Processing Technique and Performance Evaluation of High-Modulus
Organic/Inorganic Puncture-Resisting Composites
Ting-Ting Li*, Ching-Wen Lou**, Mei-Chen Lin***, ***Jia-Horng Lin****, *****
* School of Textiles, Tianjin Polytechnic University, Tianjin 300387, China.
** Institute of Biomedical Engineering and Materials Science, Central Taiwan University of Science and Technology, Taichung 40601, Taiwan.
***Laboratory of Fiber Application and Manufacturing, Department of Fiber and Composite Materials, Feng Chia University, Taichung 40724, Taiwan. ****School of Chinese Medicine, China Medical University, Taichung 40402, Taiwan.
*****Department of Fashion Design, Asia University, Taichung 41354, Taiwan.
*Corresponding author at Laboratory of Fiber Application and Manufacturing,
Department of Fiber and Composite Materials, Feng Chia University, Taichung 40724, Taiwan. E-mail address: [email protected] (Jia-Horng Lin). Tel.: +886 4
Abstract
The development of low-cost organic/inorganic puncture-resisting composites is suggested to improve their puncture resistance and thermal insulation properties. In this paper, recycled high modulus Kevlar fiber and glass fabric were used in addition with polyester/low-melting polyester nonwovens. The result shows that, the static puncture resistance improves proportionally with Kevlar fibers; but the dynamic puncture resistance maintains at first and then rises up at 20 wt% Kevlar fibers. The increasing low-melting polyester fibers on the surface result in an upward and then downward trend of both of static and dynamic puncture resistances. The additional polyester/low-melting polyester nonwovens are beneficial to improvement of puncture resistances. Moreover, the thermal conductivity of all the composites is in range of 0.015-0.025 W/m·K. According to the results, the Kevlar fibers are also shown to be the advisable reinforcement to achieve better tensile and bursting strengths.
Key words: composite, puncture resistance, thermal insulation, mechanical properties, recycle.
Introduction
P-aramid fibers have superior properties including high modulus, high tenacity, cut resistance, impact resistance, thermal resistance and abrasion resistance. Recently, they have applied as friction materials, protective clothing, rubber reinforcements, optical fibers and tires, etc. It is estimated by Teijin Company (Japan) that the global demand for p-aramid fibers would be increase to 130,000 tons in 2015 and up to 200,000 tons by 2020. Accordingly, a large amount of p-aramid fabric selvedges which can occur in processing textiles or
at the end of the useful life of garments needs to be disposed. Because the p-aramid fiber is a non-biodegradable material, the traditional approaches have concentrated on incineration as mentioned in the study conducted by Buggy et al. (1995) [1]. Such method would not only consume more energy during combustion, but also release out toxic gases such as CO, NO, NO2 etc. Consequently, a favorable method, such as recycling, is attractive to be adopted.
One method of using recycled aramid fiber is to regenerate pulps or yarns. Tsukamoto and Tsunoda (2002) chopped the aramid fibers using to form cotton-like short mats or as reinforcing materials for fiber-reinforced reins and fiber-reinforced elastomer [2]. Tsukamoto and Kosuge (2004) invented a recycling process method for spun yarn with recycled high-performance staple fibers [3]. Flambard et al. (2004) determined that recycled p-aramid fibers exhibited excellent cutting resistance, almost as high as the pure Kevlar. Besides, double knitted fabric which was woven by regenerated p-aramid yarns made of recycled fibers had good fire properties but bad abrasion resistance [4]. Concerns on comprehensive properties of recycled p-aramid fibers, they may be properly used as the interlayer for puncture-resisting body armor which would not be subjected to friction forces. Specially, the recycled aramid fibers are associated to low-cost compared to pure Kevlar fibers.
Termonia (2006) molded the different stages during needle puncture of a single ply of plain weave Kevlar fabric, and indicated that the maximum puncture resistance depended on the contact pressure of tip needle against the fiber strands [5]. However, multiple layers of Kevlar fabrics had ability to resist against the puncture forces, which greatly increased the production cost. Thus, many studies have done about the cost reduction of puncture-resisting armor. Mayo Jr et al. (2009) impregnated thermoplastic (TP) films into the woven
aramid fabric, and showed that TP-laminated fabrics improve the puncture resistance of fabrics [6]. Kim et al. (2012) comparatively studied the stab resistance of thermoplastic and epoxy reinforced fabrics [7]. The epoxy resin reinforced p-aramid fabrics shows the excellent both quasi-static and dynamic stab resistances due to the higher toughness of epoxy resin. And the rubber latex coated on the unidirectional polyethylene fabrics to improve puncture resistance has been studied by Hassim et al. (2012) [8]. This study prepared a more elastic and flexible but lower puncture resistance fabrics than the TP-laminated and resin-reinforced fabrics.
In addition, Decker et al. (2007) investigated the stab resistance of shear thickening fluid (STF)-treated Kevlar fabrics [9]. The STF addition dramatically improves the puncture resistance both under high and low speed loading conditions by reducing the mobility of filaments and yarns in the impact zone. Furthermore, Kalman et al. (2009) discussed the effect of hardness on puncture property of fabrics intercalated with dry particle and STF. The particle intercalation significantly increase the puncture property, primarily through decreasing mobility in yarn and fiber. Comparatively, the STF inclusion improves the puncture resistance more dramatically [10]. Kang et al. (2012) developed an advanced stab proof materials composed of STF and Kevlar fabrics. The STF showed a reversible liquid-solid transition at a certain shear rate, and this improved the stab resistance of Kevlar fabric [11].
Other than puncture resistance property, thermal insulation and mechanical strength are considered to be necessary in application of body armor interlayer under high-temperature environment. In this study, a puncture-resisting composite with thermal insulating and appropriate strength was prepared. Therein, the low-melting polyester fibers were applied to restrict the mobility of fibers and yarns after thermal melting. Moreover, low-cost recycled Kevlar
fibers contained on the surface nonwovens. After insertion of a glass fabric, the three-dimensional structure composite was formed by needle-punching and thermal-bonding techniques to acquire an improved puncture-resisting composite. In the process, proportions of low-melting fibers and Kevlar fibers were changed, and their tensile strength, bursting strength, the static and dynamic puncture resistances were evaluated. In order to satisfy demand at high-temperature environment, their thermal insulation was also characterized.
Experimental
Experimental Materials
Kevlar fibers were derived from recycled K129 Kevlar unidirectional selvages (50-60 mm wide) provided from DuPont Corp., America. The physical parameters of high-tenacity polyamide 6 (PA6), polyester (PET) and low-melting PET are listed in Table 1. The glass fabric (supplied by Jinsor-Tech Industrial Corp., Taiwan) is also used as reinforcement in our study whose specification is displayed in Table 2.
Table 1.The fineness, length, and manufacturer of high-tenacity PA6, PET and
low-melting PET.
Fibers Type Fineness Length Manufacturer
High-tenacity PA6 6 D 64 mm Taiwan Chemical Fiber Co. Ltd., Taiwan.
PET 2D 51mm Far Eastern New Century Corp., Taiwan.
Low-melting PET 4 D 51 mm Far Eastern New Century Corp., Taiwan.
Table 2. Fabric specifications of woven glass fabric.
Structure Fineness Weight Density Thickness
3D Laminated Composites Preparation
The 3D laminated composite was made by double layers of Kevlar/PA6/low-melting PET nonwovens (A), and the same layer of PET/ low-Kevlar/PA6/low-melting PET nonwovens (B),as well as one layer of glass fabric after needle-punching and thermo-bonding techniques. The composite was needled at both sides with density of 122 needles/cm2, and then hot-pressed at 150 ℃ for 5 minutes under pressure of 40 kg/cm2 by Flat Hot-presser (Relter, Taiwan). The thickness of composite was set as 3 mm whose structure was shown in Figure1. Therein, both nonwovens made in our laboratory were produced via processes including opening, blending, carding and lapping and then needle-punching at 100 needles/cm2. The blending ratios of Kevlar fiber, PA6 fiber and low-melting PET fibers in nonwoven A was changed in the processing. The nonwoven A had weight per unit area of 200 g/m2. But the nonwoven B consistently contained 30 wt% of PET fibers and 70 wt% of low-melting PET fibers whose basis weight was constant as 150 g/m2. For glass fabric, its weft yarn was arranged along the machine-direction.
Figure 1. The cross section of 3 D laminated composites.
Mechanical Testing
PET/ low-melting PET nonwoven (B)
Glass Fabric Kevlar/PA6/low-melting
The tensile strength of composites was tested according to ASTM D5035-11. The Instron 5566 universal testing machine (Instron, America), operated at a cross-head speed of 300 mm/min, was used to measure the rectangular specimens (180 mm length × 25.4 mm width).The strain-stress curves of composites were recorded by the testing machine itself. Six specimens each along machine-direction (MD) and cross-direction (CD) were tested for each parameter.
The bursting strength was also performed by Instron 5566 Tester (Instron, US) based on ASTM D1883. The semicircular-ended head of diameter 25 mm, attached on 10 kN load cell, were driven on the composites at speed of 100 mm/min. At the same parameters (the same low-melting PET and Kevlar staple fibers), the tests of six square specimens (150 mm length × 150 mm width) were completed for the average result.
Puncture Resistances Testing
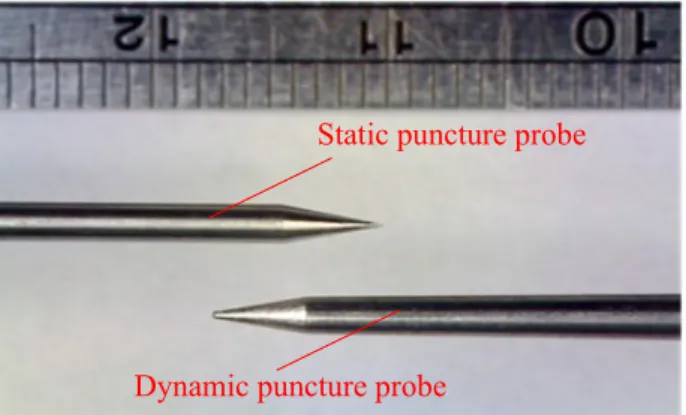
The static and dynamic puncture resistances were both determined for simulating different punch behaviors. The static punch property was conducted at 508 mm/min using Instron 5566 universal testing machine (Instron, America) in accordance with ASTM F1342-05. The dynamic puncture resistance was measured by Drop-Tower Machine with data acquisitions (type PCD 300A) according to NIJ Standard 0115.00-2000. The dynamic probe installed on the 2.8kg load was free-fell from the height 284 mm to the specimen which were clamped in the middle of square plates with 40mm diameter hollow. The specimens used in puncture properties were both in size of 100 × 100 mm2. The static and dynamic probes were displayed in Figure 2. In these testing, ten specimens were tested for each parameter of composites.
Static puncture probe
Dynamic puncture probe
Figure 2. The probes for static and dynamic punctures.
Thermal-Insulating Testing
The thermal-insulating property was characterized by thermal conductivity (W/m·K) employing DXR-I-SPB Guarded-hot-plate apparatus (Xiangtan Huafeng Equipment Manufacture Co. Ltd, China) in the light of ASTM C177. Each testing was lasted for 6 hrs at temperature of 100 ℃, and three specimens was simultaneously placed into the testing machine in which cold water flowing in velocity of 0.4 mL /s passes by the central calorimeter.
Stereoscopic Microscopic Scans
The transverse surfaces that were originated from 3D-laminated composites and fracture planes which emerged after mechanical testing were both examined using optical microscope (SZ-CTV Olympus, Japan) furnished with Motic Images Multi-Focus Software (Micro-Optic Industrial Group Co. Ltd, Taiwan).
Tensile Property
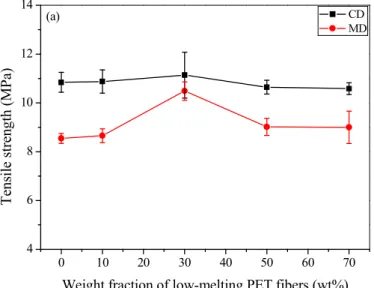
The tensile results of composites with various low-melting PET fibers and Kevlar fibers on the surface nonwoven are presented in Figure 3. The tensile strength is defined as the ratio of maximum force in force-displacement curve and cross-section area. It is observed in Figure 3(a) that the tensile strengths despite of cross-machine (CD) or machine-direction (MD) are found to increase and then decrease with increasing weight fraction of the low-melting PET fibers. This indicates the two-side effect of thermo-bonding fibers on tensile strength. On the one hand, the growing thermo-bonding points enable the stress transferring along network of composites, hence improving the tensile property. On the other hand, when low-melting PET fiber increase up to a certain region, its aggregations forms a large of thermo-bonding area in composites; thus, the stress concentration produced on periphery of thermal bonding area results in diminished tensile strength. As a result, the highest tensile strength was reached when composite have 30 wt% low-melting PET fibers on the surface. In Figure3b, the low-melting PET fibers are constant as 30 wt% when mass fraction of Kevlar fibers varies on the surface of composites. It is visible that tensile strength increases dramatically when Kevlar fibers were added in the composites from 0 wt% to 20 wt%, which attributes to the superior strength of Kevlar fibers with high molecular orientation. Furthermore, the tensile strength in CD is not far from that in MD. However, the CD tensile strength is more than MD about 2.5MPa with low-melting PET of 0 wt%, 10 wt%, 50 wt% and 70 wt% in Figure3a. It is presumed that the composite structure becomes more isotropy when the Kevlar fibers add up to 20 wt%; and the Kevlar fibers mass-fraction determine the isotropic characteristic more significantly than low-melting PET fibers comparing with Figures 3(a) and 3(b).
0 10 20 30 40 50 60 70 4 6 8 10 12 14 CD MD T en si le s tr en gt h (M Pa )
Weight fraction of low-melting PET fibers (wt%)
(a) 0 5 10 15 20 4 6 8 10 12 14 CD MD T en si le s tr en gt h (M Pa )
Weight fraction of Kevlar fibers (wt%)
(b)
Figure 3. Tensile strengths of three-dimensional laminated composites which
had (a)varying low-melting PET fibers and (b) Kevlar fibers on the surface nonwovens of composite.
Bursting Property
Figure 4 shows the effects of low-melting PET fibers and Kevlar fibers on bursting strength of three-dimensional laminated composites. The tendency of bursting strength as low-melting PET fibers-mass fraction increases is similar to that of tensile strength. Likewise, the bursting strength firstly increases and
then decreases with increase of low-melting PET fibers, as displayed in Figure 4(a). The maximum busting strength achieves to the 2.89 kN when 30 wt% low-melting PET contained on the surface of composites. This also reflects the double-faced effect of low-melting PET fibers. Initially, with advisable increase of low-melting PET fiber that adds in, the higher tensile strength makes the composites resisting against higher bursting strength. Nevertheless, the addition of unnecessary of extra low-melting PET fibers imposes on decreasing bursting strength, which is mainly governed by the inadequate elongation at break. This is due to more and more brittle structure as increase of low-melting PET fibers.
It is found from Figure 4(b) that the bursting strength approaches to the maximum at 15 wt% of low-melting PET. Even that the bursting strength of Kevlar/Nylon/low-melting nonwovens increases proportionally with addition of Kevlar fibers in our study, the whole busting property of multi-layer laminated composites depends on the agreement of tensile strength and elongation at break for PET/ low-melting PET nonwovens, glass fabric and Kevlar/Nylon/low-melting PET nonwovens, and hence the bursting strength no longer goes up when increasing above 15 wt% (see 20 wt%).
0 10 20 30 40 50 60 70 1.0 1.5 2.0 2.5 3.0 3.5 B ur st in g St re ng th ( kN )
Weight fraction of low-melting PET fibers (wt%)
(a) 90
0 5 10 15 20 1.0 1.5 2.0 2.5 3.0 3.5 B ur st in g St re ng th ( kN )
Weight fraction of Kevlar fibers (wt%)
Figure 4. Bursting strength of three-dimensional laminated composites with
(a) varying low-melting PET fibers and (b) Kevlar fibers on the surface of nonwovens.
Puncture Resistances Properties
For 3D laminated composite, the nonwoven A containing Kevlar fibers passivated the probe tip, and the nonwoven B used to reduce the windowing of fabrics. This composed structure is expected to resist against more puncture energy.
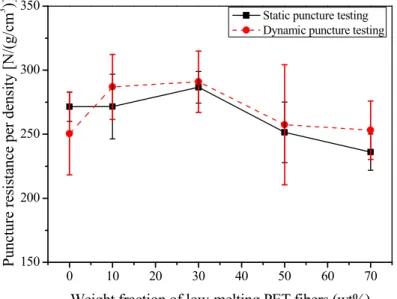
The proportions of thermo-bonding fibers and Kevlar fibers, as well as volume density of composites are closely related to the puncture resistance property. In this part, the puncture property is expressed as the puncture resistance per density, in N/(g/cm3). Figure 5 indicates the effect of weight fraction of low-melting PET fibers on the static and dynamic puncture resistances per density of limited composites. It is clear that the puncture resistance varies with weight fraction of thermo-bonding fibers, regardless of static and dynamic puncture properties. The tendency reveals that both of the static and dynamic puncture
resistances firstly climb up and then drop down. This verifies that the static and dynamic puncture properties are determined the flexibility and toughness of composites. Comparing with its respective puncture resistance, the dynamic puncture resistance is inferior to the static puncture when composite contained only Nylon and Kevlar fibers on its superficial nonwoven. Above consisting of 10 wt% low-melting PET fibers, the dynamic puncture resistance seems a little higher than static puncture resistance.
0 10 20 30 40 50 60 70 150 200 250 300 350 Pu nc tu re r es is ta nc e pe r de ns ity [ N /( g/ cm 3 )]
Weight fraction of low-melting PET fibers (wt%)
Static puncture testing Dynamic puncture testing
Figure 5. Static and dynamic puncture resistances of three-dimensional
laminated composites with varying low-melting PET fibers which contained on the surface of nonwovens.
Of course, the Kevlar fibers act as the reinforcement of static and dynamic puncture-resisting properties as shown in Figure 6. The increasing Kevlar fibers result in increments of puncture force at volume density. This trend is significant for static puncture property. Comparatively, the dynamic puncture forces in constant low-melting PET fibers on both sides of composites present better than static dynamic puncture property. However, the dynamic puncture
force almost maintains at 280 N at unit volume of composites from 0~15 wt% of Kevlar fibers. Until 20 wt%, the dynamic puncture property reveals an obvious augment, which is due to the non-uniform characteristic of Kevlar fibers dispersed in the nonwovens, as well as the needle-punching effect that penetrates the Kevlar fibers into the PET layers. For static puncture property, the climbing addition of Kevlar fibers brings about the improvement of static puncture property. 0 5 10 15 20 150 200 250 300 350
Static puncture testing Dynamic puncture testing
Pu nc tu re r es is ta nc e pe r de ns ity [ N /( g/ cm 3 )]
Weight fraction of Kevlar fibers (wt%)
Figure 6. Static and dynamic puncture resistances of three-dimensional
laminated composites with varying Kevlar fibers which contained on the surface of nonwovens.
The maximum static and dynamic puncture resistances achieve to 286.621 and 299.302 N/(g/cm3) respectively as shown in Figures 5 and 6. These values are much higher than those of composites with double layers of nonwovens A and glass fabric, reaching 259.51 (static) and 240.48 (dynamic) N/(g/cm3) as conducted by Li et al. (2012) [12]. This implies that the addition of nonwoven B is remarkably beneficial to the improvement of both of static and dynamic puncture resistances per unit volume density.
(a) (b)
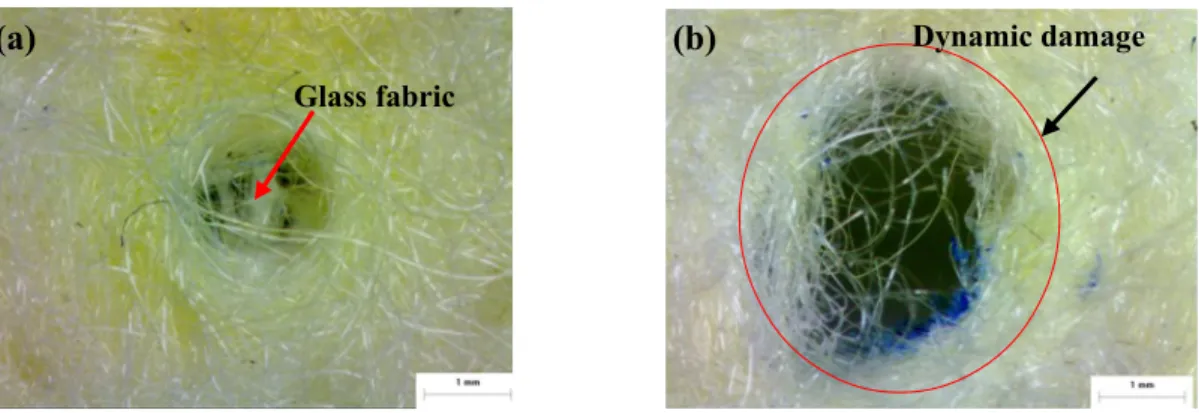
Glass fabric
Dynamic damage As observed in Figure7(a), the puncture probe penetrates through the inter-fiber of glass fabric after static puncture damage. But in Figure 7(b), relatively neat damage edge is found after dynamic puncture test, showing the brittle fracture of composites. This indicates different mechanisms for static and dynamic puncture tests: the interfacial friction for the static test and fiber damage for the dynamic test.
Figure 7. The fracture surfaces of composites where 30 wt% low-melting PET
contains after (a) static and (b) dynamic puncture testing. Thermal insulation property
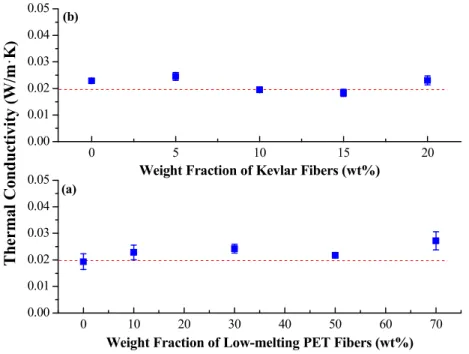
The thermal conductivity reflects the thermal insulation when heat flux transfers along the vertical direction of composites. Owing to the higher low-melting PET fibers that contained in the nonwovens B, the molten thermo-bonding fibers fill the inter-space among fibers forming the thermoplastic layer, which insulating from the thermal transmit in the composites. In addition, the needle-punched effect makes the structure compact, which also benefits for the thermal insulation. Therefore, when superficial low-melting PET fibers or Kevlar fibers change, the thermal conductivity is in range of 0.015-0.025 W/m·K (see Figure 8), which reaches the levels of thermal-insulating materials.
0 10 20 30 40 50 60 70 0.00 0.01 0.02 0.03 0.04 0.05
Weight Fraction of Low-melting PET Fibers (wt%) (b) 0 5 10 15 20 0.00 0.01 0.02 0.03 0.04 0.05 T he rm al C on du ct iv it y ( W /m ·K )
Weight Fraction of Kevlar Fibers (wt%) (a)
Figure 8. Thermal insulating properties of three-dimensional laminated
composites with varying mass fractions of low-melting PET fibers (a)and Kevlar fibers (b)which were contained on surface nonwovens of composites.
Conclusion
This study prepared an organic/inorganic composites composed of two different kinds of nonwovens and a glass fabric via multiple needle-punching and thermal bonding techniques. The superficial nonwoven consisted of recycled Kevlar fibers purposed to meet the environmental protection and reduce the cost in application. The other nonwoven comprised the majority of low-melting PET fibers aimed to act as the thermal bonding layers.
With increase of low-melting PET fibers in superficial nonwovens, the mechanical properties and puncture resistances show an upward and then downward trend, and all the optimal produces at 30 wt% of low-melting PET fibers. However, as recycled Kevlar fibers increase, only the tensile strength
and static puncture resistance proportionally improve. The bursting strength increases up to 15 wt% of Kevlar fibers. Dynamic puncture resistance almost maintains increasing from 0-15 wt%, and remarkably boosts at 20 wt%. In addition, the composites with varying low-melting PET and Kevlar fibers have thermal conductivity of 0.015-0.025 W/m·K, reaching the requirements of thermal insulation materials. Comparatively, the additional PET/low-melting PET nonwoven layer effectively contributes to the improvement of both of static and dynamic puncture resistances, and thermal insulation. The prepared composites are expected to use as the body armor interlayers under high-temperature circumstances in the future. In the following study, we will focus on the thermal stability of these composites to determine their operating temperature.
Acknowledgements
The authors appreciate Laboratory of Fiber Application and Manufacturing, Feng Chia University, Taiwan, for providing research material, testing instrument and financial support (NSC 102-2621-M-166-001).
REFERENCES
1. Buggy, M., Farragher, L., Madden, W., Recycling of Composite Materials, Journal of Materials Processing Technology, Vol. 55, Nr. 3, pp. 448–456, 1995.
2. Tsukamoto, K., Tsunoda, A., Method for Regeneration Treatment of Waste of Highly Functional Fiber and Regenerated Article, JP2002127139(A), 2002.
3. Tsukamoto, K., Kosuge, K., Method of Regenerating Used Heat-Resistance High-Performance Textile Yarn Products, EP1491666A1, 2004.
4. Flambard, X., Ferreira, M., Vermeulen, B., Bourbigot, S., Mechanical and Thermal Behaviors of First Choice, Second Choice and Recycled P-Aramid Fibers, Journal of Textile and Apparel, Technology and Management, Vol. 4, Nr. 1, pp. 1–12, 2004.
5. Termonia, Y., Puncture Resistance of Fibrous Structures. International Journal of Impact Engineering, Vol. 32, pp.1512–1520, 2006.
6. Mayo Jr, J. B., Wetzel, E. D., Hosur, M. V., Jeelani, S., Stab and Puncture Characterization of Thermoplastic-Impregnated Aramid Fabrics, International Journal of Impact Engineering, Vol. 36, pp. 1095–1105, 2009.
7. Kim, H., Nam, I., Stab Resisting Behavior of Polymeric Resin Reinforced P-Aramid Fabrics. Journal of Applied Polymer Science, Vol. 123, pp. 2733– 2742, 2012.
8. Hassim, N., Ahmad, M. R., Ahmad, W. Y. W., Samsuri, A., Yahya, M. H. M., Puncture Resistance of Natural Rubber Latex Unidirectional Coated Fabrics, Journal of Industrial Textiles, Vol. 42, Nr. 2, pp. 118–131, 2012. 9. Decker, M. J., Halbach, C. J., Nam, C. H., Wagner, N. J., Wetzel, E. D.,
Stab Resistance of Shear Thickening Fluid (STF)-Treated Fabrics, Composites and Science and Technology, Vol. 67, Nr. 3–4, pp. 565–578, 2007.
10. Kalman, D. P., Merrill, R. L., Wagner, N. J., Wetzel, E. D., Effect of Particle Hardness on The Penetration Behavior of Fabrics Intercalated with Dry Particles and Concentrated Particle−Fluid Suspensions, ACS Applied Materials & Interfaces, Vol. 1, Nr. 11, pp. 2602–2612, 2009.
11. Kang, T. J., Kim, C. Y., Hong, K. H., Rheological Behavior of Concentrated Silica Suspension and Its Application to Soft Armork, Journal of Applied Polymer Science, Vol. 124, pp. 1534–1541, 2012.
12. Li, T. T., Wang, R., Lou, C. W., Lin, J. H., Acoustic Absorption Evaluation of High-Modulus Puncture Resistance Composites Made by Recycled
Selvages, Textile Research Journal, Vol. 82, pp. 1597–1611, 2012.