國 立 交 通 大 學
機 械 工 程 研 究 所
碩 士 論 文
具有銷孔的扁平狀陶瓷射出成形元件的
收縮特性研究
The Study of Shrinkage Characteristics of
Ceramic Injection Molded Flat Specimens with a pin hole
研 究 生:陳聰連
指導教授:陳仁浩 教授
具有銷孔的扁平狀陶瓷射出成形元件的收縮特性研究
The Study of Shrinkage Characteristics of Ceramic Injection
Molded Flat Specimens with a pin hole
研 究 生:陳聰連 Student:Cong-Lian Chen 指導教授:陳仁浩 Advisor:Ren-Haw Chen 國 立 交 通 大 學 機 械 工 程 學 系 碩 士 論 文 A Thesis
Submitted to Department of Mechanical Engineering College of Engineering
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master of Science
in
Mechanical Engineering January 2009
具有銷孔的扁平狀陶瓷射出成形元件的收縮特性研究
研究生:陳聰連 指導教授:陳仁浩 教授中文摘要
國立交通大學機械工程研究所碩士班摘要
製品的幾何精度與強度是陶瓷射出成形元件之兩個首要的基本要求。 在幾何形狀複雜的陶瓷元件射出成形製程中,收縮率是左右製品的尺寸與 形狀精度的主要因素,甚至由於不良的收縮率分佈而會導致產生斷裂等缺 陷,而陶瓷製品的收縮量亦與脫脂、燒結過程後的機械強度有密切的關係。 造成收縮率的差異,其原因與陶瓷粉末的性質、混合物材料的流變特性等 因素有關。 本研究利用具有銷孔及90o彎角幾何形狀的模具來進行陶瓷粉末射出 成形實驗,探討氧化鋯粉末與不同的黏結劑混合後,在不同的射速及射壓 的成形條件下的結果,並觀測各個階段的外觀缺陷、收縮率與機械強度上 的影響。方法上,藉由CCD 顯微鏡及數位游標尺分別來量測生胚及燒結體 各方向的尺寸並計算出收縮率,且觀察成形至燒結過程中產生的缺陷,最 後亦測量燒結完成品的硬度、密度及三點彎曲強度以得知收縮率與機械強 度的關係。 研究結果顯示,在射出成形中,具有銷孔及90o彎角幾何形狀的模具 所產生的擾流及剪切作用,改變了陶瓷混合物內的粉粒配向,導致燒結後 的銷孔及90o彎角處之收縮量改變,以及後續測試的抗彎強度變小。此外, 收縮率與緻密度的關係直接反應於製品的抗彎強度。The Study of Shrinkage Characteristics of
Ceramic Injection Molded Flat Specimens with a pin hole
英文摘要
Student:Cong-Lian Chen Advisor:Dr. Ren-Haw Chen
Institute of Mechanical Engineering National Chiao Tung University
Abstract
Geometric precision and strength are two primary requirements for
ceramic injection molded components. In the process of geometrically complex ceramic injection molding, shrinkage is one of the most important factors which affects dimensional precision and loss of shape. Non-uniform shrinkage will lead to defects such as fracture. In addition, shrinkage also has a closely
relationship with mechanical strength of ceramics after debinding and sintering processes. The variation of shrinkage was related to the character of ceramic powder and the rheological properties of ceramic mixtures.
In this study, we used the geometrically L-type mold with a pin hole to conduct the ceramic injection molding experiment, investigating the
phenomenon of the zirconic powder mixed with different binder systems under different injection speed and injection pressure. At the same time, we observed the defects of shape and shrinkage on the various molding stages, which impacts on mechanical strength. We measured dimensions of the green body and sintered
sintered specimens. Through this, we obtained the relationship between shrinkage and mechanical strength.
Experimental results indicated that there were turbulent flow and shear effect resulted from the L-type mold with a pin hole during ceramic injection molding. They not only changed particle orientation of the ceramic mixtures, but also brought about changes of sintered shrinkage in a pin hole and L-type
position. As the following test, we found flexural strength become smaller. Besides, the relationship of shrinkage and densification directly affected flexural strength of ceramic products.
誌謝
時光飛逝,就讀研究所的時光也已即將邁入尾聲,在這兩年間,接觸 了許多之前未曾碰觸過的領域與知識。從剛開始對研究事物的生疏到獨自 學習尋求解決問題的過程中,有許多的貴人從旁協助我,使得自我能力提 升了不少。在這段期間要感謝不斷地指導、陪伴和關懷我的師長,以及經 常鼓勵、支持我的實驗室伙伴們、家人及朋友。 首先要感謝指導教授 陳仁浩教授在研究上耐心的指導、指點我正確的 方向,當碰到瓶頸時,老師不吝付出地提供許多建議與方法,讓我學習到 研究上相關的知識,也體認到解決問題該有的積極態度,以能順利完成此 碩士論文,在此對老師獻上最誠摯的敬意。 同時,要特別感謝安誠學長提供了許多寶貴的研究知識與實務經驗, 幫助我克服許多研究上的問題;也要感謝明初、坤宏學長、機械工廠的師 傅們在儀器操作、裝備組裝上的幫助,以及材料系國倫學長在量測數據上 的協助;另外,也感謝佰龍機械廠股份有限公司提供在研究上所需的一些 資訊及材料。還要感謝實驗室的春貴、振家、悅慈、智翔、子敬、正剛、 亞平學長姐,以及偉銘、立偉、琳瑋、國銓、嘉展、彥緯、富明學弟妹的 指導與關懷,在我研究所這兩年期間,獲得許多協助與陪伴,使我在這些 日子以來,擁有各種回憶與多采多姿的生活,在此向你們致上由衷感謝。 最後,感謝我最敬愛的雙親 陳昆山先生與 陳林惠足女士,感謝他們 多年來的養育與栽培之恩;還有感謝三位姊姊的即時關懷與鼓勵,使我能 專注於學業而無後顧之憂;也感謝女朋友育萱的體諒、包容並背後默默支 持,更是我前進的動力;還要感謝好友家成、國翔、柏至、裕奇、明聖、 東育的鼓勵與肯定,使我不畏艱苦地完成人生的另一個旅程。再次感謝所 有於生活上與學業上曾幫助過我的家人與朋友們,謝謝他們的付出與支持。目錄
中文摘要...i 英文摘要...ii 誌謝...iv 目錄...v 表目錄...vii 圖目錄... viii 第一章 緒論...1 1-1 前言...1 1-2 研究動機與目的...2 1-3 文獻探討...3 1-4 研究方法...6 第二章 陶瓷粉末射出成形製程及其理論基礎...9 2-1 陶瓷粉末射出成形製程概述...9 2-2 混練(Mixing)與黏結劑系統(Binder Systems) ...9 2-2-1 黏結劑各組成的功能 ...9 2-2-2 黏結劑的選擇 ...10 2-2-3 混練的影響 ... 11 2-3 射出成形(Injection Molding)...12 2-4 脫脂(Debinding) ...12 2-5 燒結(Sintering) ...13 第三章 扁平狀陶瓷件射出成形的收縮特性實驗...15 3-1 實驗目的與規劃...15 3-1-1 實驗目的 ...15 3-1-2 實驗規劃 ...15 3-2 實驗材料與實驗裝置...16 3-2-1 實驗材料 ...16 3-2-2 實驗設備 ...173-3 實驗方法...18 3-3-1 配製陶瓷粉末與黏結劑 ...18 3-3-2 基本流路充填實驗參數的選定 ...19 3-3-3 脫脂條件的決定 ...19 3-3-4 燒結條件的決定 ...20 3-4 收縮量測與收縮百分比計算...20 3-4-1 收縮量測方法 ...20 3-4-2 收縮百分比的計算方法 ...21 3-5 熱重分析...21 3-6 流變特性之量測...22 3-7 密度分析...22 3-8 硬度量測...22 3-9 三點彎曲試驗...23 第四章 實驗結果與討論...47 4-1 各階段製程之結果...47 4-1-1 各階段製程之成品及其缺陷 ...47 4-1-2 收縮率的結果與分析 ...49 4-2 密度的量測結果...51 4-3 硬度的量測結果...51 4-4 三點彎曲測試結果...51 第五章 結論與未來展望...85 5-1 結論...85 5-2 未來展望...88 參考文獻...89 附錄A ...93
表目錄 表1.1 精密陶瓷應用範疇... 7 表1.2 陶瓷材料性質比較... 8 表3.1 氧化鋯陶瓷粉末特性... 42 表3.2 主黏結劑之各成份的特性... 42 表3.3 次黏結劑、潤滑劑與可塑劑... 42 表3.4 實驗裝置規格總覽... 43 表3.5 維克氏硬度機規格... 44 表3.6 陶瓷粉末與黏結劑之比例配方... 45 表4.1 各形狀生胚之成形參數情形... 53 表4.2 各配方射出成形後之生胚... 54 表4.3 射出成形之缺陷與改善方法... 57 表4.4 各配方脫脂後之半成品... 59 表4.5 脫脂之缺陷與改善方法... 62 表4.6 各配方燒結後之成品... 63 表4.7 燒結之缺陷與改善方法... 66 表4.8 射出成形及燒結後之製品的線收縮率... 68 表4.9 體積收縮率分析... 79 表4.10 硬度與密度之量測結果... 80 表4.11 三點彎曲測試結果 ... 82
圖目錄
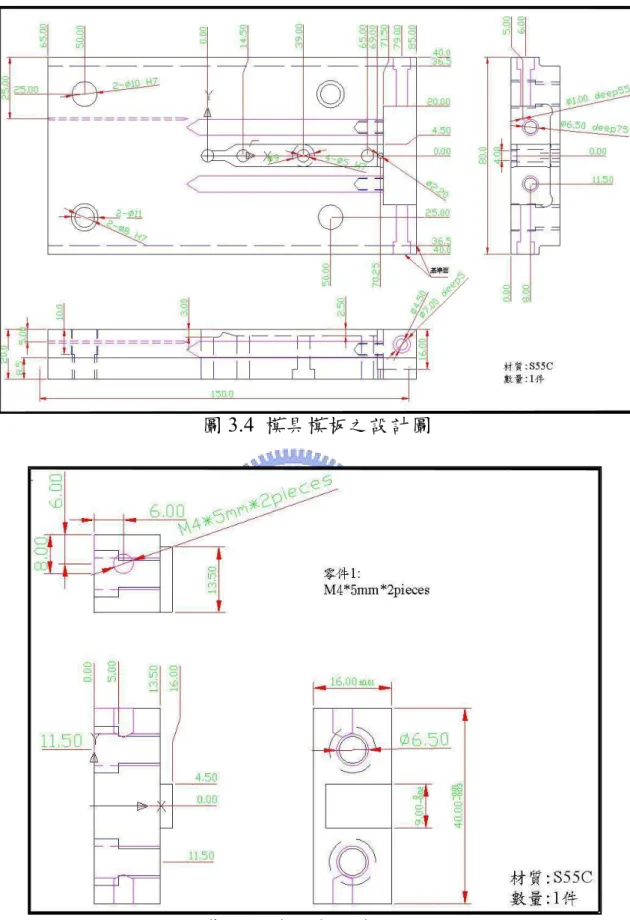
圖1.1 陶瓷射出成形製程流程圖... 6 圖3.1 實驗程序圖... 24 圖3.2 混練裝置... 25 圖3.3 射出成形機台... 25 圖3.4 模具模板之設計圖... 26 圖3.5 模仁之設計圖... 27 圖3.6 脫脂實驗使用的熱風循環電氣高溫爐... 27 圖3.7 燒結實驗使用的落地式超高溫電氣高溫爐... 28 圖3.8 流變儀... 28 圖3.9 精密天平... 29 圖3.10 維氏硬度機... 29 圖3.11 CCD顯微鏡... 30 圖3.12 收縮量測方法示意圖... 30 圖3.13 數位游標尺... 30 圖3.14 三點彎曲測試圖... 31 圖3.15 電腦伺服控制材料試驗機... 31 圖3.16 本研究所用的不同脫脂條件... 32 圖3.17 本研究所用的不同燒結條件... 33 圖3.18 各黏結劑成分的TGA分析圖 ... 34 圖3.19 各配方的TGA分析圖... 34圖3.20 各黏結劑之Shear Rate vs Shear Stress ... 38
圖3.21 各黏結劑之Shear Rate vs Shear Viscosity... 41
圖4.1 粉粒配向示意圖... 52 2
圖A-5 射壓為 30kgf/cm2&射速為 280mm/s之L型成形參數 ... 103 圖A-6 射壓為 30kgf/cm2&射速為 215mm/s之L型成形參數 ... 106 圖A-7 射壓為 30kgf/cm2&射速為 310mm/s之L+銷孔型成形參數... 108 圖A-8 射壓為 30kgf/cm2&射速為 280mm/s之L+銷孔型成形參數... 110 圖A-9 射壓為 30kgf/cm2&射速為 215mm/s之L+銷孔型成形參數... 113 圖A-10 射壓為 40kgf/cm2&射速為 310mm/s之L+銷孔型成形參數... 113 圖A-11 射壓為 40kgf/cm2&射速為 280mm/s之L+銷孔型成形參數 ... 114 圖A-12 射壓為 40kgf/cm2&射速為 250mm/s之L+銷孔型成形參數... 114 圖B-1 平板型之三點彎曲測試圖(位移量VS最大應力值)... 115 圖B-2 L型之三點彎曲測試圖(位移量VS最大應力值) ... 115 圖B-3 銷孔型之三點彎曲測試圖(位移量VS最大應力值)... 117 圖B-4 L+銷孔型之三點彎曲測試圖(位移量VS最大應力值) ... 118
第一章 緒論
1-1 前言
近年來由於國內產業升級壓力日增,能夠大量生產形狀複雜、附加價 值高的精密零組件,便是現在企業生存的必要條件,而射出成形製程有此 特性,其具有近淨原形(near net shape)的優勢且避免大量額外加工所需的成 本。然而,粉末射出成形法(Powder Injection Molding),是結合傳統粉末冶 金及塑膠射出成形之技術,而陶瓷射出成形屬於粉末射出成形法中的一 環,並且能改變成品特性,達到我們所期待的功能用途,像是高分子材料 摻入一些陶瓷材料,能提高或改變成品的耐熱性、耐腐蝕性、耐磨耗性等 特性,其優越的特性更是金屬材料所不及,因此廣受到相關各界的重視, 目前此技術成功並快速地應用於熱交換器、引擎零件、機械軸封、紡織業 零件等[1],並嘗試應用於更多領域。 此外,陶瓷一般定義為非金屬的無機固態化合物,經高溫處理後而生 成[2],它和金屬、高分子、複合材料同為現代材料應用上的主要核心。其 型態包括燒結多晶體、玻璃、單晶、薄膜、纖維、粉末等,從早期的傳統 陶瓷(Traditional ceramics)到現今的精密陶瓷(Fine ceramics),其發展已經具 備相當的基礎。精密陶瓷又稱高科技陶瓷或新陶瓷,係以人工合成的微細 粉末作為原料,經過粉體處理、成形、燒結、加工、設計及性能測試等製 程,獲得具有微細結構及卓越性能的陶瓷材料或製品。工程上常用的有金 屬氧化物、氮化物、碳化物、硼化物及鹵化物等,其產品具有高附加價值。 精密陶瓷具有以下幾項特色:一、耐熱性佳(融點或分解溫度高),二、硬度 高(耐磨耗性佳),三、耐腐蝕性佳(化性安定),四、優異的光、電、磁及生 物機能。在應用上可分為下述幾個領域:一、工程陶瓷或結構陶瓷─著重 於機械及熱性質,二、電子陶瓷─著重於電子、光電、磁導等性能,三、
製造三維複雜形狀的零件,突破了傳統粉末成形在產品形狀上的限制,故 成為目前陶瓷成形製程的主要發展方向。 回溯至1980 年代,射出成形技術應用於金屬粉末冶金上得到相當大的 迴響,並成功地工業化量產各種精密零件,這主要是由於射出成形具有淨 形原形的成形特質,可節省加工成本,並快速且大量地生產精密度高且形 狀複雜的產品[6][7]。另一方面,以射出成形法製成的陶瓷體,其性質不穩 定,造成陶瓷粉末射出成形難以廣泛推廣,其原因除了射出成形機本身操 作的複雜性之外[5][8][9],粉末的特性 [5][10]、黏結劑的選擇 [5][11]與脫 脂、燒結過程[5][11-15]有密切關係,每個環節都攸關整個製程成敗的重要 因素。其中陶瓷粉末與黏結劑之結合關係為整個製程的首要其衝,而黏結 劑之功能在於提供載體,以降低粉末間之摩擦力,使之具有流動性;而在 黏結劑的選擇上,雖然有很多黏結劑系統可使用,但須考慮在胚體成形之 後,黏結劑系統必須被去除且維持生胚形狀。在脫脂過程的升溫速率亦必 須緩慢漸進,而且大部分黏結劑都含有三到四種成分,因此,找出適當的 升溫脫脂條件,以利後續燒結,進而達到均勻的結構及較高的陶瓷體密度 [16]。 1-2 研究動機與目的 陶瓷射出成形製程包括了混練(Mixing)、造粒(Granulation)、射出成形 (Injection Molding)、脫脂(Debinding)、燒結(Sintering)等程序,圖 1.1 所示為 整個製程的流程圖。上述中,任一步驟的加工品質,都會影響到整個製程 的成功與否及產品的品質,其中尤以射出成形步驟最具有關鍵性的影響。 經上述陶瓷射出成形製程後,其製品精度的主要影響因素為收縮及翹曲, 收縮會造成製品的尺寸誤差,而翹曲則會對製品外形產生扭曲變形,所以 欲獲得品質良好的陶瓷射出成品就必須對此兩種主要誤差控制得宜。 由各種文獻統計上可得知影響收縮的因素有很多,一般區分為成形材 料性質、模具本身材料性質與幾何形狀及製程參數三大影響因素。而成形 材料性質的影響主要有壓力、溫度間的關係(P-V-T 圖)、熱傳性質、彈性係 數及黏度與剪應變率等影響;模具與製品的影響主要有澆口大小、製品厚
度、射料流動的方向及展開外形等;製程參數的影響主要有射料溫度、模 具溫度、充填速度、保壓壓力、保壓時間、冷卻時間等。 而形成翹曲的因素多半是粉末顆粒定向及收縮率不一致造成。而粉末 顆粒定向的產生主要有兩個階段:1.充填及保壓階段,因射料流動所誘生的 高剪應力或過高保壓壓力形成局部流動應力,在射料固化前無法釋放,就 會在成品內部殘留應力;2.冷卻固化階段,因不均勻的冷卻會導致收縮及密 度變化不均而誘生熱應力,形成粉粒定向的效應,導致射出成品翹曲。然 而,在脫脂、燒結時,射出成品在密閉容器內,可能會受到不平均的溫度, 造成有機高分子脫離速率不一樣,使長、寬、高三方向收縮率不一樣,亦 會造成成品翹曲現象[17]。 本研究動機與目的是根據上述各種對製品精度的影響因素,期望能發 展氧化鋯陶瓷粉末應用於射出成形的技術,從不同幾何形狀的陶瓷元件探 討製品收縮率的方向性,並選擇不同比例的配方,找尋適用的黏結劑配方、 射出條件、脫脂及燒結條件,進而改善在製程中可能產生的不良現象或缺 陷,以及測試其機械強度,並探討與收縮率的關係來建立製程參數對陶瓷 製品的幾何精度與機械強度間的資訊與技術,將有助於在陶瓷粉末射出成 形技術、成品品質與粉末射出應用的發展,且可作為未來模具設計和選擇 最佳成形條件的參考。 1-3 文獻探討 陶瓷射出成形的發展源於1930~1937 年間,當時只應用在引擎火星塞 絕緣器的製作上,到了1960 年以高強度的結構陶瓷Si3N4及SiC所做出的陶 瓷汽缸引擎出現後,陶瓷射出成形的技術才獲得重視。而整個陶瓷粉末射 出成形的製程,包括了混練、成形、脫脂及燒結等程序,在每個製程階段 都存在一些行為及特性,這些都會影響最終製品的好壞。因此,從陶此粉
其優越的特性也常被應用於陶瓷粉末射出成形上。 混練方面而言,在陶瓷粉末射出成形中,黏結劑與粉體的選定是影響 混練後陶瓷混合物流變行為的主要原因。而高分子材料與硬脂酸(Stearic acid)的添加有助於改善混練效果,且選擇粒徑小、粒徑分佈廣的粉體則有 助於減少生胚的孔隙並避免凝聚現象的產生,在研究上也發現適當的硬脂 酸可降低陶瓷混合物表面得降服應力及黏度,緩和黏結劑受熱分解的速 率,並減少粉末與射出料管因摩擦所產生的鐵屑污染[20][21]。S. M. Wofrum 等人也提出有潤滑劑及介面活性劑的掺入,可潤濕粉體並減少黏膜,以改 善粉末與黏結劑間的結合力及顆粒間之滑移[34]。而混練期間的參數,亦 會影響粉末與黏結劑是否混合均勻,如:混練機的形式、混練時間、混練 溫度及是否有不純物或混合粉混入其中等影響因素,須有系統地研究其適 切的對策以進行混合處理[37]。 脫脂方面,由於脫脂不良的結果會造成成品破裂、失重、冒泡等缺陷, 因此Woodthorpe等人提出利用氧化及熱消除的方法來移除黏結劑,再經由 熱重力的方式來控制失重問題[23]。M.Youseffi and I. A. Menzies開發了新的 黏結劑系統與傳統黏結劑在脫脂過程中比較,顯示出升溫速率對黏結劑所 造成的影響[24]。因此,熱脫脂採用緩慢升溫方式,可避免黏結劑因重力 所產生的剪應力及溫度所產生的熱梯度效應,以液態或氣態急劇揮發而對 生胚造成缺陷產生[35]。在溶劑脫脂上,Nakajima、Nishio等人提出一種介 於液體和氣體之間的溶劑(如CO2或四氯化碳CCl4)來移除黏結劑[25]。吳榮 源等人利用正庚烷作為溶劑脫脂,藉由量測溶劑脫脂量與時間關係,求得 其脫脂速率,亦了解製品在溶劑脫脂之尺寸膨脹量變化,來選定溶劑脫脂 的溫度,並利用量測之擴散係數值,估計溶劑脫脂適當的時間,進而求得 最佳的溶劑脫脂條件[12]。 燒結方面,A. Akash等人對燒結初期生胚內孔隙成長做探討,發現在 燒結初始階段,生胚內孔隙大小約增大1.27 倍 [26]。而D. M. Lin針對不同 的陶瓷粉末與黏結劑體積比來探討其對燒結特性的影響[27]。還有可利用 活化燒結使燒結溫度降低、燒結過程加快,並使燒結體的密度及其它性質 提高。活化燒結可分為兩種:一是在氣氛中添加活化劑(如氮氣或氫化物)
或施加壓力,使燒結過程循環地發生氧化─還原或其它反應;二是在粉末 或生胚的表面做預氧化,提高粉末的活性,使燒結過程活化,通常較微小 的粉末顆粒在高壓的環境下燒結會得到較均勻的燒結體[16]。 流變行為的研究,因陶瓷混合物由陶瓷粉末及黏結劑所組成,其複雜 的流變行為並無法直接歸類於某一種流體,且不同成分的黏結劑、成形剪 應變特性及壓力變化,均使得陶瓷混合物的流變行為變得更加複雜 [21][22]。R. M. German有提到在高剪應變率區的陶瓷混合物呈現膨脹流體 的特性,而在低剪應變率區域的陶瓷混合物則呈現擬塑性流體的行為,對 於陶瓷射出成形澆口及狹小截面則擁有高剪應變區域[35]。 成形方面,Thomas和Evans發現燒結過後所形成的缺陷是由成形後所 產生的微小缺陷所延伸出來,成形中可能的缺陷在後續的製程中才被突顯 出來,因此缺陷的起因與成形息息相關[28]。而在模具溫度及冷卻溫度對 成形品翹曲變形的影響上,W. J. Tseng等也做了相關性的研究 [29]。而過高 的料溫將導致肉眼可見的缺陷出現,而成形時不均勻的收縮則會造成空孔 及卵型裂痕的產生,不過,射速的降低及較長的保壓時間均有助於減少裂 痕的形成[35]。White & Dee及Zhang等人則指出成形時的缺陷形成主要是在 固化階段(solidification stage)[19][30]。此外,S. Krug等人提出在各種製程條 件中以料溫、射速及保壓壓力時間對粉粒配向影響較大,使得收縮率有所 改變,研究更顯示出流動方向比橫斷流動方向有較小的收縮率[17]。另外, B. Kostic等人在探討成形條件對於粉末射出成形中殘留應力的影響,且傳統 成形易使內部殘留拉應力和表面殘留壓應力,而保壓力及澆道固化時間長 短將決定應力最終的分佈狀況[31]。另一方面,在陶瓷射出成形時容易發 生滑動現象(slip phenomenon)包含滑動層與滑動速度模式的建立也是成形 實驗中所應考慮的[32]。 綜合上述,陶瓷射出成形製程中從混練一直到燒結的過程,不論是混
1-4 研究方法 首先利用攪練機混練比例不同的粉末與黏結劑之配方,再依序以具有 平板型、銷孔型、L 型(90o彎角形狀)及 L+銷孔型之形狀模具來進行射出成 形實驗,而後對於成形、脫脂及燒結後各階段的製品收縮量進行量測並做 外觀缺陷的觀察,進而調查模具設計、成形條件和材料條件等因素對於收 縮特性的影響及在最終製品上所造成的結果。其次,亦將量測成品的一些 機械性質,尋找出最適用的配方,使最後製品有較好的收縮特性及機械性 質。最後,將對於這些幾何形狀模具內的流動特性所造成的問題提出解決 或改善方法。 圖1.1 陶瓷射出成形製程流程圖
表 1.1 精密陶瓷應用範疇 功能 性質 應用 材料 螢光性 發光二極體 GaP,GaAs 透光性 鈉燈管 Al2O3,MgO 偏光性 化學偏光元件 (Pb‧La)(Zr‧Ti)O3 光學 導光性 光纖維 SiO2 耐熱性 耐熱材料 ThO2,ZrO2 隔熱性 陶瓷纖維 ZrO2,Al2O3‧SiO2 集熱性 集熱棒 LaB5,NbC 熱學 加熱棒 加熱棒 SiC,LaCrO3 絕緣性 火星塞 Al2O3 介電性 電路基板電容器 BaTiO3 壓電性 蜂鳴器 Pb(Zr‧Ti)O3,TiO2 磁性 磁心 (Mn‧Zn)‧Fe2O4 電磁
半導體性 偵測器 SiO2,ZrO2B‧Al2O3, ZnO‧BiO2 高強度性 渦輪葉片 Si3N4,SiC 耐磨性 切削工具 Al2O3,B4C,TiC,TiN 機械 潤滑性 固體潤滑劑 B4C,MoSiO2,SiC 生物適應性 齒骨材料 Al2O3,Ca5(F‧Cl)‧P3O12 觸媒性 觸媒載體 2MgO‧2Al2O3‧5SiO2, LaCeO5 生化 防腐蝕性 耐蝕器材 Al2O3,ZrO2
表 1.2 陶瓷材料性質比較 氧化鋯 氧化鋁 碳化矽 氮化矽 碳化鎢 抗彎折強度 (MPa) 600~1200 300~400 300~450 300~550 800~3000 破裂韌性 (MPa‧m1/2) 6~15 3~4 2.5~3.5 4.5~5.5 7~15 密度(g/c.c.) 5.9 3.9 3.2 3.2 11~15 硬度(Hv) 1200 1000~2000 2100 1600 1200~1700 熱膨脹(×10-6 /oC) 係數 10 7.7 4.4 2.9 6 鋼與陶瓷之 (20oC)摩擦係數 0.17 0.44 ─ ─ 0.6 資料來源:氧化鋯陶瓷與氧化鋯─氧化釔之製程技術與應用 陳三元 [18]
第二章 陶瓷粉末射出成形製程及其理論基礎
2-1 陶瓷粉末射出成形製程概述 陶瓷粉末射出成形的製程可分為混練、射出成形、脫脂及燒結等步驟。 其基本原理是將適當的高分子或有機物與陶瓷粉末混合,經混練而成為具 有擬塑性行為的混合物,在適當的溫度下,將此混合物以塑膠射出成形的 方法製程生胚,再經脫脂、燒結而得到成品。其各步驟之目的與理論基礎 分別為下述之章節。 2-2 混練(Mixing)與黏結劑系統(Binder Systems) 混練的目的在使陶瓷粉末與黏結劑之間達成一定均勻的組成比例,避 免粉末間的凝聚現象(agglomeration)及減少氣體進入產生氣孔。而均勻的陶 瓷混體具有足夠的成形流動性,可降低脫脂及燒結之後產生缺陷的機會。 黏結劑在陶瓷射出成形過程中扮演著媒介的角色,其主要的功能在提 供載體,以降低粉末間的摩擦力,使之具有流動性,且脫脂後仍可維持生 胚形狀。選定適當的黏結劑系統有助於成形一低孔隙、低應力且均勻緻密 的生胚體(green body),並穩定成形品的尺寸和形狀精度。 2-2-1 黏結劑各組成的功能黏結劑包括主黏結劑(primary binder)、次黏結劑(second binder)、可塑 劑(plasticizing aid)、潤滑劑及介面活性劑(wetting agent),其功能分述如下:
1.主黏結劑─其主要功能在黏結粉末、提供塑性及維持生胚強度,又 可稱為骨架黏結劑(backbone binder)。在其結構性質可分為分子鏈聚集力較 弱的熱塑性黏結劑(如聚乙烯、聚丙烯、聚乙烯醇、聚甲苯)及結合力強的熱 固性黏結劑(如酚甲醛樹脂)。
3.可塑劑─必須是低揮發性,且能與其它成份均勻混合,以增加塑料 之流動性。 4.潤滑劑及界面活性劑─以潤濕粉體、減少黏模、改善粉末與黏結劑 間之結合力及顆粒間之滑移。例如:硬脂酸,其C=C鍵與粉末表面可形成 鍵結而改善粉末表面性質[33][34]。 2-2-2 黏結劑的選擇 混練期間,選擇適當的黏結劑可為粉末材料提供適當的潤濕性 (wetting)、分散性(dispersion)、吸附性(adhesion)和流動性(fluidity),且須考 慮到經濟性、普遍性與環保問題等。黏結劑過多或過少均會使混練效果變 差,圖2.1 所示為陶瓷粉末與黏結劑間混合情形 [35]。理想的主要黏結劑包 含下列幾項特性[21][35][36]: 1. 材料及流動特性
(1)吸濕性及揮發性低(less-hygroscopic & less-volatile)。 (2)分子鏈短,不易造成粉粒配向(orientation)的問題。 (3)低降服值(low yield point)。
(4)低熱膨脹係數及高熱傳導係數。 (5)冷卻後可賦予生胚一定強度。 (6)黏度低及流動性佳,通常在玻璃轉移點 Tg以上便能產生 適當的成形黏度,且黏度不隨溫度劇烈變化而改變。 2. 與粉體的交互作用 (1)與粉體具有低接觸角,且潤濕作用佳,吸附性良好。 (2)混練及成形時,能維持穩定的品質。 (3)與其他混合物相容性佳。 3. 脫脂特性 (1)由多種不同成份的聚合物來組成,以增加融點的範圍。 (2)脫脂分解不具腐蝕及毒性。 (3)脫脂後的殘留應力小。
(4)脫脂溫度高於混練及成形溫度(熱脫脂適用)。
而黏結劑的種類可分為(a)熱塑性聚合物(thermoplastic polymer)─如聚 烯烴(聚乙烯,聚丙烯)、丙烯酸樹脂(聚酯樹脂)、蠟(石蠟)等;(b)熱固性聚合 物(thermosetting polymer)─如丙烯酸單體、異丁烯酸樹脂等;(c)水溶性聚合 物(water soluble polyer)─如 PVA、PEG、甲基纖維素等;(d)成膠物(Gels)─ 如瓊脂等不同物性結構之高分子。 2-2-3 混練的影響 混練機分為V 型混料機、錐形混料機、酒桶式混料機、螺旋水平旋轉 混料機等不同形式的機種。根據混料的性質,混料方式也分為乾混和濕混, 而濕混使用的介質條件:不與物料發生化學反應、沸點低易揮發、無毒性, 如酒精、汽油或丙酮等。 混練期間,粉末與黏結劑是否混合均勻,有以下的因素有關: (1)混練機的形式。 (2)混練機的內部容積、材質、內層表面狀況。 (3)粉末與混練機內部容積間之比。 (4)混練機的迴轉數。 (5)混練時間。 (6)混練氣體及溼度、溫度。 (7)是否有不純物或混合粉混入其中。 有關這些影響因素,須有系統地研究其適切的對策以進行混合處理[37]。
2-3 射出成形(Injection Molding) 粉末射出成形機的種類大致上可分為柱塞式及螺桿式。而陶瓷混合物 料的射出成形與高分子的射出成形原理相同,可藉由改變成形參數(如:料 溫、模溫、射壓及射速等)以得到最佳成形成形條件,則一般的射出成形步 驟如下: 1.完成閉模動作並將造粒後的物料置於料管並加熱至軟化。 2.驅動油壓系統帶動螺桿或柱塞,以擠壓軟化的材料。 3.充填,物料經流道、澆道及澆口而注入模穴中。 4.保壓及冷卻動作的執行。 5.退出擠桿及開模、脫模。 6.以頂出裝置將生胚取出。 2-4 脫脂(Debinding) 成形過後將進行生胚的脫脂,其目的在於去除生胚裡的黏結劑成分, 主要有熱脫脂(Thermal debinding)和溶劑脫脂(Solvent debinding) 兩種方 法。熱脫脂的原理是利用加熱方式讓材料中的黏結劑到達軟化溫度(依選用 的高分子材料為其融點或玻璃轉移點),而使得黏結劑因重力所產生的剪應 力及溫度所產生的熱梯度效應,以液態或氣態的方式從陶瓷生胚中釋出。 通常採用緩慢升溫方式,以避免黏結劑因急劇揮發而對生胚造成缺陷產 生,如圖2.2 所示 [29],但也相對的延長整個製程所花的時間。而溶劑脫脂 的原理是利用化學溶劑在室溫或高溫之下,將主要的黏結劑萃出並溶解, 為了讓胚體強度保持一定而不致使生胚塌陷,在選用溶劑必須不能與次黏 結劑起反應。溶劑脫脂的優點在於提供一較有效率的脫脂方法,但溶劑與 高分子黏結劑初期的反應劇烈,也易造成缺陷的存在[38],因此本研究使 用熱脫脂來減少缺陷的產生。
2-5 燒結(Sintering) 燒結是在高溫環境中,促使脫脂後胚體內部的陶瓷分子能做緊密的結 合(bonding),以得到緻密的燒結體,使其強度及密度提高。燒結過程是一 系列的物理化學變化,先是水分或有機物的蒸發和揮發,吸附氣體的排除, 應力的消除,粉體分子表面氧化物的還原,隨之是顆粒間發生原子擴散, 黏性流動和塑性流動,顆粒間的接觸面積大,使得孔隙變小、胚體收縮及 密度變大,而後造成晶粒成長,直到緻密化的過程到達一個極限[16]。圖 2.3(a)所示為燒結過程中粉體分子間的變化情形,其中可以發現分子之間接 觸的地方會出現如圖2.3(b)所示的頸狀結構 [35]。燒結過後的成形品的品質 會受到粉體本身特性(粒徑大小、粒徑分布等)、脫脂過程是否將黏結劑去除 完全及燒結時的環境(溫度、時間、大氣、壓力因素)所影響。一般來說,較 微小的粉末顆粒在較高壓的環境下燒結會得到較均勻的燒結體。 圖 2.1 陶瓷粉末與黏結劑之混合[29]
圖 2.2 脫脂過程可能產生的缺陷[29]
(a) (b)
第三章 扁平狀陶瓷件射出成形的收縮特性實驗
3-1 實驗目的與規劃 3-1-1 實驗目的 本實驗目的在於了解不同幾何形狀(如平板型、具有銷孔及 L 型)成形 後所獲得的陶瓷胚體在成形、脫脂及燒結各階段的尺寸收縮特性,並觀察 各階段所形成的缺陷。從不同的黏結劑配方與粉末混合體積比及不同的成 形條件進行收縮的量測,來探討易產生殘留應力的銷孔型及L 型(90o彎角 形狀)的扁平板狀的陶瓷元件之收縮特性,尋找出對此收縮特性影響較小且 機械強度足夠的適當配方。最後,並試圖找出可以解決收縮及一些缺陷問 題的方針。 3-1-2 實驗規劃 本實驗依照陶瓷材料的混練、成形、脫脂及燒結等步驟進行。在混練 方面,根據各黏結劑材料的性質並量測其黏度性質,攪練多種黏結劑配方 及其與粉末不同比例的組合,並進行流變特性比較。續而以一定的成形條 件探討在不同幾何形狀模具的收縮特性,其次在針對不同成形條件下成 形,來歸納出成形參數的影響。最後,根據各種材料的TGA 分析與文獻, 試圖找出最佳的脫脂及燒結條件。實驗結果中,將分別列出成形階段、脫 脂階段與燒結階段的收縮分布情形及缺陷形成的觀察結果,以及量測燒結 體之體密度,並測試一些機械強度,如硬度、三點彎曲試驗,而圖3.1 所示 為實驗程序圖。3-2 實驗材料與實驗裝置 3-2-1 實驗材料
實驗材料包括陶瓷粉末及黏結劑。陶瓷粉末為氧化鋯ZrO2,燒結密度 為6.06,粉末平均粒度為 0.35μm,詳細的規格說明請見表 3.1。在黏結劑 方面,包括石蠟(paraffin wax)、硬脂酸(stearic acid)、低密度聚乙烯(LDPE)、 低分子量聚乙烯(LMPE)、低分子量聚丙烯(LMPP)、聚苯乙烯(PS)、苯二甲 酸二乙酯(DEP),其各別特性如下所述。 1.石蠟:其功能當作次黏結劑。由石油提煉出的一種聚合物,分子大小分佈 範圍廣,實驗用的石蠟的熔點溫度介於 68~70oC,具有低融點、分子鏈短、 良好潤濕性及低黏滯度等特點,其功能為次黏結劑。在作為黏結劑的考量 上,因其密度低會使得成形時不能均勻分佈以及塑性能力差,且其融點分 佈範圍狹小造成加熱、冷卻過程不易控制,容易造成應力分佈不均及脫脂 時成形品的塌陷、凹陷和扭曲等缺陷發生,因此,通常會再選用其他的高 分子聚合物和硬脂酸等添加劑來改善,其詳細規格如表3.3。 2.硬脂酸:其功能為潤滑及界面活化作用。實驗用的硬脂酸的融點溫度介於 68~71oC。在黏結劑中,扮演著輔助潤滑的角色,且有助於攪拌(dispersion) 及搓合高分子聚合物、石蠟與粉體在混練過程中彼此之間的凝聚作用 (cohesion)。在成形過程中,具有降低陶瓷混體表面的降服應力及黏滯度, 改善粉體的流動特性,並減少粉體與射出料管所產生的鐵屑污染、幫助成 形品脫模等特性。在熱脫脂過程中,則可緩和黏結劑收熱分解的速率,以 減少脫脂後成形品的缺陷,其詳細規格如表3.3。 3.低密度聚乙烯、低分子量聚乙烯、低分子量聚丙烯、聚苯乙烯:其功能當 作主黏結劑。補石蠟特性上的不足,增加混料的熔點範圍,且黏結粉末、 提供塑性及維持生胚強度,其詳細的相關特性請見表3.2。 4.苯二甲酸二乙酯:其功能當作可塑劑。實驗用的苯二甲酸二乙酯的沸點溫 度為296oC,其為低揮發性,且能與其它成份均勻混合,以增加塑料之流 動性,其詳細規格如表3.3。
3-2-2 實驗設備
1.混練裝置(如圖 3.2):本實驗室所採用的混練裝置本體主要是委託巨剛企 業股份有限公司製作,為螺桿式的攪拌裝置。料管外圍套有四片加熱環 (heater),並以日本 OMRON 公司所生產的 E5CK 和 E5AX 型溫度控制器 自我組裝來做四段式的溫度控制,驅動裝置為油壓馬達,詳細規格見表 3.4。 2.射出成形機台(如圖 3.3):本實驗所用的成形機為日製桌上型手動射出成 形機,型號 HS-06,功率 200W,具有 20 噸的鎖模力,最大射出容量可達 7c.c.,可適合低速、低壓的成形要求。另外,利用射出機本身附隨的溫度 控制器及自製溫度控制器,可作料溫及模溫的控制,以及加裝油壓系統、 壓力傳送器與電子式位移計(需外加訊號轉換器),再經由數據擷取盒的擷 取數據,進而得知控制壓力及推桿速度,其詳細規格見表3.4。 3.模具設計:成形實驗中所用的射出模具其澆口、澆道為藍志隆學長所設計 [38],而流道、模穴的形狀和尺寸則是依據本研究的需求所設計,如圖 3.4 所示。模仁方面則是設計為平板型、銷孔型適用的模仁,以及L型適用的 模仁,其各設計分別如圖3.5(a)、(b)所示。 4.脫脂爐及燒結爐:脫脂實驗使用德國 Nabertherm 製的熱風循環電氣高溫 爐(C40 溫度控制器),型號 N30/85HA,使用瓦特數 5.5KW,溫度上限為 850oC(如圖 3.6)。燒結實驗使用德國 Nabertherm 製的落地式超高溫電氣高 溫爐(C42 溫度控制器),型號 NHT16/17,使用瓦特數 12KW,溫度上限為 1750oC(如圖 3.7)。 5.流變儀(如圖 3.8):本實驗量測各材料的流變特性的流變儀是美國 Dynisco 的子公司KAYENESS 所製造,型號 D6052M-115,使用電壓 115Volts,可 量測各材料的剪黏度對剪應變率及剪應力對剪應變率等關係。 6.精密天平(如圖 3.9):本實驗所使用的是系上材料物性與形成實驗室的瑞
限公司製造,型號FM-700,其壓痕器為金剛石正方形椎(夾角為 136o), 以固定的試驗荷重(例如:300gf)並保持荷重時間(例如:15 秒),在計測硬 度上則利用顯微鏡來量測待測物上壓痕之對角線,並自動量測出的硬度 Hv,且可自動轉換為想表示的硬度值(例如:HRC),其詳細規格為表 3.5。 8.TGA 熱重分析儀:本實驗委託本校材料系分析,所使用的機台為 TA Instruments 所製造,型號 TGA Q500。其能準確地測量物質的變化及變化 的速率,用來確定材料的分解溫度、分解速率和熱穩定性,進而決定最理 想的脫脂升溫速率,以確保生胚產生缺陷的機率降至最低。 9.量測儀器(如圖 3.11&圖 3.13):具有精確度為 0.01mm 螺旋刻度計之 X、Y 兩方向定位的CCD 顯微鏡來量測生胚的尺寸,且使用精確度亦為 0.01mm 數位游標尺來量測燒結體的尺寸,進而算出各方向的收縮率和體積收縮 率。 10.三點彎曲測試機(如圖 3.14&圖 3.15):本實驗所使用機台是系上複合材料 結構實驗室的電腦伺服控制材料試驗機(弘達儀器股份有限公司),再由電 腦記錄下壓的位移量與負荷量所回饋的資料,可得知破斷時的最大荷重。 3-3 實驗方法 在實驗方法中主要分為二個部份。第一部份為預備實驗,包括了黏結 劑各成份的黏度測試與熱重分析、材料的混練、成形實驗參數的初步掌握 及熱脫脂、燒結的測試,初步了解各配方對每階段是否有缺陷與收縮率大 小,並與日本某公司所調配的配方作比較,以利後續實驗的進行。第二部 份為平板型、有銷孔型及L 型成品收縮特性的研究,且進一步探討成形條 件(陶瓷粉末體積比、射速與射壓、料溫及模具溫度等)對收縮分佈的影響。 3-3-1 配製陶瓷粉末與黏結劑 為了提高成形後的生胚強度及密度,並考慮在燒結過後的收縮率,必 須提高陶瓷粉末在整個混練過程中的比例,但需要了解粉末特性在混練設 備中是否容易混練,所以本實驗以陶瓷粉末與各種黏結劑配方系統體積比
為52:48 及 50:50 分別進行混練,其配方為表 3.6。混練過程中的溫度設 定依配方不同分別為140-140-140-160oC 和 140-175-200-200oC,材料都重複 混練2 次,使其中的陶瓷粉末與黏結劑混合均勻,置於研缽中,經人工以 刀切及搗杵方式造粒。 3-3-2 基本流路充填實驗參數的選定 在進行基本流路充填實驗中,將探討陶瓷成形材料在四種不同成形形 狀中的流動特性,並觀察材料對不同流路的充填情形,尤其是對於應力集 中處作觀察,且必須掌握適當頂出程序與參數。在預備實驗中,利用模具 溫度控制系統調查料溫、模溫與陶瓷結構成形性的關係,依材料配方不同 與成形結構的不同,試找出最佳的成形溫度條件及脫模效果,並觀察是否 能夠成形完整。 針對預備實驗的測試,找出最佳成形模溫為40oC,料溫則依各配方分 別為170、180、185 及 190oC。進一步探討射速及射壓的成形參數對不同流 路的填充情形,在後續的射出成形時,利用油壓缸推桿速度與缸內壓力的 設定分別藉著油壓系統中的流量閥及洩壓閥來作調整,而以數據擷取的方 式來取得數據,並據此換算為成形時的射出速度及射出壓力。實驗中以油 壓缸推桿進給至40~90mm 為最穩定時並擷取此段斜率當設定速度,以油壓 缸推桿結束進給時的最大壓力當設定壓力。 本實驗中油壓缸推桿的穩定速度設定條件為310、280、215mm/s,而 油壓缸內的壓力設定條件為40 及 30kgf/cm2。 3-3-3 脫脂條件的決定 將不同材料所成形的各種流路形狀生胚利用熱脫脂進行脫脂條件。根 據工業界使用的脫脂條件,再加上TGA 所分析出來的結果,進一步推算脫
的升溫速率到達450oC 並持溫 2hr,然後以 66.7oC/hr 的降溫速率降至 50oC, 總共歷經約88hr,如圖 3.16。 3-3-4 燒結條件的決定 脫脂完成後所進行的燒結實驗主要是去除陶瓷生胚內殘留的黏結劑成 分並完成陶瓷胚體的緻密化。實驗中所用的高溫燒結爐是由系上購置的, 其最高溫度可達1750oC。本研究的燒結條件先是預設一個升溫曲線,再根 據工業界使用的燒結條件設定一個升溫曲線,如圖3.17(a),觀察成品表面 缺陷及量測收縮率比較,進而決定出燒結條件為後者。其升溫曲線分別以 267oC/hr、100oC/hr、75oC/hr 的升溫速率到達 1450oC 並持溫 2hr,然後以 140oC/hr 的降溫速率降至 50oC,總共歷經約 24.5hr,整個燒結過程的溫度 控制曲線圖如圖3.17(b)中的曲線圖。 3-4 收縮量測與收縮百分比計算 3-4-1 收縮量測方法 將成形的生胚置於具有X、Y 兩方向定位的 CCD 顯微鏡平台上,再調 整好所需之放大倍數及焦距後,藉由調整X、Y 方向的刻度計來移動平台, 使待測物上的某一個角點與螢幕上的定位點切齊並盡量讓待測物的長度方 向與平台上的X 方向平行、寬度方向與平台上的 Y 方向平行。以成品之底 端為量測原點,沿著長度方向以0.01mm 為單位移動刻度計,量出待測物各 方向的尺寸變化,圖3.12 為收縮量測方法示意圖。而燒結後的燒結體尺寸 則以數位游標尺量測,且成品必須固定於桌面上,使數位游標尺能平行成 品的量測線,確保量測精確度。 此後依下述計算公式(3-1)求出長度、寬度及高度方向的線收縮百分 比,進而比較成形及燒結各階段長、寬、高之方向線收縮分布的收縮差異。 線收縮百分比=(△L/L)×100% (3-1) 上式中L 為模穴的尺寸,△L 為模穴尺寸與成品之差值。
3-4-2 收縮百分比的計算方法 1. 體積收縮與線收縮之理論公式: 如(3-2)~(3-4)式所示。GD 為燒結前生胚密度,TD 為材料理論密度, SD 為燒結後密度,V 為體積,L 為長度、寬度或高度,S 為燒結後 體積收縮比,△L/L 為線收縮比。 (V-△V)/V=[(L-△L)/L]3 (3-2) △V/V=(△L/L)3-3(△L/L)2+3(△L/L) =(GD/TD)-(SD-TD) (3-3) S=△V/V=1-[(L-△L)/L]3 (3-4) 2. 實際線收縮比的計算公式: 如(3-5)式所示。Wn為模穴之長度(或寬度、高度)方向尺寸,Ws為 燒結後長度(或寬度、高度)方向尺寸,S 為燒結後成品與模穴尺寸 的線收縮比。 S=(Wn-Ws)/Wn=1-(Ws/Wn) (3-5) /公式來源/參考學長何啟弘的碩士論文 [36] 3-5 熱重分析 委託本校材料所幫忙進行各黏結劑成分的熱重分析(TGA)。TGA 全名 是Thermogravimetric Analysis,用來分析對溫度上升會產生重量變化之物質 或反應的一種熱分析法。其作法是將幾毫克的樣本放在白金作的小皿裡, 置於儀器裡的微量天平上,然後慢慢加熱並紀錄重量對溫度的變化(本實驗 以10oC/min 升溫至 450oC 左右),再根據重量變化時的溫度和重量差來推想 和定量化學反應,再進一步,將擷取到的資料換算成溫度對重量損失百分 比的關係圖,其各黏結劑的TGA 分析如圖 3.18 及各配方的 TGA 分析如圖 3.19。
3-6 流變特性之量測 利用實驗室的毛細管流變儀量測高分子材料在熔體狀態的流變特性, 其工作原理為先將材料適量地添加至料筒並加熱,在料筒下方安裝一個定 規格的毛細管口模(本實驗是用直徑 0.762mm 及長度 25.4mm 的規格),溫度 穩定後,料筒上方的料桿在驅動馬達的帶動下,以ㄧ定速度或以ㄧ規律變 化的速度把材料從毛細孔口模擠製出來,在擠出的過程中,可以量測出下 壓的壓力,並結合已知的速度參數、口模規格、溫度參數,以及流變學模 型,進而計算出在不同剪應變率下熔體的剪切黏度及剪應力。而圖3.20 及 圖3.21 分別為主黏結劑之剪應變率對剪切黏度與剪應變率對剪應力的關係 圖。 3-7 密度分析 本實驗以阿基米德原理量測燒結體之體密度(Bulk Density),先量測樣 品在空氣中的重量W1,因燒結體表面孔洞很小,測量時必須小心清除樣品 表面吸附的氣泡,再浸泡少量除泡劑(如酒精等)作為防水處理,量測防水後 空氣中的重量W2,然後,直接置入自製的網鉤中並於水中測得其重量W3, 假設水的密度為1.00g/ml,由下列式子可計算得到燒結體之體密度: 燒結體之體密度=(W1×1)÷(W2-W3)。 3-8 硬度量測 維克氏硬度機原理是藉助槓桿方式,將一定之荷重,以金剛石正方形 錐(其對面夾角為 136o)為壓痕器,壓入試片表面,使之產生正方形之壓痕, 然後將所施加之荷重P 除以壓痕之表面積 A,即可得維克氏硬度值 Hv,即 Hv=P/A(kg/mm2)。亦可經推導可得 Hv=P/A=2Psin68o/d2=1.8544P/d2,而d 為 壓痕對角線之平均長度(mm)。 而實驗步驟則是先把試片固定於平行試驗台上,將顯微鏡焦點對準試 驗面並聚焦,使試片表面在接目鏡中清晰可見,然後決定荷重之大小(本實 驗為300gf),使壓痕器接近試驗面後,按下負荷鈕,經由油壓徐徐將荷重 施加於試片上,保持負荷時間(本實驗為 15sec),負荷時間結束自動將壓痕
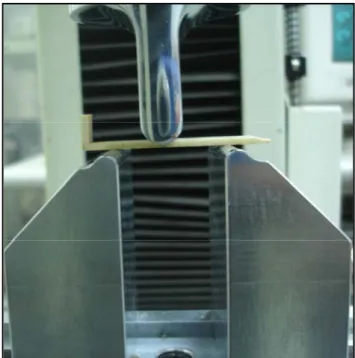
器上升,用計測顯微鏡以0.001mm 單位測定壓痕兩對角線之長度,自動求 兩對角線之平均長度,並換算成維克氏硬度值,亦可自動選取轉換其他硬 度值(本實驗換算為 HRC)。 3-9 三點彎曲試驗 根據ASTM 之 D790 規範的抗折測試方法的三點彎曲試驗,將試片置 於電腦伺服控制材料試驗機,其上方的負荷壓頭是直徑是16mm(規範規定 其半徑須為試片高度的4 倍),下方的兩個支撐體則是直徑為 6mm 且相距 32mm(規範規定其半徑須為試片高度的 1.5 倍,而相距距離須為試片高度的 6 倍),以荷重變換器(load cell)量測其最大承受荷重,再由電腦記錄下壓的 位移量與負荷量所回饋的資料,可得知破斷時的最大荷重,再經由下列公 式換算成能承受的應力值(單位由 N/m2再轉換為MPa)。 應力值 2 2 3 bd PL S = (單位:N/m2) P 為最大的承受負荷量(N);L 為支架兩點跨距(m); b 為試片截面之寬度(m);d 為試片截面之高度(m)。
圖3.1 實驗程序圖 文獻搜尋 調配配方 材料量測 與分析
混練
粉末與黏結劑比例 黏結劑成分 熱重分析 流變特性 TGA 流變儀 是否有缺陷 量測密度 硬度量測 長、寬、高之收縮率 彎曲強度測試 長、寬、高之收縮率 射出成形 脫脂 燒結 統計與研究討論 平板型 銷孔型 L型 L+銷孔型 是否有缺陷 尺寸量測 尺寸量測 維氏硬度計 三點彎曲測試 阿基米德原理圖3.2 混練裝置
圖 3.4 模具模板之設計圖
(b)組裝 L 型的模仁設計 圖3.5 模仁之設計圖
圖 3.7 燒結實驗使用的落地式超高溫電氣高溫爐
圖 3.11 CCD 顯微鏡
圖3.12 收縮量測方法示意圖
(a) 第一次脫脂曲線
(b) 第二次脫脂曲線
(c) 第三次脫脂曲線
(a) 第一次燒結曲線
(b) 第二次燒結曲線
圖3.18 各黏結劑成分的 TGA 分析圖
GPPS 之 shear rate vs shear stress
LMPE 之 shear rate vs shear stress
PA-G21 之 Shear Rate vs Shear Stress
PET 之 Shear Rate vs Shear Stress
圖3.20 各黏結劑之 Shear Rate vs Shear Stress
LDPE 之 shear rate vs shear viscosity
LMPP 之 Shear Rate vs Shear Viscosity
PMMA 之 Shear Rate vs Shear Viscosity
表3.1 氧化鋯陶瓷粉末特性
Properties data
Sintered density (g/cm3) 6.06 Average Particle diameter(μm)*1 0.35 Average Particle diameter(μm)*2 0.56 BET specific surface area(m2/g) 9.2
Bending strength(MPa) 1100 Fracture toughness(MN/m) 6 Hardness(GPa) 12.5 *1. Sedigraph 5100 *2. Microtrac 3000 表3.2 主黏結劑之各成份的特性 材料名稱 特性項目 LDPE LMPE LMPP PS 重覆單體 CH2=CH2 CH2=CH2 CH8=CH8 C6H5CH=CH2 融化溫度 Tm(oC) 104 109~118 164~170 131~165 製造商 台塑烯 TAISOX 三井化學 HI-WAX Eastman Chemical 高福化學 表 3.3 次黏結劑、潤滑劑與可塑劑 材料名稱 特性項目 石蠟 (Paraffin) 硬脂酸 (Stearic Acid) 苯二甲酸二乙酯 (DEP) 化學式 CnH2n+2 CH3(CH2)16COOH C12H14O4 融化溫度Tm(oC) 68~70oC 68~71oC 沸點296oC 製造商 和光純藥工 業株式會社 和光純藥工業株 式會社 東京化成工業株 式會社
表 3.4 實驗裝置規格總覽 裝置 項 目 混練裝置 射出成形機台 數據擷取系統 機體型號 &規格 無 (巨鋼企業) Hs-06,200W, 鎖模力20 噸, 射出量7c.c./shot GW insruNet 100 #iNet-100 (三聯科技) 作動方式 螺桿推進 推桿推進 驅動裝置 油壓馬達12rpm OMP315(Danfoss) 之前為手動 目前以油壓缸 d30mm×s100mm Pmax:70kgf/cm2 (ASHUN) 動力來源 油壓幫浦 PA2RD66 No 604 (NIHON SPINDLE MFC.CO,LTD-made in Japan) 之前為手動 目前以可變式輪葉 油壓幫浦 HVP-F-30-A3 (ASHUN) 溫控方式 四組式溫控器 (自製) 兩組式溫控器 (SHINKO SELLBIC CO.,LTD) & 兩組 式溫控器(自製) 加熱裝置 加熱環四片 220V/700W Φ68×L100mm 加熱棒四支 110V/200W Φ6 & Φ8×L80mm 感 測 裝 置 ●壓力傳送器 1.型號 PVL-200KD (KYOWA) 2.容量 200kgf/cm2 3.定格出力 4.998V 4.電源供應 DC12V/30mA ●電子式位移計須 外加訊號轉換器 1.型號 LTM200s (GEFRAN) 2.規格 LIN ± 0.05% R5KΩ
表 3.5 維克氏硬度機規格 規格項目 FM-700 實驗荷重 A type gf: 10 25 50 100 200 500 1000 荷重機構 自動負荷—保持—解除 方式 荷重負荷 速度50μm/sec 荷重保持時間 5~99sec 壓子→鏡頭切換機構 自動 鑽石壓子 標準:維克氏(HV)壓子 物鏡 標準:×50 & ×10 各一只 接眼目鏡 ×10 一只 型式 電子式 最大計測長 ×100 的場合:850μm / ×500 的場合:170μm 計測 顯微鏡 最小刻度 數字顯示:0.1μm(×500 場合) 型式 手動 尺寸 100×100mm 最大移動量 (X)25×(Y)25mm X-Y 載物台 最小刻度 1/100mm 精密夾鉗 最大長度 50mm CPU 搭載測定參數 HV.HK.HBS.HBW 及 Kc(破壞韌性值) 硬度換算機能 SAE(J-417b).ASTM(E-140)規定換算值 /資料來源/台灣中澤股份有限公司(Taiwan Nakazawa co., Ltd.)
表 3.6 陶瓷粉末與黏結劑之比例配方 配方Z1 (50-50) 配方Z1 (52-48) 配方Z2 (50-50) 配方Z2 (52-48) 配方Z3 (50-50) 配方Z3’ (50-50) 配方Z5 (50-50) 配方Z6 (50-50) 陶瓷粉末與黏結劑 比例配方 體積 比(%) 重量 (g) 體積 比(%) 重量 (g) 體積 比(%) 重量 (g) 體積 比(%) 重量 (g) 體積 比(%) 重量 (g) 體積 比(%) 重量 (g) 體積 比(%) 重量 (g) 體積 比(%) 重量 (g) 氧化鋯粉 50 909 52 985 50 606 52 657 50 909 50 606 50 606 50 758 LDPE 34.7 34.7 23.1 23.1 - - - - LMPE 36.6 36.6 - - 35.9 23.1 23.1 14.6 LMPP 33.6 33.6 44.8 44.8 34.8 22.4 22.4 14.2 PS - - - - 37.0 23.9 - - 石蠟 20.5 20.5 13.7 13.7 20.5 13.7 13.7 17.1 硬脂酸 13.7 13.7 9.13 9.13 13.7 9.13 9.13 11.4 DEP - - - - 2.8 - 2.8 6.5 PA-G21 - - - - - 33.2 黏 結 劑 50 48 50 48 50 50 50 50 45
/試藥之熔化溫度/ LDPE:熔化溫度 104oC LMPE:熔化溫度 109~118oC LMPP:熔化溫度 164~170oC PS:熔化溫度 131~165oC 石蠟:熔化溫度 68~70oC 硬脂酸:熔化溫度 68~70oC DEP:沸點溫度 296oC PA-G21:玻璃轉化溫度 125oC,加工溫度 245~265oC PMMA:熔化溫度 240~250oC PET:熔化溫度 255~256oC
第四章 實驗結果與討論
4-1 各階段製程之結果 本研究探討平板型、銷孔型、L 型(90o彎角形狀)及銷孔與 L 型之綜合 體的陶瓷元件的收縮特性,包括射出、脫脂及燒結過程的操控參數的影響。 先以平板型之成品嘗試找出最佳的成形溫度參數、脫脂及燒結條件,再以 銷孔型、L 型及 L+銷孔型的成形參數上,控制油壓系統來改變射速及射壓, 試找出最佳的成形條件;同時以日本某公司的材料配方作為對照組,分別 調查各種材料配方的成形可能性與各階段之缺陷發生狀況,並以CCD 顯微 鏡及數位游標尺進行收縮率量測,進一步探討各配方的收縮特性,以及分 別量測出密度、硬度和三點彎曲強度,試找出成形中的關鍵特性,並期找 出最佳的配方。 4-1-1 各階段製程之成品及其缺陷 (1)射出成形階段︰ 針對自行混練的六種配方及對照組配方,依各自最佳的料溫及模溫 條件,分別進行四種不同成形狀的成形,並觀察是否有缺陷。以下為結果 的統整︰ 形狀 配方 平板型 銷孔型 L 型 L+銷孔型 廠商(50-50) ○ ○ ○ ○ Z1(50-50) ○ ○ X X Z1(52-48) ○ ○ X X Z2(50-50) ○ ○ ○ ○ Z2(52-48) ○ ○ X X在第一階段則先以手動操作射出平板型生胚,試找出最適當的料溫 與模溫,以確保所調配的混料足以成形,第二階段再控制射壓、射速及料 溫(如表 4.1 各形狀生胚之成形參數情形),而最佳模溫皆控制在 40oC,來改 善第一階段生胚產生的缺陷,並了解各配方成形收縮率之情況,而表4.2 為 各配方進行射出成形後的生胚。 此階段以手動射出的平板型生胚,缺陷多半為斷裂與短射且生胚表 面有些許裂痕的情況,其原因可能為模溫太低、射壓不穩定所導致;而銷 孔型生胚在成形中的頂出步驟因模溫較低使生胚不易脫離模具而導致斷 裂;L 型及 L+銷孔型因模具的幾何形狀(應力集中的影響)、模溫過低及配 方本身的特性(不ㄧ致收縮率的影響)所造成斷裂,而表 4.3 為射出階段產生 的缺陷並提出解決方法。 (2)脫脂階段︰ 將射出成形的生胚置於熱風循環電氣高溫爐進行脫脂,再從脫脂後 產生的缺陷及燒結後可能的缺陷,並根據TGA 分析過後的溫度曲線,來改 變脫脂過程的升溫速率來調整升溫速率,使成品的裂痕及翹曲之缺陷減至 最低,而表4.4 為配方之脫脂後的半成品。 此階段的缺陷多半因半成品上方有風的流通,溫度較低使收縮率較 小,下方則面積完全接觸托盤,溫度較高使收縮率較大,導致收縮率不同 而產生翹曲現象,有時也會出現裂痕;此外,因脫脂爐為熱風循環式的高 溫爐,其排氣速率比吹風口之進氣速率慢,而無法快速帶走殘餘焦碳(char), 而附著在背風口表面上,會呈現一些黑黑的斑點,而表4.5 為脫脂階段產生 的缺陷並提出解決方法。 (3)燒結階段︰ 將脫脂後的半成品另置於落地式超高溫電氣高溫爐進行燒結,再從 燒結後產生的缺陷來調整升溫條件,嘗試使成品缺陷減至最低,而表4.6 為 各配方之燒結後的成品。 此階段的缺陷多半各種配方會有特殊的顏色,且有些含有金屬的小 白斑點及脫脂後留下來的黃褐色斑點的殘餘焦碳;而含有銷孔的成品,由 於銷棒阻礙混料流動行進方向,而產生一些不規則流動,造成粉粒配向在
此處有所改變,在銷孔處之寬度方向呈現收縮率些微變大,以及有些成品 有細微的流痕且其中間略為凹陷的現象,有些則是在成品端部附近有小裂 痕的情形,有些則有翹曲的現象;L 型 90o彎角處也略往內彎,由於粉末顆 粒定向及收縮率不一樣的影響而導致此情況,且由於脫脂爐排氣速率比吹 風口之進氣速率慢,而無法快速帶走殘餘焦碳,在90o彎角內側有殘留焦炭 集中;L+銷孔型之成品,皆有銷孔型及 L 型成品的缺陷存在,而表 4.7 為 燒結階段產生的缺陷和可能的解決方法。但由於儀器的有限功能而無法完 全改善燒結完的成品顏色差異及表面上的斑點。 4-1-2 收縮率的結果與分析 本實驗將射出成形的生胚及燒結後的成品於CCD 顯微鏡及數位游標 尺量測各方向的尺寸,並與模穴尺寸比較,其中寬度與高度方向的收縮率 是從澆口到端部分三或六個位置量測,將量測結果利用公式(3.1)求出線收 縮率,並進行統計與結果分析如表4.8,再將燒結後成品的三方向線收縮率 利用下述公式(4.1)算出理論體積收縮率,分析統計於表 4.9。而由於脫脂後 的半成品很容易脆裂,故不量測此階段的尺寸收縮。 S=△V/V=1-[(L-△L)/L]3≒1-S1S2S3 (4.1) V 為模具總體積;△V 為製品實際量測體積 L 為模具長度量;△L 為製品實際量測長度 S 為理論體積收縮率; S1=長度方向之線收縮率 S2=寬度方向之線收縮率;S3=高度方向之線收縮率 其分析結果,提出以下幾點:
2.由 L 型、銷孔型及 L+銷孔型生胚的收縮率統計圖,可知射速越小, 收縮率有越來越小的趨勢,且寬度方向的收縮率更平均;而在L+銷孔型的 收縮統計圖可知射壓越大,收縮率也有越來越小的趨勢。 3.由 L 型生胚之寬度方向收縮率統計圖,可知收縮率從澆口至下端部 略微線性增加,表示混料受剪切作用而導致粉末流至下端部越少;但在 L+ 銷孔型生胚的寬度收縮統計圖可知在銷孔附近的收縮率略微平均,與L 型 的略微線性增加有點不同,因銷孔處在成形時,銷棒阻礙混料前進而造成 一些擾流,而造成此現象。 (2)燒結階段 1.依粉粒配向理論而言,寬度方向的線收縮率應該比長度方向的線收 縮大,但由各形狀燒結成品的線收縮率結果,得知寬度方向的平均線收縮 率比長度方向的平均線收縮率略小,推測流動造成剪切作用及長度對寬度 的比值約有6.5,故剪切作用受阻礙物使得前半段粉粒配向則垂直混料前進 方向,而造成燒結後與理論的差異(如圖 4.1 粉粒配向示意圖)。 2.與對照組做收縮率比較時,Z2(50-50)在射出成形後的生胚收縮率略 大一些,而在燒結後的成品線收縮率及體積收縮率卻比對照組佳(小),其原 因應該是於脫脂、燒結過程中,對照組之材料成份較能均勻地使氧化鋯粉 末緻密化,從TGA 熱重分析上亦可得知。 3.由銷孔型及 L+銷孔型燒結體的寬度方向收縮率統計圖,可知射速越 小,造成銷孔後半段的收縮率有趨緩的情形,因剪切力作用隨射速越小影 響就越小;但在L+銷孔型的 90o彎角過後收縮率又因流動方向急速轉彎, 造成再次的剪切作用及粉粒配向影響,導致收縮率又逐漸增加。 4.L+銷孔型燒結體的收縮率統計圖與射出生胚的收縮率統計圖一樣, 皆可知射壓越大,收縮率越小,因保壓壓力較大,以較大的壓力下持續填 壓,使混料於模穴中更為緊密結合。
4-2 密度的量測結果 根據阿基米德原理再自行架設一套量測系統,並假設水的密度為 1.00g/ml,量測出每個形狀之各種配方的密度值,其密度量測的結果記錄於 表4.10。而數據顯示對照組的密度比自行混練的配方都還要大,故可知對 照組的生胚經脫脂、燒結過程後會較為緻密,亦與體積收縮率相符合。 4-3 硬度的量測結果 本實驗利用系上的維氏硬度計將燒結後的燒結體分三個位置做硬度測 試,以負荷300gf 和時間維持 15 秒作測試,其硬度量測的結果記錄於表 4.10。而數據顯示出銷孔前、後端的硬度有些規律性,銷孔型的銷孔前端硬 度大於銷孔後端,而L+銷孔型則反之,亦可得知銷棒會阻礙混料的前進, 使粉末會蓄積在銷孔前端,而 L+銷孔型則是成形充填保壓期間,仍有空間 持續帶動積蓄於銷孔前端的粉末前進,故後端硬度會變大。 4-4 三點彎曲測試結果 利用系上複合材料結構實驗室電腦伺服控制材料試驗機,再根據 ASTM D790 之測試規範,量測出每個形狀之各種配方之最大承受荷重病換 算成能承受的最大應力值,其量測出的結果記錄於表5.11。而數據顯示, 平板型的對照組所能承受的應力值約為配方Z2(50-50)的燒結體 3 倍;L 型 的測試結果則射速越小,能承受應力值越大;銷孔型測試結果,可知具有 銷孔的測試結果能承受負荷皆小於沒有銷孔的燒結體,但此能承受的應力 值卻反之,且射速為280mm/s 會有較佳的抗彎強度;另外,L+銷孔型測試 結果,可知射壓越大,能承受應力值越小。由上述亦可得知,收縮率與緻 密度關係可直接反應於抗彎強度,但有銷孔形狀的燒結體則較無直接關 係,而是射速適中為最佳。
圖4.1 粉粒配向示意圖 流動方向由左而右 長度方向收縮率小 寬度方向收縮率大 寬度方向收縮率小 長度方向收縮率大 (a)方形試片 (b)長形銷孔試片 小 中 大 粉粒配向因阻礙而改變之區域
表 4.1 各形狀生胚之成形參數情形 平板型 廠商 (50-50) Z1 (50-50) Z1 (52-48) Z2 (50-50) Z2 (52-48) Z3’ (50-50) Z3 (50-50) 材料 壓力(流量) 料溫 170oC 料溫 170oC 料溫 170oC 料溫 180oC 料溫 185oC 料溫 190oC 料溫 190oC 手動射出 OK OK OK OK OK OK OK 銷孔型(模溫 40oC) 30kgf (大:315mm/s) OK OK OK OK OK OK 短射 30kgf (中:300mm/s) OK OK OK OK OK 斷裂 斷裂 30kgf (小:215mm/s) OK OK OK OK 短射 斷裂 短射 L 型(模溫 40oC) 30kgf(大) 310mm/s - 斷裂 斷裂 OK 斷裂 斷裂 斷裂 30kgf(中) 280mm/s - 斷裂 斷裂 OK 斷裂 斷裂 斷裂 30kgf(小) 215mm/s OK 斷裂 斷裂 OK 斷裂 斷裂 斷裂 L+銷孔型(模溫 40oC) 30kgf(大) 310mm/s OK 斷裂 斷裂 OK 斷裂 斷裂 斷裂 30kgf(中) 280mm/s OK 斷裂 斷裂 OK 短射 斷裂 斷裂 30kgf(小) 215mm/s OK 斷裂 斷裂 短射 斷裂& 短射 斷裂 斷裂 40kgf(大) 310mm/s - - - OK - - - 40kgf(中)
表4.2 各配方射出成形後之生胚 形狀 配方 平板型 銷孔型 對照組 Z1(50-50) Z1(52-48) Z2(50-50)
Z2(52-48) Z3’(50-50) Z3(50-50) 形狀 配方 L 型 銷孔+L 型
Z1(50-50) Z1(52-48) Z2(50-50) Z2(52-48) 斷裂 斷裂 斷裂 斷裂 斷裂 斷裂
Z3’(50-50) Z3(50-50) 表 4.3 射出成形之缺陷與改善方法 缺陷 解決方法 平板型 如左圖,其缺陷有斷裂與 短射且生胚表面有些許裂 痕的情況,其原因可能為 模溫太低、射壓不穩定所 導致。故以提高模溫至 40oC,且目前已架設油壓 取代手動為主要動力來 源,來穩定射壓與射速, 斷裂 表面裂痕 短射 斷裂 斷裂 斷裂 斷裂
銷孔型 如左圖,其缺陷會於成形 中的頂出步驟因模溫較低 使生胚不易脫離模具而導 致斷裂。故提高模溫且將 中間的銷棒先行取出,再 小心頂出生胚。 L 型 如左圖,其斷裂缺陷因模 具的幾何形狀(應力集中的 影響)、模溫過低及配方本 身的特性(收縮率的影響) 所造成。以提高模溫至 40oC 為最佳成形溫度,以 及調配較易成形的配方, 來降低收縮率的影響。 銷孔+L 型 如左圖,其斷裂與短射缺 陷因模具的幾何形狀(應力 集中的影響)、模溫過低及 配方本身的特性(收縮率的 影響)所造成。以提高模溫 至40oC 為最佳成形溫度, 來降低收縮率的影響。 斷裂 90o 轉角處斷裂 斷裂 90o 轉角處斷裂 斷裂
表 4.4 各配方脫脂後之半成品 形狀 配方 平板型 銷孔型 對照組 Z1(50-50) 90o 轉角處斷裂 且有短射情況
Z2(50-50)
Z2(52-48)
Z3’(50-50)
Z3(50-50) 因射出成形失敗,則無再 繼續進行脫脂階段。
形狀 配方 L 型 銷孔+L 型 對照組 Z1(50-50) 因射出成形失敗,則無再 繼續進行脫脂階段。 因射出成形失敗,則無再 繼續進行脫脂階段。 Z1(52-48) 因射出成形失敗,則無再 繼續進行脫脂階段。 因射出成形失敗,則無再 繼續進行脫脂階段。 Z2(50-50) Z2(52-48) 因射出成形失敗,則無再 繼續進行脫脂階段。 因射出成形失敗,則無再 繼續進行脫脂階段。 Z3’(50-50) 因射出成形失敗,則無再 繼續進行脫脂階段。 因射出成形失敗,則無再 繼續進行脫脂階段。 Z3(50-50) 因射出成形失敗,則無再 繼續進行脫脂階段。 因射出成形失敗,則無再 繼續進行脫脂階段。
表 4.5 脫脂之缺陷與改善方法 缺陷 解決方法 平板型 銷孔型 L 型 銷孔+L 型 如左圖,經脫脂後,四種 不同半成品的缺陷如下 述: (1)因收縮率不同產生翹曲 現象(因上層有風的流通, 溫度較低使收縮率較小; 而下層面積完全接觸托 盤,溫度較高使收縮率較 大),有時會有裂痕出現。 因此,根據各種材料的 TGA 分析,將幾段升溫速 率降低,此兩者現象已改 善良多。 (2)因脫脂爐為熱風循環式 的高溫爐,其排氣速率比 吹風口之進氣速率慢,而 無法快速帶走殘餘焦碳 (char),而附著在背風口表 面上,會呈現一些黑黑的 斑點。故加裝抽氣裝置來 加速抽風速率,但礙於設 備的排氣孔太小,而無法 完全改善。 裂痕 翹曲 翹曲 翹曲 翹曲 & 殘餘焦碳
表4.6 各配方燒結後之成品 形狀 配方 平板型 銷孔型 對照組 Z1(50-50) Z1(52-48)
Z2(52-48) Z3’(50-50) Z3(50-50) 因射出成形失敗,則無再 繼續進行脫脂、燒結階段。 形狀 配方 L 型 銷孔+L 型 對照組
Z1(50-50) 因射出成形失敗,則無再 繼續進行脫脂、燒結階段。 因射出成形失敗,則無再 繼續進行脫脂、燒結階段。 Z1(52-48) 因射出成形失敗,則無再 繼續進行脫脂、燒結階段。 因射出成形失敗,則無再 繼續進行脫脂、燒結階段。 Z2(50-50) Z2(52-48) 因射出成形失敗,則無再 繼續進行脫脂、燒結階段。 因射出成形失敗,則無再 繼續進行脫脂、燒結階段。 Z3’(50-50) 因射出成形失敗,則無再 繼續進行脫脂、燒結階段。 因射出成形失敗,則無再 繼續進行脫脂、燒結階段。 Z3(50-50) 因射出成形失敗,則無再 繼續進行脫脂、燒結階段。 因射出成形失敗,則無再 繼續進行脫脂、燒結階段。
表 4.7 燒結之缺陷與改善方法 缺陷 解決方法 平板型 銷孔型 如左圖,將燒結後,四種 不同形狀成品的缺陷如下 述: (1)各種配方會有特殊的顏 色,且有些含有金屬的小 白斑點及黃褐色斑點的殘 餘焦碳。故在混練及射出 時 , 要 盡 量 避 免 原 料 污 染;而在脫脂時,嘗試改 變擺設方式,儘可能使焦 碳不附著於表面。 (2)含有銷孔的成品,在銷 孔處之寬度方向呈現收縮 率略微變大,可由燒結後 之寬度收縮率統計觀察出 來。以及有些成品有細微 的流痕且其中間略為凹陷 的現象;有些成品則在端 部附近有小裂痕的現象; 有 些 成 品 則 有 翹 曲 的 現 象,初步研判是由於銷棒 阻礙混料流動行進方向, 而產生一些不規則流動, 造成粉粒配向在此處有所 改變,而造成一些小缺陷。 顏色差異 白色斑點 此處收縮率較大 燒結後有細微的流痕 及其中間略為凹陷 流動方向 小裂痕 許多黃褐色斑 點的殘餘焦碳
L 型 銷孔+L 型 (3)L 型 90o 彎角處也略往 內彎,由於粉末顆粒定向 及收縮率不一樣的影響而 導致這情況。且在 90o彎角 內側有殘留焦炭集中的情 形,因脫脂爐為熱風循環 式的高溫爐,其排氣速率 比吹風口之進氣速率慢, 而無法快速帶走殘餘焦碳 (char)。 (4)L+銷孔型之成品,皆有 以上銷孔型及 L 型成品的 缺陷存在。 90o 彎角處稍微內彎 黃褐色斑點 翹曲 此處殘餘焦碳集中


![圖 2.2 脫脂過程可能產生的缺陷[29]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8227242.170783/25.892.193.753.113.468/圖22脫脂過程可能產生的缺陷29.webp)