行政院國家科學委員會專題研究計畫 成果報告
高溫環境下之晶圓針測實驗及數值分析模型之研究
研究成果報告(精簡版)
計 畫 類 別 : 個別型 計 畫 編 號 : NSC 99-2218-E-151-004- 執 行 期 間 : 99 年 08 月 01 日至 100 年 07 月 31 日 執 行 單 位 : 國立高雄應用科技大學模具工程系 計 畫 主 持 人 : 張高華 共 同 主 持 人 : 林銘福 計畫參與人員: 碩士班研究生-兼任助理人員:黃士瑋 碩士班研究生-兼任助理人員:廖博益 公 開 資 訊 : 本計畫涉及專利或其他智慧財產權,1 年後可公開查詢中 華 民 國 100 年 11 月 28 日
中 文 摘 要 : 本研究以電腦輔助繪圖軟體(CAD)建立晶圓針測時鎢懸臂式探 針對鋁銲墊(60μm X 60μm X 2μm)之實體幾何模型,在取 得實驗之銲墊針痕方向刮痕大小後,以有限元素(FEM)分析軟 體 ANSYS 進行常溫下針測行為模擬。模擬的過程為固定探針 的基礎端,將銲墊向上移動一段設定的行程(即針測行程 OD,over-driver),此時探針與銲墊接觸,銲墊永久性刮痕 產生,探針則仍在材料彈性限內,然後銲墊向下退回原點, 如此便完成一針測循環。於比對實驗值與模擬結果相吻合並 取得材料高溫拉伸(此部份委託金屬工業研究發展中心進行) 之應力應變曲線後,我們採用田口方法(Taguchi method)依 照建立的 ANSYS 分析模型,分別進行數種溫度(75℃、150℃ 及 300℃)、數種材質(銲墊為鋁、銅及鐵;探針為鎢、鐵、 SUS304、SUS316L 及 SKD11)及變動探針幾何形狀(針尖半徑、 彎曲角度、針臂長及探針直徑等)下之銲墊刮痕長度及探針疲 勞之最佳化分析。結果顯示,採用最佳設計時,常用的鋁銲 墊在 75℃、針測行程(OD)分別為 10μm、30μm、50μm、 70μm 及 90μm 下,與原始設計相比較刮痕大小分別可以減 少 19.5%、29.1%、33.4%、33.3%及 37.4%;疲勞分析方面, 採用最佳設計的探針在 75℃時、針測行程(OD)分別為 20μm、40μm、50μm、60μm 及 80μm 下,與原始設計相比 較分別可以增加 19.8 倍、21.1 倍、16.3 倍、11.2 倍及 5.5 倍%,最佳化效果顯著,研究結果可供業界使用參考。 中文關鍵詞: 晶圓針測、探針、刮痕、有限元素分析、應力應變曲線、疲 勞
英 文 摘 要 : Probe cards provide the interface between tester equipment and the die of IC device. To test the devices, contact to the bonding pads of each chip on the wafer, and the signal from the tester system is transmitted to the chip. As the chips are tested, a map is created of good and bad chip locations. This map is used to determine which chips, the good ones, should be assembled in package. The scrub damage can disadvantageously impact the wire bond quality at assembly and affect assembly yield. So the good quality probe mark is our first concern, especially hard to control probe mark on high temperature wafer testing.
This purpose of research to consider different
temperature on probe and bonding pad that are put in the temperature environment, and observe the scrub
mark length, depth and area. This research consists of two parts and goes on altogether. At the first, by utilizing the wafer prober (TokyoElectron Ltd.,
Tokyo, Japan) experimental facility to probe into the needle to examine the Al pad and carrying on the needle and examining the experiment to the Al pad wafer under different environment temperature and different probe geometries.
For experimental aspect, the probe tips slide across the surface of the pads. This scrubbing action causes the probe tips to break through the surface oxide, helping make good electrical contact with the metal underneath at various OD (overdrive) 25μm, 50μm, 75μm and 100μm will be tested in this project and considered the effect of soak time and soak
overdrive. The different temperature environment be considered to be room temperature and 75°.
For numerical analysis aspect, a three-dimensional computational probing simulation model was developed for analyzing the needle contact phenomena during wafer probing with the various probe diameter 4mils, 5mils and 6mils needle(1mil=25.4μm), the material properties under various temperatures will be used in this model.
The resultant scrub marks from the simulation were verified against the experimental results. Finally, the results predicted by the finite element model (FEM) for the scrub mark length under various overdrive are used to optimize the geometry of the probe and the prevention of needle to damage pad during probe testing under high temperature environment.
英文關鍵詞: Wafer Test, Probe, Scratch, Finite Element Method, Stress-Strain Curve, Fatigue
目錄 ...P.1 (1)報告內容 ...P.2 1.1 前言 ...P.2 1.2 研究目的 ...P.3 1.3 文獻探討 ...P.4 1.4 研究方法 ...P.4 1.5 結果與討論 ...P.6 (2)參考文獻 ...P.19 (3)計畫成果自評 ...P.20
(1)報告內容 1.1 前言 在 半 導 體 製 程 中 每 一 片 晶 粒 (die) 都 需 要 以 晶 圓 針 測 中 的 探 針 卡 (probe card)(如圖一)[1-5]進行針測,在IC針測過程中,透過探針卡之探針與晶粒上特定 銲墊(pad)的良好接觸,量出電路的電性,進而判斷出晶粒的好壞。探針卡(probe card),主要是承載與固定探針並導引探針與晶片上的銲墊接觸,引出晶片訊號, 再配合周邊測試儀器與軟體,在電腦控制下達到自動化量測並篩選的目的。因晶 粒需測試其電性,因此其上的銲墊與探針必須接觸並導通,以保持良好的電氣性 質,常溫下銲墊上升的高度對銲墊刮痕長度成正比關係,而探針直徑的增加對銲 墊刮痕長度亦會增加(如圖二)[6]。
放大
圖一 懸臂樑式探針卡 [1] (a) (b) 圖二 針測行程對鋁墊刮痕的影響 [6](a)針徑(probe diameter)=100µm (b) 針徑(probe diameter)=125µm 探針和銲墊接觸的問題,是晶圓測試的失敗關鍵之一,不適當的探針設計及 針測參數是有可能造成刮痕(scrub length)偏移、過深或過大,造成銲墊損傷(如圖
三)及下沉量過深,使得銲墊底下微結構破壞,進而造成後續導線架拉製金線製 程的接觸不良及可靠度降低;尤其是在進行高溫環境針測時,更是不易掌控針痕 的位置及大小。因此,高溫環境針測時的針痕行為,一直是晶圓測試廠(wafer testing house)棘手的問題。 圖三 刮痕偏移造成銲墊損傷 1.2 研究目的 晶圓針測是由一組探針卡固定在針測機上,針測機將晶圓移動使其與 探針卡上的探針接觸,同時將訊號傳給晶片,再由回饋到測試機的訊號來判 別晶片的好壞。針測的過程中,探針的針尖會接觸到銲墊並且會到達所設定 的針測行程(overdrive ,OD),此舉動會讓晶片上的銲片產生一道刮痕,銲墊 刮痕的長度是由針測行程大小而變化,如果針測行程太小,無法破壞銲墊上 的氧化層,探針與晶粒之間電阻過大,無法有效傳遞訊號,導致良好的晶粒 遭到誤判;反之,行程太大會在銲墊上造成過大的刮痕,甚至破壞晶片本體, 影響到之後的封裝密合度及可靠度。因為與銲墊接觸,探針卡上探針會因在 不同的針測條件下使探針壽命有所變化,由於探針卡為人工製作,又屬高精 密度的工具,所以價格非常昂貴。如何在銲墊最小的刮痕下擁有良好的電氣 性質,同時讓探針得到最小的耗損,這是值得探討的課題。 現階段實驗室針測行程大小,皆由操作者依經驗及當時狀況而定,並 無一廣泛且系統性之分析,本文即利用有限元素軟體 ANSYS 建立鎢探針與 鋁銲墊模型,並利用田口法分析在探針幾何形狀及溫度等不同因素變動下, 最佳化銲墊的刮痕大小(即最小化刮痕),其以找出最佳探針尺寸。另外,本 文亦探討探針幾何結構在循環載荷下所承受之情形與探針循環載荷下其疲 勞壽命與銲墊刮痕損傷程度,並以有限元素分析軟體 ANSYS 模擬分析,用 於實驗相同之鎢探針與邊界條件,模擬探針針測之探針疲勞壽命,是否符合 晶圓針測實驗結果。驗證模型與實驗結果相符合後,將採用在不同針測行 程,不同材質探針(鎢、鐵、304 不銹鋼、316L 不銹鋼及 SKD11 工具鋼)進行 最佳化分析,以取得各探針分析的疲勞壽命與銲墊刮痕大小,並可得探針之 最佳幾何形狀、材質及使用壽命,此研究成果將可在未來探針卡使用時,探
針材質選用與即時預測探針卡何時須更換或調整探針,避免探針彈性疲乏產 生偏移量而造成鋁銲墊刮痕長度不當,並降低晶粒之損傷率提高 IC 良率。 1.3 文獻探討 1996 年,Varnau[7]以不同的針測行程 75µm、150µm 及 225µm 和不 同的針測次數 2 × 75µm 針對鋁銲墊,研究「probe-before-bump」程序對銲 墊 凸 塊 品 質 與 覆 晶 構 裝 可 靠 度 造 成 之 影 響 。 Tan 等 人 [8] 以 「probe-before-bump」技術來評估覆晶構裝之可靠度,其使用懸臂樑式及薄 膜式兩種探針卡,並以鋁銲墊及凸塊下基礎金屬為鎳/金組成之金屬為針測物 件;研究結果顯示,針測完成後就鎳/金而言不會在其銲墊留下明顯的刮痕, 但就鋁銲墊而言則會有明顯之刮痕產生,甚至當針測行程過高時,將造成晶 粒上的矽暴露出來。文中亦發現在環境溫度-40℃~125℃的可靠度測試下, 若針測次數低於 500 個循環週期,鋁銲墊與鎳/金合金銲墊均不會損壞,而 若在高溫烘烤下,鋁銲墊的可靠度則會明顯下降,而若鎳/金在針測行程小於 1mil(1mil=25.4µm)時,依然能保持其效能。然而當用薄膜式探針卡時,就 鎳/金基礎而言,在針測行程增加到 5mil、溫度提高到 125℃時,並不會影 響其可靠度。Hotchkiss 等人[9]以不同的針測次數(1×、2×、3×、4×),探 討刮痕對銲線接合構裝可靠度的影響。文中利用刮痕相對於銲墊面積的百分 比來探討銲墊的損傷,根據研究結果顯示,當刮痕面積所佔的比例大於 20 ﹪時,對銲線構裝的結合強度和可靠度會明顯下降,影響導線架拉金線之品 質;因此降低針測行程、縮小針尖直徑與控制針測次數在 2× 以下,較能確 保刮痕不會過大而影響構裝可靠度。Tran 等人[10]以銅銲墊表面覆蓋一層鋁 材料為試件,探討其鋁層的厚度與實驗的針測條件之相互關係,進而探討其 對銲線接合構裝可靠度的影響。Liu D.S.等人[11,12]利用微拉力試驗機(MTS Tytron)進行實驗,將拉伸實驗所得之材料參數引入動態有限元素分析軟體 LS-DYNA3D 中進行分析,將分析結果與常溫針測實驗相互比較,他們發現, 在同樣的針測 行程之下,鋁銲墊與銅銲墊刮痕會隨著探針的彎曲角 度 (bending angle)增加而變小。 1.4 研究方法 本計畫進行之步驟分為實驗測試與電腦分析模擬兩方面: (1)實驗測試方面: 晶圓針測部分:
實驗所使用之主要設備是 Prober (TokyoElectron Ltd., Tokyo, Japan) 針測實驗機,利用其控制整個針測過程,並利用高倍顯微鏡,量測 銲墊刮痕之大小。
(一)探針:實驗用懸臂式探針其材質為鎢金屬,尺寸與幾何形狀如表1 及圖1所示。
(二)銲墊:本實驗用銲墊其材質為純鋁,尺寸為60µm X 60µm X 2µm。 (三)針測行程:實驗之針測行程分別為10µm、20µm、30µm、40及50µm。 表 1 實驗懸臂式探針尺寸 Probe Diameter (µm) Beam Length (µm) Knee Diameter (µm) Tip Diameter (µm) Bending Angle (°) Shooting Angle (°) Tip Length (µm) Taper Length (µm) Probe 115 2413 40 20 104 9 279.4 1778 圖1 實驗懸臂式探針幾何形狀 高溫材料性質部分: 有限元素分析所需的材料高溫性質(拉伸應力-應變曲線):此部分 委由金屬工業研究發展中心進行實驗取得數據;此次共進行鋁(Al)、 銅(Cu)、鐵(Fe)、SUS304不鏽鋼(SUS304 stainless)及SUS316L不鏽鋼 (SUS316L stainless),溫度分別為75℃、150℃及300℃。 (2)電腦分析模擬方面: (一)建立分析所需之幾何圖形: 使用SolidWork電腦輔助繪圖軟體,依設定尺寸進行模型幾何圖樣 之建構。 (二)針測模擬分析: (1)將幾何圖形匯入ANSYS電腦輔助工程分析軟體中,依常溫針測 實驗之行程(OD=10µm、20µm、30µm、40及50µm)進行工程分 析,並取得各行程下銲墊之刮痕大小分析結果。 (2)在分析結果與實驗值互相比對吻合後,引入高溫之材料性質及田 口式品質分析方法,進行不同材質之探針(W、Fe、SUS304、 SUS316L及SKD11)及銲墊(Al、Cu及Fe)在不同針測行程 (OD=10µm、30µm、50µm、70µm及90µm)及不同探針幾何形狀 (針尖半徑、彎曲角度及針臂長)下之探針疲勞壽命及銲墊之刮
痕分析。 (3)模 擬 分 析 的 過 程 是 設 定 銲 墊 底 部 為 一 邊 界 條 件 ,控 制 此 一 邊 界 條 件 向 上 移 動 特 定 的 距 離 (即 針 測 行 程 ),此 時 探 針 針 尖 應 已 接 觸 銲 墊 並 刺 穿 氧 化 層 , 在 達 到 設 定 的 針 測 行 程 後 , 銲 墊離 開 而 完 成 一 循 環 之 模 擬 。 1.5 結果與討論 (1)實驗測試方面: 晶圓針測部分: 依表 1 之鎢探針幾何尺寸及鋁銲墊尺寸為 60µm X 60µm X 2µm 時, 進行行程分別為 10µm、20µm、30µm、40 及 50µm 之針測實驗,其結 果圖及刮痕尺寸大小如圖 2,行程與刮痕大小之對照圖如圖 3 所示。 (a)刮痕大小:8.37µm (b) 刮痕大小:13.59µm (c) 刮痕大小:17.1µm (d) 刮痕大小:19.69µm (e) 刮痕大小:23.2µm 圖 2 針測之銲墊刮痕實驗結果,OD 分別為(a) 10µm (b)20µm (c)30µm (d)40µm (e)50µm
圖 3 常溫時原始尺寸鎢探針及鋁銲墊之各行程針測實驗刮痕長度 針測實驗時探針之針尖會因為針測次數的增加,而逐漸偏離原始的落針 位置,圖 4 為針測實驗時針尖偏移量示意圖,圖 5 為針測行程 50µm 時, 針尖偏移量與循環次數關係圖,由圖 5 我們可以歸納出針尖偏移量與針測 次數的關係方程式為 y=0.0167X+0.068 其中 y 為針尖偏移量, X 為針測接觸次數。 此針尖偏移量-循環次數曲線方程式,可供後續計算使用。並依參考文獻 中刮痕面積須小於 20%以下來確保刮痕不會影響封裝可靠度 [1],且銲墊刮 痕必需與銲墊邊緣處保持 5~8µm 之距離[4],推算實驗中針尖偏移量之距離 經驗公式,如下: (PS− ×2 SD SL TDD− − ) 2÷ =PO (1) 其中 PS 銲墊尺寸大小(Pad Size) SD 安全距離(Safe Distance) SL 刮痕長度(Scratch Length) TDD 針尖磨耗後直徑變化量(Tip Diameter Deformation) PO 針尖偏移量(Probe Offset) 因針尖偏移量與銲墊尺寸大小有關,銲墊尺寸越大其允許針尖偏移量就 越大相反則越小,本文中所使用銲墊尺寸固定為 60µm,為了讓探針可推算 出最大允許針尖偏移量,安全距離採用最小最距離 5µm,以求得最大允許 針尖偏移量,探針與銲墊接觸時之位置從原先為銲墊一半的位置改為三分 之一處,以增加允許針尖偏移量,刮痕長度及針尖磨耗後直徑變化量依照 50µm 針測行程實驗結果取得,分別約為 25µm 及 5µm 並依照針尖偏移量之 經驗公式(1)式進行針尖偏移量計算,並將已知條件代入可得針尖偏移量 10µm,最後計算探針針尖接觸次數,將其計算出來的針尖偏移量帶入公式 中,來求得探針疲勞壽命,可得 X=5.95X105(Cycles) 即為針尖之設計疲勞壽命。
圖 4 針尖偏移量示意圖 圖 5 晶圓針測行程 50µm 時,針尖偏移量-循環次數曲線圖 高溫材料性質部分: 此部分委由金屬工業研究發展中心進行實驗取得數據;此次共進 行鋁(Al)、銅(Cu)、鐵(Fe)、SUS304不鏽鋼(SUS304 stainless)及SUS316L 不鏽鋼(SUS316L stainless),溫度分別為75℃、150℃及300℃;圖6~11 分別為鋁、銅、鐵、SUS304、SUS316L及SKD11之不同溫度下之拉伸 應力應變曲線,圖12 鎢應力-應變曲線圖[4]。
圖 6 鋁各溫度應力-應變圖 圖 7 銅各溫度應力-應變圖
圖 8 鐵各溫度應力-應變圖 圖 9 SUS304 不鏽鋼應力-應變曲線圖
圖 12 鎢應力-應變曲線圖[4] (2)電腦分析模擬方面: ( 一 ) 建 立 分析所需之幾何圖形並匯入 ANSYS 中設定邊界及網格化 (mesh),圖13為針測模擬分析邊界條件設定及網格化圖。 圖 13 針測模擬分析邊界條件設定及網格化圖 (二)針測模擬銲墊刮痕分析,圖14為鎢探針與鋁銲墊針測模擬之各針測 行程刮痕圖,圖15為實驗與模擬結果比較圖。
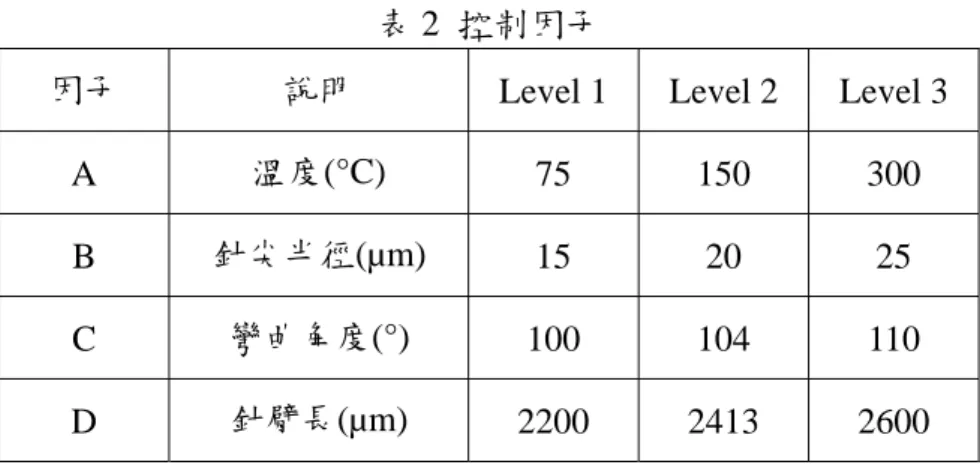
(a)OD=10µm (b)OD=20µm (c)OD=30µm (d)OD=40µm (e)OD=50µm 圖 14 鎢探針與鋁銲墊針測模擬之各針測行程刮痕圖 圖 15 實驗與模擬結果比較圖 本研究田口法(Taguchi Method)最佳化銲墊刮痕的部分,採用 L9(34 )直交表 (Orthogonal Arrays),設定的控制因子(Control Factors)及水準(Levels)如表 2 所示。
表 2 控制因子
因子 說明 Level 1 Level 2 Level 3
A 溫度(°C) 75 150 300 B 針尖半徑(µm) 15 20 25 C 彎曲角度(°) 100 104 110 D 針臂長(µm) 2200 2413 2600 表 3~5 為鋁銲墊、銅銲墊及鐵銲墊刮痕長度田口分析結果,其最佳化的選 擇分別如表 6~8 所示。
表 3 鋁銲墊刮痕長度田口分析結果(刮痕單位:µm)
exp A B C D 10µm(OD) 30µm(OD) 50µm(OD) 70µm(OD) 90µm(OD) Y S S/N
1 1 1 1 1 4.87 10 13.83 16.79 19.10 12.92 10.96 -22.73 2 1 2 2 2 5.14 12.32 17.92 22.82 28.13 17.27 15.05 -25.53 3 1 3 3 3 4.65 13.24 19.63 25.38 30.70 18.72 16.47 -26.33 4 2 1 2 3 4.72 10.01 13.96 17.55 20.52 13.35 11.44 -23.11 5 2 2 3 1 6.39 13.95 20.18 26.22 31.89 19.73 17.13 -26.64 6 2 3 1 2 6.02 13.84 20.12 25.74 32.46 19.64 17.13 -26.65 7 3 1 3 2 6.43 13.32 19.08 24.39 29.59 18.56 16.02 -26.05 8 3 2 1 3 6.64 14.03 19.82 25.04 31.06 19.32 16.68 -26.40 9 3 3 2 1 8.60 17.95 25.07 34.16 43.1 25.78 22.50 -29.00 Ave: 18.36 -25.91
表 4 銅銲墊刮痕長度田口分析結果(刮痕單位:µm)
exp A B C D 10µm(OD) 30µm(OD) 50µm(OD) 70µm(OD) 90µm(OD) Y S S/N
1 1 1 1 1 4.62 9.20 12.63 15.65 17.74 11.97 10.16 -22.06 2 1 2 2 2 4.85 11.51 16.69 22.57 27.74 16.67 14.64 -25.29 3 1 3 3 3 4.35 12.69 18.59 24.29 30.00 17.98 15.87 -26.01 4 2 1 2 3 3.90 9.25 12.77 16.14 18.95 12.20 10.51 -22.40 5 2 2 3 1 5.85 12.82 18.93 24.76 30.43 18.56 16.19 -26.15 6 2 3 1 2 5.38 12.67 18.75 24.07 29.54 18.08 15.78 -25.94 7 3 1 3 2 5.31 11.23 15.99 19.95 24.15 15.33 13.19 -24.36 8 3 2 1 3 5.22 11.92 16.94 16.68 26.33 16.42 14.23 -25.03 9 3 3 2 1 6.58 15.36 22.04 28.30 34.50 21.36 18.56 -27.34 Ave: 16.51 -25.03 表 5 鐵銲墊刮痕長度田口分析結果(刮痕單位:µm)
exp A B C D 10µm(OD) 30µm(OD) 50µm(OD) 70µm(OD) 90µm(OD) Y S S/N
1 1 1 1 1 0 5.18 7 9.02 10.45 5.77 -16.47 -17.27 2 1 2 2 2 0 6.9 10.71 14.13 17.62 9.17 -20.50 -21.29 3 1 3 3 3 0 8.41 14.14 18.55 23.9 12.18 -22.96 -23.75 4 2 1 2 3 0 5.09 6.97 9.52 11.12 6.01 -16.82 -17.62 5 2 2 3 1 0 7.87 12.35 12.27 20.32 10.56 -21.72 -22.51 6 2 3 1 2 0 7.75 12.66 16.64 20.58 10.73 -21.86 -22.65 7 3 1 3 2 0 6.04 8.99 11.29 13.46 7.30 -18.51 -19.30 8 3 2 1 3 0 6.35 10 13.13 16.04 8.44 -19.78 -20.57 9 3 3 2 1 0 9.4 14.92 19.55 24 12.60 -23.25 -24.05 Ave: 9.92 -20.21
表 6 鋁銲墊最佳化參數之刮痕結果
exp A B C D 10µm(OD) 30µm(OD) 50µm(OD) 70µm(OD) 90µm(OD) Y S S/N
10 1 1 1 3 4.14 8.74 11.93 15.21 17.62 11.53 9.86 -21.92
表 7 銅銲墊最佳化參數之刮痕結果
exp A B C D 10µm(OD) 30µm(OD) 50µm(OD) 70µm(OD) 90µm(OD) Y S S/N
10 1 1 1 3 3.64 8.12 11.39 14.09 16.63 10.77 9.25 -21.36
表 8 鐵銲墊最佳化參數之刮痕結果
exp A B C D 10µm(OD) 30µm(OD) 50µm(OD) 70µm(OD) 90µm(OD) Y S S/N
10 1 1 1 3 0 4.83 6.59 8.83 10.29 6.11 5.60 -17
(三)針測模擬探針分析,本研究田口法最佳化探針壽命的部分,採用 L16(45)
直交表,設定的控制因子及水準如表 9 所示。 表 9 探針控制因子
因子 說明 Level 1 Level 2 Level 3 Level 4
A 溫度(℃) 25° 75° 150° 300° B 針尖直徑(µm) 18 20 23 25 C 針尖端長(µm) 240 260 279.4 300 D 彎曲角度(µm) 101° 102° 103° 104° E 探針直徑(µm) 130 140 150 160 表 10 為鎢探針分析結果,表 11~15 為鎢探針、鐵探針、SUS304 探針、 SUS316L 探針及 SKD11 探針田口最佳化的分析結果。
S/N 104.33 95.30 103.91 100.75 84.03 101.72 101.39 120.46 96.22 106.47 99.02 107.37 83.33 84.29 116.12 110.55 Y( 平均值 ) 1.84×10 9 7.84×10 8 1.41×10 9 1.16×10 9 1.74×10 7 5.43×10 8 8.64×10 9 2.90×10 10 3.23×10 9 2.26×10 10 8.29×10 8 3.92×10 9 2.90×10 7 1.17×10 7 8.63×10 9 2.10×10 9 80µm(OD) 9.30×10 4 2.76×10 4 7.49×10 4 5.10×10 4 7.43×10 3 6.26×10 4 5.38×10 4 4.80×10 5 2.97×10 4 9.69×10 4 4.23×10 4 1.13×10 5 6.80×10 3 7.81×10 3 2.93×10 5 1.55×10 5 60µm(OD) 1.28×10 5 8.14×10 4 2.12×10 5 1.77×10 5 2.68×10 4 1.17×10 5 2.43×10 5 2.60×10 6 1.35×10 5 4.21×10 5 1.31×10 5 2.83×10 5 2.71×10 4 2.34×10 4 1.43×10 6 7.11×10 5 50µm(OD) 3.73×10 5 2.59×10 5 6.12×10 5 4.90×10 5 6.72×10 4 3.60×10 5 8.21×10 5 8.90×10 6 4.03×10 5 1.57×10 6 3.18×10 5 8.77×10 5 7.05×10 4 5.05×10 4 4.81×10 6 2.07×10 6 40µm(OD) 1.92×10 6 1.20×10 6 3.68×10 6 2.37×10 6 2.00×10 5 1.92×10 6 5.08×10 6 8.09×10 7 2.40×10 6 1.52×10 7 1.45×10 6 5.64×10 6 2.64×10 5 1.71×10 5 2.97×10 7 9.89×10 6 20µm(OD) 9.19×10 9 3.92×10 9 7.04×10 9 5.78×10 9 8.72×10 7 2.71×10 9 4.32×10 10 1.45×10 11 1.62×10 10 1.13×10 11 4.15×10 9 1.96×10 10 1.45×10 8 5.87×10 7 4.31×10 10 1.05×10 10 E 1 2 3 4 4 3 2 1 2 1 4 3 3 4 1 2 D 1 2 3 4 3 4 1 2 4 3 2 1 2 1 4 3 C 1 2 3 4 2 1 4 3 3 4 1 2 4 3 2 1 B 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 A 1 1 1 1 2 2 2 2 3 3 3 3 4 4 4 4 表 10 鎢探針疲 勞 壽命分析結果及 S/N 比 EXP 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
表 11 鎢探針最佳化設定後的疲勞壽命與 S/N 比 A B C D E 20µm 40µm 50µm 60µm 80µm Y(平均值) S/N 3 4 3 4 1 1.47×1011 8.12×107 1.06×107 2.72×106 4.87×105 2.94×1010 120.6 表 12 鐵探針最佳化設定後的疲勞壽命與 S/N 比 A B C D E 20µm 40µm 50µm 60µm 80µm Y(平均值) S/N 4 4 3 4 1 9.25×107 1.51×106 5.22×105 2.38×105 7.65×104 1.9×107 104.1 表 13 SUS304 不鏽鋼探針最佳化設定後的疲勞壽命與 S/N 比 A B C D E 20µm 40µm 50µm 60µm 80µm Y(平均值) S/N 4 4 3 4 1 3.57×1011 9.70×108 1.56×108 3.67×107 4.29×106 7.16×1010 139.6 表 14 SUS316L 不鏽鋼探針最佳化設定後的疲勞壽命與 S/N 比 A B C D E 20µm 40µm 50µm 60µm 80µm Y(平均值) S/N 4 4 3 4 1 2.26×1013 4.36×1010 5.69×109 1.09×109 7.92×107 4.54×1012 164.9 表 15 SKD11 工具鋼探針最佳化設定後的疲勞壽命與 S/N 比 A B C D E 20µm 40µm 50µm 60µm 80µm Y(平均值) S/N) 4 4 3 4 1 1.31×1013 4.02×109 2.95×108 3.76×107 2.11×106 2.62×1012 133.5 本研究目的在於針測過程的實驗與模擬,利用實驗結果建立有限元素模型並 進行分析,在取得材料的高溫拉伸應力應變曲線後,利用田口法將探針上的關鍵 幾何尺寸及溫度做為控制因子,並設定干擾因子為針測行程下,進行高溫下各不 同材質銲墊刮痕最佳化及探針疲勞壽命之分析,預測高溫下最佳化之針測參數, 我們可以歸納出以下結論: 1. 由針測實驗可知,在室溫下,利用鎢探針對厚度 2µm 鋁銲墊進行 10~50µm 行程之針測,產生刮痕大小會隨著行程而上升,最大刮痕長度 23.2µm, 最小刮痕長度為 8.37µm。 2. 模擬發現在任何針測行程下,鎢探針所產生的應力皆小於降伏應力,且 在銲墊復歸時探針會有回刮現象造成針尖應力上升,其應力也都在彈性
範圍內,在最大行程下,所得到的刮痕面積皆小於銲墊總面積的 20%。 3. 由高溫拉伸可知,隨著溫度的升高,材料整體強度會跟著下降,鋁在 300 ℃時降伏強度相較於 75℃時下降約 40%,銅與鐵降伏強度下降分別為 26%與 10%,彈性係數方面,在 300℃時相較於 75℃時鋁、銅與鐵下降 幅度為 20%、31%與 3%。由實驗數據可知,溫度變化對於鋁和銅的彈性 係數與降伏強度影響較大,但對於鐵影響相對較小。 4. 本文使用田口實驗法建立高溫模擬針測實驗,在高溫下預測出鋁、銅及 鐵三種材質之銲墊刮痕最佳化針測參數;依所得的最佳化組合參數,鋁 銲墊在針測行程 90µm 下所產生的刮痕可以減少到 17.62µm,銅銲墊刮痕 減少為 16.63µm,鐵銲墊則減少為 10.29µm,其三種銲墊針測參數組合都 能有效減少銲墊刮痕長度,對於之後封裝可靠度有一定程度的提升。 5. 分析之數據顯示,鋁銲墊與銅銲墊在針測行程 70µm 時,有數組的實驗 刮痕長度以接近 30µm(即銲墊邊長的一半),將可能對後續封裝的可靠造 成影響,當針測行程為 90µm 時,鋁銲墊有 5 組實驗刮痕長度超過 30µm, 由文獻可知刮痕必須離銲墊邊界 5~8µm,所以依刮痕長度判定超過 30µm 銲墊視為毀損。 6. 由田口最佳化實驗可知,對於鋁銲墊刮痕長度影響最大的因子依序為針 尖直徑、溫度、彎曲角度及針身長;銅銲墊則為針尖直徑、彎曲角度、 溫度及針身長;鐵銲墊為針尖直徑、彎曲角度、針身長及溫度。這說明 了依材料性質的差異,會改變因子的影響程度。以溫度因子來看,鐵銲 墊因溫度影響的程度較鋁銲墊與銅銲墊低,銅銲墊和鋁則是針身長影響 最小,針尖半徑為三種材質影響最大之因子。 7. 模擬不同材質之探針,其幾何條件相同,且針測行程在 20µm~80µm 針測 時,發現在針測行程 60µm 之前各材質探針所承受應力皆在彈性限內, 且針測時最大應力皆小於降伏應力,而當針測行程達 80µm 時,各材質 探針除了鎢材質探針以外,其針測最大應力都超過降伏強度,則可能會 產生塑性變形,其所採用之探針材質結構強度在針測行程 60µm 之前都 是足夠的。 8. 銲墊在針測行程到達 80µm 時,刮痕長度超過銲墊邊緣之安全距離 5~8µm,則會影響其晶圓封裝製程,且提高不良率所以不建議使用。 9. 最佳化後各材質探針疲勞壽命,用以實驗相同的針測行程 50µm 來與原 始尺寸之探針(鎢、鐵、SUS304 不鏽鋼、SUS316L 不鏽鋼及 SKD11 工具 鋼)的疲勞壽命比較,可知最佳化探針疲勞壽命分別增加 1×107、4×105、 1.5×108、5.7×109及 2.9×108的針測次數,大幅提升探針疲勞壽命。 10. 各材質探針最佳化後,其銲墊刮痕長度,在針測行程到達 80µm 時,刮 痕長度超過銲墊邊緣之安全距離 5~8µm,比原始探針設定更加顯著,則 在晶圓封裝製程時,針測行程到達 80µm 時對晶圓所產生刮痕損害,會 使晶圓不良率大幅增加。
(2)參考文獻
[1] Standard Cantilever Epoxy Probe Cards, http://www.technoprobe.com
[2] B. Mariner, “Probe Market Overview by VLSI Research,” Presented at the
15th IEEE SouthWest Test WorkShop, 2005.
[3] L. Tran and R. Rincon, “Why using finite element analyses to optimize cantilever probe card design”, Presented at the 15th IEEE SouthWest Test WorkShop, 2005. [4] S. McKnight , “Vertical Pad Deformation During Probe”, Presented at the Tenth
International Conference IEEE SouthWest Test WorkShop, 2000.
[5] F. L. Taber, “An Introduction to Area Array Probing”, Presented at IEEE
International Test Conference, pp. 277-281, 1998.
[6] H. Y. Chang, Y. C. Tsao, M. K. Shih, C. L. Yeh and W. F. Pan, “ Experimental and Numerical Investigation of Needle Contact Behavior into Wafer Level Probing”, Presented at Taiwan ANSYS/Fluent User Conference, pp. 175-180, 2007.
[7] M. J. Varnau, “Impact of wafer probe damage on flip chip yields and reliability”,
Proc. IEEE/CPMT-IEMT, pp. 293–297, 1996.
[8] Q. Tan, C. Beddingfield, and A. Mistry, “Reliability evaluation of probe-before-bump technology”, Proc. IEEE/CPMT-IEMT, pp. 320–324, 1999. [9] G. Hoychkiss, G. Ryan, W. Subido, J. Broz, S. Mitchell, R. Rincon, R.
Rolda and L. Guimbaolibot, “Effect of Probe Damage on Wire Bond Integrity,” Presented at the IEEE Electronic Components and Technology
Conference, 2001.
[10] T. A. Tran, L. Yong, B. Williams, S. Chen and A. Chen, “Fine Pitch Probing and Wirebonding and Reliability of Aluminum Capped Copper Bond Pads,” Presented at the IEEE Electronic Components and Technology
Conference, pp. 1674-1680, 2000.
[11] D. S. Liu and M. K. Shih, “Experimental method and FE simulation model for evaluation of wafer probing parameters”, Microelectronics Journal, pp.871-883, 2006.
[12] D. S. Liu and M. K. Shih, “An experimental and numerical investigation into multilayer probe card layout design,” IEEE Transaction on Electronics Packaging
(3)計畫成果自評 本研究進行了晶圓針測下之實驗,在比對建立的模型可以準確模擬實驗過程 並取得高溫材料的應力應變曲線之後,分析各種溫度及材質下之針測行為,結果 顯示我們最佳化的參數組合可以有效降低銲墊的刮痕大小,並提升探針的疲勞壽 命。這些結果,對於業界在進行針測測試的過程上,提供了一個良好改進的方向 及參考的依據。對於結果,我們相當滿意;對於未來,期望能有更多的機會能進 行更深入的研究。
國科會補助計畫衍生研發成果推廣資料表
日期:2011/10/18國科會補助計畫
計畫名稱: 高溫環境下之晶圓針測實驗及數值分析模型之研究 計畫主持人: 張高華 計畫編號: 99-2218-E-151-004- 學門領域: 應力應變與成型無研發成果推廣資料
99 年度專題研究計畫研究成果彙整表
計畫主持人:張高華 計畫編號:99-2218-E-151-004- 計畫名稱:高溫環境下之晶圓針測實驗及數值分析模型之研究 量化 成果項目 實際已達成 數(被接受 或已發表) 預期總達成 數(含實際已 達成數) 本計畫實 際貢獻百 分比 單位 備 註 ( 質 化 說 明:如 數 個 計 畫 共 同 成 果、成 果 列 為 該 期 刊 之 封 面 故 事 ... 等) 期刊論文 0 0 100% 研究報告/技術報告 0 0 100% 研討會論文 3 3 100% 篇 論文著作 專書 0 0 100% 申請中件數 0 0 100% 專利 已獲得件數 0 0 100% 件 件數 0 0 100% 件 技術移轉 權利金 0 0 100% 千元 碩士生 2 2 100% 博士生 0 0 100% 博士後研究員 0 0 100% 國內 參與計畫人力 (本國籍) 專任助理 0 0 100% 人次 期刊論文 0 0 100% 研究報告/技術報告 0 0 100% 研討會論文 0 0 100% 篇 論文著作 專書 0 0 100% 章/本 申請中件數 0 0 100% 專利 已獲得件數 0 0 100% 件 件數 0 0 100% 件 技術移轉 權利金 0 0 100% 千元 碩士生 0 0 100% 博士生 0 0 100% 博士後研究員 0 0 100% 國外 參與計畫人力 (外國籍) 專任助理 0 0 100% 人次其他成果
![圖 4 針尖偏移量示意圖 圖 5 晶圓針測行程 50µm 時,針尖偏移量-循環次數曲線圖 高溫材料性質部分: 此部分委由金屬工業研究發展中心進行實驗取得數據;此次共進 行鋁(Al)、銅(Cu)、鐵(Fe)、SUS304不鏽鋼(SUS304 stainless)及SUS316L 不鏽鋼(SUS316L stainless),溫度分別為75℃、150℃及300℃;圖6~11 分別為鋁、銅、鐵、SUS304、SUS316L及SKD11之不同溫度下之拉伸 應力應變曲線,圖12 鎢應力-應變曲線圖[4]。](https://thumb-ap.123doks.com/thumbv2/9libinfo/8765488.209478/11.892.265.631.110.366/行實驗取得數據此次共進行鋁Al鏽鋼SUS溫度下之拉伸應力應變曲線.webp)
![圖 12 鎢應力-應變曲線圖[4] (2)電腦分析模擬方面: ( 一 ) 建 立 分析所需之幾何圖形並匯入 ANSYS 中設定邊界及網格化 (mesh),圖13為針測模擬分析邊界條件設定及網格化圖。 圖 13 針測模擬分析邊界條件設定及網格化圖 (二)針測模擬銲墊刮痕分析,圖14為鎢探針與鋁銲墊針測模擬之各針測 行程刮痕圖,圖15為實驗與模擬結果比較圖。](https://thumb-ap.123doks.com/thumbv2/9libinfo/8765488.209478/13.892.255.639.106.444/邊界條件設定及網針測模擬分析邊界條件設定及網二針測銲墊較圖.webp)