國 立 交 通 大 學
管理學院(工業工程與管理學程)碩士班
碩 士 論 文
太陽能模組層壓製程參數最佳化
-以 W 公司為例
Optimizing Process Parameters for Lamination
Process of Solar Module-A Case Study of W
Company
研 究 生:邱浩煒
指導教授:張永佳博士
太陽能層壓製程參數最佳化-以 W 公司為例
Optimizing Process Parameters for Lamination
Process of Solar Module-A Case Study of W Company
學生:邱浩煒 Student: Chiu-Hao Wei
指導教授:張永佳 博士 Advisor:Dr.Yung-Chia Chang
國 立 交 通 大 學
管理學院 ( 工業工程與管理學程 ) 碩士班
碩 士 論 文
Submitted to Department of Engineering and Management
National Chiao Tung Unversity
In partial Fulfillment of the Requirements
For the Degree of
Master
in
Industrial Engineering and Management
July 2012
Hsinchu, Taiwan, Republic of China
中 華 民 國 一 百 零 一 年 七 月
太陽能層壓製程參數最佳化-以 W 公司為例
學生:邱浩煒 指導教授:張永佳 博士
管理學院(工業工程與管理學程)碩士班
摘要
當能源短缺、油價持續上漲及環境污染、全球溫室效應日趨嚴重,替代 能源之發展是每個國家關注及必要的因應方案;其中以太陽能產業最受各國 家重視及期待。本研究以改善太陽能模組良率為主題,而一般太陽能模組廠 的關鍵製程為其中最為重要的層壓製程,也是太陽能模組生產過程中所需較 長的作業時間,且往往在層壓製程完成後,當模組裡面的 EVA(乙烯-醋酸乙 烯共聚物)經過層壓程序進而架橋完成,下一檢驗站如發現不良現象例如:氣 泡或 EVA 未融異常,該片模組常常就發生無法重工修復,甚至無法以次級品 出售進而報廢處理。不僅僅如此,太陽能模組一般在市場上的保證期限長達 20 年之久,但過往客訴案件過程中常有發生可靠度缺陷問題,而這些可靠度 的缺陷問題大部分來自於層壓製程的潛在缺陷異常,所以此研究以太陽能層 壓製程可能所發生相關的缺陷不良為對象,利用實驗設計發現加熱時間、抽 真空時間及抽真空壓力是真正影響層壓製層良率的重要因子,且找出最佳製 程參數組合去改善其太陽能模組良率之最佳方法及提升公司競爭力。 關鍵字:實驗設計、太陽能模組、層壓製程、EVA(乙烯-醋酸乙烯共聚物)Optimizing Process Parameters for lamination process of
solar module-A Case Study of W Company
Student: Chiu-Hao Wei Advisor:Dr.Yung-Chia Chang
Degree Program of Industrial Engineering and Management
ABSTRACT
When the energy shortages, rising oil prices, environmental pollution and global
warming have become worst, the alternative energy development is the necessary
approach for each nation. In which solar industry is the most appreciative choice
in each country. This research topic is to improve solar module yield; however,
the bottleneck of general solar module plant process as one of the most important
lamination process and it is longest operation time in whole the solar module
production process. Otherwise, lamination process complete EVA(ethylene - vinyl
acetate copolymer) cross-link process and could detect some potential failures such as “bubble” or “EVA curing incomplete” existing inside EVA layer by next
inspection station. These failures cannot be repaired and need to execute scrap
process. Furthermore, the solar modules are generally the warranty period up to
20 years in the market, but in the past off customer complaint cases often have
reliability failures which are come from potential problem of lamination process.
Therefore, this research is to find out related defects of lamination process of solar
yield and increase company’s competitive ability.
Key word: DOE、Solar module、Lamination process、EVA(ethylene - vinyl acetate
誌 謝
因緣際會之下重新進入校園,且重新拿起書本才深深感覺自己所學有限, 過去以往的謬誤的知識,或是似懂非懂的觀念,都在這個兩年學程中得到了 澄清及加強正確的知識基礎,使我在職場上有著莫大的受益無窮。 首先要感謝指導教授張永佳博士在這一段求學期間給予我很多實用的建 議,使得我在撰寫論文過程中得到很多幫助去解決寫作瓶頸。在論文審查與 口詴期間,承蒙王志軒博士及張桂琥博士撥冗細閱,並給予論文不足之處及 許多寶貴的意見,使本論文得以更加嚴謹周詳,特此深表感謝這些審查委員 的辛勞。 另外,感謝我任職公司的老闆陳思銘董事長,在這兩年的求學過程給予 鼓勵及支持,也在求學期間發生學業與工作時間衝突時,讓我無後顧之憂的 同時顧及兩邊,最後才得以讓學業順利完成。最後我要感謝我的家人在背後 支持我,有我父母親的期待及寄望,能讓我更加堅持自己的信念繼續完成這 兩年的學程。 在完成碩士學位之際,我要將這份的喜悅分享給在我身旁的支持我與幫 助我的老師、家人及同事們,非常感謝你們。 邱浩煒 謹誌於 國立交通大學(工業工程與管理學程) 碩士班 中華民國一百零一年七月
目錄
1.1 研究背景與動機 ... 1 1.2 研究目的 ... 3 1.3 論文架構 ... 3 第二章 文獻探討 ... 5 2.1 太陽能產業沿革 ... 5 2.2 太陽能發電應用 ... 8 2.3 太陽能產業鏈介紹 ... 11 2.4 實驗設計歷史沿革 ... 12 2.4.1 實驗設計步驟階段 ... 14 2.4.2 單因子實驗設計法 ... 16 2.4.3 多因子實驗設計法 ... 16 2.4.4 部分因子實驗設計法 ... 18 第三章 研究方法 ... 20 3.1 研究架構與流程 ... 20 3.2 問題描述 ... 20 3.3 定義品質特性 ... 24 3.4 選擇因子、水準及實驗設計 ... 24 第四章 實驗分析 ... 29 4.1 執行設計與資料蒐集 ... 29 4.2 資料分析 ... 30 4.2.1 變異數分析 ... 30 4.2.2 模式適當性分析 ... 33 4.2.3 實驗分析結果 ... 35 4.3 效益分析 ... 36 第五章 結論與建議 ... 37 5.1 研究結論 ... 37 5.2 未來研究方向與建議 ... 37 參考文獻 ... 39圖目錄
圖 1-1 結晶矽太陽能光電產業結構 ... 2 圖 1-2 研究架構圖 ... 4 圖 2-1 獨立型太陽能發電系統 ... 10 圖 2-2 併網型太陽能發電系統 ... 11 圖 3-1 研究架構 ... 20 圖 3-2 太陽能模組製程的模組層壓製程 ... 22 圖 3-3 氣泡缺陷異常 ... 22 圖 3-4 部分 EVA 未完成架橋 ... 22 圖 3-5 熱斑效應(Hot Spot) ... 23 圖 3-6 架橋比值製程監控趨勢圖 ... 23 圖 3-7 2012 年 Q1 異常項目統計 ... 23 圖 3-8 影響 EVA 的架橋比值因果圖 ... 24 圖 4-1 常態機率圖 ... 31 圖 4-3 交互作用圖 ... 35 圖 4-2 四合一適當性分析圖 ... 34 圖 4-4 EVA 架橋比值監控圖(改善前+改善後) ... 35表目錄
表 3-1 因子水準表 ... 25 表 3-2 變異數分析 ... 26 表 3-3 實驗設計的構建 ... 28 表 4-1 實驗數據資料 ... 29 表 4-2 效果估計值、迴歸係數表 ... 30 表 4-3 A,B,D 三因子實驗結果 ... 32 表 4-4 變異數分析表 ... 32第一章 緒論
1.1 研究背景與動機
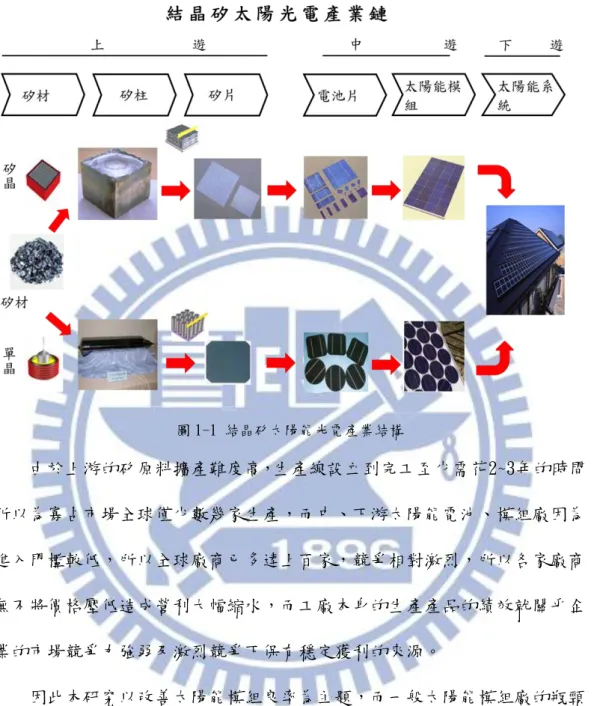
自十八世紀工業革命以來,人類為了追求經濟發展,不斷似無忌憚 耗竭及燃燒石化能源,且排放大量溫室氣體,造成地球暖化天災頻仍,生存 環境大受威脅。國際油價在能源消耗下不斷的升高,在 2009/1/1 國際原油均 價為約 36 美元/桶,而 2011/1/1 國際原油價調漲為 88.8 美元/桶,兩年期間 原油價格提高約 2.4 倍,面對油價不斷創新高和京都議定書的制定下,各國 開始重視替代能源所帶來的低污染和高能源使用率。所以本世紀人類面臨能 源危機,人類必頇積極尋找替代能源,當中以太陽能光電產業最為各國所重 視,因為一來可以解決能源危機及環保相關議題,二來可提高國家經濟成長 率,各界都預測 2050 年全球 25%能源可能為太陽能能源取代,所以全球各國 已紛紛訂出太陽能光電產業政策由於太陽能不需燃料且源源不絕,沒有污染, 因此已被各國大力推廣。 如圖1-1 結晶矽太陽能光電產業結構,包含上游的矽原料、矽晶棒、矽 晶圓,中游的太陽能電池,以及下游的太陽能電池模組和系統組裝。圖 1-1 結晶矽太陽能光電產業結構 由於上游的矽原料擴產難度高,生產線設立到完工至少需花2~3年的時間, 所以為寡占市場全球僅少數幾家生產,而中、下游太陽能電池、模組廠因為 進入門檻較低,所以全球廠商已多達上百家,競爭相對激烈,所以各家廠商 無不將價格壓低造成營利大幅縮水,而工廠本身的生產產品的績效就關乎企 業的市場競爭力強弱及激烈競爭下保有穩定獲利的來源。 因此本研究以改善太陽能模組良率為主題,而一般太陽能模組廠的瓶頸 製程為其中最為重要的層壓製程,也是太陽能模組生產過程中所需較長的作 業時間,且往往在層壓製程完後,當模組裡面的EVA(乙烯-醋酸乙烯共聚物) 經過層壓程序進而架橋完成,下一檢驗站如發現不良現象例如:氣泡或EVA未 融異常,該片模組常常就發生無法重工修復,甚至無法以次級品出售進而報 廢處理。不僅僅如此,太陽能模組一般在市場上的保證期限長達20年之久,
但過往客訴案件過程中常有發生可靠度缺陷問題,而這些可靠度的缺陷問題 大部分來自於層壓製程的潛在缺陷異常,所以此研究以太陽能層壓製程可能 所發生相關的缺陷不良為對象,找出一個可以改善其太陽能模組良率之最佳 方法。另外本研究除了希望能夠利用實驗設計(Design of Experiment,DOE) 的方法來解決該個案公司所遭受到層壓製程產生的缺陷不良問題外,也藉由 本研究來讓業界能夠利用實驗設計來解決其製程上缺陷問題並縮短整個製程 改善時間,提升太陽能模組的生產良率來進而強化企業在市場的競爭優勢。
1.2 研究目的
本研究使用傳統實驗設計手法中的全因子實驗,依據太陽能模組層壓機 的機構特性及功能,去列舉太陽能模組層壓製程可能造成缺陷的原因及可以 改善缺陷的可能因子。在不考慮因子間之交互作用的情況之下,能以最短時 間將真正的問題找出來並加以改善,防止問題持續發生並找到最佳的太陽能 模組層壓製程參數,進而提升產品良率,增加個案W公司競爭力。另外,W 公司的改善後的流程訂定標準化,並可以實施要求所有外包代工廠遵循,如 此可以穩定在外出貨品質,達成交期及品質雙贏策略。1.3 論文架構
本研究共分為五章,其安排如下所述(圖 1-2): 第一章:緒論,說明本論文研究背景與動機、研究目的、及研究架構。 第二章:文獻探討,本章主要介紹太陽能產業鏈相關文獻、太陽能模組廠製 程概略說明、實驗設計歷史沿革及應用的成功案例說明。 第三章:研究方法,利用太陽能模組廠在層壓製程中所產生的模組品質缺陷資料進行分析,去找出可能的影響因子及水準來設計實驗項目。 第四章:實驗分析,針對分析的實驗數據來找出太陽能模組層壓製程上的缺 陷原因,來改善層壓製程參數解決此缺陷問題,進而提升產品的生 產良率。 第五章:結論與建議,針對本研究個案結果提出結論與建議,並說明未來研 究方向。 圖 1-2 研究架構圖 資料來源:本研究整理
第二章 文獻探討
2.1 太陽能產業沿革
人類利用太陽能作為一種能源和動力使用,只有短短 300 多年的歷史。 1615 年法國工程師所羅門·德考克斯首先發明了一台利用太陽能加熱空氣裝 置使其膨脹作功而可以做抽水的機器,在 20 世紀 70 年代以來,人類對於太 陽能科技突飛猛進,發展歷史大體可歸納分為七個階段 第一階段(1900-1920) 在這一階段期間世界上太陽能研究的重點仍是在太陽能動力裝置,採用 的聚光方式多樣化,並且開始採用帄板集熱器和低沸點材料,把裝置逐漸擴 大,該設備最大輸出功率達 73.64kW,但可惜造價仍然很高,無法達到量產 經濟規模。 第二階段(1920-1945) 在階段期間 20 多年中,太陽能發展研究工作處於低潮進度緩慢,參加研 究工作的人數和研究項目大為減少,其原因與石油礦物燃料的大量開發利用 和發生第二次世界大戰(1935-1945)有關,而太陽能又不能解決當時人類對 能源的急需,因此使太陽能研究工作逐漸受到冷落。 第三階段(1945-1965) 然而在第二次世界大戰結束後的 20 年中,一些有遠見的學者人士已經注 意到石油和天然氣資源正在迅速減少,並呼籲世界各國政府重視這一能源問 題,從而逐漸推動了太陽能研究工作的恢復和開展,並且成立太陽能發展學 術組織,進而舉辦學術交流和展覽會,再次興起太陽能研究熱潮。1954 年貝爾實驗室的富勒和皮爾遜,則發展出轉換效率百分之四點五的單晶矽太陽能 光電電池,而隨後在 1958 年開始, 美國發射的人造衛星和太空船就採用太陽 能光電電池作為動力來源,因為太陽能光電電池不需要補給燃料的特性, 所 以偏遠荒莫,以及離島電力網無法到達的地方, 也陸續採用作為給水、供電 系統。 第四階段(1965-1973) 這一階段約 10 年期間太陽能的研究工作停滯不前,主要原因是太陽能利 用技術處於成長階段尚不成熟,並且投資大,效果並不理想,難以與一般石 油礦物燃料常規能源競爭,因而得不到公眾、企業和政府的重視和支援。 第五階段(1973-1980) 然而自從石油在世界能源結構中擔當主角之後,石油就成了左右經濟和 決定一個國家生死存亡、發展和衰退的關鍵因素,1973 年 10 月爆發中東戰 爭,石油輸出國組織採取石油減產、提價等辦法,支持中東人民的鬥爭,維 護本國的利益,其結果是使那些依靠從中東地區大量進口廉價石油的工業國 家,在經濟上遭到沉重打擊。所以西方一些國家人是開始正視世界發生了“能 源危機”。在客觀上使人們意識到現有的能源結構必頇徹底改變,並應加速向 未來能源結構過渡。從而使許多工業發達國家,重新加強了對太陽能及其它 可再生能源技術發展的大力支持,所以在世界上再次興起了開發利用太陽能 熱潮。 第六階段(1980-1992) 70 年代興起的開發利用太陽能熱潮,然而進入 80 年代後不久又開始落 潮,逐漸進入低谷,因為世界上許多國家為了財政支出問題而相繼大幅度削
減太陽能研究經費,其中美國最為明顯,主要原因是世界石油每桶價格大幅 度回落,而太陽能光電產品製造成本及價格居高不下,所以一直缺乏缺乏競 爭力。另外太陽能光電技術一直沒有重大突破,對於提高效率和降低成本的 目標沒有實現,導置動搖了一些人開發利用太陽能的信心,也因為核電發展 較快及相對經濟效益較為顯著,對太陽能的發展有一定的抑制作用。 第七階段(1992- 至今) 由於大量燃燒地球自然礦物能源,造成了全球性的環境污染和生態破壞, 對人類的生存和發展構成威脅,所以溫室效應該議題不斷被提出。所以在這 樣的背景下,1992 年聯合國在巴西召開“世界環境與發展大會”,會議通過了 《里約熱內盧環境與發展宣言》,《21 世紀議程》和《聯合國氣候變化框架公 約》等一系列重要文件,把環境與發展納入統一的框架,確立了可持續發展 的模式,而這次會議之後,世界各國加強了清潔能源技術的開發,將利用太 陽能與環境保護結合在一起,並使太陽能源發展走出低谷,並逐漸得到加強 及獲得重視。 人類逐漸意識到工業污染引發溫室效應對環境及生態產生了嚴重威脅,其影 響程度是人類無法承受包括海帄面上升、物種滅絕、氣候變遷導致糧食短缺 等等。美、日、韓與歐盟等這些已開發國家,則陸續推動太陽能科技發展計畫 以及太陽能住宅計畫, 透過獎勵、設備補貼以及減稅誘因下, 太陽能光電電池 與太陽能光電熱水系統, 才被逐漸廣泛與建築物整合並裝置於建築物屋頂上 或牆面, 提供居民熱水與電力需求。同時太陽能光電電池與市電系統並聯也 快速引進,使太陽能光電電池進入高速發展時期,以現行最新技術由日本松下 公司研發出轉換效率 24%太陽能單晶電池片。
2.2 太陽能發電應用
如果說世上有所為的取之不盡、用之不絕而且不必花錢就可以有隨手取 得的能源,那太陽能源就是最名至實歸。也因為它是最易取得的能源也是最 廉價的能源,因此太陽能也就是目前最被人看好的應用能源之一,所以也是 為何人類面臨石油能源枯竭不久的將來,極力開發或競相投入太陽能源產業。 而太陽能光電電池又可以分為非晶、單晶及多晶三種類型應用: 1. 單晶矽的組成原子均按照一定的規則,週期性地排列,它的製作方法是 把矽金屬(純度為 99.999999999%,11 個 9)熔融于石英坩堝中,然後把 晶種插入液面,以每分鐘 2 ~ 20 轉的速率旋轉,同時以每分鐘 0.3 ~ 10 毫 米的速度緩慢的往上拉引,如此即可形成一直徑 4 ~ 8 吋單晶矽碇,此製作 方法稱為柴氏長晶法(Czochralski method)。用單晶矽製成的太陽電池,效 率高且性能穩定,目前已廣泛應用於太空及陸地上。 2. 多晶矽的矽原子堆積方式不只一種,它是由多種不同排列方向的單晶所 組成。多晶矽是以熔融的矽鑄造固化而成,因其制程簡單,所以成本較低。 目前由多晶矽所製作出的太陽電池產量,已經逐漸超越單晶矽的太陽電池。 3. 非晶矽乃是指矽原子的排列非常紊亂,沒有規則可循。一般非晶矽是以 電漿式化學氣相沈積法,在玻璃等基板上成長厚度約一微米左右的非晶矽薄 膜。因為非晶矽對光的吸收性比矽強約 500 倍,所以只需要薄薄的一層就可 以把光子的能量有效地吸收,且不需要使用昂貴的結晶矽基板,而用較便宜 的玻璃、陶瓷或是金屬等基板,如此不僅可以節省大量的材料成本,也使得 製作大面積的太陽電池成為可能(結晶矽太陽電池的面積受限於矽晶圓的尺 寸)。單、多晶太陽能光電電池較非晶太陽能光電電池能夠轉化多一倍以上的 太陽能為電能,但單、多晶的價格比非晶的價格貴兩三倍以上,在陰天的情 況下非晶體式反而與晶體式能夠收集到差不多一樣多的太陽能。所以除非受 到每單位面積產電功率的限制,否則的話,使用非晶體式太陽能光電電池板 為更加划算的投資。太陽能光電電池是利用太陽光與材料相互作用直接產生 電力之一種無污染之可再生能源,尤其是太陽能光電電池在使用中並不會釋 放包括二氧化碳在內之任何氣體,這可改善生態環境、解決地球溫室效應的 問題,因此太陽能源可望成為 21 世紀人類依賴的重要新能源。另外自從 1973 年第一次石油危機發生,世界各國警覺到石化能源的獨佔性及有限性,因此 積極開發太陽能源應用科技,以期利用太陽能源應用之技術減低對石化能源 的依賴性。時至於今,太陽能源利用作為化解石油危機的功能並未真正發生。 反而因石油能源隨人類文明增進而過度開發,導致全球氣候異常暖化。全球 氣候環境異常變遷引起包括太陽能之再生能源技術之開發利用再度成為各國 極力發展的課題。 過去一、二年間,太陽能技術研發及推廣之重點系以多功能/高效率整合 應用技術/產品開發、性能檢測技術開發、產業制程技術服務、產業資訊調查 及教育宣傳。在技術研發規劃上以研發新應用技術為導向、以服務產業為目 標。未來太陽能應用研究會朝向整合過去本所太陽能技術研究成果,積極推 廣太陽能應用技術。因為太陽能源所產生的效益成本過高,所以對於開發應 用到日常生活用品或消費性商品有其困難度,主要還是以家庭用電的太陽能 光電系統為主流。而太陽能光電系統基本上可分為獨立型系統及並網型系統 兩種應用方式,獨立型系統必頇先將太陽光產生的電去儲存在蓄電池中再加
以利用,由於所需的特殊蓄電池成本極高不適合大電流輸出,因此現行大多 運用在與照明或通信結合的領域上。而並網型系統是將電力與電力電網並聯, 將市電電網當成無限大蓄電池,並由電網負責做電力傳送及交換的一種系統, 其原理類似一個小型發電廠,由於不需要蓄電池,因此成本相對太陽能光電 獨立型系統可以比較低,且後續的維護成本更低,因此並網型系統已成為目 前全球太陽能光電市場的主要應用方式。 (1).獨立型太陽能發電系統(圖 2-1) 圖 2-1 獨立型太陽能發電系統
(2).併網型太陽能發電系統(圖 2-2) 圖 2-2 併網型太陽能發電系統 資料來源:本研究整理
2.3 太陽能產業鏈介紹
太陽能光電產業結構包含上游的矽原料、矽晶棒、矽晶圓,中游的太陽 能光電電池,以及下游的太陽能模組和系統組裝。由於上游的矽原料擴產難 度高,生產線設立到完工至少需花 2~3 年的時間,所以為寡占市場全球僅少 數幾家生產,而中、下游太陽能光電電池、太陽能模組廠因為進入門檻較低, 全球廠商已多達上百家,競爭相對激烈。太陽能光電整個的產業結構可以進 一步從產品做細部拆解進一步說明,將太陽能光電電池(Solar Cell)以 36 片或 72 片串聯後,再利用玻璃層壓及鋁框四周圍封裝即形成 12V 或 24V 的 太陽能模組(Solar Module),再依據客戶終端使用所需輸出功率/電壓/電流等 規格需求,將不同數量的太陽能模組進行串並聯,最終組裝構成了太陽電池 組列,同時再加上負責直/交流電轉換器(Inverter)與儲備電力的蓄電池最後建置成完整的太陽能光電發電系統。 太陽能模組以擴大經濟規模降低生產成本,目前國際設備大廠如 Spire 與 NPC 等設備業者均提供太陽能模組設備的委外代工,產業技術與資金進入 障礙並不高。另外需要國際標準認證為太陽能模組業者於產業鏈中的特點, 因為取得當地國家相關認證為太陽能模組業者的產業初期進入門檻障礙,因 其認證期間頇耗時 6 個月至 1 年不等,此外不同規格的太陽能模組產品均需 送樣認證。而太陽能模組驗證重要性在於安全與使用年限有保障(如產品使用 保證 25 年,輸出功率降幅小於 20%)。再者太陽能模組的低毛利率產業結構 特性使得廠商必頇考慮經濟規模效應所以進而成為該產業的競爭重點,特別 是在原物料矽晶圓產能開出後,太陽能模組與太陽能光電電池廠商的合作策 略與垂直整合成了在市場中競爭勝出的重要關鍵。 目前台灣太陽光電產業以太陽能光電電池為主力,其全球市占率約 5%, 其他像矽晶圓、太陽能模組、系統及電力調節器等市占率都相當低。此外, 有別於國際大廠垂直整合型態,台灣太陽能產業缺乏上中下游之策略聯盟, 以專業化生產為主。如茂迪、益通皆與原料供應商簽訂長期供料合約以確保 原料取得,轉換效率亦具國際大廠水準,但因太陽能產業講究的是長期合作 關係,故國內應更積極的投資上下游廠商,進而佈局全球網路,才能更進一 步的穩定料源,與達到一貫制程之品質保證及發揮量產規模效益。
2.4 實驗設計歷史沿革
DOE(Design of Experiment)實驗設計,是種安排實驗和分析實驗資料 的數理統計方法,實驗設計主要目的是對實驗進行合理安排,以較小的實驗規模、實驗次數、較短的實驗週期和較低的實驗成本,以獲得理想的實驗結 果以並得出有科學性的結論。實驗設計源由英國學者 Fisher 於 19 世紀初期應 用於農作物栽培的實驗, 費雪是大家一致公認的此方法策略的創始者, 但後 續努力集其大成, 而使實驗設計在工業界得以普及且發揚光大者, 後來 1970 年代後期,西方工業逐漸對品質改善產生興趣,田口玄一博士便是利用實驗 設計於其自稱的穩健的參數設計,他主要建議使用高度部分的因子設計與其 他直交表,併同一些新穎的統計方法,解決針對製程對環境因子或不容易控 制因子不敏感,及產品對產品元件傳遞的變異不敏感。另外,也解決取得製 程變數水準,使製程帄均數與目標值一致,同時減少變異。 在工農業生產和科學研究中,經常需要做實驗,以求達到預期的目的。 例如在工農業生產中希望通過實驗達到高質、優產、低消耗,特別是新產品 實驗,未知的東西很多,要通過實驗來摸索工藝條件或配方。如何做實驗, 其中大有學問,實驗設計得好,就會事半功倍,反之會事倍功半,甚至勞而 無功。如果要最有效地進行科學實驗,必頇用科學方法來設計。所謂實驗的 統計設計,就是設計實驗的過程,使得收集的資料適合於用統計方法分析, 得出有效的和客觀的結論。如果想從資料作出有意義的結論,用統計方法作 實驗設計是必要的。當問題涉及到受實驗誤差影響的資料時,只有統計方法 才是客觀的分析方法。這樣一來,任一實驗問題就存在兩個方面:實驗的設 計和資料的統計分析。這兩個是緊密相連的,因為分析方法直接依賴於所用 的設計。 李友錚、賀力行(2004) 提到實驗設計是探討實驗該如何進行與分析的學 問,強調在最短的時間內利用最少的資源將產品或製程的最佳參數條件找出
來。實驗設計對於工程界的製程績效改善是一項非常重要的工具,並且對於 新製程開發也有著大量的應用,可以使得產品較容易生產,有更強的實際表 現及可靠度,也有較低的成本及較短的產品設計與開發時間(Montgomery, 2006)。實驗設計的運用不僅可同時處理數個獨立變數,以數學函數方法表示, 經由圖形描繪能更瞭解變數對產出之影響,以及變數之間交互作用的影響。 由最少的實驗次數獲得較多資料,再配合運用統計電腦軟體,以得到最適配 的條件。
2.4.1 實驗設計步驟階段
第一階段確定目標:通過控制圖、故障分析、因果分析、失效分析、能力分析 等工具的運用,或者是直接實際工作的反映,會得出一些關鍵的問題點。對 於運用實驗設計解決的問題,首先要定義好實驗的目的,也就是解決一個什 麼樣的問題,問題給帶來了什麼樣的危害或潛在性問題,是否有足夠的理由 支持實驗設計方法的運作。隨著實驗目標的確定,還必頇定義實驗的指標和 接受的規格,這樣的實驗才有方向和檢驗詴驗成功的度量指標。這裡的指標 和規格是詴驗目的的延伸和具體化,也就是對問題解決的著眼點,指標的達 成就能夠意味著問題的解決。 第二階段剖析流程:任何一個問題的產生,都有它的原因,事物的好壞、參數 的便宜、特性的欠缺等等都有這個特點,而諸多原因一般就存在於產生問題 的流程當中。流程的定義非常的關鍵,過短的流程可能會拋棄掉顯著的原因, 過長的流程必將導致資源的浪費。有很多的方式來展開流程,但有一點必頇 做到,那就是盡可能詳盡的列出可能的因素,詳盡的因素來自於對每個步驟地詳細分解,確認其輸入和輸出。 第三階段篩選因素:將可能的因素的篩選就有必要性,其目的是確認哪個因素 的影響是顯著的。可以使用一些低解析度的兩水準詴驗或者專門的篩選詴驗 來完成這個任務,這時的詴驗成本也將最小處理。而且對於這一步任務的完 成,可以應用一些歷史資料,或者完全可靠的經驗理論分析,來減少實驗變 異。 第四階段分析實驗數據:在篩選實驗沒有強調因素間的交互作用等的影響,但 列出了主要的影響因素,使得確定了主要因素的大致取值水準,這時就可以 進一步的度量因素的主效應、交互作用以及高階效應,這些實驗是在水準區 間內選取得,所以對於最終的有顯著的成效,分析實驗主要選擇各因素構造 以及中心點來完成,這樣的實驗構造,可以幫助確定對於指標的影響,是否 存在交互作用或者那些交互作用,實驗的最終是通過 ANOVA 分析來檢定這 些效應是否顯著。 第五階段 回歸實驗:在分析實驗中,確定了所有因素與指標間的主要影響項, 但是考慮到功效問題,需要進一步的安排一些詴驗來最終確定因素的最佳影 響水準,這時的詴驗只是一個對析因詴驗的詴驗點的補充,也就是還可以利 用分析實驗的資料。實驗點一般根據回歸詴驗的旋轉性來選取,而且它的水 準應該根據功效、因數數、中心點數等方面的合理設置,以確保回歸模型的 可靠性和有效性。這些詴驗的完成,我們就可以分析和建立起因素和指標間 的回歸模型,而且可以通過優化的手段來確定最終的因數水準設定。 第六階段 穩健設計:實驗設計的目的就是希望通過設置我們可以調控的一些 關鍵因素來達到控制指標的目的,因為對於指標來講是無法直接控制的,實
驗設計提供了這種可能和途徑,但是在現實中卻還存在一類這樣的因素,它 對指標影響同樣的顯著,但是它很難通過人為的控制來確保其影響最優,這 類因素我們一般稱為雜訊因素,它的存在往往會使我們的詴驗成果功虧一簣, 所以對待它的方法,除了儘量的控制之外可以選用穩健設計的方法,目的是 這些因素的影響降低至最小,從而保證指標的高優性能。 經過以上的實驗步驟階段,就可依據實驗的分析去應用在任何生產 製程中,以獲得最佳的結果。此外實驗設計大致分為三種:一因子實驗 設計法、多因子實驗設計法及部分因子實驗設計法。
2.4.2 單因子實驗設計法
單因子設計依實驗材料之性質、實驗空間、實驗時間而異,單因子實驗設計包含:完全隨機設計(Completely Randomized Design,CRD)、隨機化完
全區集設計(Randomized Complete Block Design,RCBD)、帄衡不完全區集
(Balanced Incomplete Block Design,BIBD)、拉丁方格設計(Latin Square
Design)、希臘拉丁方格設計(Graeco-Latin Square Design)等。
隨機化完全區集設計(RCBD)是使用最廣泛的一種實驗設計,許家維 (2004)利用隨機化完全區集設計(RCBD)進行積體電路閘極缺陷的改善,研究 中採取三因子(HPM 混酸、氧化層蝕刻以及多矽晶沉積)兩水準來設計實驗, 每因子水準組合重覆四次,共進行 64 次實驗,依實驗得到閘極缺陷點數據資 料,經由統計分析及模式適當性分析後,找出最佳配方來進行氧化層的蝕刻 製程,以徹底解決閘極缺陷問題。
2.4.3 多因子實驗設計法
多因子實驗設計是指在同一個實驗中,可以同時觀察二個以上自變 數對一個依變數之影響,以及自變數之間的交互作用效果對依變數的影 響。而自變項對依變項的關係可分成兩個層次來探討,其一為主要影響 效果( Main effect),也就是自變項單獨對依變項的影響力;其二為交互 作用影響效果( Interaction effect),為自變項間經過交互作用後對依變 項所產生的影響力。常用的多因子實驗設計法為 2k 因子實驗設計,k 表示 因子的數量,每個因子皆為兩個水準,分別為高水準與低水準,每種處理進 行 n 次實驗。一個實驗設計中如果包含了三個因子 A、B 與 C 因子,此時除 了三個因子各自分別對於依變項具有的影響力(主效應)之外,交互作用效果 可以再區分為二因子的交互作用效果(包括 A 與 B 因子、A 與 C 因子、B 與 C 因子的交互作用效果)以及 A×B×C 三因子對於依變項的交互作用效果,因此 當獨立因子以及實驗處理越多,則可在依變項看到更多元的變化。林清山 (2002)認為採用多因子實驗設計有三個優點,一為除了可以考驗每 一個自變項的「主要效果」之外,還可以探討自變項與自變項的交互作 用效果;二為較為經濟;三為可以當作控制實驗誤差來源之用;所以業 界有很多以多因子實驗設計法來解決問題。 張秋貴(2002)在該篇研究中運用 2k多因子實驗設計法來改善目 前晶圓廠內蝕刻製程晶圓接觸窗阻值電性參數,其利用最小的實驗次數 以及變異數分析與迴歸分析之手法分析實驗結果,求出最佳的參數組合。 史志洋(2009) 在該篇論文中運用 2k 多因子實驗設計法,找出測詴機台 造成 IC 晶粒破裂之問題找出其相關因子,並利用統計軟體,運算出變 異數分析表,找出測詴機台造成晶粒破裂的主要原因,並加以改善。吳
秋妤(2010) 應用故障解析法找出 TFT-LCD 的品質特性及影響品質的 因子為加熱桿溫度、壓力、加壓時間及 UV 曝光時間,再運用 24 因子 實驗設計法規劃實驗,並利用變異數分析檢定主效應與因子間交互作用, 刪除不顯著之交互作用後進行適配模式與模型妥當性檢驗,最後得知製 程最佳化品質參數組合,建構最佳彩色濾光片修補缺陷方法,提升彩色 濾光片修補成功率。
2.4.4 部分因子實驗設計法
隨著因子數目增加,在時間及成本的考量下會有實驗次數較多、實驗時 間過長以及實驗成本太高等問題。Box 和Hunter 等人在1961年利用定義關係 的方式,只需要執行特定部分的實驗,仍可得到主效應與低階交互作用對產 品品質有無影響的方式,這種設計稱為「部分因子設計」(fractional factorial design),目前廣泛應用於各種產品以及製程改善領域(Montgomery,2005)。 部分因子實驗設計運用於篩選因子、最佳化和穩健測詴三個主要方向,它取 全因子實驗設計的一部分來進行實驗與統計分析,目的在於以較少的實驗得 到與全因子設計相似的分析結果。以2水準4因子系統為例,若以全因子設計, 則必頇進行24 =16 次實驗。若以部分因子設計,取一半因子實驗 (Half-Faction),稱為24-1部分因子實驗設計,則只需要8個實驗,所以2k-p 因子設計在篩選重要因子以及節省成本上,有著極大的幫助。 呂政冀(2009) 應用部分因子實驗設計及反應曲面法進行 LED 磊晶之 MOCVD 製程最佳參數研究,以 25-1部分因子實驗設計法規劃實驗,將實驗 結果數據收集,搭配電腦統計軟體,並以反應曲面法來評估其主因子、水準範圍內所呈現的品質特性,求出 LED 磊晶之 MOCVD 製程最佳參數組合,以改
善產品之品質。陳宥瑾(2005) 利用二水準部分因子實驗設計法尋求苔蘚桿菌
生產聚麩胺酸之最適化饋料溶液濃度與饋料時間,可知饋料添加程序雖然使
第三章 研究方法
3.1 研究架構與流程
本論文研究主要是利用 2k多因子實驗設計法,針對太陽能模組中的關鍵 材料 EVA(乙烯-醋酸乙烯共聚物)為對象,利用 EVA 在層壓製程後的架橋特 性(架橋比值 Gel Content)及外觀可能出現的缺陷異常現象,找出層壓機台設 定參數可能的影響因素變異。再來利用 2k-1部分因子實驗設計法進行實驗並 分析結果,找出最顯著的因子並加以改善。本論文的研究架構如圖 3-1: 圖 3-1 研究架構 資料來源:本研究整理3.2 問題描述
本論文研究主要是以 W 公司為對象來進行實驗設計,在 W 公司如圖 3-2 太陽能模組製程的模組層壓製程中,需要將 EVA 在真空底下加溫,並施加壓力才能使其 EVA 由固態融化成液態,進而去填補太陽能模組中所有電池片的 縫隙,另外 EVA 的另一項物理特性為在冷卻後,會由原來未經過製程前的乳 白色,在層壓製程後就會變成高透光性的聚合物。但如在溫度不足情形下, 會容易產生如圖 3-3 氣泡缺陷異常或如圖 3-4 部分 EVA 未完成架橋動作而呈 現乳白狀。再者,如果層壓加熱時間不足,也會導致 EVA 架橋比值過低或 EVA 未完成架橋程序而呈現部分區域乳白狀。另一方面如果溫度過高也會影 響 EVA 的物理特性造成固態裂解進而導致電池片破裂。以上的層壓製程所造 成的異常缺陷,都有可能會造成未來太陽能模組在安裝後,在戶外發電時出
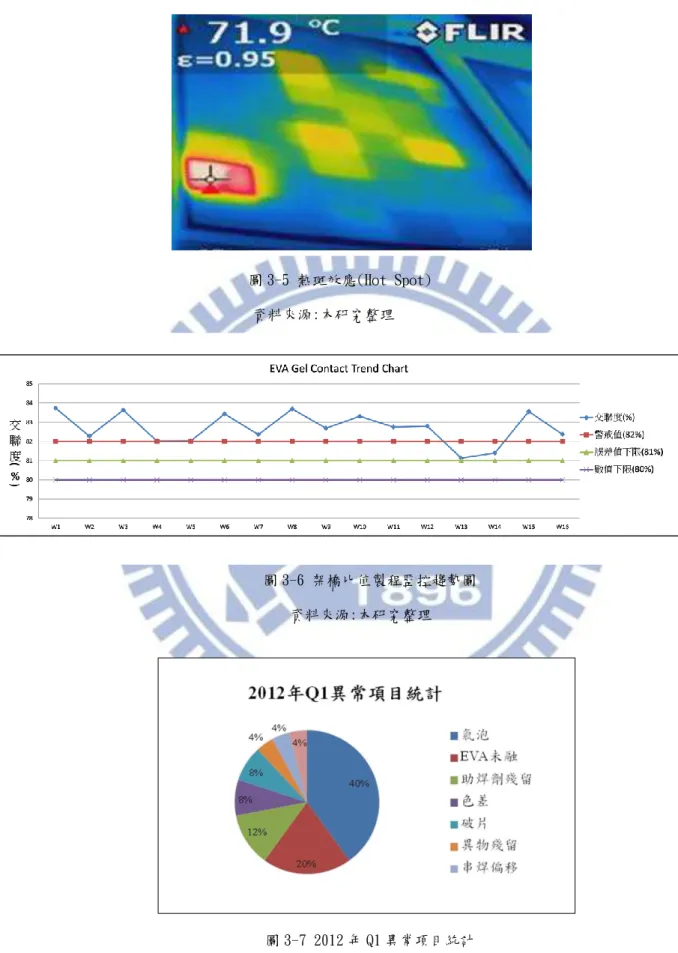
現如圖 3-5 熱斑現象(Hot Spot),圖 3-5 的影像是利用紅外線感溫器(IR Camera)
所拍攝,影像中的紅色區域代表較高溫度,另外在影像中的白色部分是最高 溫度區域所在。熱斑現象是太陽能模組可靠度嚴重缺陷的其中一項,因為熱 斑現象會產生太陽能效率下降或更嚴重的起火燃燒事件。造成熱斑現象的主 因是在太陽能模組裡的電池片有遮陰效應,導致該發電區域因為有遮蔽物使 得無法發電,進而太陽能模組發電過程該遮蔽部分電阻值過高而產生高溫。 圖 3-6 為現行 W 公司的現場監控 EVA 架橋比值的趨勢圖,由此可以知道架 橋比值離 EVA 本身的極限值 92%還有一大段的改善空間。另外,也從圖 3-7 2012 年 Q1 異常項目統計可以知道氣泡與 EVA 未融異常加總已佔全部異常 的 60%,故本研究利用多因子實驗設計找出太陽能模組層壓製程最佳製程參 數,以提升太陽能模組的生產良率及增加公司競爭優勢。
圖 3-2 太陽能模組製程的模組層壓製程 資料來源:本研究整理 圖 3-3 氣泡缺陷異常 資料來源:本研究整理 圖 3-4 部分 EVA 未完成架橋 資料來源:本研究整理
圖 3-5 熱斑效應(Hot Spot) 資料來源:本研究整理 圖 3-6 架橋比值製程監控趨勢圖 資料來源:本研究整理 圖 3-7 2012 年 Q1 異常項目統計 資料來源:本研究整理
3.3 定義品質特性
本實驗設計之反應變數是以太陽能模組層壓製程後,取得的 EVA 架橋比
值(Gel Content);故本次的實驗是屬於望大特性,也就是取得的 EVA 架橋比
值能越大越好,因為架橋比值越大代表 EVA 裡的架橋動作越完整,而 EVA 架橋動作越完整即表示不會有層壓後氣泡缺陷產生及 EVA 未完成架橋異常。 另一方面,也代表著層壓製程後 EVA 的透光性會更佳,未來太陽能模組在戶 外會有更佳的發電效率結果。
3.4 選擇因子、水準及實驗設計
本實驗設計把影響層壓製程的相關因子列出,包括不可控制因子、可控 制因子、干擾因子及固定因子,做出如圖 3-7 影響 EVA 的架橋比值的因果 圖。 圖 3-8 影響 EVA 的架橋比值因果圖 資料來源:本研究整理 另外,本研究為了增加實驗設計的可靠度,讓一些干擾因子的變異減至 最小變異:EVA 廠商種類: W 公司目前使用 4 家不同 EVA 供應商,為了讓干擾變異減 至最低,故只使用其中一家廠商的 EVA 材料實驗。 EVA 存放及取樣時間:EVA 材料裡面有一種高揮發性的耦合劑,目的在於 讓 EVA 在層壓製程過程中能穩定的架橋動作,但實際作業因常常受限產能問 題,所以會有 EVA 材料真空拆封後使用時間落差問題。故為了讓實驗的變異 減至最低,設定實驗使用的 EVA 材料都為同一製造批,且頇在真空拆封後層 壓前 24hrs 內使用。 EVA 取樣位置:一台太陽能層壓機台一次可同時壓合四片太陽能模組,由於 層壓機台壓合加熱面積過大,通常各點區域溫度分佈有 3~10 度落差,所以本 研究以層壓機台壓合加熱中心位置做為取樣區域。 量測變異:在週末利用停機期間,並選定其中一台層壓機台做實驗,層壓後 EVA 取樣及量測架橋比值人員都為同一人,以確保量測的變異性最小。 另一方面,本研究針對這次實驗的可控制因子,列出太陽能模組機台所 有的相關重要設定參數及 EVA 材料厚度,做為本實驗設計的實驗因子。另外 本研究採取五因子且每因子兩水準的隨機集區法來設計實驗,因子水準表如 表 3-1。 表 3-1 因子水準表
Variable Name Level 1 Level 2
A 加熱溫度 100 度 150 度
B 抽真空時間 4 分 6 分
C 加熱時間 8 分 10 分
E 材料厚度 0.5mm 1mm 所以實驗設計選定模型為 25多因子實驗設計,但因考慮太陽能的材料昂 貴及無法佔用太多的工程詴驗時間去影響真正生產時間,在這樣的實驗成本 與時間考慮因素下,故本研究採用部分因子實驗設計法 25-1,其得到如表 3.2 實驗設計的構建如表 3-2: 表 3-2 變異數分析 Fractional Factorial Design
Factors: 5 Base Design: 5, 16 Resolution: V Runs: 16 Replicates: 1 Fraction: 1/2 Blocks: 1 Center pts (total): 0
Design Generators: E = ABCD
Alias Structure I + ABCDE A + BCDE B + ACDE C + ABDE D + ABCE E + ABCD AB + CDE AC + BDE AD + BCE AE + BCD BC + ADE BD + ACE
BE + ACD CD + ABE CE + ABD DE + ABC
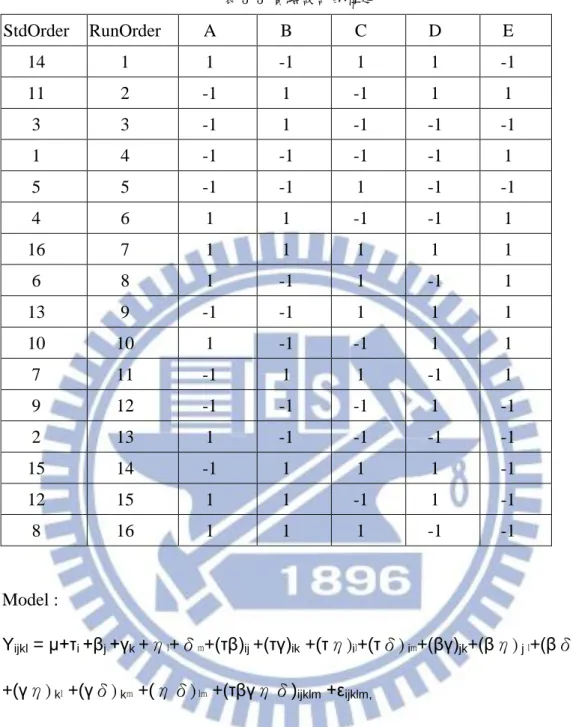
表 3-3 實驗設計的構建 StdOrder RunOrder A B C D E 14 1 1 -1 1 1 -1 11 2 -1 1 -1 1 1 3 3 -1 1 -1 -1 -1 1 4 -1 -1 -1 -1 1 5 5 -1 -1 1 -1 -1 4 6 1 1 -1 -1 1 16 7 1 1 1 1 1 6 8 1 -1 1 -1 1 13 9 -1 -1 1 1 1 10 10 1 -1 -1 1 1 7 11 -1 1 1 -1 1 9 12 -1 -1 -1 1 -1 2 13 1 -1 -1 -1 -1 15 14 -1 1 1 1 -1 12 15 1 1 -1 1 -1 8 16 1 1 1 -1 -1 Model : Yijkl = μ+τi +βj +γk +ηl+δm+(τβ)ij +(τγ)ik +(τη)il+(τδ) im+(βγ)jk+(βη) j l+(βδ) jm +(γη) kl +(γδ) km +(ηδ) lm +(τβγηδ)ijklm +εijklm, τ=加熱溫度; β=抽真空時間; γ=加熱時間; η=抽真空壓力; δ=材料厚度 εijklm為隨機誤差項
Assumption: εijklm ~NID(0,ζ2)
檢定各因子對 EVA 的架橋比值有關:
H0: (ηβγηδ)ijklm =0 for all i, j, k, l,m
第四章 實驗分析
4.1 執行設計與資料蒐集
本實驗設計是依據太陽能模組層壓製程造成 EVA 架橋過程的可能缺陷,排列 出實驗的組合,後面再請工程設備人員依照所設定的實驗參數執行,而後面 的取樣及量測樣品的架橋比就由實驗室的指定工程人員操作,以便減少人員 的變異因素在實驗設計裡面,而影響實驗的精準性。 其實驗結果如下: 表 4-1 實驗數據資料 StdOrder RunOrder A B C D E 架橋比值 14 1 1 -1 1 1 -1 84 11 2 -1 1 -1 1 1 80 3 3 -1 1 -1 -1 -1 80 1 4 -1 -1 -1 -1 1 78 5 5 -1 -1 1 -1 -1 79 4 6 1 1 -1 -1 1 85 16 7 1 1 1 1 1 87 6 8 1 -1 1 -1 1 83 13 9 -1 -1 1 1 1 81 10 10 1 -1 -1 1 1 84 7 11 -1 1 1 -1 1 79 9 12 -1 -1 -1 1 -1 79 2 13 1 -1 -1 -1 -1 82 15 14 -1 1 1 1 -1 81 12 15 1 1 -1 1 -1 86 8 16 1 1 1 -1 -1 844.2 資料分析
4.2.1 變異數分析
表 4-1 實驗資料是本實驗設計之反應變數是以太陽能模組層壓製程後,取得
的 EVA 架橋比值(Gel Content),然後利用 MINITAB 進行變異數分析,結果
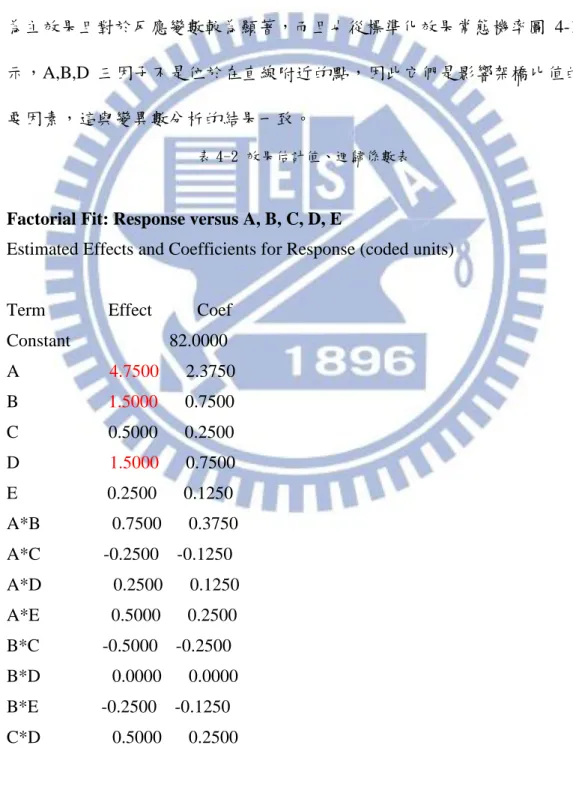
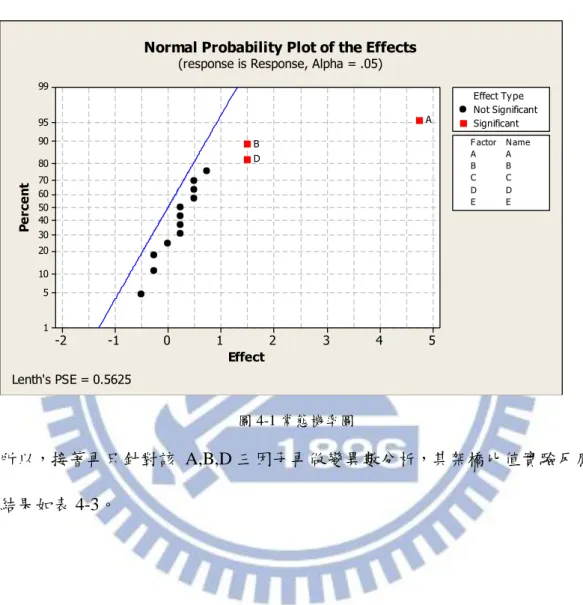
如表 4-2 所顯示。從效果估計值、迴歸係數表 4-2 可以知道,發現因子 A,B,D
為主效果且對於反應變數較為顯著,而且也從標準化效果常態機率圖 4-1 所
示,A,B,D 三因子不是位於在直線附近的點,因此它們是影響架橋比值的重
要因素,這與變異數分析的結果一致。
表 4-2 效果估計值、迴歸係數表
Factorial Fit: Response versus A, B, C, D, E
Estimated Effects and Coefficients for Response (coded units)
Term Effect Coef Constant 82.0000 A 4.7500 2.3750 B 1.5000 0.7500 C 0.5000 0.2500 D 1.5000 0.7500 E 0.2500 0.1250 A*B 0.7500 0.3750 A*C -0.2500 -0.1250 A*D 0.2500 0.1250 A*E 0.5000 0.2500 B*C -0.5000 -0.2500 B*D 0.0000 0.0000 B*E -0.2500 -0.1250 C*D 0.5000 0.2500
C*E 0.2500 0.1250 D*E 0.2500 0.1250 Effect P e rc e n t 5 4 3 2 1 0 -1 -2 99 95 90 80 70 60 50 40 30 20 10 5 1 F actor D E E Name A A B B C C D Effect Type Not Significant Significant D B A
Normal Probability Plot of the Effects
(response is Response, Alpha = .05)
Lenth's PSE = 0.5625
圖 4-1 常態機率圖
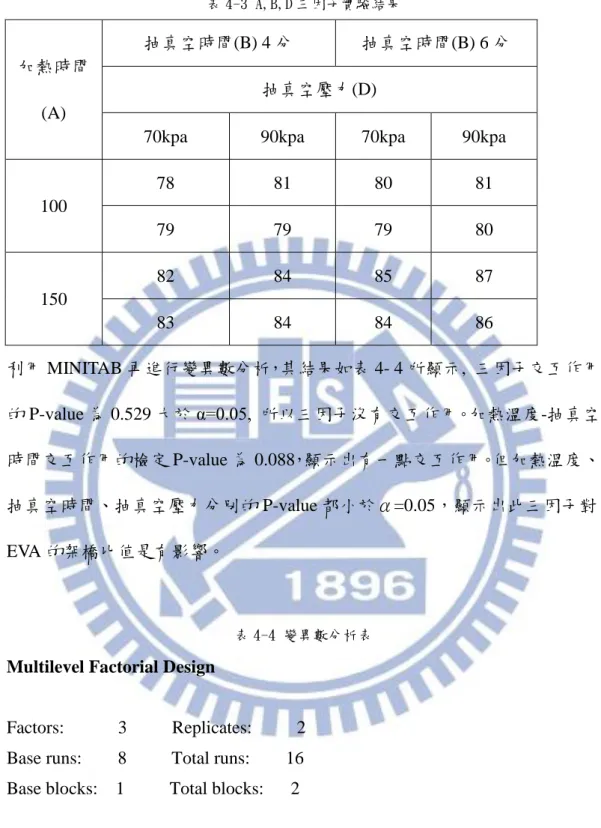
所以,接著再只針對該 A,B,D 三因子再做變異數分析,其架橋比值實驗反應
表 4-3 A,B,D 三因子實驗結果
加熱時間
(A)
抽真空時間(B) 4 分 抽真空時間(B) 6 分
抽真空壓力(D)
70kpa 90kpa 70kpa 90kpa
100 78 81 80 81 79 79 79 80 150 82 84 85 87 83 84 84 86 利用 MINITAB 再進行變異數分析,其結果如表 4- 4 所顯示, 三因子交互作用 的 P-value 為 0.529 大於 α=0.05, 所以三因子沒有交互作用。加熱溫度-抽真空 時間交互作用的檢定 P-value 為 0.088,顯示出有一點交互作用。但加熱溫度、 抽真空時間、抽真空壓力分別的 P-value 都小於α=0.05,顯示出此三因子對 EVA 的架橋比值是有影響。 表 4-4 變異數分析表 Multilevel Factorial Design
Factors: 3 Replicates: 2 Base runs: 8 Total runs: 16 Base blocks: 1 Total blocks: 2
Number of levels: 2, 2, 2
Factor Type Levels Values Blocks fixed 2 1, 2 A fixed 2 1, 2 B fixed 2 1, 2 D fixed 2 1, 2
Analysis of Variance for Response, using Adjusted SS for Tests
Source DF Seq SS Adj SS Adj MS F P Blocks 1 1.000 1.000 1.000 1.75 0.227 A 1 90.250 90.250 90.250 157.94 0.000 B 1 9.000 9.000 9.000 15.75 0.005 D 1 9.000 9.000 9.000 15.75 0.005 A*B 1 2.250 2.250 2.250 3.94 0.088 A*D 1 0.250 0.250 0.250 0.44 0.529 B*D 1 0.000 0.000 0.000 0.00 1.000 A*B*D 1 0.250 0.250 0.250 0.44 0.529 Error 7 4.000 4.000 0.571 Total 15 116.000 S = 0.755929 R-Sq = 96.55% R-Sq(adj) = 92.61%
4.2.2 模式適當性分析
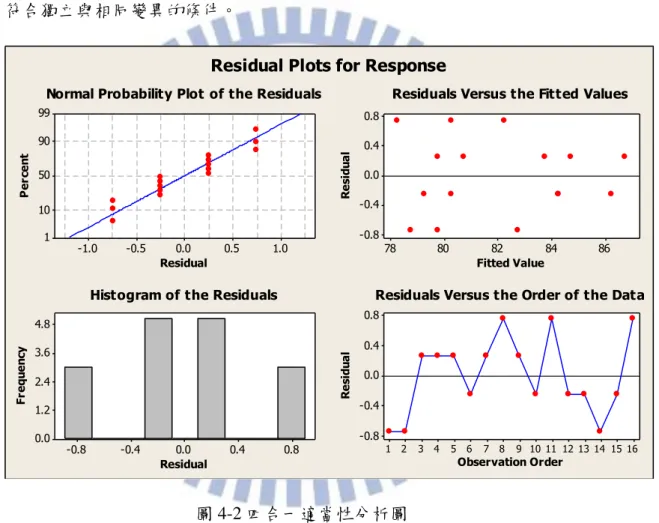
本章節再依據上述的變異數分析實驗結果進行適當性分析,結果如圖 4-2 四合一適當性分析圖:(1) 從常態機率圖(Normal Probability Plot)
—
圖形呈一直線,表示殘差值呈 常態分布,符合常態性之假設。(2) 殘差值的直方圖(Histogram) — 顯示殘差值為常態分配。
(3) 殘差對配適值圖(fitted values) — 殘差隨機分布於零的周圍,變異數相
等的假設成立。。
(4) 殘差對時間順序圖(Residuals versus order) — 圖形看不出有關聯性或是
趨勢性,並且上下隨機震盪,殘差呈現無明顯的樣式型態,所以顯示資料間 符合獨立與相同變異的條件。 Residual P er ce nt 1.0 0.5 0.0 -0.5 -1.0 99 90 50 10 1 Fitted Value R es id ua l 86 84 82 80 78 0.8 0.4 0.0 -0.4 -0.8 Residual Fr eq ue nc y 0.8 0.4 0.0 -0.4 -0.8 4.8 3.6 2.4 1.2 0.0 Observation Order R es id ua l 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0.8 0.4 0.0 -0.4 -0.8
Normal Probability Plot of the Residuals Residuals Versus the Fitted Values
Histogram of the Residuals Residuals Versus the Order of the Data
Residual Plots for Response
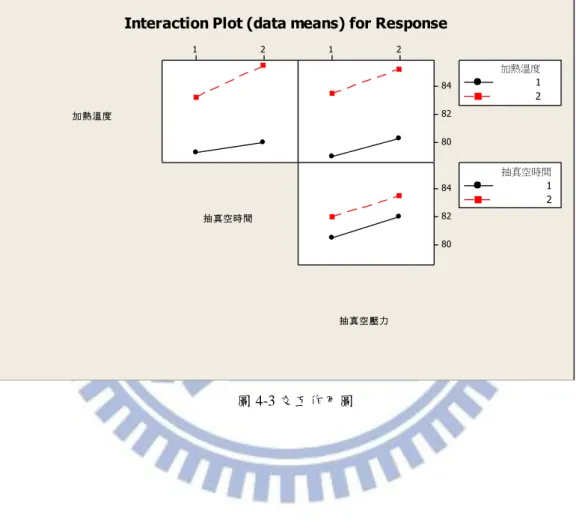
4.2.3 實驗分析結果
將該影響架橋比值的 A,B,D 三因子劃分效應圖分析,由於本實驗所期望 之目標為望大特性,也就是架橋比值越大越好,從圖 4-3 交互作用圖表示其 結論可以得到選擇加熱時間為 150 度,抽真空時間 6 分,抽真空壓力為 90kpa, 可以得到最大 EVA 架橋比值。 加 熱 溫 度 抽 真 空 時 間 抽 真 空 壓 力 2 1 1 2 84 82 80 84 82 80 加熱溫度 1 2 抽真空時間 1 2 Interaction Plot (data means) for Response4.3 效益分析
將此一實驗設計後的最佳參數組合去實際使用到工廠的量產作業,以下圖 4-4 EVA 架橋比值監控圖(改善前+改善後),可以說明在以最佳參數組合下,EVA 的架橋比值得到大幅的改善約 5%左右,這表示層壓後 EVA 的透光率會更佳, 進而太陽能模組獲得的發電瓦數會更多。另外,模組層壓站別的不良缺點數 在改善前的層壓製程異常比率為 60%,但到實施最佳參數組合到量產時,從 第 16 週到第 24 週層壓製程的異常件數為 0 件,顯示該本研究成功的解決該 W 公司所遭遇的問題。 圖 4-4 EVA 架橋比值監控圖(改善前+改善後)改善前
改善後
第五章 結論與建議
5.1 研究結論
本研究運用 2k-1部分因子實驗設計法,後續將依照原實驗設計架構去進 行實驗,並將實驗結果如實記錄,待後續完成所有實驗後進行資料數據分析, 找出有無顯著差異及交互作用的影響,進而以最短的時間及有效率地找出太 陽能模組層壓機台的最佳適配組合參數值,並已落實於 W 公司量產作業當 中。觀察實際導入量產後的架橋比值,比先前的帄均架橋比值提升了 5%, 且模組層壓站別的不良缺點數實施到目前為止為零件,顯示該本研究成功的 解決該 W 公司所遭遇的問題, 穩定太陽能模組層壓生產良率並提升產品品 質。另外,本研究所提出規劃實驗之方法可降低實驗次數及實驗時間,其實 用性甚高,能提供給個案 W 公司的太陽能模組外包廠或業界,可以提升品質 與降低失敗成本的改善參考,也希望能喚起業界廣泛利用實驗設計手法,提 升公司的競爭力。5.2 未來研究方向與建議
根據本研究的結果,以下兩點可以提供未來深入研究的方向及建議: 1. 本研究不僅僅能針對太陽能層壓機台的製程參數,來改善太陽能模組的製 程良率,而且亦可以運用在任何改善太陽能模組發電功率(improve power loss)的製程上,都能有助讓太陽能模組發電效率更加有競爭優勢。 2. 在太陽能產業最大的獨特性,就是材料的限制性,當一開始的材料選定確認,到第三方認證單位審核後,後續的量產就無法使用其他材料,如要再
使用其他替代材料去提升發電效率,就必頇報備再申請材料變更,然而一
次的變更費用都是非常昂貴,少則數十萬多則上百萬多,所以利用實驗設