行政院國家科學委員會專題研究計畫 成果報告
鐵錳鋁合金鋼塊狀相變化之研究
計畫類別: 個別型計畫
計畫編號: NSC91-2216-E-011-034-
執行期間: 91 年 08 月 01 日至 92 年 07 月 31 日 執行單位: 國立臺灣科技大學機械工程系
計畫主持人: 鄭偉鈞
計畫參與人員: 游國龍、邱垂福、戴建洲
報告類型: 精簡報告
處理方式: 本計畫可公開查詢
中 華 民 國 92 年 11 月 3 日
行政院國家科學委員會補助專題研究計畫 □ 成 果 報 告
□期中進度報告 鐵錳鋁合金鋼塊狀相變化之研究
計畫類別:□ 個別型計畫 □ 整合型計畫 計畫編號:NSC 91-2216-E-011-034-
執行期間:91 年 8 月 1 日至 92 年 7 月 31 日
計畫主持人:鄭 偉 鈞 共同主持人:
計畫參與人員:游國龍、邱垂福、戴建洲
成果報告類型(依經費核定清單規定繳交):□精簡報告 □完整報告
本成果報告包括以下應繳交之附件:
□赴國外出差或研習心得報告一份
□赴大陸地區出差或研習心得報告一份
□出席國際學術會議心得報告及發表之論文各一份
□國際合作研究計畫國外研究報告書一份
處理方式:除產學合作研究計畫、提升產業技術及人才培育研究計畫、列 管計畫及下列情形者外,得立即公開查詢
□涉及專利或其他智慧財產權,□一年□二年後可公開查詢
執行單位:國立台灣科技大學機械工程系
中 華 民 國 92 年 10 月 31 日
2
鐵錳鋁合金鋼塊狀相變化之研究
91-2216-E-011-034 中文摘要
本研究之鐵錳鋁之合金成分為 Fe-27.6 wt% Mn-5.3 wt% Al-0.11 wt% C;此合金於管狀空氣爐 中經過 1573 K 高溫熱處理 30 分鐘後以淬水方式急速冷卻之後,經金相顯微鏡觀察得知,此試 片外圍結構為沃斯田體相,而內部結構為肥粒體相;經電子微探針-EPMA 之成份分析得知,
此兩相之成份差異幾乎不多,由塊狀相變化的說明得知,觀察到 BCC 相分佈在試片中心部分 為高溫相的保留,而 massive FCC 晶粒則分佈在試片之四周,此合金於 1573 K 的高溫時為 BCC 的結構,但經過急速之淬水冷卻至室溫時,此合金之金相結構卻變化成為 FCC 結構,FCC 結 構為此合金的低溫相結構;此種經由高溫之穩定相經急速冷卻後相轉變為低溫之穩定相之而未 經由中間相之相變化過程即為著名的塊狀相變化 (massive transformation) ,在鐵錳鋁合金 中,此種現象最近才被申請人發現與探討。
關鍵詞:鐵錳鋁合金、高溫淬水、塊狀相變化、EPMA、X-ray
ABSTRACT
Slabs with a composition of Fe-27.6 wt% Mn-5.3 wt% Al-0.11 wt% C were studied in several heat treatments. They were heated at 1573 K for 30 minutes in air, and then quenched into cold brine or room temperature water. The austenite phase was observed as it spread through the external area, surrounding the ferrite phase within the internal part of the specimen. According to the measurement in EPMA, there are no differences in the overall concentrations of Fe, Mn and Al between the exterior austenite and the interior ferrite phase. In the glow discharge measurement, there is almost no carbon left in either the austenite or ferrite phase due to significant decarburiztion during the high-temperature heat treatment. After the slabs were heated at high temperatures and then furnace-cooled, almost all the ferrite transformed into austenite, a result viewed by both x-ray and light microscope studies. Judging from the phases existing in the specimens with high-temperature quenching versus those with furnace cooling, we concluded that the stable high-temperature phase at 1573 K is ferrite and the stable phase at low temperature is austenite. These results are quite consistent with the phase diagrams showing the Fe-Mn-Al ternary systems. The fact that there were no changes in the overall Fe-Mn-Al concentrations between the exterior austenite phase and the interior ferrite phase is characteristic of massive transformation. Therefore, the phase transformation for changing ferrite to austenite during high-temperature quenching is massive transformation.
Keywords: Fe-Mn-Al alloy, high-temperature quenching, massive transformation, EPMA, X-ray
INTRODUCTION
For austenite to ferrite phase transformations with various cooling rates, Widmanstätten side-plate, massive, and martensitic phases have been observed within the parent austenite matrix in common ferrous alloys during the high-temperature quenching processes (1-7). In contrast to the phase transformations of these steels during the cooling processes, the formation of the austenite phase
inside the parent ferrite phase in Fe-Mn-Al alloys has gained much scientific attention recently. For ferrite to austenite phase transformations in Fe-Mn-Al alloys, Widmanstätten side-plate (8), massive (9), and 18R type martensitic phases (10-12) have also been observed within the original BCC matrix as the samples are quenched rapidly from 1573 K.
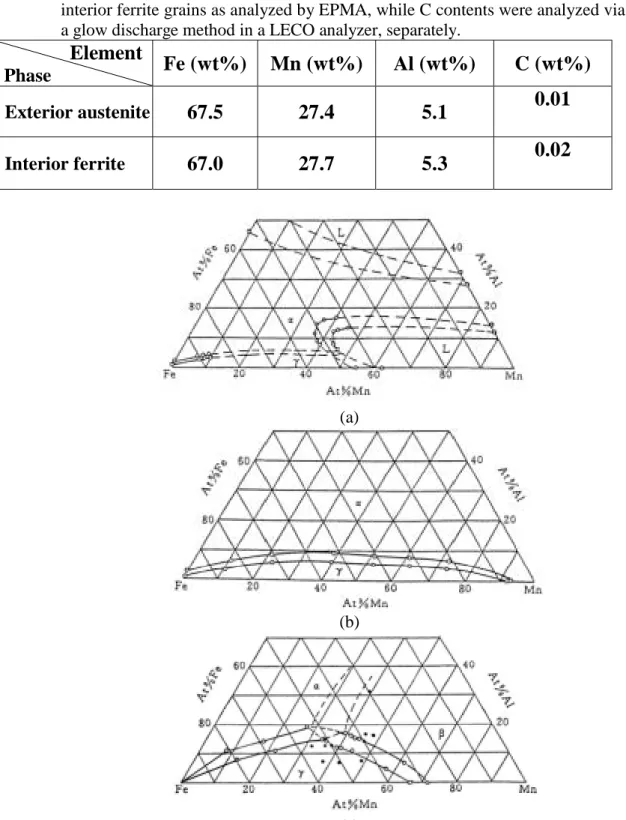
It is well known that Mn and Al are austenite and ferrite formers, respectively. Higher Mn content causes a higher proportion of the austenite phase to emerge at low temperatures in contrast to the full ferrite phase in steels. Liu and coworkers (13) established several isothermal sections of the Fe-Mn-Al ternary systems at 1573, 1473 and 1173 K (Figure 1). One example is given in the range of 20 to 30 at% Mn and 5 to 20 at% Al at the temperature of 1173 K. Fe-Mn-Al alloys are composed of ferrite and austenite phases. Some of them are single phase, either ferrite or austenite, and the others are dual phase. If Fe-Mn-Al alloys contain a low concentration of Al and a high concentration of Mn, the full austenite phase can be observed even at room temperature. In this unusual situation, the BCC (δ-Fe) to FCC (γ-Fe) phase transformation at high temperature shifts to a lower temperature.
But, in common steels, this kind of phase transformation is inhibited or screened out by the formation of another BCC (α-Fe) at low temperatures. Thus, the addition of the Mn element into ferrous alloys pushes the austenite phase region into a lower temperature, and the BCC (δ-Fe) to FCC (γ-Fe) phase transformation normally seen at higher temperatures can now be observed at lower temperatures.
Among a number of possible modes of crystal structure changes from solid states, the massive transformation is known to occur in numerous alloy systems and several pure metals (14-23). The massive transformations that have the same composition between the parent and massive phases usually occur only within the single-phase region (21). The massive transformations involve the usual nucleation and growth characteristics, while adding some specific features. No changes of the overall composition are observed, and the characteristic crystallographic orientation relationship between parent and product grains is found to exist (14-23). Ayers and Joy (20) did find that the massive phase nucleated at the parent grain boundaries sometimes exhibited low index orientation relationships within the parent phase in which no growth occurred. This observation suggested that orientation relationships might play a more important role in the nucleation stage than they do during growth (23). Since it takes only a few atomic jumps for each atom to change from one structure to another for massive transformations, most of the atomic mobility is limited to the interface region (14). Recent studies (9) in Fe-Mn-Al alloys showed that the precipitation found at prior α grain boundaries always exhibited the characteristics of massive transformation.
The purpose of the present study is to correlate qualitative analyses, quantitative analyses and morphological observations of massive transformation in an Fe-Mn-Al alloy. Several analytic microscopes were used to study the differences in microstructure, morphology and composition between the parent and product phases when massive transformation occurred.
EXPERIMENTAL PROCEDURES
Slabs with a composition of Fe-27.6 wt% Mn-5.3 wt% Al-0.11 wt% C (Fe-26.3 at% Mn-10.3 at%
Al-0.48 at% C) were initially prepared by induction melting via air. The 1020 plain carbon steel, electrolytic manganese, and high-purity aluminum were melted and cast into approximately 10-kg ingots. They were homogenized, hot-forged, solution-treated, and cold-rolled to sheets about 2 mm in thickness. For this experiment, three different cooling systems were designed. In two of the systems, the alloy was heated at 1573 K for 30 minutes in air. Afterward, the alloy was quenched into a quenchant using either cold brine or room-temperature water. The third system heated the alloy to 1373 K for one hour in air, then cooled it at a rate of 50 K per hour to room temperature.
Samples were sectioned, mechanically polished and etched in a 10% nital solution for light
4
microscopy (LM) observation. Some of the samples were also examined using a RIGAKU DMAX-B x-ray diffractometer with a maximum power of 12 kW. The chemical composition analyses and line scans between the austenite and ferrite grains were carried out by a JEOL JXA-8600SX Electron Probe x-ray Microanalyzer (EPMA). The carbon content was measured using the glow discharge method in a LECO SA-2000 Surface Analyzer due to the difficulty of determining the chemical composition of light elements via EPMA.
RESULTS AND DISCUSSION
Figure 2 is the light micrograph of the Fe-Mn-Al alloy after being heated at 1573 K for 30 minutes in air and then quenched into cold brine at 258 K. In Fig. 2, the cross section area of the specimen is shown, and the edges of both sides are clearly seen as indicated in the oxide regions. According to LM observation, the alloy is composed of two phases: a ferrite phase at the interior and an austenite phase with twins bordering the interior of the specimen. Within the inner part of the specimen, the austenite phase occurs only in a few sections of the interior ferrite boundaries. In addition to the process of quenching the specimens into the cold brine after the alloy was heat-treated at 1573 K, we performed another procedure to quench the slabs into room temperature water for comparison.
Figure 3(a) is the light micrograph of the Fe-Mn-Al alloy after being heated at 1573 K for 30 minutes in air and then quenched into room temperature water. According to LM observation, the specimen consists of two phases: again, a ferrite phase in the inner area, and an austenite phase at both the ferrite boundaries and within the surrounding area of the specimen. In an x-ray study, the slabs treated as mentioned above were mechanically polished to remove the surface oxide, and then examined in the x-ray diffractometer. The result is shown in Fig. 3(b), with only austenite peaks appearing. After the above procedure, the samples were mechanically polished off 300 µm in depth and then examined in the x-ray diffractometer. From the x-ray study, there are major ferrite and minor austenite peaks in the interior region of the sample as shown in Fig. 3(c). This result is quite consistent with the LM observation.
In Hwang’s study (9), they observed that the γ phase precipitated at prior ferrite boundaries always had an irregular shape in which might have a nodular shape, a feathery shape, or a fish-bone shape with an irregular α/γ interface. In the present work, these morphologies are also observed, and parts of them are in the internal portion of the specimen shown in Figure 3(a). In contrary to the result of Hwang et al., we found that the austenite phase was around the surface area of the specimen, surrounding the interior ferrite phase in both cooling situations. It is clearly seen that the cooling rate is highest in the outer regions and decreases toward the inner part of the slab during quenching. The outer part of the slab probably undergoes massive transformation, and the inner part remains in the high-temperature phase during high-temperature quenching. But the appearance of some small austenite grains at the BCC grain boundaries within the internal region indicates that massive transformation has, in fact, happened at the BCC grain boundaries.
Massive transformation requires the absence of any changes of the overall composition as well as the presence of some characteristic crystallographic orientation relationships between parent and product grains (14-23). We performed studies using EPMA and LECO analyzers to measure the compositions of the specimens after the heat treatments. The study of the characteristic crystallographic orientation relationships between parent and product grains has been undertaken with the Transmission Electron Microscope (TEM), and will be published in the future. In the EPMA study, we measured the concentrations of Fe, Mn and Al in the outer austenite and the inner ferrite grains after the heat treatment. In the glow discharge measurement, the carbon contents in both exterior and interior areas were checked using the same polishing method as in the x-ray study.
Table 1 shows that the composition of the exterior austenite phase was Fe-27.4 wt% Mn-5.1 wt%
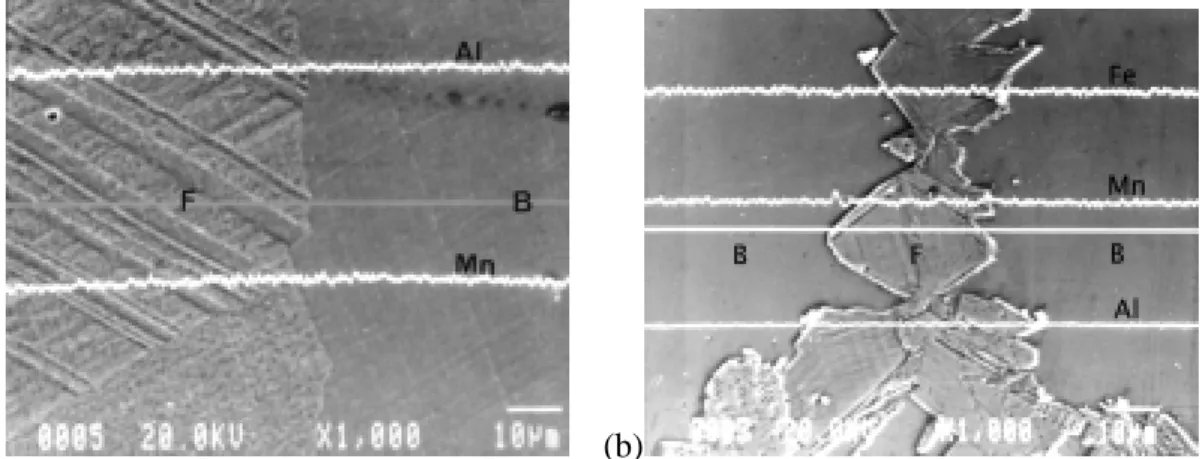
Al-0.01 wt% C (Fe-26.3 at% Mn-9.9 at% Al-0.04 at% C), while the interior ferrite phase measured Fe-27.7 wt% Mn-5.3 wt% Al-0.02 wt% C (Fe-26.6 at% Mn-10.4 at% Al-0.09 at% C). Table 1 shows that some of the Mn and Al elements were lost during high-temperature heat treatment in air, but the amount is tolerable as compared with the composition before any heat treatment. However, the decarburization is significant. The difference in composition between the outer austenite grain and the inner ferrite grain is not serious. The uniformity of the compositions of Mn and Al contents in both parent and product phases can be further observed in the EPMA line scans. Figure 4(a) shows that both of the EPMA line scans in Mn and Al measurements indicated no change in the overall compositions for either Mn or Al component traversing the exterior γ/ interior α interface, except for noise and random fluctuations. From Figure 4(b), the EPMA line scans measuring on the Fe, Mn and Al elements show neither a significant compositional change in the Fe, Mn or Al component crossing the α/γ/α interfaces, nor for the BCC grains and the austenite grains in the interior area of the specimen. It is well known that Al is a ferrite stabilizer while Mn is an austenite former. The austenite phase should have a higher Mn and lower Al content, while the reverse is true for the ferrite phase. The formation of the austenite phase at prior ferrite boundaries and surrounding sides of the specimen was observed during water quenching. However, there was no compositional difference between the outer austenite and the inner ferrite grains. The same situation is true for the FCC grains, at the interior BCC grain boundaries, and in the BCC grains. Therefore, this phase transformation did not occur by long-range diffusion of Mn and Al atoms, but by the atoms jumping across the α/γ boundaries. No change of the overall composition in phase transformations was shown by the EPMA line scans. Therefore, because the overall compositions were the same for both phases, we drew the conclusion that massive transformation has been observed in the present work.
The other characteristic of massive transformation is that the parent phase is stable at high temperature and the massive phase is stable at low temperature (14). In Figures 2 and 3(a), the interior parts of the specimens remain in the high-temperature ferrite phase and demonstrate that the high-temperature phase is the ferrite phase. According to the ternary Fe-Mn-Al phase diagrams in Fig. 1, the specimens at 1573 K are full of ferrite and approaching the full austenite phase at temperatures below 1173 K (13). The exterior austenite phase is the stable phase at low temperature in the phase diagram shown in Fig. 1. Fig. 5 shows the LM of the alloy heated at 1373 K for one hour in air and then quenched into room temperature water. The alloy is composed of 95% FCC phase and 5% BCC phase at 1373 K. This result is consistent with the Fe-Mn-Al phase diagrams. In order to show that the stable low temperature phase is austenite in this study, we performed an experiment in which we cooled the Fe-Mn-Al alloy at a rate of 50 K per hour to room temperature after the slab was heated for an hour at 1373 K in air. Figure 6(a) shows the light micrograph of the Fe-Mn-Al alloy after the furnace cooling from the above heat treatment. According to the LM observation, the alloy consists of predominately austenite grains, and this result is confirmed by the X-ray study as shown in Fig. 6(b), where austenite peaks are clearly detected and the ferrite peaks are not clearly seen. This result confirmed that the stable low temperature phase is austenite. As the stable phase at high temperature is ferrite and the stable phase at low temperature is austenite, the result again demonstrates that the phase transformation from the ferrite phase to the austenite phase around the surface areas of the Fe-Mn-Al specimens during high-temperature quenching is massive transformation.
CONCLUSIONS
Slabs with the composition of Fe-27.6 wt% Mn-5.3 wt% Al-0.11 wt% C were subjected to intense study. After the alloy was heated at 1573 K for 30 minutes in air, and then quenched into cold brine or room temperature water, the massive austenite phase was observed in the surrounding surface
6
area of the specimen. According to EPMA measurements, the lost amount of Mn and Al in the heat treatment at 1573 K for 30 minutes in air is not significant. There are no differences in the overall concentrations of the Mn and Al between the ferrite and austenite phase. In addition, the EPMA line scans indicate no change of the overall compositions in Fe, Mn or Al component crossing the α/γ interface. And in the separate glow discharge measurement, there is almost no carbon left in either the austenite or the ferrite phase due to significant decarburiztion in the high-temperature heat treatment. Judging from the high-temperature quenched specimens and the furnace-cooled ones, the stable high-temperature phase at 1573 K is ferrite and the stable low temperature one is austenite.
The fact that there were no changes in the overall Fe-Mn-Al concentrations between the exterior austenite phase and the interior ferrite phase exhibits the characteristics of massive transformation.
Therefore, the phase transformation for changing ferrite to austenite during high-temperature quenching is massive transformation.
REFERENCES
1. T. Maki and C.M. Wayman, Acta Metall. 25, 681 (1977).
2. M. Umemoto, T. Hyodo, T. Maeda and I. Tamura, Acta Metall. 32, 1191 (1984).
3. P.J. Brofman, G.S. Ansell and G.J. Judd, Metall. Trans. A 13, 203 (1982).
4. A. Sato, M. Kato, Y. Sunaga, T. Miyazaki and T. Mori, Acta Metall. 28, 367 (1980).
5. X.M. Zhang, E. Gautier and A. Simon, Acta Metall. 37, 477 (1989).
6. R.F. Mehl, C.S. Barrett and D.W. Smith, Trans. AIME 105, 215 (1953).
7. D.A. Porter and K.E. Eastering, Phase Transformations in Metals and Alloys, 2nd Ed. (1992).
8. S.K. Chen, K.H. Hwang, C.M. Wan, and J.G. Byrne, Scripta Metall. 24, 151 (1990).
9. K.H. Hwang, C.M. Wan, and J.G. Byrne, Scripta Metall. 24, 979 (1990).
10. K.H. Hwang, C.M. Wan, and J.G. Byrne, Mat. Sci. and Eng. A 132, 161 (1991).
11. W.B. Lee, F.R. Chen, S.K. Chen, G.B. Olson, and C.M. Wan, Acta Metall. 43, 21 (1995).
12. H.Y. Chu, F.R. Chen and T.B. Wu, Scripta Metall. 33(8), 1269 (1995).
13. X.J. Liu, S.M. Hao, L.Y. Xu, Y.F. Guo, and H. Chen, Metall. Trans. A 27A, 2429 (1996).
14. M.R. Plichta and H.I. Aaronson, Acta Metall. 28, 1041 (1980).
15. E. Menon, M. Plichta, and H.I. Aaronson, Scripta Metall. 17, 1455 (1983).
16. M. Plichta, W. Clark, and H.I. Aaronson, Metall. Trans. A 15A, 427 (1984).
17. E. Menon, M. Plichta, and H.I. Aaronson, Acta Metall. 36(2), 321 (1988).
18. Y. Mou, and H.I. Aaronson, Acta Metall. 42(6), 2159 (1994).
19. J.F. Nie, B.C. Muddle, T. Furuhara, and H.I. Aaronson, Scripta Metall. 39, 637 (1998).
20. J.D. Ayers and D.C. Joy, Acta Metall. 20, 1371 (1972).
21. J.D. Ayers, Metall. Trans. 5, 2389 (1974).
22. J.D. Ayers, Acta Metall. 28, 1513 (1980).
23. J.D. Ayers, P.G. Moore, and R.A. Masumura, Acta Metall. 36(8), 2349 (1988).
Table 1. The compositions of the Fe-Mn-Al alloy for the exterior austenite and the interior ferrite grains as analyzed by EPMA, while C contents were analyzed via a glow discharge method in a LECO analyzer, separately.
Element
Phase Fe (wt%) Mn (wt%) Al (wt%) C (wt%)
Exterior austenite 67.5 27.4 5.1 0.01
Interior ferrite 67.0 27.7 5.3 0.02
(a)
(b)
(c)
Figure 1. The (a) 1573 K, (b) 1473 K, and (c) 1173 K isotherm sections for the Fe-Mn-Al ternary systems determined by Liu et al. (13).
8
Figure 2. LM of the Fe-Mn-Al alloy after being heated at 1573 K for 30 minutes in air and then quenched into cold brine at 258 K. (F: FCC; B: BCC; O: surface oxide area)
(a) (b)
(c) Figure 3. (a) Light micrograph of the Fe-Mn-Al alloy after being heated at 1573 K for 30 minutes in
air, and then quenched into room temperature water. (F: FCC; B: BCC; O: surface oxide area) (b) The x-ray diffraction pattern in the exterior area of the specimen. (c) The x-ray diffraction pattern in the interior area of the specimen.
(a) (b)
Figure 4. EPMA line scans, (a) measuring the exterior γ/interior α region and (b) measuring the α/γ/α in the interior area of the specimen, which Al stands for Al line scan, Mn for Mn line scan, and Fe for Fe line scan, after the alloy being heated at 1573 K for 30 minutes in air and then quenched into room temperature water. (F: FCC; B: BCC)
Figure 5. The LM of the alloy heated at 1373 K for one hour in air and then quenched into room temperature water. (F: FCC; B: BCC)
(a) (b)
Figure 6. (a) Light micrograph of the Fe-Mn-Al alloy after cooling the Fe-Mn-Al alloy at a rate of 50 K per hour to room temperature via furnace cooling after the slab being heated for one hour at 1373 K in air. (b) The x-ray diffraction pattern for the sample in Fig. 6(a).