行政院國家科學委員會專題研究計畫 成果報告
IC 封裝 3-D 殘留應力的模擬與分析(I)
計畫類別: 個別型計畫 計畫編號: NSC92-2212-E-006-121- 執行期間: 92 年 08 月 01 日至 93 年 07 月 31 日 執行單位: 國立成功大學機械工程學系(所) 計畫主持人: 黃聖杰 計畫參與人員: 裴建昌、楊岡錦 報告類型: 精簡報告 處理方式: 本計畫可公開查詢中 華 民 國 93 年 11 月 1 日
行政院國家科學委員會補助專題研究計畫
■成果報告 □期中進度報告
IC 封裝 3-D 殘留應力的模擬與分析(II)
計畫類別:▓ 個別型計畫 □ 整合型計畫
計畫編號:NSC 92-2212-E-006-121-
執行期間: 92 年 08 月 01 日至 93 年 07 月 31 日
計畫主持人:黃聖杰
共同主持人:
計畫參與人:裴建昌、楊岡錦
成果報告類型(依經費核定清單規定繳交):▓精簡報告□完整報告
本成果報告包括以下應繳交之附件:
□赴國外出差或研習心得報告一份
□赴大陸地區出差或研習心得報告一份
□出席國際學術會議心得報告及發表之論文各一份
□國際合作研究計畫國外研究報告書一份
處理方式:除產學合作研究計畫、提升產業技術及人才培育研究
計畫、列管計畫及下列情形者外,得立即公開查詢
□涉及專利或其他智慧財產權,□一年□二年後可公
開查詢
執行單位:國立成功大學機械系
中文摘要 隨著半導體元件朝向輕薄短小的趨勢,翹曲(warpage)與殘留應力(residual stresses)問題也日益受到重視。以往研究中,造成 IC 構裝元件翹曲的主要原因 均指向材料熱膨脹係數不同所造成的不均勻翹曲,卻因此忽略了環氧樹脂 (EMC)本身固化收縮的材料特性,因而造成了利用電腦模擬分析時,容易低 估成品翹曲量與殘留應力大小。本研究主要即考量環氧樹脂固化收縮材料特性以 及相關製程參數,作一廣泛完整的研究分析。 環氧樹脂屬於熱固性塑膠材料,加熱時膠體會因為分子結構發生鍊結而產生 固化反應(cure reaction)造成體積收縮。以往分析中,環氧樹脂因固化反應所 造成的不均勻體積收縮而導致的翹曲變化通常被忽略不計。然而,當產品愈來愈 輕薄,結構勁度不足的情況下,忽略此一效應將會導致翹曲量與殘留應力被低 估,因此考慮此一因子進行分析有其必要性,而用來描述其行為的關係式即為 P-V-T-C 關係式,代表環氧樹脂行為與壓力(pressure)、體積(volume)、溫度
(temperature)、熟化率(degree of cure)相關。除此之外,製程參數也會對翹曲
量與殘留應力大小造成影響,例如模溫、保壓壓力、固化時間(cure time)…等, 本論文也將探討不同製程參數對翹曲與殘留應力之影響。 從本文研究中,可以得到加入 P-V-T-C 關係式後,翹曲量的分析預測會比僅 考量熱膨脹係數來得準確,同時,從實驗中也可以得到當固化壓力愈大時,其翹 曲量亦隨之變大,此外,當溫度愈高時,其翹曲量亦隨之降低。 關鍵詞:翹曲、殘留應力、熱膨脹係數、固化反應、P-V-T-C 關係式 Abstract
Warpage is an important issue for IC packages after molding. Due to laminated
structure of IC packages, significant warpage occurs owing to differences in shrinkage among constituent materials. Thermal shrinkage is usually considered as the main cause for warpage in an IC. However, cure induced warpage is also important during molding. Analysis without considering cure-induced shrinkage cannot be accurate.
This paper used the P-V-T-C relation and CTE of an encapsulation material to predict the amount of warpage and experimentally verifying the results. Comparing the simulation and experiment results of an EMC-copper composite shows that warpage predictions with P-V-T-C relation and CTE can better predict the amount of warpage of an IC package after molding.
For an EMC-copper composite, the amount of warpage is proportional to the cure pressure and inversely proportional to the mold temperature. Besides the P-V-T-C relation and CTE, elastic modulus is found to play an important roll on the amount of warpage in simulation. With this study, the simulation shows that this approach can well predict the amount of warpage for an EMC composite after molding without too much computation effort.
Finally, this paper used the TSOPⅡ LOC54L package product which is made by ChipMos corporation to be the simulation model. The analysis software such like ANSYS, Moldex and InPack were used skillfully to work together to proceed this simulation. Throughout the study, the simulation shows that this consideration is well predicted with the experiments.
前言
在 IC 封裝製程中,翹曲與殘留應力一直是相當重要的課題之一。當產品發 生翹曲或殘留應力時,容易引起引腳偏差、斷裂等問題,其簡述如下: 1. 引腳位置偏差 由於成品的收縮與翹曲,使晶片之外引腳產生偏移,因此造成 IC 成品與 PC 板間的接合困難,變成不良品。 2. 內引腳或外引腳根部斷裂 內引腳為金線與晶片接合位置,外引腳為金線與外接引腳的接合點,在成品 不均勻收縮的情況下,容易將內引腳與外引腳之根部弄斷,使得晶片無法與基板 連結訊號。 3. 晶片變形 當 IC 成品有不均勻收縮或翹曲時,封裝於產品內部的 IC 晶片會受到彎曲應 力作用,會使晶片產生一定程度的變形,嚴重的話甚至會產生晶片破裂(die cracking)等現象。 4. 金線斷裂 當產品本身存有翹曲或殘留應力時,容易因為殘留應力的關係,造成 IC 各 組成成分間彼此拉扯,由於金線屬於相當輕細的結構,因此容易被扯斷使得 IC 產品失效。 5. 降低使用壽命 當 IC 成品內存有殘留應力或翹曲變形時,成品容易受到外在因素如溫度、 濕度或壓力等造成破壞,因而降低產品使用壽命。 綜合以上五點,吾人可以了解翹曲與殘留應力對 IC 封裝製程有著舉足輕重的影 響。研究目的
本研究主要針對 IC 封裝中,元件翹曲與殘留應力之問題進行研究。一般而 言,IC 封裝製程中,翹曲與殘留應力有兩個主要來源[1]:(1) 受到加熱及冷卻溫 度變化,因材料熱膨脹係數(CTE)不同所引起。(2) 環氧樹脂(EMC)因固化反 應(cure reaction)產生體積收縮所引起。一般學者認為後者的影響程度很低可忽 略,所以絕大部份皆針對 CTE 不同所引起的翹曲與殘留應力作研究。然而,近 幾年研究發現:依據 CTE 的原則,並無法準確估計 IC 成品的殘留應力與翹曲現 象,可見 EMC 的固化效應應該重視[2][3]。 然而,因為環氧樹脂本身特性與 IC 製程所影響,固化反應時環氧樹脂的體 積收縮情況會受到壓力、溫度與熟化度的影響,因而造成不同的翹曲與殘留應 力,不過,至目前為止,只有少數研究者針對此一現象進行研究,在文獻上亦無 相關分析報告[4]。 因此,本文嘗試將環氧樹脂之 P-V-T-C 關係式,結合模流分析軟體 Moldex 與結構分析軟體 ANSYS,整合分析 IC 元件之翹曲與殘留應力之計算。先經由模 流分析軟體得到環氧樹脂充填後的熟化度資料,再經由反應動力模式,計算特定 時間下的熟化度,經由自行撰寫的轉換程式,將因熟化反應所引起的體積收縮轉 換為等效負載,之後將此一負載與 P-V-T-C 關係式送入結構分析軟體,進行翹曲 與殘留應力之計算。最後並與實驗結果作比較,以印證固化反應確實對翹曲與殘 留應力造成影響。文獻探討
在此針對相關於此研究的文獻探討,包括了轉移成型法(transfer molding)、 固化反應理論、翹曲與殘留應力之計算…等相關參考文獻,作為進一步研究的基 礎。
轉移成型法
轉移成型法屬於反應成型(reactive injection molding)的一種,Chiang[5]等 人在 1991 年提出一個可描述熱塑性塑膠於射出成型充填與保壓過程中性質變化 之模式,並使用混合型有限元素/有限差分法求解。Gonazlez(1992)等人則研究 快速反應熱固型塑膠的流變特性,探討模具溫度及射出壓力對流動性的影響 [6]。Turng 和 Wang[7]等人則利用電腦模擬環氧樹脂在多模穴的流動行為,但此 模式並未提及充填後之硬化程序,而後 Nguyen 則利用上述理論發展軟體來模擬 IC 封裝製程[8]。Young 及 Kang 等人則是利用控制體積有限元素法模擬模流情況 [9][10]。Chang 及 Hwang 等人則是首次提出 3 維 IC 封裝模流充填模擬分析[11]。 固化反應程序 環氧樹脂是由樹脂本身、硬化劑、促進劑、觸媒以及其它添加劑所組成,它 屬於熱固性材料一種。當材料在加熱至某一溫度後,分子間便會發生鍊結反應 (crosslinking reaction),當反應達到膠化點(gel point),材料會由熔融態轉變為 固態,變成性質不同的新物質。在反應期間,通常會伴隨大量反應放熱,進而提 升溫度加快反應速率,提高轉化率並縮短硬化時間,因此找到一個適當數學模式 來描述此一過程是必須的。Loos 和 Springer[12]發展了一個數學模型模擬熱固型 複材之固化過程,另外 Springer[13]研究纖維強化樹脂於固化過程中的現象,並 與 Loos 和 Springer 的數學模式作比較。Frutiger[14]以簡單矩形模穴,研究熱固 型及熱塑型塑膠充填時受不均勻熱傳及模穴表面溫度等變化現象,對循環時間及 成品品質的影響。然而在上述的文獻中,均未提及環氧樹脂固化收縮與壓力、溫 度與熟化度之間的交互關係。Chang 與 Hwang 藉由量測固化反應時的體積變化, 首次提出固化反應與壓力、熟化度及溫度關係式[15-17]。 翹曲與殘留應力分析 在 IC 封裝製程中,由於環氧樹脂是在高溫環境下進行充填熟化等程序,因 此在開模後,IC 元件會從大約 175℃的高溫,逐漸冷卻到室溫下。因此溫度效應 對於翹曲與殘留應力一直是相當重要的課題。 早在 1925 年,Timoshenko[18]即已定義古典雙層複材(Bi-Material Strip)的熱 應力解,Olsen(1979)[19-22]等人則以 Timoshenko 的理論為基礎,將多層板結構 理論應用在 IC 封裝的變形預測和最佳化分析上。1992 年 Suhir 利用古典板殼理 論求解 IC 封裝成品的殘留翹曲量,在假設 IC 內各層為平面應變的前提下,導出 四層三種材料的翹曲量解析解,並指出選擇低 CTE 的導線架材料與高 CTE 的環 氧樹脂材料,可能促使翹曲量為零的情形,同時也指出翹曲量與 IC 成品長度成 正比,與厚度成反比[23][24]。 有限元素法是最常用來分析預測 IC 成品受溫度影響所造成的應力分佈與翹 曲量的方法之一。Yeung 針對不同的 IC 封裝製程環境參數來分析研究其對翹曲 量的影響,它並指出翹曲量與成型時間成正比,與模具溫度成反比[25]。Jacques[26]
則是使用有限差分法研究成型品受到非對稱的溫度分佈,使得沿厚度方向的應力 分佈不具對稱性,因此有彎曲力矩產生而使成型品產生翹曲,且成品厚度愈薄彎 曲轉動慣量愈小,翹曲程度愈嚴重。Yip[27]則是使用不同的環氧樹脂材料,研究 塑料對 PQFP 封裝型態翹曲量之影響,其結論指出低應力的環氧樹脂材料有助於 降低產品的翹曲量,不過在此研究中則未提及材料性質與溫度相依的關係。同樣 地,Okikawa 與 Nishimura 等人亦針對傳統 IC 與 BGA 等 IC 型態,探討各種封 裝缺陷,亦提及殘留應力是因為封裝時從高溫到低溫時,因材料熱膨脹係數不 同,致使收縮量不同,而造成殘餘應力產生[28][29]。Tamma、Dowler 和 Railker[30] 利用轉換有限元素法計算射出成型品的熱應力與翹曲變形,Chen 和 Cheng[31] 對 TQFP 和 TSOP 兩種 IC,利用 MARC 軟體分析翹曲量,並討論 IC 結構配置對 翹曲量影響。 在材料方面,Kessel 與 Natarajan 等人研究如何選擇材料或改變材料之強度 來降低殘留應力[32][33]。Takaaki、Matsuoka 等人則針對射出成型品的充填、保 壓、冷卻過程及纖維配向性和翹曲變形提出了整合性分析[34]。Walsh 以相似方 式,針對體積收縮、結晶含量、模具限制與分子配向等問題來研究射出成型品之 翹曲變形[35]。Kelly 則指出熱固型材料於封裝時,因固化反應所形成之體積收 縮是造成殘留應力之主因,並且指出考慮體積收縮率所預測之應力值比不考慮化 學收縮率高 75%[2][3]。然而在此研究中,體積收縮率並不考慮受到壓力、溫度 與熟化度之影響。Oota 亦針對環氧樹脂材料特性來研究對翹曲量之影響[36]。其 指出具有低 CTE 與高玻璃轉換溫度的環氧樹脂,可以有效降低翹曲量,但是此 研究並未將熟化反應所引起的收縮量考慮進來。Saka 等人針對 BGA 模型,探討 環氧樹脂熟化反應所引起之收縮對翹曲量的影響[37],同時提出一實驗公式,說 明熟化反應體積收縮對翹曲量的影響。然而其亦未提及體積收縮率與壓力、溫度 與熟化度之間的關係。 Kim 與 Hahn 等人也探討 IC 封裝熱固性材料本身固化反應和 IC 成品之翹曲變形 關係[38]。Yamamoto 和 Matumura 則探討環氧樹脂黏度與翹曲量之間的關係 [39]。Xinyu 等人則是探討環氧樹脂厚度與翹曲量之關係[40]。1984 年 Miyano、Shimbo 與 Kunio[41]等人利用線性黏彈理論計算矩形環氧樹脂樑受單側 冷卻時所產生的翹曲與殘留應力,並利用層移法實際量測殘留應力之值,最後將 實驗值和理論值比較。 1994 年 Bushko 和 Stokes 模擬平板之射出成型製程,發現模溫差異愈大則翹 曲愈嚴重,且在保壓過程當中,若無澆口固化現象,則翹曲於某一保壓壓力時達 到極大值,若有澆口固化現象,則翹曲和保壓壓力成正比關係[42]。Yeung、Park 與 Wang 等多人以較複雜的 generalized linear Maxwell model 模擬高分子材料黏彈 性質的機械力學行為,並預測成品的翹曲[43-45]。Dunne 與 Wang 等人則指出以 每階段完成後之幾何外型作為下一階段的初始模型,要比以原始尺寸進行每一階 段分析,較能夠準確預測翹曲與殘留應力值[46][47]。
研究方法
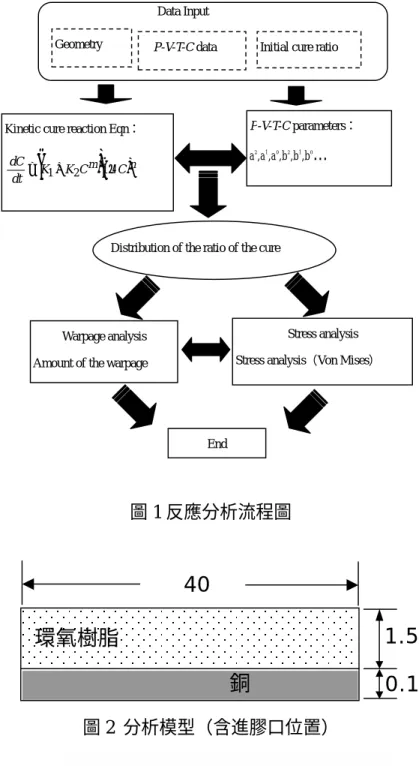
在本研究中,主要採用由科盛公司所發展的 Moldex 3D 模流分析軟體,用來 模擬環氧樹脂在模穴中流動之情形。整個的分析流程如圖 1。所示進行模流分析 前,使用者必須先選定分析模組,如射出成型或轉移成型等製程方式,然後將欲 分析之模型網格化,最後設定材料參數與製程參數,即可進行模流分析,詳細步驟如下:
(1) 建立幾何模型
本節所用的驗證模型為 Hitachi Chemical 9200 與銅材結合的模型。整個模
穴尺寸為 40mm(長)
×
10mm(寬)×
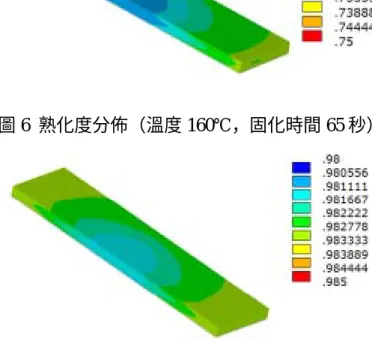
1.70mm(厚),幾何外型請參考圖 2。接著利用南茂科技與成大機械所研發的軟體 InPack 進行模型網格化與指定進澆口的動作。 InPack 是一套可用來產生 3D 網格模型、分析金線偏移與 paddle shift 等問題之軟 體,並且可以與 Moldex 之間結合,將其所建立之模型快速送至 Moldex 軟體中 進行模流分析。由於 Moldex 只針對塑料進行分析,因此在網格化時,只會針對 環氧樹脂部分進行,圖 3 表示的是僅含環氧樹脂的幾何外形。 (2) 設定材料性質與製程參數 在材料選擇方面,本文採用 Hitachi Chemical 所生產的 9200 還氧樹脂材料。 在製程參數方面,為了要與實驗結果作比較,因此在模溫與壓力設定上參照實驗 設定,從 160℃開始,以每 5℃為間隔進行模流分析,固化壓力則從 70 2 cm kgf 變化到 100 2 cm kgf ,其它製程參數則列於表 1。 (3) 進行分析並取得熟化度資料 上述步驟完成後,即可進行模流分析,在本研究中,主要是取得充填完成後 的熟化度資料,作為估計固化期間熟化度的初始條件。 圖 4 至圖 5 為充填剛完成時,不同溫度下熟化率的分佈情況,由圖中數據可 以清楚看出,相同充填時間下,模溫越高則固化反應速度快,因此在充填結束時 熟化度也越高,而這也代表在模穴內的塑料將越難流動。接著利用 Kamal 反應 動力學模式,求得固化時間為 65 秒時,塑料熟化度的分佈情況,在固化時間 65 秒時,熟化度的分佈情況分別如圖 6 至圖 7 所示,由圖中可以得知,當模穴越高 溫的時候,模穴內的塑料其固化反應就完全。在本研究中,經由 Kamal 反應動 力模式所得到的熟化度資料,將代入到 P-V-T-C 方程式中,用來做為固化反應收 縮模擬分析的負載。接著,將分析固化反應結合熱效應所造成的翹曲量與殘留應 力之影響。在開始分析之前,針對材料與製程環境作如下的假設: (1) 假設 EMC 為等向且均質的材料。為了強化強度,通常在 EMC 中加入添加 物,若此添加物無法均勻散佈在EMC 中,則每一部位的 EMC 會有不同的 材料性質,成為非均質等向的材料,在此並不考慮此一差異。 (2) 材料在線性、彈性的假設下進行小位移分析。 (3) 假設 EMC 之材料性質僅與溫度或硬化程度相關。 (4) 在分析翹曲與殘留應力時,忽略膠體質點流動效應,把膠體視為一固體。 (5) 在固化保壓階段,假設膠體整體壓力保持一致,忽略膠體內部的壓力差。 (6) 假設溫度變化時,結構整體溫度均相同。 分析過程主要分成兩部分 第一部份主要是建立分析模型與設定邊界條件,在第 二部分則是分析僅考慮熱效應時,翹曲量與殘留應力的分佈,最後則是將固化反 應與熱效應兩個因素耦合,在邊界條件不變的情況下,分析幾何模型的翹曲量與
殘留應力。 就結構分析的觀點來看,IC 構裝成品在脫模後並無額外拘束度存在。然而, 這樣的邊界環境卻會對數值計算造成靜不定問題,而使得分析時不容易收斂。因 此如何選擇一組最佳的靜定限制,既可盡量符合實際邊界條件,又可使電腦程式 做結構分析計算時較容易收斂。 此外,因為 IC 成品屬於多層材結構,也就是說,整個結構中含有一種以上 的材料,因此在進行結構分析時,必須將所有材料同時考量進來,這樣才能完整 分析整個 IC 成品。 在本研究中,因為實驗模型包含銅材與環氧樹脂,因此在 ANSYS 中所建立 的幾何模型必須含有兩種材質,才能在進行翹曲與殘留應力分析時,真正反應實 際情況。其中因為銅片僅有 0.15mm,因此將模型部分放大,並標示材料相對位 置。另外因為這屬於 3 維模型分析,因此選用的 Element Type 為 Solid45,這是 一個具有 6 個節點 3 自由度的結構元素,而且還可以根據實際需要,將 Solid45 元素之 M、N、O、P 節點合併,K、L 節點合併來建構四面體元素。至於用於結 構分析時,Hitachi Chemical 9200 環氧樹脂的相關材料性質,則列於表 2 中。 在訂定邊界拘束條件時,主要的考量有幾點: (1) 在成品從模具取出後,整個成品即處於完全自由的狀態,同時觀察實驗成 品,發現翹曲似乎有對稱於中線的趨勢。 (2) 從模具設計觀點來看,因為塑料會經過流道與進澆口進入模穴,固化後成 品應會包含流道與進澆口的殘膠。但實際實驗時,發現殘膠部分都已經和 成品分離,因此如果將拘束條件設進澆口位置,顯然與實際情況不合。 綜合以上兩點考量,本文乃將拘束條件訂定在模型對角線相交位置節點上, 如圖 7 所示。這樣的拘束方式可以讓整個模型受限制的節點最少,最接近開模後 的實際情況。
結果與討論
整個分析流程如圖 1 所示。圖 8 至圖 9 為不同壓力溫度下,兩種不同考慮方 式其分析預測翹曲量之值與實驗結果之比較。圖表中的相關曲線意義簡述如下: Experiment:代表的是經由實驗所量測的實際翹曲量大小。 Cure+Thermal(Ecure-dependent):此曲線代表的是將由方程式所估算的彈性模數 導入後,進行翹曲量計算所得到的分析結果。 Thermal:此曲線是僅考慮溫度效應所得到的翹曲量分析結果。Constant Elastic Modulus:此曲線主要是將彈性模數固定不變來進行翹曲量 分析,在這裡彈性模數是以樹脂在完全固化狀態下所得到的彈性模數。 由圖 8~圖 9 的圖表中,可以歸納得到下列結論:
(1) 由圖 8 到圖 9,可以看到加入固化收縮效應後的曲線,其翹曲量預測值會 往實驗值接近,這也證明了僅考慮熱效應確實會低估成品的翹曲量。
(2) 由 Cure+Thermal(Ecure-dependent)的曲線來看,導入在不同熟化度下的彈性 模數,其翹曲量預測值可以更貼近實際實驗翹曲值。 (3) 除了彈性模數影響外,亦成功證實 P-V-T-C 方程式可以有效預測成品翹曲 量。 (4) 由彈性模數保持固定的曲線來看,可以看到環氧樹脂在未達完全熟化的狀 況下,其翹曲量有被低估的情況,直到 180℃~190℃下,樹脂已接近完全 熟化程度時,其翹曲量才會接近實際值。 (5) 由圖表中亦可看出,修正不同熟化度下的彈性模數,可以得到較為接近實 驗值之分析結果。 (6) 在以往研究中,均把固化反應收縮率視為一定值,這代表不論是何種壓力 或溫度,其固化效應所造成的收縮都是相同,然而從本研究中可以清礎看 到,翹曲會受到壓力、溫度不同而有所改變,而溫度又會影響固化反應的 快慢,即代表固化反應翹曲與壓力、溫度還有熟化率息息相關,視為定值 會造成分析上的不準確,因此需要 P-V-T-C 方程式。 (7) 由實驗與分析來看,如果要得到較低的翹曲量並且不要有太大的保壓壓 力,則可以在溫度與壓力較低的設定下,延長固化時間,讓膠體可以在模 穴內達到完全熟化的狀態以降低翹曲量。 表 1 模流分析製程參數 製程參數 參數值 模溫(℃) 160~190 充填時間(s) 5 充填壓力(kgf cm2 ) 60 固化時間(sec) 65 固化壓力(kgf cm2 ) 70~100 環氧樹脂初始溫度(℃) 120 轉移缸柱塞速度 保持常數 初始熟化率 0.0 表 2 材料性質表 楊氏係數 (kgf cm2 ) 浦松比 熱膨脹係數 (ppm oC) 7 環氧樹脂 235000 0.25 33 銅合金 121000 0.31 4.3 材料名稱 材料性質
圖 1 反應分析流程圖 圖 2 分析模型(含進膠口位置) 圖 3 網格化模型(含進膠口位置) 進膠口位置
1.55
0.15
銅
環氧樹脂
40
Data InputGeometry P-V-T-C data Initial cure ratio
Kinetic cure reaction Eqn:
(
m)
( )n C C K K dt dC − + = 1 2 1 P-V-T-C parameters: a2 ,a1 ,a0 ,b2 ,b1 ,b0…Distribution of the ratio of the cure
Stress analysis Stress analysis(Von Mises)
End Warpage analysis
圖 4 溫度為 160℃時的熟化度分佈
圖 5 溫度為 190℃時的熟化度分佈
圖 6 熟化度分佈(溫度 160℃,固化時間 65 秒)
160 170 180 190 Temperature(oC) 1.6 1.8 2 2.2 2.4 2.6 W a rp a g e( mm) Pressure 70 kgf/cm2 Experiment Cure+Thermal(Ecure-dependent) Thermal
Constant Elastic Modulus
圖 8 壓力為 70kgf cm2 時實驗與模擬結果之比較 160 170 180 190 Temperature(oC) 1.6 2 2.4 2.8 3.2 Warpa g e(m m ) Pressure 100 kgf/cm2 Experiment Cure+Thermal(Ecure-dependent) Thermal
Constant Elastic Modulus
圖 9 壓力為 100kgf cm2 時實驗與模擬結果之比較
參考文獻
[1] Schlesier, K. M., R. C. A., Review, 43, 590, 1982.
[2] G. Kelly, C. Lyden, W. Lawton and J. barrett, “Accurate Prediction of PQFP Warpage,” Electronic Components and Technology Conference, pp. 102-105, 1994.
[3] G. Kelly, C. Lyden, W. Lawton, J. barrett, A. Saboui, H. Page and J. B. Peters, “Importance of Molding Compound Chemical Shrinkage in the Stress an Warpage Analysis of PQFP’s,” IEEE Transactions on Components and
[4] Y. S. Chang, S. J. Hwang, H. H. Lee, and D. Y. Hwang, “Study of P-V-T-C Relation of EMC,” ASME Journal of Electronic Packaging, vol. 124, pp. 371~373, 2002.
[5] H.H. Chiang, C. A. Hieber and K. K. Wang, “A Unified Simulation of the Filling and Postfilling Stages in Injection Molding, Part I: Formulation,”
Polymer Engineering and Science, vol. 116, 1991.
[6] U. F. Gonzalez, Shen and C. Cohen, “Rheological Characteristic of Fast-Reaction Thermosets throught Spiral Flow Experiments,” Polymer
Engineering and Science, vol. 32, pp. 172~184, 1992.
[7] L. S. Turng and V. W. Wang, “On the Simulation of Microelectronic Encapsulation with Epoxy Molding Compound,” Journal of Reinforced Plastic
and Composites, vol. 12, pp. 506~519, 1993.
[8] L. T. Nguyen, “Reactive Flow Simulation in Transfer Molding of IC Packages,” 43rd Electronic Components Conference, pp. 375~390, 1993.
[9] W. B. Young, “Three Dimensional Nonisothermal Mold Filling Simulations in Resin Transfer Molding,” Polymer Composites, vol. 15, pp. 118~127, 1994. [10] M. K. Kang, “Simulation of Mold Filling Process During Resin Transfer
Molding,” Journal of Material Process and Manufacturing Science, vol. 3, pp. 297~313, 1995.
[11] Chang, R.-Y., Yang, W.-H., Hwang, S.-J., and Su. F, “Three-Dimensional Modeling of Mold Filling in Microelectronics Encapsulation Process,” IEEE
Transactions on Components and Packaging Technologies, vol. 27, pp.
200~209, 2004.
[12] A. C. Loos and G. S. Springer, “Curing of the Epoxy Matrix Composites,”
Journal of Composite Materials, pp. 135~169, 1983.
[13] G. S. Springer, “Resin Flow During the Curing of Fiber Reinforced Composites,” Journal of Composite Materials, vol.16, pp. 400~410, 1982. [14] R. L. Frutiger, “The Effect of Flow on Cavity Surface Temperatures in
Thermoset and Thermoplastic Injection Molding,” Polymer Engineering and
Science, vol. 26, pp. 243~254, 1986.
[15] Y. S. Chang and S. J. Hwang, “Volume Shrinkage Behaviors of Epoxy Molding Compound in an Isothermal and Isobaric State,” IEEE Transactions
on Components and Packaging Technologies, (submitted).
[16] Y. S. Chang and S. J. Hwang, “P-V-T-C Equation for Epoxy Molding Compound,” IEEE Transactions on Components and Packaging Technologies,
(submitted).
[17] Y. S. Chang and S. J. Hwang, “Apparatus for Epoxy Molding Compound Isothermal and Isobaric Volume Shrinkage Measurement,” IEEE Transactions
on Components and Packaging Technologies, (submitted).
[18] S. Timoshenko, “Analysis of Bi-Material Thermostats,” Journal of Optimum
[19] D. R. Olsen, H. M. Berg, “Properties of Die Bond Alloys Relating to Thermal Fatigue,” IEEE Components, Hybrids and Manufacturing Technology, vol. 12, pp. 257~263, 1979.
[20] T. Y. Pan and Y. H. Pao, “Deformation in Multilayer Stacked Assemblies,”
ASME Journal of Electronic Packaging, vol. 112, pp. 30~34, 1990.
[21] P. M. Hall, “Thermal Expansivity and Thermal Stress in Multilayered Structures,” Thermal Stresses and Strain in Microelectronics Packaging, edited by J.H. Lau, Van Nostrand Reinhold, pp. 79~94, 1993.
[22] S. W. Lee, “Effect of Encapsulation Volume on the Coplanarity of Plastic Ball Grid Array Package,” The First Asia-Pacific Conference on Material and
Processes in IC Encapsulation, pp. 17-1~17-4, 1996.
[23] E. Suhir, “Predicted Residual Bow of Thin Plastic Packages of Integrated Circuit Devices,” ASME Journal of Electronic Packaging, vol. 114, pp. 467~470, 1992.
[24] E. Suhir and L. T. Manzione, “Predicted Bow of Plastic Packages Due to the Nonuniform Through-Thickness Distribution of Temperature,” ASME Journal
of Electronic Packaging, vol. 114, pp. 329~335, 1992.
[25] T. S. Yeung and M. F. Yuen, “Warpage of Plastic IC Packages as a Function of Processing Conditions,” ASME Journal of Electronic Packaging, vol. 123, pp. 268-272, 2001.
[26] M. ST. Jacques, “An Analysis of Thermal Warpage in Injection Molded Flat Parts Due to Unbalanced Cooling,” Polymer Engineering Science, vol. 22, pp. 241~247, 1982.
[27] L. Yip and A. Hamzehdoost, “Package Warpage Evaluation for High Performance PQFP,” IEEE Electronic Components and Technology
Conference, pp. 229-233, 1995.
[28] S. Okikawa, M. Sakimoto, M. Tanaka, T. Sato, T. Toya and Y. Hara, ”Stress Analysis of Passivation Film Crack for Plastic Molded LSI Caused by Thermal Stresses,” International Symposium Testing and Failure Analysis, pp. 275~280, 1983.
[29] A. Nishimura, “Life Estimation for IC Plastic Packages under Temperature Cycling Based on Fracture Mechanics,” IEEE Components, Hybrids and
Manufacturing Technology, vol. 12, pp. 637~642, 1987.
[30] K. K. Tamma, B. L. Dowler and S. B. Railkar, “Computer Aided Application to Injection Molding : Transfinite / Finite Element Thermal Stress Response Formulations,” Polymer Engineering and Science, vol. 28, pp. 421~428, 1988. [31] Li Sen Chen and Bor Chwen Cheng, “Warpage of Thin Plastic Packages,” The
First Asia-Pacific Conference on Materials and Processes in IC Encapsulation,
March 18-19, Hsinchu Taiwan, pp. 3-0~3-22, 1996.
[32] C. G. Kessel, S. Gee and J. Murphy, “The Quality of Die Attachment and its Relationship to Stresses and Vertical Die Cracking,” IEEE Components,
[33] B. Natarajan and B. Bhattacharyya, “Die Surface Stresses in a Molded Plastic Package,” 36th Electronic Component Conference, pp. 540~551, 1986.
[34] T. Matsouka, J. I. Takabatake, A. Koiwai, Y. Inoue, S. Yamamoto and H. Takahashi, “Integrated Simulation to Predict Warpage of Injection Molded Parts,” Polymer Engineering and Science, vol. 31, pp. 1043~1050, 1991.
[35] S. F. Walsh, “Shrinkage and Warpage Prediction for Injection Molded Components,” Journal of Reinforced Plastics and Composites, vol. 12, pp. 769~777, 1993.
[36] K. Oota and K. Shigeno, “Development of Molding Compound for BGA,” 45th Electronic Components Conference, pp. 78~85, 1995.
[37] K. Oota and M. Saka, “Cure shrinkage Analysis of Epoxy Molding Compound,” Polymer Engineer and Science, vol. 41, pp. 1373-1379, 2001. [38] K. S. Kim and H. T. Hahn, “Residual Stress Development During Processing
of Graphic/Epoxy Composites,” Composites Science and Technology, vol. 36, pp. 121~132, 1989.
[39] Matsuki Yamamoto and Yoshihiro Matsumura, “Flow Analysis of IC Encapsulation Resin in the Molding Process,” ASME Advanced in Electronic
Package, vol. 1, pp. 269~275, 1997.
[40] Xinyu Dou, “Instability Analysis for Ultra Thin Quad Flat Pack,” ASME
Advanced in Electronic Package, vol. 1, pp. 1033~1039, 1997.
[41] Y. Miyano, M. Shimbo and T. Kunio, “Residual Stresses and Warp Generated by One-side Quench of an Epoxy-resin Beam,” Experimental Mechanics, vol. 24, pp. 75~80, 1984.
[42] W. C. Bushko and V. K. Stokes, “The Effects of Differential Mold-Surface Temperatures on the Warpage of Packed Injection-Molded Parts,” ANTEC, pp. 506~512, 1994.
[43] T. S. Yeung and M. M. F. Yuen, “Warpage of IC Packages,” The First
Asia-Pacific Conference on Materials and Processes in IC Encapsulation, pp.
4-1~4-10, 1996.
[44] J. H. Park, J. K. Kim, M. M. F. Yuen, S. W. R. Lee, P. Tong and P. C. H. Chan, “Thermal Stress Analysis of a PQFP Moulding Processes: Comparison of Viscoelastic and Elastic Models,” Key Engineering Materials, vol. 145, pp. 1127~1132, 1998.
[45] J. Wang, Z. Qian and S. Liu, “Process Induced Stresses of a Flip-Chip Packaging by Sequential Processing Molding Technique,” ASME Journal of
Electronic Packaging, vol. 120, pp. 309~313, 1998.
[46] R. C. Dunne and S. K. Sitaraman, “Process Modeling for Sequential Build-up of Multi-Layered Structures,” in Proc. 48th Electronic Components Technology Conference, pp. 351-361, 1998.
[47] Jianjun Wang and Sheng Liu, “Sequential Processing Mechanics Modeling for a Model IC Package,” IEEE Transactions on Components and Packaging