Bismaleimide/Epoxy Resins
WEI-JYE SHU,1 BO-YI YANG,2 WEI-KUO CHIN,2 LI-HSIANG PERNG1 1Department of Chemical Engineering, Ta-Hwa Institute of Technology, Chiung-Lin, Hsinchu 307, Taiwan, Republic of China
2Department of Chemical Engineering, National Tsing Hua University, Hsinchu 300, Taiwan, Republic of China
Received 19 April 2001; accepted 9 October 2001 Published online 14 March 2002
ABSTRACT: A novel soluble phosphorus-containing bismaleimide (BMI) monomer, bis(3-maleimidophenyl)phenylphosphine oxide (BMIPO), was synthesized by the imi-dization of bis(3-aminophenyl) phenylphosphine oxide, in which its structural charac-terization was identified with 1H-NMR, 13C-NMR, and Fourier transform infrared
spectra. The BMIPO resin, with five-membered imide rings and high phenyl density, was an excellent flame retardant with a high glass-transition temperature (Tg), onset
decomposition temperature, and limited oxygen index. In phosphorus-containing BMI/ epoxy/4,4⬘-methylene dianiline (DDM)-cured resins, homogeneous products were ob-tained from all proportions without phase separation. Because of the higher reactivity of BMIPO/DDM relative to that of 4,4⬘-bismaleimidodiphenylmethane (BMIM)/DDM, the increase in the BMIPO/BMIM ratio in this blending resin increased the recrosslink-ing hazards of the postcurrecrosslink-ing stage and so lowered the Tgvalue and thermal stability.
The thermal stability of the BMI/epoxy-cured system was lower than that of the epoxy-cured system because of the introduction of a phosphide group into BMIPO, whereas for the Tgvalue and flame retardancy, the former was significantly higher
than the latter: the higher the BMIPO content in the blend, the higher the flame retardancy.© 2002 Wiley Periodicals, Inc. J Appl Polym Sci 84: 2080 –2089, 2002; DOI 10.1002/ app.10607
Key words: bismaleimide; phosphorus; flame retardance; blending; curing of epoxy
INTRODUCTION
Bismaleimide (BMI) resins, exhibiting excellent mechanical properties and high glass-transition temperatures (Tg’s) and possessing a processing ability similar to that of epoxy, have been widely used for applications in the electronic and
infor-mation sectors, printed circuit board (PCB), aero-space components, and high-quality composites. However, BMI resins still have some defects, such as high melting points (Tm’s) and curing temper-atures, high brittleness, low adhesiveness, and high cost.1,2For improving these defects, a blend of BMI with epoxy has become one of the main streams of research on BMI resins.3– 6In the BMI blending system, there are two processing prob-lems to be considered.7First, because BMI mono-mers are always crystalline solids with a value of
Tm close to their curing temperature, they often incur partial curing during a hot blending process or an incomplete reaction during the curing
pe-Correspondence to: L.-H. Perng ([email protected]).
Contract grant sponsor: National Science Council of Tai-wan; contract grant numbers: NSC 89-2216-E-233-001 and NSC 89-2216-E-233-002.
Journal of Applied Polymer Science, Vol. 84, 2080 –2089 (2002) © 2002 Wiley Periodicals, Inc.
containing BMI monomers, which are excellent flame-retarding agents.10 –13 The introduction of phosphorus into BMI resins also reduces the ther-mal stability at the same time. Designing a rigid chain into the phosphorus-containing BMI back-bone to promote its thermal stability became one of the major objectives of this study.
First, a novel phosphorus-containing BMI monomer with a rigid segment, bis(3-maleimido-phenyl)phenylphosphine oxide (BMIPO), was synthesized by the nitration, reduction,14,15 and imidization of triphenylphosphine oxide (TPPO) to become a highly reactive monomer; its highly polar phosphide backbone increased the electron-withdrawing effect of double bonds and further improved blending processability. For a compari-son of the reactivities of BMIPO and commercial
EXPERIMENTAL
Materials
Triphenylphosphine oxide (TPPO) and BMIM were obtained from Lancaster (Eastgate, Eng-land). Maleic anhydride, sodium acetate, and all other acids were obtained from Showa Chemical Co. (Tokyo, Japan). Ethyl acetate and all other solvents were obtained from Tedia Chemical Co. (Ohio). Tin chloride(II) was obtained from Riedel-Dehane Chemical Co. (Seelze, Germany). 4,4 ⬘-Methylene dianiline (DDM) and acetic anhydride were obtained from Aldrich Chemical Co. (Wis-consin). DGEBA (Epon 828) was obtained from Shell Chemical Co. (California).
Tetrahydrofuran (THF) was distilled after dehy-dration with sodium. The other solvents were pu-rified by conventional methods.
Synthesis
BMIPO
In a three-necked flask equipped with a Teflon stirrer and a thermometer and purged with nitro-gen gas at a constant flow rate, the addition of 2 g of bis(3-aminophenyl) phenylphosphine oxide (BAPO), which was synthesized by the nitration and reduction14,15 of TPPO, and 1.5 g of maleic anhydride into 20 mL of THF provided a clear amic acid solution. The temperature of this solu-tion was raised to 80°C, and 0.2 g of sodium acetate and 10 mL of acetic anhydride were added. After stirring at 80°C for about 2 h, this mixture was cooled and further poured into 2 L of
ice water to produce the precipitate. This precip-itate was washed several times with deionized water and a 5% NaOH solution and then dried under reduced pressure.
Curing of the BMI/Epoxy/DDM Systems
Mixtures of BMIPO blended with commercial BMIM, according to equivalent proportions of 100/0, 75/25, 50/50, 25/75, and 0/100, were blended into Epon828 of the same equivalent, and the blending systems were further added to DDM of the same equivalent for curing. In this study, the curing temperature and time of the BMI/ep-oxy/DDM systems were decided by simulation of a dynamic scan at a heating rate of 10°C/min and of an isothermal scan by differential scanning calo-rimetry (DSC), respectively, to obtain two-stage curing processes. The curing temperature of the
blending resins during the first stage was carried out about 10°C below the peak of the dynamic DSC curve [i.e., the peak of the maximum weight-loss rate or exothermic peak temperature (Tmax)], whereas its curing time was decided by the iso-thermal DSC curve under the curing tempera-ture. The postcuring cycle of the blending resins during the second stage, similar to the selected curing cycle during the first stage, was further carried out at 10°C below the exothermic ending temperature (Tf) for 10 min to obtain a completely cured resin.
Instrumentation
13C- and1H-NMR spectra of all the synthesized monomers were measured with a Bruker AM400-NMR spectrometer (Massachusetts). In addition, a PerkinElmer 842 Fourier transform infrared (FTIR) reflection spectrophotometer (Massachu-setts) and a Heraeus CHN-O rapid element ana-lyzer (Germany) were used for analyses of the IR spectra and elemental analyses (C, H, N) of theses monomers, respectively. The scanning curves of the BMIPO and relative blending resins with a TA Instruments DSC10 (Delaware) at a heating rate of 10°C/min in N2 were used for analyzing
Tm’s, curing temperatures, and Tg’s. The thermal stability and flame-retarding properties of the aforementioned resins were analyzed with a TA Instruments TGA 51 at a heating rate of 20°C/ min in air or N2. The latter was also studied by LOI via data from an oxygen index analyzer (At-las Electric Devices Co., Illinois) at an O2/N2flow rate of 20 L/min.
RESULTS AND DISCUSSION
Characteristics of the BMIPO Resins
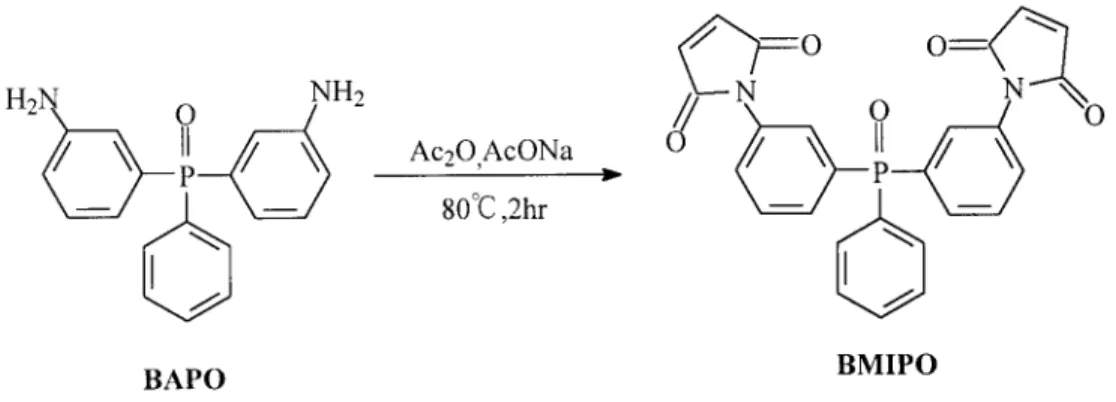
BMIPO was synthesized by the imidization route of BAPO shown in Scheme 1. The nitration and
subsequent reduction of TPPO, in accordance with the literature,14,15 were carefully controlled for the synthesis of a meta-type diamine com-pound (BAPO). Then, BAPO was imidized with maleic anhydride to obtain a soluble BMIPO monomer as a straw-yellow powder.
Yield: 75%. mp: 198.8°C. FTIR (KBr,, cm⫺1): 1716 (CAO), 1380 (CONOC), 824 (CAC), 1182 (PAO), 1426 (POPh).1H-NMR (DMSO,␦, ppm): 7.62 (1H, m, 4⬘-H), 7.48–7.59 (5H, m, 2⬙,3⬙, 4⬙,5⬙,6⬙-H), 6.82 (2H, s, OCOOCHACHOCOO), 6.80 (1H, d, 6⬘-H), 6.75 (1H, d, 2⬘-H), 6.59 (1H, m, 5⬘-H). 13C-NMR (DMSO, ␦, ppm): 116.3 (2⬘-C), 118.5 (4⬘-C), 116.7 (6⬘-C), 131.5 (3⬘-C), 128.1–129 (2⬙,3⬙,5⬙,6⬙-C), 131.8 (4⬙-C), 152.4 (1⬘-CONO), 135.6 (OCOOCHACHOCOO), 169.9 (2-CAO), 132.5–134.1 (5⬘,1⬙-COPAO). ELEM. ANAL. Calcd.:
C, 66.7%; H, 3.7%; N, 5.9%. Found: C, 66.8%; H, 4.0%; N, 5.3%.
Self-Curing of the BMI Resins
Figure 1 shows self-curing curves of BMIPO and commercial BMIM monomers analyzed by DSC. The values of Tm, the exothermic starting temper-ature (Ti), Tmax, and Tffor the BMI monomers are given in Table I. Each of the two BMI monomers had a sharp melting endothermic peak (199 and 160°C for BMIPO and BMIM, respectively) dur-ing the heatdur-ing process. Therefore, Tmof BMIPO was about 39°C higher than that of BMIM, indi-cating that the higher molecular weight and phe-nyl density of the former increased its intermo-lecular attraction. BMIPO and BMIM analyzed by DSC, as shown in Figure 1, generated exother-mic peaks of the curing reaction within the ranges 210 –330 and 170 –280°C, respectively. The re-sults from a DSC comparison of these self-cured resins indicated that the introduction of the tri-phenyl phosphide group into the studied BMI backbone was unable to change the fact of the
curing reaction starting near Tm. In addition, the self-curing temperature and conversion rate of BMIPO were apparently higher than those of BMIM because of the greater number of phenyl rings and higher electron-withdrawing effects of the former; this is similar to the explanation of Melissaris and Mikroyannidis8 for a BMI study.
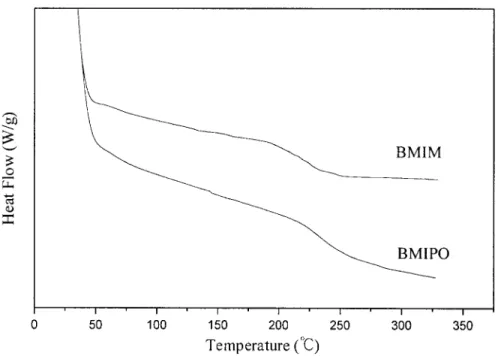
The aforementioned BMI monomers were self-cured by the heating processes listed in Table I. Each of the two BMI self-cured resins analyzed by DSC, as shown in Figure 2, had a single Tg(243 and 225°C for BMIPO and BMIM, respectively). The Tgvalue of the former was higher than that of the latter because of the higher rigid structure and intermolecular attraction of the former.
TGA traces of BMIPO and BMIM self-cured resins measured at a heating rate of 20°C/min in air and nitrogen, respectively, are shown in Fig-ure 3. The decomposition process of all the afore-mentioned BMI resins was a two-stage or
one-stage reaction in air or nitrogen, respectively. The thermal degradations and oxidation reactions for the resins apparently occurred during the first and second stages, respectively. The onset decom-position temperature [(i.e., temperature of 5% weight loss (T5%)], Tmax, and char yield of solid residue for the resins are given in Table II. In nitrogen, T5%and the solid char yield at 800°C for the BMIPO resin reached 435°C and 60%, respec-tively. In air, T5%for the BMIPO resin dropped only marginally, even under the effect of oxida-tion at high temperatures. Therefore, BMIPO had better thermal stability and flame-retarding properties. In a comparison of the T5%values of BMIPO and BMIM in Table II, the former (⬎420°C) was still lower than the latter (⬎520°C), either in air or in nitrogen. Besides, the temper-ature difference between T5%and Tmaxover 50°C and the char yield of solid residue over 45% for the former were higher than those for the latter.
Figure 1 DSC traces of two kinds of BMI resins by self-curing.
Table I Thermal Properties of BMIPO and BMIM by Self-Curing
Monomer Tm a(°C) T i a(°C) T max a(°C) T f a(°C) T g b(°C) BMIPO 199 210 284 328 243 BMIM 160 169 208 280 225
aMeasured for two kinds of BMI resins by DSC at a heating rate of 10°C/min.
bBMIPO-cured resin (cured at 270°C for 30 min and post cured at 320°C for 10 min and BMIM-cured resin (cured at 200°C for
The results of the moderate thermal stability and excellent flame retardancy for the former relative to the latter indicated that the introduction of the triphenylphosphide group into the BMIPO back-bone synergized the effect of both the low bond energy and the highly rigid and polar segment. The higher LOI value of BMIPO (ca. 53) relative to that of BMIM (ca. 43), as listed in Table II, could make the former an excellent flame retar-dant.
Reaction Activities of the BMI Resins with DDM The electron-withdrawing effect of the carbonyl group within the BMI backbone increased its un-saturated double bonds attacked by diamine or other nucleophilic reagents easily. The DSC traces of BMI/DDM cured resins are shown in Figure 4. The results of the lower Tmand exother-mic peak of BMIPO relative to BMIM reacting with DDM apparently indicated that the higher
Figure 2 DSC traces of two kinds of BMI-cured resins.
polar and electron-withdrawing effect of the phos-phide group for the former could increase its sol-ubility and reactivity with DDM. In a comparison of the solubility and reactivity of BMIPO, BMIM, and epoxy resins with DDM, the solubility via the
Tm values, curing rates, and conversion efficien-cies of these studied resins were in the order BMIPO ⬎ epoxy ⬎ BMIM, indicating that the processing of the former was best of all.
Curing of the BMI/Epoxy/DDM Resins
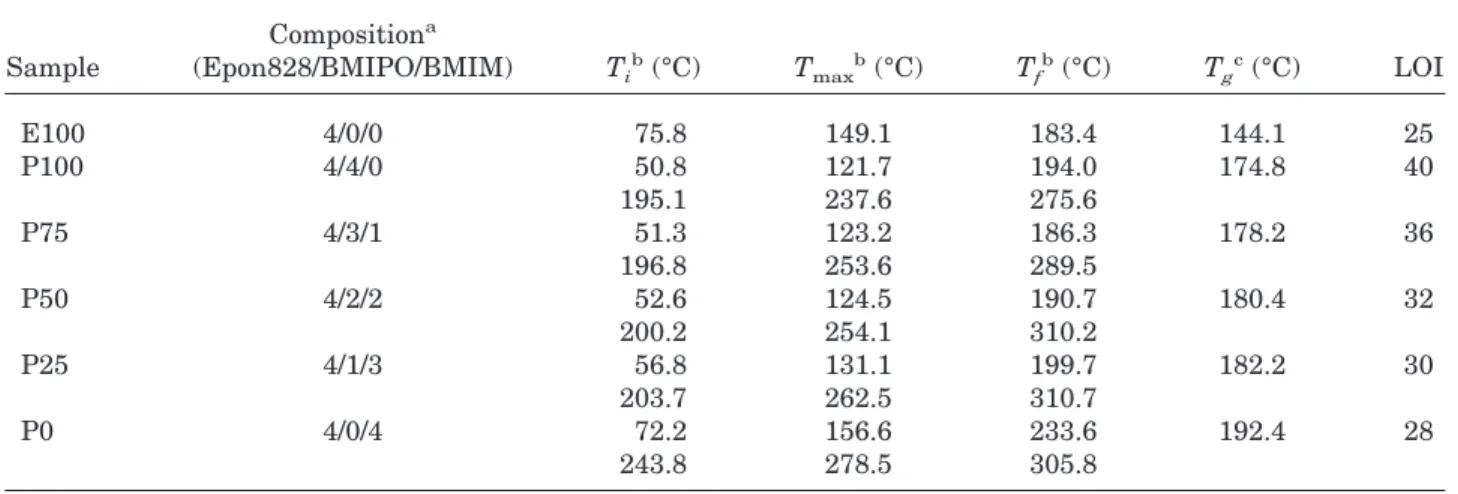
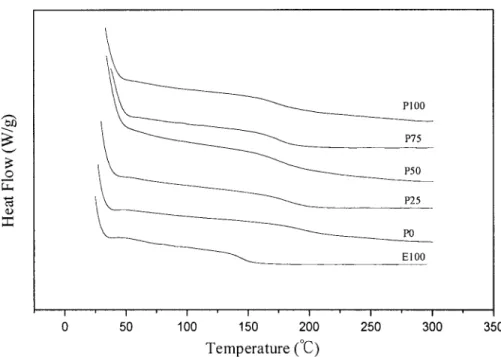
The DSC traces of the BMI/epoxy (Epon828)/ DDM blending system cured at a heating rate of 10°C/min under a nitrogen atmosphere are shown in Figure 5. Ti, Tmax, and Tffor the BMI blending system are given in Table III. There was a two-stage exothermal reaction for each of the afore-mentioned blending resins, as shown in Figure 5
and listed in Table III. As the BMIPO/BMIM ratio increased in this blending resin, its two exother-mic peaks also shifted toward a low temperature as a result of the higher reactivity of BMIPO relative to that of BMIM. The curing conditions for the BMI blending resins were carried out at 110°C for an hour and then, for postcuring, at 230°C for 30 min. The curing conditions for pure epoxy/DDM resin, however, were preformed at 110°C for an hour before postcuring at 170°C for 30 min. The Tgvalues of the BMI/epoxy-cured or pure epoxy-cured resins measured by DSC are shown in Figure 6 and listed in Table III. On the basis of Table III, the addition of BMI to the blending systems would increase Tg about 30°C higher than that of the Epon828 epoxy resin. This BMI/epoxy blending system possessed not only good processing ability and adhesiveness of epoxy
but also a high Tg value of BMI. As shown in Figure 4, the higher reactivity and solubility of BMIPO/DDM relative to those of BMIM/DDM in-dicated that increasing the BMIPO content in this blending resin suppressed the recrosslinking de-gree of the postcuring stage. Therefore, the in-creasing BMIPO/BMIM ratio reduced Tgfor this blending resin. Although BMIPO had a high phe-nyl density, the increasing BMIPO content in the blending system did not change this result. All of
the BMI blending resins exhibited single Tg’s within 174.8 –192.4°C. This phenomenon indi-cated that they still maintained a homogeneous phase after curing.
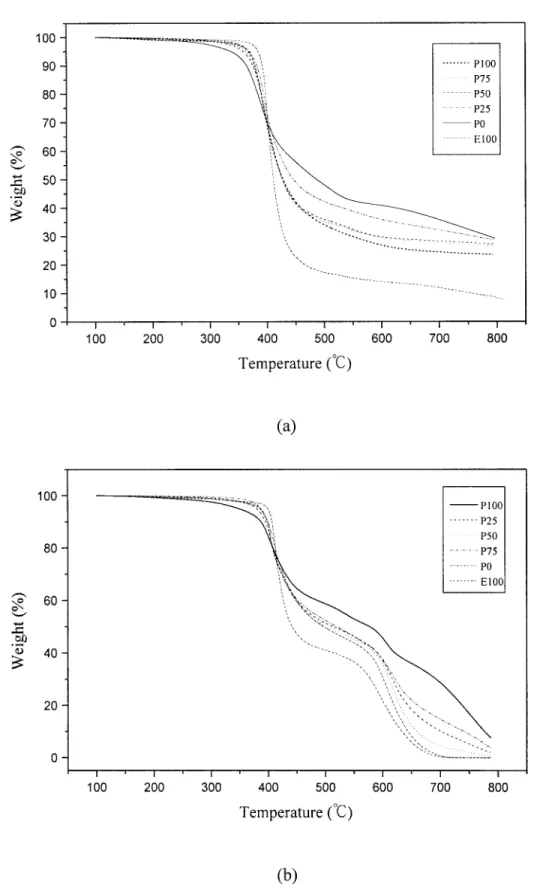
Figure 7(a,b) shows the decomposition traces of the cured BMI blending resins analyzed by TGA in air or nitrogen, respectively. T5%, Tmax, the maximum weight-loss rate (Vmax), and the char yield of solid residue for the aforementioned res-ins are given in Table IV. As shown in Figure 7(a),
Figure 5 DSC traces of BMI/epoxy resins reacting with DDM.
Table III Thermal Properties of BMI/Epoxy Resins Reacting with DDM
Sample
Compositiona
(Epon828/BMIPO/BMIM) Tib(°C) Tmaxb(°C) Tfb(°C) Tgc(°C) LOI
E100 4/0/0 75.8 149.1 183.4 144.1 25 P100 4/4/0 50.8 121.7 194.0 174.8 40 195.1 237.6 275.6 P75 4/3/1 51.3 123.2 186.3 178.2 36 196.8 253.6 289.5 P50 4/2/2 52.6 124.5 190.7 180.4 32 200.2 254.1 310.2 P25 4/1/3 56.8 131.1 199.7 182.2 30 203.7 262.5 310.7 P0 4/0/4 72.2 156.6 233.6 192.4 28 243.8 278.5 305.8
aThe ratio of blending BMI/epoxy with DDM was same equivalent.
bMeasured for BMI/epoxy/DDM resins by DSC at a heating rate of 10°C/min. cMeasured for BMI/epoxy-cured resin was by DSC at a heating rate of 10°C/min.
thermal decomposition for E100 and P0 (i.e., the non-phosphorous system) showed a one-stage pro-cess in nitrogen. The curing of the phosphorus-containing blending system was also similar to a one-stage decomposition. With the BMIPO con-tent increasing in this blending system, T5% for this cured resin shifted toward a low tempera-ture, from 420 to 409°C, but its char yield appar-ently increased from 8.2 to 27%, as listed in Table IV. This implied that the addition of BMIPO to this blending system caused poor recrosslinking density of the postcuring stage, lowering the ther-mal stability. In nitrogen, although T5% for the BMI/epoxy system was lower than that for the pure epoxy system, the Vmaxvalues of the former were lower than those of the latter, and the char yield at 800°C was over 15% higher than that of the non-BMI system via E100. Therefore, the ad-dition of BMIPO/BMIM to this blending system could improve the thermal stability and fire re-tardancy. In air, when the aforementioned cured resins were heated, as shown in Figure 7(b), the oxidation reaction occurred during the second, high-temperature stage. Therefore, the decompo-sition of all the cured resins was a two-stage process. As the BMIPO content increased in the cured resins, they decomposed in air and main-tained their thermal stability, indicating that the blending system in the oxidation environment had better antioxidation scission. Similar to the aforementioned conditions, the Vmaxvalues of the
two stages for the blending system became lower, and Tmax during the second-stage and the char yield of solid residue increased from 594 to750°C and from 0 to 15.73%, respectively (as listed in Table IV). The results indicated again that the addition of BMIPO to the blending system could promote its antioxidation effect via flame retar-dancy in air. From the results of fire retarretar-dancy testing (as given in Table III), the LOI of P100 was about 12 times higher than that of P0, prov-ing that the flame retardancy of BMIPO was higher than that of BMIM.
CONCLUSIONS
A novel soluble BMIPO monomer was synthe-sized by an imidizing route of BAPO with maleic anhydride. Comparing the BMIPO and commer-cial BMIM self-cured resins, we found the order of both Tg and flame retardancy to be BMIPO ⬎ BMIM. The solubility and reactivity of BMIPO/ DDM were higher than those of BMIM/DDM be-cause of the higher polar and electron-withdraw-ing effect of the phosphide group in the backbone of the former. In the BMI/epoxy (Epon828) blend-ing system, there was a sblend-ingle Tgfor each compo-sition without phase separation. Because of the higher reactivity of BMIPO/DDM relative to that of BMIM/DDM, the increase in the BMIPO con-tent in the blending system reduced the value of
Tg and the thermal stability. However, for BMIPO blended into epoxy resin, the Tg, char yield, and LOI values were apparently higher
than those for pure epoxy resin. This proved that BMIPO could become an excellent flame retar-dant.
REFERENCES
1. Hummel, D. O. J Appl Polym Sci 1974, 18, 2015. 2. Iwata, K. J Polym Sci Polym Chem Ed 1976, 14,
2841.
3. Lewin, M.; Atlas, S. M.; Rearac, E. M. Flame-Re-tardant Polymeric Materials; Plenum Press: New York, 1975; p 1.
4. Van Krevenlen, D. W. Angew Makromol Chem 1972, 22, 133.
5. Makroyannidis, J. A.; Kourtides, D. A. J Appl Polym Sci 1984, 29, 197.
6. Wang, T. S.; Yeh, J. F.; Shau, M. D. J Appl Polym Sci 1996, 59, 215.
7. Lin, K. F.; Lin, J. S. J Appl Polym Sci 1994, 51, 513.
8. Melissaris, A. P.; Mikroyannidis, J. A. J Polym Sci Part A: Polym Chem 1988, 26, 1165.
9. John, A. M.; Anastasions, P. M. J Appl Polym Sci 1988, 36, 691.
10. Varma, I. K.; Fohlen, G. M.; Parker, J. A. J Polym Sci Polym Chem Ed 1983, 21, 2017.
11. Varma, I. K.; Fohlen, G. M.; Parker, J. A. J Mac-romol Sci Chem 1983, 19, 209.
12. Varma, I. K.; Fohlen, G. M.; Parker, J. A. J Polym Sci Polym Chem Ed 1983, 21, 2017.
13. Wang, C. S.; Lin, C. H. Polymer 1999, 40, 5665. 14. Martinez-Nunez, M. F.; Sekharipuram, V. N.;
McGrath, J. E. Polym Prep 1994, 35, 709.
15. Liu, Y. L.; Hsiue, J. H. J Appl Polym Sci 1997, 63, 895.
P25 0.05 383 389 403 1.16 413 0.41 614 0.61 — 1.8 26.5
P0 0 383 390 404 1.31 420 0.29 605 0.56 — 0.0 23.5