行政院國家科學委員會專題研究計畫 成果報告
氬銲塗覆助銲劑對 AZ31B 及 AZ61A 鎂合金板材銲接性質影 響
研究成果報告(精簡版)
計 畫 類 別 : 個別型
計 畫 編 號 : NSC 95-2221-E-011-036-
執 行 期 間 : 95 年 08 月 01 日至 96 年 07 月 31 日 執 行 單 位 : 國立臺灣科技大學機械工程系
計 畫 主 持 人 : 蔡顯榮
計畫參與人員: 博士班研究生-兼任助理:林俊銘 碩士班研究生-兼任助理:許博湶 計畫主持人:蔡顯榮教授
處 理 方 式 : 本計畫可公開查詢
中 華 民 國 96 年 10 月 30 日
氧化物助銲劑對於鎂合金銲接性質之影響
許博湶 林俊銘 蔡顯榮
台灣科技大學機械工程系 (國科會計畫編號:95-2221-E-011-036-)
中文栽要
本研究目的為探討在鎂合金 AZ61 上,塗覆不同氧化物活性助銲劑(TiO
2、ZrO
2、Fe
2O
3) ,以不同塗覆 量、不同銲接電流下,對銲道所造成的影響。在進行銲接時,記錄銲道的熱影響區溫度變化。銲接後切 取試片進行深寬比的量測、顯微組織的觀察、微小硬度的量測與 EDS 銲道成份分析。結果顯示,氧化物 活性助銲劑在適當塗覆量下與較大銲接電流中均可使銲深寬比增加,TiO
2粉末增加幅度較大,在來依次 為 Fe
2O
3與 ZrO
2粉末,每種助銲劑能增加深寬比的塗覆量有一極限值,超過此一極限值則深寬比開始下降。
銲道溫度量測結果指出,添加氧化物活性助銲劑皆會造成銲接時入熱量的增加,由此可推測電弧壓縮理 論與陽極斑點理論為影響氧化物造成鎂合金深寬比增加的因素之一。硬度量測結果指出,助銲劑的使用 會造成硬度值下降,推測銲接入熱量的增加造成銲道內晶粒成長。由 SEM 觀察可知,助銲劑粉末的種類 與銲接入熱量為決定助銲劑是否殘留於銲道中的重要因素。
關鍵字:鎂合金、氬銲、助銲劑、入熱量
Abstract
The effects of fluxes (TiO
2, Fe
2O
3, ZrO
2) with different painting quantity and welding current on the weldability of magnesium alloy were investigated. The variations of welding peak temperature of HAZ were measured during welding. The depth-to-width ratio, heat input, microstructure, microhardness of specimens were measured. The chemical compositions of weld bead were obtained by EDS. The results show that the penetration and depth-to-width ratio increase with using an optimal thickness of oxide activating fluxes in the effects of chemical composition fluxes on the geometry of welding pool. Significant increment in penetration was obtained with TiO
2. The heat inputs of weld increased with the oxide addition of activating flux. Both the contraction of the arc model and the anode spot contraction model are the mechanism to increase the depth-to-width ratio.
The result of microhardness measurement showed a hardness reduction when active fluxes were used. The mechanism is agreed with growth of the grain size due to the increscent of heat input with the active flux.
Key word:magnesium alloy、TIG、flux、heat input
一、前言
A-TIG (Activating flux TIG)銲接大幅提高銲接 深度的概念,最初由烏克蘭學者 Gurevich 與 Zamko 在 60 年代所提出,此方法為銲接前預先在銲件表 面塗覆一層活性助銲劑,再施以 TIG 銲接,在相同 銲接條件下,可大幅增加銲接熔融深度,因此可降 低銲接厚板事前準備之成本[1-2]。對薄板而言,經 助銲劑的塗覆之板材可以較快速度銲接 [3],塗覆 助銲劑增加深寬比的成因,目前學者提出熔池反轉 理論、電弧壓縮理論及陽極斑點理論等三個主要理 論以解釋此現象的發生。
鎂合金具有的低熔點、高熱膨脹係數及熱傳導 率,造成銲接中易產生氧化燃燒,銲接裂紋、氣孔 以及銲後變形等缺陷,因此銲接過程中需採用夾具 固定、預先開槽、銲前預熱及銲後熱處理等措施以 預防缺陷產生以獲得性質較佳之銲接條件。
目前國內外發展並已實際應用之助銲劑通常
以氧化物、氯化物以及氟化物為主,應用於銲接不
鏽鋼、碳鋼、鈦合金等材料上,早期由 PWI (Paton
Electric Welding Institute)研發並應用於鈦合金銲接
之活性助銲劑多以氟化物與氯化物為主,前人研究
指出,助銲劑的使用造成銲道入熱量提高,使銲道
內晶粒尺寸稍變大,熱影響區加寬[4]。鎂合金在使
用助銲劑 CdCl
2時銲接深寬比與電弧長度、銲接速
度及銲接電流有關[5],其銲道組織為柱狀晶由銲道
熔融線長出一段距離後,銲道中心則佈滿樹枝狀晶
[6]。由於鹵素助銲劑易受潮且銲接後會產生毒性大
的生成物,對於環保要求日益高漲的今日並不適合
推廣,因此 EWI (Edison Welding Institute)等英美研
究機構近年來傾向朝氧化物活性助銲劑發展。在目
前鎂合金活性銲劑研究多以氯化物為主,較少有對
氧化物活性銲劑銲接製程作探討。因此本實驗以
AZ61 鎂合金為母材,探討氧化物助銲劑對鎂合金
銲接性與機械性質的影響。
二、實驗方法
本研究所採用之實驗材料為 AZ61 鎂合金擠製 板材,試片尺寸為 70×50×2mm。實驗設備為惰性氣 體電弧銲機(Thermal-arc 250GTSW)。在銲接前為避 免鎂合金表面氧化層、油漬與其它污染物對銲道造 成影響,先以砂紙去除表面氧化層後,以超音波震 盪清洗。
本研究所選擇之活性助銲劑成份為 20g 的氧化 物粉末(TiO
2、Fe
2O
3及 ZrO
2)與 100ml 的甲醇均 勻混合均勻後,以噴塗方式均勻塗覆於鎂合金板材 表面,其塗覆的面積為 50×40mm,待甲醇蒸發乾 燥後測量試片重量,扣除試片原重量即為助銲劑塗 覆量。
採用交流電(AC)電源供應方式,以氬氣保護採 無預熱不加填料自體銲接。銲速為 500mm/min,電 極 為 WTh-10( 直 徑 為 2.4mm) , 氬 氣 流 量 為 10L/min,電弧長度為 1mm,電極角度為 90 度,背 吹氣體流量為 10L/min。
在銲接的同時,使用 K-type 熱電偶量測銲道 溫度。在銲接電流為 45A 時,熱電偶距離銲道中心 3mm 處,其他銲接條件下則在 4mm 處。觀察塗覆 銲劑對銲道溫度分佈情況,再將量測值代入公式中 求出各組試驗入熱量,銲接完後取下試片做深寬比 量測、銲道硬度量測、銲道顯微組織觀察與 SEM 觀察。
三、結果與討論
3.1 不同電流值銲道溫度量測
圖 1 為在同一銲接條件之下,塗覆氧化物活性 銲劑與無塗覆助銲劑銲道底部距離中心 3mm 與 4mm 位置之 HAZ 溫度分佈曲線。由量測值可知,
在熱影響區量測到的溫度,塗覆助銲劑在高電流銲 接其溫度高於無塗覆銲道溫度;低電流銲接則無塗 覆助銲劑溫度高於塗覆銲道溫度。將所量測之熱影 響區峰值溫度值代入 Adams 等人[7]所提出的熱影 響區溫度公式如下:
0
0
1 2
1
T T H
Cby e T
T
p
net
m
(1)
其中 T
p為距離銲道熔融線 y 位置上之熱影響區的 溫度,T
0為原始母材溫度,T
m為 AZ61 材料熔點,
e 為自然對數,ρ為鎂合金材料密度,C 為鎂合金 固態時比熱,b 為銲接板材厚度,y 為量測點與銲 道熔融線距離(y 值為量測點距離-銲道寬度/2),
H
net為銲接時單位入熱量。
以 65A 與 45A 電流銲接已塗覆助銲劑鎂合金 之 單 位 入 熱 量 分 別 為 : TiO
2, 113 (J/mm) 、 17 (J/mm) ; Fe
2O
3, 72(J/mm) 、 16(J/mm) ; ZrO
2, 39(J/mm)、25(J/mm),未塗覆助銲劑之鎂合金其單 位入熱量分別為 42 (J/mm)和 11 (J/mm)。由計算結 果,推測銲接時入熱量的大小及熔融線與量測點之 熱傳距離為影響熱影響區溫度高低的主要因素。使 用氧化物活性銲劑無論電流大小皆有增加銲道單 位入熱量的效果,由此可證明電弧壓縮理論或陽極
斑點理論之一或兩者皆為影響深寬比及入熱量增 加的原因。
0 10 20 30 40 50 60 70 80
0 100 200 300 400 500 600
450.4 451.3 491.4
391 510
353.8 461.9
420.7
Temperature()
Time(sec)
45A(no flux) 45A(TiO2) 45A(Fe2O3) 45A(ZrO2) 65A(no flux) 65A(TiO2) 65A(Fe2O3)) 65A(ZrO2)
(a) HAZ
圖 1 銲道底部溫度分佈
3.2 電流值對銲道形態與顯微組織之影響
圖 2 為不同電流值與塗覆助銲劑對銲道形態之 影響,在固定助銲劑塗覆量(weight±10%)下改變銲 接電流值觀察助銲劑的塗覆對銲道形態所造成的 影響。研究結果顯示,無論有無添加助銲劑,深寬 比隨著入熱量增加而增加,鎂合金塗覆助銲劑在相 同電流銲接條件下與無塗覆助銲劑銲道比較,其深 寬比有顯著提升效果,各種助銲劑提升深寬比的效 果,由大到小分別為 TiO
2、Fe
2O
3、ZrO
2。各電流 值銲接下其深度與寬度值如表 1。鎂合金以較大電 流 65A 銲接時,TiO
2與 Fe
2O
3其熔透深度為 2mm,
ZrO
2熔透深度為 1.96mm 相較於未塗覆 TiO
2助銲 劑的 1.213mm,使用助銲劑後可提高銲道熔深達 165%及 160%。以較小電流 45A 銲接時,TiO
2、 Fe
2O
3、ZrO
2其熔透深度分別為 0.8mm、1mm、
0.744mm,相較於未塗覆助銲劑的 0.45mm,可提 高銲道熔深分別達 178%、222%及 165%,由實驗 可知塗覆助銲劑在較低銲接電流下施行銲接時,銲 道熔透深度增加較為明顯。
表 1 各銲接參數銲道深度與寬度(mm) TiO
2Without flux
D W D W
65A 2 5.138 1.213 5.672 55A 1.25 3.972 0.915 5.408 45A 0.8 3.361 0.45 4.971
Fe
2O
3ZrO
2D W D W
65A 2 5.376 1.96 5.492
55A 1.475 4.504 1.287 4.322
45A 1.005 4.115 0.744 4.4
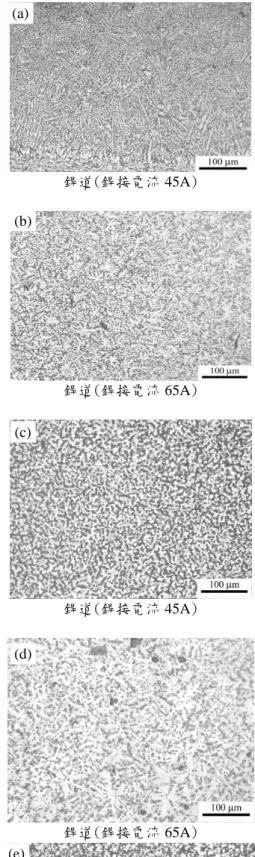
圖 2 不同電流值與塗覆助銲劑對銲道形態之影響 圖 3(a)、3(b)為使用 TiO
2助銲劑在改變銲接電 流下銲接,熔融線附近上長出柱狀晶,而銲道中則 為樹枝狀晶。隨著電流增加,銲道中心組織逐漸由 樹枝狀晶轉變成等軸樹枝狀晶;圖 3(c)、3(d) 為使 用 Fe
2O
3助銲劑在改變銲接電流下銲接,熔融線附 近上長出柱狀晶,而銲道中則為樹枝狀晶。隨著電 流增加,銲道中心組織逐漸由細胞狀晶轉變成等軸 樹枝狀晶;圖 3(e) ~ 圖 3(h)為塗覆 ZrO
2與未採用助 銲劑之鎂合金,在 45A 與 65A 電流銲接下,銲道 內部只存在等軸細胞狀晶,ZrO
2顯微組織在 45A 與 65A 下在銲道中皆可發現有顆粒狀析出物,經 EDS 證實這些析出物主要成份為 ZrO
2。根據前人 的研究,熔池凝固後之組織形態主要取決於熔池中 的熔質濃度、凝固速度以及液相中溫度梯度的相互 影響[8]。銲接過程中,冷卻凝固時有過多不均勻溶 質造成組成過冷(Constitutional supercooling),導致 溫度梯度變小所產生之過冷度變大,隨著過冷度的 提高其凝固形態依序為平面晶(Planar)、細胞狀晶 (Cellular)、樹枝狀晶(Columnar dendritic)以及等軸 樹枝狀晶(Equiaxed dendritic)。由於 AZ61 鎂合金之 Al 與 Zn 成份含量較高,使得冷卻速度趨緩,造成 銲接時銲道組成過冷度增大,因此熔融區內晶粒型 態多為等軸細胞狀組織。氧化物活性銲劑的塗覆也 會造成銲道入熱量增加,使其維持在相變化的時間 較長,亦可能造成組成過冷度的增加,TiO
2與 Fe
2O
3在使用助銲劑在較大電流下銲接,會造成單位入熱 量大量的提高,可在銲道內部發現等軸樹枝狀晶的 分佈。
比較塗覆助銲劑銲後各銲道晶粒尺寸,當電流 增加時,銲道晶粒有成長的趨勢,但第二相 Mg-Al 析出物則隨之減少,推測為入熱量的增加導致銲接 熔池在固定溶線上的時間越長,造成第二相析出物 粗大化使數量減少。在熱影響區內,同樣有樹枝狀 晶組織且枝臂長度有隨著銲接電流的提升而增加 之趨勢。以 65A 銲接鎂合金,發現在 TiO
2與 Fe
2O
3融熔線附近之枝臂長度可達 200μm 甚至生成二次 枝臂,顯示在熔融線處有著極高的過冷度而產生更 多的枝臂以加速潛熱的釋出。
銲道(銲接電流 45A)
銲道(銲接電流 65A)
銲道(銲接電流 45A)
銲道(銲接電流 65A)
銲道(銲接電流 45A) (a)
(b)
(e) (c)
(d)
銲道(銲接電流 65A)
銲道(銲接電流 45A)
銲道(銲接電流 65A)
圖 3 銲道顯微組織(a)(b)為塗覆 TiO
2助銲劑,
(c)(d)為塗覆 Fe
2O
3助銲劑,(e)(f) ZrO
2為塗覆 助銲劑,(g)(h)為未塗覆助銲劑
3.3 銲道微硬度分析
圖 4 為鎂合金於不同電流下銲道硬度平均 值,由實驗得知,硬度值受銲接電流所影響,在較 高電流銲接下造成較高的銲道溫度,導致銲道內晶 粒成長甚至粗大化,進而降低硬度值。在無使用助 銲劑並改變銲接電流銲接時,硬度值大小依序為銲 道、母材、熱影響區,且使用銲接電流值越小,所 得之銲道硬度有增加的趨勢。
比較鎂合金銲道橫截面未塗覆助銲劑與塗覆 助銲劑在不同電流下銲接所量測到的硬度值發 現,塗覆助銲劑銲道在銲接電流 65A 時硬度較母材 相比皆有下降的趨勢,ZrO
2與 TiO
2隨著銲接電流 下降硬度與母材相比幾乎無任何改變,在 45A 時銲 道硬度略有提升,Fe
2O
3在 65A 以下隨著電流值下 降硬度有上升的趨勢,未使用助銲劑銲道硬度值隨 銲接電流的下降而上升。
塗覆助銲劑會增加銲接單位入熱量,會導致銲 道內晶粒成長甚至粗大化,進而減少銲道硬度值,
依據前人的研究指出,以高入熱量銲接時,因維持
相變的時間較長,冷卻速率較慢,使第二相聚集粗 大化且數量較少[9],在材料受力時,較少的第二相 析出物使得差排移動受阻的機會減少,亦為硬度值 下降的原因。
(a)
(b)
圖 4 鎂合金於不同電流下銲道硬度平均值(a)母 材平均硬度(b)銲道平均硬度
3.4 銲道 SEM 觀察與 EDS 分析
圖 5 為使用 EDS 觀察鎂合金銲接後銲道成份 分析。圖 5(a)為銲接電流 45A 下,使用活性助銲劑 TiO
2銲道成份,由表 2 標示位置之成份分析可在銲 道內部晶界附近發現 Mg、Al、Ti 與 O 元素分佈,
其 Ti 含量介於 2wt%~9wt%;若使用較大 65A 銲接 電流時,則在銲道內部析出物中尚未發現含有 Ti 元素分佈且第二相聚集粗大化且數量減少、熱影響 區附近之 Mg 元素含量降低。圖 5(b) 為銲接電流 45A 下,使用活性助銲劑 ZrO
2銲道成份,由表 2 標示位置之成份分析可在銲道內部發現 Mg、Al、
Zr 與 O 元素分佈,其中較大的顆粒主要發現有 Mg、Zr 與 O 元素分佈,推測為 ZrO
2與鎂產生反應 所造成,較小的顆粒成份為 Zr 與 O,推測為未與 鎂反應之 ZrO
2粉末,若使用較大 65A 銲接電流時,
則在銲道內部也可以發現含有 Zr 元素的化合物與 ZrO
2分佈,但在銲道內 ZrO
2分佈有明顯減少的趨 勢且第二相聚集粗大化現象較不明顯,熱影響區附 近之 Mg 元素含量降低。圖 5(c) 圖 5(d)分別為活性 助銲劑 Fe
2O
3與未使用助銲劑銲道成份,由表 2 標 示位置之成份分析可在銲道內部發現 Mg 、Al 與 Zr 元素分佈,並無發現其它元素的分佈,使用 Fe
2O
3第二相聚集粗大化且數量減少、熱影響區附近之 Mg 元素含量降低,無塗覆助銲劑則此兩種現象較 不明顯。
塗覆助銲劑 TiO
2在銲接電流較小時會在銲道 中發現 Ti 元素與 ZrO
2顆粒 65A 與 45A 下會殘留於 銲道的原因,推測與粉末粒徑及粉末沸點有關,當 粉末粒徑越小所造成表面積越大,表面能隨之增 (h)
(g)
(f)
加,產生反應速率也越快,故助銲劑粉末粒徑大小 與熔沸點溫度的高低皆影響助銲劑在銲接過程中 電離蒸發與在銲道內殘留量的多寡,進而影響穿透 深度,三種助銲劑的大小為 ZrO
2>TiO
2與 Fe
2O
3, 熔沸點高低為 ZrO
2>TiO
2>Fe
2O
3,推論 ZrO
2殘留 在銲道的機率遠大於其它兩種助銲劑。未塗覆助銲 劑在銲接電流 45A 與 65A 時,在銲道內部晶界附 近 Al 含量增加,含量介於 20wt%~30wt%,遠高於 晶粒中心 Al 含量 3~4%,在較高電流 65A 時銲道內 之析出物減少但組成無太大變化,根據前人研究結 果指出,當鋁含量高於 6%以上時,會與鎂形成 Mg
17Al
12析出物,因此可推測析出物為 Mg
17Al
12。
圖 5 銲道顯微組織(a) 塗覆 TiO
2助銲劑(b) 塗覆 Fe
2O
3助銲劑(c)塗覆 ZrO
2助銲劑(d)未塗覆助銲劑。
表 2 標示位置之成份分析 wt%
Spectrum
label* Mg Al Zn Ti O
1 62.17 11.45 0 5.30 21.08
2 83.44 0 0 6.51 10.05
45A
3 96.07 3.93 0 0 0
wt%
Spectrum
label* Mg Al Zn Zr O
4 3.91 0 0 59.14 36.95
5 0 0 0 70.96 29.04
45A
6 71.29 28.71 0 0 0
wt%
Spectrum
label* Mg Al Zn Fe O
7 32.3 30.5 20 0 17.2
8 96.01 3.99 0 0 0
45A
9 71.3 28.7 0 0 0
wt%
Spectrum
label* Mg Al Zn O -
10 96.01 3.99 0 0 -
11 23.36 23.36 18.66 18.66 - 45A
12 69.89 30 0 0 -
*詳如圖 7 所標示之位置
四、結論
本研究以 AZ61 鎂合金為母材,探討氧化物助 銲劑對鎂合金銲接性與機械性質的影響,其研究結 論如下:
1.塗覆活性助劑在任何電流下皆可增加銲道深寬 比,且隨著銲接電流值提高,銲道深寬比也隨之 增加。在相同電流下,有無塗覆助銲劑銲道之顯 微組織可推論,塗覆氧化物助銲劑會使銲道熔池 過冷度增加,銲道內顯微組織由細胞狀晶轉變為 樹枝狀晶或等軸細胞狀晶。
2.將熱影響區所得之峰值溫度代入銲道熱影響區溫 度公式中可證明,此三種活性助銲劑的塗覆會增 加銲接單位入熱量,由此可推論電弧壓縮理論與 陽極斑點理論之一或兩者皆為影響深寬比增加 的主因。
3.塗覆助銲劑造成銲道入熱量增加,使得銲道內晶 粒粗大化,硬度隨著銲接電流增加而減少;未塗 覆助銲劑之銲道只在電流值為 65A 下硬度有略 為降低之趨勢。
4.在銲接電流值為 45A 時,塗覆活性助銲劑 TiO
2可在銲道中發現 Ti 元素,而在較高電流值 65A 銲接下則無 Ti 元素存在,塗覆活性助銲劑 ZrO
2在銲接電流值 45A 與 65A 下皆可發現 Zr 元素,
原因為助銲劑粉末粒徑大小與熔沸溫度高低皆 影響助銲劑在銲接過程中電離蒸發,造成助銲劑 殘留於銲道多寡。無塗覆助銲劑在 65A 與 45A 時在晶界附近皆發現有第二相析出。
五、計劃自評
本研究成果,已達成預期目標,並加強助銲劑 對銲道入熱量的研究,經由量測後計算的結果可證 實,助銲劑的塗覆可增加銲道入熱量。本團隊在研 究鎂合金之活性助銲劑相關議題中發現到鎂合金 經由 TIG 銲接後內部組織元素並不會汽化消失,這 於目前發表活性銲銲劑的報導有很大的差異,這個 研究成果會在目前所撰寫的國際學術期刊論文發 表,而且利用噴覆製程塗覆助銲劑,此方法目前尚 未有文獻發表。本研究成果之發表除了完成國內碩
Spectrum 1
Spectrum 2
Spectrum 3
Spectrum 12 Spectrum 11
Spectrum 10
(a)
(d) (b)
(c)
Spectrum 4
Spectrum 5 Spectrum 6
Spectrum 7
Spectrum 8
Spectrum 9