行政院國家科學委員會專題研究計畫 成果報告
臨場合成多元合金被覆於中碳鋼表面之微結構與耐磨耗行 為研究
研究成果報告(精簡版)
計 畫 類 別 : 個別型
計 畫 編 號 : NSC 95-2221-E-011-007-
執 行 期 間 : 95 年 08 月 01 日至 96 年 07 月 31 日 執 行 單 位 : 國立臺灣科技大學機械工程系
計 畫 主 持 人 : 林原慶
計畫參與人員: 博士班研究生-兼任助理:卓育賢、彭達仁
碩士班研究生-兼任助理:林奕成、張嘉哲、郭勇志、郭俊資
處 理 方 式 : 本計畫涉及專利或其他智慧財產權,2 年後可公開查詢
中 華 民 國 96 年 10 月 08 日
行政院國家科學委員會補助專題研究計畫 ; 成 果 報 告
□期中進度報告
臨場合成多元合金被覆於中碳鋼表面之微結構與耐磨耗行為研究
計畫類別:
;
個別型計畫 □ 整合型計畫 計畫編號:NSC 95-2221-E-011-007執行期間:95 年 08 月 01 日至 96 年 07 月 31 日
計畫主持人:林原慶 共同主持人:
計畫參與人員: 卓育賢、彭達仁、林奕成、張嘉哲、郭勇志、郭俊資
成果報告類型(依經費核定清單規定繳交):
;
精簡報告 □完整報告本成果報告包括以下應繳交之附件:
□赴國外出差或研習心得報告一份
□赴大陸地區出差或研習心得報告一份
□出席國際學術會議心得報告及發表之論文各一份
□國際合作研究計畫國外研究報告書一份
處理方式:除產學合作研究計畫、提升產業技術及人才培育研究計畫、
列管計畫及下列情形者外,得立即公開查詢
□涉及專利或其他智慧財產權,□一年
;
二年後可公開查詢
執行單位:國立台灣科技大學 機械工程系
中 華 民 國 九十六 年 九 月 三十 日
摘 要
本計畫添加多種不同的金屬元素,於中碳鋼表面進行氬銲被覆之研究。主要目的在探 討金屬元素的數量與不同的組合方式對被覆層之硬度提升、相結構的變化及耐磨耗能力的 影響,並找出影響耐磨耗能力之主要關鍵。微 硬 度 計 、 FE-SEM、 EPMA等 儀 器 , 則 用 以 評 估 被 覆 層 機 械 性 質 的 變 化 與 各 主 要 相 的 分 佈 情 形。被 覆 層 的 耐 磨 耗 能 力 的 評 估 則 以 迴 轉 式 磨 耗 試 驗 機 進 行 測 試 。 研究結果顯示,添加Ti元素的被覆層內,
有臨場合成(in-situ)TiC的現象發生,雪花狀結構TiC的析出,屬於析出強化;若再多添加W 元素,則會有(Tix ,Wy)Cz的固溶體的出現,為固溶強化機構。在不添加Al的七元合金被覆層 內,硬度明顯低於其他被覆層,約為Hv380。在磨耗試驗結果當中發現,多元合金被覆層 雖 有 高 硬 度 , 但 在 乾 磨 耗 條 件 下 , 因 為 高 溫 使 得 結 構 產 生 臨 場 相 轉 換 (in-situ phase transformation)的現象,因此比AISI 1050 基材不耐磨,但在潤滑磨耗條件下,潤滑劑的熱 傳導效應,將摩擦表面(rubbing surface)的溫度降低,使其不會達到相轉換溫度,所以在多 元合金被覆層的高硬度特性下,有極佳的耐磨耗能力,磨耗量是遠低於AISI 1050 基材。
關鍵詞:多元合金、被覆、磨耗
Abstract
The project studies the effect of the number of various alloys on the wear performance of clad layer. Some different combinations of the cladding alloys are clad on the medium carbon steel with the equal mole condition. The effect of the different combinations of these alloys on the mechanical properties, microstructure and wear performance are discussed in this work. After cladding process, microhardness tester, FE-SEM, EPMA and so on are used to evaluate mechanical properties and microstructure of the clad layer. Moreover, wear performance of clad layer are evaluated by rotating type tribometer. According to the results of the experiments, the strengthening mechanism of the clad layer is precipitation strengthening. Some flower-like TiC precipitates are formed during cladding process when Ti element was added to the cladding material. Moreover, (Tix ,Wy)Cz solid solution was found in the clad layer when W element was added to the cladding material. In the 7-component clad layer, the hardness of clad layer is minimum (Hv 380) in all clad layer when the cladding material did not contain Al element.
Under sliding wear test without lubricant, although the multicomponent clad layers have higher hardness than AISI 1050 steel, the wear resistance ability of these clad layers is lower than AISI 1050 steel. This phenomenon causes by in-situ phase transformation of clad layer during sliding wear process in which the temperature of rubbing surface was raised that provided the necessary activation energy of phase transformation. On the other hand, under lubrication condition, the temperature of rubbing surface is low that can’t provide the sufficient activation energy for phase transformation. Therefore, the clad layer has the significant wear resistance ability, and the wear loss of clad specimen is lower than AISI 1050 substrate.
Keywords: multicomponent alloy, cladding, wear
1、前言
本計畫的主要研究重點,是探討添不同金屬元素種類與數量對中碳鋼氬銲被覆後耐磨 耗能力的影響,取 Ni、 Cr、 Al、 Ti、 Co、 Cu、 W 金 屬 粉 末 做為被覆的材料。選用多 元合金的原因在於多元合金的組合方式跳脫傳統的合金概念,在自由度方面有較大的變化 性,並且具有高硬度、耐腐蝕、高電阻率等特性。相較之下,有優於傳統合金的特定性質。
不僅如此,且運用層面廣泛,如高硬度的模具和刀具、高爾夫球桿及鋼管的硬面、微機電 材料、渦輪葉片等等。在傳統合金研究趨於飽和的情況之下,選擇多元合金來發展似乎為 一項不錯的選擇,台灣清華大學葉均蔚教授提出的“多元高熵合金"的觀念【1】,指出高 熵(High-entropy)有助於微結構的簡化、且會有部分非晶質化(amorphous)產生,因此讓多元 合金更具發展的潛力。本計畫分別將元素數量與組合不同的被覆材料被覆於中碳鋼基材,
並針對被覆層微觀結構與磨耗行為進行分析,以評估多元合金被覆材料的耐磨耗能力。隨 後再配合不同的分析儀器,如 OM、FE-SEM、EDS、EPMA 等,分析多元合金對被覆層顯 微組織的影響。
2、研究目的
中碳鋼是很普遍的結構用材料,在工業上被應用的範圍很廣,尤其在機械零組件方面 更是非常廣泛。從結構材料的基本需求而言,其強度已經足夠使用在大部份的場所,但是 在機械零件方面則仍嫌不足。表面被覆的目的乃是為了提升基材表面的特定性質,係利用 不同的方式將材料附著在基材表面,並隨著應用場合的不同,使用不同的被覆方法和被覆 材料利用氬銲(GTAW)進行表面被覆處理,可以避免不同材料的粉末對雷射光吸收率不同的 問題,並且各種被覆粉末加熱過程中優先選擇性的問題較小,而其被覆區與基材的結合強 度,更能經由改變銲接電流的大小,以控制被覆區的稀釋率,而達到預期的結合強度。基 於上述之理由,因此本計畫藉由實驗的方法與分析,找出改善氬銲被覆層耐磨耗能力的重 要參數。本計畫所選用的金屬粉末為 Ni、 Cr、 Al、 Ti、 Co、 Cu、 W,試著在中碳鋼表 面臨場合成(in situ)成六元、七元、八元多元合金被覆層,目的在於探討不同合金數量與組 合對被覆層顯微組織的改變與耐磨耗能力的影響,藉以強化中碳鋼表面的耐磨耗性能。
3、文獻探討
多元合金是一個有別於傳統合金的新合金世界,透過不同合金配方的設計,不以任何 一個合金元素為主,每種元素都具ㄧ定量的原子百分比,但不超過35%,並且主要元素數 目n≧5,在這個概念之下讓合金系統的調配上有了更靈活的變化【1】。此外,近來已有多 篇關於多元合金被覆層之相關研究【2-9】相繼被提出。Wu等人【4】將Ni66Cr5Mo4Zr6P15B4 合金粉末利用雷射被覆於中碳鋼基材上。研究結果顯示此被覆層最大厚度為8mm,由Ni、
Zr、P三種主元素構成的合金系統,恰好滿足塊狀非晶質合金成形的經驗法則:(1)主要組成 元素大於3種,(2)各成分原子尺寸有13%以上的差異,(3)混合時,元素之間為放熱反應【5】。
此外非晶質合金(amorphous alloy)的被覆層具有多元合金的化學性質和極佳玻璃形成能力 (glass-forming ability),同時有著高硬度。Wang等人【6】使用Zr65Al7.5Ni10Cu17.5粉末進行雷 射被覆於鈦基材之研究。目的在探討批覆層的微結構、性質和磨耗行為。結果顯示被覆層 中含有混合的金屬間化合物,其中包括了奈米結晶與非晶質相,其結晶相是由Zr2Cu、
Zr2Ni、Al2Zr3所組成。被覆層中的結構除了樹狀晶以外,在中間部分含有大量的非晶質物 質。基材裡含的鈦以大量的柱狀樹狀晶形態進入被覆層,在被覆層與基材間提供了良好的 冶金鍵結。此外,被覆層主要的磨耗機制為刮磨磨耗和peeling,與鑄造而成的非晶質合金 比較,有較高的硬度與低的摩擦係數。Chen等人【7】利用雷射被覆將Ni-Cr-Al-C(1:20:15:15)
合金粉末被覆在電解的鎳基平板。研究結果顯示被覆層內會有TiC強化相的形成,並且和基 材有良好的冶金鍵結。另外在磨耗試驗下,也具有良好的耐磨耗性能。Fern´andez等人【8】
進行NiCrBSi合金粉末利用雷射被覆於灰鑄鐵基材之研究。目的在探討被覆層的微結構與磨 耗行為。研究結果顯示被覆層中樹狀晶結構由鎳、鉻、鐵的固溶體所組成,而樹狀晶間的 片狀共晶結構則是由鎳、矽和富鉻的析出物組成且集中在被覆層之重疊區。此外,在磨耗 試驗時,發現滑動速度為影響磨耗行為的次要條件,滑動速度高磨耗量反而降低,這是因 為紅棕色的氧化物存在於摩擦表面之所造成。磨耗過程中,氧化作用是持續不斷的發生,
而在最大負載時。當負載和滑動速度增加而發生氧化磨耗時,摩擦係數會下降,此時氧化 物扮演著一種潤滑劑的角色。Werner等人【9】利用物理氣相沉積(PVD)將Ti-B-N、Ti-Si-N、
Ti-B-Si-N鍍在高速鋼上,再加上HIPPB(high intensity pulsed plasma beams)利用
DPE(deposition by the pulse erosion)的前處理方式以形成中間層,發現Ti-B-N有最高的硬 度,由臨界強度發現Ti-B-Si-N有最大的黏著力,Ti-Si-B則具有最佳的磨耗阻抗。因此得知 DEP所形成的中間層似乎能夠提高沉積層的硬度與黏著力。
由以上文獻所述可得知,多元合金在材料的表面改質功能上似乎具有良好的效果,且不 同成分的合金粉末,就會有不同的效應。本文使用 Ni、 Cr、 Al、 Ti、 Co、 Cu、 W 金 屬 粉 末 ,進行被覆種類與元素組合上的調配,對中碳鋼表面臨場合成多元合金被覆層進行 相關的研究,以進一步探討在中碳鋼表面合成多元合金製程中,元素種類的不同與數目多 寡是否有不一樣的強化效果,藉以瞭解多元合金強化中碳鋼表面耐磨耗性能的機理。
4、研究方法
本 計 畫 所 使 用 的 金 屬 粉 末 包 括 Ni、 Cr、 Al、 Ti、 Co、 Cu、 W 等 粉 末 , 將 其 調 製 成 各 種 不 同 成 份 的 被 覆 材 料,如表 1 所示,改變被覆元素種類的多寡與組合方 式,以探討這些參數對於被覆層磨耗性能的影響。被覆材料依下列程序製作:○1 將調配好 之粉末進行 24 小時混粉。○2 將混粉後之粉末裝填入 304 不銹鋼管中。○3 滾軋機壓成 100mm
× 3mm × 1mm。○4 再將被覆材料利用熱熔膠黏附於基材上即可進行氬銲被覆製程。耐 磨 耗 被 覆 則 是 利 用 氬 銲 (GTAW)的 技 術 對 中 碳 鋼 進 行 表 面 改 質 (氬銲製程條件:銲接電 流 100A,銲接運行速度 8 cm/min,氬氣流量設定為 8 L/min), 被 覆 過 程 之 試 片 安 置 , 如 圖 1 所 示。並 且 利 用 迴 轉 式 磨 耗 試 驗 機 評 估 不 同 被 覆 層 的 耐 磨 耗 能 力,磨 耗 條 件 如 表 2 所 示。磨 耗 試 驗 後 的 試 片,則 利 用 高 倍 率 的 電 子 顯 微 鏡 分 析 其 主 要 的 磨 耗 機 理 。
5、結果與討論
5-1 被覆層的顯微組織
5-1-1 六元合金被覆層的顯微組織
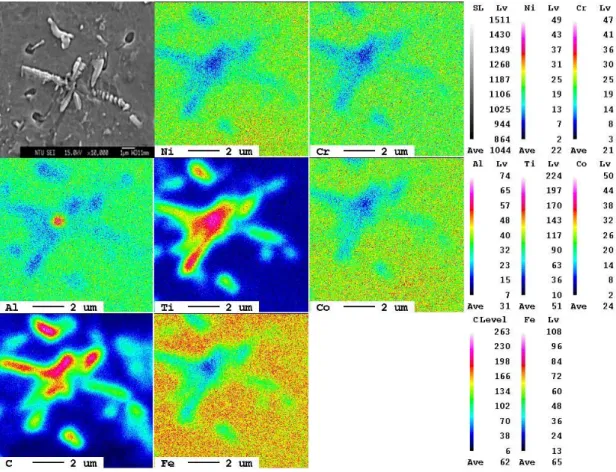
圖 2 顯示NiCrAlTiCoFe1.80被覆層的顯微結構。由於被覆層內沒有顆粒堆積的產生,表 示被覆粉末均勻的熔入熔池內,凝固過程中生成析出物。越接近底部,被覆層內的析出物 形狀就越簡單,且數量比上層要來的少,這是因為冷卻速率的不同所造成。圖 3、圖 4 為 EDS及EPMA分析。由EDS半定量分析結果顯示,雪花狀析出物以含C與Ti元素的原子百分 比較高,分別為 47.75%與 39.03%,判定此析出物為TiC。為了更進ㄧ步去確認此一結果,
利用EPMA的面掃描(color mapping)分析析出物成分,由面掃描分析的結果,獲知析出物內 含有Ti、C與Al,依其元素分析強度為C>Ti>Al,而Ni、Cr、Co、Fe則均勻分佈在基地內。
其中以TiC為最安定的碳化物,由此認為析出物應該為TiC並伴隨著少許的Al4C3【10】。此 外從圖 2 亦可發現其基地組織的耐腐蝕能力亦有所差異,深色區域的耐腐蝕能力優於淺色
區域。此現象可能由於晶粒的方向性或成份的不同所引起。
5-1-2 七元合金被覆層的顯微組織
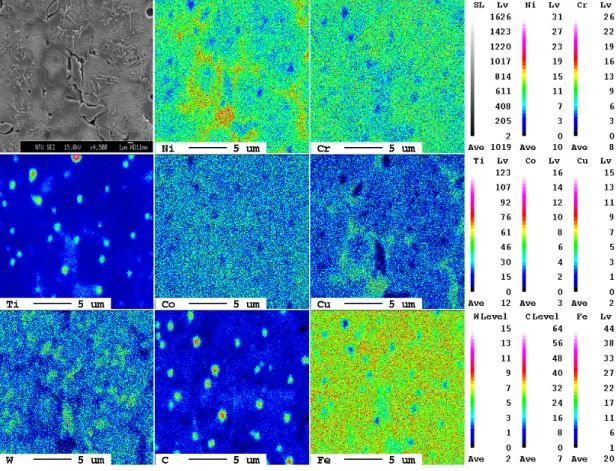
圖 5 顯示NiCrTiCoCuWFe1.08被覆層的顯微結構。由圖 5(a)發現被覆層上半部有些許黑 色陰影的區塊,利用EDS分析(圖 6(a)),此處鎢的含量較基地多,此情形可能是在被覆過程 中,氬銲產生的高溫首先與被覆層最頂端的不銹鋼管接觸,並且將不銹鋼熔化,熱量隨之 與充填的粉末接觸,並且在被覆層的外層形成熔融液體,此液體在各元素的反應下損失大 量的熱能,因此無法達到足夠的溫度使中間的W顆粒持續熔解,並且阻隔熱量向下的傳遞,
加上W顆粒的熔點甚高與Fe對W的溶解度有限造成。而另ㄧ方面EDS也顯示含有O2的成 分,可能有兩種因素,第一為氬銲被覆時所使用的氬氣為低純度氬氣,因此可能在被覆時 氬氣內的O2與基地的Fe反應而於組織內形成氧化物;第二原因是分析的被覆試片從腐蝕到 清洗完成到分析需經過一段時間,在這段時間裡試片表面容易和空氣中的O2反應成氧化 物。圖 5(b)、圖 5(c)為被覆層頂部的結構,發現結構極為複雜,大概可看出有四種不同組 織,分別為顆粒狀、環狀、放射狀、條狀組織。由圖 6(b)、(c)的EDS分析,在顆粒狀與放 射狀組織中,分別含有較多的W、C與Ti、C,利用EPMA的面掃描(color mapping) (圖 7)分 析結果,推測顆粒狀應為(Tix,Wy)Cz的固溶體,而放射狀組織則是可能由於熔點高的TiC的先 晶出,利用TiC以異質成核(heterogeneous nucleation)的方式開始凝固,所以此結構應為TiC 表面包裏(Tix,Wy)Cz的固溶體的雙層結構【11】。而黑色環狀組織,其內部以Ni、Cu含量較 多,而條狀組織則是以Fe為主要成份。由圖 5(d)發現被覆層底層內,放射狀組織僅剩核心 部份,跟較為上層的部位比較約少了 1~2µm的大小,意味著有來不及成長的情形發生;而 顆粒狀組織則有變多的趨勢,這些都應和冷卻速率的不同有關。
5-1-3 八元合金被覆層的顯微組織
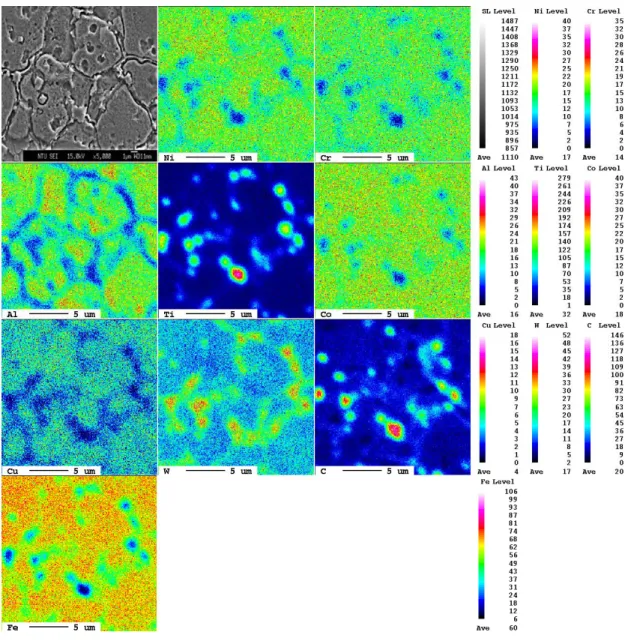
圖 8 為NiCrAlTiCoCuWFe2.27被覆層的顯微結構,從頂層到底層發現晶粒大小有所不 同,這原因在於冷卻速率的不同所導致的差異性。和七元合金比較,多加入W元素之後,
不再有雪花狀TiC的析出,而是在晶界與晶粒內分別有條狀與顆粒狀組織。在更仔細觀察發 現晶粒內似乎有孔洞,可能是因為第二相與基地界面被腐蝕後,利用超音波震洗機震洗試 片時,導致顆粒從基地中掉落。
圖 9 為EPMA的面掃描(color mapping)分析,發現條狀與顆粒狀組織的成分中,Ti、Fe、
W的含量較高。Fe含量高的原因,可能是條狀與顆粒狀組織過於細小,而EPMA的點分析最 小可分析到的範圍為 1µm,因此電子束有可能已經穿過析出物而分析到包含下層含Fe量較 高的部份。由成分分析的結果,確認此種顆粒狀析出物應該為(Tix Wy)Cz的固溶體。
5-2 多元合金元素對被覆層硬度分佈之影響
圖 10 是利用微克氏硬度試驗機量測被覆層硬度分佈的結果。由圖中可得知六元合金 NiCrAlTiCoFe1.80被覆層硬度值最高,約為Hv0.3590;而七元合金NiCrTiCoCuWFe1.08被覆層 硬 度 值 最 低 , 約 為 Hv0.3360 。 硬 度 的 分 佈 皆 是 越 接 近 基 材 則 漸 漸 的 降 低 , 但 是 NiCrTiCoCuWFe1.08此被覆層,因為本身被覆層硬度較低,進入熱影響區後為麻田散鐵結 構,硬度又隨之提升,越往基材後才又降低。
從多元高熵合金的觀點分析,合金元素越多,原子尺寸差異越大,則固溶強化效應越 強,所以隨著元素個數的增加硬度也就提升,但從圖中的硬度分佈似乎不符合此一原則,
其中的差異在於某些被覆層的硬度提升與硬質第二相的析出有關。而NiCrTiCoCuWFe1.08被 覆層的硬度值為所有被覆層中最低,甚至比六元合金降低許多,主要原因可能在於Al元素,
因為Al容易與其他原子鍵結,形成化合物;而且Al原子半徑較大,如果形成固溶體容易使 晶格大量扭曲,產生固溶強化效應。因此少了Al元素容易使硬度降。
5-3 乾磨耗狀態下多元合金被覆層的磨耗行為分析 5-3-1 被覆層的耐磨耗能力評估
圖 11 為多元合金被覆試片在固定滑動距離 678.24m,不同磨耗條件下,體積磨耗量與 滑動距離的變化情形。由圖 11(a)中可發現,當滑動速度為 0.942m/s時,除了NiCrAlTiCoFe1.80
被覆試片的磨耗量隨著接觸應力的增加而些微減少,至於其它被覆試片的磨耗量皆會隨著 接觸應力的增加而上升。比較各個試片的磨耗量可以得知,NiCrTiCoCuWFe1.08被覆試片的 耐磨耗性能最佳,而圖 10 顯示出NiCrTiCoCuWFe1.08被覆試片的硬度最低,由此可以發現 硬度低並不代表耐磨耗能力不佳。圖 11(b)為磨耗試片在滑動速度為 1.884m/s時,不同接觸 應力試驗條件下,磨耗量與滑動距離的變化情形。所有被覆試片的磨耗量皆會隨著接觸應 力的增加而上升,特別是NiCrAlTiCoCuWFe2.27被覆試片更加明顯。由圖中可得知,在高滑 動速度下,NiCrAlTiCoFe1.80被覆試片擁有較佳的耐磨耗性能。而當接觸應力增加至 320MPa 時磨耗量會有上升的趨勢,可能是因為此接觸應力下雖也有產生氧化膜,但是由於基地的 軟化行為與氧化層承受剪應力的能力有限,導致在高應力的剪切作用下氧化膜易被剝離,
而造成嚴重磨耗的情況,所以磨耗量才又會有繼續攀升的情形。至於NiCrAlTiCoFe1.80被覆 試片在滑動速度為 0.942m/s,當接觸應力增加至 320MPa時,磨耗量反而些微的減少,造成 此現象的原因可能是在此接觸應力條件下,磨耗表面急速產生了氧化層,對表面進行潤滑 作用,而基材的軟化作用相對地較小,所以磨耗量會下降。綜觀各種試片的磨耗結果亦可 發現在較高滑動速度下,由於氧化膜較易形成而使其磨耗量較低滑動速率少。
5-3-2 被覆層的磨耗分析
(1) 六元合金被覆層的的磨耗分析
圖 12(a)為試片在滑動速度 0.942m/s、接觸應力為 220MPa 時試片的磨耗型態。利用 EDS 分析磨耗表面,其結果如圖 12(b),顯示在磨耗表面產生大量平滑的氧化膜,並且可以發現 與滑動方向垂直的裂縫在氧化膜上形成。當此表面裂縫成長到與次表面裂縫結合在一起 時,會在接觸表面摩擦力的作用下剝落形成磨屑,因此有較高的磨耗量。隨著接觸應力增 加至 320MPa,因剪力的增大導致裂縫的擴張,磨耗面上產生了大量的剝層磨耗與塑性流 動,如圖 13。
圖 14 為試片在滑動速度 1.884m/s、接觸應力為 220MPa 時試片的磨耗型態。磨耗表面 可以看見有少許的塑性流動。當接觸應力提升至 320MPa,磨耗量明顯增加,表示高負荷下 氧化層形成速率不及磨耗速率,而形成大面積的剝落(圖 15)。
(2) 七元合金被覆層的磨耗分析
圖 16 為NiCrTiCoCuWFe1.08被覆試片在滑動速度為 0.942m/s、接觸應力為 220MPa的磨 耗形貌。可以清楚看見可能是因為磨屑在磨耗表面三體磨耗而形成刮磨磨耗而留下的刮 痕,隨著接觸應力增加至 320MPa,刮痕消失並且磨耗表面上的氧化層所剩無幾(圖 17),因 此磨耗量較 220MPa時來的高。在滑動速度為 1.884m/s、接觸應力為 220MPa的情況下的磨 耗表面又出現刮磨磨耗,並且伴隨著些許的塑性流動,如圖 18。隨著接觸應力增加至 320MPa 氧化層隨之減少,這可能是接觸應力的加大,導致氧化層抵抗不了剪切力的作用,而逐漸 減少(圖 19)。
(3) 八元合金被覆層的磨耗分析
圖 20(a)為試片在滑動速度 0.942m/s、接觸應力為 220MPa 時試片的磨耗型態。利用 EDS 分析磨耗表面,其結果如圖 20(b),發現氧化層有即將化為磨屑的情形,隨著接觸應力增加 至 320MPa,剪切力隨之增大,而讓氧化層變成白色碎屑狀的氧化物(圖 21),抗磨耗的能力 也就下降,磨耗量因此上升。將滑動速度提升為 1.884m/s,此時磨耗表面的氧化層較多,
並且伴隨著塑性流動(圖 22),此時磨耗量達到最低值為 0.11。圖 23 為滑動速度 1.884m/s、
接觸應力為 320MPa 的情況下的磨耗表面。氧化層的減少,磨耗量又往上提升。
5-4 潤滑狀態下多元合金被覆層的磨耗行為分析
5-4-1 被覆層的耐磨耗能力評估(MN 基礎油潤滑條件下)
AISI 1050 基材與多元合金被覆試片在MN基礎油的潤條件下進行磨耗試驗,採用參數 為滑動速度 1.884m/s、接觸應力 830MPa與滑動距離為 13564.8m條件下,進行各種試片的 磨耗試驗,其結果如圖 24 所示。圖中顯示多元合金被覆層的耐磨耗能力明顯優於AISI 1050 基材,其中以NiCrTiCoCuWFe1.08七元合金被覆試片最為耐磨,磨耗量約為 0.0013mm3;AISI 1050 基材磨耗量則高達 0.024 mm3(約 18 倍的磨耗量),由於在潤滑油中,摩擦表面(rubbing surface)的溫度不易升高,介穩定相(metastable phase)不會在摩擦過程中發生相轉換,而引發 大量的磨耗行為,因此使被覆層的耐磨耗能力明顯的提升。此一結果似乎隨著溫度升高形 成臨場相轉換(in-situ phase transformation)的情形在多元合金被覆層中的確存在,因此只要 能藉由潤滑液的作用使摩耗時表面溫度無法達到臨場相轉換溫度,即可獲得多元合金高硬 度耐磨耗特性,磨耗量也就隨之下降。
5-4-2 被覆層的磨耗分析(MN 基礎油潤滑條件下)
圖 25 為NiCrAlTiCoFe1.80六元合金被覆層在MN基礎油的潤滑條件下的磨耗表面,輕微 的剝離現象與裂縫的形成,有些裂縫可能尚未蔓延至磨耗表面產生疲勞剝落的狀況 ,所以 整塊拔除的部分較少。在NiCrTiCoCuWFe1.08七元合金被覆層中,磨耗表面(圖 26)因MN基 礎油的物理吸附膜能力較強,所以除了表面的片狀剝落,其餘皆為平滑表面,此時的磨耗 量為所有被覆試片最低。八元合金被覆層中,圖 27 為NiCrAlTiCoCuWFe2.27被覆試片在MN 基礎油潤滑條件下的磨耗形貌。磨耗面上產生接觸疲勞的剝落與裂縫,因為物理吸附膜能 力較強的MN基礎油潤滑條件下,磨耗表面較為平滑。
6.結論與建議
綜合以上各項實驗的分析結果,歸納出下面數點結論:
1. 由於基材中碳鋼與包管粉末不繡鋼內均含有 C,所以添加 Ti 粉末的多元合金被覆層 中,會和 C 臨場合成(in-situ)形成雪花狀 TiC,屬於析出強化。
2. 被覆層中含同時添加Ti、W粉末時,會產生(Tix,Wy)Cz的固溶體。
3. 無添加 Al 粉末的七元合金被覆層中,硬度約為 Hv380 為所有被覆層中最低,這與 Al 活性高的關係有關。
4. 乾磨耗過程中,硬度較高的多元合金被覆層,耐磨耗能力不及 AISI 1050 基材的原因,
在於摩擦過程中引發臨場相變化(in-situ phase transformation)所造成。
參考文獻
1. 黃國雄,"等莫耳比多元合金系統之研究“,國立清華大學碩士論文,1996
2. Xiaolei Wu , Guangnan Chen , “Nonequilibrium microstructures and their evolution in a Fe–Cr–W–Ni–C laser clad coating” ,Materials Science and Engineering A270 , pp.183-189,1999.
3. Xiaolei Wu, Youshi Hong,“ Fe-based thick amorphous-alloy coating by laser cladding”,Surface and Coatings Technology141,pp.141–144,2001
4. X.Wu , B.Xu,Y. Hong ,“Synthesis of thick Ni66Cr5Mo4Zr6P15B4 amorphous alloy coating and large glass-forming ability by laser cladding” ,Materials Letters 56 ,pp.838-841,2002.
5. Inoue A , Gook J.S ,Bae C.H , Kimura H.M , Masumoto T , “New amorphous alloys in Al-Mg-Ln(Ln=La,Ce or Nd) system prepared by rapid solidification (rapid publication) ” ,Meterials Transaction, JIM,V36 ,pp.794-796,1995.
6. Yanfang Wang, Gang Li, Cunshan Wang, Yuanliang Xia, Bysakh Sandip, Chuang Dong,“Microstructure and properties of laser clad Zr-based alloy coatings on Tisubstrates” ,Surface and Coatings Technology 176 ,pp. 284-289,2004.
7. Y.Chen, H.M.Wang, “Microstructure and wear resistance of a laser clad TiC reinforced nickel aluminides matrix composite coating " ,Materials Science and Engineering A368 ,pp. 80-87,2004.
8. E. Fern´andez , M. Cadenas , R. Gonz´alez , C. Navas, R. Fern´andez , J. de Damborenea,
“ Wear behaviour of laser clad NiCrBSi coating”, Wear 259,pp. 870-875,2005.
9. Z.Werner, J.Stanislawski, J.Piekoszewski, E.A. Levashov, W Szymczyk, “New types of multi-component hard coatings deposited by ARC PVD on steel pre-treated by pulsed plasma beams”,Vacuum 70 , pp.263-267,2003.
10. J.C.Schuster, H.Nowotny , C.Vaccaro, ”The Ternary Systems:Cr-Al-C ,V-Al-C ,and Ti-Al-C and the Behavior of H-phases(M2AlC) “,Journal of Solid State Chemisty 32,pp.213-219,1980.
11. 王世衛, "陶瓷粉末被覆於中碳鋼表面的微觀結構與磨耗行為研究“,國立台 灣科技大學機械工程系博士學位論文,2003.
表 1. 各種被覆材料之成分百分比(wt %)
Ni Cr Al Ti Co Cu W Fe
NiCrAlTiCoFe1.80 16.6% 14.7% 7.6% 13.5% 16.7% 0 0 Bal.
NiCrTiCoCuWFe1.08 11.2% 9.9% 0 9.1% 11.2% 12.1% 35% Bal.
NiCrAlTiCoCuWFe2.27 9.5% 8.4% 4.4% 7.7% 9.5% 10.3% 29.7% Bal.
成分 重量 百分比 試片
代號
表 2. 磨耗實驗條件
潤滑條件 滑動速度(m/s) 接觸應力(MPa) 滑動距離(m)
AIR(乾磨耗) 0.942 / 1.884 220 / 320 678.24
MN 基礎油 1.884 830 13564.8
Specimen for wear test (dash line)
Cladding materials (flat) Welding
Shielding gas (Ar)
Fusion zone Shielding gas nozzle
Electrode (-)
圖 1 氬銲表面被覆示意圖
圖 2. NiCrAlTiCoFe1.80被覆層經過研磨拋光後表面利用王水腐蝕液,腐蝕適當時間後的 顯微組織
圖 3. NiCrAlTiCoFe1.80被覆層內組織成份分析(a)被覆層析出相(b)被覆層基地 Element Weight% Atomic%
C 16.22 45.75 Al 1.14 1.43 Ti 55.19 39.03 Cr 1.60 1.04 Fe 16.45 9.98 Co 1.00 0.57 Ni 1.81 1.05 Pt 6.58 1.14 Totals 100.00
(a)
Element Weight% Atomic%
Al 3.58 7.31 Ti 4.99 5.73 Cr 7.21 7.63 Fe 66.97 65.99 Co 5.70 5.32 Ni 7.28 6.82 Pt 4.28 1.21 Totals 100.00
(b)
圖 4. NiCrAlTiCoFe1.80被覆試片之EPMA (color mapping)分析
(a) (b)
(c) (d)
圖 5. NiCrTiCoCuWFe1.08被覆層經過研磨拋光後表面利用王水腐蝕液,腐蝕適當時間 後的顯微組織(a)頂層黑色陰影;(b) 被覆層頂部的顯微組織;(c)局部放大;(d) 被覆層底部
黑色環狀組織 條狀組織
完整的放射狀組織
僅剩核心部份的放 射狀組織
Element Weight% Atomic%
O 2.72 11.32 Cu 3.84 4.02 W 33.99 12.32 Ti 3.42 4.76 Cr 5.57 7.14 Fe 45.69 55.02 Ni 4.77 5.42 Totals 100.00
(a)
Element Weight% Atomic%
C 3.74 24.75 Ti 1.95 3.24 Cr 4.00 6.12 Fe 27.25 38.82 W 54.11 23.41 Pt 8.95 3.65 Totals 100.00
(b)
Element Weight% Atomic%
C 5.99 26.20 Ti 48.55 53.27 Fe 11.72 11.03 W 25.11 7.18 Pt 8.63 2.33 Totals 100.00
(c)
圖 6. NiCrTiCoCuWFe1.08被覆層內組織成份分析(a)被覆層頂層黑色陰影區塊(b)顆粒狀 組織(c)放射狀組織
圖 7. NiCrTiCoCuWFe1.08被覆試片之EPMA (color mapping)分析
圖 8. NiCrAlTiCoCuWFe2.27被覆層經過研磨拋光後表面利用王水腐蝕液,腐蝕適當時間 後的顯微組織
圖 9. NiCrAlTiCoCuWFe2.27被覆試片之EPMA (color mapping)分析
圖 10. 多元合金被覆層沿厚度方向之硬度分佈
(a) (b)
圖 11. 不同合金元素之被覆試片,在不同負載試驗條件下的磨耗量與滑動距離的變化情 形,滑動距離=678.24m(a)固定滑動速度為 0.942m/s;(b) 固定滑動速度為 1.884m/s
(a)
Element Weight% Atomic%
O 22.20 49.19 Al 1.66 2.19 Ti 3.00 2.22 Cr 3.22 2.19 Fe 64.99 41.25 Co 4.63 2.78 Ni 0.31 0.18 Totals 100.00
(b)
圖 12. NiCrAlTiCoFe1.80被覆試片在滑動速度為 0.942m/s、接觸應力為 220MPa與滑動距 離為 678.24m磨耗試驗條件下的(a)磨耗表面形態;(b)EDS成份分析
圖 13. NiCrAlTiCoFe1.80被覆試片在滑動速度為 0.942m/s、接觸應力為 320MPa與滑動距 離為 678.24m磨耗試驗條件下的磨耗表面形態
圖 14. NiCrAlTiCoFe1.80被覆試片在滑動速度為 1.884m/s、接觸應力為 220MPa與滑動距 離為 678.24m磨耗試驗條件下的磨耗表面形態
圖 15. NiCrAlTiCoFe1.80被覆試片在滑動速度為 1.884m/s、接觸應力為 320MPa與滑動距 離為 678.24m磨耗試驗條件下的磨耗表面形態
圖 16. NiCrTiCoCuWFe1.08被覆試片在滑動速度為 0.942m/s、接觸應力為 220MPa與滑動 距離為 678.24m磨耗試驗條件下的磨耗表面形態
圖 17. NiCrTiCoCuWFe1.08被覆試片在滑動速度為 0.942m/s、接觸應力為 320MPa與滑動 距離為 678.24m磨耗試驗條件下的磨耗表面形態
圖 18. NiCrTiCoCuWFe1.08被覆試片在滑動速度為 1.884m/s、接觸應力為 220MPa與滑動 距離為 678.24m磨耗試驗條件下的磨耗表面形態
圖 19. NiCrTiCoCuWFe1.08被覆試片在滑動速度為 1.884m/s、接觸應力為 320MPa與滑動 距離為 678.24m磨耗試驗條件下的磨耗表面形態
(a)
Element Weight% Atomic%
O 29.90 62.01 Al 1.41 1.74 Ti 1.99 1.38 Cr 2.04 1.30 Fe 45.91 27.28 Co 3.92 2.34 Ni 1.79 1.01 Cu 1.72 0.90 W 11.32 2.04 Totals 100.00
(b)
圖 20. NiCrAlTiCoCuWFe2.27被覆試片在滑動速度為 0.942m/s、接觸應力為 220MPa與滑 動距離為 678.24m磨耗試驗條件下的(a)磨耗表面形態;(b)EDS成份分析
圖 21. NiCrAlTiCoCuWFe2.27被覆試片在滑動速度為 0.942m/s、接觸應力為 320MPa與滑 動距離為 678.24m磨耗試驗條件下的磨耗表面形態
圖 22. NiCrAlTiCoCuWFe2.27被覆試片在滑動速度為 1.884m/s、接觸應力為 220MPa與滑 動距離為 678.24m磨耗試驗條件下的磨耗表面形態
圖 23. NiCrAlTiCoCuWFe2.27被覆試片在滑動速度為 1.884m/s、接觸應力為 320MPa與滑 動距離為 678.24m磨耗試驗條件下的磨耗表面形態
圖 24. AISI 1050 基材與多元合金被覆試片在 MN 基礎油的潤條件下進行磨耗試驗,採 用參數為滑動速度 1.884m/s、接觸應力 830MPa 與滑動距離為 13564.8m 條件下 的磨耗結果
裂縫
圖 25. NiCrAlTiCoFe1.80被覆試片在MN基礎油的潤條件下進行磨耗試驗,採用參數為滑 動速度 1.884m/s、接觸應力 830MPa與滑動距離為 13564.8m條件下的磨耗表面形 態
圖 26. NiCrTiCoCuWFe1.08被覆試片在MN基礎油的潤條件下進行磨耗試驗,採用參數為 滑動速度 1.884m/s、接觸應力 830MPa與滑動距離為 13564.8m條件下的磨耗表面 形態
圖 27. NiCrAlTiCoCuWFe2.27被覆試片在MN基礎油的潤條件下進行磨耗試驗,採用參數 為滑動速度 1.884m/s、接觸應力 830MPa與滑動距離為 13564.8m條件下的磨耗表 面形態
計畫成果自評
本計畫之執行內容與原計畫相符程度為 100%,並且已達成預期之目標。本計畫的研 究成果適合於學術期刊發表,研究成果發現多元合金之被覆層的耐磨耗能力與其成分及 顯微組織有關,含 Al 元素之多元合金被覆層具有較高之硬度,主要原因可能在於 Al 容 易與其他原子鍵結,形成化合物;而且 Al 原子半徑較大,如果形成固溶體容易使晶格大 量扭曲,產生固溶強化效應,因此少了 Al 元素容易使硬度降。此外,添加 Ti 粉末的多 元合金被覆層中,會和 C 臨場合成(in-situ)形成雪花狀 TiC,屬於析出強化。乾磨耗過程 中,硬度較高的多元合金被覆層,耐磨耗能力不及 AISI 1050 基材的原因,在於摩擦過 程中引發臨場相變化(in-situ phase transformation)所造成。但於潤滑磨耗條件下,潤滑劑 的熱傳導效應,將摩擦表面(rubbing surface)的溫度降低,使其不會達到相轉換溫度,所 以在多元合金被覆層的高硬度特性下,有極佳的耐磨耗能力,磨耗量是遠低於 AISI 1050 基材。本計畫的被覆技術可用於改善滑動元件的耐磨耗能力。
□ 可申請專利
;
可技術移轉 日期:96年10月8日國科會補助計畫
計畫名稱:臨場合成多元合金被覆於中碳鋼表面之微結構與耐磨耗 行為研究
計畫主持人:林原慶
計畫編號:NSC 95-2221-E011-007 學門領域:機械固力 技術/創作名稱 表面耐磨耗處理
發明人/創作人
中文:
表面被覆的目的乃是為了提升基材表面的特定性質,係利用不 同的方式將材料附著在基材表面,並隨著應用場合的不同,使用不 同的被覆方法和被覆材料利用氬銲(GTAW)進行表面被覆處理,可以 避免不同材料的粉末對雷射光吸收率不同的問題,並且各種被覆粉 末加熱過程中優先選擇性的問題較小,而其被覆區與基材的結合強 度,更能經由改變銲接電流的大小,以控制被覆區的稀釋率,而達 到預期的結合強度。
技術說明
英文:
Surface cladding can improve the wear resistance of material. In this project, various alloys with different combination are used as cladding material to improve the wear performance of ferrous materials by GTAW method. This technology can be applied to improve the wear resistance of sliding components.
可利用之產業 及 可開發之產品
工具機、各類滑動件。
技術特點
被覆材之成分可依基材之種類與需求自行調配。
推廣及運用的價值
提升滑軌之耐磨耗能力,以增加產品之性能與附加價值。
※ 1.每項研發成果請填寫一式二份,一份隨成果報告送繳本會,一份送 貴單位 研發成果推廣單位(如技術移轉中心)。
※ 2.本項研發成果若尚未申請專利,請勿揭露可申請專利之主要內容。
※ 3.本表若不敷使用,請自行影印使用。