻璃拋光速度範圍在 0.1 ~ 20 mm/s 之間。 3. 機器火焰溫度至少可使玻璃表面加熱至軟化點溫度以上,且火源必須均勻 與穩定。. 4. 機器於拋光的過程應避免多餘的外力,溫度等參數的影響施加在玻璃上, 以防止玻璃破裂或變形且須避免拋光完成後的玻璃在溫度上產生極劇的 變化。. 5. 機器必須可配合不同大小的玻璃進行拋光處理。 6. 機器的操作方式只須將玻璃放置於機臺上,機器即可感應玻璃的放置並可 自動完成拋光動作,以提高機器拋光效率。. 7. 增加丙烷與氧氣氣體自動進氣開關,以省去人為操作的不便與誤差。 8. 噴嘴自動點火設計,以維護機器操作者的安全。 9. 噴嘴火焰熄滅與丙烷氣體外漏警示設計,以避免危險發生。. 3.4 構想設計. 3.4.1 機器構想設計. 在訂定新型玻璃刮痕消除機之規格之前,先考量到欲加工的玻璃尺寸大小, 一開始機器的設計為了減少空間,所以先設計可對較小範圍的玻璃進行拋光處理 作實驗。新型機器設計定訂在可處理在寬 380 ㎜ ~ 10 ㎜,長 810 ㎜ ~ 100 ㎜大 小範圍間的玻璃進行刮痕消除熱處理。. 機器設計的最終目標乃是使玻璃能經由表面的熱加工方式來消除其表面的 刮痕,加工方式為將玻璃卸下並放於機器機台上,機器即可以自行將玻璃推進至 高溫的火焰中進行表面的加熱,再使玻璃緩慢冷卻至室溫,以完成表面刮痕的消 除。由以上可大致規劃出機器的設計構想,可確定在整套系統中必須具備著完善 的傳動系統以及可耐火系統部份。以下就此規格需求,將機器設計分為傳動系統 29.
(41) 與耐火系統這兩大部分加以來探討之。. 第一:傳動部份之構想設計與對策. 機器的基本需求是可以同時實行多片玻璃進行玻璃刮痕的拋光處理,在實用 上希望可以用最簡便的方式進行,只須簡單的將玻璃放置機器之中,機器便可自 行傳動玻璃至固定且均勻的熱源下進行玻璃表面重新成形的拋光處理,最後再自 動傳送出完成拋光處理的玻璃進行後續的冷卻直至完成,且玻璃必須可在很平滑 的狀態下進行傳動,傳動的可負載重量也必需大於 8 km 以上( 玻璃體積寬 380 ㎜ 長 810 ㎜ 厚度 10 ㎜ 的狀況下,重量約 8 ㎞ ),並且機器必須可隨著玻璃表 面刮痕嚴重性的不同,隨時改變傳動速度,並在加工的過程中,避免所有外加的 力量施付於玻璃之上影響結果。從文獻回顧[32]的結果可以發現,可成功消除玻 璃刮痕的噴嘴移動可調速度參數範圍至少必須介在 0.1 ㎜/s ~ 10 ㎜/s 之間,也代 表著所選用的馬達無論在有否裝設減速機的狀態下,其可調速範圍在最高速與最 低速之間也必須要有 100 倍以上的調整差距;此外,為了避免玻璃刮痕消除熱處 理的過程,重力的影響造成玻璃於表面熔化的過程產生非預期的變形,因此機台 設計上是採玻璃以平放的方式做熱處理加工。. 傳動機構的種類繁多,通常由齒輪、軸承、皮帶、鏈條、螺桿…等基本元件 所組合而成,組成的方式不同,其中的優缺點也各不相同,以玻璃刮痕消除機的 功能特性來衡量,傳動方式必須要能循環式的運作,如此才可以符合同時進行大 量玻璃加工的特性,並且在運作時傳動裝置可以不斷的將玻璃傳送至火源中進行 表面熱處理,也因此,機器的傳動機構也必須考量是否可以承受火焰溫度的直接 影響亦或間接影響等問題。除此,傳動方式是否均勻穩定、是否產生滑動跡象、 易受潮濕冷熱的影響等,都是須要再加以考慮的環節。最後,所設計出的傳動機 構裝置還必須可以配合可順應各式不同大小的玻璃進行刮痕消除處理的設計,表. 3 將針對玻璃刮痕消除機的系統特性來衡量選用最合適的傳動方式。 根據表 3 的分析結果,可以選定採用鏈條傳動的模式來應用於新型機器的傳 動部份較為適合,因鏈條式的傳動不但不會有滑動的現象,且拉力也較履(皮)帶 傳動來的大、效率較高等優點。. 30.
(42) 機器在傳動過程之中,為了避免加熱過程重力對玻璃表面熔融造成流動性的 影響,以及確保加熱玻璃的過程中熱傳遞分布和支持玻璃力量的均勻性,設計是 採可以平放玻璃於一均勻平面的方式對玻璃做熱處理。因此機器中傳動鏈條的功 能變的並不是直接的傳動玻璃運輸,而是間接的在鏈條上裝設推進爪的方式推送 玻璃在一均勻的平面上傳動,最重要的是,在傳送玻璃進入火源的推進爪部分是 必須要和玻璃一起進入火源中加熱,因此推進爪的設計以及材料的選用也是一大 關鍵。 表 3:機器設計功能特性與傳動機構之比較 特性 傳動方式. 循環傳動. 履(皮)帶傳動. ˇ. 鏈條傳動. ˇ. 彈性調整 耐火焰餘溫. ˇ. 效率. ˇ. ˇ. 滾珠螺桿傳動. ˇ. ˇ. 線性滑軌傳動. ˇ. ˇ. 第二:機器耐火部份之構想設計與對策. 拋光玻璃表面刮痕所需的火焰溫度經過適當的氣體混合比例,最高溫度會到 達 2000℃以上,因此在機器中負責傳動玻璃進入火焰中做表面加工的機器部分 必須要具備有耐火或防火的能力特性。且在高溫之環境中還必須可承受應力而不 會產生破壞或變形。此外,機器傳動鏈條材料的熔點約在 1150℃,也無法承受 在高溫火源中的持續作用,因此在接近火源的鏈條部分必需有防火或隔熱的裝置 設計,避免機器受火焰溫度影響而損壞。. 市面上常見的防火材料按製品的化學-礦物組成,可分為六類 (1)矽質製品. (2)矽酸鋁質製品 (3)鎂質、鎂鉻質和白雲石質製品 (4)碳質製品 (5)鋯質製品 (6) 特殊耐火材料,其可耐火溫度範圍均會隨著其純度改變,但也無法直接在超過. 2000℃的火焰溫度下持續燃燒,因為其可耐火的最高溫度約在 1700℃上下,所 以在設計上,必須要有避開與火焰直接接觸的方式設計。一般而言,1600℃是玻 31.
(43) 璃熔解溫度的上限,用於熔解玻璃的溫度也不應過高,足夠即可,就實際操作狀 況,使玻璃溶化可成形只需約 800℃~1200℃汁溫度,過高的熔解溫度,會導致 機器所使用的耐火材料產生問題。基於此種原因,將盡可能控制火源使玻璃表面 的溫度不高於 1200℃ ~ 1400℃左右。. 機器設計的傳動方式雖然已經選定,但其最大且最須要克服的問題乃是如何 避免傳動裝置受到火焰高溫的影響,因此避火方式乃是最需要考量的部分。在機 器設計上採用兩種避火方法,第一:直接避開火源;第二:選用可耐高溫的材料。 在傳動平面的設計方面採用避開火源的方式設計,而在玻璃推進爪的部分則選用 可耐高溫材料的方式來進行機器的設計(圖 23)。. 整體構想設計分析,此臺玻璃刮痕消除機的功能是設計可針對大小範圍在寬. 380 ㎜、長 810 ㎜ ~ 100 ㎜ 以內的玻璃做刮痕消除的加工,傳動部分機臺大小 約長 2000 mm、寬 900 mm 。. Nozzle Flame. Supporting Table. Pushing Bar Glass Output Frame. Driving Sprocket Chain. Glass. 圖 23:玻璃刮痕消除機構想設計圖. 32.
(44) 3.4.2 機器操作方式購想設計. 在設計機器控制電路之前,必須先確定機器在實行玻璃刮痕消除的操作方 式,主要可將機器的控制分為兩大部分,(1)手動控制,(2)自動控制。手動控制 的目的是在測試機器各單一功能完整性或維修機器時於除錯時使用,以及當機器 需要調整參數以及精密的控制參數下操作時可控制。而自動控制的目的則是可滿 足以連續拋光玻璃的方式進行修補受損玻璃的操作,以達到可高效率拋光玻璃的 目標,另外在自動控制的流程中,還必須注意各控制流程間的順序關係,例如, 操作過程時因安全性的考量,必須先點燃丙烷再開啟氧氣系統;或當自動點火裝 置發生故障時,必須可以輸出訊號給操作者,避免丙烷不斷的外漏而引發立即的 危險。因此在控制流程間必須有完善的順序控制設計,以及需要感側元件與輸出 元件的配合。在訂定出機器操作流程後,接下來可將此流程做為機器控制電路的 設計標準,其中也包括了整合各元件彼此間的關係。. 3.5 具體化設計. 在訂定了機器規格需求以及有了機器概念設計方向後,本節將依機器規格目 標以及概念設計方向去著手討論以完成機器設計。本節主要將機器分為分為六大 部分做討論,分別為機器傳動馬達的選擇計算、傳動部份傳動元件的選擇評估、 架設傳動系統結構的架設板設計、傳送玻璃移動的推進爪設計、放置拋光完成玻 璃進行冷卻的玻璃輸出架設計以及機器附加功能設計,其中包含了機器腳架、鏈 條安全檔板保護系統、噴嘴架設的設計以及丙烷以及氧氣氣體進氣的流量閥及氣 體混合元件的裝設設計。. 3.5.1 傳動部份傳動馬達的選擇. 馬達安裝到機器上後,實際是否能按要求正常動作,以及是否能以理想的效 率工作,都將取決於是否正確選擇了最合適的馬達。以下將分析馬達選定流程及 馬達的選定計算過程。. 33.
數據
![圖 2:controlled fire polishing 實行過程[32]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8606409.190383/15.892.194.698.121.419/圖2controlledfirepolishing實行過程32.webp)
![圖 4:火焰拋光所使用的氣體流率和火源移動速度所實驗出的結果 (使用丙烷與氧氣混和比例 1:3.4,噴嘴與玻璃距離 1.3 ㎝)[32]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8606409.190383/16.892.191.704.107.452/流率和火源移動速度所實驗出的結果使用丙烷與氧氣混和比嘴與距離.webp)
![圖 6:火焰拋光所使用的氣體流率和火源移動速度所實驗出的結果 (使用丙烷與氧氣混和比例 1:3.9,噴嘴與玻璃距離 1.0 ㎝) [32]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8606409.190383/17.892.183.700.119.474/流率和火源移動速度所實驗出的結果使用丙烷與氧氣混和比玻璃距離.webp)
![圖 8:火焰拋光所使用的氣體流率和火源移動速度所實驗出的結果 (使用乙炔與氧氣混和比例 1:1.2,噴嘴與玻璃距離 5.8 ㎝,傾斜角 2∘) [32]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8606409.190383/18.892.175.722.119.503/動速度所實驗出的結果使用乙炔與氧氣混和比玻璃距離㎝傾斜角.webp)
+7
![圖 10:火焰刷設計及運作圖[32] 美國哥倫比亞所設計的火焰刷是採攜帶式的方式設計,因此體積較小,且附 有吸盤式的設計,方便吸附於玻璃進行刮痕消除。並利用步進馬達來驅動控制噴 嘴移動,使火焰所吹出的均勻火源,透過精密的馬達控制移動速度,準確的掌控 玻璃表面溫度以及熔化量,有效的對玻璃進行表面刮痕拋光處理。 1.3 設計動機 伴隨著時代的成長,玻璃塗鴉的風氣卻日漸擴大,直到現今玻璃刮痕的問題 不但尚未解決,且還更加嚴重。在操作攜帶型玻璃刮痕消除機玻璃進行刮痕消除 時,必須精確的控制丙烷與氧氣混合的比](https://thumb-ap.123doks.com/thumbv2/9libinfo/8606409.190383/19.892.200.732.150.464/光處設計動機伴隨著時代成長玻璃塗鴉風氣卻日漸擴大直氣混合的比.webp)
![圖 20:使用共振法所測得的鈉鈣玻璃溫度與彈性係數的關係[25]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8606409.190383/33.892.252.634.121.393/圖2使用共振法所測得的鈉鈣玻璃溫度與彈性係數的關係25.webp)

![表 2:紐約地鐵的玻璃窗尺寸[32]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8606409.190383/39.892.130.765.166.1141/表2紐約地鐵的玻璃窗尺寸32.webp)

Outline
相關文件
Wang, Solving pseudomonotone variational inequalities and pseudocon- vex optimization problems using the projection neural network, IEEE Transactions on Neural Networks 17
Then, it is easy to see that there are 9 problems for which the iterative numbers of the algorithm using ψ α,θ,p in the case of θ = 1 and p = 3 are less than the one of the
volume suppressed mass: (TeV) 2 /M P ∼ 10 −4 eV → mm range can be experimentally tested for any number of extra dimensions - Light U(1) gauge bosons: no derivative couplings. =>
We explicitly saw the dimensional reason for the occurrence of the magnetic catalysis on the basis of the scaling argument. However, the precise form of gap depends
Define instead the imaginary.. potential, magnetic field, lattice…) Dirac-BdG Hamiltonian:. with small, and matrix
incapable to extract any quantities from QCD, nor to tackle the most interesting physics, namely, the spontaneously chiral symmetry breaking and the color confinement..
• Formation of massive primordial stars as origin of objects in the early universe. • Supernova explosions might be visible to the most
Miroslav Fiedler, Praha, Algebraic connectivity of graphs, Czechoslovak Mathematical Journal 23 (98) 1973,
