紅外線熱影像儀於製程電氣設備預知維護研究-以某印刷電路板廠為例
68
0
0
全文
(2) 紅外線熱影像儀於製程電氣設備預知維護研究 -以某印刷電路板廠為例 A Study on the Application of Infrared Thermograph to Predictive Maintenance of Machine Electrical Equipment ─ A Case Study for the Printed Circuit Board Industry 研 究 生: 莊鴻志. Student :Hung-Chih Chuang. 指導教授: 傅武雄. Advisor :Wu-Shung Fu. 國 立 交 通 大 學 工學院產業安全與防災學程 碩. 士. 論. 文. A Thesis Submitted to Degree Program of Industrial Safety and Risk Management College of Engineering National Chiao Tung University in Partial Fulfillment of the Requirements for the Degree of Master of Science In Industrial Safety and Risk Management Oct 2010 Hsinchu, Taiwan, Republic of China. 中華民國. 九十九. 年. 十. 月.
(3) 紅外線熱影像儀於製程電氣設備預知維護研究 -以某印刷電路板廠為例 學生:莊鴻志. 指導教授:傅武雄. 國立交通大學工學院產業安全與防災學程. 中文摘要 中文摘要 高科技產業在大量生產需求下,對於製程電氣設備需求逐漸被大量使用與依 賴,然而當其發生異常時,常導致製程中斷而影響產能,並可能危害作業人員安 全。本研究以某印刷電路板廠之濕式製程電氣設備為對象,以紅外線熱影像檢測 技術,來分析濕式製程電氣設備較常發生異常之原因,並探討紅外線熱影像技術 對電氣設備預知維護之效果,以建立電氣設備失效預防機制,並作為製程設備保 養時之參考依據。. 關鍵字:紅外線熱影像、電氣設備、失效預防. i.
(4) A Study on the Application of Infrared Thermograph to Predictive Maintenance of Machine Electrical Equipment ─ A Case Study for the Printed Circuit Board Industry Student: Hung-Chih Chuang. Advisor: Wu-Shung Fu. Degree program of Industrial Safety and Risk Management College of Engineering National Chiao Tung University. ABSTRACT In the mass production of high-tech industries need, the demand for the machine electrical equipment has been considerable running and relying. While the exceptional errors occur on the machine electrical equipment, the production process will be intercepted and affect the production capacity; in addition, process interruptions may endanger the safety of operations. In this study, the wet-process electrical equipment in the printed circuit board industry, the detecting technology of the Infrared Thermograph analyzes the reason why the wet-process electrical equipment often gets abnormal failure. Furthermore, the study finalizes the technology of the Infrared Thermograph and builds a predictive maintenance of the machine electrical equipment to establish the system of failure prevention. On the other hand, this can be the guideline to maintain the machine electrical equipment.. Keywords: Infrared Thermograph、electrical equipment、failure prevention. ii.
(5) 誌謝 本論文研究能夠順利進行完成,首先要感謝我的指導教授 傅武雄老師,在教 授的悉心指導和不斷的鼓勵下,使該研究能順利完成並且從中獲益良多。亦承蒙 各口試委員教授的不吝提示與指正,讓該研究內容更臻完善與充實,在此致上最 深切的敬意與感謝。 本論文研究的完成,亦要感謝身邊所有給予我協助與指導的同學與同仁們, 因為你們的協助讓本研究得以順利進行完成。而在求學期間家人的關懷和鼓勵, 亦給予我最大的精神支持,讓我能在無後顧之憂的情形下完成學業,僅以此論文 獻給我的家人與所有的朋友們,願與你們共同分享我最大的喜悅。. iii.
(6) 目錄. 中文摘要............................................................................................................................I ABSTRACT..................................................................................................................... II 誌謝................................................................................................................................. III 目錄.................................................................................................................................IV 表目錄.............................................................................................................................VI 圖目錄........................................................................................................................... VII 第一章 緒論 ...................................................................................................................1 1.1 研究動機與目的 ........................................................................................1 1.2 研究範圍 ....................................................................................................3 1.3 研究架構 ....................................................................................................4 第二章 文獻回顧 ...........................................................................................................6 2.1 印刷電路板業製程簡介 ............................................................................6 2.2 電氣設備檢測技術 ..................................................................................15 2.3 紅外線檢測運用理論 ..............................................................................15 第三章 研究方法 .........................................................................................................20 3.1 檢測儀器 ..................................................................................................20 3.2 研究方式與流程 ......................................................................................20 第四章 結果與討論 .....................................................................................................35 4.1 紅外線熱影像儀檢測電氣設備結果 ......................................................35 4.2 紅外線熱影像檢測異常原因探討分析 ..................................................38 4.3 紅外線熱影像檢測異常原因改善與預防 ..............................................51. iv.
(7) 第五章 結論與建議 .....................................................................................................55 5.1 結論 ..........................................................................................................55 5.2 建議 ..........................................................................................................56 參考文獻.........................................................................................................................57. v.
(8) 表目錄. 表 1.1 92~97 年全國火災次數、起火原因統計表.........................................................2 表 2.1 電氣設備失效診斷技術.....................................................................................18 表 3.1 紅外線熱影像儀規格.........................................................................................22 表 3.2 製程電氣設備清單.............................................................................................24 表 3.3 風險等級與檢測頻率區分表.............................................................................26 表 3.4 紅外線熱影像檢測紀錄表.................................................................................26 表 3.5 各種類標準規範表.............................................................................................29 表 3.6 低壓絕緣電線之最高容許溫度表.....................................................................30 表 3.7 IEC-694 標準之溫升限制 ...................................................................................30 表 3.8 ANSI-37 美國國家標準容許溫度表 ..................................................................31 表 3.9 ISA 國際標準、ANSI-MC96.1-1982 美國國家標準容許溫度表 ....................31 表 3.10 SEMI S2-0706 最大可能危害表面溫度...........................................................32 表 3.11 CNS 標準之溫升限制(CNS 3990)....................................................................32 表 3.12 絕對溫差值與檢修時效要求參考表...............................................................33 表 3.13 相對溫差值與檢修時效要求參考表...............................................................33 表 3.14 異常等級之溫度界限設定參考表...................................................................33 表 3.15 紅外線熱影像檢測異常報告...........................................................................34 表 4.1 異常主要原因與異常次要原因分析項目.........................................................42. vi.
(9) 圖目錄 圖 1.2 研究流程與架構...................................................................................................5 圖 2.1 減除法製造流程...................................................................................................7 圖 2.2 加成法製造流程...................................................................................................9 圖 2.3 局部加成法製造流程.........................................................................................10 圖 2.4 單面板製造流程.................................................................................................12 圖 2.5 典型雙面板製造流程.........................................................................................13 圖 2.6 典型多層板製造流程.........................................................................................14 圖 2.7 雙面板/多層板製造流程....................................................................................16 圖 2.8 維護種類.............................................................................................................16 圖 2.9 紅外線光譜圖.....................................................................................................19 圖 2.10 被動式紅外線成像原理...................................................................................19 圖 3.1 紅外線熱影像儀正面外觀.................................................................................21 圖 3.2 紅外線熱影像儀背面外觀.................................................................................21 圖 3.3 紅外線熱影像檢測執行流程圖.........................................................................23 圖 4.1 2005~2007 年間電氣設備異常事故次數...........................................................36 圖 4.2 2008~2010/6 年間電氣設備異常事故次數 .......................................................36 圖 4.3 2005~2010/6 年間各區域總異常次數百分比 ...................................................37 圖 4.4 2005~2010/6 年間各區域異常事故次數比較 ...................................................37 圖 4.5 2005~2007 年製程區域異常主要原因次數統計...............................................39 圖 4.6 2008~2010/6 年製程區域異常主要原因次數統計 ...........................................39 圖 4.7 2005~2010/6 年異常主要原因件數比較 ...........................................................40 圖 4.8 2005~2010/6 間年平均異常次數差異值比 .......................................................40 vii.
(10) 圖 4.9 線路接點老舊劣化異常溫升之熱影像圖.........................................................45 圖 4.10 無熔絲開關接點劣化異常溫升之熱影像圖...................................................45 圖 4.12 保險絲本體劣化異常溫升之熱影像圖 1........................................................46 圖 4.13 保險絲本體劣化異常溫升之熱影像圖 2........................................................46 圖 4.15 積熱電驛導線壓接不良溫升之熱影像圖 1....................................................47 圖 4.16 積熱電驛導線壓接不良溫升之熱影像圖 2....................................................47 圖 4.17 無熔絲開關接點鎖接不良造成溫升之熱影像圖...........................................47 圖 4.18 二次側 R 相接點鎖接不良造成溫升之熱影像圖 ..........................................48 圖 4.19 二次側 T 相接點鎖接不良造成溫升之熱影像圖 ..........................................48 圖 4.20 電磁開關 T 相接點鎖接不良造成溫升之熱影像圖 ......................................48 圖 4.21 繼電器長期激磁負載造成溫升之熱影像圖...................................................49 圖 4.22 風扇故障造成線圈負載之異常溫升熱影像圖...............................................49 圖 4.23 電流量超過線路負載造成溫升之熱影像圖 1................................................49 圖 4.24 電流量超過線路負載造成溫升之熱影像圖 2................................................50 圖 4.25 電流量超過線路負載造成溫升之熱影像圖 3................................................50 圖 4.26 無熔絲開關 S 相負載過熱溫升之熱影像圖 ..................................................50. viii.
(11) 第一章. 緒論. 1.1 研究動機與目的 研究動機與目的 近年來由於產業的轉型與高科技產業的發展,帶動了整體的經濟成長,並使的高科 技產業大量的成立,相對的也使的電力的需求量與日俱增。而電力是產業的命脈,除了 提供產業所需的電量外,電力品質穩定性的要求也相對的提高。尤其在高科技的工業 裡,電力若稍有問題,除了造成產能的中斷及營運損失外,亦可能造成電氣設備火災或 廠房毀損,甚至造成人員傷亡進而造成大量的財產損失。依據內政部消防署92年至97 年間的各種火災發生原因及次數統計資料可知,歷年的電氣設備火災皆達到數千件之 多,如表1.1所示﹝1﹞。若將這些火災發生原因之次數進行分析,可發現在火災發生次數 之比例中,電氣設備火災連續七年皆成為主要之因素,歷年所佔之比例亦高達35.2%之 多,如圖1.1所示。 而由於目前高科技產業在快速、大量、精密的生產需求下,電氣設備更被大量使用, 電力需求在各產業中亦與日俱增,因此在電力品質之穩定性與電氣設備安全性之要求也 日益增加提高。因此若能立即掌握電力設備的狀況,則必能提升供電品質的穩定性。而 電氣設備故障除了偶發事件影響外,大多數電氣設備異常發生時,在早期會有可察覺的 局部溫度差異產生,而在漸漸發展成為電氣事故。因此溫度之測定可作為重要的電氣設 備檢測技術,在初期時可藉由主動式的量測、分析與判斷其異常之徵兆,並早期進行計 劃性的修護,以確保設備安全運轉。而在現今高科技產業的生產方式,為因應其產品量 之需求,皆為全天候二十四小時不間斷之生產模式。隨著工作時數的不斷增加,出現故 障的可能性將急遽增加。因此,若能在製程及設備不中斷之條件下,透過適當有效檢測, 並以非接觸性之方式,找出電氣設備潛在的異常狀況,以早期發現異常,進而事先針對 異常點來做為保養維護對策,亦可大量降低產業之生產風險以避免災害發生。 目前大部分的產業在進行電力設施之檢測時,重點部位大多著重於廠務端之電氣設 備,如變壓器、發電機、比壓器、避雷器、比流器...等廠務端設備。因廠務端之電氣設 備若發生無預警之故障時,皆會引起全廠性之停電危害,進而造成全廠性生產中斷。也 因此廠務端之電氣設備往往是管理者所著重預防之目標。然而製程端設備之電氣設施, 則因其設置位置分佈廣泛且項目種類及數量眾多,與人力、物力之限制,大多因此而未 進行相關檢測。在加上若製程電氣設備發生故障危害時,並非像廠務端電氣設備影響全 廠性之停電之困擾,因此往往容易疏忽製程電氣設備之預防。然而近年來在預防保養觀 念改變下,其實在製程端之電氣設備發生異常的機率以及其所造成之危害,並不低於廠. 1.
(12) 表 1.1 92~97 年全國火災次數、起火原因統計表 易燃 瓦斯 敬神 菸蒂 交通 火災 自殺 燈燭 電氣 機械 施工 品自 漏氣 化學 燃放 原因 掃墓 玩火 天然 其他 次數 縱火 烹調 設備 設備 不慎 (復) 或爆 物品 爆竹 不明 祭祖 烤火 災害 總計 燃 炸 92年 808 443 286 1404 1745 464 146. 12. 56. 14. 91. 122 468 2583 8642. 93年 624 378 171 1007 1523 363 146. 15. 46. 17. 50. 92. 411 1768 6611. 94年 619 367 198 638 1531 332 120. 6. 40. 11. 29. 80. 139 1029 5139. 95年 541 280 142 535 1384 291. 88. 9. 57. 19. 45. 54. 104 783 4332. 96年 461 226. 79. 396 1122 127. 85. 3. 39. 14. 24. 33. 40. 743 3392. 97年 417 162. 47. 262 1016 91. 74. 4. 28. 8. 26. 26. 39. 686 2886. 98年 333 122. 48. 375 846. 64. 5. 37. 8. 35. 14. 66. 598 2621. 70. 資料來源:參考文獻﹝1﹞. 40% 92年. 30%. 93年 94年. 20%. 95年 96年. 10%. 97年. 0%. 害 竹. 明. 品 放. 因. 學. 然. 或. (復. 工 械 氣. 菸. 交. 瓦. 易. 蒂. 通. 斯. 燃. 敬. 漏. 品. 、. 自. 、. 燈. 神. 玩. 燃. 化. 原. 電. 天. 機. 施. 氣. 自. 殺. 燭. 掃. 、. 、. 墓. (烤. 爆. 不. 物. 設. 災. 設. 不. 爆. 其. 縱. 烹. 祭. )火. 備. 慎. )燃. 炸. 備. 他. 火. 調. 祖. 98年. 圖 1.1 歷年全國各火災原因次數百分比統計表. 2.
(13) 務端之電氣設備。製程端之電氣設備若於重要製程點發生故障時,雖不至於造成全廠性 之停電危害影響,但也會造成整條產線停產,因而嚴重影響產能。而其常見之問題大致 如下: 1. 電氣設備位置點 目前高科技廠房製程設備之電氣設施大多設置於 Fab 區域或無塵室裡,因此一 但電氣設備發生火災造成煙霧粒子危害時,會造成製程區域潔淨度之汙染,進而影 響產品之良率,而其雖未破壞整體建築物之構造,但卻也必須花費大量人力及費用 在設備環境之復原。 2. 製程現場環境影響 由於高科技產業技術提升,使用之化學品種類繁多,若於製程端發生火災時, 容易產生大量有害或易燃之氣體,在加上製程設備之電氣設施大多設置於 Fab 區域 或無塵室裡,且生產區域之密閉性特質,一旦製程端發生電氣火災,容易造成大量 人員傷亡。 3. 製程設備設計與建構 早期因高科技產業之設備皆購置於單一廠商之設計與建構,因此在整體電氣元 件性能及種類上較單一化。但在近年由於國內設備商之研發與發展,製程設備之數 量種類逐漸眾多且廠牌不一,甚至有同一製程是由多家設備廠商分別設計組裝而 成。也因此由於各家設備商施工技術與品質不一,且對於電氣設備規格之要求與設 計上有所不同,亦因而造成製程端電氣設備運轉時之異常現象產生。 因此本研究以某印刷電路板廠為研究對象,在製程及設備不停機中斷之下,透過紅 外線熱影像檢測技術,來找出且分析製程電氣設備較常發生異常之原因及部位。並探討 紅外線熱影像技術對電氣設備預知維護之效果,以建立電氣設備失效預防機制,並作為 製程設備保養時之參考依據。. 1.2 研究範圍 本研究是以某印刷電路板廠製程電氣設備研究為主。由於電力設備是印刷電路板製 造業相當重要之系統。而其製程特性又以濕式製程為主要,且該濕式製程使用大量具腐 蝕性化學品,如硫酸、鹽酸、蝕刻液…等,因此在生產過程中容易產生具腐蝕性氣體, 在加上其電氣設備大多設置於 Fab 區域內,因此易導致電氣設備不穩定或異常故障發生 之情形。. 3.
(14) 因此本研究範圍是以某印刷電路板廠的線路蝕刻區、鍍銅區、綠漆顯影區與鍍鎳金 區之濕式製程電氣設備為對象,針對於運轉期間所產生之異常事件進行分析。而其異常 事件乃為引起廠內損害或損失,以及其他足以引起意外或可能導致意外發生之不期望事 件,其包含火災、火警、製程運轉中斷、廠內財物損失、元件損壞更換、電氣元件溫度 異常...等因素。以 2005 年到 2007 年間所發生電氣設備之異常事故,與 2008 年到 2010 年 6 月間該廠導入紅外線熱影像檢技術進行檢測後之異常事故進行分析比較,以確認該 檢測技術對電氣設備預知維護之效果,並針對製程機台電氣設備異常部位、異常原因進 行分析,以期能作為製程機台執行預知保養作業時之參考。. 1.3 研究架構 本研究是針對某印刷電路板廠的濕式製程區域來進行探討,其研究流程與架構,如 圖 1.2。. 4.
(15) 研究動機. 研究目的. 文獻蒐集與回顧. 檢測區域電氣設 備資料收集. 檢測方法選定. 排定檢測. 檢測進行. 結果判讀. 檢測數據統計分 析與風險評估. 結果與討論. 圖 1.2 研究流程與架構. 5.
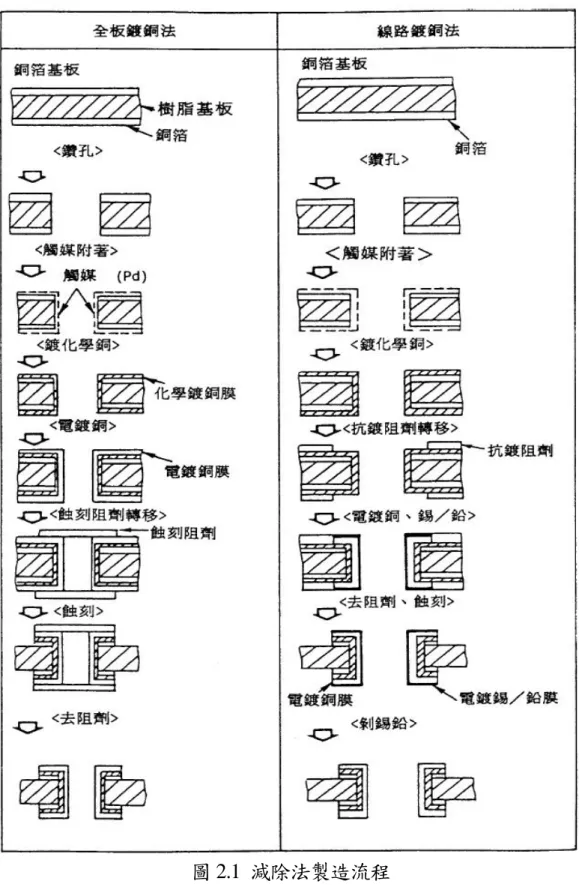
(16) 第二章. 文獻回顧. 2.1 印刷電路板業製程簡介 市場上一般消費性家電產品、電子資訊產品、車輛零件、航空船舶儀表及其他像醫 療、電視遊樂器等,都需使用印刷電路板作為安裝與互連時的主要支撐體,為所有電子 產品不可或缺之基礎零件。電路板的種類很多,用途也相當廣泛,其製造方法上則可概 分為減除(subtractive)法及加成(additive)法,以及將上述兩種製造方法折衷改良的局部加 成(partial additive)法。而在製造流程上又可區分為單面板、雙面板與多層板。﹝6﹞本研究 之製造工廠所採用的製造方法為減除法,產品型態以硬式雙面及多層板為主,製造流程 如圖2.7。而不論使用哪種方式進行製造,其在過程中皆須使用大量具腐蝕性化學品, 也因此在生產過程中容易產生具腐蝕性氣體,因此常導致電氣設備受腐蝕而不穩定或異 常故障發生之情形。﹝9﹞ 1.製造方法 (1)減除法(subtractive) 減除法的製造方式是從銅箔基板開始,基板本身由非導電性材質組成,如環氧樹 脂,酚醛樹脂及其他特殊樹脂或陶瓷等材料,經加熱加壓方式與銅箔貼合後即為 銅箔基板。由於電路板板面形成線路的厚度組成,除了原來銅箔以外,尚需依靠 後續製程中的電鍍來補足加厚,因此,減除法中又可細分為全板鍍銅法(panel process)及線路鍍銅法(patter process)如圖 2.1 所示,當銅箔基板在鑽好插裝零件的 通孔後,為使上下銅層得以導通,以化學鍍銅在非導體的通孔壁上沉積金屬銅, 而全板鍍銅法是在鍍化學銅後即以電鍍銅方式將通孔及板面一律鍍厚到所需的規 格,然後進行正片蝕刻阻劑轉移,即在所欲形成的線路及通孔上覆蓋一層耐蝕刻 的乾膜或油墨阻劑,經蝕刻溶蝕除去未覆蓋蝕刻的銅面,再去除阻劑,即可得到 線路板;而線路鍍銅法則是在鍍化學銅後進行負片抗鍍阻劑轉移,即在線路及通 孔以外的銅箔表面上覆蓋一層抗電鍍的乾膜或油墨阻劑,然後進行電鍍銅及電鍍 錫鉛製作,此時銅及錫鉛僅沉積於線路及通孔上,使線路銅達到一定的厚度,並 於線路及通孔表面形成ㄧ錫鉛保護層,以抵抗後續的蝕刻製作在完成銅及錫鉛電 鍍後,再將線路以外的銅箔表面油墨或乾膜(抗鍍阻劑)剝除,然後再進行蝕刻,將 裸露之銅箔溶蝕除去,此時,線路及通孔因有錫鉛的保護而不被溶蝕得以保留, 最後進行剝錫鉛,將錫鉛去除,以形成板面之線路及通孔。. 6.
(17) 圖 2.1 減除法製造流程 資料來源:參考文獻﹝9﹞. 7.
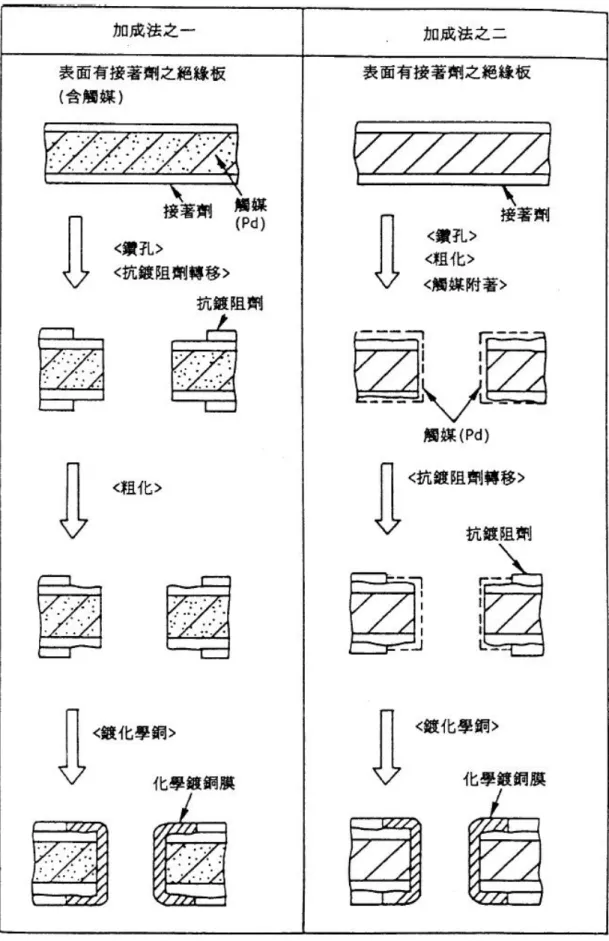
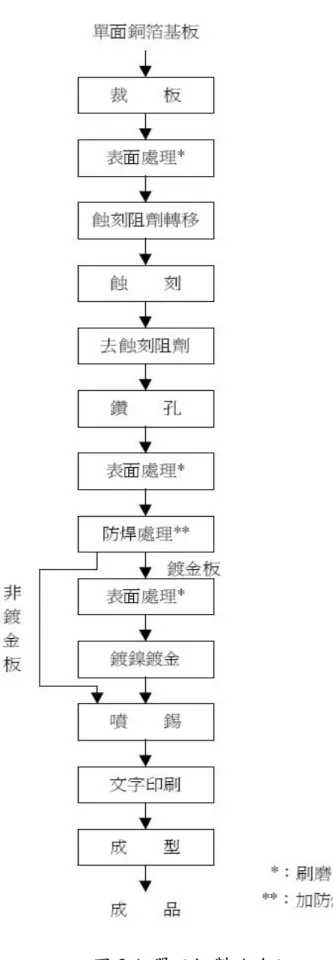
(18) (2)加成法(additive) 加成法所採用的基板,板面上並未能貼合銅箔,其製作方式亦可區分為兩種,如 圖 2.2 所示。其一以事先做過特殊催化處理的基板,在板面上又另塗上一層做過 同樣催化處理的塗料,當此種基板經鑽孔後,即在板面上進行永久性的負片抗鍍 阻劑轉移,即在非線路及通孔的板面上覆蓋一層抗電鍍的乾膜或油墨阻劑使在進 行化學銅沉積時,銅僅沉積於線路及通孔上,當銅沉積完成後,這種阻劑不需再 剝除,當成永久性的板面材料,之後使用強氧化劑將塗層表面及孔壁咬蝕出許多 微孔,以強化化學銅之銅沉積於塗層表面及孔壁上的密著性,然後以化學銅將線 路及孔壁同時沉積到所需的厚度。另一種方法採非催化處理的基板,板面上塗以 非催化處理的塗料,鑽孔完畢後也同樣浸入強氧化劑中進行粗化處理,之後再進 行催化反應,待其乾燥後,再進行永久性的負片抗鍍阻劑轉移,最後在未覆蓋阻 劑的板面線路及孔壁進行化學銅的銅沉積,直至所需的厚度。 (3)局部加成法(partial additive) 局部加成法的基材也是採用銅箔基板,其製造流程如圖 2.3 所示。製作時直接在 銅箔基板上進行正片蝕刻阻劑轉移,再蝕刻出線路來,並除去阻劑,當板面上形 成所要的線路圖形後,再將板面完全覆蓋上抗鍍阻劑,然後進行鑽孔及對各孔壁 進行催化,最後進行孔壁化學銅沉積,當其到達所需的厚度時,在去除阻劑後即 可得到線路板。 2.製造流程 (1)單面板 單面板的基材主要為酚醛樹脂基板,少部份為環氧樹脂基板,經單面貼合銅箔於 加熱加壓下形成單面銅箔基板,進行裁切成一定尺寸規格後,即進行一系列線路 形成的作業,其典型製造流程如圖 2.4 所示。首先在銅面上施以輕刷粗化,以加 強蝕刻阻劑與銅面的附著力,然後再進行正片蝕刻阻劑轉移,在所欲形成的線路 上覆蓋一層耐蝕刻的乾膜或油墨阻劑,一般都採用油墨網板印刷方式經蝕刻溶蝕 除去線路以外的銅面,再將阻劑去除,板面上即出現所要的線路圖形,接著進行 鑽孔,所形成的通孔用以提供未來電子零件導線插入及焊接之用,再行刷磨去鑽 孔時在孔口形成的毛頭,以增加後續防焊綠漆與板面的附著力,最後全板再加印 防焊綠漆,但要留出板面的通孔及線路,以便鍍鎳及鍍金,或噴附上一層錫,作 為電子零件裝配焊錫之用。 (2)雙面板. 8.
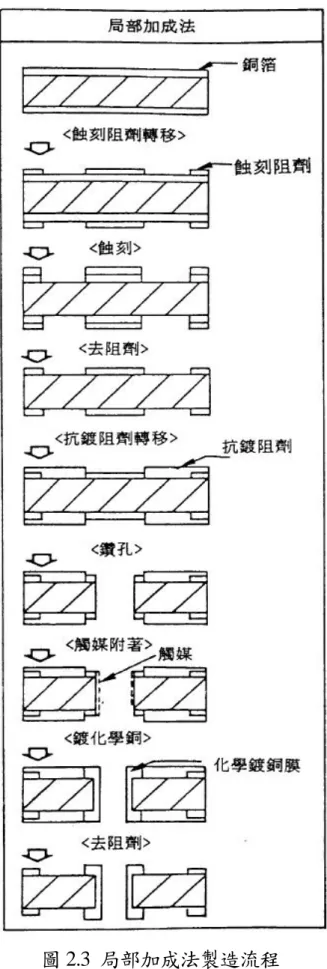
(19) 圖 2.2 加成法製造流程 資料來源:參考文獻﹝9﹞. 9.
(20) 圖 2.3 局部加成法製造流程 資料來源:參考文獻﹝9﹞. 10.
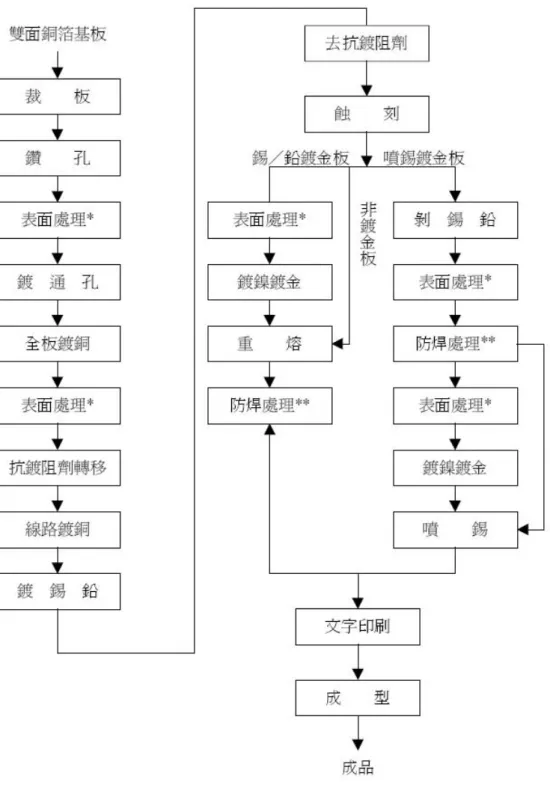
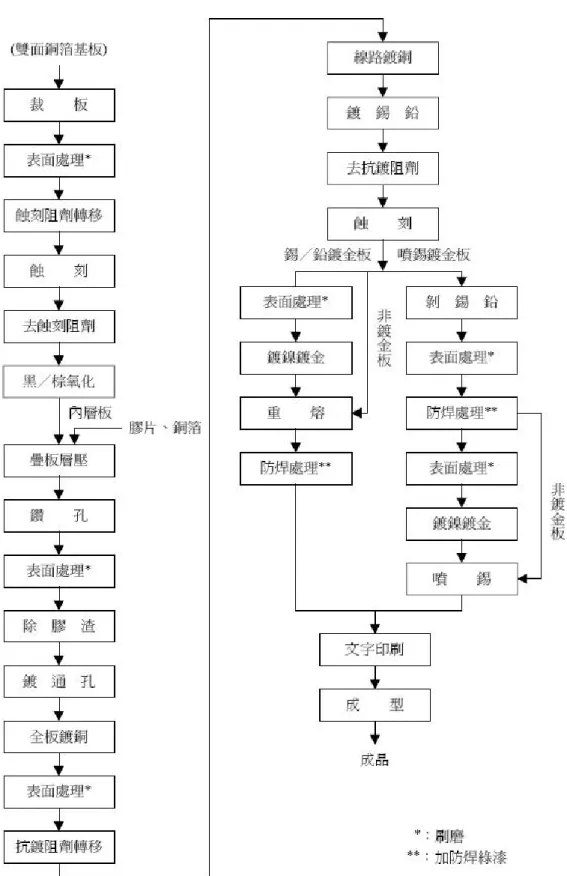
(21) 雙面板的基板乃以環氧樹脂為主,兩面貼合銅箔以成雙面銅箔基板,其典型製造 流程如圖 2.5 所示。在裁切好的基板上進行鑽孔及孔口毛頭去除後,進行化學銅 導通孔,即在非導體的通孔壁及兩面銅層上沉積銅,使上下兩面銅層經由化學銅 導體化後的通孔得以連通,在化學銅之後需先做上一次很薄的全板鍍銅,以加厚 孔壁上的銅層,再行表面刷磨清潔及粗化銅面後,進行負片抗鍍阻劑轉移,再進 行線路鍍銅及鍍錫鉛,然後去除劑,經蝕刻將兩面所要形成的線路及通孔裸露出 來,錫鉛鍍金板則先行鍍鎳鍍金,再將板面已鍍上灰暗的錫鉛合金層用高溫的媒 體(如甘油、石臘)熔融成為光澤表面的合金實體,以增加美觀、防銹及焊接的 功能,噴錫鍍金板則需剝除錫鉛鍍層,以形成裸銅板然後進行防焊綠漆塗佈,最 後在待插焊之通孔及其焊墊上進行噴錫,使裸銅能得到保護及具備良好的焊錫性。 (3)多層板 多層板的製造包含內層及外層線路的製作,雙面銅箔薄基板為多層板主要的內層 材料,另配合膠片及銅箔與完成導體線路製作的內層板進行疊板層壓以形成多層 板,其典型製造流程如圖 2.6 所示。內層板導體線路的形成與單面板相同,待完 成內層線路後,進行黑/棕氧化使內層板線路表面上形成一粗糙的結構,以增加 在進行疊板層壓時與膠片之間的結合能力,在疊板過程中,四層板用一片內層板, 六層板用兩片,八層板則用三片,中間以膠片作為黏合及絕緣材料,外層再覆蓋 銅箔,進行層壓後成為多層板,為使內外層線路得以連通,需行鑽孔,而鑽孔後 在孔壁上形成的膠渣,先行去除後,再進行鍍通孔(PTH)作業,其後之外層線路作 業流程與雙面板相同。 早期多層板之製作,內外層板線路之連通係採行全通式鑽孔及鍍通孔(PTH)的方式 來達成,通孔並提供作為電子零件引腳之插裝位置。由於當時電路板之線路及電子產品 之組裝尚未如現今之細密輕小,故乃可符合市場需求。然而近年來由於電子產品功能的 提升及零組件的增加,通孔插裝之技術逐漸為可量化生產且可節省組裝面積之表面黏裝 技術(SMT)所取代,1980 年開始 SMT 正式進入量產,細線路小孔化之電路板成為電路 板工廠發展之主流。然由於電子產品功能不斷的提昇及日益輕薄短小,電子零組件及引 腳持續增多,高精密度「晶片級封裝」之多層板市場需求亦漸行增加,傳統之機械鑽孔 及鍍通孔技術,已逐漸不符所需,電路板產業界從 1990 年起發展出「非機械鑽孔」方 式之盲孔、埋孔甚至通孔製程技術,應用此一技術多層板之製作可由內而外逐次增加層 面,多層板之製程技術在微薄化方面之發展自此出現革命性的重大進步,此一新製程技 稱為「增層法」(build up process)。本研究之製造廠所採用的製造方法為減除法,產品型 態以硬式雙面及多層板為主。. 11.
(22) 圖 2.4 單面板製造流程 資料來源:參考文獻﹝9﹞. 12.
(23) 圖 2.5 典型雙面板製造流程 資料來源:參考文獻﹝9﹞. 13.
(24) 圖 2.6 典型多層板製造流程 資料來源:參考文獻﹝9﹞. 14.
(25) 2.2 電氣設備檢測技術 高科技產業中電氣設備是重要之設施,而電氣設備維修保養方法需依據設備失效之 可能性、嚴重性及異常發生的症狀,給予不同的診斷方式並配合適當的維修保養程序, 方能達到最大維護效益。而目前針對大多數電氣設備維護方式主要可區分為預知維護、 ﹝7﹞. 預防維護、矯正維護,如圖2.8所示. 。. 1. 預知維護(Predictive Divination Maintenance;PDM) 為判斷電氣設備劣化之徵兆,利用適當之檢測儀器,以連續性或週期性來偵測 設備並記錄其運轉狀況之變化,並將記錄所得數據進行分析,以期在設備完全損壞 前進行事先維護,而所採取預測式之維護管理,此方式為本研究所探討的方法。 2. 預防維護(Predictive Maintenance;PM) 依據計畫定期實施檢查、維修或更換部分電氣設備零件,使設備在發生輕微異 常時即加以修正,由於是依據計畫性時間來實施維護保養工作,因此法是屬於以時 間為主的維護方式。 3. 矯正維護(Corrective Maintenance;CM) 當發現設備故障時立即進行維護作業,把現有設備的異常狀況加以改善,藉此 減少其他設備劣化或故障。 目前高科技產業中推展電氣設備之預知保養,其應用的診斷技術眾多,其中包含了 紅外線熱影像分析、潤滑油分析、電暈分析、振動分析、及超音波音洩等技術,這些均 屬於非破壞性與非接觸性分析技術,讓製程電氣設備可在不停機的狀況下,即可進行檢 測及監控以發現設備異常問題點,以達到預知維護之效果,避免發生重大之損失。而在 這些檢測方式中又以紅外線熱影像分析之應用最為廣泛者。列舉目前應用之電氣設備失 效診斷技術做說明,如表 2.1﹝3﹞。. 2.3 紅外線檢測運用理論 在1800年英國天文學家William Herschel用三稜鏡分光作用探討光譜的熱效應時發 現了紅外線。在第一次世界大戰結束前,軍事專家使用紅外線作通訊及探測系統,獲得 相當好的效果。到了第二次世界大戰,紅外線的實用技術更有了很大的進展,在這期間 最被稱道的成就之一,就是「光學影像轉換器」的發展,用紅外線照射於物體而顯現形 像於螢光幕上,因此被用於夜間作戰中。日後紅外線於軍事中應用更加普遍, 如熱追 蹤飛彈、自動導航與飛行等。近年來由於紅外線技術的突破及成本的降低,以及紅外線. 15.
(26) Start Start. 4 Layer. 2 Layer 內層鑽孔 內層鑽孔 鑽孔 鑽孔. 防焊處理 防焊處理. 鍍銅 鍍銅. 鍍鎳鍍金 鍍鎳鍍金. 外層線路蝕刻 外層線路蝕刻. 成型 成型. 光學檢驗 光學檢驗. 電測、 電測 電測、 、目檢 目檢 電測、. 內層線路蝕刻 內層線路蝕刻 Inner Layer 黑/棕氧化 黑/棕氧化. 壓合 壓合. 包裝 包裝. 圖 2.7 雙面板/多層板製造流程 資料來源:參考文獻﹝9﹞. 預防保養 預知維護(PDM) 預防修理 失效前維護 預防維護(PM). 預知更換. 維護種類 配件修理 失效後維護. 矯正維護(CM) 更換/修理. 圖 2.8 維護種類 資料來源:參考文獻﹝7﹞. 16.
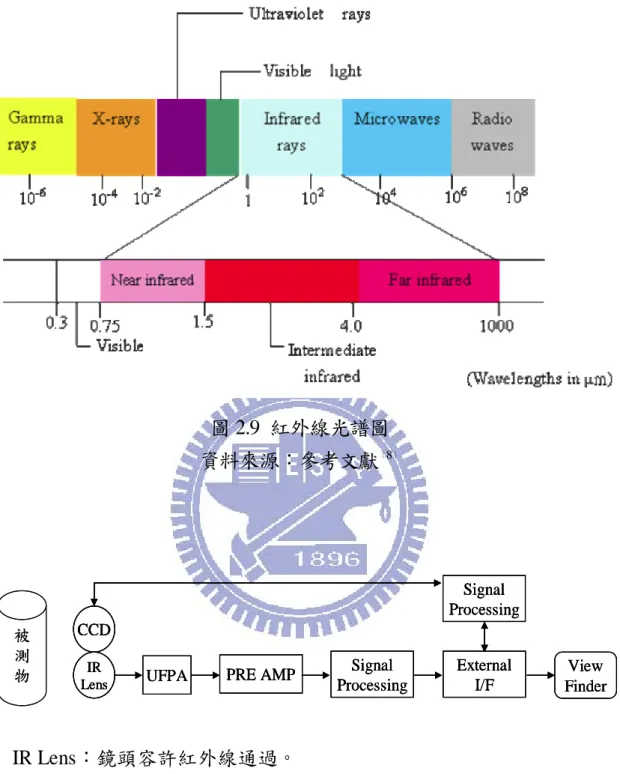
(27) 熱影像儀器的開發能有效地用於熱分佈檢測及測溫,因此紅外線檢測被廣泛使用於醫 學、工業、土木、航太及軍事等領域上。 紅外線為電磁波領域的一部份,紅外線的波長比可見光長,肉眼無法辨識,紅外線 波長在0.75μm ~ 1000μm之間,依波長大小區分成近紅外線(0.75μm ~ 1.5μm)、中 紅外線(1.5μm ~ 4.0μm)、遠紅外線(4.0μm ~1000μm),如圖2.9。依據輻射定律 指出在確定的溫度下,物體對輻射能之放射率或吸收率與表面之性質有關。根據黑體輻 射理論,物體表面若超過絕對零度(0 K或-273.15℃)即會放射出與其溫度相應的電磁波 輻射,隨著溫度的不同,其輻射之波長分布特性亦隨之改變。紅外線光譜波長為人類肉 眼所無法辨識,需藉助儀器人類肉眼才能辨識紅外線。紅外線熱影像儀運用光電技術, 將波長訊號轉換成可供人類視覺辨視之影像圖形,並進一步計算出溫度值,並利用普朗 克定律量測出物體輻射度,而得知物體的溫度分佈情形﹝8﹞。自然界任何物體在絕對溫 度以上,即存在內部能量(Internal Energy),並輻射出電磁波,因此紅外線熱影像儀能在 無接觸的情況下檢測出電氣設備熱分佈情形與異常,因而進行設備溫度異常故障的診 斷。紅外線熱影像儀依據紅外線輻射信號來源可分為主動式和被動式兩大類。主動式紅 外線熱影像儀是以紅外線輻射源去照射目標,再利用被反射的紅外線輻射生成目標的熱 圖像。被動式紅外線熱影像儀是由偵測單元、訊號放大單元、訊號處理單元及輸出單元 組成,其可利用偵測器接收目標物體發射、反射和傳導的能量,再利用放大器和訊號處 理器將訊號轉換成可供人類視覺辨視之影像圖形及溫度,如圖2.10。﹝3﹞. 17.
(28) 表 2.1 電氣設備失效診斷技術 應用範圍. 檢測技術 輸電系統:. 絕緣礙子、電纜接續套管、跳接 線、夾板。. 配電系統:. 開關箱、配電盤、變壓器、斷電 器、接觸器、保險絲、電纜。. 檢測方式. 紅外線熱影像檢 空斷開關、隔離開關、變壓器、斷 設備失常所產生的異 測 路器、匯流排、比壓器、比流器、 常溫度。 變電系統: (IR檢測) 合成器、電容器、電抗器、接觸 器、避雷器。 發電廠:. 發電機碳刷繞組裝備、發電機、發 電機饋電線、電壓調節器、發電機 馬達控制中心電盤。. 輸電系統: 電纜線、礙子、終端夾板、套管。 紫外線放電影像 開關設備、銅排、螺栓、螺母、電 電暈放電所產生之光 配電系統: 檢測 纜終端處理頭。 波。 (UV 檢測) 變電系統: 高壓電力設備、乾式變壓器。 超音波檢測 (US 檢測). 高壓電纜、模鑄型變壓器、模鑄型比流器、模 放電點產生之聲波或 鑄型、比壓器。 震動波。. 振動檢測. 振動檢測 發電機、變壓器。. 異常的振動及振 幅。. 油中氣體分析 變壓器。. 絕緣油中因高溫而產 生之故障氣體,例如 CO、H2、CH4。. 絕緣油特性試驗 油中氣體分析 變壓器。. 絕緣油的物理、化學 和電氣性質,例如電 介質強度、含水量、 酸價、介面張力。. 油中氣體分析 變壓器。. 絕緣油中因絕緣材料 纖維質劣化生成之糠 醛類化合物。. 油中氣體分析. 糠醛分析試驗. 資料來源:參考文獻﹝3﹞. 18.
(29) 圖 2.9 紅外線光譜圖 資料來源:參考文獻﹝8﹞. Signal Processing 被 測 物. CCD IR Lens. UFPA. PRE AMP. Signal Processing. IR Lens:鏡頭容許紅外線通過。 CCD:可顯示可見光影像。 UFPA:紅外線訊號偵測器。 PRE AMP:將偵測器擷取訊號放大。 Signal Processing:將紅外線訊號轉為溫度訊號。 External I/F:外部輸入/輸出介面。 View Finder:顯示熱影像。. 圖 2.10 被動式紅外線成像原理 資料來源:參考文獻﹝3﹞. 19. External I/F. View Finder.
(30) 第三章. 研究方法. 3.1 檢測儀器 本研究是以紅外線熱影像儀針對製程設備電氣設施進行檢測,所使用之儀器係由美 國FLIR公司所製造,為一非接觸式及高敏感度之紅外線顯像儀器,其外觀如圖3.1、圖 3.2所示。該檢測儀器可偵測紅外線能量,將之轉換為電子信號,電子信號再經過處理 後,在影像顯示器上形成熱成像,並加以計算溫度。紅外線熱影像儀可將測量感應到的 熱能量化,讓檢測時不僅可以監控熱效能,還可以辨識、評估熱能相關問題的相對嚴重 程度,其規格如表3.1。﹝17﹞. 3.2 研究方式與流程 進行紅外線檢測前須制定可行之檢測計畫,為避免進行檢測時因各部門可配合時間 上之差異造成困擾,因而造成人力與物力之浪費,因此該計畫於擬定前可先與各電氣設 備相關管理部門及人員進行討論與確定,以使得檢測計畫能獲得最大效益。而在紅外線 熱影像檢測計畫之進行上,將區分為「檢測計畫制定」、「檢測計畫執行」、「檢測結 果確認」、「檢測異常結果處理」四大步驟來進行,整體執行方式之流程如圖3.3所示。 而各步驟執行之作業說明,以下將分別說明。 1. 檢測計畫制定 為避免進行檢測時不必要的人力與時間浪費,應於檢測前制訂適宜之計畫。而 首要之際,即建立製程電氣設備清單,並依據電氣設備清單中之檢測對象逐一進行。 由於製程機台數量眾多,為避免檢測時造成項目遺漏與統計上之困擾,可依據製程 區域及特性進行分類,並將電氣設備之所在位置樓層、製程區域、機台名稱、機台 編號、電氣盤面編號、風險等級、檢測頻率、設備保管單位、負責人員、聯絡方式... 等相關資訊明列於清單中,如表3.2所示。 而製程電氣設備清單中除列出需檢測之對象外,亦須依據該機台電氣設備之風 險等級來進行檢測頻率之制定。因製程電氣設備之數量與種類繁多,因此若不依據 其實際狀況來進行檢測頻率制定,將容易因檢測程序繁雜而造成困擾。而若依據其 風險等級進行檢測,除能有效應用人力與物力,更能有效掌握其危害風險,以最低 成本達到最大效益。而針對引起損害或損失,以及其他足以引起意外或可能導致意 外發生之不期望的事件,將依其風險等級進行區分,可依據附表 3.3 原則與各設備負. 20.
(31) 操作按鈕. 紅外線鏡頭. 數位相機鏡頭. 圖 3.1 紅外線熱影像儀正面外觀 資料來源:參考文獻﹝17﹞. 操作按鈕. LCD螢幕. 鏡頭本體. 圖 3.2 紅外線熱影像儀背面外觀 資料來源:參考文獻﹝17﹞. 21.
(32) 表 3.1 紅外線熱影像儀規格 成像性能 視場 (FOV)/最短對焦限制 25° × 19° / 0.4 m 0.08° C @ +30° / 80mK 熱敏感度 (NETD) 偵測器型式 焦面陣列 (FPA) 微測輻射熱計 200 × 150 紅外線解析度 光譜範圍 數位縮放&搖攝 IFOV(配備 25 度鏡頭) 影像呈現. 7.5 至 13 µm 1倍~2倍連續自動&手動對焦 2.18 mRad. 影像模式 FLIR 融合 螢幕 影視燈 可見光攝影機解析度 感測. 熱像、可見光、熱像融合 可縮放紅外線影像疊置於可見光影像上 內建觸控式 3.5” 液晶螢幕 1000 cd. 物體溫度範圍 精度 感測模式 感測校正 影像儲存. -20°C 至+120°C、0°C 至350°C ±2°C或 ±2% 5個點測光錶、5個區域盒、等溫線、自動熱/冷點. 影像儲存模式&格式 電源. 紅外線/可見光,標準 JPEG. 電池型式 AC 運作 電壓 環境規格. 充電式鋰電池 AC整流器:90-260 VAC輸入 11-16 VDC. 操作溫度範圍 儲存溫度範圍 溼度 防水防塵 衝擊 振動. -15°C 至 +50°C -40°C 至 +70°C 95% 相對溼度 +25°C 至 +40°C 非凝結狀態 IP 54, IEC 360 25G, IEC 68-2-29 2G, IEC 68-2-7. 1280 × 1024(130 萬畫素). 環境反射溫度和放射率修正. 資料來源:參考文獻﹝17﹞. 22.
(33) 檢測區域製程電氣設 備資料調查與統計 檢測計畫制定 檢測區域與檢測時 程之訂定. 檢測計畫執行. 進行檢測. 檢測結果紀錄與確認 檢測結果確認. 檢測結果OK. 檢測結果NG. 電氣設備元件異常維修 NG. 檢測異常結果處理 電氣設備元件維修後復檢測 OK. 檢測紀錄留存 圖 3.3 紅外線熱影像檢測執行流程圖. 23.
(34) 表 3.2 製程電氣設備清單. 製程電氣設備清單 製表日期: 項次 廠區別 樓層. 製程區域. 機台名稱. 機台編號 電氣盤面編號 風險等級. 檢測頻率 設備保管單位 負責人員. 製表人:. 24. 年. 月. 日. 聯絡方式.
(35) 責人員進行規劃與制定,並依據風險等級與頻率區分表將檢測對象進行優先順序之 排定以提高檢測效率。 2. 檢測計畫執行 以紅外線熱顯像儀進行製程電氣設備檢測時,在一般環境狀況之下皆可直接開 機並於自動校正後進行檢測,檢測人員即可經由顯示螢幕中了解被測物體的溫度分 佈與溫度值。而在檢測之同時,須將相關機台資訊記錄於表單中,如檢測區域、機 台名稱及編號、盤面編號、檢測位置與檢測結果等相關資料,如附表 3.4。而在檢測 進行中仍有部分需注意之事項須加以避免,以免造成檢測結果有所誤差。 (1)進行檢測前需先確認檢測對象之製程設備是否處於運轉中,若機台於停機、保養、 維修…等無負載之狀況下進行紅外線熱影像檢測,則其檢測出之數據是無法作為 機台設備狀況之依據。 (2)部分製程設備設計上為維護作業人員安全,機台與電氣盤面間會設有連鎖裝置, 若貿然開啟電氣盤面將會造成機台無預警停機。因此在進行檢測開啟電氣盤面 時,需事先與機台負責人確認其裝置,並先行將其連鎖裝置隔離,而在完成檢測 作業後亦需再將連鎖裝置進行復歸,以維持機台設備與人員安全。 (3)檢測時因須於機台設備運轉下進行,故為現場活線作業,因此須避免身體及手工 具接觸電氣元件。在使用紅外線熱影像儀時須距離盤面 30cm~100cm 之安全距離 進行檢測,以免發生感電之情形。 (4)部分受檢測之電氣盤面內部會設有壓克力保護蓋或其他安全之保護裝置,因此在 進行檢測前應在不影響安全情形下盡可能卸除。因受保護遮蔽之部位,會影響紅 外線檢測而造成檢測結果失去準確性。 (5)紅外線熱影像儀開始進行檢測時會自動調整對焦,而焦距是否清晰將會影響檢測 出之溫度值,因此在進行紅外線拍攝時須力求焦距之清晰。 (6)大氣溫度與設備使用環境之溫度亦會造成溫度量測上的誤差,因此對於具較低放 射率之被測物體,鄰近的熱源與光源的反射作用會造成檢測時之明顯干擾現象。 3. 檢測結果確認﹝12﹞ 紅外線熱影像儀針對電氣設備進行檢測,除了可得知設備的整體熱影像分佈來研判 異常部位元件及造成原因外,對於局部熱點亦可用電腦分析軟體計算出溫度值。而當異 常熱點被檢測出時,電氣設備維護人員則可依據該異常處對設備之構造及使用特性,進 行異常點判斷及採取改善措施。而紅外線熱影像儀所檢測出之異常點,乃是指檢測出之 溫度點在與相關標準進行判斷比較後,其溫度超過規範之容許溫度或溫升限度值,而針. 25.
(36) 表 3.3 風險等級與檢測頻率區分表 風險等級. 檢測頻率 每月. 特定風險. 電氣設備特性. 異常說明. 曾發生異常事故之 1.曾造成火災或火警。 機台與元件。 2.曾造成製程中斷影響良率及造成財損。. 1.新購置機台設備。 使用運轉前 新設機台與元件。 2.裝設非原機台設計之元件與原有設計不符。 3.設備元件更新。. 高度風險. 每季. 中度風險. 每半年. 低度風險. 每年. 1.設備元件歷年損壞頻率高,異常發生可能影 異常頻率高與異常 響良率及造成財損。 事故易造成嚴重率 2.該設備為某製程之瓶頸站,異常發生會影響 大之機台與元件。 生產流程。 使用頻率與負載較 1.異常發生時之危害為可接受之風險。 大之機台與元件。 使用頻率與負載較 1.異常發生時之危害風險可立即處理並排除。 低之機台與元件。. 表 3.4 紅外線熱影像檢測紀錄表 紅外線熱影像檢測紀錄表 廠區別: 檢測 日期. 項 次. 檢測人員: 樓 層. 檢測 機台名稱 盤面 檢測位 檢測 IR照片 CCD照 備註 區域 與編號 編號 置點 結果 編號 片編號 □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG □ OK □ NG. 26.
(37) 對異常判斷之方式有「法令標準比較」 、 「機台設備元件資料」 、 「同機、同型比較」 ,使 用診斷方式說明如下。 (1)法令標準比較 溫度異常點之判斷可先由法令標準或國際標準,所訂定之最高容許溫度及溫升上 限加以比對判斷。法令標準屬於強制性遵守,而國際或團體標準則屬於自願性遵 守,相關診斷之依據規範可參考表 3.5。在不同的標準中,有時對溫度的要求會略 有不同,而各項標準並無法對各種材料使用之溫升值作詳細的規範,使用參考時 可依據使用環境、設備實際運轉狀況及可容忍的風險,選擇適當之管制值進行診 斷。以下將列舉數個標準中所規範之容許溫度標準,表 3.6~表 3.11。而此類標準 即可作為電氣設備過熱故障診斷工作之依據。 (2)機台設備元件資料 製程電氣設備使用之數量種類與各種材料眾多,而目前使用各項標準並無法完全 對各種材料之溫升值做出作詳細完整的規範,也因此在檢測電氣設備之運轉溫度 確認時,亦應將設備製造商所提供之各設備元件使用溫度規定列入考量。 (3)同機、同型比較 設備運轉溫度低於法令標準及原廠所提供的容許溫度及溫升上限時,容易會被誤 為該電氣設備溫度正常。尤其是在環境溫度低、負載電流小的情況下,設備的溫 度值並沒有超過標準,但如果與其他使用條件相類似的電氣設備進行比較後發現 溫度仍偏高時,即表示該設備仍可能有潛在性異常發生之風險危害。此時的溫度 值雖並不足以證明該電氣設備沒有異常或故障,但在增加其負載或環境溫度上升 後,容易引發設備異常事故發生,因此對電流型設備還可藉由「相對溫差」來判 定其異常存在與否。例如先擇定一處具構造規格及運轉情況相似者作為「參考 點」,對於具有三相之設備者,可視三相中溫度最低者為參考點;若無三相可供 比較,則可在同一迴路中擇一條件較類似者作為參考點。 4. 檢測異常結果處理﹝12﹞ 而針對檢測結果不論檢測是否有異常,皆須將結果製作紀錄以作為日後設備維 護人員之參考依據,檢測結果若為正常則可將結果記錄於表 3.4 中;若檢測結果有異 常,則應另做成異常報告以供後續改善追蹤。其內容因包括檢測日期、檢測樓層與 區域、機台名稱與編號、盤面編號、異常位置點、異常點影像圖、以及改善後相關 資訊…等,如表 3.15 所示。檢測結果對於異常之電氣設備應進行維護保養作業,但 為避免因停機維護而造成生產中斷之影響,因此針對檢測出異常之部位,須依據危. 27.
(38) 害風險之嚴重度來進行評估,進而排定維護時程。而風險等級判斷方式及參考標準, 可依表 3.12~表 3.14 作為參考。依其風險等級區分,來判斷電氣設備異常之嚴重性與 重要性,以制定電氣設備檢修期程與避免非預期性停機,確保人員設備安全,並降 低產能財產損失。而當異常點完成改善後,則須針對異常之電氣設備進行復檢測, 以確認其異常部位是否已消除。. 28.
(39) 表 3.5 各種類標準規範表 種類. 內容. 遵守性. 法律. 電業法說明電業設備應力求標準化,其方式、規範及裝置之規則, 由中央主管機關定之。. 強制. 命令. 勞工安全衛生設施規則、屋內線路裝置規則、勞工安全衛生法施行 細則、鍋爐及壓力容器安全規則、高溫作業勞工作息時間標準。 在命令之規定上,針對各電氣設施危害之防止、安培容量、電力電 攬材質或線徑、絕緣物容許溫度等有明確規範。. 強制. ISO(International organization for Standardization) ISA(International Society for Measurement and Control) 對溫度各sensor與材質耐溫界定說明。 國際標準 IEC(International Electromechanical Commission) 對電氣材質、接點之溫度異常有明訂標準。. 自願. IEEE(Institute of Electrical and Electronics Engineers) 為電力電子與通訊之標準權威機構。 SPIE(Society of Photo-optical Instrumentation Engineers) SEMI(Semiconductor Equipment and Materials Institute) S2-93與S2團體標準 0200 討論溫度規範。 區域標準. 歐洲共同體CEN(European Committee for Standardization) 針對電氣與機械訂定標準。. 美國ANSI(American National Standards Institute) 英國BSI(British Standard Institute) 加拿CSA(Canadian Standards Association) 國家標準 德國DIN(Deutsche Institute Fur Norman) 日本JIS(Japanese Standards Association) 韓國KRISS(Korea Research Institute of Standards and Technology) 中國國家標準CNS(Chinese National Standards). 資料來源:參考文獻﹝18﹞. 29. 自願. 自願. 自願.
(40) 表 3.6 低壓絕緣電線之最高容許溫度表 絕緣電線之種類. 絕緣物之種類. 1.PVC電線 2.RB電線 3.耐熱PVC電線 4.PE電線(POLYETHYLENE) 5.SBR電線 (STYRENE BUTADIENE RUBBER). 1.聚氯乙烯(PVC) 2.橡膠(Rubber) 3.耐熱聚氯乙烯 4.聚乙烯(Polyethylene,PE)橡膠 5.苯乙烯丁二烯 (Styrene Butadiene)橡膠. 6.聚氯丁二烯橡膠絕緣電線. 6.聚氯丁二烯 (Polychloroprene)橡膠. 7.EP橡膠電線 (ETEYLENE PROPYLE-NE RUBBER). 7.乙丙烯 (Ethylene Prop- ylene)橡膠. 8.交連PE電線 (CROSSLINKED POLYETHYLENE). 8.交連聚乙烯 (Crosslinked Polyethylene,XLPE). 9.氯磺化聚乙烯橡膠絕緣電線. 9.氯磺化聚乙烯 (Chlorosulfumated Polyethylene)橡膠. 絕緣物容 許溫度℃ 60. 75. 90. 資料來源:參考文獻﹝19﹞ 表 3.7 IEC-694 標準之溫升限制 種類或部位 銅接觸 銀接觸 接觸部 銅接觸 氣中 銀接觸 銅相互間 液中 銀與焊錫相互間 端子及導 銀相互間 體連接部 銅相互間 氣中 錫與焊錫相互間 銀相互間 礙子敷水泥部分 機械構造部分 其他 A種絕緣 E種絕緣 與金屬部分接觸 B種絕緣 的絕緣物 F種絕緣 H種絕緣 C種絕緣 註:以周圍溫度 40 ℃ 為基準 液中. 溫昇限度 (℃) 最高容許溫度(℃) 30 70 50 90 35 75 65 105 40 80 45 85 50 90 40 80 45 85 65 105 50 90 70 110 65 105 80 120 90 130 115 155 140 180 140 以上 180 以上. 資料來源:參考文獻﹝18﹞. 30.
(41) 表 3.8 ANSI-37 美國國家標準容許溫度表. 溫升限度(℃) 容許溫度(℃) (警告值) (危險值). 測定處 匯流排及其接續導線 銅質接點接觸部 銀質接點接觸部 銅端子與導體連接部 鍍銀端子與導體連接部 鍍錫端子與導體連接部 礙子連接水泥部分 導體周圍構造部分. 25 35 65 40 65 45 50 70. 65 75 105 80 105 85 90 110. 資料來源:參考文獻﹝18﹞. 表 3.9 ISA 國際標準、ANSI-MC96.1-1982 美國國家標準容許溫度表. 管路材質. 最大操作溫度. Carbon Steel碳鋼 Wrought Iron熟鐵 Cast Iron生鐵 304 Stainless Steel不銹鋼 316 Stainless Steel不銹鋼 446 Stainless Steel不銹鋼 Nickel鍍鎳 75%Nickel-15%Chromium-Iron鎳鉻 Porcelain(磁) Silicon Carbide矽碳化物 Alumina-Silica Aluminum Oxide. 540℃ 700℃ 700℃ 870℃ 870℃ 980℃ 980℃ 1150℃ 1650℃ 1650℃ 1650℃ 1750℃. 資料來源:參考文獻﹝18﹞. 31.
(42) 表 3.10 SEMI S2-0706 最大可能危害表面溫度 最大表面溫度℃ 操作人員可以接觸到之部位. 金屬. 玻璃、瓷器、 塑膠、橡膠 玻璃質材料. 扶手、抓處、圓頭形狀等。在 正常使用時只有很短接觸時間 (5秒或是更短). 60. 70. 85. 扶手、抓處、圓頭形狀等。在 正常使用時連續握住. 51. 56. 60. 設備外部的表面,或是設備內 部可能有接觸的可能. 65. 80. 95. 資料來源:參考文獻﹝20﹞ 表 3.11 CNS 標準之溫升限制(CNS 3990) 單位:℃ 零件材料及絕緣物之種類 裸銅及裸銅合金 1. 接觸部. 鍍銀或鍍鎳 鍍錫 裸銅,裸銅合金 或裸鋁合金. 2. 以螺絲鎖緊之接觸部. 鍍銀或鍍鎳 鍍錫. 氣中 油中 氣中 油中 氣中 油中 氣中 油中 氣中 油中 氣中 油中. 3. 其他金屬或者是以電鍍之接觸部或接續部 裸接點 4. 以螺絲或螺栓連接於外 銀鎳或鍍錫 部導體用之端子 其他之電鍍 5. 油中開閉構件用之絕緣油 6. 以彈簧作用之金屬部 Y A E 7. 絕緣物之所用材料以及 B 與右側等級的絕緣物接觸之 金屬部 F H C 8. 除接觸部外與油接觸的金屬或絕緣物之任意部份. 最高容許溫度 溫度上昇限度 75 35 80 40 105 65 90 50 90 50 90 50 90 50 100 60 115 75 100 60 105 65 100 60 依材料特性而定 依材料特性而定 90 90 105 65 依材料特性而定 依材料特性而定 90 95 不可有損材料彈性 不可有損材料彈性 90 50 105 65 120 80 130 90 155 115 180 140 180超過 140超過 100 60. 資料來源:參考文獻﹝12﹞. 32.
(43) 表 3.12 絕對溫差值與檢修時效要求參考表 設備位置. 與參考點絕對溫度(∆Tr) 處置方式 0℃∼20℃ 定期檢測 21℃∼40℃ 下次定檢時檢修 地上裝置 41℃∼60℃ 儘速停機檢修 60℃以上 立即停機檢修 0℃∼4℃ 定期檢修 地下裝置 5℃∼10℃ 下次定檢時檢修 11℃以上 立即停機檢修 註: (∆Tr) = Th – Tr Th:設備之熱點溫度; Tr:參考點溫度. 資料來源:參考文獻﹝12﹞ 表 3.13 相對溫差值與檢修時效要求參考表 與參考點相對溫度(∆Tr) 設備狀況 0%∼10% 尚屬正常 10%∼50% 須注意(-) 50%∼100% 須注意(+) >100% 異常 註: (∆Tr) = Th – Tr Th:設備之熱點溫度; Tr:參考點溫度. 處置方式 定期檢測 歲修時一併改善 應擇機檢修 應盡速檢修. 資料來源:參考文獻﹝12﹞ 表 3.14 異常等級之溫度界限設定參考表 異常等級(失效類別). 等級說明(失效模式). 參考. 溫度偏離常態,但不影響安全,可作為製程生產或品質改善參 考。. 注意. 溫度已偏離常態,生產上未有立即危害,人員可能有觸碰燙傷 危害,應注意或標示,並定期追蹤檢測溫度是否異常變化。. 定期改善. 溫度已超過警界值,需進行改善處理,改善後應進行複檢。. 立即維修. 溫度已超過危險值,應於一周內儘速處置,改善後應進行複 檢。. 資料來源:參考文獻﹝21﹞. 33.
(44) 表 3.15 紅外線熱影像檢測異常報告. 紅外線熱影像檢測異常報告 檢測日期 檢測樓層/區域 機台名稱 機台編號 紅外線影像圖. 報告日期 檢測人員 盤面編號 異常位置點 可見光影像圖. 檢測結果異常說明:□立即改善 □定期改善 □注意 □參考 預定改善日期 : 年 月 日 設備維護人員:. 異常改善結果報告 改善完成日期 : 年 月 日 改善後紅外線影像圖. 復檢測日期 : 年 月 日 改善後可見光影像圖. 維護改善說明:. 檢測單位主管. 檢測單位人員. 設備單位主管. 34. 設備單位人員.
(45) 第四章. 結果與討論. 本研究是以某印刷電路板廠的線路蝕刻區、鍍銅區、綠漆顯影區與鍍鎳金區之濕式 製程電氣設備為主要研究對象。針對該印刷電路板廠濕式製程區在2005年到2007年間所 發生電氣設備之異常事故,與2008年到2010年6月間該印刷電路板廠導入紅外線熱影像 檢技術,進行例行性保養檢測後之異常事故進行分析比較,並針對其異常部位與異常原 因進行探討。. 4.1 紅外線熱影像儀檢測電氣設備結果 1. 2005年到2007年間電氣設備異常事故﹝22﹞ 針對該印刷電路板廠其製程電氣設備檢修紀錄中顯示,在2005年到2007年間其 濕式製程區域電氣設備異常事故總次數分別為,線路蝕刻區141次、鍍銅區113次、 綠漆顯影區106次與鍍鎳金區79次,該期間異常總次數為439次,如統計圖4.1所示。 ﹝22﹞. 2. 2008年與2010年6月間電氣設備異常事故. 而在該印刷電路板廠於2008年導入使用紅外線熱影像檢技術,進行製程電氣設 備例行性保養檢測後依據該檢修紀錄中顯示,各濕式製程區域在2008年與2010年6月 間電氣設備異常事故次數依序為,線路蝕刻區54次、鍍銅區60次、綠漆顯影區44次 與鍍鎳金區36次,該期間異常總次數為194次,如統計圖4.2所示。 3. 由該印刷電路板廠各濕式製程電氣設備異常次數分析中發現,因其製程特性而大量 使用硫酸、鹽酸、蝕刻液、電鍍液…等具腐蝕性化學品,且電氣設備位置大多設置 於Fab區域內,因而易導致電氣設備不穩定或異常故障之情形發生。由統計分析圖4.3 中可以了解在此次分析2005年到2010年6月期間,線路蝕刻區與鍍銅區之總異常次數 比例分別為31%與27%,而綠漆顯影區與鍍鎳金區各佔24%與18%。在分析四個濕式 製程區域中以線路蝕刻區與鍍銅區發生異常事故次數居多,對照此兩區域所使用之 化學品種類數量與其作業環境,亦為四個濕式製程中最多且較為惡劣之作業環境, 因此可以了解作業環境之優劣與製程電氣設備之穩定性有其關係性。 4. 而在該印刷電路板廠於2008年導入使用紅外線熱影像檢測技術,並針對製程電氣設 備於例行性保養檢測後發現,在藉由電氣設備異常初期時有溫升之現象特性,並在 持續使用紅外線熱影像檢測技術進行檢測與維護改善後,電氣設備異常事故發生之 次數有持續降低之趨勢,由圖4.4中發現在使用紅外線熱影像檢測之後,各濕式製程. 35.
(46) 60. 50. 40. 30. 20. 10. 0 線路蝕刻區. 鍍銅區. 綠漆顯影區. 鍍鎳金區. 2005. 51. 39. 33. 27. 2006. 42. 32. 41. 31. 2007. 48. 42. 32. 21. 圖 4.1 2005~2007 年間電氣設備異常事故次數. 60. 50. 40. 30. 20. 10. 0. 線路蝕刻區. 鍍銅區. 綠漆顯影區. 鍍鎳金區. 2008. 26. 27. 21. 17. 2009. 23. 25. 18. 16. 2010/6. 5. 8. 5. 3. 圖 4.2 2008~2010/6 年間電氣設備異常事故次數. 36.
(47) 鍍鎳金區 18%. 線路蝕刻區 31%. 線路蝕刻區 鍍銅區 綠漆顯影區. 綠漆顯影區 24%. 鍍鎳金區 鍍銅區 27%. 圖 4.3 2005~2010/6 年間各區域總異常次數百分比. 60 50 40 30 20 10 0. 線路蝕刻區. 鍍銅區. 綠漆顯影區. 鍍鎳金區. 2005. 51. 39. 33. 27. 2006. 42. 32. 41. 31. 2007. 48. 42. 32. 21. 2008. 26. 27. 21. 17. 2009. 23. 25. 18. 16. 2010/6. 5. 8. 5. 3. 圖 4.4 2005~2010/6 年間各區域異常事故次數比較. 37.
(48) 區域之電氣設備異常次數在2008年後,發生件數即逐年降低,如圖4.4所示。因此可 知使用紅外線熱影像檢測技術進行製程電氣設備之維護保養檢測,可以有效預防並 降低電氣設備異常事故之發生。. 4.2 紅外線熱影像檢測異常原因探討分析 由2005年到2010年6月間,針對該印刷電路板廠製程電氣設備之維護保養記錄進行 分析,發現造成濕式製程區域之電氣設備溫度異常發生的主要原因,可區分為「元件故 障老化」、「接觸不良」與「超載」。而依據該三大主要因素進行統計分析,在2005 年到2007年間與2008年到2010年6月間,電氣設備異常事故發生最多次數中,佔最大主 要原因皆為元件故障老化,其次為接觸不良與超載,如圖4.5、圖4.6中所示。而元件故 障老化,則多以環境不良之因素及設備本身老化、劣化所導致。因此在線路蝕刻區與鍍 銅區即常因環境之因素,而造成該區域製程電氣設備元件加速劣化之現象,在加上本研 究之廠房為將近二十年之老舊廠房,因此也增加了事故危害發生之風險性。 而在本研究案例中該廠於2008年導入紅外線熱影像檢測,並將紅外線熱影像檢測技 術應用於製程電氣設備保養,依據表3.3風險等級與檢測頻率進行例行性檢測,藉由電 氣設備異常發生之初所造成之溫升現象特性,於異常事故發生之初期即依據表3.14中異 常等級之溫度界限設定參考表,來進行電氣設備預知維護,以降低事故發生之發生。而 由2005年到2007年間與2008年導入紅外線熱影像檢測技術後,各濕式製程區域事故發生 異常主要原因次數統計中可了解,各異常主要原因件數有逐年減少之現象與趨勢,如圖 4.7所示。而由2005年到2007年間未使用紅外線熱影像檢測,與2008年之後使用紅外線 熱影像檢測技術進行預知維護保養,其異常事故主要原因發生次數之百分比有大幅下降 之情形。由圖4.8中可了解,未使用紅外線熱影像檢測技術前與使用後,異常事故件數 中「元件故障老化」由70%降為30%、「接觸不良」由69%降為31%、「超載」由64% 降為36%,其中降低幅度最大為元件故障老化,可達到40%之多。由此可知紅外線熱影 像檢測技術針對該探討案例中,對於元件故障老化之異常原因所達到電氣設備預知維護 成效有較佳之預防效果。針對「元件故障老化」、「接觸不良」與「超載」三大主要異 常事故主因進行探討,可將其區分為數個異常次要原因進行分析,如表4.1所示。 1. 元件故障老化原因分析 依據本研究案例中該廠歷年電氣設備保養記錄進行探討分析,造成電氣設備元 件故障老化之異常次要因素可區分為環境因素、設備元件異常、操作不當、電力品 質因素,其中以環境因素與設備元件異常造成原因所佔比例較大。其造成因素多是. 38.
(49) 100. 80. 60. 40. 20. 0. 線路蝕刻區. 鍍銅區. 綠漆顯影區. 鍍鎳金區. 元件故障老化. 84. 71. 62. 46. 接觸不良. 48. 35. 39. 25. 超載. 9. 7. 5. 8. 圖 4.5 2005~2007 年製程區域異常主要原因次數統計. 100. 80. 60. 40. 20. 0. 線路蝕刻區. 鍍銅區. 綠漆顯影區. 鍍鎳金區. 元件故障老化. 30. 40. 22. 21. 接觸不良. 18. 16. 18. 13. 超載. 6. 4. 4. 2. 圖 4.6 2008~2010/6 年製程區域異常主要原因次數統計. 39.
(50) 400. 300. 200. 100. 0. 2005~2007件數. 2008~2010/6件數. 總異常件數. 元件故障老化. 263. 113. 376. 接觸不良. 147. 65. 212. 超載. 29. 16. 45. 圖 4.7 2005~2010/6 年異常主要原因件數比較. 100%. 100%. 80%. 80%. 60%. 60%. 40%. 40%. 20%. 20%. 0% 未用紅外線熱影像儀. 0% 元件故障老化. 接觸不良. 超載. 88%. 49%. 10%. 使用紅外線熱影像儀. 45%. 26%. 6%. 異常差值比. 43%. 23%. 4%. 圖 4.8 2005~2010/6 間年平均異常次數差異值比. 40.
(51) 因為現場為濕式製程環境不佳造成設備元件腐蝕、潮濕、過熱...等狀況,以及部分機 台設備老舊所造成元件老化、劣化而導致電氣設備元件故障老化之異常情形發生。 而環境的溫濕度及化學氣體成分亦是影響電氣元件使用壽命之重要因素,且線路若 處於高溫環境中,外部絕緣層容易發生硬化或脆化的情形。圖4.9、圖4.10、圖4.11、 圖4.12、圖4.13、圖4.14為本研究對象以紅外線熱影像儀進行檢測結果中因元件故障 老化所造成異常之熱影像圖之實際案例。 (1)在圖4.9中可以看出,依據表3.6之標準規範中PVC絕緣電線之容許溫度為60℃,而 在檢測熱影像圖中絕緣電線溫度最高為66.4℃~73℃、而依表3.7中IEC規範以周圍 溫度40℃為基準,螺栓或導體端子接觸部在空氣中銅或鋁之合金溫升限度為 40~50℃,而在該熱影像圖中接點部位為58.1℃~62.9℃,由此兩處可以看出該電氣 線路接點之實際溫度已超過規範標準範圍,而此異常乃因該製程區域環境不佳而 使電氣元件接點銹蝕劣化造成絕緣電線異常溫升之現象。 (2)圖4.10中可以看出該無熔絲開關在銅接點處溫度為79.6℃~85.5℃,其絕緣電線溫度 皆已超過標準規範容許溫度60℃。而此異常溫升現象為該製程區域環境不良因素 而使電氣元件接點產生銹蝕劣化所造成。 (3)而在圖4.11中為無熔絲開關元件品質劣化之現象,其檢測出之本體元件溫度異常高 溫,而由紅外線熱影像圖中可以發現在其接點處並無明顯溫升,因此可以判斷此 異常溫升現象並非因為線路接點鎖接或壓接不良所造成之問題。而其熱源出現在 二次側部位表面,實際上無熔絲開關元件內部溫度會更高,由此判斷可能異常原 因為無熔絲開關內部接點鎖接品質不良或是內部元件劣化所造成溫升之現象。 (4)圖4.12為製程電氣設備內保險絲之檢測,在熱影像圖中可以發現保險絲內部溫度為 40.6℃,而依據「同機、同形」診斷方式進行比較,在同一時間內其右側處同形之 保險絲溫度僅為27.5℃,顯然該保險絲之溫度有異常溫升現象產生,而於事後進行 維修更換時易發現該保險絲已達使用生命週期。 (5)圖4.13與圖4.14製程電氣設備中之保險絲熱影像圖,其異常溫度達到43.7℃與47℃ 之間,依據經驗該保險絲之常態表面溫度為30℃以內,而檢測其負載端並無異常 之現象,因此研判為保險絲本身之安裝或劣化問題所造成異常溫升,而在設備維 護人員定期追蹤後其溫度值仍維持於異常之處,因而於保養更換後亦發現該保險 絲內部確實有劣化之情形產生。 2. 接觸不良原因分析 而造成電氣設備接觸不良之異常次要因素可區分為操作異常、設備元件異常、. 41.
(52) 表 4.1 異常主要原因與異常次要原因分析項目 異常主要原因 異常次要原因 操作不當. 環境因素 元件故障老化 設備元件異常 電力品質因素 異常主要原因 異常次要原因 操作異常. 環境因素 接觸不良 電力品質因素. 設備元件異常. 其他 異常主要原因 異常次要原因 操作異常 超載. 設備元件異常 設計不良 其他. 42. 異常說明 使用、維護不當 腐蝕 潮溼 過熱 震動 粉塵 劣化 過電流 突波 異常說明 固定過鬆或過緊 線路壓接不良 滑牙 腐蝕 潮溼 過熱 震動 粉塵 過電流 突波 接點碳化、氧化 接觸面粗糙 接點熔著 材質不良 天然不可抗拒因素 使用頻繁 異常說明 未依規範操作 任意增加設備負載 保護裝置異常 計算、資訊錯誤 考慮不周詳 連續運轉.
(53) 環境因素、電力品質因素...等原因,接觸不良是造成電氣設備溫度異常的常見原因。 而在接觸不良主要原因中以操作異常與設備元件異常所佔比例最高。電氣元件接觸 部位點是電路中最為薄弱之環節,常因設備人員於設備安裝或維修保養時,接點鎖 接不牢、鎖接過緊、接觸面角度未對正或焊接不良...等,造成接觸面積減少,因而增 加接觸電阻導致接觸部位溫升現象產生。而電氣設備若長期處於高溫多濕的環境下 使用時,其接觸點表面會形成氧化皮膜,亦會導致接觸不良問題發生。圖4.15、圖4.16、 圖4.17、圖4.18、圖4.19、圖4.20為本研究對象以紅外線熱影像儀進行檢測結果中,因 電氣設備接觸不良造成異常之熱影像圖。 (1)在圖4.15紅外線熱影像中,積熱電驛二次側T相有過熱溫升之現象,在其接點處溫 度達到51.1℃,而依IEC標準以周圍溫度40℃為基準,螺栓或導體端子接觸部在空 氣中,銅或鋁之合金溫升限度為40~50℃,而造成其接點溫度過高之原因,研判為 壓接或鎖接不適當所引起。 (2)圖4.16中該積熱電驛元件之二次側R相溫度過熱溫升,接點處溫度達到76.8℃,研 判其導致溫升之原因為導線壓接不良所引起。此現象若於異常溫度不高且低負載 時雖無立即之危害發生,但該接點處溫度已達到76.8℃與IEC標準相比較已超出甚 多,因此當其負荷拉升至全載時,其溫升現象相對亦會大幅提高,因而可能會造 成相關電氣設備失效或火災等異常事件發生。 (3)在圖4.17紅外線熱影像中,該電氣設備無熔絲開關二次側R相過熱溫升,溫度最高 達47.3℃,依IEC標準進行判定已有異常之溫升情形,而造成之原因為螺栓旋鎖太 緊或太鬆,以致於螺栓接觸面積變小,阻抗增加而造成溫升異常現象。 (4)而在圖4.18紅外線熱影像中,電氣元件接點的二次側R相過熱溫升,溫度最高達 44.3℃,研判原因亦為螺栓鎖太緊或太鬆所造成。以上三件案例皆為電氣設備元件 因接觸不良所造成之溫升異常現象,雖然部分溫度尚未超出規範參考值甚多,然 而當電氣設備負荷若為全負載時,異常元件之溫升亦會相對提高,此時即可能會 造成相關電氣失效或火災等事件發生,因此當檢測出之元件異常溫度雖未達立即 危害之程度,仍亦須持續定期追蹤檢測,必要時可進行更換汰新以達預知維護之 目的。 (5)圖4.19紅外線熱影像為電氣元件接點的二次側T相過熱溫升,其銅線接點溫度達 57.1℃,而在可見光圖像中可以發現其在接觸點亦有氧化銹蝕形成,因而研判其造 成異常溫升之情行可能為接點氧化銹蝕而造成接觸不良亦或是接點螺栓鎖接太緊 或太鬆所造成,因此當其負荷拉升至全載時,可能會產生相關電氣設備失效或火 災之異常事件發生。. 43.
(54) (6)圖4.20為製程設備電磁開關一次側T相過熱之紅外線熱影像圖,在此檢測圖中其接 點溫度高達47.9℃到65.2℃之間,異常原因為導線壓接不良所造成,而依IEC標準 以周圍溫度40℃為基準,螺栓或導體端子接觸部位在空氣中,銅或鋁之合金溫升 限度為40~50℃,最高容許溫度為80~90℃,依此案例其異常溫升雖未達最高容許 溫度限制,但當該製程設備若為全載時其異常溫升提高,其危害風險值亦相對提 高。 3. 超載原因分析 超載之異常次要因素可區分為操作異常、設備元件異常、設計不良...等原因。超 載現象於設備運轉初期通常會被發覺,例如規劃設置人員接受錯誤的資訊或計算錯 誤,因而導致電氣設備或線路之規格、容量不足或無適當餘裕量,造成設備整體溫 度上升。而設備廠商使用品質較差或不符之元件規格、品牌,亦是造成設備運轉超 載之風險。而大部分原因,乃因後續使用者自行搭接或任意增加電氣設備負載,因 而造成總負載超過電氣設備、元件之原先設計額定值,導致設備造成過熱或甚至故 障。圖4.21、圖4.22、圖4.23、圖4.24、圖4.25與圖4.26為該廠以紅外線熱影像儀進行 檢測結果中,因電氣設備接觸不良造成異常之熱影像圖。 (1)圖4.21紅外線熱影像中,電氣元件中之繼電器、電阻等,其檢測異常溫度介於 74.4℃~100.4℃之間,在常態溫度狀況下較其他元件溫度高,而若持續於此狀況下 將會使得元件處於高溫環境中,造成其使用壽命(Mean Time Between Failure)會比 常態溫度下較短,若持續處於高溫下,會造成電氣元件外殼材質與線路劣化。此 異常溫度為電磁繼電器激磁時其與熱電驛間產生之高溫,但其接點線路並無溫度 異常現象,因此研判非接點鎖接問題,而是線圈與絕緣電木之長期高溫負載而超 越使用生命週期,造成線圈異常溫升所致。 (2)圖4.22為電氣設備箱內之散熱風扇之紅外線熱影像圖,於檢測時該兩具風扇皆為過 電流但停止狀態,檢測出之溫度分別為74℃與54.7℃,而依據「同機、同形」診斷 方式進行相互比較,同狀況下左側風扇溫度顯然高過於右側風扇。若風扇於不運 轉狀態下但溫度仍異常溫升時,則代表有火災潛在之危害風險,需立即進行更換; 而若風扇於運轉之狀態下且有異常溫升之情形時,則表示有故障之疑慮,可視需 求於保養時進行更換以降低危害風險。 (3)圖4.23紅外線熱影像中之線路接點溫度介於89.4℃~98.4.4℃之間,其現況負載為 30A、32.9A、34A,其額定負載為75A,研判造成其異常溫升之可能原因為電流負 載設計不足與線路絕緣不良所造成。依據一般經驗來看,PVC材質線路若超過60℃. 44.
(55) 可見光影像圖. 紅外線影像圖. 圖 4.9 線路接點老舊劣化異常溫升之熱影像圖. 可見光影像圖. 紅外線影像圖. 圖 4.10 無熔絲開關接點劣化異常溫升之熱影像圖. 可見光影像圖. 紅外線影像圖. 圖4.11 無熔絲開關內部劣化異常溫升之熱影像圖. 45.
(56) 可見光影像圖. 紅外線影像圖. 圖 4.12 保險絲本體劣化異常溫升之熱影像圖 1. 可見光影像圖. 紅外線影像圖. 圖 4.13 保險絲本體劣化異常溫升之熱影像圖 2. 可見光影像圖. 紅外線影像圖. 圖4.14 保險絲本體劣化異常溫升之熱影像圖3. 46.
數據

+7

Outline
相關文件
競賽期間自備之相關填充材質(如保麗龍片及玻璃籤維,棉紗線等)須於現場
競賽期間自備之相關填充材質(如保麗龍片及玻璃籤維,棉紗線等)須於
能熟悉電腦概念,包括作業 系統、應用軟體和檔案輸出 入硬體設備的安裝、操作和 維護。2.
工作程序 能夠按圖說進行輸電架空線 路工程架設、安裝及維修等 工作及必要測試。並裝拆程 序正確,不損壞設備零組件 之外觀及特性。.
備註:地下配電線路裝 置、施工標準,在國家 標準未頒布前,暫依台 灣電力公司所訂之地下 配電線路設計、施工及
工作項目 技能種類 技能標準 相關知識. 一、 電信線 路工程
發射電路:為利用 PT2248 (U1,Infrared Remote Control Transmitter)及其週 邊元件、紅外線二極體(D4,IR Diode)與按鍵,共同組合成一紅外線發
軟體至 NI ELVIS 環境。現在,您在紙上或黑板上的設計可在 Multisim 內進 行模擬,並模擬為 NI ELVIS 或 NI ELVIS II 電路板配置上的傳統電路圖。設 計趨於成熟後,使用者即可在 NI
