行政院國家科學委員會專題研究計畫 期末報告
LED 用塑膠複材散熱裝置之射出成形模具設計分析 研究成果報告(精簡版)
計 畫 類 別 : 個別型
計 畫 編 號 : NSC 100-2622-E-011-023-CC3
執 行 期 間 : 100 年 11 月 01 日至 101 年 10 月 31 日 執 行 單 位 : 國立臺灣科技大學機械工程系
計 畫 主 持 人 : 陳炤彰 共 同 主 持 人 : 李世榮
計畫參與人員: 碩士班研究生-兼任助理人員:許育豪 碩士班研究生-兼任助理人員:王柏凱 碩士班研究生-兼任助理人員:郭家興 碩士班研究生-兼任助理人員:徐睿明
公 開 資 訊 : 本計畫涉及專利或其他智慧財產權,研究成果報告(精簡版)1 年後可公開查詢
中 華 民 國 101 年 12 月 31 日
中 文 摘 要 : 近年發光二極體(Light Emitting Diode, LED)照明發展成為 新興產業,但其散熱卻始終是一項問題,仍須探討和改進,
目前 LED 之散熱燈座常使用材料多為金屬擠型加工,由於 LED 燈座發展朝向輕量化,材料研發也朝向導熱性高分子複 材發展。本研究材料為熱導性高分子複材-聚苯硫醚(Poly phenylene sulphide, PPS)複材,首先利用能量散佈分析儀 (Energy Dispersive Spectrometer, EDS)進行塑料元素分 析,並配合模流分析軟體,於射出成形前進行塑料充填模 擬,並找出最佳之澆口型式及大小,並利用射出成形技術進 行拉伸試片、衝擊試片以及 LED 燈座成品成形,其拉伸及衝 擊試片利用拉伸試驗機與衝擊試驗機進一步得知 PPS 複材之 機械性質,環形散熱燈座則使用掃描式電子顯微鏡(Scanning Electron Microscope, SEM)對產品進行分析及觀測,並針對 澆口及充填末端處進行試片取樣,各位置取樣為平行及垂直 澆口方向,最後並量測 LED 散熱燈座熱傳導情形,並與鋁擠 製之 LED 散熱燈比較其散熱情形。此研究結果得知塑料充填 情形及模溫與凝固層之關係,以及熱傳導性塑膠複材成形之 散熱燈座之熱傳係數散熱效果,研究成果未來可提供廠商做 為未來量產之建議。
中文關鍵詞: 熱傳導性高分子複材、散熱燈座、發光二極體、聚苯硫醚、
射出成形
英 文 摘 要 : Light Emitting Diode (LED) has recently become a main
stream of illumination, but the heat dissipation
problem still needs to be improved and studied. Most
heat sinks are metals after extruding, the thermo-
conductive polymer composites has been used in this
study to fabricate the tensile/impact specimen and
heat sink of LED lighting. Poly phenylene sulfide
(PPS) composites have been tested with Energy
Dispersive Spectrometer (EDS) to measure the major
components of polymer composites. Moldex3D R10.0
software is used first to simulate the filling stage
and gate type of tensile and impact specimens and
also heat sink. Tensile tests and impact tests have
been performed to investigate the PPS composites
characteristic. Scanning Electron Microscope (SEM) is
used to observe the specimen at parallel and vertical
to the filling direction of the gate of the LED heat
sink. Finally, heat transfer condition LED heat sink
of PPS composites have been measured and verified.
Results can provide recommendations to corroborated company for using thermal-conductive composite polymer for the LED heat sink applications.
英文關鍵詞: Thermal-conductive composite polymer, Heat sink, LED,
PPS, Injection molding
行政院國家科學委員會補助產學合作研究計畫成果完整報告
LED 用塑膠複材散熱裝置之射出成形模具設計分析
計畫類別:□ 先導型 □ 開發型 ■ 技術及知識應用型 計畫編號:NSC 100-2622-E-011-023-CC3
執行期間: 100 年 11 月 01 日至 101 年 10 月 31 日 執行單位:國立台灣科技大學
計畫主持人:陳炤彰 教授 共同主持人:李世榮 教授
計畫參與人員: 碩士生 2 人 許育豪、王柏凱
處理方式:依規定,原則上不予公開。
中 華 民 國 2012 年 10 月 31 日
附件一
研究計畫中英文摘要
(一)計畫中文摘要
近年發光二極體(Light Emitting Diode, LED)照明發展成為新興產業,但其散熱卻始終是 一項問題,仍須探討和改進,目前 LED 之散熱燈座常使用材料多為金屬擠型加工,由於 LED 燈座發展朝向輕量化,材料研發也朝向導熱性高分子複材發展。本研究材料為熱導性 高分子複材-聚苯硫醚(Poly phenylene sulphide, PPS)複材,首先利用能量散佈分析儀(Energy Dispersive Spectrometer, EDS)進行塑料元素分析,並配合模流分析軟體,於射出成形前進行 塑料充填模擬,並找出最佳之澆口型式及大小,並利用射出成形技術進行拉伸試片、衝擊 試片以及 LED 燈座成品成形,其拉伸及衝擊試片利用拉伸試驗機與衝擊試驗機進一步得知 PPS 複材之機械性質,環形散熱燈座則使用掃描式電子顯微鏡(Scanning Electron Microscope, SEM)對產品進行分析及觀測,並針對澆口及充填末端處進行試片取樣,各位置取樣為平行 及垂直澆口方向,最後並量測 LED 散熱燈座熱傳導情形,並與鋁擠製之 LED 散熱燈比較 其散熱情形。此研究結果得知塑料充填情形及模溫與凝固層之關係,以及熱傳導性塑膠複 材成形之散熱燈座之熱傳係數散熱效果,研究成果未來可提供廠商做為未來量產之建議。
關鍵詞: 熱傳導性高分子複材、散熱燈座、發光二極體、聚苯硫醚、射出成形
(二)計畫英文摘要
Light Emitting Diode (LED) has recently become a main stream of illumination, but the heat dissipation problem still needs to be improved and studied. Most heat sinks are metals after extruding, the thermo-conductive polymer composites has been used in this study to fabricate the tensile/impact specimen and heat sink of LED lighting. Poly phenylene sulfide (PPS) composites have been tested with Energy Dispersive Spectrometer (EDS) to measure the major components of polymer composites. Moldex3D R10.0 software is used first to simulate the filling stage and gate type of tensile and impact specimens and also heat sink. Tensile tests and impact tests have been performed to investigate the PPS composites characteristic. Scanning Electron Microscope (SEM) is used to observe the specimen at parallel and vertical to the filling direction of the gate of the LED heat sink. Finally, heat transfer condition LED heat sink of PPS composites have been measured and verified. Results can provide recommendations to corroborated company for using thermal-conductive composite polymer for the LED heat sink applications.
Keywords: Thermal-conductive composite polymer, Heat sink, LED, PPS, Injection molding
目錄
摘要 ... I
一、前言 ... 1
二、研究目的 ... 1
三、文獻探討 ... 2
3.1 LED 與散熱相關研究文獻 ... 2
3.2 聚苯硫醚(Phenylene sulfide, PPS)相關研究文獻 ... 4
四、研究方法 ... 5
4.1 塑料成份分析 ... 6
4.2 塑料機械性質檢測 ... 6
4.3 透光度檢測 ... 6
4.4 模流分析 ... 6
4.5 射出成形實驗規劃 ... 6
4.5.1 模具設計 ... 6
4.5.2 射出成形設備 ... 6
4.6 產品檢測 ... 8
4.7 散熱量測 ... 8
五、結果與討論 ... 9
5.1 PPS 塑料成份分析 ... 9
5.2 PPS 複材拉伸/衝擊試片之射出成形 ... 12
5.3 拉伸/衝擊實驗結果 ... 13
5.4 PPS 透光度檢驗 ... 15
5.5 模流分析結果 ... 16
5.5.1.射出塑料選用及製程參數設定 ... 16
5.5.2 塑料流動波前 ... 17
5.5.3 縫合線預測 ... 18
5.5.4 體積收縮及翹曲變形量 ... 19
5.6 產品檢測 ... 20
5.6.1 凝固層 ... 21
5.6.2 塑料流動方向 ... 22
5.7 散熱量測 ... 24
六、結論與建議 ... 25
七、參考文獻 ... 26
計畫查核點自評表 ... 27
本產學合作計畫研發成 果 及 績 效 達 成 情 形 自 評 表 ... 28
一、 前言
近幾年環保意識抬頭,加上近來國際原油的動盪以及固態光源發光二極體 (Light Emitting Diode, LED)的盛行,自 1995 年 Naka-mura 博士克服氮化鎵磊晶問題並成功製作 藍光 LED 後,LED 的效率已從傳統 0.1 lm/W,進展到 120 lm/W 甚至更高,其發光顏色從 早期的紅、黃、綠光,只當作開關的燈泡,進展到超亮的紅(R)、綠(G)、藍(B)三原色的光 源,甚至到高效率白光。LED 燈泡具有節能省電的優點,然而「溫度」始終是 LED 燈必須 面臨的問題,倘若 LED 燈泡無法有效散熱、解決熱源集中問題,則 LED 燈泡之光衰速度 將大為提高,產品壽命也就無法滿足消費者需求。目前市面上常見的 LED 照明燈具模組仍 以鋁製散熱鰭片為市場大宗,由於散熱鰭片之散熱效能限制,若沒採用其他的整合解決方 案,例如加上風扇、散熱銅管、均溫片、迴路熱管與改善結構設計等,單獨使用散熱鰭片 的散熱模組目前仍無法使用在高瓦數的高亮度 LED 燈具中,並且利用金屬成形的 LED 散 熱元件常需進行二次加工,因而提高生產成本。
本計畫之實驗以洋鑫科技股份有限公司設計之四吋照明燈具,進行分析與實驗,期 望以具有較佳熱傳導效率的導熱性塑膠複材,作為照明燈具之成形基材,運用不同成份的 高分子複合材料以射出成形的製程模造成形,藉由分析與實驗方法,預測塑料充填方式及 於開模前找出成形時,成品可能產生之問題,找出具有最佳熱傳導效果之散熱元件高分子 複合材料所組合而成之照明系統模組並將應用於照明系統模組。
二、 研究目的
本計畫以熱傳導性塑膠複材之射出成形製程研發為主,進行模擬分析與實驗,並評估 LED 燈座之散熱效率。本實驗藉由模擬分析,找出最佳之澆口形式,及射出成形參數,進 而提升成形時之良率。由於目前 LED 燈座所使用之金屬材料於擠製成形後,都須進行表面 加工之二次處理,如噴漆或鍍膜處理,提高生產成本及時間,本研究將散熱燈座使用之基 材從金屬轉而使用熱傳導性塑膠複材,且於射出成形後,外觀即可達到產品原有設計之需 求,進而降低成本及生產週期。本研究所使用之熱傳導性塑膠複材,首先進行成份分析及 拉伸和衝擊等機械性質檢測,藉以了解此塑膠複材適合產品使用之情形。射出成形前利用 Moldex3D,進行澆口形式之設計及了解產品成形時可能發生之問題,進而回饋至產品設計。
同時針對 LED 環形散熱燈座進行試片剖面取樣分析,得知其塑料充填情形,並回饋至射出
成形參數調整,最後,進行 LED 環形散燈座之散熱測試,了解其散熱效果,評估導熱性塑
膠複材應用之可行性。
三、 文獻探討
此部分將針對國內外有關本產學合作計畫之研究情況進行文獻探討 3.1 LED 與散熱相關研究文獻
1960年代第一顆LED發展後歷經三十餘年,此期間各種顏色LED陸續被開發出,至1993 年日亞化學公司(Nichia Chemical)成功開較高效率之藍光LED後,使全彩之LED得以實現。
2005年歐洲的Osram[1]公司推出Hyper TOP白光LED發光效率22lm/W,隔年再推出TOP LED發光效率50lm/W。
鄧[2]設計出1W白光LED照明系統中透鏡的封裝規格,以便將LED光源聚集特定的角度 中,再經過所設計的LED陣列的配置,將光線均勻照射到受照面上,達到照明之高光強度 和均勻度的要求。
2006年Lumileds[3]在推出Luxeon K2系列,其發光效率為一瓦達60流明與3W120流明。
黃[4]在不考慮光學透鏡、反射杯及驅動電路等零件因素影響條件下,研究以不同LED 模組及燈杯表面散熱面積組成之MR16-Compatible LED燈泡,在改變額定輸入電流條件下,
研究其電壓、光通量、色溫、演色性、溫度等數值變化情形。
2000年陳炤彰等人[5] 應用Carpet’s Lacunarity碎形理論產生一新型散熱片,應用於筆記 型電腦的中央處理器(CPU)上,並搭配風扇進行強制空氣冷卻。如圖1所示。
2001年陳炤彰等人[6]一種碎形散熱片裝置,係置於一發熱元件上,具有一散熱鰭片,
其特徵在於該散熱鰭片排列形狀為一碎形結構,藉以將該發熱元件之熱導出至空氣,如圖2 所示。
王瀅智[7] 利用Hilbert Curve 碎形幾何所產生的散熱片應用於電腦CPU模組的散熱上,
並藉由Phoenics套裝軟體進行數值模擬,再經由模擬所得之數據與實驗數據進行比較,其散 熱片隨著瓦特數改變(15~35W),其熱阻值變化呈水平趨勢。
2003年NICHIA公司[8]在“Thermal management design of LEDs”中指出,LED構造中的 最高溫度常出現在PN junction,所以Tj是設計LED時必要的參數之ㄧ,而Tj是利用熱阻觀念 來求得。熱阻值越大時,理論上固定的消耗功率及相同的環境溫度條件下,可得知Tj值即 越大,反映出來的意義即為較差的散熱效果,反之熱阻值越小,則代表著較佳的散熱能力。
2007年莊書豪等人[9] 研究高功率LED之鰭片參數分析,以期應用於液晶顯示器中,實 驗先利用在恆溫環境中,實際量測鰭片上之LED溫度。接著再以CFD做模擬與分析,考慮 鰭片底部厚度、鰭片高度、鰭片厚度和鰭片間距等四項參數,使實驗與模擬結果相互驗證。
最後配合田口法,找出最佳鰭片的形狀結構。
龔建銓等人[10]透過實驗觀察於不同的散熱模組下高功率LED的散熱情形,以等效熱阻 之方式來分析並改善散熱模組的設計。
2009年賈翊平[11] 採用數值模擬分析的方式,探討自然對流與強制對流時MR16 LED 的各種熱效應影響。
圖 1 散熱片構思原由
(a)矩形,無轉角(b)矩形,轉角 90 度 (c)圓形,無轉角 (d)圓形,轉角 90 度
圖 2 散熱片溫度分佈俯視圖
3.2 聚苯硫醚(Phenylene sulfide, PPS) 相關研究文獻
1976 年 Brady[12]等人利用 X 光繞射儀(X-Ray Diffraction instrument)、熱差分析儀 ( Differential thermal analysis, DTA)及紅外線光譜儀(Infrared Spectral)進行 PPS、模溫與結晶 度之研究與探討。結果顯示 PPS 於加工溫度較低情況下,經過 2 小時 204℃退火之試片,
結晶度與加工溫度 204℃以上皆可達到 60%,並由拉伸結果得知,隨著結晶度提升,拉伸 強度隨之下降。
1989 年李[13]利用聚二醚酮(PEEK)及 PPS 探討其複合材料之老化行為及對環境之安定 性。
1990 年 M,-F. Cheung [14]等人利用聚砜(polysulphone, PSF)與 PPS 利用不同比例進行混 鍊,並觀察其經退火後,拉伸強度及衝擊強度之變化,最後並利用 SEM 觀察其斷面,結果 顯示 PPS 重量百分比含量高於 50%時,其拉伸強度會隨之下降,而不論 PPS 含量多寡,經 過退火後,其伸長量下降 3%,並由 SEM 拍攝結果得知,因 PPS 與 PSF 之間的空隙,使得 材料韌性不佳,因此於 PPS 含量提升之情況,使得衝擊強度相對下降。
1991 年袁[15]利用電漿表面處理法進行添加纖維之表面改質,進而提升纖維與聚苯硫 醚(PPS)間的界面接合情形。
1992 年陳[16]以融熔混練法,進行 PPS 及高密度聚乙烯(HDPE)之混練,研究其複合材 料之結晶及熔融行為。
2002 年 Hwang[17]等人針對 PPS 及對位聚苯乙烯(Syndiotactic Polystyrene, sPS)複合材 料的機械性質及熱特性做研究與探討。由結果 X-ray 以及 DMA 分析結果顯示其表面接枝情 況不甚理想,其 sPS 與 PPS 的顆粒各自分離,但由於兩者粒徑大小不同,因此隨著 PPS 含 量增加,整體密度提升,其拉伸強度也隨之提升。
2006 年 Tamer Sinmazcelik[18]等人進行模擬 PPS 塑料於自然環境風化下之研究,試片 配合射出成形製程進行試片備製,其結果顯示添加物之粒徑會影響裂縫成長情況,由玻璃 纖維混合 PPS 之結果顯示,些許小裂縫最後會集結為大裂縫,並形成最後破裂原因,但由 玻璃纖維、碳酸鈣及 PPS 混合而成之複合材料,其添加物粒徑較小,與基材接觸面積增加,
會於破裂時吸收能量,延長破裂長度。
四、 研究方法
本計畫乃針對熱傳導性塑膠複材進行散熱元件之開發與設計,首先進行塑膠複材成份 分析,並利用拉伸及衝擊試片進行塑膠複材機械性質檢測,接著進行初步模具設計與 Moldex3D 模流分析軟體進行 LED 散熱燈座之成形模擬,確認後進行模具設計與開模,並 進行射出成形實驗與成品檢測,最終進行散熱燈座之散熱率的量測,其詳細流程如圖 4-1 所示,本章節將依序介紹本研究所使用的軟、硬體設備與架構。
材料分析
材料機械性質 檢測
透光度檢測
模流分析
射出成形實驗
產品檢測
燈座散熱量測
拉伸試片
衝擊試片
實體網格 建立
塑料選用
製程參數 設定
模擬分析
分析結果
NO
NO NO YES
圖 4-1 實驗流程圖
4.1 塑料成份分析
利用能量散佈分析儀(Energy Dispersive Spectrometer , EDS) 進行 PPS 複材成份分析,
進一步了解 PPS 複材基底材料以及所含添加物之情形,進而掌握並提高模流分析與射出成 形時之準確度及成形品質。
4.2 塑料機械性質檢測
本實驗機械性質檢測分為拉伸試驗及衝擊試驗,上述材料物性檢測方法,為測試新材 料不可或缺之測試,亦是維持產品質之重要量測方法。拉伸試驗結果所繪製之應力-應變圖,
可分析材料之比例限度、彈性限度、降伏強度、抗拉強度並可辦別材料為脆性或韌性材。
亦可利用衝擊試驗可得知材料之韌性或脆性。利用上述方式可有效得知新材料之機械特性,
並回饋至產品設計及模流分析之結果判讀,進而提升產品強度。
4.3 透光度檢測
由於 LED 環形燈座,內圓最薄處厚度為 1.5mm,並且塑料顏色為淺色,欲避免燈座於 照明時產生透光之情形,因此利用透光度檢測得知 PPS 複材對燈源之透光性,進而回饋至 產品設計,進行調整,避免產品邊緣較薄處透光之情形發生,提升產品品質。
4.4 模流分析
模流分析為射出成形製程中,不可或缺之步驟,過往於開模後,進行多次射出實驗及 修模等步驟,由此將提高成本及時間。利用模流分析,可於開模前,預測產品可能發生之 問題,提早對產品設計及模具設計等問題處進行修改,亦能於開模後,進行產品缺陷的改 善。如此,能降低修模次數,提升產品品質,進而降低生產時間及成本,提高公司利潤。
4.5 射出成形實驗規劃
本研究之射出成形實驗設備分為射出成形機。包含射出成形機、實驗模具。實驗使用 塑料為聚苯硫醚。各個設備分述如下:
4.5.1 模具設計
實驗之模座採用兩板模型式,模具實體照片如圖 4-3 即 4-4 所示,詳細模具設計圖如附 錄 H-1~6 所示。以下分別針對模具之設計考量與功能進行介紹。
(1) 母模表面拋光等級:因產品外觀面需求為光滑亮面,此外觀面模仁位於模具母模側,
因此母模模仁拋光等級由原訂之#600 提升至#1000,R
a平均粗糙度為 0.09~0.1µm
及 0.07~0.08µm。
圖 4-3 實驗模具照片
圖 4-4 模具組立示意圖 4.5.2 射出成形設備
(1) 射出成形機:本實驗使用全立發公司所生產之射出成形機,其型號為 CLF-125TX,
螺桿直徑為 40mm,最大射出壓力為 237 MPa,鎖模力為 125 噸,機台照片如圖 4-5 所示。
(2) 塑膠原 料: 本研 究使 用 華宏 新技 TPC890N-A 熱導 性 塑膠 ,全 名為 聚 苯硫醚 (Phenylene sulfide, PPS),其熱傳導值為 1.4~1.8W/mK,詳細物性資料如附錄 A 所 示。
圖 4-5 全立發 125 噸射出成形機(CLF-125TX)
4.6 產品檢測
將產品依澆口及充填末端做試片切割後,利用掃描式電子顯微鏡(Scanning Electron Microscope, SEM),分別觀察每片試片之澆口及充填末端,其平行塑料流動方向(E1)及與垂 直塑料流動方向(E2)之斷面情形,由此得之塑料充填之情況,藉此改善射出成形參數,達 到更為完整之成品。
4.7 散熱量測
本研究報告量測 LED 燈座熱傳變化情形。研究儀器利用熱電偶溫度計,量測溫度變化 情形,分別量測 LED 燈源、散熱鰭片以及環境溫度三點,溫度量測結果,利用熱阻抗值探 討散熱燈座散熱之情形。熱電偶量測位置,如圖 4-6 所示。
圖 4-6、熱電偶量測位置
熱阻抗(Thermal Resistance, R
th)
熱阻抗之物理意義為物體抵抗熱傳遞的能力,若熱阻抗值越低,代表燈座散熱效率 越高,其影響因子為熱傳導係數、材料厚度以及截面積,而本研究只探討接觸熱傳導,因 此公式如式(1), 為量測溫差,由 LED Chip 溫度至環境溫度的溫差,Q 為輸入之功率。
熱轉換(Thermal Exchange)
本實驗使用之電源供應器提供之功率為 8.6W,電源轉換損耗約 1.4W,最後轉換之熱 效率約 70%,公式如式(2),計算後 LED 發熱效率約 5.04W。
輸入功率 損耗 熱轉換效率
五、 結果與討論
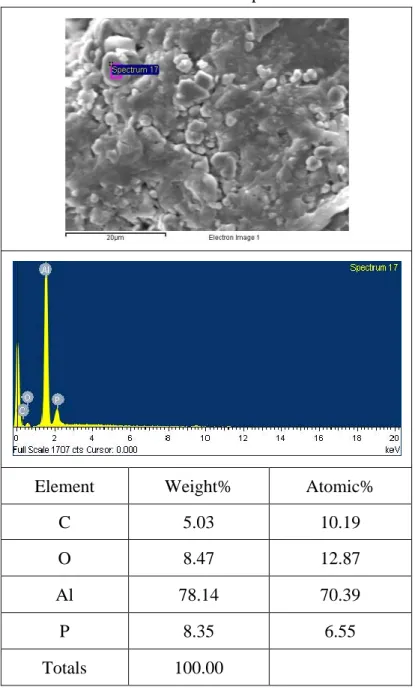
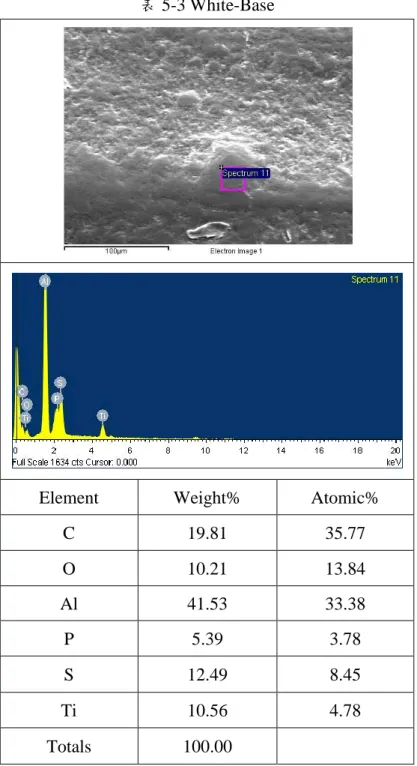
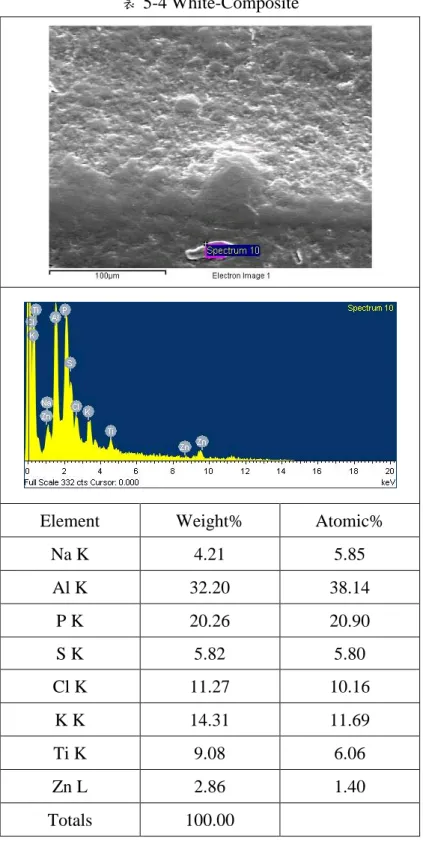
5.1. PPS 塑料成份分析
成份分析使用塑料為華宏新技研發之 PPS 複材,塑料顏色分別為黑與白兩色。PPS 分 子鏈由苯環及硫原子構成,並可由二氯苯及硫化鈉聚縮而成。由 EDS 結果顯示,PPS 含有 之 Na、S、Cl 成份,為其基本之構成物。其中,黑、白兩款 PPS 塑料皆含有鋁(Al)、磷(P) 之成分,推測鋁為其添加物-氧化鋁(Al
2O
3)之成份,其目的為提升產品之強度,並增加其導 熱效率,磷,常作為塑料之阻燃劑。另外白色 PPS 所含成份之分析結果,與黑色 PPS 塑料 相比下,多出鈦(Ti)元素,而鈦白粉(TiO
2)常作為塑料著色之添加物,因此黑色 PPS 並無鈦 成份之存在。另外由白色 PPS 複材分析結果得知其含有鉀之成份,推測其用途為塑化劑,
使塑料軟化,提升加工之成形性。EDS 分析結果如表 5-1~5-4 所示。最後,由於產品外觀 要求為白色亮面,因此於拉伸試片及環形散熱燈座,成形皆為使用白色 PPS 複材。
表 5-1 Black-Base
Element Weight% Atomic%
C 41.80 59.58
O 11.32 12.11
Al 31.84 20.21
P 4.00 2.21
S 11.04 5.89
Totals 100.00
表 5-2 Black-Composite
Element Weight% Atomic%
C 5.03 10.19 O 8.47 12.87 Al 78.14 70.39
P 8.35 6.55
Totals 100.00
表 5-3 White-Base
Element Weight% Atomic%
C 19.81 35.77
O 10.21 13.84
Al 41.53 33.38
P 5.39 3.78
S 12.49 8.45
Ti 10.56 4.78
Totals 100.00
表 5-4 White-Composite
Element Weight% Atomic%
Na K 4.21 5.85
Al K 32.20 38.14 P K 20.26 20.90
S K 5.82 5.80
Cl K 11.27 10.16 K K 14.31 11.69
Ti K 9.08 6.06
Zn L 2.86 1.40
Totals 100.00
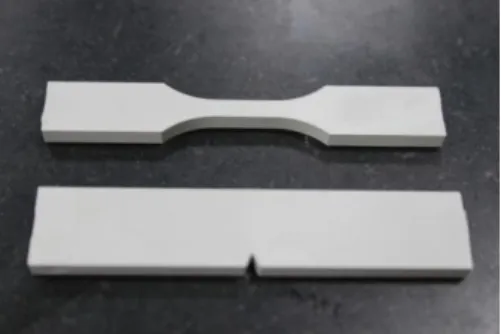
5.2 PPS 複材拉伸/衝擊試片之射出成形
拉伸實驗所使用試片尺寸,依據ASTM D638規範所設計,其長度為12.7mm、寬度為 9.57mm、厚度為3.2mm,截面積為10.176mm,衝擊試片長度為63.5mm、寬度為12.7mm、厚 度為3.2mm,截面積為33.92mm
2,如圖5-1所示。製程參數如表5-5所示,圖5-2為本實驗所使 用的拉伸試驗機,試片於射出成形時,以模具溫度作為變動因子,並以100℃、115℃、125℃
及135℃四組参數進行試片成形,探討PPS複材其機械性質之變化。拉伸速度為5 mm/min,
每組參數拉伸三片試片,衝擊試驗每組以四片試片做取樣。
圖 5-1. 拉伸/衝擊試片
圖 5-2. 拉伸試驗機
表 5-5. 拉伸/衝擊試片射出成形製程參數
5.3 拉伸/衝擊實驗結果
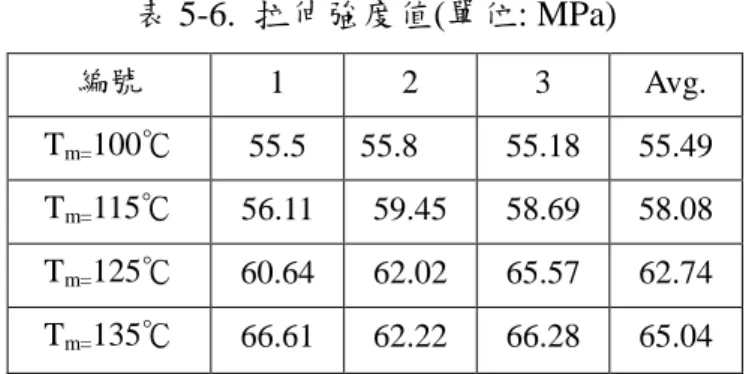
拉伸試片之射出成形,其變動因子為模具溫度,結果由表 5-6 得知,模具溫度較低之 情況下,其拉伸強度較低,為 55.49N,隨著模具溫度提高,拉伸強度隨之上升,提升至 65.04,
產生此結果之原因為,模具溫度於較高時,使塑料充填更容易,提高拉伸試片之密度,而
使拉伸強度值隨模具溫度上升而提高,如圖 5-3 所示。由此拉伸實驗結果得知,於往後射
出成形時,提高模具溫度,將有效提升產品機械強度。由衝擊實驗結果如表 5-7 及圖 5-4
所示,模具溫度對衝擊試驗之影響較低,衝擊強度平均值約 0.27 J/cm
2。
表 5-6. 拉伸強度值(單位: MPa)
\
表 5-7. 衝擊實驗值(單位: J/cm
2)
Tm =100℃ Tm =115℃ Tm =125℃ Tm =135℃
A 0.37 0.17 0.27 0.20 B 0.27 0.23 0.23 0.23 C 0.23 0.23 0.23 0.20 D 0.23 0.23 0.20 0.23 平均值 0.28 0.22 0.23 0.22
圖 5-3.
PPS 複材拉伸強度試驗結果圖 5-4. PPS 複材衝擊強度試驗結果 0
0.1 0.2 0.3 0.4
1 2 3 4
Tm=100℃
Tm =115℃
Tm =125℃
Tm =135℃
編號 1 2 3 Avg.
Tm=100℃ 55.5 55.8 55.18 55.49 Tm=115℃ 56.11 59.45 58.69 58.08 Tm=125℃ 60.64 62.02 65.57 62.74 Tm=135℃ 66.61 62.22 66.28 65.04
5.4 PPS 透光度檢驗
測試光源利用洋鑫提供之四吋 LED 燈光源進行測試,光源如圖 5-5 所示,成形件為長 方形平板件,尺寸如圖 5-6 所示。由測試結果得知,LED 光源於功率 0.06W 情況下,光源 無法穿透厚度 1mm 之平板,如圖 5-7 所示。由此結果得知,LED 光源於四吋燈座產品邊緣 最薄厚度 1.5mm 處,可被有效阻隔。
圖 5-5.透光檢測 LED 光源
圖 5-6.測試平板件之尺寸
圖 5-7. a) LED 燈源未放置平板件 b) LED 燈源上方放置平板件
a b
5.5 模流分析結果
模流分析所使用之分析模型為,洋鑫科技股份有限公司所設計之四吋環形 LED 散熱燈 座,其尺寸大小如圖 5-8 所示。澆口設計考量因素如下, 1. 澆口位置避免設計於產品外觀 面 2. 維持塑料接合溫度於高溫狀態,基於以上考量因素,澆口位置選擇於產品內圓,為 方便日後生產時,澆、流道與產品分離,澆口型式為點狀澆口,共有三個澆口,為提高塑 料接觸時之溫度,提高產品成形率,澆流道尺寸如圖 5-9 所示。
圖 5-8.四吋燈座尺寸
圖 5-9.澆、流道尺寸 5.5.1.射出塑料選用及製程參數設定
射出製程參數由材料特性及成形件大小所決定。本次所使用之 TPC890N-A PPS 塑料並 無內建於模流分析資料庫中,因此在模流分析使用材料特性相近之 HFT-62 CAE 塑料,
並由於 5.1 節材料分析之結果得知此 PPS 塑料含有添加物,因此於 HFT-62 CAE 塑料內加
入纖維含量 30%,提高模擬與實際射出成形之吻合度,材料特性如表 6-1.所示,黏度曲線
及 pvT 特性如圖 5-10、5-11 所示,模流分析配置如圖 5-12 所示,製程參數如表 5-8 所示。
圖 5-10. 黏度曲線圖 圖 5-11.pvT 特性圖
圖 5-12. 模流分析配置 表 5-8. 射出製程參數
5.5.2 塑料流動波前
由流動波前結果可得知塑料於充填時,模穴是否有充填速度不均勻或短射之情形發生,
如此可在開模前預測澆口設計對充填情況之影響。本模擬分析利用分析軟體 Moldex R
10.0(科盛科技股份公司)進行模流分析。其分析之流動波前如圖 5-13 所示,充填百分比共
五段 25%、50%、75%、90%及 100%。由結果得知,此澆口設計於各充填階段時,都為均
勻流動,因此產品各部位在冷卻時能均勻冷卻,減少收縮情形發生。
25%
50%
75%
90%
100%
圖 5-13. 模流分析-塑料流動波前圖
5.5.3 縫合線預測
由於澆口設計數量為三澆口,因此在充填時,必然產生三道塑料流動波前。當兩波前 相互接觸時,會於產品表面及內部產生一接觸痕跡,稱為縫合線。降低縫合線的方法有二,
一為利用射出成形參數,如增高模具溫度,使塑料接觸時處於高溫狀態,二為於模具表面 進行表面加工處理,利用表面紋路降低縫合線對產品外觀的影響。由於本計畫之產品表面 設計為光滑表面,因此改善縫合線方式為進行射出成形參數之變更,用於降低縫合線之問 題,由 6-2 結所分析之結果得知,縫合線接觸溫度約 145℃,此溫度高於 PPS 塑料玻璃軟 化溫度點(T
g),因此當塑料兩波前處於高溫之情況接觸,縫合線對產品外觀之影響可大幅降 低,塑料接觸歷程曲線如圖 5-14 所示。
圖 5-14.各縫合線溫度 5.5.4 體積收縮及翹曲變形量
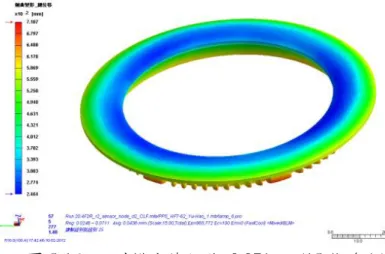
塑料於高溫降低至穩定溫度後會有容積之變化,當成形件於冷卻階段時,內部若產生 冷卻不均勻時,會使內部收縮情況不一,因而造成產品變形或翹曲。原有四吋燈座其產品 厚度(肉厚)差異較大,使得產品內部溫度冷卻時間不一,經由模組設計變更,四吋燈座利用 增加邊緣肉厚之方式,由原設計之 1.2mm 增加至 1.5mm,降低產品厚度差異,使產品收縮 分布均勻化,降低產品翹曲之情況,其四吋燈座內部體積收縮如圖 5-15 所示,翹曲值如圖 5-16 所示,其總位移為 0.071mm。
圖 5-15. 四吋燈座內部體積收縮
圖 5-16. 四吋燈座總位移: 0.071mm(15 倍放大)
5.6 產品檢測
本實驗使用試片為 LED 散熱燈座,其外觀如圖 5-17 所示。由於澆口設置為三澆口,
因此必然產生三充填末端,因此本實驗分別對澆口及充填末端位置,進行 E1、E2 方向試 片之切割,取樣位置如圖 5-17-b,並利用 SEM 分別由澆口開始至末端共三點如圖 5-18 所 示,觀察其塑料於澆口及縫合線兩處之凝固層、核心層以及塑料流動情形,最後為縫合線 處之收縮情形。
圖 5-17. 樣品外觀
澆口-E1 方向 澆口-E2 方向
澆口
充填末端
澆口
充填末端-E1 方向 充填末端-E2 方向 圖 5-18. 量測試片剖面
5.6.1 凝固層
由於模穴與塑料的溫度差異,使得塑料充填至模穴時,較低溫之模具會使塑料快速降 溫,塑料於此快速熱交換之情況下,會於模穴表面凝結一層塑料,稱為凝固層,而核心部 位較高溫度之塑料稱為核心層,如圖 5-19 所示。
由 SEM 拍攝之結果,圖 5-20 紅色圈起處可看出凝固層為表層較深色處,由圖 5-20-a 結 果可看出,塑料處凝固層之密度較高,與接近核心層較多孔隙之情形有明顯差異。而澆口 處之凝固層厚度約 84μm,2、3 點厚度分別為 8μm 及 25μm,產生此結果是由於塑料由澆口 進入模穴的溫度差最大,因此凝固層較厚。
圖 5-19.塑料流動示意圖
a. 澆口_E1 方向 凝固層第一點
澆口
b. 澆口_E1 方向 第二點
c. 澆口_E1 方向 第三點 圖 5-20. 澆口-E1 方向塑料流動情形 5.6.2 塑料流動方向
觀看澆口-E1 塑料流動方向之結果多為點狀之孔洞,如圖 5-20 所示。而澆口-E2 試片,
雖其斷面取樣方向為垂直塑料流動方向,但因成品幾何變化之原因,使塑料流動呈 90
0方 向之改變,此結果與模流分析結果相近,如圖 5-21 所示,此外也可得知,由於高溫之模具,
使得凝固層凝固較不完全,使凝固層下方之塑料於充填時,因與凝固層之塑料產生摩擦,
產生剪切之現象,使尚未完全硬化之凝固層產生方向性之行為,而此塑料方向性層會發生 於凝固層與核心層之間,其距離凝固層下方約 260μm,如圖 5-21-a 所示。而如圖 5-22 所 示,不論 E1、E2 方向於核心層處都無方向性之行為,因核心層之塑料於射出成形時,溫 度處於較高情況下,分子鍊間有較多時間得以釋放,因此塑料較不容易產生方向性之行為。
再者,因方向性行為於縫合線之情況,不論 E1、E2 皆為雜亂之情形,由於兩流動波前接 觸時,原有具有方向性之塑料於接觸時,其方向於接觸時被打亂所至,如圖 5-23 所示。
E2 方向塑料流動情形-成品
E2 方向塑料流動情形-模流分析 圖 5-21. 澆口-E2 方向塑料流動情形
澆口-E1 核心流動情形 澆口-E2 核心流動情形
縫合線-E1 核心流動情形 縫合線-E1 核心流動情形 圖 5-22. 塑料核心層流動情形
第 1 點
第 2 點
第 3 點
圖 5-23. 充填末端-塑料流動方向情形 5.7 散熱量測
由量測結果如表一所示,鋁擠製熱阻抗值為 9.26℃/W、PPS 塑膠複材為 10.12℃/W,
即使鋁之熱傳導係數為 160 W/m-K,相較 PPS 塑膠複材之熱傳導係數 1.8 W/m-K 高,但因 兩者產品之幾何形狀不同,如圖 5-24 所示,其散熱鰭片位置表面積相差 36%,因此在散熱 鰭片與空氣接觸面積較多之情況下,PPS 塑膠複材依然能維持其散熱效率。量測情形如圖 5-25 所示。
表 5-8 四吋燈座之散熱效率(環境溫度: 23.5℃) 鋁擠製 LED
(℃)
Fin (℃)
Surface (℃)
溫差 (LED-Surface)
(℃)
熱阻抗 (℃/W)
Fin 散熱表 面積 (cm
2) 70.2 50 42.3 27.9 9.26 27.70
PPS LED (℃)
Fin (℃)
Surface (℃)
溫差 (LED-Surface)
(℃)
熱阻抗 (℃/W)
Fin 散熱表 面積 (cm
2) T
gate74.5 53.7 48.7 25.8
10.12 37.72
T
filling end78.7 58 52.9 25.8
圖 5-24 四吋燈座 a) 鋁擠製 b) PPS 塑膠複材
圖 5-25 燈座散熱效率實際量測情形
六、 結論與建議
本研究經由產學合作方式進行,由學校負責進行塑膠複材檢測與實驗模具的開發,
其分析及成形之 LED 散熱燈座模型由洋鑫科技進行設計,此計畫案透過多方的合作,從初 始的 LED 散熱燈座設計,到後續的開模生產,直至最終試樣產品的誕生,其過程可作為後 續產學合作在類似情況下的參考。
由於此產學合作計畫案所開發之 LED 用塑膠複材散熱燈座,產品厚度差異變化甚大,
於肉厚最大處冷卻較為緩慢,因此成品表面易於冷卻時形成收縮之問題,導致成品良率降 低,未來可針對模流分析,於分析時置入量測節點於產品外觀面,進行更為精準之收縮值 分析,提高模擬分析實之準確性,並可達到模流分析事前預測之用途,以減少產品收縮問 題與修模次數。
經由本產學合作案亦投稿研討會論文
1. 研討會論文- “射出成形於熱傳導性塑膠複材及 LED 散熱燈座之應用”,中國機械工 程學會第二十九屆全國學術研討會,2012。
2. 本計畫校對合作企業達成(1)LED 新式散熱燈座模組開發流程。對學校達成: (1)雙方建 教合作,培育務實至用之技術人才; (2 )達到 LED 散熱燈座開發技術建立與製程分析能 力。
a b
七、 參考文獻
[1] Osram Company, Technical Datasheet LW T67C, LW T6SG
[2] 鄧元鼎, “運用 ST 透鏡與 LED 陣列的配置設計均勻的照明系統”, 台灣科技大學,
電子工程系,碩士論文,2005。
[3] Philips Lumileds Luxeon Company, Technical Datasheet DS51,DS46,DS40
[4] 黃俊瑋,“MR16-Compatible LED 燈泡性能分析”, 台灣科技大學,機械工程系碩士 論文。
[5] 陳炤彰、王瀅智、李世榮、邱鈞鉦、余俊賢,“碎形針狀散熱片應用於筆記型電腦 CPU 冷卻之研究”, 中國機械工程學會第 17 屆全國學術研討會,國立高雄第一科技 大學, Dec. 2000。
[6] 李世榮、陳炤彰、王瀅智,2001,碎形散熱片裝置,新型專利申請案號:88214966。
[7] 王瀅智,“應用碎形於 CPU 散熱片之分析與設計”,私立淡江大學,機械工程研究 所,碩士論文,2000。
[8] NICHIA 公 司 “ Thermal management design of LEDs ” , Application Note, LA-KSE3110C, Oct. 31,2003.
[9] 莊書豪, 張立民, 曹愷中, 郭宏賓, “LED 背光模組散熱鰭片之模擬分析,” 中國機械 工程學會第二十三屆全國學術研討會, 中華醫事學院安全衛生工程系, 中興大學機 械工程系, 中州技術學院機械與電腦輔助工程學系, 台南, 2007。
[10] 龔建銓, 陳令妮, 葉于瑛, 蔡鈺霞, 陳毓儒, 趙隆山, 呂宗蔚,“LED 散熱分析,” 中國 機械工程學會第二十三屆全國學術研討會,成功大學工程科學系, 台南, 2007。
[11] 賈翊平,“高功率 MR16 LED 燈具之散熱分析”,私立中原大學,機械工程研究所,
碩士論文,2009。
[12] D. G. BRADY,” The Crystallinity of Poly(phenylene Sulfide) and Its Effect on Polymer Properties””, Applied polymer science, Vol. 20, PP. 2541-2551, 1976.
[13] 李昌崙,” 碳纖維強化 PEEK 及 PPS 高性能熱塑性複合材料--老化行為及環境安定 性之研究”,”國立清華大學”,化學工程系,碩士論文,1989。
[14] M.-F. Cheung, A. Golovoy, H. van Oene, “Polysulphone and poly(phenylene sulphide) blends: Mechanical behaviour”, Polymer, Vol 31, 1990.
[15] 袁良彥,”碳纖維電漿表面處理與介面現象之研究”, 國立中央大學,化學工程研究 所,博士論文,1991。
[16] 陳曾化,” 聚苯硫醚/高密度聚乙烯摻合體之研究”, 國立中山大學,材料科學研究 所,博士論文,1992。
[17] Seok-Ho Hwang, Myeong-Jun Kim, Jae-Chang Jung, ” Mechanical and thermal properties of syndiotactic polystyrene blends with poly(p-phenylene sulfide)”, European Polymer, Vol. 38, PP. 1881-1885, 2002.
[18] Tamer Sinmazcelik, “Natural weathering effects on the mechanical and surface properties of polyphenylene sulphide(PPS) composites”, Materials and Design, PP270-277, 2006.
計畫查核點自評表
重要工作項目
查核內容概述 廠商參與情形概述
期中 期末 期中 期末
導熱性塑膠複材評估 100年11月31日 100年11月31日
導熱性塑膠複材機械性質量測 101年03月15日 101年03月21日
初步模具設計與模流分析 101年04月30日 101年05月15日
射出成形模具設計與發包 101年06月15日 101年06月31日
射出成形實驗 101年07月31日 101年07月31日
燈座散熱檢測 101年08月31日 101年08月31日
結案報告製作 101年09月31日 101年10月7日
本產學合作計畫研發成 果 及 績 效 達 成 情 形 自 評 表 成果項目 本產學合作計畫預估研究成果及績效指標
(作為本計畫後續管考之參據) 計畫達成情形
技術移轉 預計技轉授權 項 完成技轉授權 項
專利
國內 預估 件 提出申請 件,獲得 件 國外 預估 件 提出申請 件,獲得 件
人才培育
博士 人,畢業任職於業界 人 博士 人,畢業任職於業 界 人
碩士 4 人,畢業任職於業界 1 人 碩士 4 人,畢業任職於業 界 1 人
其他 人,畢業任職於業界 人 其他 人,畢業任職於業 界 人
論文著作
國內
期刊論文 件 發表期刊論文 件
研討會論文 1 件 發表研討會論文 1 件 SCI論文 件 發表SCI論文 件
專書 件 完成專書 件
技術報告 件 完成技術報告 件
國外
期刊論文 件 發表期刊論文 件
學術論文 件 發表學術論文 件
研討會論文 件 發表研討會論文 件
SCI/ SSCI論文 件 發表SCI/ SSCI論文 件
專書 件 完成專書 件
技術報告 件 完成技術報告 件
其他協助產業發
展之具體績效 新公司或衍生公司 家 設 立 新 公 司 或 衍 生 公 司 ( 名 稱):
其他
附錄 A TPC890N-A1 PPS 物性表
國科會補助計畫衍生研發成果推廣資料表
日期:2012/11/14
國科會補助計畫
計畫名稱: LED用塑膠複材散熱裝置之射出成形模具設計分析 計畫主持人: 陳炤彰
計畫編號: 100-2622-E-011-023-CC3 學門領域: 加工與製造
無研發成果推廣資料
100 年度專題研究計畫研究成果彙整表
計畫主持人:陳炤彰 計畫編號:100-2622-E-011-023-CC3 計畫名稱:LED 用塑膠複材散熱裝置之射出成形模具設計分析
量化
成果項目
實際已達成數(被接受 或已發表)
預期總達成 數(含實際已
達成數)
本計畫實 際貢獻百
分比
單位
備 註
(質 化 說 明:如 數 個 計 畫 共 同 成 果、成 果 列 為 該 期 刊 之 封 面 故 事 ...
等
)期刊論文 0 0 100%
研究報告/技術報告
1 1 100%
已 將 本 研 究 相 關 技 術 報 告 轉 授 洋 鑫 科 技 股 份 有 限 公司
研討會論文 1 1 100%
篇
已投稿 29 屆中國 機 械 工 程 協 會 研 討會
論文著作
專書 0 0 100%
申請中件數 0 1 100% 將與廠商協談
專利 已獲得件數 0 0 100% 件
件數 0 0 100% 件
技術移轉
權利金 0 0 100% 千元
碩士生 4 4 100%
博士生 0 0 100%
博士後研究員 0 0 100%
國內
參與計畫人力
(本國籍)
專任助理 0 0 100%
人次
期刊論文 0 1 100% 進行投稿準備中
研究報告/技術報告
0 0 100%
研討會論文 0 0 100%
論文著作 篇
專書 0 0 100% 章/本
申請中件數 0 1 100% 將與廠商協談
專利 已獲得件數 0 0 100% 件
件數 0 0 100% 件
技術移轉
權利金 0 0 100% 千元
碩士生 0 0 100%
博士生 0 0 100%
博士後研究員 0 0 100%
國外
參與計畫人力
(外國籍)
專任助理 0 0 100%
人次
其他成果 ( 無法以量化表達之成 果如辦理學術活動、獲 得獎項、重要國際合 作、研究成果國際影響 力及其他協助產業技 術發展之具體效益事 項等,請以文字敘述填 列。)
本研究之塑料成份分析及機械性質量測方法,皆可被廣泛應用於新塑膠複材材 料之特性研究, 利用本實驗之量測法,可進一步掌握塑膠複材之特性,於模擬 分析及射出成形時,提高射出之成形率,並提高模擬分析之準確性。再者,模 流分析技術,為現今射出成形技術,不可或缺之分析方法,可避免試誤法增加 試模次數,縮短模具研發時間,兩者綜合效益,可大幅降低產品生產時程,提 升相關產業競爭力。
成果項目 量化 名稱或內容性質簡述
測驗工具(含質性與量性)
0
課程/模組
0
電腦及網路系統或工具
0
教材
0
舉辦之活動/競賽
0
研討會/工作坊
0
電子報、網站
0
科 教 處 計 畫 加 填 項
目 計畫成果推廣之參與(閱聽)人數
0