行政院國家科學委員會補助專題研究計畫成果報告
※※※※※※※※※※※※※※※※※※※※※※※※※
※ ※
※ 汽車塑膠模具設計與製程最佳化方法之發展(2/2) ※
※ ※
※※※※※※※※※※※※※※※※※※※※※※※※※
計畫類別:■個別型計畫 □整合型計畫 計畫編號:NSC 90-2212-E-011-022
執行期間:90 年 8 月 1 日至 91 年 10 月 15 日
計畫主持人:余志成 國立台灣科技大學機械系 共同主持人:徐業良 元智大學機械系
計畫參與人員:洪宗仁、莊志勇、吳品先 台灣科技大學機械工程系 許銘修、劉子吉、蔡宗成 元智大學機械系
計畫報告類型(依經費核定清單規定繳交):■精簡報告 □完整報告
本成果報告包括以下應繳交之附件:
□赴國外出差或研習心得報告一份
□赴大陸地區出差或研習心得報告一份
□出席國際學術會議心得報告及發表之論文各一份
■國際合作研究計畫國外研究報告書一份
處理方式:得立即公開查詢
執行單位:國立台灣科技大學機械系
中 華 民 國 91 年 1 月 6 日
汽車塑膠模具設計與製程最佳化方法之發展(2/2)
Development of a MDO Methodology for Blow Moulded Automotive Parts
計畫編號:NSC90-2212-E011-022 執行時間:90/ 08/ 01 - 91/ 10/ 15
主持人:余志成* 國立台灣科技大學機械工程系 共同主持人:徐業良 元智大學機械工程系
計畫參與人員:洪宗仁、莊志勇、吳品先 國立台灣科技大學機械工程系 許銘修、劉子吉、蔡宗成 元智大學機械工程系
Abstract 中文摘要
The research goal is to develop a soft computing based optimization strategy to the process control of extrusion blow molding. This study applies the soft computing strategy to determine the optimal die gap in the parison programming of extrusion blow molding process.
Two types of optimization problem are addressed in this study. The process optimization objective is obtaining a uniform thickness of blown parts, and the design optimization objective is minimizing part weight subject to stress constraints.
為 了 有 效 提 高 吹 塑 成 型 產 品 品 質 與 降 低 生 產 成 本 , 需 調 整 製 程 參 數 以 控 制 成 品 壁 厚 分 佈 , 本 文 應 用 柔 性 演 算 法 的 最 佳 化 策 略 用 以 規 劃 吹 塑 成 形 中 塑 胚 擠 出 時 模 具 的 開 量 , 使 用 田 口 方 法 之 直 交 表 實 驗 , 作 為 倒 傳 遞 類 神 經 網 路 模 型 的 訓 練 樣 本 , 模 擬 系 統 輸 入 輸 出 之 間 的 關 係 , 再 使 用 基 因 演 算 法 搜 尋 模 擬 曲 面 上 的 最 佳 設 計 。 而 為 避 免 網 路 預 測 離 樣 本 點 太 遠 時 不 可 避 免 的 誤 差 增 加 , 使 用 模 糊 系 統 針 對 距 離 學 習 樣 本 點 的 遠 近 給 予 不 同 的 信 賴 度 , 做 為 製 程 與 設 計 的 最 佳 化 策 略 。 本 文 使 用 有 限 元 素 模擬軟體 BlowView 模擬吹塑成型製程,以 塑 胚 規 劃 做 為 製 程 控 制 的 主 要 參 數 。 在 製 程 最 佳 化 方 面 根 據 產 品 外 形 決 定 塑 胚 的 厚 度 , 以 期 得 到 製 程 最 佳 化 的 厚 度 均 一 要 求,並與模擬軟體中的 BlowOp 最佳化模組 及 田 口 方 法 的 結 果 做 比 較 。 另 一 方 面 對 於 有 結 構 強 度 限 制 的 成 形 品 設 計 最 佳 化 , 本 文以 ANSYS 估計成 形件承受負 荷時的應 力 分 布 。 並 藉 由 設 計 目 標 的 定 義 , 進 行 重 量 的 極 小 化 , 並 討 論 反 覆 最 佳 化 的 方 式 , 結 果 比 較 顯 示 本 文 所 提 出 的 方 法 較 單 純 田 口 方 法 的 應 用 , 更 能 找 出 較 佳 的 設 計 參 數 組 合 , 成 品 厚 度 與 強 度 需 求 皆 可 獲 得 明 顯 的改善。
The finite element software, BlowView, developed by IMI is used to simulate the parison extrusion and the blow molding processes.
However, the simulations are time consuming, and minimizing the number of simulation becomes an important issue. The proposed strategy, Fuzzy Neural-Taguchi and Genetic Algorithm (FUNTGA), establishes a evolutionary network using Taguchi's experimental arrays. Genetic algorithm is then applied to search for the optimum design in the trained network. Unsatisfactory predicted optima will be added to the learning samples that retrain the evolutionary network until reaching the convergence criteria. As the number of training samples is greatly reduced due to the use of orthogonal arrays, the prediction accuracy of the neural network model is closely related to the distance between sampling points and the evolved designs. The Reliability Distance is introduced to the Genetic Algorithm using fuzzy rules to modify the fitness function, and thus improve the GA search efficiency. FUNTGA is particularly effective for optimization problems that gradient information is not available.
關 鍵 字 : 田 口 方 法 、 最 佳 化 設 計 、 類 神 經 網 路 、 基 因 演 算 法 、 模 糊 系 統 、 吹塑成型
FUNTGA can also utilize the archive field data to established the initial evolutionary network model.
The design of a HDPE bottle is used to illustrate the application of the process optimization, and the design of a gas tank is used to illustrate the application of performance. This study uses ANSYS to find the stress distribution of blown parts under loads. The comparison of results using the optimization module of BlowView, Taguchi, and FUNTGA demonstrates the effectiveness of the proposed strategy.
Keyword: Taguchi, Multidisciplinary Design Optimization, Fuzzy logics, Neural Network, Genetic Algorithm, blow molding
1. Introduction
Extrusion blow molding is a low cost manufacturing process for complex hollow parts.
First, the parison extrusion produces a molten thermoplastic tube coming out from the die.
Once extrusion is finished, the parison is clamped and high-pressure air is blown into it to get the final part. To control the parison thickness over time, there is a mandrel that can move in and out to the die (Fig. 1). Obviously, the parison thickness determines the thickness of the inflated part. The function of the parison programming is manipulating the die gap openings to obtain the desired thickness distribution of blown parts.
0% open 100% open
Die
Mandrel
Parison programming % die open in function of time
Fig. 1 The control of the parison thickness using the parison programming.
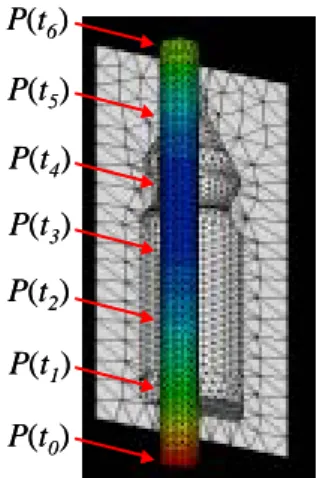
The programming points are specified by the extrusion time and the die gap opening of the parison (Fig. 2). These design variables will be manipulated to satisfy the mechanical part performance under service. These design variables will be adjusted to obtain the desired thickness distribution of blown parts. Two types
of optimization problem are often encountered in the design of blow-molded parts by controlling the die gap programming. The process optimization objective is targeting a uniform part thickness distribution of blown parts, and the design optimization objective is minimizing part weight subject to stress constraints [7].
P(t0) P(t1) P(t2) P(t4) P(t3) P(t5) P(t6)
P(t0) P(t1) P(t2) P(t4) P(t3) P(t5) P(t6)
Fig. 2 Programming points of parison extrusion.
Extrusion blow molding involves complex processes such as parison extrusion, clamping, blow up, and cooling. The investigation of the relationship between design variables and the wall thickness distribution of blown parts requires expensive experiments and time-consuming simulations. To reduce the number of experiments and simulations, an efficient strategy of data analysis is essential. In this study, we develop an optimization strategies based on soft computing techniques [2] to the optimization of parison programming to obtain the required thickness distribution. The first proposed strategy, FUNTGA, establishes a evolutionary neural network based on Taguchi’s orthogonal array experiments and assumes fuzzy inference to genetic algorithm to search for the optimal operating conditions[6][8]. The second strategy is a fuzzy optimization algorithm based on engineering knowledge and human supervision process to improve the searching efficiency[12][13]. The finite element software, BlowSim [3], is used to simulate the parison extrusion and the blow molding processes.
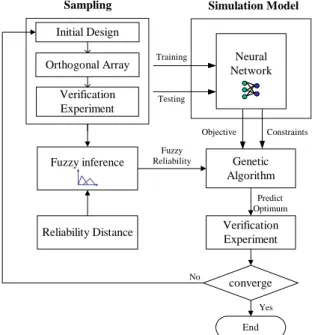
2. Optimization Strategy - FUNTGA Taguchi’s method has proven its efficiency and simplicity in parameter design. The proposed optimization strategy, FUzzy Neural-Taguchi network with Genetic Algorithm
2
(FUNTGA), applies Taguchi’s experimental design[1] to the learning and testing of a neural network model. The trained network becomes the function generator of the design fitness in the Genetic Algorithm. The optimum search using GA enhances the possibility for a better design than the conventional analysis of means (ANOM).
A fuzzy inference of engineering knowledge is introduced to enhance the searching efficiency of GA. The iteration provides the optimum in an evolutionary process. The flowchart of the optimization strategy is illustrated in Fig. 3.
[5][8][10]
Orthogonal Array Initial Design
Verification Experiment
Neural Network
Training
Testing
Genetic Algorithm
Objective Constraints
Sampling Simulation Model
Fuzzy Reliability
Verification Experiment
Predict Optimum
converge
No
End Yes
Fuzzy inference
Reliability Distance
Fig. 3 The Optimization flowchart of FUNTGA.
2.1. Evolutionary Neural-Taguchi Network (ENTN)
Neural network technologies are used to set up a simulation model for a complex nonlinear system. Sampling data are divided into learning and testing samples. Learning samples are used to determine the weighting matrices, Wij and Wjo, among neurons and testing samples to determine the accuracy and the generality of the network.
Training samples are essential to the prediction quality of network models. FUNTGA employs Taguchi’s orthogonal array to select training samples to reduce the number of experiments and to maintain a good sample representation [4].
The trained network could predict the responses for the parameter designs between factorial levels, and accommodates possible interaction effects among variables. The predicted optimum of the network will be added to the learning samples
that retrain the evolutionary network. These features enable the network to explore better designs as compared with Taguchi’s additive model.
2.2. Prediction Reliability of ENTN
The application of orthogonal arrays significantly reduces the number of training samples as compared with conventional random sampling. However, the accuracy of the ENTN is restricted to the neighborhood of the training samples. FUNTGA introduces a fuzzy inference to estimate the prediction reliability of the network.
The Reliability Distance
To facilitate the calculation of the distance among designs, design variable xk are normalized to zk in the range between –1 and +1. The factorial distances between predictive designs, Di, and the sample data Sj are defined as follows
( )
0.51
1 2
−
=
∑
= n
k
jk ik
ij D S
r n (1)
where n represents the number of variables.
Since predictions around the sampling points of the trained network will have higher accuracy, we proposed to use the Reliability Distance of a predictive design as the minimum factorial distance between the prediction and sampling data.
) min(ij
i r
RD = (2)
Smaller RD results in higher prediction accuracy. Also, the distance of an interpolating design is assumed negative and the distance of an extrapolating design is assumed positive. For instance, the Reliability Distance of D1 in Fig. 4 is negative and the Reliability Distance of D2 is positive.
r15
z1
z2 r21
r22
S4, (1, -1) S5 (0, 0)
S1 (-1, 1) S2 (1, 1)
S3 (-1, -1) D1
D2
Fig. 4 The factorial distances of predicted designs.
3.1. The Objective Function The fuzzy rules of prediction accuracy
The Reliability Distance of a predictive design determines the prediction accuracy of the design. The reliability of the predicted design decreases when the absolute value of RD increases. Also, the reliability of extrapolating designs (RD>0) is often much worse than the interpolating designs (RD<0). Based on the above characteristics of neural network, seven fuzzy rules of the design reliability are proposed associated with triangular membership function.
A quality blow molding part requires on-target and uniformly distributed part thickness.
To reach this goal, we propose to define an objective function as the average quality loss due to the deviation of thickness,
( )
n T t loss Avg
n
i
∑
i=
−
= 1
2
_
(4)
where ti stands for the thickness of node i, T for the target thickness, and n for the total number of nodes of the simulation model.
2.3. The search for the optimum of the Evolutionary Neural Network
The trained Neural-Taguchi network can predict responses for the parameter combinations in the investigating range. Generic Algorithm is thus applied to search for the optimum of the current network. However, the accuracy of the network is limited due to the reduced number of training samples. The design fitness obtained from the network is thus modified to reflect the characteristics of prediction accuracy. The search of the local optimum will then be restricted to the surroundings of the training samples to prevent the possible erroneous prediction.
Any deviation from the target thickness will cause quality loss. The average quality loss can be divided into two parts: the mean deviation from the target thickness and the thickness variation around mean as the following
( ) ( )
2 2 1
2
2 1
2
) ( )
( t T s
n t t T
n t T t
n
i i n
i i
+
−
≈
− +
−
=
− ∑
∑= = (5)
where t is the mean stress and s2 is the sampling variance. Reducing the quality loss leads to a thickness distribution of a smaller variance and a mean thickness closer to the target.
<
>
= ×
0 Fitness if , /
0 Fitness if ,
net net
PR Fitness
PR Fitness Fitness
net net
GA (3)
If the verification result of the predicted optimum of the current network is not satisfactory, the design will be used as an additional learning sample to retrain the evolutionary network model. And another search of optimum using FUNTGA is conducted. The iteration stops when the predicted optimum converges.
3. Optimization Of Blow Molding
Parameters For Process Design Fig. 5 The control points of the gas tank example
This work applies the proposed optimization strategy to get the optimal parameter design of extrusion blow molding process for the gas tank case of the Kautex Textron Company. The gas tank is made of High Density Polyethylene (HDPE). The design objective is to target a uniform part thickness of 5 mm. The blow molded part thickness distribution is estimated by using the BlowSim software. Fig. 5 shows that the die gap openings at 13 discrete extrusion times are selected as the control variables.
3.2. Design optimization using FUNTGA The die gap openings at 13 discrete extrusion times are selected as the control factors.
The design optimization manipulates the die gap openings of programming points to obtain a uniform thickness distribution. The initial design adopts a uniform die gap opening of 10% for first four control points and 20% for the rest. For each opening, we assume a three-levels variation around the initial design located in the middle of the design space. The range between upper and
4
lower levels represents the design space. The L36 orthogonal experiments are divided into two smaller orthogonal arrays that are used as learning samples and testing samples. There are 15 neurons in the hidden layer. The initial learning rate is set to 1.0 and the initial
momentum term is set to 0.5. 0
10 20 30 40 50 60
0 20 40 60 80 100 120 140 160
Extrusion Time(Sec)
Opening(%)
BlowOp Initial Taguchi FUNTGA_6
The fuzzy rules for prediction accuracy are applied to GA to improve the searching efficiency. The fitness function is defined as
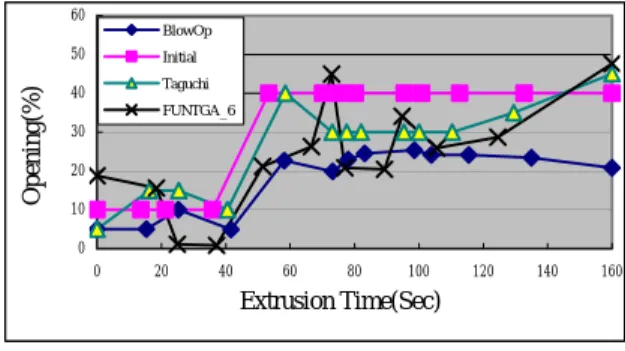
follows, Fig. 7 The optimal designs from various
methods PR
loss Avg
FitnessGA =− _ / (6)
Table 1 The comparison of various optima of replicate sixth experiment.
The trained network will then be used as the function generator for each chromosome combination. The search result of GA will then be added to the training samples of the neural model to further improve the network accuracy.
The optimization process iterates until the results converge. The iteration history of FUNTGA is shown in Fig. 6.
Iteration Initial
Design Taguchi’s BlowOp FUNTGA’s
Mean 7.40 6.17 5.12 5.63
Standard
Deviation 2.39 2.25 2.07 1.74 Average Loss 11.48 6.44 4.32 3.42
2 3.42 4 6 8 10 12 14
1 2 3 4 5 6
Iteration
Avg_Loss
7
4. Optimization of Blow Molding Parameters for Performance Design
This study applies the proposed optimization strategy, FUNTGA, to get the optimal parameter design of extrusion blow molding process for the HDPE bottle of the Lear Corporation. Two types of loading will be investigated: an internal pressurization at 110 (psi) and a top displacement of 5 (mm) during 5 seconds. The maximum allowable stress, corresponding to the ultimate tensile strength of the material, is set to 33 MPa.
From a part thickness distribution obtained from BlowSim, ANSYS software is used to make the structural analysis for the specified loading[8][10][11].
Fig. 6 The iteration history of the gas tank example using FUNTGA
3.3. Comparison of results
Fig. 7 and Table 1 present the die gap openings of the parison programming and the optimization results obtained from Taguchi’s method, BlowOp, and FUNTGA. BlowOp is a BlowSim optimization module that uses a gradient-based algorithm to control the die gap openings of the parison programming points.
Although BlowOp optimum provides a mean thickness closer to the target of 5 mm, FUNTGA’s optimum exhibits a more uniform distribution and the lowest quality loss.
4.1. The Objective Function
The initial formulation for this optimization can be represented as follows,
Minimize: Part_Weight[P(tj)]
Design Variable: P(tj)
Constraints: si[P(tj), P, T]≦σa
Where P(tj) are the gap openings of the controling points, si are the stresses of node i, σa is the allowable stress of the material, P is the internal pressure, and T is the top
displacement.
The objective function is modified to obtain a wall thickness distribution of minimal weight subject to stress constraints. The reduction of an element thickness results in the increase of its stress level. Consequently, the design objective can be replaced by a minimization of the stress variance around the stress mean close to the stress constraint. The smaller variance of the stress distribution, the closer the mean can be moved to the allowable material strength, that leads to thinner elements, and thus minimal part weight. However, any element stress exceeding the allowable strength might result in part failure.
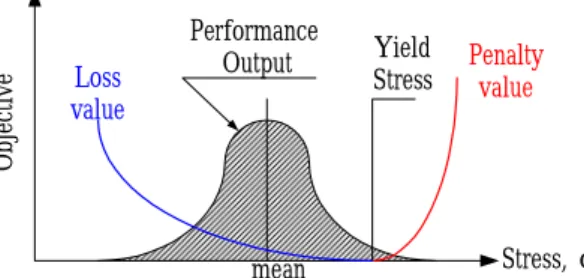
In this work the constrained optimization is replaced by an unconstrained minimization of the variance of stress distribution around the allowable stress level using the external penalty method as illustrated in Fig. 8.
Yield Stress Performance
Output
Stress, σ
Objective Loss
value
mean
Penalty value
Fig. 8 The illustration of the design objective for performance optimization
The objective function (Eq. [7]) contains two portions: the quality loss due to variation of stress distribution and the penalty loss due to constraint violation
( )
∑ ∑
=
= + < − >
−
= n
i
a i n
i
a i
n s s MOBJ
1 1 2
2
σ
σ (7)
where n is the total number of nodes of the simulation model.
The quality loss due to variation of stress distribution is estimated by the mean squared deviation of the element stress from the allowable stress level that is similar to the objective used in the previous process optimization. The average quality loss can be divided into two parts: the deviation of the mean stress from the allowable strength and the variation of the stress around mean.
The second portion of the modified objective function, the penalty loss, is estimated using a
second order singularity function. This portion accounts for the penalty of elements violating the stress constraint.
>
−
= ≤
>
−
<
a i a i
a i a
i s s
s s
σ σ
σ σ
if , ) (
if , 0
2
2 (8)
The search for the design of minimum objective function will provide a thickness of minimum part weight while satisfying the stress requirement.
4.2. Design optimization using FUNTGA The die gap openings at 7 discrete extrusion times are selected as the control factors. The initial design adopts a uniform die gap opening of 75%. FUNTGA uses L18 orthogonal experiments as the learning samples for the Back Propagation Network (BPN) of the extrusion blow molding process. For each opening, we assume a three-levels variation around the initial design located in the middle of the design space. The range, 40%, between upper and lower levels represents the design space.
The initial design and Taguchi’s optimum design are used as testing samples for the trained network. There are 14 neurons in the first hidden layer and 6 neurons in the second hidden layer. The initial learning rate is set to 1.4 and the initial momentum term is set to 0.5. The RMS error reduces to 0.055 after 16000 epochs.
The fuzzy rules for prediction accuracy are applied to GA to improve the searching efficiency. The fitness function is defined as follows,
PR MOBJ
FitnessGA =−10×log( )/ (9) The trained network will then be used as the function generator for each chromosome combination.
4.3. Comparison of the results
Fig. 9 shows the profiles of optimal die gap openings of parison programming and Table 2 compares the stress distributions of the initial design and the optimal one obtained from Taguchi’s method and FUNTGA strategy.
Taguchi’s ANOM approach is disturbed by parameter interactions and system non-linearity.
Taguchi’s optimum provides a mean stress closer to the allowable strength 33 MPa. However, the large variance of the stress distribution results in stronger violation of stress constraints than the
6
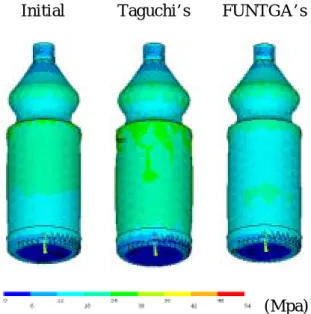
initial design. FUNTGA’s optimum exhibits a mean thickness close to the allowable and the smallest deviation in three designs, which leads to a design of smaller weight while satisfying the stress constraints. Fig. 10 presents the stress distributions of three designs.
0 20 40 60 80 100
0 5 10 15 20 25 30
Extrusion Time (Sec)
Open (%)
Initial Taguchi's FUNTGA's
Fig. 9 The optimal designs from various methods.
Initial Taguchi’s FUNTGA’s
(Mpa) Fig. 10 The comparison of the stress
distribution.
Table 2 The comparison of various optima.
Mean Std.Dev. Penalty Objective
Stress Stress Loss Function
Initial 15.9 6.4 335.1 33.7 368.8
Taguchi’s 16.6 7.3 322.4 233.2 555.6
FUNTGA’s 16 6.1 324.9 2.3 327.2
Quality Loss
5. Conclusions
This study presents how to apply soft computing technology to determine the optimum die gap openings of parison programming of extrusion blow molding process. Taguchi’s method is cost effective to obtain an improved design in a few experiments. However, possible
interactions among parameters and system non-linearity could complicate parameter design.
Instead of using ANOM of Taguchi’s experimental design, FUNTGA establishes a back propagation network using Taguchi’s experimental data. Heuristic knowledge of prediction accuracy is applied to GA using fuzzy rules to steer the search direction. The proposed strategy works well with both the process optimization and the performance optimization examples. Extra iterations using FUNTGA’s approach are possible if further improvement is desired. The comparison of results demonstrates the effectiveness of the proposed strategy.
References
[1]. G. Taguchi, “Performance Analysis Design.” Int. Journal of Production Research, 16 (1978) 521-530.
[2]. J. S. Jang, C. T. Sun and E. Mizutani,
“Neuro-Fuzzy and Soft Computing: a computational approach to learning and machine intelligence”, Prentice-Hall, (1997).
[3]. BlowSim, 6.0, Industrial Materials Institute, National Research Council Canada 1999.
[4]. C. T. Su, C. C. Chiu and H. H. C,
“Parameter Design Optimization via Neural Network And Genetic Algorithm”, Int.
Journal Of Industrial Engineering, 7(3) (2000) 224-231
[5]. 陳 相 弦 、 洪 宗 仁 、 余 志 成 (2001) “應 用 柔 性 演算法 於吹 塑成型 製程 最佳化 ”,第 十二 屆 全 國 自 動化 科 技 研 討會 , 雲 林 虎尾 技 術 學 院 , 民 國 九 十 年 五 月 。 (NSC89-2212-E155-019)
[6]. J. Yu, X. Chen and T. Hung, (2001)
“Optimization of Extrusion Blow Molding Using Soft Computing and Taguchi Method”, The Proc. Of the 6th Int. Conf. on Computer Supported Cooperative Work in Design, July 12-15, 2001, London, Ontario, Canada. (NSC89-2212-E155-019)
[7]. F. Thibault, P. Debergue, M. Milliste, W.
Shen, H. H. Ghenniwa, Y. Hsu, T. Liu, J.
Yu ( 余 志 成 ) and T. Hung, (2002),
“ Development of a MDO Methodology for Automotive Interior Blow Moulded Parts” , Proc. of the 5th Anniversary Event of NSC-NRC Collaborative Research Program Symposium, pp. 46-57, Taipei, Taiwan, June 24-25, 2002. (NSC90-2212-E011-022) [8]. J. Yu(余志成), T.R Hung, J. Juang, and F.
Thibault (2002) “ Design Optimization
8 Using Soft Computing Techniques for
Extrusion Blow Molding Processes” , Proc.
of the 2002 NRC-NSC Canada-Taiwan Joint Workshop on Advanced Manufacturing Technologies, pp. 73-84, 23–25, Sep., 2002,
London, Ontario, Canada.
(NSC90-2212-E011-022)
[9]. W. Shen, Y. Wang, Y. Ma, Y. Li , H.H.
Ghenniwa , F. Thibault , Y. Hsu, and J. Yu
( 余 志 成 ) (2002) “A Distributed MDO Environment Based on Web and Agents”
Pro. of the 2002 NRC-NSC Canada-Taiwan Joint Workshop on Advanced Manufacturing Technologies, pp. 85-94, 23 - 25 Sep. 2002, London, Ontario, Canada.
[10]. J. Yu ( 余 志 成 ) and T.R Hung (2002)
“ Performance Optimization of Extrusion Blow Molded Parts Using Fuzzy Neural-Taguchi Method and Genetic Algorithm ” , Proc. of the ASME Design Automation Conference 2002, Sep., 2002, Montreal, Canada. (NSC90-2212-E011-022) [11]. 洪 宗 仁、余 志 成 , (2002), “應 用 柔 性 演 算 法
於 吹 塑 成 型件 之 製 程 與設 計 最 佳 化 ” 中國 機械工程學會第十九屆全國學術研討會,
電 腦 輔 助 設 計 論 文 集 , 2002/11/28-29, 虎 尾 技術學 院 . (NSC90-2212-E011-0229) [12]. Y.L. Hsu, T.C. Liu, M.S. Hsu, and F.
Thibault, (2001) “A fuzzy optimization algorithm for blow moulding process” The Proc. Of the 6th Int. Conf. on Computer Supported Cooperative Work in Design, July 12-15, 2001, London, Ontario, Canada.
(NSC89-2212-E155-019)
[13]. Y.L. Hsu, T.C. Liu, F. Thibault, and B.
Lanctot, (2002), A fuzzy optimization algorithm for the blow moulding process, Proc. of the 2002 NRC-NSC Canada-Taiwan Joint Workshop on Advanced Manufacturing Technologies, 23-25 Sep. 2002, London, Ontario, Canada.
(NSC90-2212-E011-022)
計畫成果自評
本年度研究內容與原先計畫相符,並達成 創新發現、分析模式建立、技術交流與培育人 才等預期目標。與加拿大的研究伙伴彼此合作 關係十分密切,平日以電子郵件及視訊會議作 為研究心得交換與聯絡,並建有內部聯絡網站 (Http://prive.imi.nrc.ca/taiwan/)作為成果資料管 理與交換,而於九十一年九、十月份,台灣科 大學余志成與元智大學徐業良教授並帶領參
與計畫之博士研究生兩位,訪問加拿大 IMI 與 IMTI 進行三個星期的短期研究。現有研究成果 已 有 五 篇 研 究 論 文 發 於 國 內 外 研 討 會 [7][8][9][10][11][13],並已投稿到相關國際期 刊 。 計 畫 進 行 期 間 與 業 界 參 與 研 究 單 位
(Kautex Textron 與 Lear Corp.)保持良好的 互動,並以該研發實例作為方法的應用與驗 證,參與人員都有相當好的收穫,並已獲得第 三年的延續計畫,為一非常成功的國際合作計 畫。