國 立 交 通 大 學
工 業 工 程 與 管 理 學 系
博士論文
晶圓廠自動化物料搬運系統之
搬運策略模擬研究
Simulation Analysis of Transport Strategies for
Automated Material Handling System in Wafer Fab
研 究 生:楊景如
指導教授:沙永傑 博士
洪瑞雲 博士
中華民國九十九年三月
晶圓廠自動化物料搬運系統之搬運策略模擬研究
Simulation Analysis of Transport Strategies for
Automated Material Handling System in Wafer Fab
研究生:
楊景如
Student: Ching-Ju Yang
指導教授: 沙永傑博士
Advisor:Dr. Yung-Jye Sha
洪瑞雲博士
Dr. Ruey-Yun Horng
國立交通大學
工業工程與管理學系
博士論文
A Dissertation
Submitted to Department of Industrial Enginerring and Management
College of Management
National Chiao Tung University
In Partial Fulfillment of the Requirements
For the Degree of
Doctor of Philosophy
In
Industrial Enginerring and Management
Mar 2010
Hsin-Chu, Taiwan, Republic of China
中華民國九十九年三月
晶圓廠自動化物料搬運系統之搬運策略模擬研究
研究生: 楊景如 指導教授: 沙永傑博士 洪瑞雲博士 國立交通大學工業工程與管理學系 博士班摘要
在 300mm 晶圓廠搬運系統架構中,搬運車不僅限駛於單一製程中心,而可行駛於整廠。 如此晶圓批(FOUP)需至下一製程機台加工時,可經由倉儲系統轉運至目的機台,或以機台對 機台(tool-to-tool)的方式直接運送。搬運策略的發展在這新穎的搬運設施下顯的重要。本論文 提出兩項搬運策略議題,並以國內某大晶圓廠為研究對象,利用系統模擬模式評估搬運策略 績效。期望藉由合適搬運策略之發展,發揮該設施賦予彈性傳輸功能之效益。 第一項搬運策略,為派車時之搜尋範圍(Search Range,SR)指派議題。搜尋範圍之指派, 為決定並限定某距離內之待搬運晶圓批(Waiting FOUP,WF)或閒置搬運車(Idle Vehicle,IV), 可考量被搬運或執行搬運命令,進而間接限制搬運車空車行進距離,使搬運資源有效利用。 一個兩階段方法(two-phase approach)被提出。由模擬模式中之空車行進距離歷史記錄可得 知,當派車被執行當下,系統中的待搬運晶圓批(WF)數或閒置搬運車(IV)數,會影響搬運車 空車行進的鉅離;且當待搬運晶圓批數或閒置搬運車數越少時,空車行進距離越長。因此階 段一為利用空車行進距離之歷史記錄,來訂定搜尋範圍之多個水準。階段二為,對階段一訂 定之搜尋範圍水準進行評估。該多水準設定之精神,為派車時,根據不同待搬運晶圓批數或 閒置搬運車數之系統況態下,給定不同的搜尋範圍。於本研究案例之實驗結果顯示,搜尋範 圍的設定,顯著影響搬運績效,且較短搜尋範圍之設定,適用於搬運負荷較重之系統;搬運 負荷較輕之系統,則適用較長之搜尋範圍。 第二項搬運策略,為因應全自動化製造之搬運模式,發展出之機台派工與搬運派車之整 合指派(Integrated Dispatching,ID)架構。在該架構下,排除生產障礙及避免產能損失之三項 搬運策略:避免壅塞(avoid blocking)、避免飢餓(avoid starvation)、加速集批準備(acceleratebatch preparation)被被提出,輔以模擬評估於整合指派(ID)架構中。該整合架構涵蓋五階段決 策程序,包括派工/派車要求、資源狀態確認、候選指派選擇、派工/派車法則、派工/派車執 行。其中第三階段決策程序之候選指派選擇,包含五類選擇:晶圓批選擇機台(FST)、晶圓批 選擇倉儲(FSS)、機台選擇晶圓批(TSF)、晶圓批選擇搬運車(FSV)、搬運車選擇晶圓批(VSF)。 而所提出之三項搬運策略,被執行並評估於搬運車選擇晶圓批(VSF)中。於本研究案例之實驗 結果顯示,所提出之三項搬運策略顯著影響系統績效,並使得績效指標有較佳表現。 關鍵字:搬運策略、派車、整合、自動化物料搬運系統、模擬
Simulation Analysis of Transport Strategies for
Automated Material Handling System in Wafer Fab
Student: Ching-Ju Yang Advisor: Dr. Yung-Jye Sha
Dr. Ruey-Yun Horng Department of Industrial Enginerring and Management, National Chiao Tung University
ABSTRACT
In the 300 mm wafer fab with connected loops track design, the vehicle can travel not just in one process center but all around the wide fab, and FOUP can be delivered either through stocker or tool-to-tool directly. Transport strategy development becomes important in this novel facility. In this dissertation, two issues of transport strategies were explored, and the simulation models abstracted from two wafer fabs in Taiwan were used to evaluate the transport strategies and attempt to bring this flexible transport configuration to a beneficial result.
The first issue, Search Range (SR) assignment, is to determine how far the waiting FOUPs (WFs) or idle vehicles (IVs) should be considered for transport task when dispatching occurs, and then indirectly limit the distance of vehicle’s empty trip (DVemp) to make the vehicle work effectively. A two-phase approach with simulation has been developed to assign the Search Range (SR) for studying this idea. In phase I, the number of WF and IV in the system at the time of dispatching will affect DVemp. Further, the SR was assigned and evaluated based on the average and standard deviation of DVemp under different numbers of WF and IV in phase II. The results indicated that the SR significantly affects the performance, and a longer SR used in a light system is feasible; a shorter SR is applicable for a heavy system.
Second, the transport strategies named as Integrated Dispatching (ID) in Tool and Vehicle Dispatching Integrated (TVDI) architecture in a fully-automated manufacturing wafer fab were addressed. At present, there are three transport strategies involved in vehicle dispatching, namely,
avoid blocking, avoid starvation, and accelerate batch preparation. These strategies were
developed to obviate production obstacles and to avoid capacity loss. Consequently, there are five levels in the decision-making process of TVDI, namely, dispatching request, conditions checking,
candidate selection, dispatching rules, and result execution. Specifically, candidate selection was
classified into five categories: FOUP-selects-tool (FST), FOUP-selects-stocker (FSS), tool-selects-FOUP (TSF), FOUP-selects-vehicle (FSV), and vehicle-selects-FOUP (VSF). The proposed transport strategies were further implemented in VSF. The simulation results show that the differences in the proposed strategies compared with ignoring the issues are statistically significant, and the performances of the wafer output, cycle time, and waiting time can be improved.
誌謝
本文承蒙指導教授 沙永傑博士與 洪瑞雲博士的細心指導,使學生在研究方法與論文寫 作上獲益匪淺,並培養學生獨立研究的能力。兩位恩師嚴謹的教學精神,令學生欽佩。 論文口試期間,感謝清華大學 林則孟教授、雲林科技大學 駱景堯教授、本系 彭德保教 授,在百忙之中審查論文,並提供諸多寶貴的意見;台積電黃志偉學長等人豐富的實務經驗, 使本論文得以更臻完備。同時也對口試委員們對本論文的肯定與支持表示由衷感謝。 研究期間,來自團隊的協助,是本論文完成的莫大動力。感謝學長崑智、正祥的投稿經 驗分享,同學誠佑、屏國,學弟妹鈺堂、昌宗、毓汝、旭正等,都是經常互相砥礪切磋、挑 燈夜戰的夥伴;修課期間,感謝同窗好友俊穎、泰盛、昌甫、姈娟、明輝、建和、敬森等的 協助,得以順利完成修課,及生活上的相互關照。研究後期,感謝友達光電彭作康先生,提 供工作機會及管理經驗分享,讓我有不斷學習、往前衝的勇氣。 最後,感謝家人在求學過程中的鼓勵及關愛,以及男友多年來的包容與體諒,使我能無 後顧之憂完成學業,特別是父母親給予我良好的環境及觀念的灌輸,在此將這份榮耀呈獻給 您們。CONTENTS
摘要...i
ABSTRACT...ii
誌謝...iii
CONTENTS...iv
LIST OF FIGURES ...vi
LIST OF TABLES...vii CHAPTER 1 INTRODUCTION ...1 1.1 Motivation...1 1.2 Objective ...3 1.3 Scope...4 1.4 Framework ...5
CHAPTER 2 LITERATURE REVIEW ...8
2.1 Transport Facility Plan ...8
2.1.1 Track Design ...8
2.1.2 Vehicle Mode ...9
2.1.3 Number of Vehicle Required...9
2.2 Transport Operation ...10 2.2.1 Path-finding...10 2.2.2 Traffic Management ...10 2.2.3 Transport Strategy ... 11 2.2.4 Performance Prediction...27 2.3 Production Dispatching...27
CHAPTER 3 TRANSPORT SYSTEM DESCRIPTION ...29
3.1 Transport Facility ...29
3.2 Transport Operation ...31
3.3 Dispatching Operation ...31
3.4 System Problem Descrition...33
CHAPTER 4 SEARCH RANGE (SR) ASSIGNMENT...35
4.1 Problem Definition...35
4.2 Two-Phase Approach for SR Assignment ...36
4.2.1 Phase I: DVemp’sTrend and Distribution Analysis...38
4.2.2 Phase II: SR Assignment and Evaluation...42
4.3 Simulation Modeling...43
4.3.2 Transport Information ...43
4.3.3 Model Assumption ...44
4.3.4 Vehicle Number Required ...44
4.4 Simulation Experiment ...46
4.4.1. Performance Indices...46
4.4.2. Phase I Experiment ...47
4.4.3. Phase II Experiment ...50
CHAPTER 5 TRANSPORT STRATEGIES IN INTEGRATED DISPATCHING (ID)...56
5.1 Problem Definition...56
5.2 Transport Strategy ...57
5.2.1 Avoid Blocking ...58
5.2.2 Avoid Starvation...59
5.2.3 Accelerate Batch Preparation ...60
5.3 Tool and Vehicle Dispatching Integrated (TVDI) Architecture ...61
5.3.1. Decision-making Procedures ...61 5.3.2. Dispatching Interactions ...64 5.4 Simulation Modeling...65 5.4.1 Capacity Facilitated...65 5.4.2 System Behavior ...67 5.4.3 Model Assumption ...67 5.5 Simulation Experiment ...67 5.5.1 Performance Indices...67 5.5.2 Experiment Design...68
5.5.3 Results and Discussion...68
CHAPTER 6 CONCLUSION AND ACHIEVEMENT ...72
REFERENCE ...74
LIST OF FIGURES
Figure 1. 1 Configuration of a 300 mm wafer fab. ... 2
Figure 1. 2 Architecture of production planning... 5
Figure 1. 3 Research approach ... 6
Figure 1. 4 Research framework ... 7
Figure 2. 1 Issues reviewed in material handling system ... 8
Figure 3. 1 Configurations of the 300mm AMHS ... 30
Figure 3. 2 Interface of OHT and stocker ... 30
Figure 3. 3 Types of the tool-to-tool transport operation ... 31
Figure 3. 4 Definition of vehicle dispatching operations... 33
Figure 3. 5 Range of search in vehicle dispatching studies ... 34
Figure4.1 Definition ofvehicle’sempty trip... 35
Figure 4. 2 Utility time of a vehicle ... 36
Figure 4. 3 Architecture of two-phase approach ... 37
Figure 4. 4 Example of transport records collection ... 40
Figure 4. 5 Simplified layout of a 300 mm wafer fab... 43
Figure 4. 6 DVemp’strend... 48
Figure 4. 7 DVemp’sdistribution... 49
Figure 4. 8 The Interaction graphs of MR and SR... 52
Figure 4. 9 The desirability of SR for each MR... 54
Figure 5. 1 Dispatching decision-making procedure ... 57
Figure5.2 Statesofatool’sport... 59
Figure 5. 3 Time composing of batch process preparation ... 60
Figure 5. 4 Representation of dispatching interactions... 62
Figure 5. 5 Representative layout of a 300 mm wafer fab ... 66
LIST OF TABLES
Table 2. 1 Literature of transport strategy summary ... 17
Table 2. 2 Dispatching rule summary ... 22
Table4.1 Examplesoftools’averageinter-arrival time ... 44
Table 4. 2 Examples of from-to moving quantity ... 44
Table 4. 3 Experiment result of vehicle number required... 46
Table 4. 4 Levels of SR assignment ... 51
Table 4. 5 P-values in SR phase II experiment ... 52
Table 4. 6 Post Hoc Multiple Comparisons in SR phase II experiment... 53
Table 5. 1 Candidate selection and dispatching rules in decision-making process... 63
Table 5. 2 Capacity facilitated... 66
Table 5. 3 AVOVA for the transport strategies experiment. ... 69
CHAPTER 1 INTRODUCTION
1.1 Motivation
Sinceincreasing thetechnology ofintegrated circuit(IC)manufacturing from 0.18 μm to 0.13 μm,oreven smallerthan 0.1 μm,airbornemolecularcontaminants(AMC)in theclean room had negative effects during the process, which eventually affected the yield. For this reason, mini-environment manufacturing mentioned in Brain and Abuzeid [8], which emphasises maintenance of the cleanliness classification, is implemented. Aside from its economic benefits, the size of the wafer also increases from 200 mm to 300 mm. Also, the fully-automated transport is implanted because of its ergonomic requirement. Fully-automated manufacturing is consequently introduced in the 300 mm wafer fab. It brings the greatest challenge of integrating the transport and the production elements. Moreover, an automated material handling system (AMHS) for delivering the heavy 300 mm wafers without human involvement is the result of a breakthrough in the new transport mode (Kaempf [25], Kurosaki et al. [28], Bahri et al. [3]).
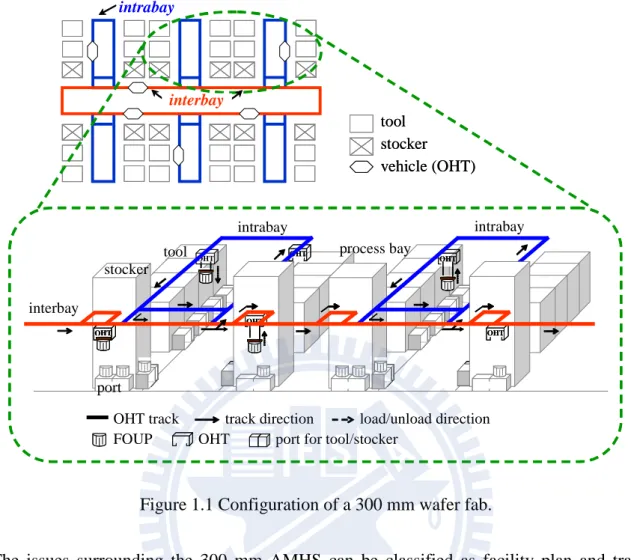
Therefore an Automated Material Handling System (AMHS) that moves wafer from one process equipment to another becomes a critical supporting system for wafer fabrication. The two major sub-systems for the AMHS are interbay and intrabays. Interbay is responsible for transporting wafer between different bays and intrabays take charge within bay transport. Generally, the 300 mm AMHS is implemented as many separate loops, spreading out from a central loop, and is connected in front of each functional process bay. Both loops are located overhead to attain zero footprints in transport and to minimise the fab footprint (see Figure 1.1). The wafer carrier, or the front-opening unified pod (FOUP), is a kind of closed carrier with an automated door at the front side. On the other hand, the vehicle, an overhead hoist transporter (OHT), is capable of carrying one FOUP at a time and has a hoisting mechanism that automatically loads and unloads one FOUP. Under this transport configuration, vehicles are not restricted to one designated loop, but are allowed to travel all around the wide fab. At the same time, the FOUP can be delivered directly through stockers or tool-to-tool to their destination. Hence, a matrix of transport capabilities can also be provided (Plata [49]).
intrabay interbay tool stocker vehicle (OHT) tool stocker vehicle (OHT) OHT OHT port OHT OHT stocker tool OHT OHT OHT interbay intrabay
OHT track track direction load/unload direction
FOUP OHT port for tool/stocker
OHT OHT intrabay process bay OHT OHT OHT OHT
Figure 1.1 Configuration of a 300 mm wafer fab.
The issues surrounding the 300 mm AMHS can be classified as facility plan and transport operation. Once the hardware is determined, for maximum value the operation issues follow from the hardware investment and bring the facilities into full play. However, the previous issues regarding transport operation have been discussed separately for interbay or intrabay only, or even both systems, but the focal topic is just considered in respect to the loops. Nevertheless, the tracks are interlaced in the connected loops and vehicles can travel not just in one process bay, but all around the wide fab in order to execute direct tool-to-tool delivery. The more novel the facility plan brings the greatest challenge of integrating the transport and the production elements, particularly at the operational level, dispatching.
The dispatching is triggered by the production or transport request. The production request is that FOUP has to be pushed to the downstream tool when it has already been accomplished as a process step, or the tool pulls the FOUP for the next task when its capacity is released. Furthermore, the transport request is initialled by the production request for transporting the FOUP (either pushed or pulled) to the designated location. However, these requests might not be executed immediately
due to the limited resources. Thus, the dispatching is raised to check the available capability and to determine the resource allocation based on the designated rule. Moreover, Tool Dispatching (TD) involves the determination of which FOUP should be process first, given that many FOUPs are waiting to be processed. Vehicle Dispatching (VD) involves the determination of which FOUP to transport first, given that many FOUPs are waiting to be moved.
Furthermore, owing to the transport system becomes a critical supporting for wafer fab and the transport strategies adopted will affect the related performance, considering the suitable transport strategies to adopte in different shop floor situation is important. It’s the most important objective in this dissertation.
1.2 Objective
The purpose of this dissertation is to find the appropriate transport strategies for improving the system performance. The two transport operation issues in 300 mm fab in Taiwan were discussed. Under the given transport facilities, the transport strategies were developed to enhance each movement (or transport). That is, all movements of a FOUP are effective and valuable, so by using the proposed transport strategies.
The first issue named as Search Range (SR) assignment is to “determine how fartheFOUP from the vehicle should be considered for transport when dispatching occurs, and then indirectly limit the empty travel distance required by vehicle to pick up the FOUP.”The range for search, whether too narrow or wide, will not only increase the time of FOUP to wait for being assigned or wait for vehicle to pick it up, but affect the utility of vehicle. Hance, an appropriate SR is required for dispatching. To achieve the objective, some key deliverables are identified as follow:
(1) To define the factor that might affect the range of search.
(2) To analyse the distance trend and distribution of a vehicle’s travel distance. (3) To develop and evaluate levels of SR.
(4) To prove that SR is important to improve performance. (5) To suggest a practicable SR for dispatching.
The second issue was named as Integrated Dispatching (ID). As the close interactions between production and transport in the fully-auto manufacturing environment, the functions of transport are
not only to give service to the production requests, like moving FOUP to its downstream tool, but should carry out some activities to smooth the production. Hence, the strategies regard to obviate production obstacles or avoid capacity loss is required for production support. To achieve the objective, some key deliverables are identified as follow:
(1) To define the interaction between production and transport. (2) To develop the transport strategies.
(3) To prove that transport strategt is important to enhance performance. (4) To suggest the appropriate transport strategy.
1.3 Scope
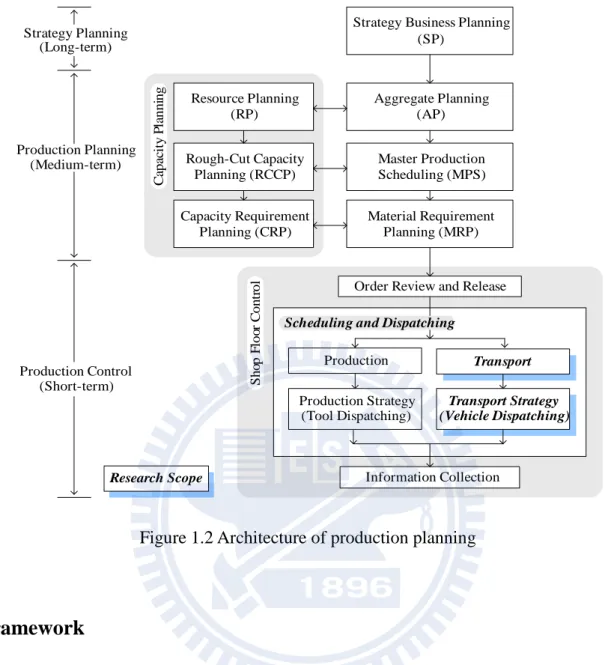
Figure 1.2 shows that this research is focused on shop floor control especially the transport behavior. Due to the complicated manufacturing procedure of IC, some constraints have been applied to address the difficulties experienced during research:
1. The transport operation is focused on transport in wafer fab. The transport of back-end manufacturing, like wafer packaging and testing, is not considered.
2. This research is focused on transport operation. Production scheduling, release policy are not considered, and TD is only considered in ID issue.
Aggregate Planning (AP) Master Production Scheduling (MPS) Material Requirement Planning (MRP) Production Planning (Medium-term) Production Control (Short-term)
Order Review and Release
S h op F lo or C o n tr o l Information Collection Resource Planning (RP) Rough-Cut Capacity Planning (RCCP) Capacity Requirement Planning (CRP) C ap ac it y P la n n in g
Scheduling and Dispatching
Production Production Strategy (Tool Dispatching) Transport Strategy (Vehicle Dispatching) Transport Strategy Business Planning
(SP) Strategy Planning
(Long-term)
Research Scope
Figure 1.2 Architecture of production planning
1.4 Framework
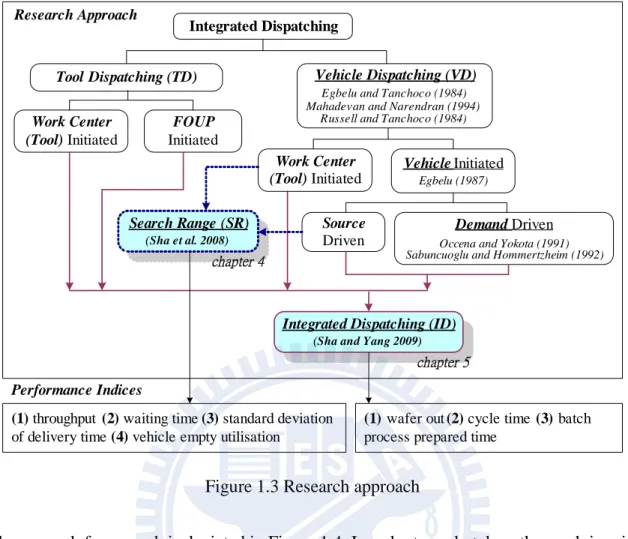
The flowchart of the research approach is showen on the Figure 1.3. This research is to integrate of TD and VD to better the transport performance in wafer fab. Most researches are focused on either TD or VD in shop floor control. However these control strategies have significant interactions, and should be modified accordingly for the dynamic environment. Therefore, the appropriate integrated strageties will be suggested through the research approach. The areas of shadow on the Figure 1.3 represent the works will be done by this research.
Integrated Dispatching
Tool Dispatching (TD) Vehicle Dispatching (VD)
Egbelu and Tanchoco (1984) Mahadevan and Narendran (1994)
Russell and Tanchoco (1984)
Search Range (SR) (Sha et al. 2008) Vehicle Initiated Egbelu (1987) Source Driven Demand Driven
Occena and Yokota (1991) Sabuncuoglu and Hommertzheim (1992)
Work Center (Tool) Initiated
FOUP
Initiated
Integrated Dispatching (ID)
(Sha and Yang 2009)
(1) throughput (2) waiting time (3) standard deviation
of delivery time (4) vehicle empty utilisation
(1) wafer out (2) cycle time (3) batch
process prepared time
Performance Indices Work Center (Tool) Initiated Research Approach chapter 4 chapter 5
Figure 1.3 Research approach
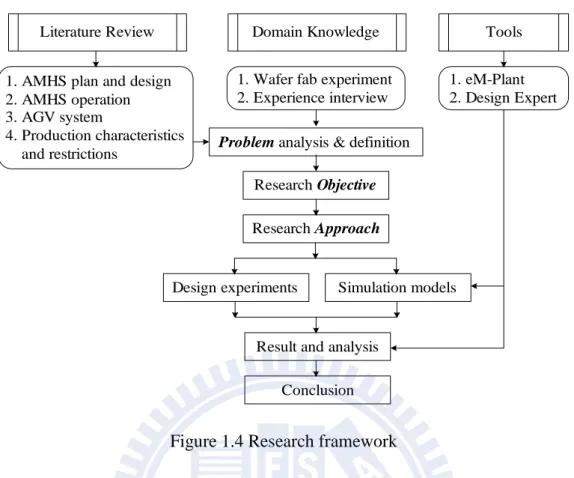
The research framework is depicted in Figure 1.4. In order to undertake a thorough inquiry into transport strategy, a comprehensive literature review is conducted, including the evolution of a facility plan and consideration of the operational issues in transport. Also, the issues derived from the AGV system might lead to inspiration to solve similar problems. The production literature is reviewed in order to understand the characteristics and restrictions in these areas, with domain knowledge acquired from discussion with related staff in the fab. Once the research problem is defined and the objective is set, the research approach is developed. The tools applied are eM-Plant™ [17] for simulation model construction, and Design Expert [56] for design of the experiment and results analysis. Further, the transport strategy is evaluated throughout this research and practicable strategies are suggested.
Literature Review
1. AMHS plan and design 2. AMHS operation 3. AGV system
4. Production characteristics and restrictions
Domain Knowledge
1. Wafer fab experiment 2. Experience interview
Tools
1. eM-Plant 2. Design Expert
Research Approach
Design experiments Simulation models
Problem analysis & definition
Result and analysis Conclusion Research Objective
Figure 1.4 Research framework
The remainder of this dissertation is organized as follows. Chapter 2 will review the related literature. Chapter 3 will briefly describe a 300 mm transport system in the wafer fab. The first issue about SR assignment is addressed in Chapter 4, and the second issue about ID is presented in Chapter 5. The conclusion and achievement are presented in the final chapter.
CHAPTER 2 LITERATURE REVIEW
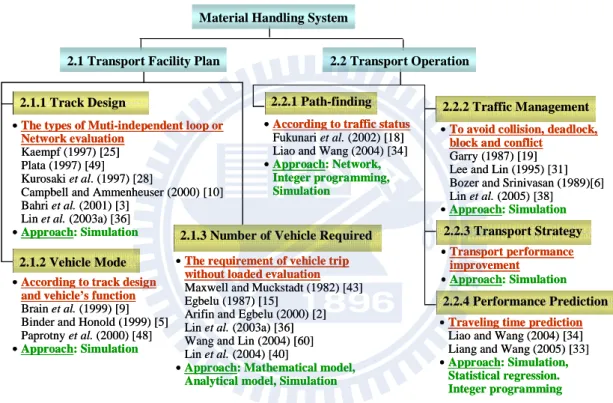
The track layout and transport facility in 300mm fab is a breakthrough. Once the hardware is determined, the operational issues follow which need to be evaluated with the aim of finding the appropriate strategy for best performance and maximum value from the hardware investment. The related issues about facility plan and transport operation displayed in Figure 2.1 were reviewed. Further, due to understand the interactions between transport and production, literatures about production dispatching were briefly reviewed.
˙The types of Muti-independent loop or Network evaluation
Kaempf (1997) [25] Plata (1997) [49] Kurosaki et al. (1997) [28]
Campbell and Ammenheuser (2000) [10] Bahri et al. (2001) [3]
Lin et al. (2003a) [36]
˙Approach: Simulation
˙According to traffic status
Fukunari et al. (2002) [18] Liao and Wang (2004) [34]
˙Approach: Network, Integer programming, Simulation
˙The requirement of vehicle trip without loaded evaluation
Maxwell and Muckstadt (1982) [43] Egbelu (1987) [15]
Arifin and Egbelu (2000) [2] Lin et al. (2003a) [36] Wang and Lin (2004) [60] Lin et al. (2004) [40]
˙Approach: Mathematical model, Analytical model, Simulation
˙Traveling time prediction
Liao and Wang (2004) [34] Liang and Wang (2005) [33]
˙Approach: Simulation, Statistical regression. Integer programming ˙Transport performance improvement ˙Approach: Simulation ˙To avoid collision, deadlock,
block and conflict
Garry (1987) [19] Lee and Lin (1995) [31] Bozer and Srinivasan (1989)[6] Lin et al. (2005) [38]
˙Approach: Simulation
˙According to track design and vehicle’s function
Brain et al. (1999) [9] Binder and Honold (1999) [5] Paprotny et al. (2000) [48] ˙Approach: Simulation 2.2.1 Path-finding 2.2.4 Performance Prediction 2.2.3 Transport Strategy 2.2.2 Traffic Management 2.1.1 Track Design
2.1.3 Number of Vehicle Required 2.1.2 Vehicle Mode
Material Handling System
2.1 Transport Facility Plan 2.2 Transport Operation
˙The types of Muti-independent loop or Network evaluation
Kaempf (1997) [25] Plata (1997) [49] Kurosaki et al. (1997) [28]
Campbell and Ammenheuser (2000) [10] Bahri et al. (2001) [3]
Lin et al. (2003a) [36]
˙Approach: Simulation
˙According to traffic status
Fukunari et al. (2002) [18] Liao and Wang (2004) [34]
˙Approach: Network, Integer programming, Simulation
˙The requirement of vehicle trip without loaded evaluation
Maxwell and Muckstadt (1982) [43] Egbelu (1987) [15]
Arifin and Egbelu (2000) [2] Lin et al. (2003a) [36] Wang and Lin (2004) [60] Lin et al. (2004) [40]
˙Approach: Mathematical model, Analytical model, Simulation
˙Traveling time prediction
Liao and Wang (2004) [34] Liang and Wang (2005) [33]
˙Approach: Simulation, Statistical regression. Integer programming ˙Transport performance improvement ˙Approach: Simulation ˙To avoid collision, deadlock,
block and conflict
Garry (1987) [19] Lee and Lin (1995) [31] Bozer and Srinivasan (1989)[6] Lin et al. (2005) [38]
˙Approach: Simulation
˙According to track design and vehicle’s function
Brain et al. (1999) [9] Binder and Honold (1999) [5] Paprotny et al. (2000) [48] ˙Approach: Simulation 2.2.1 Path-finding 2.2.4 Performance Prediction 2.2.3 Transport Strategy 2.2.2 Traffic Management 2.1.1 Track Design 2.1.1 Track Design
2.1.3 Number of Vehicle Required 2.1.2 Vehicle Mode
Material Handling System
2.1 Transport Facility Plan 2.2 Transport Operation
Figure 2.1 Issues reviewed in material handling system
2.1 Transport Facility Plan
2.1.1 Track Design
From the economic and ergonomic requirement, the track layout in wafer fab is developed from multiple independent loops to overhead connected loops generally. Kaempf [25] illustrated the different overhead AMHS architectures included interbay and intrabay connected with stocker and turntable; hybrid loop linking two bays; parking loop and vehicle dismount station; end-of-bay and within-the-bay stocker. From that facility, the pod can be direct and manual delivered to process
tools. Plata [49] introduced a zero footprints in transport where the interbay system and intrabay system may be linked to provide a matrix of transport capabilities. Kurosaki et al. [28] compared the performance of isolated lines and interconnected lines, with the result that the lead time of the interconnected line was better than the isolated line. Campbell and Ammenheuser [10] showed the overhead 300mm AMHS with the separated interbay and intrabay loops. But the bay-to-bay transport must travel via stocker operation. Bahri et al. [3] compared the unified and segregated AMHS for 300mm fabs, with the results showing that system reliability of the former would be better and provided shorter delivery times. Lin et al. [36] introduced the connecting transport for 300 mm AMHS, combining an interconnected line with a connected track in front of intrabay. Further, the wafer delivery time can be reduced under this configuration.
2.1.2 Vehicle Mode
The types of vehicle must be evaluated synchronously while evaluating the track layout. Brain
et al. [9] introduced types of vehicle for different applications: overhead shuttle (OHS) and
overhead hoist transport (OHT) are used to overhead monorail AMHS; continuous flow transport (CFT) conveyor is a type of conveyor AMHS; floor based vehicles included automated guided vehicle (AGV), rail guided vehicle (RGV) and person guided vehicle (PGV). Also, Binder and Honold [5] indicated that AGV and RGV are set within the process bay, and PGV is utilized to transport manually. The OHT with a hoist system is used to transport the FOUP between stocker systems. Paprotny et al. [48] evaluated the alternatives CFT and OHT. Their study discovered that the average delivery time of OHT was half that of CFT, but that the OHT system was more variable than CFT because its allocation was less certain.
2.1.3 Number of Vehicle Required
The number of vehicles required follows for work out the transport capability, and this is extended from the same issue in traditional AGV system. Generally, the approach with mathematical model, analytical model and simulation are used. Maxwell and Muckstadt [43] defined a mathematical model with a shortest route algorithm to measure the minimum travel time of empty vehicles for obtaining the minimum vehicle number. But the algorithm did not account for blocking or congestion in the system. Egbelu [15] proposed four analytical approaches to calculate
the number of vehicles required in an AGV system. The main idea is to estimates the inexact time required like the empty travel time and time affected by traffic. Arifin and Egbelu [2] developed an analytical model using regression to estimate the number of vehicles required in a facility, and identified a total of 32 different facility layouts drawn from published papers involving AGVs for defined significant factors. Further in the wafer fab, Lin et al. [36] addressed a decomposing approach to determine the minimum number of vehicles for different vehicle types of 300mm connecting transport AMHS. Wang and Lin [61] used the simulation and response surface method to determine the vehicle numbers in an intrabay system in photoarea. Lin et al. [40] investigated the number of vehicles in a double-loop interbay system through simulation, and used response surface methodology for estimating the optimum vehicle number.
2.2 Transport Operation
2.2.1 Path-finding
Usually, the path with the shortest distance, which does not consider the time delay in traffic, is designated for vehicle to travel. However, it might not the shortest time path to the destination. This issue attempts to determine the travel path according to the time-dependent in environment. In the wafer fab, Fukunari et al. [18] proposed a dynamic path-finding algorithm with the idea of node penalty. A node’s type was classified as routing, loading/unloading and charging node, and the penalty was defined as the node crossing time obtained from historical data and the number of vehicles in the queue. Further, the path with avoiding congestion was determined using the shortest-path algorithm. The integer programming used in Liao and Wang [34] determined the path of shortest delivery time in loop-to-loop AMHS, in which the delivery time for each loop was estimated by neural network with simulation.
2.2.2 Traffic Management
The issues of traffic management are focused on avoiding the collision, deadlock, block and conflict problem during transport. Three types to manage traffic for avoid collision in AGVs introduced by Garry [19] are zone control, forward sensing and combination control. In which zone control is to segment the path into separate zones, and only one vehicle is permitted in a given zone
at a time; forward sensing is to use a sensing system onboard the vehicle to detect the presence of a vehicle in front of it. In combination control, forward sensing may use in long runs while zone control would be used in the divergence-path and convergence-path area. Further, competing for causes deadlock or sharing limited resources like limited buffer and guide paths in a system and then the blocking of material flow and circular wait for each other occurs. Lee and Lin [31] proposed an algorithm based on Petri Nets to predict and to avoid deadlock in zone-control uni-directional AGVs. In this study, two phases include deadlock prediction, which is to generate future states to predict whether a deadlock occurs, and traveling decision, which is to prevent vehicle forming a circular wait. Furthermore, the tandem AGVs proposed in Bozer and Srinivasan [6] isdeveloped for“divideand conquer”to betterthecomplex traffic control in traditional AGVs. The principle is to divide the workstation into several non-overlapping, independent and single loops with the uni-direction track. The only one vehicle is implemented in each loop so that the problem of collision, deadlock, block and conflict can be eliminated. However, the cross loop transport needs to transit through the designed transit station, which exist other issues for studying. Besides, in the wafer fab, Lin et al. [38] proposed four strategies for controlling the upper and lower limits of the number of vehicles in the intrabay to avoid congestion and let vehicles be fully utilized. The simulation result showed that these strategies significantly improve the performance.
2.2.3 Transport Strategy
The transport strategy is developed under the give facility for improving performance, and the simulation approach is uaually used to evaluation. The related literatures were abstracted the in Table 2.1 with the time sequence of publication, and strategies/dispatching rule in literatures were made a classification and listed in Table 2.2. The review of this topic was classified as three sections:
classification, comparison and evaluavtion. New strategies proposed and compared to the existing
strategies were reviewed in comparison, while the existing strategies evaluated in different environment or system condition were reviewed in evaluation.
A. Classification of Transport Strategy
Egbelu and Tanchoco [16] classified the Vehicle Dispatching (VD) in AGV as workcenter-initiated and vehicle-initiated, and multiple rules associate with the classifications were
presented. Egbelu [15] further classified the vehicle-initialed dispatching into source driven (push) and demand driven (pull), and the vehicle-initialed rules in Egbelu and Tanchoco [16] were classed as source driven rules. A new dispatching classification was presented in Le-Anh and de Koster [30]. The dispatching systems is classified into decentralized and centralized system, and four types of rules in centralized system included single-attribute, multi-attribute, hierarchical rules and look-ahead or vehicle reassignment. Also the authors addressed the general objectives included (a) minimizing load waiting time (b) maximizing system throughput (c) minimizing queue length and (d) guaranteeing a certain service level at stations.
B. Comparison of Transport Strategy
A vehicle-initiated rule, modified first come first serve (MFCFS) was proposed in Egbelu and Tanchoco [16]. In this rule, the saved call (move request) and the time the call was generated were used for further vehicle assignment, and a department can have only one outstanding saved call for dispersing the traffic intensity of this department. The result of comparison many workcenter-initiated and vehicle-initiated rules indicated that the performance was sensitive only to the vehicle-initiated rule for busy shops, andMFCFS performed better than other rules. A heuristic rule first encountered first served (FEFS) in simple loop AGV was proposed in Bartholdi and Platzman [4]. In the simple loop, vehicle circulates a loop continuously, and picks up the first load encountered whenever it has available space, which will be delivered whenever reaches their destinations. Rule FEFS compared with first come first served (FCFS), pick up task at the longest queue (TLQ) and pick up task closest to its destination (TCD) showed that FEFS can reduce waiting time.
Egbelu [14] proposed a demand driven rule (DEMD) for vehicle to select one part which can eliminate tool's blocking or avoid low utilization. The simulation for comparison the source driven rules and DEMD showed that DEMD performed better. The maximum demand rule (MD) in the JIT system was proposed in Occena and Yokota [47]. The authors set the threshold values for both input and output queues, and vehicle executes the transport only when exists a move demand from a deposit station and a part in the corresponding pick-up station. The result compared MD and DEMD (Egbelu [14]) showed that MD performed better both on throughput and average inventory. For a photobay in a 300 mm fab, Lin et al. [35] proposed a hybrid push-pull dispatching strategy using
the concept of look-ahead (push mechanism) and look-back (pull mechanism) to determine the next task for vehicle according to the states of upstream and downstream tool. Under this strategy, the WIP and cycle time can be improved. Also the numbers of input/retrieve in stocker and unnecessary transport can be decreased.
Sabuncuoglu and Hommertzheim [52] developed a dynamic dispatching algorithm (DDA) for scheduling both machine and AGV. Four hierarchical logics included in AGV dispatching were push logic for critical stations, buffer logic for central buffer, pull logic for idle workstations and push-pull logic for the most appropriate workstation and part, and operation time and expected waiting time on the next operation were considered in machine dispatching. The result compared DDA and SPT/LQS, SPT/SDT, MOD/SDT, MOD/LQS indicated that DDA outperformed on mean flow-time and mean tardiness at varying machine load levels and queue capacity. The rule BID with the bidding function which developed to avoid outgoing buffer to become blocking and incoming buffer to become starving, also attempts to reduce the distance of vehicle's empty trip was proposed in Hwang and Kim [22]. The evaluation of BID with STTF and Mod FCFS showed that BID outperformed other rules on throughput especially when system loading increased. Multi-attribute decision rule (MADR) with attribute weights continuously modified using the neural network approach was proposed in Jeong and Randhawa [23]. The attributes included empty trip distance, remaining spaces in input and output buffers. The proposed rule was compared with STT/STD, MRIQ and MROQS, and the result showed that adapting the attribute weights based on system status can improve the overall performance.
Two vehicle-initiated rules with vehicle reassignment were proposed in Bozer and Yen [7]. In rule modified shortest travel time first (MOD STTF), the average distance of loaded trip is set as threshold to determine if the assigned task is committed or else vehicle might be released for others task. Besides, rule B2D2 let all vehicles place a bid based on its current workload when a movement request issues, and allowed vehicle to have more than one committed tasks. The rule MOD STTF and B2D2 were compared with rule STTF and Mod FCFS. The result showed that reassignment-based rules perform better under different layouts, and B2D2 has the strongest performance. The comparison of single-attribute and multi-attribute dispatching rules in the warehouse were addressed in Le-Anh and De Koster [29]. The single-attribute rules included MODFCFS, STDF, NVF_R, NVF_RC. The vehicle empty travel distance and the load waiting time were considered in multi-attribute rules: multi-att, multi-mod and combi. The concept of moving
vehicle reassignment applied in NVF_R, NVF_RC and Combi indicated that vehicle might be reassigned while the vehicle empty travel distance is longer than a distant threshold. The simulation result showed that NVF_RC, NVF_R, Combi performed well on minimize the load waiting time, and MODFCFS, Multi-att, Multi-mod and Combi performed well on minimize the maximum load waiting time. The general multi-attribute metric (MAM) of vehicle reassignment was proposed in Kim et al. [26]. In this research, the reassignment is only considered whenever the distance between the vehicle and the load is shorter than the distance between the vehicle originally assigned. Further the empty trip distance and waiting time of load would be taken into account in the metric to determine the appropriate load. The result of the rule with MAM compared to STD, B2D2 and NVF_RC showed that reassignment-based rules out performed than STD, and the MAM is the best.
Lin et al. [36] developed the transport strategy by classifying the vehicle into four types, Type-A, B, C, D to service the respective area in the connecting transport AMHS. Further the tool-to-tool delivery can be accomplished by three transport methods which are the combination of vehicle type, including Type-A and B, Type-A and C, Type-A and D. Furthermore, transport strategy was defined as mixture of three transport methods in Lin et al. [37] and the optimum mixture percentage wase obtained by response surface methodology. The simulation result indicated that the transport method Type-A and D performed better on travel time, Type-A and C performed better on throughput and Type-A and B performed better on utilization. Lin et al. [41] extended the previous study in Lin et al. [37], vehicle can change its type according to different task request. In this research, flexible transport strategy leads to shorter empty vehicle trips, and more efficient dispatching.
The rule preemptive highest priority job first (PHP) to reduce lot cycle times of priority lots in a single loop 300 mm AMHS was developed in Wang and Liao [59]. Under PHP, any ongoing transports which block the OHT dispatched by highest priority job will be pending until job completes. The simulation result which compared the rule PHP, NPH (highest priority job without privilege on other OHTs) and NJF showed that PHP can reduce cycle times of priority lots with acceptable time delay on regular lots. Wang and Liao [60] developed an OHT policy, differentiated preemptive dispatching (DPD) to enhance the serve of hot lot by reducing the frequently blocking by normal lots transport. The DPD rule can re-dispatch the nearest empty OHT to the priority lot and prohibit loading/unloading for a non-priority lot if the operation would block the priority lot. The simulation result showed that DPD reduces the average delivery time of hot lots by 24.9%.
De Koster et al. [13] proposed the rules using the pre-arrival information and the time truncation in distance in the warehouse, production plant and transshipment terminal environment. Four decision points with the associate rules in multiple-load AGV were identified in Ho and Chien [21]. The first problem is to determine whether the next task of AGV is to pickup or delivery; the second is to determine which delivery station the AGV should visit if the next task of AGV is determined to delivery; the third is to determine which pickup station the AGV should visit if the next task of AGV is determined to pickup; the forth is to determine which job should be picked up from the output queue. The best combination rule suggested by simulation for the four problems is DTF, SD, GOQ, ID respectively. The Search Range (SR) for dispatching under the connected loop AMHS was proposed in Sha et al. [54]. The idea is to ignore the waiting FOUPs which are too far from thevehicle,so thatthedistanceofvehicle’sempty trip and thetimeforFOUP to waitfor being picked it up can be reduced. The simulation result indicated that longer SR is applicable in a light system, and in a heavy system the shorter SR is.
C. Evaluation of Transport Strategy
Four vehicle-initiated rules for lift truck dispatching in job shop were evaluated in Russell and Tanchoco [50], including largest number in queue (LNQ), longest waiting time (LWT), preferred order by nearest load (POR) and random assignment (RAN). The simulation results showed that the LNQ was the most stable rule to the length of queue at the pickup stations. Yim and Linn [64] evaluated the vehicle-initiated rule in push-based AGVs and pull-based AGVs. The proposed vehicle-initiated rule considered two sections were part selection rule: longest waiting time (LWT), minimum remaining outgoing queue space (MROQ), and process selection rule: longest inter-arrival time (LIT), maximum remaining incoming queue space (MRIQ). Further the decision sequence in push-based AGVs was part selection then process selection, while in pull-based AGVs was process selection then part selection. The simulation result compared the push-based with pull-based dispatching showed that they performed equally well on average output rate. Mahadevan and Narendran [42] evaluated dispatching rules in multi-vehicle FMS including least utilized vehicle (LVV), nearest vehicle (NV), first available free vehicle (FAFV), fixed path vehicle dispatch (FPVD) and modified fixed path vehicle dispatch (MFPVD). The simulation result showed that NV performs the best, and the cycle time is reduced by 40% in MFPVD that in the FPYD. Sabuncuoglu [51] evaluated the combination of machine rules and AGV rules under different
system loading, queue capacity and down time. Machine scheduling rules included SPT, SPT.TOT, SPT/TOT, LWKR and FCFS; AGV rules including FCFS, LQS, STD and LWKR. Simulation result showed that SPT-STD out performed others rule on mean flow time in general, and LQS responded faster than STD to blocking if queue capacities reduced and down time increased.
Lin et al. [39] outlined dispatching strategies in a double loop interbay with three decision points: loop selection, cassette-initiated and vehicle-initiated rule. The results showed that the shortest distance (SD) for loop selection, the nearest vehicle (NV) for cassette-initiated dispatching and foremost encounter first served (FEFS) for vehicle-initiated dispatching outperformed the others. Jimenez et al. [24] evaluated the decision problem consists of selecting inner or outer rail for inter-bay transport and selecting the lifters for inter-floor transport in the interbay with two-floor layout. The simulation result show that the strategy based on the shortest distance and the fewer number of waiting lots in the path can minimize average transfer time. Four dispatching decision points and the associate rules in fab identified in Min and Yih [44] were selection lot by critical machine: FCFS, SRPT, EDD and CR; selection lot by non-critical machine: FCFS, SRPT, EDD and CR; selection lot by stocker: FRFS, IBF, LRS, EDD, SRPT and CR and selection lot by vehicle: FRFS, LRS, EDD, SRPT and CR. The authors dynamically adjusted the rule combination using competitive neural network and resulted in the superior performance to others method.
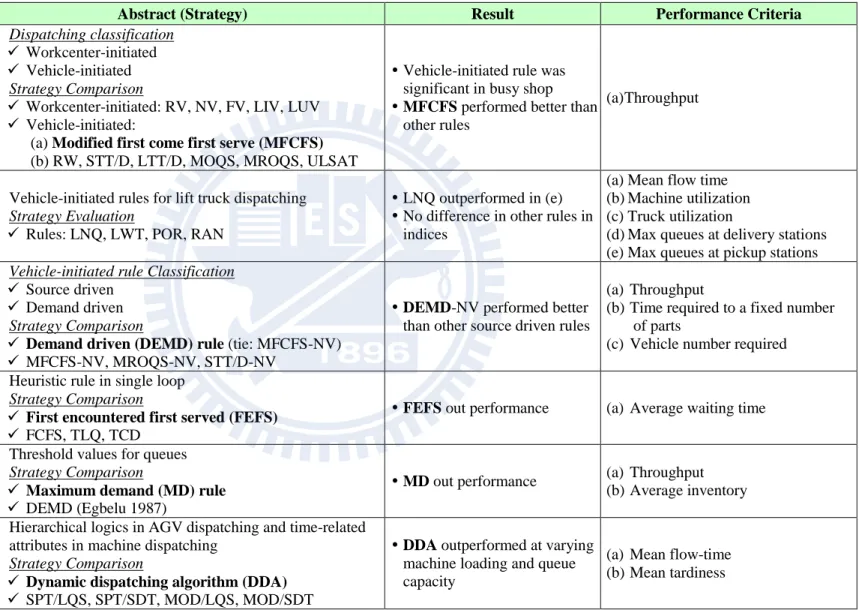
Table 2.1 Literature of transport strategy summary
No Author Appl. Abstract (Strategy) Result Performance Criteria
[16] Egbelu and Tanchoco (1984) FMS (1) Dispatching classification Workcenter-initiated Vehicle-initiated (2) Strategy Comparison
Workcenter-initiated: RV, NV, FV, LIV, LUV Vehicle-initiated:
(a) Modified first come first serve (MFCFS) (b) RW, STT/D, LTT/D, MOQS, MROQS, ULSAT
Vehicle-initiated rule was significant in busy shop MFCFS performed better than
other rules (a)Throughput [50] Russell and Tanchoco (1984) Job shop
(1) Vehicle-initiated rules for lift truck dispatching (2) Strategy Evaluation
Rules: LNQ, LWT, POR, RAN
LNQ outperformed in (e) No difference in other rules in
indices
(a) Mean flow time (b) Machine utilization (c) Truck utilization
(d) Max queues at delivery stations (e) Max queues at pickup stations
[14] Egbelu (1987) FMS
(1) Vehicle-initiated rule Classification Source driven
Demand driven (2) Strategy Comparison
Demand driven (DEMD) rule (tie: MFCFS-NV)
MFCFS-NV, MROQS-NV, STT/D-NV
DEMD-NV performed better
than other source driven rules
(a) Throughput
(b) Time required to a fixed number of parts
(c) Vehicle number required
[4]
Bartholdi and Platzman (1989)
FMS
(1) Heuristic rule in single loop (2) Strategy Comparison
First encountered first served (FEFS)
FCFS, TLQ, TCD
FEFS out performance (a) Average waiting time
[47] Occena and
Yokota (1991) FMS
(1) Threshold values for queues (2) Strategy Comparison
Maximum demand (MD) rule
DEMD (Egbelu 1987)
MD out performance (a) Throughput
(b) Average inventory [52] Sabuncuoglu and Hommertzheim (1992) FMS
(1) Hierarchical logics in AGV dispatching and time-related attributes in machine dispatching
(2) Strategy Comparison
Dynamic dispatching algorithm (DDA)
SPT/LQS, SPT/SDT, MOD/LQS, MOD/SDT
DDA outperformed at varying
machine loading and queue capacity
(a) Mean flow-time (b) Mean tardiness
Table 2.1 Literature of transport strategy summary (cont.)
No Author Appl. Abstract (Strategy) Result Performance Criteria
[64] Yim and Linnt
(1993) FMS
(1) Vehicle-initiated rule
Part selection: LWT, MROQ Process selection: LIT, MRIQ (2) Strategy Evaluation
Push-based: part selection process selection Pull-based: process selection part selection
Push-based and Pull-based
performed equally well (a) Average output rate
[42]
Mahadevan and Narendran (1994)
FMS
(1) Vehicle dispatching in multi-vehicle FMS (2) Strategy Evaluation
LUV, NV, FAFV, FPVD, MFPVD
NV performs the best In MFPVD, the cycle time is
reduced by 40% that in FPYD
(a) Cycle time (b) Queue length (c) AGV utilization (d) Waiting time (e) Throughput
[7] Bozer and Yen
(1996) FMS
(1) Vehicle reassignment (distance threshold) (2) Strategy Comparison
Modified shortest travel time first (MOD STTF)
Bidding-based dynamic dispatching (B2D2)
STTF, Mod FCFS
MOD STTF and B2D2
performed better B2D2 has the strongest
performance
(a) Vehicle utilization (b) Time in system (c) Queuing time
(d) Maximum output queue
[22] Hwang and
Kim (1998) FMS
(1) Bidding with status of incoming/outgoing buffer and distance of vehicle’s empty trip
(2) Strategy Comparison Bidding (BID) rule
STTF, Mod FCFS
BID outperformed especially
in heavy system loading (a) Throughput
[51] Sabuncuoglu
(1998) FMS
(1) Rules in different loading, queue capacity, down time (2) Strategy Evaluation
Machine scheduling: SPT, SPT.TOT, SPT/TOT, LWKR, FCFS
AGV scheduling: FCFS, LQS, STD, LWKR
SPT-STD outperformed in general
Queue capacity reduced, down time increased, LQS responds faster than STD to blocking
(a) Mean flow time
[23]
Jeong and Randhawa (2001)
FMS
(1) Multi-attribute with weights continuously modified (2) Strategy Comparison
Multi-attribute decision rule (MADR)
(a) Empty trip distance
(b) Remaining spaces in input/output buffers STT/STD, MRIQ, MROQS
Performance improved by adapting weights dynamically
(a) Time in system (b) Unloaded travel time (c) Blocking time (d) WIP
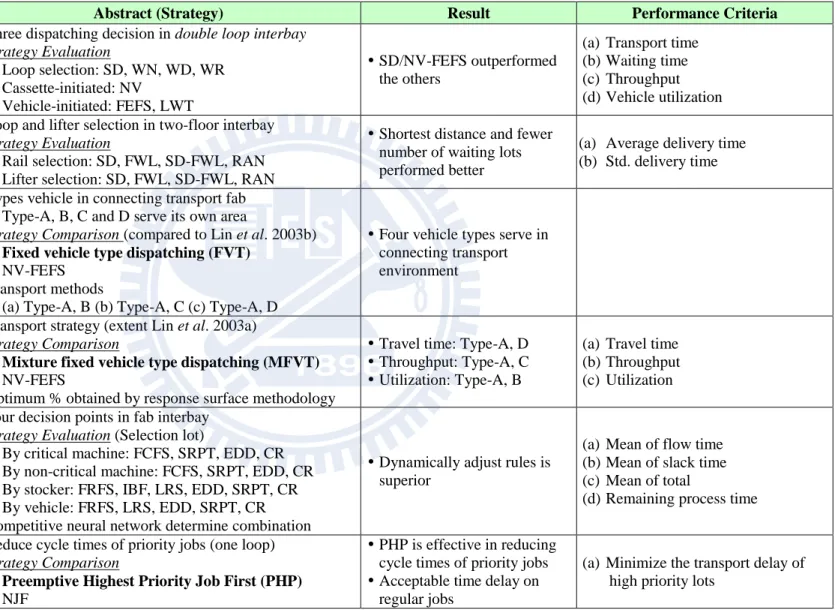
Table 2.1 Literature of transport strategy summary (cont.)
No Author Appl. Abstract (Strategy) Result Performance Criteria
[39] Lin et al.
(2001) Fab
(1) Three dispatching decision in double loop interbay (2) Strategy Evaluation Loop selection: SD, WN, WD, WR Cassette-initiated: NV Vehicle-initiated: FEFS, LWT SD/NV-FEFS outperformed the others
(a) Transport time (b) Waiting time (c) Throughput (d) Vehicle utilization
[24] Jimenez et al.
(2002) Fab
(1) Loop and lifter selection in two-floor interbay (2) Strategy Evaluation
Rail selection: SD, FWL, SD-FWL, RAN Lifter selection: SD, FWL, SD-FWL, RAN
Shortest distance and fewer number of waiting lots performed better
(a) Average delivery time (b) Std. delivery time
[36] Lin et al.
(2003a) Fab
(1) Types vehicle in connecting transport fab Type-A, B, C and D serve its own area
(2) Strategy Comparison (compared to Lin et al. 2003b) Fixed vehicle type dispatching (FVT)
NV-FEFS (3) Transport methods
(a) Type-A, B (b) Type-A, C (c) Type-A, D
Four vehicle types serve in connecting transport environment
[37] Lin et al.
(2003b) Fab
(1) Transport strategy (extent Lin et al. 2003a) (2) Strategy Comparison
Mixture fixed vehicle type dispatching (MFVT)
NV-FEFS
(3) Optimum % obtained by response surface methodology
Travel time: Type-A, D Throughput: Type-A, C Utilization: Type-A, B
(a) Travel time (b) Throughput (c) Utilization
[44] Min and Yih
(2003) Fab
(1) Four decision points in fab interbay (2) Strategy Evaluation (Selection lot)
By critical machine: FCFS, SRPT, EDD, CR By non-critical machine: FCFS, SRPT, EDD, CR By stocker: FRFS, IBF, LRS, EDD, SRPT, CR By vehicle: FRFS, LRS, EDD, SRPT, CR (3) Competitive neural network determine combination
Dynamically adjust rules is superior
(a) Mean of flow time (b) Mean of slack time (c) Mean of total
(d) Remaining process time
[59] Wang and
Liao (2003) Fab
(1) Reduce cycle times of priority jobs (one loop) (2) Strategy Comparison
Preemptive Highest Priority Job First (PHP)
NJF
PHP is effective in reducing cycle times of priority jobs Acceptable time delay on
regular jobs
(a) Minimize the transport delay of high priority lots
Table 2.1 Literature of transport strategy summary (cont.)
No Author Appl. Abstract (Strategy) Result Performance Criteria
[13] De Koster et
al. (2004) Other
(1) Pre-arrival information and time truncation in distance (2) Strategy Comparison
Dispatching with pre-arrival Information (DPI)
Nearest-Vehicle-First with Time Priority (NVFTP)
Application
(a) Warehouse: WLD, LLD, DPI
(b) Production plant: DD, C100FCFS, DPI (c) Transshipment terminal: LLD, DPI
Common rules: NWF, NVF, MODFCFS, NVFTP
Distance-based rules (NVF, NWF) performs better on the load waiting time
(a) Load waiting time
(b) Maximum load waiting time (c) Vehicle utilization
(d) Maximum number of critical queue
[41] Lin et al.
(2004) Fab
(1) Vehicle type exchanged (2) Strategy Comparison
Mix virtual vehicle type dispatching (MVVT)
MFVT (Lin et al. 2003b)
Time spent waiting for an empty vehicle is reduced
(a) Throughput (b) Transport time (c) 95% transport time (d) Waiting time [60] Wang and Liao (2004) Fab
(1) Reduce frequently blocking of hot lots transport (2) Strategy Comparison
Differentiated Preemptive Dispatching (DPD)
Non-preemptive highest priority job first (NPH)
NJF
DPD reduced average delivery
time of hot lots by 24.9%. (a) Average delivery times
[29]
Le-Anh and De Koster (2005)
Other
(1) Single-attribute and Multi-attribute rules in warehouse (2) Strategy Comparison
Single-attribute:
(a) Nearest vehicle first with re-assignment (NVF_R) (b) Nearest vehicle first with re-assignment and
cancellation (NVF_RC) (c) MODFCFS, STDF Multi-attribute:
(a) Modified multi-attribute (Multi-mod) (b) Combined dispatching (Combi) (c) Multi-att
NVF_RC, NVF_R, Combi performed well in index (a) MODFCFS, Multi-att,
Multi-mod, Combi performed well in index (b)
(a) Minimize the load waiting time (b) Minimize the maximum load
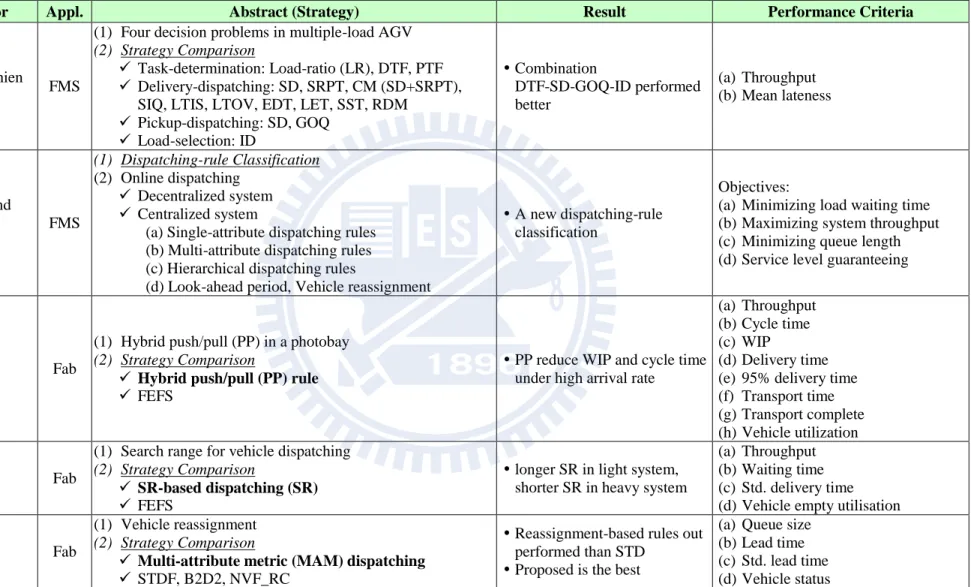
Table 2.1 Literature of transport strategy summary (cont.)
No Author Appl. Abstract (Strategy) Result Performance Criteria
[21] Ho and Chien
(2006) FMS
(1) Four decision problems in multiple-load AGV (2) Strategy Comparison
Task-determination: Load-ratio (LR), DTF, PTF Delivery-dispatching: SD, SRPT, CM (SD+SRPT),
SIQ, LTIS, LTOV, EDT, LET, SST, RDM Pickup-dispatching: SD, GOQ Load-selection: ID Combination DTF-SD-GOQ-ID performed better (a) Throughput (b) Mean lateness [30] Le-Anh and De Koster (2006) FMS (1) Dispatching-rule Classification (2) Online dispatching Decentralized system Centralized system
(a) Single-attribute dispatching rules (b) Multi-attribute dispatching rules (c) Hierarchical dispatching rules
(d) Look-ahead period, Vehicle reassignment
A new dispatching-rule classification
Objectives:
(a) Minimizing load waiting time (b) Maximizing system throughput (c) Minimizing queue length (d) Service level guaranteeing
[35] Lin et al.
(2006) Fab
(1) Hybrid push/pull (PP) in a photobay (2) Strategy Comparison
Hybrid push/pull (PP) rule
FEFS
PP reduce WIP and cycle time under high arrival rate
(a) Throughput (b) Cycle time (c) WIP
(d) Delivery time (e) 95% delivery time (f) Transport time (g) Transport complete (h) Vehicle utilization [54] Sha et al.
(2006) Fab
(1) Search range for vehicle dispatching (2) Strategy Comparison
SR-based dispatching (SR)
FEFS
longer SR in light system, shorter SR in heavy system
(a) Throughput (b) Waiting time (c) Std. delivery time (d) Vehicle empty utilisation [26] Kim et al.
(2007) Fab
(1) Vehicle reassignment (2) Strategy Comparison
Multi-attribute metric (MAM) dispatching
STDF, B2D2, NVF_RC
Reassignment-based rules out performed than STD
Proposed is the best
(a) Queue size (b) Lead time (c) Std. lead time (d) Vehicle status
Table 2.2 Dispatching rule summary
Vehicle-initiated Queue-related
No Rule Authors Workcenter
-initiated Source Demand
Distance-related
Time-related Input Output
WorkCenter-Initiated Dispatching
1 FAFV First available free vehicle Mahadevan and Narendran (1994) V V
2 FPVD Fixed path vehicle dispatch Mahadevan and Narendran (1994) V V
3 FV Farthest vehicle rule Egbelu and Tanchoco (1984) V V
4 LIV Longest idle vehicle rule Egbelu and Tanchoco (1984) V V
5 LUV Least utilized vehicle rule Egbelu and Tanchoco (1984) V V V
6 MFPVD Modified fixed path vehicle dispatch Mahadevan and Narendran (1994) V V
7 NV Nearest vehicle rule Egbelu and Tanchoco (1984) V V
8 RV Random vehicle rule Egbelu and Tanchoco (1984) V
Vehicle-Initiated Dispatching
1. Random-Based Dispatching
1 RAN Random assignment Russell and Tanchoco (1984) V
2 RW Random work centre Egbelu and Tanchoco (1984) V
2. Distance-Based Dispatching
1 CD Pick-up-task-closest-to-its-destination Bartholdi and Platzman (1989) V V
2 FEFS First encountered first served (loop) Bartholdi and Platzman (1989) V V
3 FVT Fixed vehicle type dispatching Lin et al. (2003a) V V
4 LLD Load-list dispatching De Koster et al. (2004) V V
5 LTT/D Longest travel time/distance Egbelu and Tanchoco (1984) V V
6 MFVT Mixture fixed vehicle type dispatching Lin et al. (2003b) V V
7 MVVT Mix virtual vehicle type dispatching Lin et al. (2004) V V
8 NJF Nearest job first Wang and Liao (2003) V V
9 NWF Nearest-workstation-first De Koster et al. (2004) V V
Table 2.2 Dispatching rule summary (cont.)
Vehicle-initiated Queue-related
No Rule Authors Workcenter
-initiated Source Demand
Distance-related
Time-related Input Output 2. Distance-Based Dispatching (cont.)
11 SDT Shortest distance travelled Sabuncuoglu and Hommertzheim (1992) V V
12 SR SR-based dispatching Sha et al. (2006) V V
13 STD Shortest travel time/distance Sabuncuoglu (1998) V V
14 STT/D Shortest travel time/distance Egbelu and Tanchoco (1984) V V
15 WLD Work-list dispatching De Koster et al. (2004) V V
3. Time-Based Dispatching
1 CR Critical ratio Min and Yih (2003) V V
2 DPI Dispatching with pre-arrival information De Koster et al. (2004) V V
3 EDD Earliest due date Min and Yih (2003) V V
4 FCFS First come first served Bartholdi and Platzman (1989 V V
5 FRFS First request first serve Min and Yih (2003) V V
6 LIT Longest inter-arrival time Yim and Linnt (1993) V V
7 LWKR Least work remaining Sabuncuoglu (1998) V V
8 LWT Longest waiting time Russell and Tanchoco (1984) V V
9 MFCFS Modified first come first serve Egbelu and Tanchoco (1984) V V
10 SRPT Shortest remaining process time Min and Yih (2003) V V
11 STTF Shortest travel time first Bozer and Yen (1996) V V
12 ULSAT Unit load shop arrival time Egbelu and Tanchoco (1984) V V
4. Hybrid Distance/Time-Based Dispatching
1 C100FCFS 100 m/FCFS (hybrid rule) De Koster et al. (2004) V V V
2 DD Dedicated dispatching (C100FCFS) De Koster et al. (2004) V V V
3 Mod FCFS Modified first come first serve De Koster et al. (2004) V V V
Table 2.2 Dispatching rule summary (cont.)
Vehicle-initiated Queue-related
No Rule Authors Workcenter
-initiated Source Demand
Distance-related
Time-related Input Output 5. Queue Size-Based Dispatching
1 LNQ Largest number in queue Russell and Tanchoco (1984) V V
2 LQ Pick-up-task-at-the-longest-queue Bartholdi and Platzman (1989) V V
3 LQS Largest queue size Sabuncuoglu and
Hommertzheim (1992) V V
4 LRS Lowest remaining space in stocker Min and Yih (2003) V V
5 MOQS Maximum outgoing queue size Egbelu and Tanchoco (1984) V V
6 MRIQ Maximum remaining incoming queue space Yim and Linnt (1993) V V
7 MROQS Minimum remaining outgoing queue space Egbelu and Tanchoco (1984) V V
6. Multi-Attribute-Based Dispatching
1 BID Bidding rule(α,β:simulation test) Hwang and Kim (1998) V V V V
2 MADR Multi-attribute decision rule
(weight: neural) Jeong and Randhawa (2001) V V V V
3 Multi-att Multi-attribute dispatching
(weight: pre-defined) Le-Anh and De Koster (2005) V V V
4 Multi-mod Modified multi-attribute dispatching
(weight: pre-defined, p:pre-defined) Le-Anh and De Koster (2005) V V V
7. Demand-Based (Pull) Dispatching
1 DDA Dynamic dispatching algorithm (levels logic checking)
Sabuncuoglu and
Hommertzheim (1992) V V V V V V
2 DEMD Demand driven rule
(pull system) Egbelu (1987) V V V V V
3 MD Maximum demand rule
(JIT system) Occena and Yokota (1991) V V V V V
Table 2.2 Dispatching rule summary (cont.)
Vehicle-initiated Queue-related
No Rule Authors Workcenter
-initiated Source Demand
Distance-related
Time-related Input Output 8. Reassignment-Based Dispatching
1 B2D2 Bidding-based dynamic dispatching
(current loading) Bozer and Yen (1996) V V V
2 Combi Combined dispatching Le-Anh and De Koster (2005) V V V V
3 MAM Multi-attribute metric dispatching Kim et al. (2007) V V V
4 MOD STTF Modified shortest travel time first Bozer and Yen (1996) V V V
5 NVF_R Nearest vehicle first with vehicle
re-assignment Le-Anh and De Koster (2005) V V V
6 NVF_RC Nearest vehicle first with vehicle
re-assignment and cancellation Le-Anh and De Koster (2005) V V V
9. Priority-Based Dispatching
1 DPD Differentiated preemptive dispatching Wang and Liao (2004) V V V
2 NPH Non-preemptive highest priority job first Wang and Liao (2004) V V
3 PHP Preemptive highest priority job first Wang and Liao (2003) V V
10. Other Issues Dispatching (1) Multi-Lood Vehicle
(a) Task-Determination
1 DTF Delivery task first Ho and Chien (2006)
2 PTF Pick up task first Ho and Chien (2006)
3 LR Load ratio Ho and Chien (2006)
(b) Delivery-Dispatching
1 SD Shortest distance Ho and Chien (2006) V V
2 SRPT Smallest remaining processing time Ho and Chien (2006) V V
3 CM Combination (SD+SRPT) Ho and Chien (2006) V V V
4 SIQ Smallest input queue Ho and Chien (2006) V V
Table 2.2 Dispatching rule summary (cont.)
Vehicle-initiated Queue-related
No Rule Authors Workcenter
-initiated Source Demand
Distance-related
Time-related Input Output
(b) Delivery-Dispatching (cont.)
6 LTOV Longest time on vehicle Ho and Chien (2006) V V
7 EDT Earliest due time Ho and Chien (2006) V V
8 LET Longest elapsed time since last arrival Ho and Chien (2006) V V
9 SST Smallest slack time Ho and Chien (2006) V V
10 RDM Random Ho and Chien (2006) V
(c) Pickup-Dispatching
1 SD Shortest distance Ho and Chien (2006) V V
2 GOQ Greatest output queue Ho and Chien (2006) V V
(d) Load-Selection
1 ID Identical-destination Ho and Chien (2006) V
No Rule Authors Distance-related Loading-related Queue-related Random (2) Multi-Loop / Lifter Selection
1 FWL Fewest number of waiting lots Jimenez et al. (2002) V
2 RAN Random Jimenez et al. (2002) V
3 SD Shortest distance Lin et al. (2001) V
4 WD WIP travel distance Lin et al. (2001) V V
5 WN WIP number Lin et al. (2001) V
2.2.4 Performance Prediction
The prediction model developed for performance is required to provide guidance to practitioners in selecting a preferable setting based on the changeable environment. The delivery time forecast for both the priority lot and regular lot in the 300 mm AMHS was proposed by Liao and Wang [34]. The authors developed a neural network model trained by an OHT loop simulation model, and the lot delivery time in each loop can be estimated. Further, integer programming was used to determine the loop path with the shortest delivery time, and the total delivery time can be obtained by summarising all the delivery times in the loop-to-loop delivery path. Liang and Wang [33] decomposed the whole 300 mm AMHS into several independent loops and used the simulation to estimate the delivery time, waiting time, and blocking time of each transport loop by statistical regression. Then, the loop-to-loop delivery time can be estimated by adding all the forecast delivery times of loop along the transport path.
2.3 Production Dispatching
The production requests might not be executed immediately due to the limited resources. Thus, the dispatching is raised to check the available capability and determine the resource allocation based on the designated purpose. The mechanism of Tool Dispatching (TD) involves the determination of which wafers to process first, given that many wafers are waiting to be processed. Tyan et al. [57] used the TOC principles to propose the state-dependent dispatching rule specially designed for the bottleneck station. Dabbas and Fowler [12] classified the rules as local or global policies. The latter include look-behind and look-ahead, making the decision both within and outside the immediate neighborhood because of the re-entrance characteristics, leading to the requirement for dispatching to take into account the status elsewhere. Besides, the combination rules have been developed to use the mixed design to assign the optimal weight based on different criteria. In addition, some issues are focused on areas where there are particular restrictions, such as mask change, dedicated tool, and issues in full-batch. A mask is a glass plate with the circuit pattern specifically designed for a single layer. The scheduling issue attempts to minimize the mask change timesto reducethetool’sset-up time; for example, the family-based rules, which group the same photo mask as a family, was proposed in Chern and Liu [11], or seeks to balance the workload