行政院國家科學委員會專題研究計畫 成果報告
精密剪斷之破斷面實驗
計畫類別: 個別型計畫 計畫編號: NSC92-2212-E-009-028- 執行期間: 92 年 08 月 01 日至 93 年 07 月 31 日 執行單位: 國立交通大學機械工程學系 計畫主持人: 徐瑞坤 計畫參與人員: 陳鈞源、陳皇州 報告類型: 精簡報告 處理方式: 本計畫可公開查詢中 華 民 國 93 年 11 月 1 日
一、中英文摘要 在精密剪斷加工的過程中,加工參數的設定是影響剪斷面之斷面品質關鍵。然而,影 響剪斷加工製品斷面品質的參數有許多個,主要包括機具設備、材料性質與厚度、沖頭-沖 模間隙、沖頭-沖模刀刃的鈍銳、壓板種類與荷重、逆壓料板壓力、潤滑劑之性質等多項。 本研究以厚度 2.0mm JIS S45C(AISI 1045)中碳鋼為材料,藉由改變沖頭-沖模間隙、沖頭 -沖模刀刃的鈍銳、壓板壓力、逆壓料板壓力等四個參數,並利用田口式參數設計規劃實驗, 探討材料於不同的參數組合下的剪斷面之斷面品質變化,嘗試找出具有最佳的加工參數組 合。 Abstract
During fine blanking process, many factors affect shearing surface quality of the products. Major factors include machines and tools equipment, material properties and thickness, punch and die clearance, cutting tools radii, blank-holder type and loading, counter punch pressure and lubricant properties. In this study a medium carbon steel sheet (JIS S45C/AISI 1045) was selected as the blanking material, series of blanking parameter combinations organized by Taguchi method and experiments conducted.
二、計畫緣由與目的 雖然精密剪斷的機器設備早已被開發出來,然而對於這樣的成形過程中,特別是材料 的剪斷面一帶歷經複雜的應力狀態,這些因素對於剪切斷面產生的影響及其形成的原因之 探討相關的研究、文獻仍相當有限。此領域的工作者多依靠自身的經驗設定加工參數,以 提高斷面平滑部份的比率,提高斷面垂直度等與產品斷面品質相關之條件。因此,闡明各 加工因素對精密剪斷斷面品質之影響,尚有不少問題有待釐清。 根據參考文獻,欲達到製品斷面完全光滑的目的,除了依靠剛性及精度極高之精密剪 斷專用機來控制沖頭、壓料板以及逆壓料板壓力外,模具的設計,包括沖頭-沖模間隙、沖 頭和模具的圓角半徑等參數也是重要的影響,其中模具上 V 型壓環的使用,對於精密斷剪 斷面也有非常重要的影響。所以若參數設定不當,粗糙不平的破裂面的缺陷依然會存在於 精密剪斷的製品中。 本研究的目的,乃藉由改變上述四項加工參數(沖頭-沖模間隙、沖頭-沖模刀刃的鈍銳、 壓板壓力及逆壓料板壓力)的組合,以田口等實驗規劃法訂定,以減少實驗時間、成本, 並希望藉此研究能獲得到提升剪斷面的斷面品質(降低粗糙破斷面的比例、減少角度、倒 角角度及撓度的變化)之加工參數組合。最終,則是希望能闡明加工參數與斷面品質間之 關係,以供模具設計及製程設計相關人士在規劃精密剪斷產品時的參考,以提高精密加工 技術之水平。
三、實驗方法與流程
本實驗之目的在於檢討沖頭-沖模間隙、沖頭-沖模刀刃的鈍銳、壓板壓力及逆壓料板壓 力等四個主要加工參數對精密剪斷加工斷面品質的影響,闡明其形成之原因、實驗條件之 組合及田口法設計規劃,並對實驗結果給予分析及建議。
3.1 實驗材料
本次實驗使用材料厚度為 2.0mm 之 JIS S45C(AISI 1045)中碳鋼,依 ASTM 規範其 化學組成與材料性質如表 3-1 所示。 3.2 實驗參數 影響剪斷面的品質因素有許多個,主要的影響因素包括機具設備、材料性質與厚度、 沖頭-沖模間隙、沖頭-沖模刀刃的鈍銳、壓板種類與壓力、逆壓料板壓力、潤滑劑之性質等 多項因素。本研究因受限於機器設備及模具獲得不易,且稍有不注意就可能造成重大的損 失,故在模具上僅考量較易改變之尺寸,且實驗時使用同一部機器設備,並在模具上採用 固定之壓板種類(V 型環形狀)。在潤滑劑的使用上,本次研究係參考機器設備原製造廠提 供之資料,可用於加工≦3mm 碳鋼材料之 HFF-1nV 型號潤滑劑來進行實驗。 本次實驗中使用原有模具配合實驗參數進行改裝,加工後製品形狀(如圖 3-1)是以中心點 O 為基準,半徑 R=12.85mm 對稱之外形尺寸。在選擇觀察點位置首先考量為較易改變之沖 頭-沖模間隙及沖頭-沖模刀刃的鈍銳兩參數尺寸位置,另外觀察點位置亦避免因其他孔徑尺 寸加工而影響到觀察點之品質,故選擇觀察製品中 AB 剪斷面之斷面品質。 此次實驗進行過程中,受限於機器設備之加工能力(max 6.0mm),並考量模具使用壽命及 材料市售易獲得之商品規格,故使用厚度為 2.0mm JIS S45C(AISI 1045)中碳鋼為材料, 藉由改變沖頭-沖模間隙、沖頭-沖模刀刃的鈍銳、壓板壓力、逆壓料板壓力等四個參數來進 行研究。 圖 3-1 加工製品外形圖 表 3-1 JIS S45C(AISI 1045)中碳鋼成分表 Composition(%) C Fe Mn P S JIS S45C (AISI 1045) 0.42~0.5 98.51∼98.98 0.6~0.9 0.04 Max. 0.05 Max.
3.3 直交表規劃
應用直交表分析資料的好處是每一個可控制因子的主效果(Main Effect)可以獨立且 均衡的求出,同時可以將測試的次數減到最少,無論在學術界或是工業界直交表均已被廣 泛的採用。由前一節所述本研究中有四項控制因子,每個控制因子包含三個水準,從 4 因 子×3 水準中,使用 L9(34)直交表(Orthogonal Array),因子 A、B、C、D 如下表方式加
以分配。因此選用 L9(34)直交表(如表 3-2 所示),以符合實驗需求,希望在將這 9 組實 驗進行完成之後,能夠推測出 34=81 種組合。 實驗因素組合以直交方式排列,期以最少實驗次數納入較多之實驗因子,以觀察到主 因子與反應變數之關係,本研究選擇 L9(34)之直交表進行實驗(如表 3-3)。其中 9 代表 9 中種不同組合之實驗,34表示可以觀察到 4 個主因子,每個主因子均為 3 水準。 表 3-2 L9(34)直交表 控制因子 水準一 水準二 水準三
A:沖頭-沖模間隙 A1(0.05mm) A2(0.03mm) A3(0.01mm) B:沖頭-沖模刀刃 的鈍銳 B1(R0.5mm) B2(R0.3mm) B3(R0.1mm) C:壓板壓力 C1(15 噸) C2(8 噸) C3(2 噸) D:逆壓料板壓力 D1(25 噸) D2(20 噸) D3(15 噸) 表 3-3 實驗設計表 因子 實驗製品編號 A:沖頭-沖模 間隙(mm) B:沖頭-沖模 刀刃的鈍銳 (mm) C:壓板壓力 (噸) D:逆壓料板壓 力(噸) 1 1 1 1 1 2 1 2 2 2 3 1 3 3 3 4 2 1 2 3 5 2 2 3 1 6 2 3 1 2 7 3 1 3 2 8 3 2 1 3 9 3 3 2 1
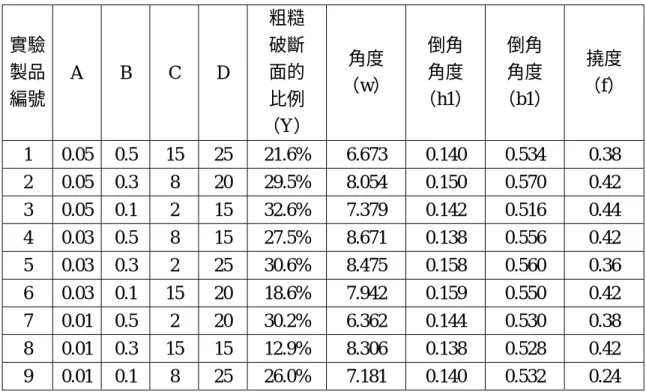
備註: t:材料厚度 w:角度差異 h1:倒角角度 D:直徑 b1:倒角角度 L:長度 h:以材料厚度為基準之最小光滑光亮段 f:撓度 四、結果與討論 通常經沖壓加工之製品,其形狀往往有一些變形,且其剪斷面亦可能有二次剪斷之裂 縫或剝離的情形產生,製品剪斷面的品質特徵如圖 4-1 所示,所以可以由下列項目來研判: n剪斷面上的光滑光亮段與粗糙灰暗段所占之比例。 o斷裂面之狀態(裂縫或剝離)。 p尺寸之精確度(長度及直徑)。 q形狀、角度差異及彎曲程度。 r圓角半徑大小。 圖 4-1 精密剪斷面品質特徵示意圖[1] 4.1 照片觀察與製品量測 製品加工剪斷後,其斷面品質(如材料粗糙破斷面的比例、角度、倒角角度及撓度) 等相關尺寸資料可參考圖 4-1,將剪斷面經由自動顯微照相系統之斷面影像照片及影像量測 系統之投影尺寸來進行觀察與量測。對於觀察九個不同之製品時,觀察點的位置要在同一 加工點上,方能確定為同一加工模式下比較出各製品之不同。 對於材料粗糙破斷面的比例(Y)、角度(w)、倒角角度(h1 與 b1)及撓度(f)等定義, 參考圖 4-1 說明如下: n粗糙破斷面的比例(Y):斷面照片中粗糙破斷面對製品厚度所佔之比率。 o角度(w):粗糙破斷面對製品底部之垂直度尺寸。 p倒角角度(h1):撓性區內粗糙破斷面對製品表面之深度變形量尺寸。 q倒角角度(b1):撓性區內製品表面與粗糙破斷面之寬度變形量尺寸。 r撓度(f):製品之真平度尺寸。 粗糙破斷面比例(Y)之觀察:參考圖 4-1 中剪斷面圖,使用自動顯微照相系統,將其 剪斷面以 50 倍鏡頭拍照存取,並經由觀察照片中粗糙破斷面對製品厚度所佔之比率值來做 成各項數據記錄,並記載於表 4-1 內。角度(w)、倒角角度(h1 與 b1)及撓度(f)之量 測參考圖 4-1 中角度差異圖、圓弧圖及彎曲圖,使用影像量測系統,投影照射後直接量測 尺寸數據記錄,並記載於表 4-1 內。
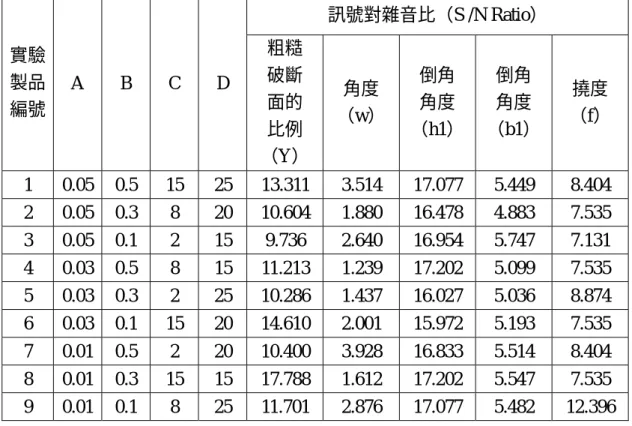
表 4-1 實驗數據表 實驗 製品 編號 A B C D 粗糙 破斷 面的 比例 (Y) 角度 (w) 倒角 角度 (h1) 倒角 角度 (b1) 撓度 (f) 1 0.05 0.5 15 25 21.6% 6.673 0.140 0.534 0.38 2 0.05 0.3 8 20 29.5% 8.054 0.150 0.570 0.42 3 0.05 0.1 2 15 32.6% 7.379 0.142 0.516 0.44 4 0.03 0.5 8 15 27.5% 8.671 0.138 0.556 0.42 5 0.03 0.3 2 25 30.6% 8.475 0.158 0.560 0.36 6 0.03 0.1 15 20 18.6% 7.942 0.159 0.550 0.42 7 0.01 0.5 2 20 30.2% 6.362 0.144 0.530 0.38 8 0.01 0.3 15 15 12.9% 8.306 0.138 0.528 0.42 9 0.01 0.1 8 25 26.0% 7.181 0.140 0.532 0.24 4.2 訊號對雜音比的計算 S/N Ratio 的計算是田口式參數設計法中的一項關鍵步驟,而 S/N Ratio 是由品質特性 (Quality Characteristic)轉換而來。 本次田口品質工程方法中,希望粗糙破斷面所佔比例、角度尺寸、倒角角度尺寸與撓 度尺寸的實驗值越小越好,故採用望小特性(The-Smaller-the-Better),並分別就其實驗之 結果逐一進行分析與討論。望小特性之 S/N Ratio 計算方法為: S/N:η=-10 ㏒(MSD)(不可為負值) (4.2.1)
其中 MSD 為均方偏差(Mean Square Deviation),分別將九組實驗中,所計算出的實驗 數據(表 4-1)之值帶入式(4.2.1)計算 S/N Ratio,所得之結果列於表 4-2。
【表 4-1 中,角度九組量測數據需要配合上述之望小特性,需先將九組數據除以 10 後再代入式(4.2.1)中,方可得出 S/N Ratio 為正值之數據】。
表 4-2 訊號對雜音比(S/N Ratio)數據表 訊號對雜音比(S /N Ratio) 實驗 製品 編號 A B C D 粗糙 破斷 面的 比例 (Y) 角度 (w) 倒角 角度 (h1) 倒角 角度 (b1) 撓度 (f) 1 0.05 0.5 15 25 13.311 3.514 17.077 5.449 8.404 2 0.05 0.3 8 20 10.604 1.880 16.478 4.883 7.535 3 0.05 0.1 2 15 9.736 2.640 16.954 5.747 7.131 4 0.03 0.5 8 15 11.213 1.239 17.202 5.099 7.535 5 0.03 0.3 2 25 10.286 1.437 16.027 5.036 8.874 6 0.03 0.1 15 20 14.610 2.001 15.972 5.193 7.535 7 0.01 0.5 2 20 10.400 3.928 16.833 5.514 8.404 8 0.01 0.3 15 15 17.788 1.612 17.202 5.547 7.535 9 0.01 0.1 8 25 11.701 2.876 17.077 5.482 12.396 4.3 實驗數據的再現性 就精密剪斷加工的特點而言,除了可降低製造成本外,另一項重點為製品的變形量級 小,在機械設備與模具正常安全壽命範圍內,可沖壓出精度級高、尺寸變異差小的製品。 尤其本次實驗使用具有高精密度之鋼珠導套連續沖模,可避免製品因加工後產生嚴重之尺 寸差異。 本次經由編號 1 之實驗數據,比對同一加工參數之兩組實驗製品(比對 1 與比對 2) 數據,如表 4-3。分析結果顯示,比對 1 與比對 2 兩組數據對製品 1 數據變異均小於 10%。 依上述所述,可評估本次實驗數據差異應不大,具有實驗分析之代表性。 表 4-3 實驗數據再現性分析表 實驗次數 實驗參數 粗糙破斷面的 比例(Y) 角度(w) 倒角角度 (h1) 倒角角度 (b1) 撓度(f) 製品 1 21.6% 6.673 0.140 0.534 0.38 比對 1 23.5% 6.845 0.145 0.507 0.40 差異 1(%) 8.8 2.58 3.57 5.06 5.26 比對 2 20.6% 6.397 0.136 0.516 0.40 差異 2(%) A=0.05 B=0.5 C=15 D=25 4.63 4.14 2.86 3.37 5.26 差異(%)=∣(製品 1 數據-比對 1 或 2 數據)∣÷製品 1 數據*100%
4.4 實驗結果與分析
求出所有訊號對雜音比之後,下一步驟是決定每一控制因子的主效果,在決定主效果 (Main Effect)方面,由於 S/N Ratio 是越大越好,因此取每因子中 S/N Ratio 平均值最大 的水準為最佳水準,這個值也就是主效果, μ=SS /N-m × average(S/N) (4.4.1) 其中μ:最佳效果回應值,SS /N:最佳控制因子所對應之 S/N 比總和,m:控制因子 數目減一(本研究中為 3)。 4.5 最佳組合實驗結果比較 為掌握本次實驗時是否產生嚴重誤差,因此將以上五組最佳參數分別與表 4-2 內 S/N Ratio 做比較,可得知最佳效果回應值 17.787 與實驗製品編號 8(S/N Ratio=17.788)相當接 近;同理方法比較,最佳效果回應值亦分別與實驗製品編號 7、編號 8 及編號 9 相當接近。 4.6 變異數分析 變異數分析(Analysis of Variance;ANOVA)主要的功能在於評估實驗誤差與判定各 因子的重要性。變異數分析與田口式信號雜音比值分析法的差異在於其主要的目的為應用 統計檢定的方法來辨識個別因素之影響效果,而非依人為主觀的判定。 五、結論 5.1 結論 本次研究以厚度 2.0mm JIS S45C(AISI 1045)中碳鋼為材料,藉由控制沖頭-沖模間隙 (A)、沖頭-沖模刀刃的鈍銳(B)、壓板壓力(C)、逆壓料板壓力(D)等四個參數,並利 用田口式參數設計規劃實驗,以探討 JIS S45C(AISI 1045)中碳鋼材料於不同的參數組合 下的剪斷面之斷面品質變化的情形。目前可歸納出幾點結論如下: 1.當沖頭-沖模間隙值越小時,對粗糙破斷面的比例、角度、倒角角度及撓度之斷面品質的 提升均有助益。 2.當壓板壓力值越大時,對粗糙破斷面的比例、角度、倒角角度之斷面品質的提升亦有些 許影響,但尤其對粗糙破斷面比例的減少影響效果最為顯著。 3.當逆壓料板壓力越大時,僅對撓度的減少較有顯著的影響。 4.依據變異數分析結果顯示,沖頭-沖模刀刃的鈍銳參數對粗糙破斷面的比例、角度、倒角 角度及撓度之斷面品質的影響程度並不明顯。 本次研究為能較容易觀察到剪斷後所產生之斷面品質變化,故未對被加工材料(碳鋼)
進行球狀化處理,所以實驗後製品粗糙破斷面比例之品質明顯無法達到完全之光滑剪斷 面,但如適當的將材料組織由層狀波來鐵,經由完全球狀化退火變成球狀化雪明碳鐵(依 中川威雄博士著作[2]推測得知,S45C 中碳鋼抗拉強度經過完全球狀化處理後可降低約為 475 N/mm2 ),對粗糙破斷面比例的減少影響效果應較上述四個參數更加顯著,可達成接近 100%之完全光滑剪斷面。 5.2 未來展望 在進行精密剪斷加工製程時,就本次研究控制之四個參數而言,對製品剪斷面之斷面 品質影響最主要的關鍵就是沖頭-沖模間隙及壓板壓力,而逆壓料板壓力僅對撓度較有影 響。實際加工中若能使沖頭-沖模間隙越小及壓板壓力越大時,則對成形時製品斷面品質的 提升,都會有很大的改善。但是相對上在加工條件之設定確實要多加注意,若在加工設計 中使用過小之沖頭-沖模間隙與過大之壓板壓力、逆壓料板壓力,將會使模具及機械設備壽 限明顯減少,故在考慮加工條件之時不可不慎。 本實驗就現有的設備與條件,以厚度 2.0mm JIS S45C(AISI 1045)中碳鋼為材料(未 做球狀化處理),觀察其製品的剪斷面之斷面品質情況,對於中碳鋼之薄板材料之加工條件 設計可獲得相當程度之瞭解,若可以使用噸數較高之設備與較大模具,再次經由實際的精 密剪斷加工製程,而獲得較厚之材料製品的話,則可以進一步探討比對以往理論解析之研 究結果,這樣可以提出一些較完整碳鋼板材之加工組合條件,更能闡明加工參數與斷面品 質間之關係,以供模具設計及製程設計相關人士在規劃精密剪斷產品時的參考,以提高精 密加工技術之水平。 六、參考文獻 1. 吳家駒,「精密下料」,機械月刊,第十四卷第八期,109 頁,民國 77 年 8 月。 2. 中川威雄,精密打拔の理論與實際,51~55 頁、69~76 頁,日刊工業新聞社,1998 年