行政院國家科學委員會專題研究計畫 成果報告
具微結構之微射出成型技術研究
計畫類別: 個別型計畫
計畫編號: NSC92-2212-E-006-097-
執行期間: 92 年 08 月 01 日至 93 年 10 月 31 日 執行單位: 國立成功大學航空太空工程學系(所)
計畫主持人: 楊文彬
報告類型: 精簡報告
處理方式: 本計畫涉及專利或其他智慧財產權,1 年後可公開查詢
中 華 民 國 93 年 10 月 13 日
行政院國家科學委員會專題研究計畫成果報告
具微結構之微射出成型技術研究
Study on the warpage in thin walled injection molding 計畫編號:NSC 92-2212-E006-097 執行期限:92 年 8 月 1 日至 93 年 7 月 31 日
主持人:楊文彬 國立成功大學航太系
Abstract
Nowadays, most MEMS devices are based on silicon related materials. Because of the requirement of cost reduction, development of microinjection molding technology for MEMS products becomes attractive, which offers high volume production. In this study, microinjection molding is used to fabricate micro fluidics components. Molds with microstructure can be fabricated by techniques such as LIGA, micromachining, electrical discharge machining, or laser ablation. The UV-Lithography process was used for the production of mold inserts with microstructure.
The microstructure was successfully fabricated on a steel substrate. it was found that the addition strength of the microstructure on the substrate strongly depended on the process of the electroplating.
Injection molding of the part with microstructure was determined to be successful in duplicating the original micro pattern.
Key words: Microinjection molding, Microfluidic, Lithography, Microelectroplating, LIGA-Like, Mold insert.
中文摘要
塑膠射出成型進行大量生產製造,使微流體晶 片成本降低,因此可達到拋棄式之功能性,將比現 行使用矽晶片製造方法成本低。微元件及系統的成 型方式可利用微射出成型技術,生產大量的微型化 流體控制元件及系統,如實驗室晶片或微流體晶片 等,而微射出成型的機械元件精密加工部分,也需 要應用到微機電系統的製造技術,即 LIGA 製程,
本研究使用 UV 微影製程配合厚膜光阻技術,則可 實現低成本的類 LIGA 製程。類 LIGA 的 UV 微 影製程技術的優點為高效率、精確度高、低成本方 式。本實驗微射出成型模仁設計與製作研究,使用 類 LIGA 電鍍模製程,以金屬碳鋼為基材,利用 UV-LIGA 負 型 厚 膜光阻製程定義微流體元件結 構,配合鎳微電鍍技術,製作出高精度、壽命之射 出成型模仁。研究改善微射出成型於模仁製造之技 術,微射出成形微結構之微小化。
關鍵詞: 微射出成型,微流體元件,微影,微電 鍍,類 LIGA,嵌入模仁。
前言
微射出成型技術是微元件成型的方式之一,與 傳統射出成型技術有顯著的差異性。由於微機械元 件的尺寸很小,無法使用傳統機械加工製作,同時 為了配合產業需求,研究微成型技術及微模具,準 確探討微元件和系統的特性、壽命及可靠度,使技 術能邁向實用化。微元件成型技術研究的目的,在 於 試 圖 改 善 傳 統 加 工 技 術 及 應 用 半 導 體 製造技 術,將各種機械元件微小化。
微(微量及微特徵)射出成型的定義是指射出 微量或是射出微特徵,通常指射出成品重量以毫克
(mg)為計量單位,成品幾何尺寸以微米(µm)
為度量單位的成型方法。微射出加工技術包括有模 具設計與製造技術、微射出加工技術,本研究初期 以微模具製造加工技術為切入主題,並探討射出成 型件幾何尺寸之微米精度。
微流體晶片(Microfluidics)之微流體元件及 系統技術主要發展控制、感測、反應及分析微量流 體。關鍵元件並可整合為不同功能之智慧化微型流 體 系 統 晶 片 。 微 閥 ( microvalve ) 、 微 幫 浦
(micropump)、微流量計(micrometer)、微混合 器 ( micromixer ) 、 微 反 應 槽 ( micro reaction chamber)、微分離(microseparation)等。與近來 引起微結構科技新潮流的發展是化學分析,微全分 析系統(micro Total Analysis Systems),簡稱μ-TAS 或稱實驗室晶片(Lab-on-a-chip),將整個化學實 驗室微小化後放在一個晶片上用於各種的檢驗。優 點在於樣本操作處理的過程自動化,減少了人力需 求並且可以避免人體直接曝露於化學試劑下。同時 在晶片上僅需極少量的化學試劑(每個反應所需的 量在 1 微升以下)即可完成反應,大大地減少化學 品的污染源。而且所有微小化的實驗室設備元件都 固定在晶片上,一次即完成所有的反應,增加了實 驗的信賴度,另外也可以做成拋棄式的晶片降低實 驗室成本[1-2]。
微元件及系統的成型方式可利用微射出成型 技術,生產大量的微型化流體控制元件及系統,而 微射出成型的機械元件精密加工部分,也需要應用 到微機電系統的製造技術,即 LIGA 製程,而 UV 微影製程配合厚膜光阻技術,可以低成本、高效率 和高精確度實現類 LIGA 製程[3-4]。
射出成型模仁製作
本 研 究 重 點 是 在 模 仁 製 作 與 射 出 成 形 的 部 分,關於微流體系統之設計,是依據 Madou [5-6]
所設計的離心式微流體系統,先利用類 LIGA 在 CD
(compact disc)片上成形微結構後,藉由旋轉 CD
片,提供離心力(centrifugal force)來克服微管道 的毛細力(capillary force),使流體可以從 CD 片 的中心被推到邊緣,而使流體從一個儲存槽到另一 個儲存槽,順序則是利用不同的轉速來控制;結合 了 各 種 不 同 的 微 流 體 元 件 , 如 流 體 序 列 ( flow sequencing ) 、 階 梯 式 混 合 器 ( cascade micro-mixing)、及毛細計量(capillary metering)
等元件與偵測系統,即可分析 CD 片上的樣本。
本實驗使用金屬的模仁來嵌入射出模具中,嵌 入法有模仁易更換、縮小基材尺寸、簡化模具等優 點。簡述模仁製作的方法,先使用機械法來研磨基 材來得到良好的基材,再進行光深刻微影實驗製作 出光阻的微流道,然後電鍍實驗鑄出鎳的微結構,
去除光阻後就得到模仁。所使用的基材都是中碳鋼 板(S45C),使用鋼板來當作基材是因為鋼板的取 得、硬度、加工條件較純鎳板好,所以模仁製作方 式又分為第一型模仁與第二型模仁,所使用的基材 都是中碳鋼板(S45C),差別在於第二型的基材包 覆了一層無電鍍鎳,來比較電鍍層鎳與基板之結合 度。
圖 1 為實驗從模仁製作到射出測試之製程流程 圖,接下來將詳述各實驗方法製程與結果。
◆ 微影實驗與製程
光深刻實驗目的在於製作出光阻微流道,有正 光阻與負光阻兩種類型,負光阻可以有較大的深寬 比。本實驗厚度可控制在 80±5 µm,以 S45C 為基 材,本實驗先後使用兩種厚膜光阻劑,SU-8 50 與 JSR 151N 兩者都是負光阻。
A. SU-8 負 光 阻 ( Su-8 Negative Tone Photoresists):
SU-8 製 程 的 步 驟 依 序 為 為 基 材 前 處 理
(Substrate Pretreatment)、塗佈(Coat)、軟 烤(Soft Bake)、曝光(Expose)、曝後烤(Post Expose Bake, PEB)、顯影(Develop)、沖洗 和乾燥(Rinse and Dry)、硬烤(Hard Bake,
Cure)。以下為厚度 80 µm 的製程參數,使用 的基板為 S45C,直徑 120 mm 厚 1 mm 的圓板,
厚度誤差約為上下 5 µm。
SU-8 光阻的去除,由於經過曝光與曝後烤 過程後光阻形成非常高交互鍵結的環氧化物,
使得非常難去除。文獻上還提供了各種去除的 方式[7],但是也不能使硬烤和固化後的 SU-8 完全去除。尤其當基材上變為金屬時,跟矽晶 元相比較,SU-8 的去除變得更加困難與不可 行。由於本實驗模仁製作最後須把光阻去除,
以現有的溶劑來去除 SU-8,實驗最多僅能去除 90%,無法達到無光阻殘留,並在考量製程需 求是需不傷害到結構層與基材,所以使用一樣 是厚膜光阻 JSR 替代 SU-8 來解決這個問題[8]。
B. JSR 負光阻(Negative Tone Photoresists)
JSR 製 程 的 步 驟 依 序 為 為 基 材 前 處 理
(Substrate Pretreatment)、塗佈(Coat)、前 烤(Pre-baking)、曝光(Exposure)、顯影
(Development)、沖洗和乾燥(Rinse and Dry)。 以下為厚度 80 µm 的製程參數,使用的基板為 S45C,直徑 120 mm 厚 1mm 的圓板,厚度誤差 約為上下 2 µm。THB-151N 可以使用 THB-S1 或 THB-S2 來去除,在溫度 60℃浸泡 40 分鐘;
或可使用 NaOH 來代替,同樣在溫度 60℃浸泡 40 分鐘即可把光阻全部去除乾淨。
模仁的微影製程是使用 JSR 151N 光阻,在中 碳鋼基材上製作出光阻的微結構,塗佈的厚度控制 為 80 µm,厚度誤差約為 2µm。微影製程圖案轉移 相當好,光阻平整性也很高,見圖 2(a)。說明圖 3,
深色部分是轉移的圖案,淺色部分為 JSR 光阻,條 紋是底部的金屬基板;圖 3 (a)左邊圖中為儲存槽、
階梯式微混合器、微管道,右邊圖中為儲存槽、緩 衝儲存槽、微管道;圖 3 (b)為凸塊結構。
微影技術需要控制的製程參數非常多,雖然售 販光阻的廠商會提供一些基本的相關參數,但由於 基材大小不同、光阻選擇不同和表面有不同的材質 與特性,還有每次實驗環境、儀器的因素都會造成 相關製程參數的變動。
◆ 微電鍍成型實驗
微電鍍(Micro electroplating)的製程順序依次 為(1)研磨(polishing)、(2)前處理(pretreatment)、
( 3 ) 電 鍍 ( electroplating ) 、 ( 4 ) 後 處 理
(aftertreatment)(5)乾燥(drying)五個步驟:
微電鍍鎳的微結構,厚度控制為 75µm,表面 粗操度在 2-3µm,整體平整性誤差約為 5-10 µm,
見圖 2(b)。後處理與乾燥兩個步驟,在本實驗不使 用,電鍍出之鎳微流道的高度控制比光阻微流道 低,而電鍍結果表面平整度可以控制在 3-5µm 以 下,所以不做後處理研磨的動作。
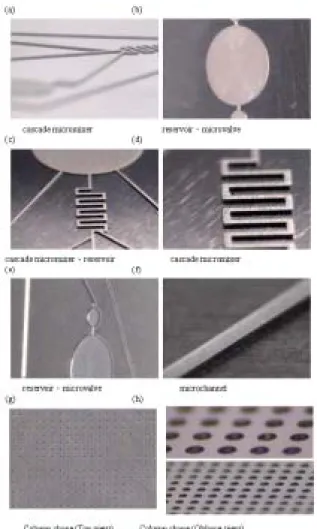
模仁的微電鍍製程是在沒有光阻的地方鍍上 鎳,以形成為圖案之模仁微結構。由圖 4,深色部 分是模仁基板,淺色部分為電鍍鎳,條紋是底部金 屬基板的表面,圖(a)與圖(c)中圖案為儲存槽、階梯 式混合器、微管道;圖(b)為儲存槽;圖(d)為階梯 式微混合器;圖(e)為未去光阻前之鎳微結構;圖(f) 為微管道。圖(g)(h)是圓柱凸塊的結構,條紋是底 部的金屬基板,圓外的部分即是鎳鍍層,(a)~(d),(g) 為正視圖,(e) (f)(h)為側視圖。
前處理部分,前處理不完全,會造成鍍層的缺 陷,有鍍層剝離、氣脹(blister)、鍍層凹凸不平、
小孔。圖 5(a)和(e)都是因前處理不完全所造成鍍層 之剝離與氣脹。電鍍部分,影響鍍層的因素有鍍液 組成配方、電流密度、液溫、攪拌、電流波形、陽 極、ph 值、添加劑、陽極、電匯流導排、工件掛架、
電流分佈等;而操作變數對鍍層物性有著極強的左 右能力,如攪拌、溫度或陽極配置等。
△ 使用較小的電流密度,0.5-1 A/dm2,可使鎳晶 粒較小,堆積時排列也較好,鍍層有較不會有 針孔的結構;電流密度大時,鎳晶粒堆積速度 較快且晶粒較大,面積較小與邊緣的地方,鍍 出高度會比較高,且出現結構針孔的結構。由
圖 5 (b)可以明顯看出圓的兩邊較高中心較 低,鍍層不均的現象。
△ 鍍液需要有良好的攪拌,一是為了使每一各位 置的流場相同、減低擴散層(diffusion layer),
使鎳晶粒較容易付著且均勻排列。圖 5 (d) 因 攪拌不均流場不同,導致鍍層不一樣高,左邊 較高右邊較低。
△ 溫度需控制在操作溫度 50℃到 60℃間,溫度 會影響鍍層內應力。
△ 鍍液在電鍍時,濃度及 pH 值需維持定值,以 維持電鍍過程反應一致。
△ 添加劑有潤滑劑與光澤劑,潤滑劑(wetting agent)可藉由減低鍍液接觸面的表面張力,使 氣體平順的脫離,防止氫氣泡停滯而形成針孔 鍍層;光澤劑的使用可得光澤鎳鍍層,但要注 意光澤劑逐漸增加時,鍍層內應力與硬度也逐 漸提高,圖 5 (e)為氫氣泡停滯而造成之孔洞。
△ 鍍件放置位置要使氣體自由逸出容易。
△ 就簡易式使用燒杯來電鍍,鍍液鎳離子的減少 會影響鍍液的濃度,所以建議使用純鎳當陽 極,而陽極的配置,鎳陽極應與陰極的鍍件平 行並分隔一段距離,使電流分佈較好。
◆ 去除光阻實驗
模仁在微影製程與電鍍成型後,最後須把光阻 去除,比較 SU-8 光阻與 JSR 光阻去除實驗。本實 驗室取得各種溶劑,做去除 SU-8 實驗,如去除劑
(PR stripper)、NaOH、CH3COOH,採用浸泡、
沖洗、加溫等方式,來測試去除光阻的製程與可行 性。JSR 使用 NaOH 來去除,在溫度 60℃浸泡 40 分鐘。
微影製程後,SU-8 光阻使用 NaOH 浸泡可以 去除約 90%、浸泡 CH3COOH 僅 60%去除、浸泡去 除劑(PR stripper)可去除達 95%,圖 5 (b)可見鎳 微結構旁有些許光阻未去除,浸泡時間從兩小時至 24 小時不等,加熱可使時間縮短且酸劑會傷害金屬 基板。JSR 光阻使用 NaOH 來去除,在溫度 60℃浸 泡 40 分鐘即完全去除,亦可增高溫度縮短時間。
而當在電鍍製程後,上述的方式接無法去除 SU-8,
光阻沒有縫細讓液體可滲入使光阻被抬起,且金屬 基板較晶圓難去除。但 JSR 光阻仍舊很容易就可以 去除。
微射出成型實驗與製程
做 射 出 實 驗 前 需 要 有 模 具 , 本 實 驗 所 用 的 模 具 分 為 模 仁 與 模 座 兩 部 分 , 模 仁 使 用 嵌 入 法 鎖 上 固 定 模 側 。 而 模 具 加 工 前 , 先 利 用 C-mo ld 模 流 分 析 軟 體 做 有 關 射 出 成 型 前 的 模 擬 與 設 計 , 可 以 事 前 預 知 模 具 設 計 上 的 瑕 疵 , 然 後 予 以 改 進 。 C-MOLD 在模 擬成型品充填過程,主要是利用中間面來作數值分 析運算,本實驗模型的厚長比(T/L ratio)為薄件,
可經由 C-MOLD 的自動轉換中間面之功能建立網
格模型,成 品 為 一 直 徑 1 2 0 mm、厚 1 . 2 mm 的 圓 。
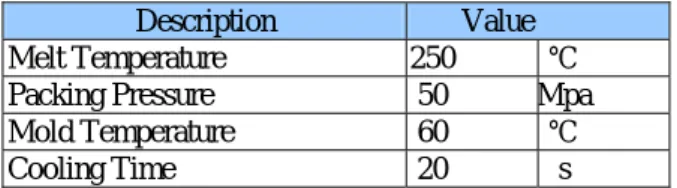
先用電腦輔助分析,來做射出實驗製程參數的 依據,應用 C-MOLD 模擬分析,主要製程參數是 融膠溫度、保壓壓力、模具溫度、冷卻時間,藉由 模擬分析來改善模具設計的缺失。而實驗射出成型 主要改變的製程參數為融膠溫度、保壓壓力、模具 溫度、冷卻時間。射出實驗製程條件中,保壓壓力 太大或給予的塑料太多,成品會有膨脹的現象,開 模頂出時,鑄口的部分會斷裂或是 CD 片上有裂 痕;還有模具溫度不要高溫,可以使成型品收縮較 少;冷卻時間不足,冷料區未冷卻,頂出時造成成 型品收縮拉裂,而實驗製程參數值如表 1 所示。
第一型與第二型模仁的差異,在於第二型模仁 的基板上先鍍上 10μm 無電解鎳層,無電解鎳有無 晶狀體和高防腐蝕性的特性,並可增強電鍍層與鋼 板之結合度。實驗結果目前在射出成型上比較第一 型模仁與第二型模仁,兩類型的模仁射出次數可達 200 次,電鍍鎳再射出時均沒有脫落與結構受傷的 狀況。由圖 6(a)和(b),第二型模仁高抗腐蝕的特性 使保存較為良好,且表面光澤度較佳。
◆ 射出成型品
微射出成型品可見圖 6,對於微射出成型之複 製性,對各部分的形狀拍照觀察外形輪廓,觀察成 型品與電鍍之微結構後可知複製性良好,拍照放大 比例觀察微管道寬誤差在 5-10 µm,使用表面粗度 儀量厚度複製性厚度誤差在 2-5 µm,見圖 7 (a)為模 仁與成型品;(b)為電鍍鎳 PMMA 成型品微管道量 測之厚度圖比較,表面粗度儀僅準確的測量深度,
對於繪製出的結構外型輪廓為不準確的;(c)為電鍍 鎳 PMMA 成型品微管道拍照之寬度比較。
◆ 模斜度(Draft angle)
關於光阻製作出之微結構的側壁並不垂直於 基材,可以很明顯看到光阻側壁有 undercut 的現 象,根據 Lorenz [9]的研究,使用 SU-8 光阻來製作 微結構,一些過程如聚合作用(polymerization)、
交互鍵結的化學變化會造成體積改變,以及各種照 度(illumination)的參數(如光束分歧、基材反射、
SU-8 光阻會吸收 UV 光和 SU-8 光阻的反射等)都 會影響到側壁的外形。在圖案轉移時曝光量是影響 體積的變化最大的因子,過曝(over-dosing)與少 曝(under-dosing)會造成正(positive)負(negative)
尺寸的差異[10]。
關於微結構側壁的外形,本實驗光阻側壁需為 負脫模斜度(Draft angle),使得電鍍的微結構側 壁為正脫模斜度,利於射出成型時脫模,而微影製 程中曝光量是影響體積的變化最大的因子,藉由過 曝與少曝來會造成正負尺寸的差異,圖 8 說明各製 程之脫模斜度。
並觀察到射出成型品有毛邊的現象,見圖 9(a) 在管壁的上面有些會有 PMMA 堆積,此問題對側 壁與脫模斜度做討稐。此 PMMA 堆積的現象,可
能由射出時模仁脫模時因 undercut 斜度問題造成塑 料被勾出而堆積在表面,在探討各製程側壁的圖形 輪廓,使用精密的量測與拍照方式來得知微結構的 圖形。結果推論為一電鍍實驗製程在控制參數時,
電鍍鎳在各部位的生成會因寬、深度不同反應速率 不同,造成厚度不平均與鍍超過光阻的厚度造成脫 模困難及毛邊;另一由於反射光在表面不平的金屬 介面上,散射現象嚴重,會直接影響光阻之圖案定 義,如圖 9(a)電鍍超過光阻高度造成難以脫模的角 度,圖 9(b)反射光會使光阻在側壁的底部邊緣成些 許圓弧狀。光阻側壁圓弧狀也影響所翻出的電鍍鎳 層形狀,使成型品的上緣呈現圓弧的形狀。
結論
本研究成功地對於微射出成型模仁之設計製 作與製程改善,模仁製作方式是使用類 LIGA 製 程,以硬度較高之金屬碳鋼為基材,利用 UV-LIGA 負型厚膜光阻製程定義微流體元件圖案結構,配合 微電鍍鎳技術,製作出高精度、壽命之射出成型模 仁,並製成塑膠製品,完整的復寫原有之微結構設 計。
射 出 成 型 成 功 複 製 出 模 仁 上 的 微 結 構 , 結 構 輪 廓 外 形 高 精 度 且 具 模 仁 脫 模 斜 度 , 模 仁 微 結 構 之 脫 模 斜 度 為 製 作 的 重 點 之 一 , 脫 模 斜 度 不 足 或 不 正 確 將 形 成 脫 模 不 易 、 成 品 斷 裂 、 射 出 成 型 會 時 的 複 製 成 品 的 輪 廓 外 形 受 到 脫 模 時 的 力 而 變 形 , 而 隨 著 微 結 構 的 複 雜 度 亦 增 加 成 品 與 模 仁 之 咬 合 , 使 脫 模 更 為 困 難 。 微影製程是最首要的製程,一開始由光組 成型的微結構,電鍍時會完全依照光組的輪廓外型 來成型出鎳結構,而射出成型品即複製鎳結構的性 狀。光阻側壁需為負脫模斜度(Draft angle),使 得電鍍的微結構側壁為正脫模斜度,利於射出成型 時脫模。當模仁製作完成,在一般的射出機即可完 成微管道對稱之射出成型,模仁上之微結構在適當 的電鍍製程控制下,使得不易在射出中脫落。
本文所觀察顯示 JSR 光阻相對於 SU8 光阻,
製作較為簡易,比較符合在微影電鍍成型的需求。
而在微結構的電鍍製程,控制良好可提升基板與鍍 層的接合性與強度性,使在射出時沒有脫落與結構 受傷的狀況。最後對於大尺寸元件,而具有微結構 之成品,在本研究的微結構尺寸而言,深 60-80 µm、寬 50-150 µm 的深寬比下,對射出成型之成型 條件無特殊的關係,以一般的精密成型方式即可射 出元件,也達到良好的複製性,前提在大尺寸件射 出製程控制在良好射出條件下。
參考文獻
[1] 趙蘭英, 手掌中的生化實驗室—Lab-on-a-chip, 工研院經資中心生醫組, 民國 91 年 8 月。
[2] 生技中心, 物技術產業年鑑2002, 生物技術中 心, 民國91年9月。
[3] E. W. Becker, W. Ehrfeld, P. Hagmann, A.
Maner, and D. Munchmeyer, Fabrication of microstructures with extreme structural heights by synchrotron radiation lithography, galvanoforming and plastic forming (LIGA process), Microelectron. Eng., vol. 4, pp.35-56, 1986.
[4] Y. Cheng, B. Y. Shew, C. Y. Lin, D. H. Wei and M. K. Chyu, Ultra-deep LIGA process, J.
Micromech. Microeng., 9, 58-63, March 1999.
[5] M. J. Madou, Liyoug Yu, Chee Guan Koh, L.
James Lee and Kurt W. Koelling, Experimental Investigation and Numerical Simulation of Injection Molding With Micro-Featuers, Polymer Engineering and Science, Vol. 42, No. 5, May 2002.
[6] L. James Lee, M. J. Madou, Sylvia Daunert, Siyi Lai, and Chih-Hsin Shih, Design and Fabrication of CD-Like Microfludic Platforms for Diagnostics: Microfluidic Functions, Kluwer Academic, Netherlands, Biomedical Microdevices 3:4, 245-254, 2001.
[7] Paul M. Dentiger, W. Miles Clift and Steven H.
Goods, Removal of SU-8 photoresist for thick applications, Microelectronic engineering, Elsevier Science B.V., 61-62, 993-1000, 2002.
[8] Fan-Gang Tseng and Chih-Sheng Yu, High Aspect Ratio Ultrathick Micro Stencil By JSR THB-430N Negative UV Photography, Engineering and System Science Department National Tsing Jua University, Taiwan, 2002 [9] H. Lorenz, M. Despont, N. Fahrbi, J.
Brugger, P. Vettiger and P. Renaud, Sensors and Actuators, A: Physical, 64, 33, 1998.
[10] Z. G. Ling, K. Lian and L. Jian, Process optimization of SU-8 resist by using absorption coefficient spectra, Technical Conference, Proceedings of SPIE Vol. 3999, 110, March 2000
[11] Specialty Materials Laboratory, and Fine Electronic Research Laboratories, JSR Thick Layer Negative Photo Resist-THB-151N Resist Thickness 80 µm, JSR Corporation.
表 1 主要製程參數值 Description Value Melt Temperature 250 ℃ Packing Pressure 50 Mpa Mold Temperature 60 ℃ Cooling Time 20 s
Draft
Electroplating Draft angle
Coat
UV Exposure
Develop
Strip PR
Injection
Bonding
Substrate Photoresist Mask
Electroplated Ni PMMA
Lithography
Electrodepositi
on
Micro Molding
a
b
c
d
e
f
g
h
圖 1 實驗製程流程圖
圖 2 量側厚度圖 圖 3 JSR 光阻微結構
圖 4 電鍍鎳微結構
圖 5 電鍍實驗不良鎳微結構
圖 6 模仁與微射出成型品(a)(b)微閥門、混合器 (c) 圓柱凸塊
圖 7 模仁與成型品複製性比較
圖 8 各製程 Draft angle 的示意圖
圖 9 微結構造成成型品不良之圖形