微射出成型微結構之尺寸變形研究
87
0
0
全文
(2)
(3) 中文摘要 論文題目(中文):微 射 出 成 型 微 結 構 之 尺 寸 變 形 研 究 論文題目(英文):Accuracy of Micro Feature Dimensions in Micro Injection Molding 研 究 生:林百會 指 導 教 授:楊文彬 射出成型為製造業重要的生產過程,技術成熟、成本低且生產快, 隨著現行產品追求輕薄短小以及微米奈米級的應用,傳統的射出成型 技術也頇跟著調整。本研究主要探討影響具微流道之微射出成型元件 寬度方向成形之因素,實驗部分分別設計兩副具有微流道之模仁,探 討製程參數(模具溫度、保壓壓力)、機械應力以及改變微流道與微流 道之間間距對微流道寬度方向尺寸變化之影響。除了實驗部分,本研 究還將實驗結果與理論計算做比較,並估測其殘留應力值。且分別利 用 Moldflow 模流分析軟體去計算殘留應力大小及使用壓克力應力應 變曲線去反推殘留應力,再將之與理論計算之值做比對。研究結果發 現,當微結構之間間距大於 2000μm 時,製程條件以及機械應力對微 結構寬度方向尺寸變化之影響並無明顯趨勢;但當將微結構之間間距 縮短至 1000μm 左右時,因微結構與微結構之間相互影響的關係,應 變量有增大的趨勢,且可漸漸看出改變模具溫度對微流道成形之影 響。 關鍵詞:射出成型、微流道、Moldflow、壓克力應力應變曲線。. i.
(4) Abstract Student: Pai-hui Lin Advisor: Wen-Bin Young Micro injection molding is one of the most important processes for making polymer products with micro features. The important prerequisite of the process is the replication accuracy of the micro features in the plastic components, such as DNA/RNA testing fluidic biochips, which are currently in great demand. Most previous studies had investigated the influence of molding conditions on the filling of polymer products with micro features. However, the influence of molding conditions on replication accuracy (shrinkage) has not yet been systematically investigated. An aim of our experiments is to determine the effect of molding conditions (molding temperature, packing pressure, and mechanical force) and geometry (distance between each micro-channel) on replication accuracy of micro polymer parts in detail. The theoretical derivation and simulations conducted via Moldflow® are also used to calculate residual stress. It was found that when the distance between each micro channel is above 2mm, the replication accuracy only changed slightly with the mold temperature and packing pressure. Furthermore, extending the cooling time did not show significant change in the replication accuracy. Therefore, it could be concluded that the mechanical force during the demolding process is not a crucial effect on the replication accuracy of micro features. Finally, by reducing the distance between each micro channel to around 1mm, the micro channels started to affect each other due to residual stress.. Keyword: Injection Molding, micro channel, molding condition, spacing distance, Moldflow ii.
(5) 致謝 在研究所這短短的兩年間,感謝楊文彬教授給與我研究上的耐心 指導,提供足夠的研究資源讓我能順利的完成實驗及論文,也讓我在 過程中學習如何發現問題、找尋解決方法、分析實驗數據以及訓練我 在口頭報告方面的技巧。 也感謝劉人豪學長與遠東科技大學實驗室的學長姐與學弟妹們 在我做實驗的過程中給予我指導與協助,並在學習 Moldflow 上給我 指教。同時也感謝研究室的清河學長在修課上給我意見;思穎、昭君、 水龍、育齊、學儒陪伴我度過在研究室的日子。 最後感謝我的朋友及家人,在我這兩年念研究所的日子給我最直 接的鼓勵與支持,讓我擁有充實的研究所生活。. iii.
(6) 目錄 授權書 中文摘要 ...........................................................................................i Abstract ............................................................................................ii 致謝................................................................................................ iii 目錄................................................................................................. iv 表目錄 ............................................................................................vii 圖目錄 .......................................................................................... viii 付錄圖目錄 ..................................................................................... xi 第一章、緒論 .................................................................................. 1 1-1 前言 ............................................................................................... 1 1-2 研究簡介 ....................................................................................... 1 1-2-1 微射出成形技術[2] ............................................................. 1 1-2-2 造成射出成型精度誤差之因素 .......................................... 3 1-3 目的 ............................................................................................... 4 1-4 文獻回顧 ....................................................................................... 4 1-5 研究方法 ....................................................................................... 6. 第二章、理論簡介、模擬與射出成形介紹 ................................... 7 iv.
(7) 2-1 理論推導 ........................................................................................ 7 2-2 Moldflow 模擬 ............................................................................. 10 2-3 射出成型原理[1] .......................................................................... 15. 第三章、實驗規劃設計與製程 .................................................... 18 3-1 前置作業(模具及模仁設計) ....................................................... 18 3-2 實驗部分(射出成型實驗儀器與材料) ........................................ 21 3-3 後處理部分(量測方式簡介) ....................................................... 28 3-3-1 模仁量測之共軛焦 3D 光學表面形貌量測儀 .................. 29 3-3-2 塑膠成品量測之表面粗度儀 ............................................ 30. 第四章、結果與討論 .................................................................... 32 4-1 成品取樣標準、初始參數及量測位置定義 ............................... 32 4-1-1 成品取樣標準 ................................................................... 32 4-1-2 初始條件 ........................................................................... 33 4-1-3 量測位置定義 ................................................................... 34 4-2 模仁一微射出成型實驗結果與討論 .......................................... 36 4-2-1 模具溫度不同對於微流道寬度尺寸變化之影響 ............. 36 4-2-2 保壓壓力不同對於微流道寬度尺寸變化之影響 ............. 39 4-2-3 頂出時機械應力對於微流道寬度尺寸變化之影響 ......... 42 4-2-4 理論值、Moldflow 模擬與實驗結果之比較 .................... 45. v.
(8) 4-3 模仁二微射出成型實驗結果與討論 ........................................... 55 4-3-1 改變微結構之間寬度對微結構寬度尺寸變化之影響 ..... 56 4-3-2 流道形狀變化 ................................................................... 60 4-4 翹曲 .............................................................................................. 61. 第五章、結論 ................................................................................ 65 參考文獻 ........................................................................................ 67 附錄 1 模仁一的應變趨勢圖 ........................................................ 69. vi.
(9) 表目錄 表 2-1. PMMA(CM-205)之線性熱膨脹係數[11] ....................................... 9. 表 3-1. TR05EH 射出機規格性能表 ........................................................ 23. 表 3-2. 模具控溫機 STM-120 詳細規格................................................... 25. 表 3-3. PMMA 材料性質表 ...................................................................... 26. 表 3-4. 共軛焦 3D 光學表面形貌量測儀規格表 ...................................... 30. 表 3-5. 表面粗度儀規格表 ....................................................................... 31. 表 4-1. 射出預設參數表 ........................................................................... 34. 表 4-2. Moldflow 分析之殘留應力大小 ................................................... 53. 表 4-3. 使用壓克力之應力應變圖反推之殘留應力大小 ......................... 54. vii.
(10) 圖目錄 圖 2-1. 探討微流道尺寸變形位置示意圖 .................................................. 8. 圖 2-2. Moldflow 模流分析流程圖 ........................................................... 11. 圖 2-3. Moldflow 模流分析軟體主介面之任務視窗 ................................ 12. 圖 2-4. 模型建構示意圖 ........................................................................... 12. 圖 2-5. Moldflow 網格診斷工具 ............................................................... 13. 圖 2-6. Moldflow 模型元件建構 ............................................................... 14. 圖 2-7. Moldflow 塑膠件之微流道網格加密 ........................................... 14. 圖 2-8. 射出成型週期程序示意圖[1] ....................................................... 17. 圖 3-1. 模座 ............................................................................................... 19. 圖 3-2. 模座剖面圖 ................................................................................... 19. 圖 3-3. 模座可動側(左)與固定側(右) ....................................................... 20. 圖 3-4. 模仁 ............................................................................................... 21. 圖 3-5. TR05EH 型精密射出成型機 ........................................................ 22. 圖 3-6. 模具控溫機 STM-120 ................................................................... 24. 圖 3-7. 奇美 CM-205 壓克力及壓克力顆粒 ............................................. 25. 圖 3-8. 烘料機 ........................................................................................... 27. 圖 3-9. 轉輪式蜂窩除濕機 ....................................................................... 28. viii.
(11) 圖 3-10 共軛焦 3D 光學表面形貌量測儀 ................................................. 29 圖 3-11 表面粗度儀 ................................................................................... 31 圖 4-1. 射出成型品取樣情形 .................................................................... 33. 圖 4-2. 射出成型品量測位置與量測方向 ................................................ 35. 圖 4-3. 塑膠件表面輪廓與符號定義 ........................................................ 35. 圖 4-4. 塑膠件微流道放大圖 .................................................................... 35. 圖 4-5. 射出成型成品(模仁一) ................................................................. 36. 圖 4-6. 模具溫度 45℃~75℃微流道之寬度變化情形趨勢圖 .................. 37. 圖 4-7. 模具溫度 45℃~75℃微流道間之寬度變化情形趨勢圖 .............. 38. 圖 4-8. 保壓壓力 10MPa~50MPa 微流道之寬度變化情形趨勢圖 .......... 40. 圖 4-9. 保壓壓力 10MPa~50MPa 微流道間之寬度變化情形趨勢圖 ...... 41. 圖 4-10 延長冷卻時間之微流道寬度尺寸變化趨勢圖(45℃) .................. 42 圖 4-11 延長冷卻時間之微流道間寬度尺寸變化趨勢圖(45℃) ............... 43 圖 4-12 延長冷卻時間之微流道寬度尺寸變化趨勢圖(75℃) .................. 43 圖 4-13 延長冷卻時間之微流道間寬度尺寸變化趨勢圖(75℃) .............. 44 圖 4-14 微結構間頂端之寬度方向尺寸變化理論值與實驗值比較 ......... 46 圖 4-15 微結構間底部之寬度方向尺寸變化理論值與實驗值比較 ......... 47 圖 4-16 微結構底部之寬度方向尺寸變化理論值與實驗值比較 ............. 48 圖 4-17 塑膠件底部部分之殘留應力大小 ................................................ 49. ix.
(12) 圖 4-18 Moldflow 結果之改變模溫下殘留應力大小 ................................. 52 圖 4-19 壓克力之應力應變曲線[12] ......................................................... 53 圖 4-20 射出成型成品(模仁二) ................................................................. 55 圖 4-21 塑膠件表面輪廓示意圖 ................................................................ 55 圖 4-22 微流道之間距離縮短對微流道成形趨勢圖 ................................. 57 圖 4-23 微流道之間距離縮短對微流道間成形趨勢圖 ............................. 58 圖 4-24 模具溫度 45℃~75℃微流道間之寬度變化情形趨勢圖 .............. 59 圖 4-25 流道形狀變化 ................................................................................ 60 圖 4-26 模仁總長度之量測範圍 ................................................................ 61 圖 4-27 模仁量測總長與實驗量測總長之比較(模仁一) .......................... 62 圖 4-28 模仁量測總長與實驗量測總長之比較(模仁二) .......................... 63 圖 4-29 模仁翹曲情形 ............................................................................... 64. x.
(13) 付錄圖目錄 圖 1 模具溫度 45℃~75℃微流道之寬度變化應變趨勢圖 ....................... 69 圖 2 模具溫度 45℃~75℃微流道間之寬度變化應變趨勢圖 ................... 70 圖 3 保壓壓力 10MPa~50MPa 微流道之寬度變化應變趨勢圖 ............... 71 圖 4 保壓壓力 10MPa~50MPa 微流道間之寬度變化應變趨勢圖 ........... 72 圖 5 延長冷卻時間之微流道寬度尺寸變化應變趨勢圖(45℃) ................ 73 圖 6 延長冷卻時間之微流道間寬度尺寸變化應變趨勢圖(45℃) ............ 74 圖 7 延長冷卻時間之微流道寬度尺寸變化應變趨勢圖(75℃) ................ 75 圖 8 延長冷卻時間之微流道間寬度尺寸變化應變趨勢圖(75℃) ............ 76. xi.
(14) 第一章、緒論. 1-1 前言 射出成型為一個成本低且可大量生產塑膠相關製品的製造方法,凡舉生 活週遭的塑膠產品,幾乎都是透過射出成型的生產過程製作出來的。由於 發展已有多年,各方面技術也相當成熟。近年來由於科技業發展蓬勃,消 費性電子、電腦、通訊之 3C 產品、光電、生物科技等都朝著「輕薄」以及 「精密」方向發展。射出成型是製造業重要基礎之一,如此成熟的技術也 能應用在各個領域中,例如製作生物檢測晶片、光學干涉元件、背導光板 等。[1]由於射出成型大多製作生活周遭日常用品這類較大型的成型品,但 短小輕薄是現行產品追求的目標。塑膠元件具有質量輕、易加工、生產快 速、成本低廉、生物相容性高等優點,所以適合應用在薄殼產品以及微流 體生物晶片等輕薄產品上。. 1-2 研究簡介 1-2-1 微射出成型技術[2] 射出成型為製造業進行大量複製的一項技術,而「微」射出成型與一般 射出成型相異處在於成型品是否具有微小件、精準或是微結構物的特徵,. 1.
(15) 符合其中一項特徵,則可稱為微射出成型,可以將微射出成型成品定義分 類為四類:(1)微小且精準件:成品質量極小以毫克為單位,尺寸大小亦只有 毫米大小,精準度也到達微米之水準;(2)微小件:成品質量以毫克為單位, 尺寸大小只有毫米大小,但精準度不一定達到微米水準;(3)精準件:品質 量以克為單位,成品大小與一般射出成型相同,精準度需到達微米範圍;(4) 具有微結構件:成品質量以克為單位,成品大小與一般射出成型相同,表面 具有微結構物,微結構物如孔或槽頇達微米水準。 射出成型是將高溫熔融的高分子塑膠材料,以巨大的壓力高速充填模具 的模穴,利用模穴中幾何形狀限制塑料流動範圍,等其冷卻後,複製與模 穴空間相同的成品,可將 3D 複雜形狀零件一體成型,且週期時間短,容易 自動化。射出成型主要是由充填(Filling)、保壓(Packing)、冷卻(Cooling)及 脫模(Demold)四項流程所組成,為一具有週期性週而復始的生產過程,由於 整個射出成型過程是隨時間變化的,所以是一個非穩態的週期程序。典型 射出成型的程序是由五步驟所組成: (1) 預熱(Preheating) 預先加熱料管及熔融塑膠材料。 (2) 充填(Filling) 模具閉合,螺桿或柱塞前進射出熔融塑料進入模穴直到模穴充填滿。 (3) 保壓(Packing). 2.
(16) 充填停止,模穴內塑料開始冷卻收縮,螺桿持續以固定壓力將額外塑料 擠入模穴,保持模穴內塑料壓力,使塑料能夠持續施力於模穴表面。 (4) 冷卻(Cooling) 塑料開始冷卻,塑料所保持的壓力也由於收縮效應開始減少。 (5) 脫模(Demold) 模具打開,並頂出成型品。. 1-2-2 造成射出成型精度誤差之因素 塑膠製品能有現在的普及性,具有大量生產性能的射出成型 技術實有不可磨滅的貢獻。但在製程中有許多干擾因素造成成品 品 質 不 良 , 例 如 翹 曲 (Warpage) 、 收 縮 (Shrinkage) 、 凹 陷 (Sink mark)和 殘 留 應 力 (Residual stress) 等 , 這 些 缺 陷 對 產 品 品 質 和 精 度 有 極 大 的 影 響 。 由於對產品之品質與外觀要求日趨重要, 預測與預防 成型件的收縮與翹曲是很重要的課題。 一般射出成型品主要考量的因素 有:(1) 收縮變形、(2) 翹曲變形、(3) 殘留應力。. 塑料是以高溫熔融狀態進入模穴內,熔膠體積膨脹得相當大,而在成 品冷卻凝固時,體積便會收縮,使得尺寸略小於模具尺寸,影響成品精度。 若成品收縮不均勻、冷卻不均勻或正負模面溫差大,也會造成顯著地翹曲 變形發生。收縮變形影響產品的尺寸大小,而翹曲變形則產生形狀的變化。. 3.
(17) 殘留應力則是一材料經加工後,仍殘留於材料內部機械性之內應力,無外 來負荷作用下依然存在。 依不同的產品其主要的考量因素均不同,如光碟 片則必需考量成品的直徑及厚度變化,但最重要的是翹曲變形。 對於光學 產品而言,為求良好光學特性,殘留應力是重要的一項考量。 [3]. 1-3 目的 具有微流道之塑膠件非常具有發展與應用價值,例如使用在用來檢測 DNA/RNA 之生物檢測晶片上。對微結構來說,由於本身的尺寸大概都只有 幾百微米的大小,若成品尺寸上有些微的變化對微結構來說是影響卻是非 常可觀的。目前並無系統之研究探討製程對微結構寬度方向尺寸的變化, 故本研究希望藉由探討射出成型製程及微結構與微結構之間距對成型之尺 寸變化影響結果,提供製作生物晶片或設計具有微流道之塑膠製品在製程 方面的參考,以提高產品生產的精準度。. 1-4. 文獻回顧. 在整個射出成型的過程中,使用的材料、製程參數的設定以及模仁的設 計都有可能影響成品製造的結果。探討使用不同塑膠材料製造具有微流道 之塑膠產品時的精確度研究中發現 PP 和 COC 材料之成形性最佳,而相較 於其他材料 PMMA 的結果較為不佳。Larisa 等人[4]在 1997 年提出一簡易. 4.
(18) 製程技術,利用矽晶片母模將微流道圖案轉寫在 PMMA 材質上,轉寫在 PMMA 上之微流道,具有相當好的均一性。Shen[5]在 2004 年利用 3D 模 擬分析來探討不同材料(PP、PA、POM)配合不同的參數(成型時間、模溫、 料溫、射壓)之微流道的尺寸變化情形,並使用田口法(Taguchi method)來討 論微射出成型各個參數之影響,研究結果顯示 PP 材料成型性最佳,且發現 模溫影響最大。而 Chen 等人[6] 在 2010 年使用 COC、PC、PMMA、PS 等 材料去探討材料及射出成型製程對微結構成型之影響。其結果顯示寬度與 深度方向的精確度隨模溫、料溫、射速及保壓影響,且 COC 有最佳之成型 結果因其有低黏滯係數及等向性收縮的特性,而 PS 在特定參數設定下之成 型也在可接受的範圍內。 而在探討射出成型製程中造成微結構收縮因素的研究中,在模擬方面 Chang[7]在 2001 年使用田口法來分析 ABS、GPS、HDPEH 材料於不同參數 設定下對射出成型之流動收縮及側向收縮之影響,研究結果顯示模溫、射 速、保壓及保壓時間為影響收縮最重要的因素。 在實驗方面, Jansen[8] 在 1998 年提出保壓為最主要的影響因素,其 次是料溫。而射速和模溫在使用不同的塑料的情況下影響結果皆不同。而 Chien[9]在 2006 年設計具有深度 27μm、寬度 110μm 之微結構矩陣的模仁, 探討射出成形與熱壓模之製程對成型結果的影響。其中,熱壓模之基材為 厚度 1mm 之 PMMA。其兩者的結果顯示寬度與深度的成型精度都隨著模溫、. 5.
(19) 料溫、射速及保壓增加而改善,且都可到達可接受範圍以內。但與熱壓模 比較,射出成型的結果在寬度方向的成型上較不佳。 除了射出成型製程會對微小產品造成收縮之影響外,幾何形狀之影響 也被提出來探討。Sha 等人[10] 在 2007 年設計不同幾何形狀及間距的微結 構,使用不同塑料探討其對微結構表面成型之影響。其結果發現升高料溫、 模溫及射速可改善微結構之充填結果,但對不同的塑料得到的結果並不相 同。且改變微結構之間的距離對充填並無影響。. 1-5 研究方法 本研究實驗部分分別設計了兩副模仁,第一副模仁用來探討射出成型製 程對微結構成型之寬度方向尺寸變化之影響;第二副模仁將微流道與微流 道之間的間距縮減至一半,用來探討微結構之間間距對微結構成型之尺寸 變形的影響。設計之模仁使用共軛焦 3D 光學表面形貌量測儀(Nano-focus) 進行表面輪廓量測,而射出成型實驗之塑膠成品則使用新表面粗度儀 (New Alpha-step) 來量測表面輪廓,再將之和模仁的量測結果進行比對,算出應 變及變形量。 本研究除了實驗部分以外,還使用理論推導來試算塑膠成品之應變及變 形量,藉由定性分析與探討是否有其他機制影響微結構寬度方向尺寸之變 化。過程中也使用 Moldflow 模流分析軟體去進行射出成型過程之模擬、計. 6.
(20) 算模內之殘留應力大小,及壓克力應力應變曲線去反推殘留應力大小,再 將其與實驗結果做比較。. 第二章、理論簡介、模擬與射出成型介紹. 本章將針對本研究中所使用的基本原理做介紹。第一部分為 定義探討微結構寬度方向尺寸變化之應力與應變關係式, 其次介 紹 使 用 Moldflow 模 擬 之 方 法 及 流 程 , 最 後 是 介 紹 射 出 成 型 實 驗 原 理。 2-1 理論推導 在本研究中,探討射出成型模具溫度與保壓壓力之改變對塑膠件寬度方 向尺寸變形之影響,在理論方面假設其為一維之均值且為等向性之彈性結 構體,考慮溫度造成之熱應變及保壓壓力階段施加壓力產生之殘留應力的 影響,其應力與應變的關係式為. σ = E ε − α∆T + σ0. (2.1). 其 中 E 為 彈 性 係 數 (Modulus of elasticity) 、 α 為 線 性 熱 膨 脹 係 數. 7.
(21) (Coefficient of thermal expansion)、σ0 為殘留應力(Residual stress),ε為應變, T 為溫度變化。 在比較塑膠件尺寸變化時,將微流道的部分分成(1)頂部(Wt)與(2)底部 (Wb)兩部分去進行討論,其示意圖如圖 2-1。. Lt_left. Lt_right. 圖 2-1 探討微流道尺寸變形位置示意圖. (1) 微結構頂部 (Wt) 在微結構頂端的部分,其變形主要受到兩邊之塑膠材料膨脹或收縮之影 響而造成其寬度尺寸之變化。假設其只受溫度造成之熱脹冷縮的影響,殘 留應力 σ0 為零,且由於開模前模內應力總和 σ 為零,可將 2.1 式轉換成應 變的表示式. ε = α ∆Ti , i = 1, 2, 3 i. 8. (2.2).
(22) 其中,由於線性熱膨脹係數與溫度採分段方式去計算,i 之值 1、2、3 分 別 代 表 塑 料 由 料 溫 (Melt temperature) 降 溫 至 玻 璃 轉 移 溫 度 (Glass transition temperature)、玻璃轉移溫度降至模溫(Mold temperature),再由模 溫降至室溫(Room temperature)之間的溫度差及所對應之熱膨脹係數,其值 如表 2-1 所示 表 2-1 PMMA(CM-205)之線性熱膨脹係數[11] Temperature ( ). Coefficient of thermal expansion (α). 29~60. 10.6 × 10-5. 60~104. 9.7 × 10-5. 104~. 12.8 × 10-5. m m m m m m. ℃ ℃ ℃. 另外,由於 2.2 式之應變 ε 為微結構之間塑膠材料部分所受之應變,而 在計算微結構頂端寬度尺寸變化時,則將其乘上微結構之間之實際寬度後 代入以下之公式. ∆Wt =. ∆L t_left 2. +. 9. ∆L t_right 2. (2.3).
(23) (2) 微結構底部 (Wb) 在微結構底部的部分,因其與模壁接觸面積較大,流相變化較劇烈,且 承受保壓而有殘留應力之影響,故在探討微結構底部底部之尺寸變形時保 留殘留應力 σ0 項,其應變之表示式如下. ε = αi ∆Ti −. σ0 E. (2.4). 另外,在比較理論和實驗結果時,計算其差值之殘留應力 σ0 時將 2.4 式 移項得出 σ0 = −ε + αi ∆Ti × E. (2.5). 實驗值 理論值. 其中,將理論值帶入 αi ∆Ti 項,實驗值帶入 ε 項去做計算。. 2-2. Moldflow 模擬 Moldflow Insight 是一套專業的模流分析軟體,可模擬現行最先進的成 10.
(24) 型製程之模穴內充填、保壓和冷卻的過程,並能預測變形的情形,有助於 預測熔膠的流動模式,進行流道平衡、優化成型條件,並深入分析最佳化 塑料製品與其相關模具,預測並修正塑型製品瑕疵。其應用層面相當廣泛, 包含電子、汽車、醫學、消費性電子及封裝等各產業,可有效改善產品品 質。 完整的模流分析過程如圖 2-2 所示,包含三個部分:(1)模型建立:匯入 CAD 模型、產生網格並進行網格診斷,(2)基本設定:材料、進澆位置及分 析過程設定,(3)製程設定:機台選擇及製程參數設定,最後進行分析。圖 2-3 為 Moldflow 模流分析軟體之主介面之任務式窗,其中列出的為分析前 必頇設定之選項。. CAD 模型匯入. 材料設定. 機台及製程參數設定. 網格建立. 進澆位置設定. 分析. 模型檢測與修整. 分析過程設定. 圖 2-2 Moldflow 模流分析流程圖. 11.
(25) 圖 2-3 Moldflow 模流分析軟體主介面之任務視窗. 本研究使用模流分析軟體 Moldflow Insight 模擬具有微流道塑膠件在不 同製程參數設定下的射出成型過程並計算其殘留應力之值,再與理論運算 出來的結果去進行比較。首先使用 Pro/E 建構具有微流道之塑膠件模型時, 假設其微流道與微流道之間不互相影響,將模型設計成實際大小的 1/6,如 圖 2-4 之紅框範圍的部分,再匯入 Moldflow 裡。. 圖 2-4 模型建構示意圖. 12.
(26) 建立完塑膠件後,設計澆道、流道、豎流道及冷卻水道,建立網格並使 用 Moldflow 內建之六種網格診斷工具去進行網格品質之檢測。其檢測之項 目如圖 2-5 所示,包含(1)縱橫比(Aspect ratio)是否過大、(2)網格是否有重疊 (Overlapping)、(3)網格之配向(Orientation)是否一致、(4)元件與元件之間是 否有連結(Connectivity)、(5)是否有自由邊(Free edge)或未修正邊(6)厚度 (Thinkness)等。診斷完畢後設定進澆位置和冷卻水管進口,如圖 2-6。為讓 分析更精確,加密微流道附近的網格數,其示意圖如圖 2-7。最後,利用實 驗之製程參數設定不同製程並進行分析。. 縱 橫 比 檢 測. 網 格 重 疊 檢 測. 網 格 配 向 檢 測. 連 結 檢 測. 自 由 / 未 修 邊 檢 測. 厚 度 檢 測. 圖 2-5 Moldflow 網格診斷工具. 13.
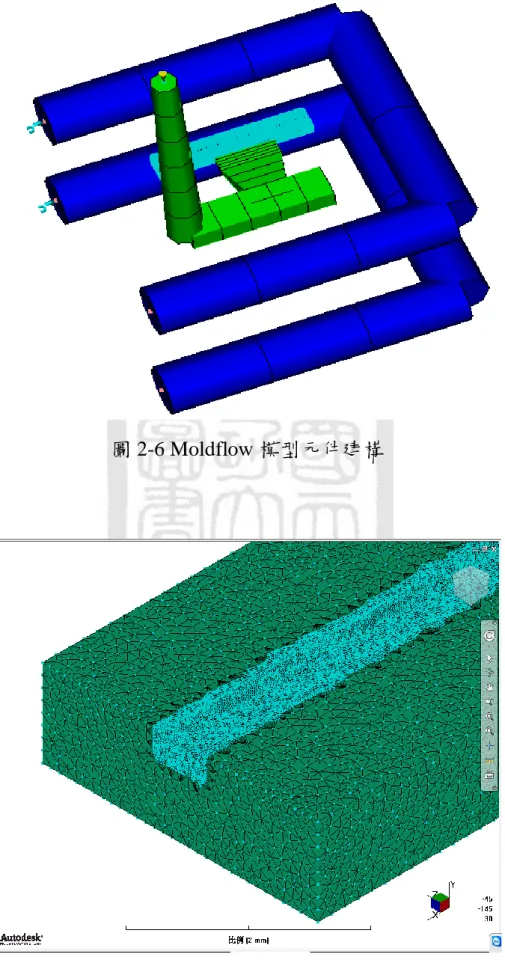
(27) 圖 2-6 Moldflow 模型元件建構. 圖 2-7 Moldflow 塑膠件之微流道網格加密. 14.
(28) 2-3 射出成型原理[1] 射出成型主要是由充填、保壓及冷卻三個步驟所組成,為一個週而復始 的製程,由於整個程序隨著時間變化步驟,所以每個步驟的參數及設定, 都將影響射出成型的品質。典型的射出成型程序由以下步驟組成: (1) 預熱階段(Preheating): 包含塑料的預先烘料、預熱以及模具加熱。事先將塑料以烘料機加熱, 並低於玻璃轉移溫度(Glass Transition Temperature)約 10~15℃,維持一段時 間以去除塑料中殘餘水分,保有塑料的原始特性。再預熱螺桿,轉動螺桿 將塑料帶入料管中,皆由料管周圍包覆的加熱片,熔融料管中的塑料,並 將塑料擠入柱塞中準備塑料的射出。此時並加熱模具以達到射出時模具溫 度。 (2) 充填階段(Filling): 利用油壓力推動螺桿或是柱塞,將熔融塑料擠出,射入模具中經由澆道、 流道、進口進入模穴,充填填滿模穴全部空間後轉入保壓階段。 (3) 保壓階段(Packing): 在塑料完全充滿模穴的狀態下,施與高壓注入更多塑料,保壓目的為 二:(1)充填完成後,避免塑料未冷卻凝固而倒流。(2)使模穴中塑料維持高壓, 塑料與模壁間不會因為冷卻收縮而分開,保持彼此緊貼,讓成型品更為緻 密,使塑料能完全複製模穴中形狀不因收縮而失真。. 15.
(29) (4) 冷卻階段(Cooling): 等待模穴中塑料完全冷卻至模具溫度,使塑料能夠完全固化,達到一定 強度,避免開模時因塑料沾黏模具而產生變形。 (5) 開模階段(Demold): 打開模具,將成型品拉出固定側模面,接以頂出可動側模面,使成型品 自然掉落或由機械手臂夾走收集。 重複(1)~(5)步驟,圖 2-8 為整個射出成型週期。. 16.
(30) ( 1) 預 熱. ( 2) 充 填. ( 3) 保 壓. ( 4) 冷 卻. ( 5) 開 模. 圖 2-8 射出成型週期程序示意圖[1]. 17.
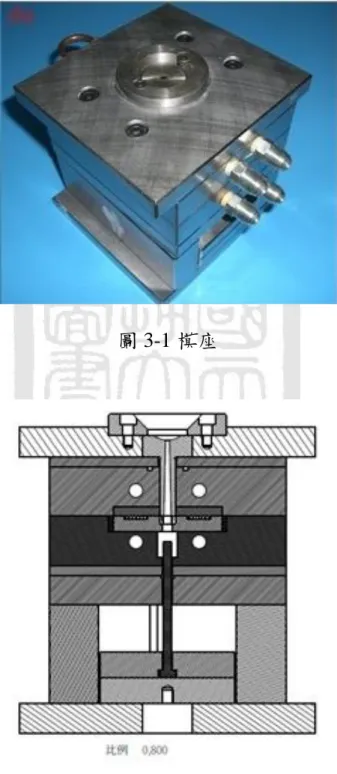
(31) 第三章、實驗規劃設計與製程. 實驗設計首先為製作出一具有微流道寬 200μm、300μm、400μm,深度 200μm 的模仁,進而進行射出成型實驗大量複製。整體製程可分為三大步 驟:(1)前置作業:模具及模仁設計(2)實驗部分:實驗設備、材料之介紹(3) 後處理部分:量測方式簡介。. 3-1 前置作業(模具及模仁設計) (1)模具 實驗過程中所使用之精密射出成型機為一較小尺寸之射出成型機,可裝 置模具大小較一般常見模具來得小許多。模具採用二版式模座(圖 3-1、3-2) 的標準構造,此類型模座構造較簡單,製作成本較為低廉。模座可分為固 定側與可動側(圖 3-3)兩大部分,固定側固定於射出機的固定盤(Stationary platen)上,成為材料的射出部;可動側則固定於可動盤(Movable platen)上, 成型結束後開模,成型品附著於可動側,再利用成型機的頂出裝置,頂撞 頂出銷固定板,帶動頂出銷定位板上的頂針,將成型品頂出。固定側上包 含固定側固定板、固定側型模板、定位環、注道襯套、導銷襯套。可動側 上包含了可動側固定板、可動側型模板、承版、間隔塊、導銷、頂出銷固 定板、頂出銷定位版、頂出銷、回位銷、注道抓銷。固定側型模板與可動 18.
(32) 側型模板的冷卻水道頂採雙 U 型設計,委託富比特塑膠模具公司製作,零 件部分委託聲遠實業公司製作,包含:定位環、灌嘴、拉料梢。. 圖 3-1 模座. 圖 3-2 模座剖面圖. 19.
(33) 圖 3-3 模座可動側(左)與固定側(右). (2)模仁設計 模仁採用嵌入模座的方式,可動側與固定側各有一個模穴,做為埋入模 仁之用途。其中,本研究分別製作了兩個固定側之模仁(母模仁一及母模仁 二),目的是要探討微流道之間距離對射出成形結果寬度方向尺寸變化之影 響。而其模穴之幾何形狀如圖 3-4。其中圖 3-4(a)可動側之模仁(公模仁)包 含澆道、澆口與模穴,而圖 3-4(b)、(c)為固定側之模仁(母模仁),(b)之模仁 一由三條击起微結構組成,其大小從近澆口致遠離澆口依序為線寬 400μm、200μm、300μm,深度 200μm,長度 40mm,微結構之間的距離約 在 2300μm 左右; (c)為模仁二則是由五條击起微結構組成,其大小從近澆 口致遠離澆口,依序為線寬 400μm、200μm、200μm、200μm、300μm,深 20.
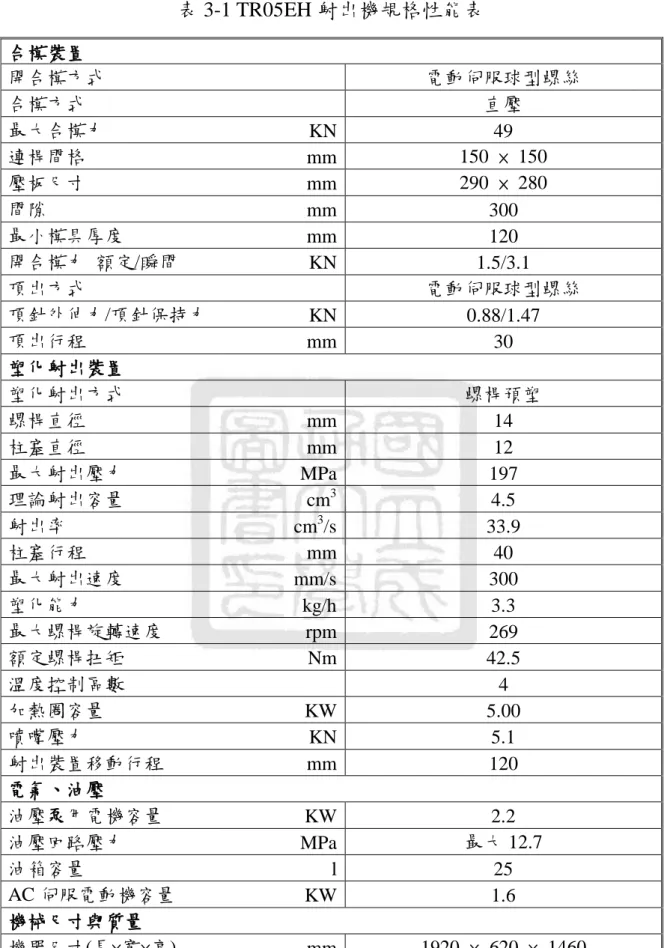
(34) 度 200μm,長度 40mm,微結構之間的距離大約在 1000μm 左右。微結構利 用 CNC 線切割放電加工及銑床來製作。. (a) 公模仁. (b) 母模仁一. (c) 母模仁二. 圖 3-4 模仁. 3-2 實驗部分(射出成型實驗儀器與材料) 進行射出成型實驗所需的儀器包含(1)射出成型機、(2)模溫控制機、(3) 塑膠材料,以及(4)烘料機。 (1)射出成型機 由於成品尺寸較小,且具有微特徵結構物,所以採用 Sodick 公司 TR05EH 型精密射出成型機(圖 3-5),最大合模力為 5 噸,鎖模為直壓合模,塑料以 螺桿預塑方式射出,螺桿直徑為 14mm,最大射速可達 300mm/s 由於各參 數皆由電腦控制,並有回饋監控功能,實際條件接近給予的射出條件,為 21.
(35) 一穩定及準確之精密射出成型機,詳細規格如表 3-1。. 圖 3-5 TR05EH 型精密射出成型機. 22.
(36) 表 3-1 TR05EH 射出機規格性能表 合模裝置 開合模方式 合模方式 最大合模力 連桿間格 壓板尺寸 間隙 最小模具厚度 開合模力 額定/瞬間 頂出方式 頂針外伸力/頂針保持力 頂出行程 塑化射出裝置 塑化射出方式 螺桿直徑 柱塞直徑 最大射出壓力 理論射出容量 射出率 柱塞行程 最大射出速度 塑化能力 最大螺桿旋轉速度 額定螺桿扭矩 溫度控制區數 加熱圈容量 噴嘴壓力 射出裝置移動行程 電氣、油壓 油壓泵用電機容量 油壓回路壓力 油箱容量 AC 伺服電動機容量 機械尺寸與質量 機器尺寸(長×寬×高) 機器質量. KN mm mm mm mm KN KN mm. 電動伺服球型螺絲 直壓 49 150 × 150 290 × 280 300 120 1.5/3.1 電動伺服球型螺絲 0.88/1.47 30. KW KN mm. 螺桿預塑 14 12 197 4.5 33.9 40 300 3.3 269 42.5 4 5.00 5.1 120. KW MPa l KW. 2.2 最大 12.7 25 1.6. mm kg. 1920 × 620 × 1460 900. mm mm MPa cm3 cm3/s mm mm/s kg/h rpm Nm. 23.
(37) (2) 模溫控制機 射出成型機還頇有模具溫度控制機搭配使用,才能控制模具溫度,所使 用的模具控溫機為信易牌 STM-120 型(圖 3-6),採用全數位式 P.I.D. 溫度控 制及冷卻控制,在任何操作狀態下均可維持穩定模具溫度,溫度準確性在± 10℃以內,利用維持模具控溫機內高溫煤油,經由油管進入模具冷卻水道 進行循環與熱交換,維持模具於射出成型時穩定溫度,表 3-2 為詳細規格。. 圖 3-6 模具控溫機 STM-120. 24.
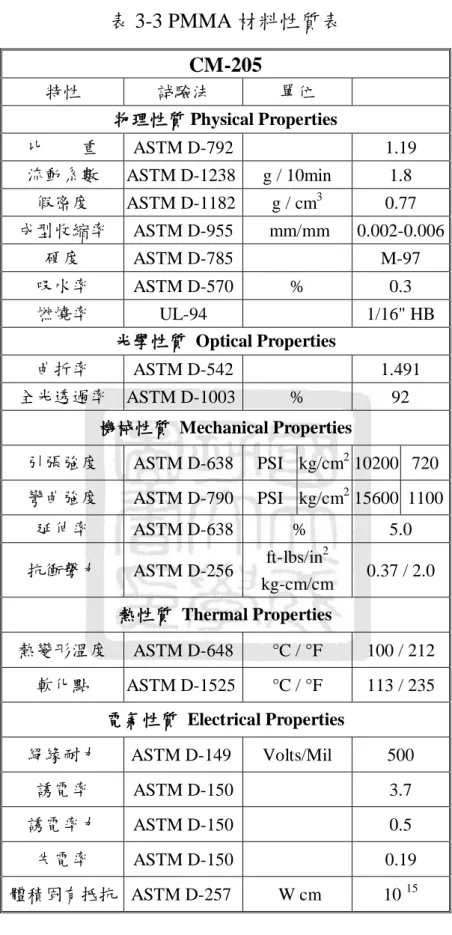
(38) 表 3-2 模具控溫機 STM-120 詳細規格 溫 度. 電熱. 泵浦功率. 泵浦流量. 泵浦壓力. kw. kw. L/min. Bar. 4.5. 0.5. 40. 3.5. 冷卻方式. 模具接頭. 外型尺寸. 重量. Inch. mm. kg. 3/8"2×2. 260×670×620. 65. 油水兩用式, 水式 95℃,. 間接冷卻. 油式 160℃. (3) 塑膠材料 採用的塑料為奇美公司(CHI-MEI Corporation)型號 CM-205 的壓克力樹 脂(圖 3-7),壓克力(聚甲基丙烯酸甲酯 Polymerthyl methacylate)簡稱 PMMA, 為耐熱型射出級,機械性質強硬,且具有高透明度可達 92%透光率,可塑 性佳,可製成各種形狀產品,材料特性如表 3-3。. 圖 3-7 奇美 CM-205 壓克力及壓克力顆粒. 25.
(39) 表 3-3 PMMA 材料性質表 CM-205 特性. 試驗法. 單位. 物理性質 Physical Properties 比. 重. ASTM D-792. 流動系數. ASTM D-1238. 1.19 g / 10min 3. 1.8. 假密度. ASTM D-1182. g / cm. 0.77. 成型收縮率. ASTM D-955. mm/mm. 0.002-0.006. 硬度. ASTM D-785. 吸水率. ASTM D-570. 燃燒率. M-97 %. 0.3. UL-94 光學性質 Optical Properties. 曲折率. ASTM D-542. 全光透過率. ASTM D-1003. 1/16" HB 1.491. %. 92. 機械性質 Mechanical Properties 引張強度. ASTM D-638. PSI kg/cm2 10200 720. 彎曲強度. ASTM D-790. PSI kg/cm2 15600 1100. 延伸率. ASTM D-638. %. 5.0 2. 抗衝擊力. ASTM D-256. ft-lbs/in kg-cm/cm. 0.37 / 2.0. 熱性質 Thermal Properties 熱變形溫度. ASTM D-648. °C / °F. 100 / 212. 軟化點. ASTM D-1525. °C / °F. 113 / 235. 電氣性質 Electrical Properties 絕緣耐力. ASTM D-149. 誘電率. ASTM D-150. 3.7. 誘電率力. ASTM D-150. 0.5. 失電率. ASTM D-150. 0.19. 體積固有抵抗 ASTM D-257. 26. Volts/Mil. W cm. 500. 10 15.
(40) (4) 烘料機 壓克力吸濕性特高,加工前必頇加以烘料乾燥,烘料溫度為 85℃,連 續烘料 4 個小時以上,壓克力塑料才可進行射出成型,使用烘料機為信易 牌 SHD-烘料機(圖 3-8),並搭配信易牌 SD 轉輪式蜂窩除濕機(圖 3-9)進行烘 料乾燥。. 圖 3-8 烘料機. 27.
(41) 圖 3-9 轉輪式蜂窩除濕機. 3-3 後處理部分(量測方式簡介) 本研究之量測可分為(1)模仁微結構之量測與(2)塑膠成品之量測兩部 分,分別使用共軛焦 3D 光學表面形貌量測儀(3D Confocal Microscope; Nano Focus)及表面粗度儀(Alpha-step Profilometer;α-step)兩種儀器量測微 特徵結構物之切確尺寸大小,如寬度及量測物體表面輪廓,了解成品表面 微結構形態。. 28.
(42) 3-3-1 模仁量測之共軛焦 3D 光學表面形貌量測儀 共軛焦 3D 光學表面形貌量測儀(3D Confocal Microscope;Nano Focus) (圖 3-10),利用多孔聚焦原理由最低點掃描至最高點的方式來量測線寬 內的深度,突破以前顯微鏡只能量測平面的問題,可以做 3D 的量測,且 Z 方向精度可達奈米等級。適合量測金屬及經過共軛光照射會產生反射之材 料,故本研究之模仁採用此儀器進行量測。其中,使用之放大倍率為 5 倍。 其詳細規格如表 3-4。. 圖 3-10 共軛焦 3D 光學表面形貌量測儀. 29.
(43) 表 3-4 共軛焦 3D 光學表面形貌量測儀規格表. 3-3-2 塑膠成品量測之表面粗度儀. 使用表面粗度儀(Alpha-step Profilometer;α-step)進行表面輪廓的量測, 觀測成型品表面成型狀況,使用辛耘企業生產,型號 KLA-Tencor/AS500 之 表面粗度儀(圖 3-11),量測前先將用丙酮(Acetone)擦拭成型品,去除油汙及 灰塵以利量測,詳細規格如表 3-5。. 30.
(44) 圖 3-11 表面粗度儀. 表 3-5 表面粗度儀規格表. 31.
(45) 第四章、結果與討論. 4-1 成品取樣標準、初始參數及量測位置定義 4-1-1 成品取樣標準 射出成型是一個非穩態的週期程序,整個射出成型過程是隨著時間改變 的,當每一個射出週期時間都一樣時,隨著射出的次數增加,會慢慢趨於 動態的穩定,也就是雖然一個週期中的溫度或是壓力等都是隨著時間在改 變的,但是每個週期的溫度或是壓力等隨著時間變化狀況幾乎都一樣,這 樣就可算是動態的穩定,所以在射出成型的過程中,保持每一個週期時間 (Cycle time)一樣是很重要的,這樣才會趨於穩定,每樣參數的影響性才會 展現出來,由於本實驗成型時成型品無法直接脫落,頇以半自動方式射出, 並以人工摘取成型品,如此摘取時間的長短將影響整體的週期時間,所以 在實驗進行中為了保持週期時間的固定,將開模後頂出時間設定為 5 秒, 並於 5 秒內完成成品摘除,5 秒一到微射出機會有警示聲發出,此時迅速關 閉安全門,進行下一週期射出,如此可將人工摘取對於週期時間的影響降 到最低。再者每次變換參數時,需費時一段時間才能達到穩定狀態,以微 射出成型機上速度及壓力波形圖為輔助,觀察是否趨於穩定,為求取得穩 定的樣品,取樣情形如圖 4-1,改變參數後射出之前 10 件,都直接丟棄不. 32.
(46) 予採樣,取樣第 11 件至第 20 件共 10 件,並在取樣樣品中亂數選出 5 件作 量測樣品,如此可得穩定狀況的樣品,也才能看出各項參數的影響。. 1. 2. 9. 10. 11. 12. 19. 20. 10. 丟棄成型品. 取樣成型品. 圖 4-1 射出成型品取樣情形. 4-1-2 初始條件 射出成型是由五個步驟所組成的,從塑料準備進入模穴到成品的取出, 整個過程中的射出參數,都會影響成型品的優劣。首先,在實驗規劃中, 本研究使用模仁一探討射出成型製程對微結構寬度方向尺寸變化之影響。 實驗選取 2 項影響參數:(1)模具溫度(Mold Temperature)、(2)保壓壓力 (Packing Pressure) 作為操作變因去進行實驗。其後,改變冷卻時間(Cooling Time)去探討頂出時機械應力對微結構寬度方向尺寸變化影響之實驗。模仁 二則探討微結構與微結構之間距離對微結構成形之影響。實驗過程每一變 因參數設定是採一預設參數如表 4-1,每次針對一項變因進行更改,分別探 討單一變因對於微結構寬度方向尺寸變化的影響,並找出每樣變因影響的 趨勢。 33.
(47) 表 4-1 射出預設參數表 影響參數. 預設參數. 模具溫度 (Mold Temperature) 熔膠溫度 (Melt Temperature). 45. ℃. 245. ℃. 射出速度. (Injection Rate). 80. mm/s. 射出壓力. (Injection Pressure). 80. MPa. 保壓壓力. (Packing Pressure). 20. MPa. 保壓時間. (Packing Time). 2. sec. 冷卻時間. (Cooling Time). 45. sec. 4-1-3 量測位置定義 在量取塑膠件微流道之表面輪廓方面,本研究使用 α-step 表面粗度儀去 進行量測。其中,由於模仁以及塑膠件表面輪廓並非平整之曲線,故在量 測結果部分以取斜率的方式得到微流道的上、下寬度尺寸。以第一副模仁 為例,由於在本研究中忽略遠近澆口對成形之影響,故選取圖 4-2 中之 AA’ 之位置去進行量測。圖 4-3 則為量測出之塑膠件表面輪廓示意圖。其中,微 結構之寬度以 W 表示,分別討論塑膠件微結構凹槽之頂端(Top)及底部 (Bottom)兩個部位之寬度,以下標 t 與下標 b 符號表示。下標後方之 4、3 、2 分別代表底部寬度 400μm、300μm、200μm 之微流道。而微流道與微流 道之間的塑材部分以 L 表示,與微流道部分相同,分頂端與底部兩部分, 以下標 t 與下標 b 表示,L42 代表微結構 400μm 與 200μm 之間之寬度,L23 則為 200μm 與 300μm 之間之寬度。圖 4-4 為塑膠件微流道之放大示意圖。. 34.
(48) A. A’ A’. 圖 4-2 射出成型品量測位置及量測方向. 圖 4-3 塑膠件表面輪廓與符號定義. 圖 4-4 塑膠件微流道放大圖. 35.
(49) 4-2 模仁一微射出成型實驗結果與討論 本研究使用模仁一來探討射出成型製程對微結構寬度方向尺寸變化之 影響。第一部分之實驗選取 2 項影響參數:(1)模具溫度、(2)保壓壓力作為 操作變因去進行實驗。其後,改變冷卻時間去進行探討機械應力對微結構 寬度方向尺寸變化影響之實驗。其成品如圖 4-5。. 圖 4-5 射出成型成品(模仁一). 4-2-1 模具溫度不同對於微流道寬度尺寸變化之影響 以預設參數為設定,利用模具溫度控制機控制模具溫度,改變模具溫度 由室溫 30℃改變到 45℃、55℃、65℃、75℃,量測圖 4-2 中AA’之位置,各 條微流道之頂端與底部寬度變形情形如圖 4-6。其中,W4、W3、W2 分別 36.
(50) 代表寬度 400μm、300μm、200μm 之微結構,下標 t 為頂端之寬度,下標 b. Width Variation(μm). 為底部之寬度。 100 90 80 70 60 50 40 30 20 10 0. Wt4 Wt3 Wt2. 45. 55. 65. 75. Wt. Mold Temperature(℃). Width Variation(μm). (a) 0 -10 -20 -30 -40 -50 -60 -70 -80 -90 -100. Wb4 Wb3 Wb2. 45. 55. 65. 75. Mold Temperature(℃). Wb. (b) 圖 4-6 模具溫度 45℃~75℃微流道之寬度變化情形趨勢圖(a) 微流 道頂端 (b) 微流道底部. 37.
(51) 從圖 4-6(a)中可看出在微結構頂端的部分,其寬度尺寸變化為正值,寬 度變寬,其尺寸變化大概在 40 μm ~ 90 μm 之間。而圖 4-6(b)中可看出在微 結構底部的部分寬度尺寸變化為負值,寬度變窄,尺寸變化大約在 40μm ~ 60μm 之間。而對頂端與底部,提高模溫對微結構的寬度變化皆沒有明顯的 趨勢。接下來圖 4-7 為微流道與微結構之間之寬度的變化情形,其中 L42 代表 400μm 與 200μm 微結構之間的寬度,L32 代表 200μm 與 300μm 之間. Width Variation(μm). 的寬度;實際寬度在頂端的部分寬度為 2200μm,底部則為 2600μm。. 0 -20 -40 -60. Lt42. -80. Lt23. -100 45. 55. 65. 75. Lt. Mold Temperature(℃). Width Variation(μm). (a) 0 -20. -40 -60. Lb42. -80. Lb23. -100 45. 55. 65. Mold Temperature(℃). 75. Lb. (b) 圖 4-7 模具溫度 45℃~75℃微流道間之寬度變化趨勢圖(a) 微流道 間頂端 (b) 微流道間底部. 38.
(52) 從圖 4-7 中可看出在頂端及底部的部分寬度變化皆為負值,頂端收縮較 多,其變化量大約在 40μm ~80μm 左右,底部之變化量大約在 10μm ~30μm 左右。在提高模溫的情況下,對微結構頂端與底部寬度尺寸變化皆無明顯 的趨勢。. 4-2-2 保壓壓力不同對於微流道寬度尺寸變化之影響 以預設參數為設定,調整保壓壓力為 10MPa、20MPa、30MPa、40MPa 及 50MPa,量測圖 4-2 中AA’之位置,寬度變化情形如圖 4-8。從圖 4-8(a) 中可看出在微結構頂端的部分,其寬度尺寸變化為正值,微流道頂端寬度 會變寬,其寬度變化大概在 40 μm~80μm 之間。而圖 4-8(b)中可看出在微結 構底部的部分寬度尺寸變化為負值,寬度變窄,尺寸變化大約在 40μm~60μm 之間。而對頂部與底部,提高保壓對微結構的寬度變化皆沒有明顯的趨勢。 接下來圖 4-9 為保壓對微流道與微結構之間之寬度的變化情形,其中 L42 代表 400μm 與 200μm 微結構之間的寬度,L32 代表 200μm 與 300μm 之間 的寬度;實際寬度在頂端的部分寬度尺寸為 2200μm,底部則為 2600μm。. 39.
(53) Width Variation(μm). 100 Wt4. 80. Wt3. 60. Wt2. 40 20 0 10. 20. 30. 40. 50. Wt. Packing Pressure(MPa). (a) Width Variation(μm). 0 Wb4. -20. Wb3. -40. Wb2. -60 -80 -100 10. 20. 30. 40. Packing Pressure(MPa). 50. Wb. (b) 圖 4-8 保壓壓力 10MPa~50MPa 微流道之寬度變化情形趨勢圖(a) 微流道間頂端 (b) 微流道間底部. 40.
(54) Width Variation(μm). 0 -10 -20 -30 -40 -50 -60 -70 -80. Lt42 Lt23. 10. 20. 30. 40. 50. Lt. Packing Pressure(MPa). Width Variation(μm). (a) 0 -10 -20 -30 -40 -50 -60 -70 -80. Lb42 Lb23. 10. 20. 30. 40. Packing Pressure(MPa). 50. Lb. (b) 圖 4-9 保壓壓力 10MPa~50MPa 微流道間寬度變化情形趨勢圖(a) 微流道間頂端 (b) 微流道間底部. 從圖 4-9 中可看出在頂端及底部的部分寬度變化皆為負值,頂端收縮量 較大,其變化量大約在 50μm~70μm 左右,底部之變化量大約在 10μm~30μm 左右。在提高保壓的情況下,皆無明顯的趨勢。. 41.
(55) 4-2-3 頂出時機械應力對於微流道寬度尺寸變化之影響 在本節討論頂出時機械應力對微結構寬度尺寸變化之影響。就理論來看, 頂出時若塑膠件尚未完全凝固,頂出之機械應力可能造成微結構的部分受 到拉扯而導致微結構之尺寸受到影響。在本實驗中以預設參數為設定,觀 察延長冷卻時間至模具冷卻到室溫再進行開模之微結構寬度尺寸變化趨勢。 量測圖 4-2 中AA’ 位置,分別選取模溫 45℃ (圖 4-10~4-11)與 75℃ (圖. 120. 0. 100. -20 Width Variation(μm). Width Variation(μm). 4-12~4-13)來進行實驗寬度變化情況。. 80 60. Wt4. 40. Wt3 Wt2. 20. 0. -60. Wb4. -80. Wb3 Wb2. -100. -120. Wt 45. -40. 10800. 45. Cooling Time(sec). 10800. Cooling Time(sec). Wb. (a). (b). 圖 4-10 延長冷卻時間之微流道寬度尺寸變化趨勢圖(45℃) (a) 微 流道間頂端 (b) 微流道間底部. 42.
(56) Width Variation(μm). Width Variation(μm). 0 -10 -20 -30 -40 -50 -60 -70 -80 -90 -100. Lt42 Lt23. 45. 10800. 0 -10 -20 -30 -40 -50 -60 -70 -80 -90 -100. Lt. Lb42 Lb23. 45. Cooling Time(sec). 10800. Cooling Time(sec). Lb. (a). (b). 圖 4-11 延長冷卻時間之微流道間寬度尺寸變化趨勢圖(45℃) (a). 100 90 80 70 60 50 40 30 20 10 0. Width Variation(μm). Width Variation(μm). 微流道間頂端 (b) 微流道間底部. Wt4 Wt3 Wt2. 45. 75. 21600. Wt. 0 -10 -20 -30 -40 -50 -60 -70 -80 -90 -100. Wb4 Wb3 Wb2. 45. 75. 21600. Cooling Time(sec). Cooling Time(sec). Wb. (a). (b). 圖 4-12 延長冷卻時間之微流道寬度尺寸變化趨勢圖(75℃) (a) 微 流道間頂端 (b) 微流道間底部. 43.
(57) 0. -10. -10. -20. -20. Width Variation(μm). Width Variation(μm). 0. -30 -40 -50. Lt42. -60. Lt23. -70. -80. -30 -40 -50. Lb42. -60. Lb23. -70. -80. -90. -90 45. 75. 21600. Lt. 45. Cooling Time(sec). 75. 21600. Cooling Time(sec). Lb. (a). (b). 圖 4-13 延長冷卻時間之微流道間寬度尺寸變化趨勢圖(75℃) (a) 微 流道間頂端 (b) 微流道間底部. 由圖 4-10~11 固定模溫 45℃延長冷卻時間看寬度尺寸變化趨勢圖可看 出延長冷卻時間其寬度方向尺寸變化並無變小的趨勢,反而在 Wt 與 Lt 的 部分有些微增加。而在圖 4-12~13,固定模溫 75℃比較 45 秒、75 秒、及冷 卻至室溫之冷卻時間其寬度尺寸變化趨勢。可看出當冷卻時間由 45 秒延長 至 75 秒時,其兩者之寬度是很接近的,可推測塑料在冷卻時間 45 秒時就 已完全凝固;而將模具降溫至室溫再開模的結果除了在微流道頂端 Wt4、 Wt2 及微結構 Wb4 的部分有增加的情況,其他部分之寬度變化與 45 秒及 75 秒的變化量很接近,且都在實驗誤差範圍以內。由以上之結果可得知, 開模頂出之機械應力並非微流道寬度尺寸變化之主要影響因素。而變形量 增加之原因可能為實驗過程中的誤差或因溫度變化造成材料收縮更多所 44.
(58) 致。 4-2-3 理論值、Moldflow 模擬與實驗結果之比較 本節使用第二章之 2.2~2.5 式分別計算塑膠件頂端與底部之尺寸變形, 與改變模溫之實驗結果做比對並計算其間差異之殘留應力大小,其結果如 圖 4-14~4-16。其中,空心符號之線條為理論算出來的值,實心的線條則為 實驗結果的寬度尺寸變化量。. Width Variation(μm). 0 -20 -40 -60 -80 -100 45. 55. 65. Mold Temperature(℃) Theoretical result(Lt42). Experimental result(Lt42). (a). 45. 75. Lt42.
(59) Width Variation(μm). 0 -20 -40 -60 -80 -100 45. 55. 65. Mold Temperature(℃) Theoretical result(Lt23). 75. Lt23. Experimental result(Lt23). Width Variation(μm). (b) 100 80. 60 40 20 0 45. 55. 65. Mold Temperature(℃) Theoretical Result(Wt2). 75. Wt2. Experimental Result(Wt2). (c) 圖 4-14 微結構間頂端之寬度方向尺寸變化理論值與實驗值比較 (a) Lt42 (b) Lt23(c)Wt2. 圖 4-14 為微結構與微結構間頂端之寬度方向尺寸變化。在理論值的部 分,只考慮溫度對尺寸變化之影響,使用 2.2 和 2.3 式去計算其應變與寬度 尺寸變化量。其中,圖 4-14 (a)Lt42 及(b)Lt23 皆為微結構間頂端塑膠材料的 部分之結果,但在圖 4-4(a)Lt42 的部分,其實驗結果之尺寸變化量較理論值 46.
(60) 來得小一些;而在圖 4-14(b)Lt23 的部分尺寸變化量比理論值來得大一些。 但其實驗結果與理論結果都在誤差範圍以內,大約 10µm 左右,可得知在塑 膠件頂端部分之寬度尺寸變形量可以使用 2.3 式去近似,而差異的部分可能 是其他影響因素所造成。而在 4-14 (c) Wt2 的部分,因微結構頂端之寬度尺 寸受兩側之塑膠材料熱脹冷縮影響,使用 2.3 式計算其兩側之寬度變化。其. Width Variation(μm). 中,實驗結果較理論運算之結果來的大,其差值大約在 20μm 左右。. 0 -20. -40 -60 -80 45. 55. 65. 75. Mold Temperature(℃) Theoretical result(Lb42). Experimental result(Lb42). Lb42. Width Variation(μm). (a) 0 -20 -40 -60 -80 45. 55. 65. 75. Mold Temerature(℃) Theoretical result(Lb23). Experimental result(Lb23). Lb23. (b) 圖 4-15 微結構間底部之寬度方向尺寸變化理論值與實驗值比較 (a) Lb42 (b) Lb23. 47.
(61) 圖 4-15 為微流道之間底部之寬度方向尺寸變化。在理論部分先使用只 考慮溫度影響之 2.2 式與實驗結果做比較,發現理論值之收縮較實驗結果來 得大;理論值之收縮量大約在 60μm 左右,而實驗結果則在 20μm 左右。而 在圖 4-16,將實驗結果之微結構底部寬度方向尺寸變化與理論結果做比較, 實驗結果也較理論值大許多。理論之尺寸變化大約在 4μm~12μm 左右,而 實驗值則在 40μm~60μm 之間。其後,利用 2.5 式計算造成塑膠件底部實驗 結果與理論值之差異之殘留應力大小,如圖 4-17。. 0. Width Variation(μm). -10 -20 -30 -40 -50 -60 -70 45. 55. 65. 75. Mold Temperature(℃). Lb. Theoretical result(Wb4). Experimental result(Wb4). Theoretical result(Wb3). Experimental result(Wb3). Theoretical result(Wb2). Experimental result(Wb2). 圖 4-16 微結構底部之寬度方向尺寸變化理論值與實驗值比較. 48.
(62) 0. Residual Stress(MPa). -50 -100 -150 -200. Lb42. -250. Lb23. -300 -350 45. 55. 65. 75. Mold Temperature(℃). Lb. (a). Residual Stress(MPa). 350 300 250 200 Wb4. 150. Wb3. 100. Wb2. 50 0 45. 55. 65. 75. Mold Temperature(℃). Wb. (b) 圖 4-17 塑膠件底部部份之殘留應力大小 (a) 微流道之間之塑材 底部 (b) 微流道底部. 在射出成型實驗過程中,進入保壓階段時會施加一固定壓力讓更多的塑 料可以填入模穴裡,其過程會在塑膠成形品上產生殘留應力。在本實驗中 設定之保壓壓力為 20MPa,從圖 4-17(a)可看出運用 2.4 式算出之殘留應力. 49.
(63) 之值與保壓大小相近,其值約在 20MPa 左右。但在圖 4-17(b)微結構底部的 部分,其殘留應力的值超過 100MPa,在寬度 200μm 的部分其殘留應力值 還高達 250MPa。其可能原因為,在本研究理論運算中是分段去計算其應變, 再乘上其長度去計算尺寸變化,故在微結構的地方,因其本身之寬度相較 整體來看是非常小的,而造成其計算出來之殘留應力值過大。為解決此問 題,本研究分別運用 Moldflow 模流分析軟體與壓克力之應力應變曲線去計 算殘留應力值和實驗結果作比對。如圖 4-18 所示,在 Moldflow 分析中,設 定與實驗相同之參數去試算其殘留應力之值。其結果以表格形式表示如表 4-2。. (a) 50.
(64) (b). (c). 51.
(65) (d) 圖 4-18 Moldflow 結果之改變模溫下殘留應力大小(a) 模溫 45℃ (b) 模溫 55℃ (c) 模溫 65℃ (d) 模溫 75℃. 在圖 4-18 Moldflow 模流分析中,分別量測微結構及微結構之間之殘留 應力值,量測位置為各部位之中點,因中點部分塑膠成形品變形較均勻。 其改變模溫對應之殘留應力值如表 4-2 所示,其值皆在 20MPa 內。. 52.
(66) 表 4-2 Moldflow 分析之殘留應力大小 位置 模溫. 微結構之間. 微結構. 45℃ 55℃ 65℃ 75℃. 10.17 11.50 12.41 15.10. 6.476 7.458 7.853 8.133. 另外,本研究也利用壓克力之應力應變曲線[12](圖 4-19),依照實驗結 果之應變反推其相對應之殘留應力值,其值如表 4-3。. 圖 4-19 壓克力之應力應變曲線[12]. 53.
(67) 圖 4-19 為文獻[12]之壓克力應力應變曲線圖,由於隨著溫度升高,壓克 力材料可承受之應變有變大的趨勢。在本研究中選用溫度 60℃下之應力應 變曲線來反推當下之殘留應力值,因溫度高於 60℃時,其曲線會收斂並趨 近 60℃的曲線。表 4-3 為塑膠件微流道和微流道之間之應變大小及反推得 到之殘留應力值。. 表 4-3 使用壓克力之應力應變圖反推之殘留應力大小 Theoretical result. Stress-strain curve. Strain. Residual Stress(MPa). 微流道之間. 微流道. 微流道之間. 微流道. (Lt). (Wb2). (Lt). (Wb2). 45℃. -0.0209. -0.2500. 13. 14. 55℃. -0.0228. -0.2354. 13. 14. 65℃. -0.0214. -0.2656. 13. 14. 75℃. -0.0242. -0.2100. 13. 14. 位置 模溫. 表 4-3 為利用實驗結果反推之殘留應力大小。其實大約在 13~14MPa 左 右。由 Moldflow 模流分析與壓克力應力應變曲線反推之結果可得到微流道 底部較符合理論之殘留應力大小。. 54.
(68) 4-3 模仁二微射出成型實驗結果與討論 在本節中使用模仁二探討微結構與微結構之間距離對微結構成形之影 響。其模仁包含五條微流道,而微流道與微流道之間距離為模仁一之距離 的一半,約在 1100μm 左右,其成品與量測之塑膠件表面輪廓示意圖如圖 4-20~21。. 圖 4-20 射出成型成品(模仁二). 圖 4-21 塑膠件表面輪廓示意圖 55.
(69) 4-3-1 改變微結構之間寬度對微結構寬度尺寸變化之影響 在本節的部分主要探討改變微結構之間寬度對成形之影響,首先使用模 仁二重複先前改變模溫的實驗,其後進行成品量測並與模仁一之結果去進 行比較。在實驗中以預設參數為設定,利用模具溫度控制機控制模具溫度, 改變模具溫度由室溫 30℃改變到 45℃、55℃、65℃、75℃,量測圖 4-2 中AA’之 位置,比較縮短微流道之間距離的情況下對微結構寬度方向尺寸變化之影. 0.14. 0.14. 0.12. 0.12. 0.1. 0.1. 0.08. 0.08. Strain. Strain. 響,如圖 4-22 所示。. 0.06. 0.06. 0.04. 0.04. 0.02. 0.02. 0. 0 45. Wt4. 55. 65. 75. 45. Wt3. Mold Temperature(℃) Cavity01(Wt4). 55. (a). 56. 75. Mold Temperature(℃) Cavity01(Wt3). Cavity02(Wt4). 65. Cavity02(Wt3).
(70) Strain. Strain. 0 -0.1 -0.2 -0.3 -0.4 -0.5 -0.6 -0.7 -0.8 -0.9 45. 55. 65. 0 -0.1 -0.2 -0.3 -0.4 -0.5 -0.6 -0.7 -0.8 -0.9. 75. 45. Mold Temperature(℃). 65. 75. Mold Temperature(℃) Wb3. Cavity01(Wb3). Cavity02(Wb4). Strain. Wb4 Cavity01(Wb4). 55. Cavity02(Wb3). 0 -0.1 -0.2 -0.3 -0.4 -0.5 -0.6 -0.7 -0.8 -0.9 45. 55. 65. 75. Mold Temperature(℃) Wb2. Cavity01(Wb2). Cavity02(Wb2). (b) 圖 4-22 微流道之間距離縮短對微流道成形趨勢圖(a) 頂端部位 (b) 底部 部分. 在圖 4-22 中分別比較改變模溫之第一副模仁與第二副模仁的結果。為 排除微結構之間距離大小對比較結果之影響,將寬度尺寸變化除以實際寬 度,以應變的形式去進行比較。由圖 4-22(a)可看出看微結構頂端的部分其. 57.
(71) 應變皆為正值,應變量有變小的趨勢。而在圖 4-22(b)微結構底部的部分, 應變值為負值,在縮短微結構之間距離後,應變之值增加,發現當微結構 之間距離變近,微結構開始會相互影響而造成當模溫升高應變有變大的趨 勢。再來討論微結構之間的塑料部分,如圖 4-23。. 0 -0.02 Strain. -0.04 -0.06 -0.08 -0.1 -0.12 45. 55. 65. Mold Temperature(℃) Cavity01(Lt). 75. Lt. Cavity02(Lt). (a) 0.1 0.08 Strain. 0.06 0.04 0.02 0 -0.02 45. 55. 65. 75. Mold Temperature(℃) Cavity01(Lb). Cavity02(Lb). Lb. (b) 圖 4-23 微流道之間距離縮短對微流道間成形趨勢圖(a) 頂端部位 (b) 底 部部分. 58.
(72) 從圖 4-23(a)中可見,在頂端部分,微結構之間的距離縮短後,其變化 量與模仁一之結果皆為負值,變化量相近,應變量約在 0.03 左右。另外, 圖 4-23(b)的部分為微結構與微結構之間底部之應變量,可發現在模仁一時, 其應變量為負值,成品底部稍微有收縮的傾向,但在模仁二縮短微結構之 間距離後,因微流道底部寬度變小許多,使其微流道間塑料部位有膨脹的 傾向,應變大約在 0.08 左右。圖 4-24 為模仁二各微流道之間塑料部分與改. Deformation(μm). 變模溫之趨勢圖。. 0 -20 -40 -60 -80 -100 -120 -140. Lt42 Lt22-1 Lt22-2 Lt23. 45. 55. 65. 75. Lt. Mold Temperature(℃). Deformation(μm). (a) 140 120 100 80 60 40 20 0. Lb42 Lb22-1 Lb22-2. Lb23. 45. 55. 65. Mold Temperature(℃). 75. Lb. (b) 圖 4-24 模具溫度 45℃~75℃微流道間之寬度變化情形趨勢圖(a) 頂端(b) 底部 59.
(73) 由圖 4-24 可看出,相較於模仁一之結果(附錄一之圖 1),當縮短微流道 之間距離,其寬度尺寸變化受到改變模溫之影響趨勢開始顯示出來,可推 測當微流道間距縮短至 1000μm 左右時,受到微結構之間相互影響的關係讓 製程也成為影響成形結果的影響之一。 4-3-2 流道形狀變化 在本節中探討改變微流道之間間距對微流道形狀變化之影響,如圖 4-25 所示。圖 4-25(a)為模仁一,間距 2000μm 的實驗結果可看出由於微結構之 間之塑膠材料部份有收縮的現象造成微流道頂端有變寬的趨勢,而在底部 則有變窄的趨勢。圖 4-25(b)為模仁二,微流道之間間距 1000μm 的實驗結 果,在微流道頂端也有變寬的趨勢,但在底部的部分由於微流道與微流道 相互影響的關係造成微結構底部變窄許多,其流道之形狀在流體流入微流 道中時可能造成流阻變大的情況,並間接影響生物晶片流道的功能。. (a). (b). 圖 4-25 流道形狀變化 (a) 模仁一 (b) 模仁二. 60.
(74) 4-4 翹曲 在本章最後一節討論成形品翹曲的部分,由於本研究中設計之塑膠件為 薄型元件,且因塑膠件上表面之微流道增加,塑膠件上下不對稱而造成翹 曲的現象。全長之量測範圍如圖 4-26 所示,而圖 4-27、4-28 分別為模仁一 與模仁二使用 Nano-focus 量測模仁之實際總長度與使用 Alpha-step 量測之 實驗塑膠成品總長度之比較。. (a). (b) 圖 4-26 模仁總長度之量測範圍(a) 模仁一 (b) 模仁二. 61.
(75) 7100. Total length(μm). 6900 6700 6500 6300 6100 5900. 5700 45. 55. 65. 75. Mold Temperature(℃) Actual length. Experimental result(top). Total length(μm). (a) 7100 6900 6700 6500 6300 6100 5900 5700 5500 5300 45. 55 Mold Temperature(℃) Actual length. 65. 75. Experimental result(bottom). (b) 圖 4-27 模仁量測總長與實驗量測總長之比較(模仁一) (a) 頂端 (b) 底部. 62.
(76) 7100 Total length(μm). 6900 6700 6500 6300 6100 5900 5700. 45. 55. 65. 75. Mold Temperature(℃). Actual length. Experimental result(top). (a) 7100 Total length(μm). 6900 6700 6500 6300 6100 5900 5700 45. 55. 65. 75. Mold Temperature(℃) Actual length. Experimental result(bottom). (b) 圖 4-28 模仁量測總長與實驗量測總長之比較(模仁二) (a) 頂端 (b) 底部. 圖 4-27 中可看出,模仁一在頂部的部分,實驗結果量測出來的總長度 較原始實際長度來得長約 80μm;而在底部的部分,實驗值則較實際值來得 小,約 180μm。而在圖 4-28 中可看出,模仁二在頂部的部分,實驗結果量. 63.
(77) 測出來的總長度較原始實際長度來得小約 70 μm;而在底部的部分,實驗 值較實際值來得小,約 320μm。其翹曲情形示意圖如圖 4-29 所示,模仁一 與模仁二皆產生些微向下之翹曲變形;但在模仁二翹曲的量比模仁一大些, 其可能原因為進行實驗時的室溫不同導致。本研究之模仁一實驗是在夏天 時進行,而模仁二之實驗是在冬天時進行。. (a). (b) 圖 4-29 模仁翹曲情形(a) 模仁一 (b) 模仁二. 64.
(78) 第五章、 結論 在製造具有微結構之微型塑膠件時,些微的尺寸變化對微結構來說影響 是非常大的。本研究主要探討射出成型製程參數以及微結構與微結構之間 距離對微結構成形的尺寸變化影響。其中,實驗部分分別設計兩副模仁, 微結構之間的寬度分別為 2000μm 及 1000μm 左右,微結構之深度為 200μm, 寬度分別為 200、300、400 μm。實驗所使用之材料為壓克力 (PMMA, CM-205)。 第一副模仁的實驗探討射出成型製程對微結構成形之影響時發現,當微 結構與微結構之間距離大於 2000μm 時,製程參數(模具溫度、保壓壓力)與 微結構寬度方向變化沒有太大的趨勢。另外,也探討開模之機械應力對微 結構成形影響。一般來說,若機械應力對微結構成形會造成影響的話,延 長冷卻時間,其微結構成形後尺寸變化會變小。在實驗當中,將模具冷卻 至模溫與延長冷卻時間讓模具冷卻至室溫兩者去進行比較,發現其結果並 無明顯的趨勢,故可排除機械應力對微結構寬度尺寸變化之影響。 本研究也將實驗結果與理論結果進行比較,計算造成其間之差值的殘留 應力大小,並使用 Moldflow 模流分析軟體模擬實驗過程、計算殘留應力, 以及利用壓克力應力應變曲線反推其殘留應力大小,在與理論運算出之結 果作比較。發現利用 Moldflow 與壓克力應力應變曲線推算出之微結構底部 之殘留應力較符合預期之結果。 65.
(79) 第二副模仁的部分探討改變微結構之間間距對微結構成形之影響。當縮 短微結構之間的距離至 1000μm 左右時,微結構與微結構之間相互影響造成 寬度方向尺寸變化較大,寬度方向變化受製程之影響也開始有顯示出來。 本實驗之塑膠元件為薄型元件,由於受到翹曲之影響,在實驗結果之精 確度上也有些許誤差,建議未來在進行微流道尺寸變化研究時可將元件增 厚以避免翹曲之產生。. 66.
(80) 參考文獻 [1]. 林晃業, “微米級結構射出成形之研究,” 航空太空工程研究所碩士論 文, 2005.. [2]. R. Schmid, “Micro processing,” 先進材料、成型與模具技術研討會, 2003。. [3]. 黃東鴻, “薄殼射出件翹曲變形與殘留應力研究,” 航空太空工程研究 所碩士論文, 2002.. [4]. L. Martynova, L. E. Locascio, M. Gaitan, G. W. Kramer, R. G. Christensen, and W. A. MacCrehan, "Fabrication of plastic microfluid channels by imprinting methods," Analytical Chemistry, vol. 69, pp. 4783-4789, 1997.. [5]. Y. K. Shen, Y. J. Shie, and W. Y. Wu, "Extension method and numerical simulation of micro-injection molding," International Communications in Heat and Mass Transfer, vol. 31, pp. 795-804, 2004.. [6]. C.-S. Chen, S.-C. Chen, W.-H. Liao, R.-D. Chien, and S.-H. Lin, "Micro injection. molding. of. a. micro-fluidic. platform,". International. Communications in Heat and Mass Transfer, vol. 37, pp. 1290-1294, 2010. [7]. T. C. Chang and E. Faison, "Shrinkage behavior and optimization of injection molded parts studied by the Taguchi method," Polymer Engineering and Science, vol. 41, pp. 703-710, 2001.. [8]. K. M. B. Jansen, D. J. Van Dijk, and M. H. Husselman, "Effect of processing conditions on shrinkage in injection molding," Polymer Engineering and Science, vol. 38, pp. 838-846, 1998.. [9]. R. D. Chien, "Micromolding of biochip devices designed with. 67.
(81) microchannels," Sensors and Actuators a-Physical, vol. 128, pp. 238-247, 2006. [10] B. Sha, S. Dimov, C. Griffiths, and M. S. Packianather, "Investigation of micro-injection moulding: Factors affecting the replication quality," Journal of Materials Processing Technology, vol. 183, pp. 284-296, 2007. [11]. http://product.ch.gongchang.com/d3194997.html. [12]. William D. Callister, “Materials Science and Engineering,” 3th, Wiley and Sons, pp. 476, 2000.. [13]. 陳良相、黃子健、劉昭宏, “MOLDFLOW MPI實用基礎,” 全華科技圖 書股份有限公司, 2007.. [14]. 林瑞璋, “塑膠模擬電腦輔助設計-MoldFlow軟體應用,”全威圖書有 限公司, 2003。. 68.
(82) 附錄 1 模仁一的應變趨勢圖 0.4. 0.35 0.3. Strain. 0.25 0.2. Wt4. 0.15. Wt3. 0.1. Wt2. 0.05. 0 45. 55. 65. 75. Wt. Mold Temperature(℃). (a) 0 -0.05 -0.1. Strain. -0.15 -0.2. Wb4. -0.25. Wb3. -0.3. Wb2. -0.35 -0.4 45. 55. 65. 75. Mold Temperature(℃). Wb. (b) 圖 1 模具溫度 45℃~75℃微流道之寬度變化應變趨勢圖(a) 微流道頂端 (b) 微流道底部. 69.
(83) 0. -0.005 -0.01. Strain. -0.015 -0.02 Lt42. -0.025. Lt23. -0.03 -0.035. -0.04 45. 55. 65. 75. Lt. Mold Temperature(℃). (a) 0.005 -2E-17. -0.005. Strain. -0.01 -0.015 -0.02. Lb42. -0.025. Lb23. -0.03 -0.035 -0.04 45. 55. 65. Mold Temperature(℃). 75. Lb. (b) 圖 2 模具溫度 45℃~75℃微流道間之寬度變化應變趨勢圖(a) 微流道間 頂端 (b) 微流道間底部. 70.
(84) 0.35 0.3. Strain. 0.25 0.2 Wt4. 0.15. Wt3. 0.1. Wt2. 0.05 0 10. 20. 30. 40. 50. Wt. Packing Pressure(MPa). (a) 0 -0.05. Strain. -0.1. -0.15 Wb4. -0.2. Wb3. -0.25. Wb2. -0.3 -0.35 10. 20. 30. 40. Packing Pressure(MPa). 50. Wb. (b) 圖 3 保壓壓力 10MPa~50MPa 微流道之寬度變化應變趨勢圖 (a) 微流道 頂端 (b) 微流道底部. 71.
(85) 0 -0.005. Strain. -0.01. -0.015 Lt42. -0.02. Lt23. -0.025 -0.03 -0.035 10. 20. 30. 40. 50. Lt. Packing Pressure(MPa). (a) 0 -0.005. Strain. -0.01 -0.015 Lb42. -0.02. Lb23. -0.025 -0.03 -0.035 10. 20. 30 Packing Pressure(MPa). 40. 50. Lb. (b) 圖 4 保壓壓力 10MPa~50MPa 微流道間之寬度變化應變趨勢圖(a) 微流 道間頂端 (b) 微流道間底部. 72.
(86) 0.35. -0.05. 0.3. -0.1. 0.25. -0.15. Strain. Strain. 0. Wb4. -0.2. Wt3. -0.25. Wt4. 0.15. Wt3. 0.1. Wt2. -0.3. 0.2. Wt2. 0.05. -0.35. 0 45. 10800. Wt. 45. Cooling Time(sec). 10800. Cooling Time(sec). Wb. (a). (b). 圖 5 延長冷卻時間之微流道寬度尺寸變化應變趨勢圖(45℃). (a) 微流. 0. 0. -0.005. -0.005. -0.01. -0.01. -0.015. -0.015. Strain. Srain. 道頂端 (b) 微流道底部. -0.02 -0.025. Lt42. -0.03. Lt23. -0.035. -0.02 -0.025. Lb42. -0.03. Lb23. -0.035. -0.04 45. 10800. -0.04. Lt. 45. Cooling Time(sec). 10800. Cooling Time(sec). (a). Lb. (b). 圖 6 延長冷卻時間之微流道間寬度尺寸變化應變趨勢圖(45℃) 流道間頂端 (b) 微流道間底部. 73. (a) 微.
(87) 0. 0.25. -0.05. 0.2. -0.1. 0.15. Wt4. 0.1. Wt3. Strain. Strain. 0.3. Wt2. 0.05. -0.15. Wb4. -0.2. Wb3 Wb2. -0.25. 0. -0.3 45. 75. 21600. Wt. 45. Cooling Time(sec). 75. 21600. Cooling Time(sec). Wb. (a). (b). 圖 7 延長冷卻時間之微流道寬度尺寸變化應變趨勢圖(75℃) (a) 微流道. 0. 0. -0.005. -0.005. -0.01. -0.01. -0.015. -0.015. -0.02 Lt42. -0.025. Lt23. -0.03 -0.035. Strain. Strain. 頂端 (b) 微流道底部. -0.02 Lb42. -0.025. Lb23. -0.03 -0.035. -0.04 45. 75. 21600. -0.04. Lt. 45. Cooling Time(sec). 75. 21600. Cooling Time(sec). Lb. (a). (b). 圖 8 延長冷卻時間之微流道間寬度尺寸變化應變趨勢圖(75℃) (a) 微流 道間頂端 (b) 微流道間底部. 74.
(88)
數據
![表 2-1 PMMA(CM-205)之線性熱膨脹係數[11]](https://thumb-ap.123doks.com/thumbv2/9libinfo/9321913.535926/22.892.146.730.472.769/表21PMMACM25之線性熱膨脹係數11.webp)
+7



相關文件
The temperature angular power spectrum of the primary CMB from Planck, showing a precise measurement of seven acoustic peaks, that are well fit by a simple six-parameter
For problems 1 to 9 find the general solution and/or the particular solution that satisfy the given initial conditions:. For problems 11 to 14 find the order of the ODE and
Microphone and 600 ohm line conduits shall be mechanically and electrically connected to receptacle boxes and electrically grounded to the audio system ground point.. Lines in
• Information retrieval : Implementing and Evaluating Search Engines, by Stefan Büttcher, Charles L.A.
The aim of this study is to develop and investigate the integration of the dynamic geometry software GeoGebra (GGB) into eleventh grade students’.. learning of geometric concepts
Thus, the proposed approach is a feasible and effective method for process parameter optimization in MIMO plastic injection molding and can result in significant quality and
The second part is to the interactions between the brightness, color temperature, and other performance of the bulb and the fabricating parameters such as: the filling volume of
The glass molding at a lower temperature will confine the glass flowing outwards which favors the molded plano-convex lenses with the same curvature as the glass preform.. The
