行政院國家科學委員會專題研究計畫 成果報告
全電直壓無導柱式微射出成形機的設計開發與製作(II):
微射出單元整合模具之開發
計畫類別: 個別型計畫
計畫編號: NSC93-2212-E-151-016-
執行期間: 93 年 08 月 01 日至 94 年 07 月 31 日
執行單位: 國立高雄應用科技大學模具工程系
計畫主持人: 黃登淵
共同主持人: 黃聖杰
報告類型: 精簡報告
處理方式: 本計畫涉及專利或其他智慧財產權,1 年後可公開查詢
中 華 民 國 94 年 7 月 27 日
行政院國家科學委員會專題研究計畫成果報告
全電直壓無導柱式微射出成形機的設計,開發與製作
第二年 微射出單元的設計與製造
計畫編號:NSC 93-2212-E-151-016
執行期限:93 年 8 月 1 日至 94 年 7 月 31 日
主持人: 黃登淵教授 國立高雄應用科技大學模具工程系
共同主持人:黃聖杰副教授 國立成功大學機械工程學系
摘要
微射出成型機與一般傳統射出成型機不同,而模 具設計也大不相同。微量射出成型機必須包含快速ヽ 穩定ヽ精密等特性。微量射出成型模具也必須具有高 精度ヽ或是有可變模溫與模穴真空等功能。本計畫之 第二年主要目的是針對微射出成型中的微量射出單 元做深入研究。 本微量射出單元主要工作原理是先由一般射出 機螺桿提供熔化塑料給微量射出單元,透過微量射出 單元精密計量與快速射膠等特性來成型微小元件。微 量射出單元主要機構包含熱澆道模具,於其上加裝導 螺桿與柱塞,配合伺服控制系統與光學尺達到精密驅 動與計量。為了兼顧高模溫與短製程時間等條件,本 計劃探討熱澆道型微射出模具製作所需考慮因素,其 中包括射出時如何控制射出量、射出速度、熱膠道溫 度等。由射出成型實驗得知,此微射出單元符合當初 設計的要求且產品品質令人滿意。 關鍵詞:微射出成型機、熱膠道Abstract
Micro-injection molding machine is different from traditional injection molding machine. Micro-injection molding machine have to achieve some targets including high injection speed, stability and high dosing precision. High precision, variable mold temperature system and cavity vacuum system are also important factors of micro-injection mold. The goal of the second year project is to develop a hot runner plunger type micro injection molding unit.
The most important features of a micro-injection molding unit is the precise dosing. In this project, hot runner plunger type micro-injection molding unit with servo control system including servo motor, ballscrew and control system were developed. The results of the injection molding experiments show that the hot runner plunger type micro-injection molding unit is successful and the quality of the molded parts is satisfying.
Keywords: micro-injection molding machine, hot
一. 前言
近年來鑒於 3C 產業的蓬勃發展,消費性電子產 品之需求也日益增加,其製造領域中的產品朝向輕、 薄、短、小等目標發展,如此才能達到節省材料、時 間、能源的優勢。而在產品尺寸方面,關鍵尺寸也從 常見的釐米(mm)系統提升至較精密的微米(µm) 系統[1-3],由此可見,發展微射出成型參數最佳化研 究與微模具設計確有其存在的必要性。 在微射出成型中,成品尺寸小且精度要求高,但 目前微射出模具均沿用傳統射出模座,造成微射出模 具過大的不當設計。為此對微射出做全面且基礎的探 討,並瞭解微射出模具設計與微射出製程的關鍵,首 先 應 先 找 出 模 穴 與 模 具 大 小 的 最 適 當 的 比 例 。 Heckele[4]提到,目前最好的塑膠微特徵結構的成型 方法為「熱壓法」,但是其缺點是無法在短時間中達 到大量生產的效果,相較於射出成型的產品數量,確 實有相當大的差距。Eberle[5]探討了微射出成型中的 模具設計理念,指出若減少模具質量可減少整體製程 時間。模具溫度與射出速度為影響微量射出成型的兩 個重要製程參數。Kukla[6]曾提到,模具溫度越高, 微射出成型越容易成型,然而高模溫勢必使製程時間 延長。所以高模溫與製程時間的縮短就成了兩項無法 兼具的條件。 目前國外對於微量射出機的研究發展,黃[7][8] 依塑化方法可略分為四類:(1)螺桿柱塞混合式、(2) 柱塞式、(3)特殊形式、(4)一般螺桿式射出機。微 量射出機的研發截至目前為止,依然屬於先進的技 術,基本上微量射出成型可將之視為超薄殼(super thin-wall)射出,其製程參數之要求為高射出速度、 高射出壓力以及精密計量。 現階段微量射出機研發的腳步仍以歐洲較快,日 本則緊追在後,而國內在微射出方面依然屬於不普遍 的階段,縱使有微小件之應用,仍然使用中、大型機 器搭配多模穴之方式來生產,以分攤射出機之射出 量。其缺點是將加重流道平衡設計之參數,對品質的 掌握度亦困難,成本的損失亦相當大[9-10]。一機多 用的習慣已不適用於要求高精度、高品質的微射出製二. 研究方法
微量射出單元的研發,必須從微射出機的原理與 模具製造的理論出發,進而探討微量成型中的微量射 出單元在熱塑性工程塑膠之精準與嚴密計量。其原理 是將射出機台塑化完成之塑料,注入微射出單元中的 待料室中,再進行第二階段的計量。而微射出計量單 元主要以柱塞配合伺服馬達、編碼器、驅動器、光學 尺與滾珠螺桿等完成驅動與計量,並以外掛方式加裝 於射出機台上。 外掛式熱澆道的微射出模具,製作時所需之考慮 因素,其中包括射出時所需的定量、定速、定溫且能 在短時間內升溫與降溫之模溫控制系統。本研究並對 微量射出成型模具(微模具)做一全面的考量及與傳統 模具做一比較。 微量射出單元配合外掛式熱澆道機構,除了保有 熱澆道系統原有的功能外,並在現有的熱澆道中變更 設計,加裝柱塞以利計量。在外掛熱澆道射出單元 中,讓塑料保持融熔狀態為首要條件,除此之外,縮 短澆道長度,節省材料和精密計算射出量的多寡更是 重點,因此,將以耐磨耗、耐高溫之材料製作柱塞, 並套入熱澆道中,輔以伺服控制系統,嚴密地監控射 出量,進而達到精密計量。 微量射出是以兩階段射出作為出發點,第一階段 計量單元在微射出機台;第二階段為射出計量單元。 利用外掛式熱澆道系統所設計之射出單元,使塑料於 短時間內達到模穴,此目的是為了使設計之澆道縮短 甚至省略澆道,如此一來可降低模溫,並且以模具內 部射出機構,快速且精準的完成精密計量。三. 模具與射出單元的設計
本研究所使用的測試模具是將一般射出模具改 裝,將模仁鑲入以進行微特徵結構射出成型,其尺寸 為 200 mm×
150 mm×
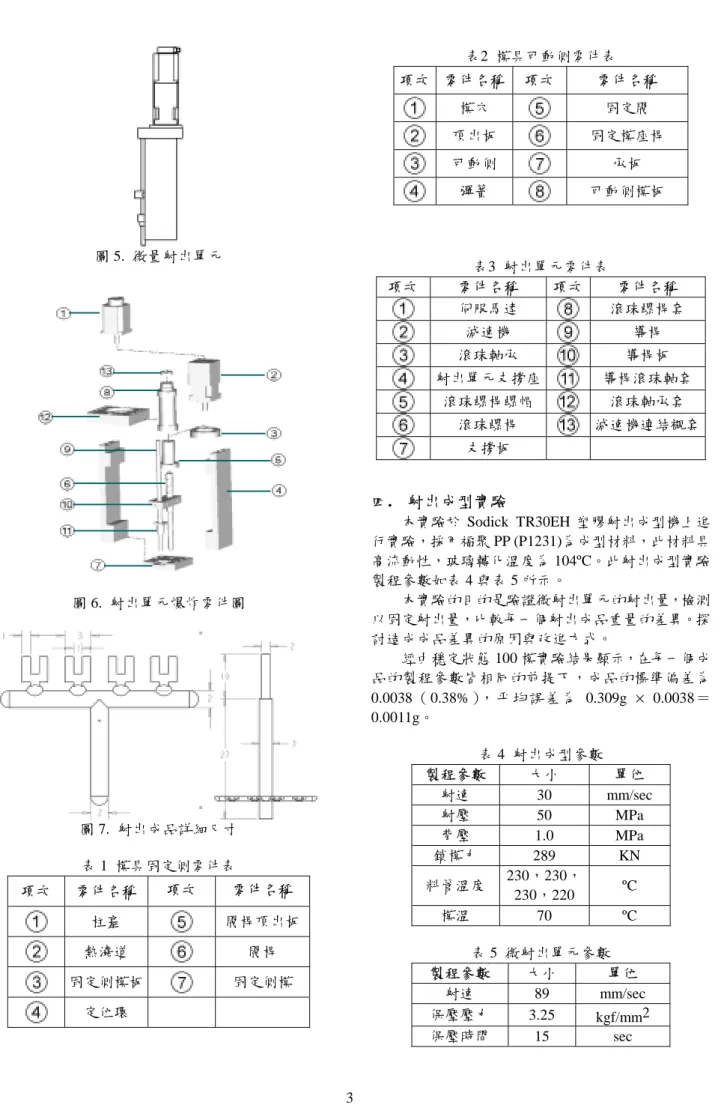
200 mm,符合射出機大柱 跨距限制要求,兩板式結構並以承板支撐,模具是採 一模四穴,一進一出的冷卻方式。圓形澆口設計直徑 為 2 mm。圖 1 為模具固定側組合圖;圖 2 為微射出 模之模具本體組立圖;表 1 為模具固定側零件表。圖 3 可動側組合圖;圖 4 為模具可動側零件爆炸圖;表 2 為模具可動側零件表。圖 5 為射出單元組合圖;圖 6 為射出單元零件爆炸圖;表 3 為射出單元零件表。 圖 7 是微射出成品之詳細尺寸。 圖 1. 模具固定側 圖 2. 滾珠螺桿與可動板間的連接器 圖 3. 模具可動側 圖 4. 模具可動側爆炸零件圖 射出單元 模具可動側 模具固定側圖 5. 微量射出單元 圖 6. 射出單元爆炸零件圖 圖 7. 射出成品詳細尺寸 表 1 模具固定側零件表 項次 零件名稱 項次 零件名稱 柱塞 閥桿頂出板 熱澆道 閥桿 固定側模板 固定側模 項次 零件名稱 項次 零件名稱 模穴 固定閥 頂出板 固定模座桿 可動側 承板 彈簧 可動側模板 表3 射出單元零件表 項次 零件名稱 項次 零件名稱 伺服馬達 滾珠螺桿套 減速機 導桿 滾珠軸承 導桿板 射出單元支撐座 導桿滾珠軸套 滾珠螺桿螺帽 滾珠軸承套 滾珠螺桿 減速機連結襯套 支撐板
四. 射出成型實驗
本實驗於 Sodick TR30EH 塑膠射出成型機上進 行實驗,採用福聚 PP (P1231)為成型材料,此材料具 高流動性,玻璃轉化溫度為 104ºC。此射出成型實驗 製程參數如表 4 與表 5 所示。 本實驗的目的是驗證微射出單元的射出量,檢測 以固定射出量,比較每一個射出成品重量的差異。探 討造成成品差異的原因與改進方式。 經由穩定狀態 100 模實驗結果顯示,在每一個成 品的製程參數皆相同的前提下,成品的標準偏差為 0.0038 ( 0.38% ), 平 均誤差 為 0.309g × 0.0038 = 0.0011g。 表 4 射出成型參數 製程參數 大小 單位 射速 30 mm/sec 射壓 50 MPa 背壓 1.0 MPa 鎖模力 289 KN 料管溫度 230,230, 230,220 ºC 模溫 70 ºC 表 5 微射出單元參數 製程參數 大小 單位 射速 89 mm/sec五. 結論
1. 由結果可知:射出成品之尺寸與澆道(Sprue)、 流道(Runner)尺寸比例有著明顯的差異,如圖 8。這是因為成品尺寸過於微小,以較大尺寸的 流道作為頂出時的支撐特徵,在整體體積的比較 之下,才有如此的差距。 圖 8. 成品各特徵之比較 2. 目前實際應用在微射出成形品上的高分子材料 有 POM、PA、PEEK、PSU 等。本研究以市場上 最常使用的 PP 材料進行實驗,因為 PP 材料的特 性為成型容易、融膠溫度低、成型參數較易掌握 等。 3. 在整個射出單元設計上,加裝光學尺作為精密計 量回授控制,以伺服馬達之輸入脈波為位置控 制,其精準度為 3000P/R(每圈 3000 個脈衝), 在成品射出製作上有更穩定的迴授控制系統。 4. 射出成型後進行保壓,有助於成品的品質提高與 穩定,保壓階段以射出位置作為切換,以射出壓 力之 3.82%的壓力為保壓壓力,是成品品質最佳 的狀態。 5. 在間隙實驗中發現,在整伺服馬達輸出的脈衝數 與實際光學尺回授量,有著相當大的誤差,而這 樣的誤差可能的原因有下列幾點: i. 減速機中齒輪的的背隙。 ii. 減速機與滾珠螺桿銜接機構的間隙。 iii. 滾珠螺桿的背隙。 iv. 機構的真直度。 v. 光學尺架設裝置的誤差。 6. 微射出研究領域而言,所要求是柱塞的高射速及 高射壓,但是本研究的射速與射壓仍無法達成此 目標,必須再加以改進。 7. 為求定位的高精密度以及成品重量的精準,必須 從以下幾點加以改進與探討。 i. 機械結構:以剛性結構較良好之機構取代 目前的結構,以減少機械結構不穩固或震 動而造成誤差。 ii. 材料的熱性質:在結構上必須考慮各部材 料的機械性質,包括:熱傳導、熱膨脹及 熱擴張,而造成結構上因高溫而變形,使 整體結構的精度不準確。 iii. 傳動結構:傳動機構的各部零件與零件之 間的連結,也是精度要求的重點之一,除 了零件的精度誤差的要求嚴格外,零件的 連結也必須要求高度的剛性與精準。六. 參考文獻:
[1] 張沛頎、黃聖杰, “基因治療用微針之設計與製 造”, 碩士論文, 國立成功大學(2002)。 [2] 翁志傑、黃聖杰, “基因治療用微針成型參數之 研究”, 碩士論文, 國立成功大學(2002) 。 [3] “塑化成型製程參數最佳化研究,”工業技術研究 院(2001)。[4] M. Heckele, W. Bacher, K.D. Müller, “Hot embossing-The molding technique for plastic microstructure”, Microsystem Technologies 4(1), 122-124 (2002).
[5] H. Eberle, “Micro-Injection Moulding -Mould Technology”, Kunststoff plastic Europe,
1344-1346(1998).
[6] C. Kukla, H. Loibl, H. Detter, “Micro-injection moulding - the aims of a project partnership”, Kunststoff plastic Europe, 1331-1336(1998). [7] 黃明賢、吳國英, “微射出單元之設計與分析,” 第十九屆機械工程研討會論文集(2002)。 [8] 陳克昌, 黃明賢, “射出成型機射出切換保壓控 制方法之研究”, 碩士論文, 國立高雄第一科技 大學(2001)。 [9] 陳宗平、楊申語, “微射出模溫控制系統及微結 構轉寫能力探討”, 碩士論文, 國立台灣大學 (2001)。 [10] 孫一強、楊申語, “微量射出成型之充填特性觀 察與玻璃微型模具可行性探討”, 碩士論文, 國 立台灣大學(2001)。 注道(Sprue) 流道(Runner) 成品