Compatibility and Mechanical Properties of Maleicanhydride Modified the Wood Plastic Composite
Ching-Wen Lou1, Ching-Wen Lin2, Chen-Hung Huang3, Cheng-Tien Hsieh4,
Jia-Horng Lin4,5*
1Institute of Biomedical Engineering and Material Science, Central Taiwan University
of Science and Technology, Taichung 40601, Taiwan, R.O.C.
2 Department of Fashion Design, Asia University, Taichung 41354, Taiwan, R.O.C. 3Department of Aerospace and Systems Engineering, Feng Chia University, Taichung
City 407, Taiwan, R.O.C.
*4Laboratory of Fiber Application and Manufacturing, Department of Fiber and
Composite Materials, Feng Chia University, Taichung 40724, Taiwan, R.O.C.
*5School of Chinese Medicine, China Medical University, Taichung 40402, Taiwan,
R.O.C. ABSTRACT
Wood Plastic Composite (WPC), known as green composite, combines natural vegetable fibers and plastic and thus obtains the properties of both. In this study, coir undergoes alkali treatment to eliminate pectin, hemicelluloses, fat, and impurities. Alkali treatment reduces the weight of coir, and the greater the concentration and the longer the alkali treatment time, the greater the loss of the coir fibers. This study uses coir fibers and polypropylene (PP) to make WPC. Alkali treatment can increase the mechanical property of the resulting WPC. In particular, the optimum parameters of the treatment are 17.5 wt% for 1 hour. As is demonstrated by Scanning Electron Microscope (SEM) images, methylmaleic anhydride-graft-polypropylene improves the interface binding force between the coir and PP.
Keyword: Wood plastic composite, coir fibers, mechanical properties, modified INTRODUCTION
Coir, filaments with a structure of pluricellular aggregate, are yellowish and have a diameter of 100-450 μm and a length of 10-25 cm. Coir is composed of hollocellulose (α-cellulose), hemicelluloses (β-cellulose, γ-cellulose), lignin, and pectin. The surface of coir contains wax, fat, and dye [1, 2]. Traditional processing usually makes coir fibers inhomogeneous with various thicknesses and weights.
PP products are milk white and non-toxic. They have a wax-like surface, a relative density of 0.9, and the lightest weight among all thermoplastic products; in
addition, they do not have a pungent smell. PP has good malleability, chemical stability, and insulation, thereby making it a commonly used material in spare parts of automobiles, bicycles, electronic products, daily commodities, medical instruments, and chemical products.
Wood plastic composite (WPC) can be a substitute for wood and plastics. Though it resembles wood, it is harder than plastic, and it is also a more stable material than wood as it does not crack or warp. WPC was first developed in the 1970s. Coir, however, were not commonly used and further developed until the 1990s. WPC has many good physical properties and a durable material. Of particular note is its resistance to acid and alkali exposure, as well as its inability to crack or decay. WPC can be conveniently processed and is recyclable. Therefore, WPC is commonly used in various industries, thus aiding in the shortage of forest resource and reducing pollution caused by plastics disposal. Further, WPC products look very similar to wood products and, as such, can offer a more diverse and attractive product [1, 2].
The sole defect of WPC is the hydrophobic functional groups in plastic and the hydrophilic functional group in plant fibers. Due to this incompatibility, the interfacial binding force is low, resulting in a decrease in the material’s mechanical properties. Many studies have attempted to solve this defect. For example, Arbelaiz (2005) compares mechanical properties and water absorption between the composites made of PP and flax with and without the addition of methylmaleic anhydride-graft-polypropylene. He found a significant increase in mechanical properties and a significant decrease in water absorption [3]. Calado (2010) states that NaOCl/NaOH treatment effectively eliminates wax, pectin, grease, and fat from the surface of coir. In addition, the coir fibers exhibit a desired hygroscopicity during a long time [4]. There are many kinds of WPC products, including outdoor desks and chairs, construction materials, packaging materials, trays, fences and hedges. This study purposes to reinforce the plastic composites. When coir was added in the polymer matrix, the bad interface between two of them would result in the decrease of mechanical property. Therefore in this study, the coir was primarily treated by NaOH solution, in order to improve the compatibility of coir fiber and PP matrix and hence promote the mechanical property of resulting WPC.
EXPERIMENTAL Materials and Apparatus
Impact resistant PP (FCFC Co., Ltd., Taiwan, ROC) has a tensile strength of 30.06 MPa, elongation at break of 415%, flexural strength of 32.86 MPa, and impact strength of 1088 J/m. Maleicanhydride graft Polypropylene (MA-g-PP) with
melting index of 30~35 g/10min is provided by Gold's industrial co., LTD. Coir has a length of 4±2 mm and diameter of 1 mm. Sodium hydroxide (Bafo Enterprise Co., Ltd., Taiwan, ROC) is granular and has a purity of 99%.
Procedure
Coir is cut to 4-mm long piece by a pulverizer, becoming short coir fibers. Coir is then alkali treated with sodium hydroxide (NaOH) solution (with a ratio of 1:20 (w/w)). The solution’s concentration is 10, 17.5, and 25 wt% and the treatment time is 30, 60, and 90 minutes. After alkali treatment, the coir is then rinsed in water several times, and dried in an oven at 100 °C for 6 hours. The coir is observed by a SEM and an optical microscope, and weighed for residual fibers. On a single screw extrusion machine, various coir is then blended with 5, 10, and 15 wt% PP to form the WPC masterbatches. There are three tanks attached to this machine. One tank is kept at 190°C while the other two are kept at 195°C. The temperature of the die is 200°C. The rotor speed is 24 rpm. On an injection molding machine, dried WPC masterbatches are then made into plates. The temperature of the feeding zone is 190°C and the injection is 195°C. The temperature of the die is 210 °C.
The tensile strength, impact strength, and flexural strength of prepared WPC as well as SEM observations for tensile fractured surface are employed so as to determine the optimal alkali-treatment concentration and time for coir. In order to increase the interfacial bonding force and to fully understand if alkali treatment helps the compatibility between coir and PP, this study further uses Maleicanhydride graft Polypropylene (MA-g-PP) as a coupling agent for the two materials. During this process, the mixing ratio of MA-g-PP is experimented with in order to find an adequate ratio.
Tests and Observations
Tensile, flexural, and impact strength tests are performed by an Instron tester (Instron 5566, US). The samples dimension is prepared as specified in ASTM-D618; the number of sample for each test is 5 pieces. Tensile strength is performed as specified in D638; three-point bending test is performed according to ASTM-D790; and Izod impact test is performed as specified in ASTM-D256. The Scanning Electron Microscope (SEM, S3000N, Hitachi, Japan) is used to observe the fractured WPC.
RESULTS AND DISCUSSION
Table 1 reveals that with the same concentration of NaOH solution, the coir slightly loses weight with an increase in treatment time; similarly, with the same treatment time, the coir significantly loses weight with an increase in the solution’s concentration. Therefore, the solution’s concentration, rather than the treatment time, greatly influences the coir’s weight loss. This occurs because the cellulose of the plant fibers can be dissolved in a high-concentration NaOH solution; in addition hemicelluloses have a lower molecular weight than hollocelluloses and do not easily entangle; therefore, they can be easily dissolved by the NaOH solution [4-7].
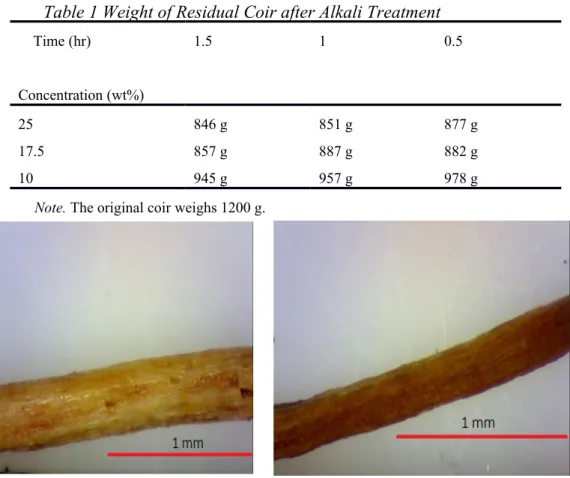
Figure 1 (a) and (b) show the coir before and after alkali treatment, respectively. Coir that is not alkali treated is yellowish and has a smooth surface; after alkali treatment, it turns sable color and has a rough surface and smaller diameter. This is due to the NaOH solution, which removes wax, fat, dye, and other ingredients from the coir’s surface, changing its appearance.
Table 1 Weight of Residual Coir after Alkali Treatment
Time (hr) Concentration (wt%) 1.5 1 0.5 25 846 g 851 g 877 g 17.5 857 g 887 g 882 g 10 945 g 957 g 978 g
Note. The original coir weighs 1200 g.
Figure 1. Images of coir a) untreated, and b) treated by the NaOH solution with a 17.5% concentration for 1 hour (magnification: 40×).
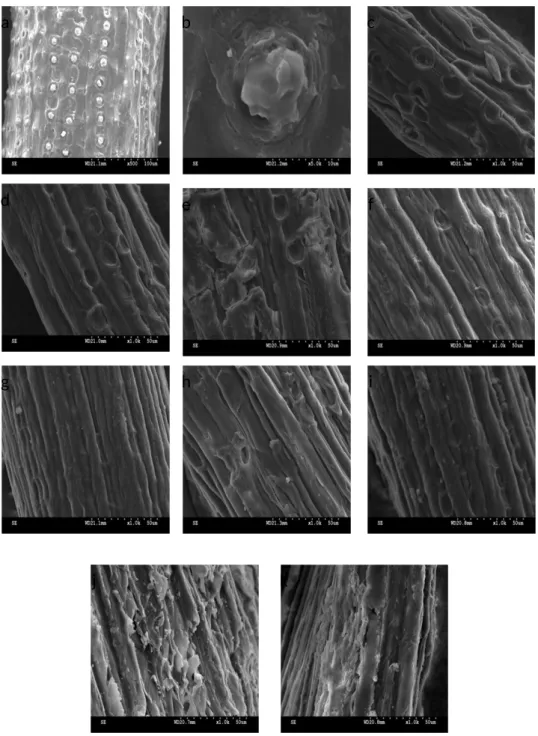
Figure 2 (a)-(k) compares the surface of untreated and alkali treated coir. The surface of untreated coir is sleeker (Figure 2 (a)) than that of coir treated with various concentrations of alkali (Figure 2 (b-k)). This may cause problems in the interfacial binding force between the coir and polymer. Figure 2 (b) magnifies the excrescence formed by grease, wax, and fat [4]. Figure 2 (c) shows that the surface of the coir becomes rough and the excrescence is removed, exposing part of the fibers. This is because the NaOH solution can remove the fat, grease, and wax from the surface of the coir. In comparison with Figure 2 (c) to (e), Figure 2 (f)-(h) shows that the grease, wax, and fat are even more thoroughly removed from the coir, due to an increase in the solution’s concentration to 17.5 wt%. As shown in Figure 2 (i-k), the coir is badly damaged, particularly Figure 2 (k). This damage is caused by the high-concentration NaOH solution which eliminates not only fat, grease, and wax, but also hemicellulose and cellulose with unstable crystallization structure, destroying the coir’s structure [7]. Treatment time has a less negative influence on the coir than the solution’s concentration, as demonstrated by Figure 2 (c) and (e). The coir does not crack until it is treated by alkali for 1.5 hours.
a b c
d e f
g h i
j k
Figure 2. SEM images of coir a) untreated (×500), b) untreated (×5000), c) treated with 10% alkali for 0.5hr; d) 10%, 1hr; e) 10%, 1.5 hr; f) 17.5%, 0.5hr; g) 17.5%, 1hr; h) 17.5%, 1.5 hr; i) 25%, 0.5hr, j) 25%, 1hr; and k) 25%, 1.5 hr (×1000)
Variation in Mechanical Properties of WPC Made of Coir with Various Alkali Treatments
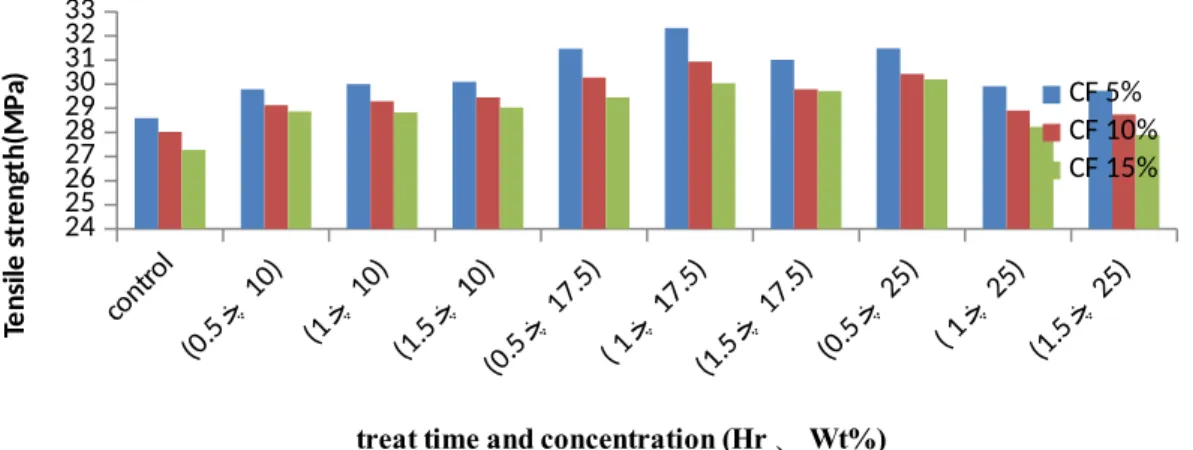
Figures 3 to 5 illustrate the tensile strength, flexural strength, and impact strength, respectively; the control group is WPC made of untreated coir and impact resistant PP. Figure 3 shows that the WPC made of the coir treated by 17.5% alkali for 1 hour exhibits a tensile strength that is 13% greater than that of the control group.
The wax and pectin of cellulose form a sleek membrane on the coir’s surface, resulting in a poor compatibility between the PP and coir. Meanwhile, mechanical strength of hallocellulose is greater than that of hemicelluloses, and the concentration of 17.5% can only damage the hemicellulose, not hallocelluloses, resulting in a greater tensile strength of the WPC.
By increasing the solution’s concentration to 25%, the tensile strength of the WPC decreases with an increase in treatment time of the coir. This decrease is due to the high-concentration NaOH solution, which dissolve much more cellulose, resulting in a collapse of the coir’s fibrous structure. When the concentration is 10%, the tensile strength of the WPC does not significantly increase. This is due to the concentration of the solution, which is unable to effectively remove the pectin, wax, and hemicelluloses. In addition, the tensile strength of the WPC does not increase with an increase in the coir content. This is due to the hydroxyl groups in the coir, which do not bond with the C-H in the PP, resulting in a poor compatibility.
Figure 4 shows that an increase in the coir content is beneficial for the flexural strength of the WPC, as the flexural strength of the coir is greater than that of the PP. The flexural strength of WPC made with alkali-treated coir is also greater than that made with untreated coir. This is due to the alkali treatment, which eliminates hemicelluloses, impurities, and pectin, leaving more holocellulose content. However, the influence of various concentrations of solution and the treatment time on the variation in the flexural strength of the WPC is not significant. This is due to the poor interface binding force between the coir and PP which makes them unable to transmit the stress between them [8].
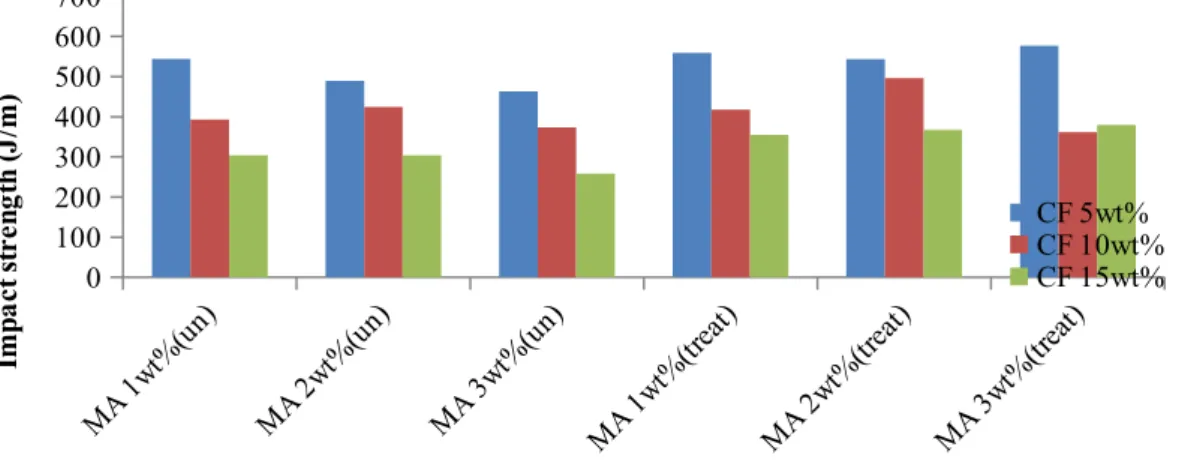
Figure 5 illustrates that the impact strength of the WPC decreases as the coir content increases. There are two explanations: Impact resistant PP has a greater impact strength than coir does, and when receiving an impact force, the PP dissipates the energy by deformation and fracture. In addition, there is the poor compatibility between the coir and PP. Under an impact force, the WPC fails at both continuously transmitting it through the coir and evenly distributing it between the two materials. Moreover, alkali treatment increases the impact strength of the resulting WPC, due to the same reason as that for the tensile and flexural strength. As is demonstrated by the three mechanical property tests, the optimal solution’s concentration and treatment time are 17.5% and 1 hour, respectively.
24 25 26 27 28 29 30 31 32 33 CF 5% CF 10% CF 15%
treat time and concentration (Hr、 Wt%)
Te n si le s tr e n gt h (M P a)
Figure 3. Tensile strength of the WPC made with alkali-treated and untreated coir. 0 5 10 15 20 25 30 35 40 45 CF 5 % CF 10 % CF 15 %
treat time and concentration (Hr、 Wt%)
F le xu re s tr en gt h( M P a)
Figure 4. Flexural strength of the WPC made with treated and untreated coir.
0 100 200 300 400 500 600 700 CF 5 % CF 10 % CF 15 %
treat time and concentration (Hr、 Wt%)
Im pa ct s tr en gt h( J/ m )
a b c
d e f
d
SEM Observation of the Fractured WPC after the Tensile Strength Test
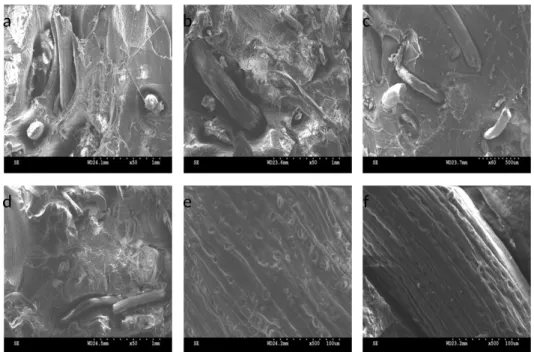
Figure 6 (a), (b), (c), and (d) compares the fractured face of the WPC that is made with alkali-treated and untreated coir. As distinctly demonstrated in Figure 6 (a) and (b), pull out of the coir and cracks between the coir and PP occur, which proves the untreated coir and PP have a low interfacial binding force between them. The greater the content of the coir, the more significant the cracks within the WPC. Although Figure 6 (c) and (d) also displays the two similar phenomena as that for Figure 6 (a) and (b), the degree of pull out and cracking is lower than that of WPC with untreated coir. This proves that the alkali treatment increases the interfacial binding force between the coir and PP. Figure 6 (e) and (f) shows that the excrescence seen in Figure 2 (a) can be removed by an NaOH solution. The removal of excrescence makes the surface of the coir rough, increasing the amount of abrasion between it and the PP. This increases the ratio of the PP that can be mounted on the coir’s surface.
Figure 6. SEM images of WPC containing a) 5 wt% untreated coir (×50); b) 15 wt% untreated coir (×50); c) 5 wt% coir treated with 17.5% alkali for 1 hour (×50); d) 15 wt% coir treated with 17.5% alkali for 1 hour (×50); e) 5 wt% untreated coir (×500); and f)15 wt% coir treated with 17.5% alkali for 1 hour (×500).
The Influence of Various MA-g-PP Contents on the Mechanical Properties of the WPC
Coir treated with an optimal NaOH solution of 17.5% for 1 hour, as determined in 3.1–3.3, is used for the preparation of the WPC in this discussion. During the preparation, different weight ratios of MA-g-PP are added as the coupling agent for the WPC, as alkali treatment cannot completely improve the compatibility between the coir and PP. Figures 7 to 9 illustrate the tensile strength, flexural strength, and impact strength, respectively, as related to the various MA-g-PP contents; the control group is WPC made of untreated coir and impact resistant PP. Figure 7 reveals that 1 wt% MA-g-PP does not significantly increase the tensile strength of the WPC, as its content is too small to effectively heighten the interfacial binding force between the PP and coir. Coir contains hydroxyl groups (-OH) which undergo esterification with carboxyl group (-CO(-OH) in the MA-g-PP [9]. MA-g-PP grafts methylmaleic anhydride onto PP, and thus easily combines with the impact resistant PP.
With an increase in the coir, the tensile strength of the WPC increases. This result is different from that in Figure 3 due to the addition of MA-g-PP, which improves the compatibility between the impact resistant PP and coir. Figure 8 reveals that the MA-g-PP content significantly influences the tensile strength of the WPC. Out of 1, 2, and 3 wt % MA-g-PP contents, WPC with a 2 wt% MA-g-PP content exhibits the optimal tensile strength. Figures 8 and 4 show a similar trend—the greater the coir content, the greater the tensile strength of the WPC. However, in Figure 8, the addition of the MA-g-PP greatly increases the flexural strength, as this coupling agent can combine with the cellulose in the coir through esterification and be well blended with the impact resistant PP. It further boosts the flexural strength of the WPC containing alkali-treated coir, as the surface of untreated coir has wax and grease, which prevent the esterification between the coupling agent and the cellulose of the coir.
Figure 2 (c) to (k) shows that the surface of the fibers is exposed as a result of alkali treatment; therefore, MA-g-PP can directly esterify with the cellulose of the coir, improving the interfacial binding force. Figure 9 shows that with the addition of MA-g-PP, the impact strength decreases with an increase in the coir content. As the impact strength of the PP is greater than that of the coir, it decreases with an increase in coir content. This trend is contrary to that which is seen in Figures 7 and 8.
A comparison of Figures 9 and 5 reveals the addition of MA-g-PP does not improve the impact strength of the resulting WPC. This occurs because the coir fails to transmit the impact force on the WPC to the PP. The low-impact coir breaks quickly, and thus, there is WPC failure. Alkali treatment demonstrates a greater influence on the impact strength of the WPC than the MA-g-PP content does, despite the fact that the MA-g-PP improves the interfacial binding force between the coir and PP. The impact strength of
coir is much lower than that of the PP; however, and alkali treatment can remove the hemicelluloses and wax of the coir, resulting in an increase in its the impact strength.
0 5 10 15 20 25 30 35 40 CF 5wt% CF 10wt% CF 15wt% T en si le s tr en gt h (M P a)
Figure 7. Tensile strength of WPC as related to various MA-g-PP contents.
0 5 10 15 20 25 30 35 40 45 50 CF 5wt% CF 10wt% CF 15wt% F le xu ra l s tr en gt h (M P a)
Figure 8. Flexural strength of WPC as related to various MA-g-PP contents.
0 100 200 300 400 500 600 700 CF 5wt% CF 10wt% CF 15wt% Im pa ct s tr en gt h (J /m )
a b c
d e f
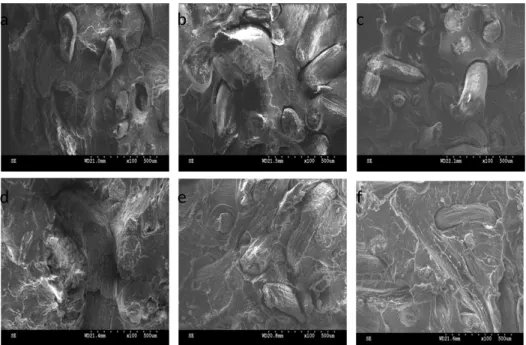
SEM Observation of WPC Added with Various MA-g-PP Contents
Figure 10 shows SEM images of the fractured WPC with a 1, 2, or 3 wt% of MA-g-PP content. WPC contains 15 wt% untreated or alkali-treated coir. As demonstrated in Figures 6 and 10, the addition of MA-g-PP increases the interfacial binding force between the coir and PP. Figure 10 (c) and (d) illustrates that a 2 wt% MA-g-PP content can effectively enhance the interfacial binding force. Figure 10 reveals that alkali-treated coir can more easily attach to the PP with Ma-g-PP. Because the surface of untreated coir has wax, grease, and other impurities which prevent the carboxyl group in MA-g-PP to esterify with the hydroxyl group in cellulose, there are still some cracks between the coir and PP. Figure 10 (b), (d), and (f) shows that the addition of 2 wt% of MA-g-PP in the WPC effectively enhances the interfacial binding force between the PP and coir.
Figure 10. SEM images of the WPC with various MA-g-PP contents: a) 1 wt%, b) 1wt%, c) 2 wt%, d) 2 wt%, e) 3 wt%, and f) 3 wt% (×100). WPC contains 15 wt% untreated coir in a), c), and d), and 15wt% alkali-treated coir in b), d), and f).
CONCLUSION
Alkali treatment can remove the pectin, protein, and hemicelluloses, resulting in a decrease in coir weight. When the coir is treated with 17.5% alkali for 1 hour, the tensile and flexural strength of the resulting WPC increases by 8% and 10%, respectively. However, alkali treatment does not remarkably influence the impact strength of the WPC. In particular, the WPC containing coir treated with 15 % alkali exhibits an impact strength which is lower than that of the pure PP plate. Lastly, MA-g-PP is used as the coupling agent for the coir and impact resistant PP. An addition of
2 wt% of MA-g-PP increases the tensile and flexural strength of the WPC by 12% and 15%, respectively, and betters the interfacial binding force between the coir and PP. Acknowledgment
This work would especially like to thank National Science Council of the Republic of China (Taiwan) for financially supporting this research under Contract NSC 101-2622-E-035-004-CC3 individually.
REFERENCES
[1] Brigida A I S, Calado V M A, Gonçalves L R B and Coelho M A Z. Effect of chemical treatments on properties of green coconut fiber. Carbohyd Polym 2010; 79: 832-838.
[2] Bledzki A K, Mamun A A and Volk J. Barley husk and coconut shell reinforced polypropylene composites: The effectof fibre physical, chemical and surface properties. Compos Sci Technol 2010; 70: 840-846.
[3] Cui Y. Fabrication and interfacial modififcation of wood/recycled plastic composite materials. Compos Part A-Appl S 2008; 39: 655.
[4] Shi Z, Zhang Z and Chen F. Study on Extruion Technique of Wood-Fiber Filled PVC Composite. Engineering Plastics Application 2007; 35: 56.
[5] Arbelaiz A, Fernandez B, Ramos J A, Retegi A and Llano-Ponte R. Mondragon. Mechanical properties of short flax fibre bundle/polypropylene composites: Influence of matrix/fibre modification, fibre content, water uptake and recycling.
Compos Sci Technol 2005; 65: 1582-1592.
[6] Saha P, Manna S, Chowdhury S R, Sen R, Roy D and Adhikari B. Enhancement of tensile strength of lignocellulosic jute fibers by alkali-steam treatment.
Bioresource Technol 2010;101: 3182-3187.
[7] Khan M A, Ganster J and Fink H P. Hybrid composites of jute and man-made cellulose fibers with polypropylene by injection moulding. Compos Part A-Appl
S 2009; 40: 846-851.
[8] Cantero G, Arbelaiz A, Mondragon R L P I. Effects of fibre treatment on wettability and mechanical behaviour of flax/polypropylene composites.
Compos Sci Technol 2003; 63: 1247-1254.
[9] Adhikary K B, Pang S and Staiger M P. Dimensional stability and mechanical behaviour of wood–plastic composites based on recycled and virgin high-density polyethylene (HDPE). Compos Part B-Eng 2008; 39: 807-815.