振镜激光扫描焊接工艺及其应用
韩善果1,杨永强1,黄冬林1,王红卫2
(1 华南理工大学机械与汽车工程学院,广东广州,510640;
2 广州瑞通激光科技有限公司,广东广州,510388)
摘 要 基于振镜扫描的激光焊接技术具有速度快,方便灵活,自动化程度高等特点,使其具有 广阔的应用前景。本文系统阐述了振镜扫描激光焊接技术的特点。针对动力电池在焊接过程中 强度低这一问题,用 LWS-300S 扫描焊接机作为实验设备,对动力电池外壳进行焊接实验研究。
实验结果表明,精确的扫描定位可显著增加熔深,从而提高焊接强度。此外,焊接过程中脉冲 频率的变化,对焊接熔深影响较大。随着频率的增加,焊接熔池形状从 V 字形逐渐转变为 U 字 形,焊接熔深变浅,从而导致强度降低。综上表明,动力电池铝外壳的振镜扫描激光焊接可通 过精确的扫描定位和限制频率来提高焊接强度。振镜激光扫描焊接机在电池、电子,手机外壳 焊接中应用十分广泛。
关键词:振镜扫描;激光焊接;电池焊接
中图分类号: TG456.7 文献标志码:A
Galvanometer scanning laser welding technology and its application in battery
HAN Shan-guo
1,YANG Yong-qiang
1,HUANG Dong-lin
1,WANG Hong-wei
2(1 School of Mechanical and Automotive Engineering , South China University of Technology, Guangzhou, China, 510640;2 Riton laser Co, Ltd, Guangzhou,
China ,510388 )
Abstract: Galvanometer-based scanning laser welding technology with fast, convenient and flexible, auto level, it has broad application prospects. This paper expounds the galvanometer scanning laser welding technology features. Power battery for low intensity in the welding process on this issue, we use the LWS-300S scanning welding machine as the laboratory equipment to work on the battery case Study. The results show that precise positioning can significantly increase scanning penetration to enhance weld strength. In addition, the welding process, changes in pulse frequency greater impact on the weld penetration. As the frequency increases, the weld pool shape gradually changed from a V-U shaped, shallow weld penetration, resulting in reduced strength. Summing up that aluminum battery shell scanner laser welding can accurately locate and limit the frequency scanning to improve the welding strength. Galvanometer laser scanning welding machine in the battery, electronics and cell phone welding is widely used.
Key Word: galvanometer scanning; laser welding; battery welding
振镜扫描激光焊接机焊 接 速 度 快 ,强度高,焊接过程能够实现准确定位,焊接过 程 易 于 实 现 自 动 化 ,可应用于大批量自动化生产的微、小型工件的组焊中。所使用 的 的 Nd:YAG 激光器或光纤激光器输出的激光束的波长为 1.06 μm,都可以采用光导 纤维进行传输,光纤传输简化了系统的复杂运动结构,极大地增加了激光束传输的 柔性。用光纤传输比用硬光路传输增加了激光焊接的自由度,而且激光束能够到达 普通硬光路传输方法无法到达的工作区域,甚至可以将激光束引到离激光源较远的 地方( >50m)进行激光焊接。
普通激光焊接机 工件的定位靠焊接镜组或工作台的移动,使得装夹和定位耗时长,对 电机性能要求高,影响了激光焊接优点的发挥。振镜扫描激光焊接导光系统采用了振镜扫描 装置,使激光的点焊能够高效稳定地进行 [1,2]。基于振镜扫描式的激光焊接的工作原理,如 图 1[3],激光束以脉冲或连续方式入射到两反射镜(振镜)上,这两个反射镜可分别沿 X、Y 轴扫描,用计算机控制反射镜的反射角度,实现激光束的偏转[4],使具有一定功率密度的激 光聚焦光斑在加工材料上按所需的要求运动,(此时加工材料可以保持不动)从而达到焊接加
工的目的[5,6]。为了保持焊接的均匀性,这时必须选用一种能够获得平场的聚焦透镜,f-θ 镜 就 是 一 种 平
场 透 镜 , 能 在 激 光 束 的 不 同 入 射 角 方 向 ( 远 场 与 近 场 ) 上 获 得 平 整焦平面的聚焦透镜[7],另 配合软件补偿,能够很好的解决扫描产生的枕形失真。
图 1 振镜扫描原理图
Fig.1Schematic of galvanometer scanning
德国 Rofin 集团生产的 RofinSWS 扫描焊接系统实现了高速无时滞焊接;荷兰的 ZENNA 公司研究振镜扫 描生产的扫描焊接系统,振镜扫描速度达到 20 m/s,定位精度达到 0.1mm。国内的研发工作起步较晚,但 也取得了很大的进步。华南理工大学和广州瑞通激光科技有限公司联合开发的焊接系统,采用 DSP 控制振 镜进行扫描,在手机外壳、网络变压器、电子封装的焊接中,性能良好。
近年来电子产品、玩具、电动代步工具都需要电池提供动力,但电池安全性要求高,要避免漏液和保 证足够的强度,因此电池的焊接是非常重要的工序,关系到产品的质量。传统的电池焊接方法主要有氩弧 焊和电阻焊,但容易产生假焊、焊接不牢、焊点过烧发黑等缺点[8]。本文针对动力电池焊缝强度低的问题,
利用振镜扫描焊接进行工艺研究,提高焊缝强度。
1 实验设备和方法
实验材料为动力电池铝制壳体,如图 1 所示。壳的长边和短边厚度分别为 0.4mm,0.68mm;
而盖子的长边和短边的厚度都为 0.14mm。
图 1 壳和盖子的特点 Fig.1Characteristics of the shell and cover
实验所用的振镜扫描焊接机为 LWS-300S 焊接机,该焊接机主要由六部分组成,即:激光器系统、电源 系统、振镜扫描系统、计算机控制系统、工作台及冷却系统。本实验采用的是 Nd:YAG 激光器,技术参数如 表 1 所示。
表 1 激光器技术参数 Tab 1 laser specifications
技术参数 参数范围
激光功率 脉冲宽度 脉冲频率 脉冲能量 光斑直径
0~300W 0.2~10ms 0.1~100Hz
0.1~50J 0.3~1.5mm
采用工业控制机和单片机的双向控制,高速度振镜系统与数控工作台能够很好地结合在
一起,与传统的步进电机运动、激光光路固定焊接方式相比,焊接效率可提升几倍以上,实 现激光在线焊接全自动化。焊接过程中使用氮气进行保护。使用金相显微镜观察结合情况和 宏观金相,并在电脑上测量熔深。
本文实验选用的激光光斑的大小为 0.7mm,如图 3 所示即使在激光在完全对中的情况下 对长边进行焊接,激光光斑的一半照射在壳子上,全部覆盖盖子 0.14mm 的厚度,但还有一 部分激光照射在壳体外面。而在不对中的情况下,那么光斑可能更多的入射到壳子上或者入 射到壳体外面,盖子接受的激光能量更少。短边的情况与长边类似,下面仅对长边进行相关 实验。
图 3 激光入射的三种方式 Fig.3 Three methods of laser entering
针对以上出现的情况,设计的实验方案是:将激光光斑分 3 种情况入射,1、激光光斑 偏向壳子一方。2、激光光斑对中。3、光斑偏向盖子。焊接完后,观察焊缝的形貌以及测量 焊接熔深。此外,针对该种材料,采用单因素法,在其它参数一定的情况下,仅仅改变激光 频率,观察金相中焊缝形貌和熔深的变化规律。最后根据分析得出的试验参数,进行充气压 力测试试验,验证能否承受 2MP 的压力。
2 实验结果与分析
2.1 光斑定位对焊缝形貌及熔深的影响
由于铝对激光的反射率比较大,因此本文使用带有前置尖峰的锯齿波形,使铝能够吸收 更多的能量。为了获得较大的焊接熔深,采用负离焦。一般说来,当激光频率较低时,重叠 率增加,导致热输入增加,扩大热影响区。相反,如果频率过高,重叠率下降,可能导致密 封效果差。根据以上的分析和经验设计出表 2 所示的试验参数。焊接速度的快慢决定了热输 入的多少,,为了能够增加熔融范围和熔深,使两部分更容易焊接在一起,需要使用较小的 焊速,本文采用 2m/min。
表 2 实验参数
Table2 Experiment parameters
波段 电流(A) 脉宽(ms) 离焦量(mm) 频率(Hz)
1 200 0.5 -1.5 30
2 240 0.8 -1.5 30
3 150 0.4 -1.5 30
4 190 0.4 -1.5 30
5 75 0.3 -1.5 30
(1) 激光偏向壳子
激光入射点
1 光 斑 偏 向 壳子
3 光 斑 偏 向 盖子
2 光斑对中
图 4 激光偏向壳子时的焊缝截面 Fig.4 Welding joint section of laser deflected the cover
将焊接沿焊缝截面切开,经处理后,放在显微镜下观察,由图 4 可知:当激光偏向壳子时,壳子这边 熔化区比较大,但是盖子这边几乎没有熔化,中间的缝隙几乎贯穿整个试样,大部分能量浪费在熔化壳子 上了,壳子和盖子的结合部分少。显然,此时焊缝的强度很低。
(2)激光光斑对中
由图 5 可知,与光斑偏向壳子相比,光斑对中时,整个熔化区变大了,最重要的是,盖子这侧的熔化 区增加了,缝隙的长度大大缩短。显然,此时的焊缝强度比较好。此时,如果想继续增加焊接的强度,只 要增加熔化区 L 的长度。
图 5 激光对中时的焊缝截面 图 6 激光偏向盖子时的焊缝截面
Fig.5 Welding joint section of laser centered entering Fig.6 Welding joint section of laser deflected the shell
(3)光斑偏向盖子
如图 6 所示,光斑偏向盖子时,大部分激光都射在电池外面,能量浪费严重。虽然,盖子侧 0.14mm 厚 的那段已全部熔化,但壳子部分熔化太少,缝隙已延伸到接近底部,显然,此时焊接强度不够。
经测量,情况 1 光斑偏向壳子得到的熔深约为:0.19mm,情况 2 光斑对中得到的熔深约为:0.46mm,
情况 3 光斑偏向盖子得到的熔深约为:0.29mm。情况 2 的熔深要明显大于另外两种情况,显然,得到的焊 缝强度是最高的。
2.2 频率对焊接熔深的影响
由前面的分析可知,在光斑对中的情况下,想进一步提升焊缝强度,应该从焊接参数优化方面进行 考虑。激光频率太大或者太小,都会造成焊接的质量的下降或者效率的降低,因此激光频率是重要的参数。
为了研究频率对熔深的影响规律,频率分别取 10、15、30、40Hz,其他参数具体数据如下表所示。
表 3 实验参数
波段 电流(A) 脉宽(ms) 离焦量(mm)
1 190 0.5 -1.5
2 210 0.6 -1.5
3 150 0.4 -1.5
4 180 0.4 -1.5
5 60 0.2 -1.5
Table 3 Experiment parameters
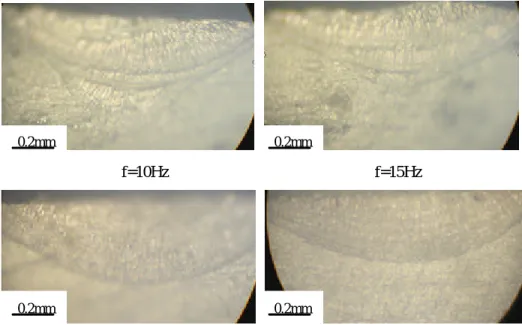
f=10Hz f=15Hz
f=30Hz f=40Hz
图 7 不同频率下的焊缝截面
Fig.7 Welding joint section of different laser frequency
由图 7 可知:其它参数不变情况下,在激光频率在 10Hz 到 40Hz 的范围内,随脉冲频 率的增加,焊接熔深逐渐减少。主要原因是随频率的增加,脉冲峰值功率下降。频率为 10Hz 时,激光具有较高的脉冲峰值功率,能够在较小的区域内熔化金属,得到的焊缝截面呈现 V 字形。随着频率的增加,截面逐渐过渡到 U 字形。在进行焊接时,激光频率的增加能够改善 焊缝表面质量和提高效率,但这会导致焊接熔深显著降低,而且会导致多余的热输入,增大 热影响区。通过这次实验可以看出:在此速度下,为保证较大的熔深,激光脉冲频率取 20~
30Hz 较好。
通过前面的分析可知,焊缝不能承受 2MPa 的压力,主要是因为焊接熔深不够,影响焊 接熔深的因素包括工艺参数及焊接定位。通过上面的试验研究,激光波形采用锯齿波,离焦 量为 1.5mm 的负离焦,频率设置在 20~30Hz,在定位方面,设置扫描轨迹时,必须使激光 光斑尽量靠近接头的中央。利用上述参数焊接了 5 个动力电池样品,进行充气压力试验,焊 缝承受能力都能达到 2MP 以上。
3 应用
3.1 电池焊接
由于其焊接时热输入少,焊斑小,热变形小,特别适合电池行业的高效率激光点焊和密 封焊。选用原来的硬光路传输的激光焊接机焊接电池盖帽,效率为 1100 个/小时,选用振镜 扫描式激光点焊机焊接电池盖帽(多点),如用转盘式效率可达到 2000 个/小时;如用往复式 焊接效率可达到 5000 个/小时。焊接效率是原来的 2~5 倍。另外在方形、聚合物电池的外 壳、圆形电池极耳的焊接中,振镜扫描焊接技术的应用不但提高了焊接效率,还提升了焊接 质量。
0.2mm 0.2mm
0.2mm 0.2mm
图 8 转盘式工作台的扫描焊接机
Fig.8 Laser welding machine based on galvanometer scanning of rotary table 3.2 手机外壳的焊接
振镜扫描激光焊接能量输入少,热影响区小,焊点小,美观。金属手机外壳点焊的焊点 位置分部具有规律性,可以方便的通过编程控制振镜扫描的路径,从而实现快速焊接。焊接 效率可提高四倍。
图 9 金属手机外壳扫描激光焊接 Fig.9 Mobile housing by laser sanning welding 3.3 电子封装
基于振镜扫描选择性的光纤激光微钎焊系统成功应用于电子封装,实现程序控制的瞬时 多点焊接的能量输入。BGA 封装由于 I/O 引脚数多、寄生参数小、信号传输延迟小、
可靠性和组装成品率高、厚度和重量都较以前的封装有所减少、组装可用共面焊接 等很多优点,受到人们的广泛关注。 植球过程,焊料凸点的制作, 对于 BGA 封装技术 非常重要,在激光微钎焊中,该焊接系统可在瞬间完成大面积微点焊接,焊点尺寸可达 50-100 微米,可 以 提 高 焊 料 凸 点 的 强 度 , 降 低 缺 陷 的 产 生 率 , 提 高 生 产 效 率 , 减 少 环 境 污 染 。 其效率与再流焊相当,是替代传统再流焊的新技术。
图 10 激光植球
Fig.10 Laser ball soldering
4 结论
(1)激光光斑在焊接过程中对中时,熔深最大。脉冲频率的变化,对焊接熔深影响较 大。随着频率的增加,焊接熔池形状从 V 字形逐渐转变为 U 字形,焊接熔深变浅,从而导致 强度降低,频率选择在 20Hz~30Hz。通过光斑定位和焊接频率的调整,圆满解决了动力电 池焊缝强度不足的问题。
(2)振镜扫描激光焊接成功应用到电池、手机外壳、电子封装的焊接中,生产效率和 焊接质量得到提高,是一项很有发展前景的技术
。
参考文献
[1]陶汪,陈彦宾,李俐群,等.304 不锈钢激光点焊工艺研究[J].应用激光,2005,25(4):232-233
[2]师文庆.振镜扫描式激光点焊技术中扫描路径的优化[J].应用激光,2008,28(4):332-333
[3] 黄 冬 林 , 杨 永 强 , 杨 胜 男 , 等 . 振 镜 扫 描 式 光 纤 激 光 焊 接 有 机 玻 璃 工 艺 研 究 [J]. 塑 料 工 业,2009,37(9):43-45
[4]卢亚雄,杨亚培,陈淑芬.激光束传输与变换技术[M].成都:电子科技大学出版社,1997.7
[5]廖洪海.基于 USB 接口的激光打标控制器设计[D].华中科技大学硕士学位论文,2005 年 5 月
[6]孙攀峰.激光飞行打标技术研究[D].天津大学硕士学位论文,2004 年 4 月
[7]Shi Wenqing,Yang Yongqiang,Huang Yanlu et al. Preparation of solder pads by selective laser scanning [J].Chinese Optics Letters, 2009,7(3):217-218
[8]梁朝湘,何镇权.碱性新锰电池负极集流体的定能量焊接.电池工业,2001,6(5):207-210
振镜激光扫描焊接工艺及其应用
作者: 韩善果, 杨永强, 黄冬林, 王红卫
作者单位: 韩善果,杨永强,黄冬林(华南理工大学机械与汽车工程学院,广东广州,510640), 王红卫(广州瑞通激光科技 有限公司,广东广州,510388)
本文链接:http://d.g.wanfangdata.com.cn/Conference_7506902.aspx