國立高雄大學亞太工商管理學系
製商整合服務規劃產業碩士專班碩士論文
應用 PDCA 管理循環於捲裝載帶製程
生產良率提昇之研究—以 L 公司為例
The Application of PDCA Management Cycle to Improve
Yield Rate of Embossed Carrier Tape Process
- A Case Study of L Company
研究生:陳虹銘 撰
指導教授:莊寶鵰 博士
謝 誌
一轉眼兩年時光飛梭,即將告別高大,在碩士生涯回首在高大學習的 過程,一路走來,充滿了許多回憶與記憶,也讓我這兩年能夠學習成長與精 進,感謝許多人陪伴我度過這趟旅程。首先感謝的是莊 寶鵰教授在撰寫論文 上諄諄教導,從論文的題目選定與修正,指導及教誨且不辭辛勞的反覆審視, 才得以讓本論文能夠順利的完成,同時對於專業知識以及處世為人的觀念與 態度的看法上有著全新的體認,也有所獲益,在此對莊 寶鵰教授致上學生虹 銘最高的敬意。並感謝口試委員黃 喬次教授與許 博翔教授對於本論文所提 供最珍貴的意見。 在兩年高大求學生活,由衷感謝高大亞太工商管理學系上所有師長的 指導,每位高大亞太系老師都非常的循循善誘,不僅教導我們專業的知識上、 也常常分享實務上的經驗、誠心謝謝高大亞太系的老師們,在此特別感謝產 業碩士班導師李 亭林老師,不但在課堂上教育我們知識,在生活工作上,總 會給我鼓勵與建議,使我穫益良多,還有班上的同學育安、浩仟、佳益、聖 惠、莘茹,我們一同度過了高大兩年的快樂學習生活,以後回到職場上運用 所學,必定能飛黃騰達、步步高升。 再來感謝我的父母,謝謝他們賜給我快樂的家庭,無憂無慮的長大, 讓我在工作加上求學的生涯中無後顧之憂,盡情發揮自己的能力。最後要感 謝我的老婆琇慈,在這兩年,非常辛苦,幫忙打理家中大小事,照顧小孩, 總在身旁默默的支持我鼓勵我,給予我精神支柱及體諒,讓我在學業上無所 牽掛,安心地順利完成學業,在此僅將此論文獻給關心我與摯愛的家人與朋 友,感謝您們,有您們真好。 陳 虹 銘 謹 識 國立高雄大學亞太工商管理學系 製商整合服務規劃產業碩士專班 中 華 民 國 一 0 七 年 七 月應用 PDCA 管理循環於捲裝載帶製程
生產良率提昇之研究—以 L 公司為例
指導教授:莊寶鵰 博士 國立高雄大學亞太工商管理學系 研究生:陳虹銘 國立高雄大學亞太工商管理學系 製商整合服務規劃產業碩士專班 摘 要 捲裝載帶是由塑膠材料透過機台加熱成型所製造出來的包裝材料,主要運 用於包裝保護SMD廠電子元件用,它應用的產業有半導體、連接器、二極體、LED、 電阻、電容…等,捲裝載帶產業發展至今,因進入門檻不高,國內多家捲裝載帶 生產製造廠競爭下,價格已從三十年前一米十元以上,降至目前一米低於一元, 由於客戶SMD廠生產機台速度越來越快,對於捲裝載帶產品品質的要求也越來越 高,而在捲裝載帶市場惡性競爭下,價格卻越來越低,因此想要在這個低價競爭 環境下生存,必須要積極提升良率與效率,這是所有廠商都需要面對的重要議題。 然而對於捲裝載帶生產製造產業來說,生產不良率往往攸關整個產品成本結構的 變化,本研究個案L公司,目前在捲裝載帶生產不良率高,嚴重影響產品成本結構, 導致獲利降低,間接也造成客戶對產品品質不良的疑慮,故如何降低生產不良率 為本研究的重點。 本研究針對個案 L 公司, 應用 PDCA 循環的系統性改善模式來達成品質良 率提昇之目的,在改善過程中並結合 QC-Story 的步驟以及 QC 七大工具的改善分 析方法,從現況分析、要因探討與解析、據此提出改善對策,並確認改善效益後 進行標準化與管制,研究結果顯示,改善前投入捲數為 14,358 捲,發生尺寸異尺寸異常不良件數為 194 捲,不良比率為 1.27%,尺寸異常不良率降低了 2.21%, 大幅改善減少 63.5%尺寸異常發生比率,另外確認 E 值、F 值、P2 值尺寸改善前 後計算 Cpk 值,發現改善前 Cpk,E 值、F 值、P2 值均小於 1 以下,再採取對策 實施後,改善後效果確認量測尺寸,並計算出 Cpk,E 值、F 值、P2 值均可達到 1.33 以上,改善後尺寸趨近於穩定製程。 改善後每月可增加 57,915 元經濟效益,一年可以為 L 公司增加 698,100 元的整體經濟效益,同時並統計 L 公司因為尺寸異常發生所造成的客訴,紀錄改 善前與改善後發生的每月平均件數,發現改善後同步降低了因為尺寸異常所造成 的客戶抱怨次數,由改善前月平均件數為 0.9 件尺寸異常客訴件數,而改善後月 平均件數為 0.4 件尺寸異常客訴件數,大幅減少 54.3%因尺寸異常所造成的客訴, 相對提升品質的穩定性。 關鍵字:PDCA 循環,捲裝載帶,改善不良率,良率提升,品質改善, QC 七大工具。
The Application of PDCA Management Cycle to Improve
Yield Rate of Embossed Carrier Tape Process
- A Case Study of L Company
Advisor: Pao-Tiao Chuang, Ph. D.
Department of Asia-Pacific Industrial and Business Management National University of Kaohsiung
Student: Hung-Ming Chen
Department of Asia-Pacific Industrial and Business Management Industrial Master Program
National University of Kaohsiung ABSTRACT
An embossed carrier tape is a packaging material manufactured using a plastic material that goes through hot forming of the machine table. It is mainly used for packing and protecting electronic components in SMD industries. It is used in the semiconductor, connector, diode, LED, resistor, and capacitor, among others. The embossed carrier tape industry has developed in a way that many domestic embossed carrier tape production and manufacturing plants are in high competition owing to the low entry threshold. The price has dropped from over NT$ 10 per meter a decade ago to the current NT$ 1 per meter price. Since the SMD production machine speed is increasing, the requirements for the quality of the embossed carrier tape is increasing as well. In the cut-throat competition of the embossed carrier tape market, the price is decreasing constantly to survive in this competitive environment, the yield rate and the efficiency must be improved, which is an important issue that all the
of the whole product. In this research case, L company has a high defective rate of production of the embossed carrier tape, which seriously affects the product cost structure and leads to a decrease in profit. At the same time, it indirectly caused customer concern about the poor quality of the products. Therefore, this study aims to reduce the defective rate.
This study focuses on the case of L company and adopts the mode of systematic improvement via a PDCA cycle to improve the yield rate. During the improvement process, adopting the process of the QC-Story and the seven tools of the QC improvement analysis method, we analyzed the current situation, discussed and analyzed the key causes and based on them, we proposed the approach for improvement. Once the improvement in performance and efficiencies was confirmed, measures for the standardization and control of the improvement were carried out. According to the results, before the improvement process, the total number of tapes produced was 14,358, and the number of defective products with abnormal dimensions was 500 with a defective ratio of 3.48%. After the improvement process, the number of tapes produced was 15,321, and the number of defective products was 194 with a defective ratio of 1.27%. The defect rate was reduced by 2.21%, i.e., the rate of products with abnormal dimensions was greatly improved and reduced by 63.5%. We also checked the E, F, and P2 values, and calculated the Cpk values before and after the improvement process. It was found that the Cpk and the E, F, and P2 values were all less than 1 before the improvement. After the improvement measures were implemented and the results were checked, the dimensions were measured and all values were calculated, which could reach 1.33 or over. The result indicates the dimensions of the product are stable.
After applying the improvement measures, the monthly economic benefit can be increased by NT$ 57,915 and the annual overall economic benefit of the company can be increased by NT$ 698,100. At the same time, the customer complaints caused by the abnormal dimensions before and after the improvement process were recorded. It was found that after the improvement process, the monthly average number of customer complaints due to abnormal dimensions has been consequently reduced, which changed from 0.9 complaint per month to 0.4 complaint per month with a reduction of 54.3%, which reflected the relatively improved stability of quality.
Keywords: PDCA cycle , embossed carrier tape , improved defective rate , yield rate improvement , quality improvement , seven tools of QC .
目 錄
謝 誌 --- III
摘 要 --- IV
ABSTRACT --- VI
目 錄 --- IX
圖 目 錄 --- XII
第一章 緒論 --- 1
1.1 研究背景與動機 --- 1 1.2 研究目的 --- 3 1.3 研究範圍與限制 --- 3 1.4 研究流程與論文結構 --- 3第二章 文獻探討 --- 6
2.1 捲裝載帶產業概論與製程簡介 --- 62.1.1 什麼是捲裝載帶(Embossed Carrier Tape) --- 6
2.1.2 捲裝載帶產業現況 --- 11 2.1.3 捲裝載帶製程簡介 --- 12 2.1.4 捲裝載帶製程常見的機型介紹 --- 14 2.1.5 捲裝載帶之塑膠原料 --- 18 2.2 品質改善模式與工具 --- 21 2.2.1 PDCA 循環 --- 21 2.2.2 QC-Story --- 23 2.2.3 QC 七大手法 --- 24 2.3 個案 L 公司簡介 --- 35
第三章 研究方法 --- 38
3.1 研究架構圖 --- 38 3.2 研究進行步驟與資料收集方法 --- 39 3.3 個案 L 公司不良品定義 --- 41第四章 個案製程分析與改善 --- 43
4.1 PLAN計畫 --- 43 4.1.1 主題選定 --- 43 4.1.2 計畫擬定 --- 46 4.1.3 現況掌握與分析 --- 47 4.1.4 目標設定 --- 50 4.1.5 要因分析 --- 51 4.1.6 對策擬定 --- 55 4.2 DO 執行 --- 55 4.2.1 對策執行-緩衝器與定位同一機構造成過度老化 --- 56 4.2.2 對策執行-行程不穩-單邊夾帶力不足 --- 57 4.2.3 對策執行-軌道高度基準不準--基準軌道變形 --- 58 4.2.4 對策執行-除屑機構彈簧及螺絲規格不一致-沒有請購標準品 59 4.2.5 對策執行-機台定夾帶時間點不準--PLC 時間點設定不良 -- 60 4.2.6 對策執行-原料帶彎或裁邊不良--原材料來源品質不良 ---- 61 4.3 CHECK 檢查 --- 62 4.3.1 效果確認-緩衝器與定位同一機構造成過度老化,改善前後 效果比較 --- 62 4.3.2 效果確認-行程不穩-單邊夾帶力不足,改善前後效果比較 - 63 4.3.3 效果確認-軌道高度基準不準--基準軌道變形,改善前後 效果比較 --- 64 4.3.4 效果確認-除屑機構彈簧及螺絲規格不一致-沒有請購標準 品, 改善前後效果比較 --- 67 4.3.5 效果確認-機台定夾帶時間點不準--PLC 時間點設定不良, 68 改善前後效果比較 --- 68 4.3.6 效果確認-原料帶彎或裁邊不良-原材料來源品質不良, 改善前後效果比較 --- 70 4.3.7 改善效果 --- 72 4.4 ACTION行動 --- 764.4.2 改善效益比較 --- 77 4.4.3 檢討與改進 --- 79
第五章 結論與建議 --- 80
5.1 研究結果與發現 --- 80 5.2 對 L 公司及捲裝載帶產業之建議 --- 82 5.3 未來研究建議 --- 83參考文獻 --- 84
中文部分 --- 84 英文部分 --- 86 網路資料 --- 87圖 目 錄
圖 1-1 研究流程圖 ... 4 圖 2-1 捲裝載帶示意圖 ... 6 圖 2-2 各式電子零件示意圖 ... 7 圖 2-3 SMD 測試包裝示意圖 ... 8 圖 2-4 EIA 規範捲裝載帶尺寸定義規格圖 ... 9 圖 2-5 捲裝載帶尺寸規格圖 ... 10 圖 2-6 全球年度半導體營收(美元)和 WSTS 半導體預測 ... 11 圖 2-7 捲裝載帶製程流程圖 ... 13 圖 2-8 捲裝載帶生產流程示意圖 ... 13 圖 2-9 沖壓平板成型機成型原理介紹示意圖 ... 15 圖 2-10 吹氣式平板成型機成型原理介紹示意圖 ... 16 圖 2-11 圓形成型機成型原理介紹示意圖 ... 17 圖 2-12 粒子成型機成型原理介紹示意圖 ... 18 圖 2-13 原料分佈示意圖 ... 19 圖 2-14 PDCA 流程圖 ... 22 圖 2-15 品質改善履歷圖 ... 24 圖 2-16 柏拉圖 ... 27 圖 2-17 直方圖圖形 ... 28 圖 2-18 特性要因圖 ... 29 圖 2-19 散佈圖 ... 30 圖 2-20 管制圖 ... 31 圖 2-21 層別圖 ... 32 圖 2-22 L 公司組織圖 ... 35 圖 2-23 L 公司材料事業群相關產品 ... 36 圖 2-24 L 公司設備事業群相關產品 ... 36 圖 2-25 L 公司設備事業群相關產品 ... 37 圖 3-1 研究架構圖 ... 38 圖 3-2 E 值尺寸正常與異常示意圖 ... 41 圖 3-3 F 值尺寸正常與異常示意圖 ... 42 圖 3-4 P2 值尺寸正常與異常示意圖 ... 42 圖 4-1 主題選定,主題(一)提高生產效率 ... 43圖 4-4 平板機與圓型機尺寸不良比較圖 ... 47 圖 4-5 尺寸不良件數班別分析圖 ... 48 圖 4-6 尺寸不良件數月份分析圖 ... 48 圖 4-7 平板機尺寸不良機台分析圖 ... 49 圖 4-8 平板機尺寸不良項目分析圖 ... 50 圖 4-9 尺寸不良改善,目標設定 ... 51 圖 4-10 要因分析魚骨圖 ... 51 圖 4-11 對策執行-緩衝器與定位同一機構造成過度老化 ... 56 圖 4-12 對策執行-行程不穩-單邊夾帶力不足 ... 57 圖 4-13 對策執行-軌道高度基準不準-基準軌道變形 ... 58 圖 4-14 對策執行-除屑機構彈簧及螺絲規格不一致-沒有請購標準品 . 59 圖 4-15 機台定夾帶時間點不準-PLC 時間點設定不良 ... 60 圖 4-16 原料帶彎或裁邊不良-原材料來源品質不良 ... 61 圖 4-17 緩衝器與定位改善前 ... 62 圖 4-18 緩衝器與定位改善後 ... 62 圖 4-19 緩衝器與定位同一機構,改善前後效果比較 ... 63 圖 4-20 單邊夾帶力不足改善前 ... 63 圖 4-21 單邊夾帶力不足改善後 ... 64 圖 4-22 單邊夾帶力不足,改善前後效果比較 ... 64 圖 4-23 軌道高度基準不準-基準軌道變形改善前 ... 65 圖 4-24 軌道高度基準不準-基準軌道變形改善後 ... 65 圖 4-25 軌道高度基準不準,改善前後效果比較 ... 66 圖 4-26 軌道高度基準不準,改善前後效果比較 ... 66 圖 4-27 除屑機構彈簧及螺絲規格不一致改善前 ... 67 圖 4-28 除屑機構彈簧及螺絲規格不一致改善後 ... 67 圖 4-29 除屑機構彈簧及螺絲規格不一致,改善前後效果比較 ... 68 圖 4-30 機台定夾帶時間點不準改善前 ... 69 圖 4-31 機台定夾帶時間點不準改善後 ... 69 圖 4-32 機台定夾帶時間點不準,改善前後效果比較 ... 70 圖 4-33 原料帶彎或裁邊不良改善前 ... 71 圖 4-34 原料帶彎或裁邊不良改善後 ... 71 圖 4-35 原料帶彎或裁邊不良-來源品質不良,改善前後效果比較 .... 72 圖 4-36 改善效果 ... 73 圖 4-37 E 值改善前與改善後管制圖 ... 74 圖 4-38 F 值改善前與改善後管制圖 ... 75 圖 4-39 P2 值改善前與改善後管制圖 ... 75
表 目 錄
表 2-1 捲裝載帶尺寸定義規格表 ... 9 表 2-2 常見 SMD 包裝材料比較表 ... 12 表 2-3 各類成型機台比較表 ... 14 表 2-4 PC,PS,ABS 物性表 ... 19 表 2-5 PDCA 管理循環表 ... 21 表 2-6 QC 七大手法表 ... 25 表 2-7 檢核表 ... 26 表 2-8 品質改善模式與工具應用文獻表... 32 表 3-1 研究進行步驟 ... 40 表 4-1 主題投票前說明 ... 45 表 4-2 選定主題投票 ... 46 表 4-3 活動計畫表 ... 46 表 4-4 真因驗證-人員 ... 52 表 4-5 真因驗證-機器 ... 53 表 4-6 真因驗證-原料 ... 54 表 4-7 真因驗證-方法 ... 54 表 4-8 對策擬定 ... 55 表 4-9 尺寸改善前後 CPK 比較表 ... 73 表 4-10 制定標準化 ... 76 表 4-11 改善成效與經濟效益表 ... 78 表 4-12 尺寸問題客訴案件統計表 ... 78第一章 緒論
本章內容針對研究背景與動機,研究的目的,研究範圍與限制,研究流程 與論文結構內容名詞說明與解釋。1.1 研究背景與動機
工研院產業趨勢與經濟研究中心(IEK)統計,2017年台灣半導體產 業鏈產值達新台幣 2.46兆,全球排名第三,2018年是積體電路 (Integrated Circuit,IC)發明60週年。隨著積體電路產業不斷製造出 更強、更快、更小的晶片,它實現了無處不在的運算。積體電路產業引領 科技不斷創新,台灣身為半導體設計與製造的重鎮,不僅上、中、下游產 業鏈整合完整,更首創專業分工模式,打造出晶圓、IC 封測代工業,以 打群架、技術領先的模式,帶動全世界積體電路產業蓬勃發展(龔招健, 2018)。電子包裝材料,它主要運用於SMD廠包裝保護電子元件用,運用的 產業有半導體、連接器、二極體、LED、電阻、電容…等,其中捲裝載帶 (Embossed Carrier Tape)在國內發展有近三十年的歷史,在IC半導體及 被動元件業產業需求持續成長帶動,對於捲裝載帶這個電子包裝材料的需 求也不斷提升。 國內電子產業迅速發展,而各式各樣的電子零件的尺寸也越做越小, 越做越輕薄精密,當晶片生產時,為了避免在運送中晶片相互刮傷彼此, 或者因為與空氣、水氣接觸產生氧化的現象而造成品質不良,所以晶片在 最後製程必須使用捲裝載帶包裝,將外界的干擾源作隔絕,表面安裝元件 (Surface Mount Device,SMD)需要使用捲裝載帶來包裝以改善上述的問 題。而這些電子零件在運送過程中,常常會因包裝材料保護不夠,造成嚴 重的損傷,因此捲裝載帶在SMD包材製程中扮演著保護零件的角色,捲裝 載帶主要為保護晶片元件在製程及運送過程中不會受到損傷,確保到客戶端進行表面黏著技術(Surface Mount Technology ,SMT)插件時,不會因 為SMD零件在運送過程中被撞傷損壞而影響產品功能。 捲裝載帶產業發展至今,因進入門檻不高,國內多家捲裝載帶生產製 造廠競爭下,價格已從三十年前一米十元以上,降至目前一米低於一元, 相對低毛利需要更有效率的生產與更優良的產品品質,所以高效率與高良 率成為捲裝載帶產業共同追求的目標之一,對於捲裝載帶產業而言,品質 良率效率越高,表示其捲裝載帶產品的單位成本越低,該捲裝載帶產品在 市場上的競爭力越高,並可大幅提昇公司的產品利潤。近幾年來,由於客 戶SMD廠生產機台速度越來越快,對於捲裝載帶產品品質的要求也越來越 高,而在市場惡性競爭下,價格卻越來越低;況且如果生產良率偏低不但 造成品質在市場上遭遇客戶拒絕,間接影響營收與毛利的成長,更無法於 該產業拓展市場,因此想要在這個低價競爭環境下生存,必須要積極提升 良率與效率並持續改善良率與效率,這是所有廠商都需要面對的重要議 題。 對於捲裝載帶生產製造業,生產不良率是一個非常重要的指標,攸關 整個產品成本結構的變化,本研究個案L公司,目前在捲裝載帶之平均生產 不良率將近5%,嚴重影響產品成本結構,導致獲利降低,間接也造成客戶 對產品品質不良的疑慮,故如何降低生產不良率為本研究的重點。 在改善不良率改善議題,戴明圈法(Deming Cycle)強調的是持續不斷 的品質改善,其以PDCA管理循環四個步驟來進行改善作業包刮規劃 (Plan ,P)、執行(Do ,D)、檢查(Check ,C)、行動(Action ,A);PDCA主要 目的是希望靠著如此的循環不斷改進品質,形成科學的管控過程(黃英忠, 2013),因此本研究將運用PDCA於L公司生產良率提昇之研究,期能從各項 客觀實際數據之分析,找出真因來解決問題,並透過品質資訊即時化的回 饋,迅速提升不良率與品質,以提昇產品之獲利。
1.2 研究目的
捲裝載帶產業並非一般包裝材料產業,需使用不同材料,塑造成為客 製化造型,這個產業95%以上屬於客製化產品,產品尺寸規格、彎曲度, 潔淨度都需要被管控,機台與材料變化較多,所要求之技術也較高。因此 本研究旨在藉由PDCA管理循環,針對個案L公司捲裝載帶製程之生產良率 提升進行深入的分析與改善,具體研究目地如下: (1) 針對L公司捲裝載帶之製程良率,經由實務觀察與分析的方法,探討其 現行製程運作與績效。 (2) 應用PDCA循環的系統性改善模式來達成品質良率提昇之目的,在改善 過程中並結合QC-Story的步驟以及QC七大工具的改善分析工具,從現 況分析、要因探討與解析、據此提出改善對策,並確認改善效益後進 行標準化與管制。 (3) 提供給L公司及相關產業建議,作為改善製程良率提升之參考。1.3 研究範圍與限制
本研究是以個案 L 公司之捲裝載帶製程為主要研究標的,應用 PDCA 循環之改善模式,探討製程生產不良率之分析與改善。研究結果僅適用於 捲裝載帶之製程改善,無法套用到所有的工業產品之製程分析與改善。1.4 研究流程與論文結構
本研究之研究流程從研究背景與動機、研究目的、文獻探討、研究方 法、個案製程分析與改善、結論與建議,研究流程如圖 1-1。以下針對本 研究論文結構共五章節,內容簡述說明如下。圖 1-1 研究流程圖
第一章 緒論
闡述本研究背景與動機、研究目的與研究範圍,並確立論文的 研究流程與研究主題及方向。
第二章 文獻探討 本章針對研究主題,探討回顧相關文獻,對該產業卷裝載帶現況介 紹、流程、原料等一一簡略說明,同時探討回顧相關文獻,將過去學者文 獻整理,作為本研究的理論基礎,並據以探討待研究的問題,引導研究方 向,介紹本研究所應用相關理論,包含 QC.Story、PDCA,QC 七大手法等 品質管理方法相關理論之應用。 第三章 研究方法 建立研究架構,依據製程規範定義量測,說明及判定標準之訂立, 進行資料收集收集與分析,再以統計方法進行研究問題的改善前改善後不 良率統計之平均數分析,以確認改善成果。 第四章 應用 PDCA 製程良率改善過程與結果 說明實驗數據真因驗證結果,經第三章所敘述之研究方法,數據收 集與分析,再以統計方法針對數據驗證真因,提出改善對策,驗證成效, 針對改善前與改善後做標準化動作與平行化展開,並說明改善成效與結 果。 第五章 結論與建議 說明本研究應用 PDCA 管理循環於捲裝載帶製程生產良率提昇 之研究—以 L 公司為例結論及提供未來研究的方向與建議
第二章 文獻探討
本章內容主要針對捲裝載帶之產業演變現況、製程概論及品質改善模式工 具,作深入的探討。
2.1 捲裝載帶產業概論與製程簡介
本節旨在介紹捲裝載帶的產業現況並說明該產業相關資訊。
2.1.1 什麼是捲裝載帶(Embossed Carrier Tape)
捲裝載帶它是由塑膠材料透過機台加熱成型所製造出來的包裝材料, 它主要運用於包裝保護SMD廠電子元件用,本章節將深入介紹。
(一) 捲裝載帶之定義與用途
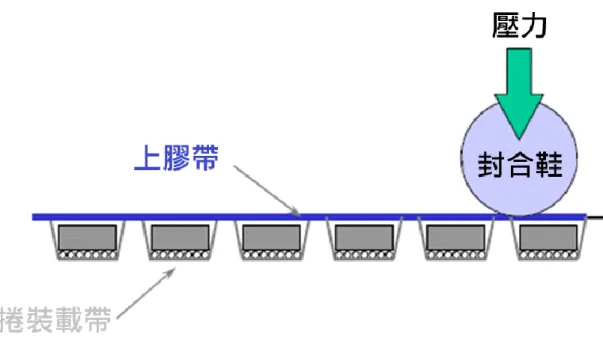
捲裝載帶它是由塑膠材料透過機台加熱成型所製造出來的包裝材料, 如圖 2-1,它運用在主動與被動元件非常廣泛,運用的行業有半導體、連 接器、二極體、LED、電阻、電容…等,如圖 2-2。 圖 2-1 捲裝載帶示意圖(本研究整理)圖 2-2 各式電子零件示意圖(本研究整理) 他利用薄片的原料製作一個成型口袋出來,必將其成型後的載帶捲 繞在捲軸上,捲裝載帶成型口袋將放入零件,並從上方用上膠帶(Cover Tape)加壓覆蓋。一捲壓花承載帶卷軸,依據口袋大小不同數量約為數百 個到百萬個成型口袋,如圖 2-3。
IC
連接器
LED
二極體
電阻
電容
圖 2-3 SMD 測試包裝示意圖(本研究整理)
(二) 捲裝載帶尺寸定義
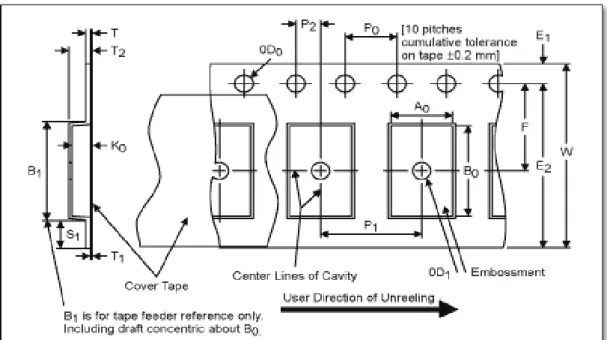
為了使捲裝載帶在SMD與SMT使用上能夠順利於自動化機台上作業, 因此電子工業聯盟(Electronic Industries Alliance,EIA)是美國電 子產品製造商的一個產業組織。EIA由美國國家標準協會授權編寫電子器 件、消費電子產品、電信和網際網路安全等方面的標準。美國電子工業協 會EIA,在該產業訂有相關國際規範EIA-481,如圖2-4。捲裝載帶各尺寸 定義如表2-1,圖2-5。
圖 2-4 EIA 規範捲裝載帶尺寸定義規格圖 (資料來源 EIA-481 規範)
表 2-1 捲裝載帶尺寸定義規格表 (資料來源 EIA-481 規範)
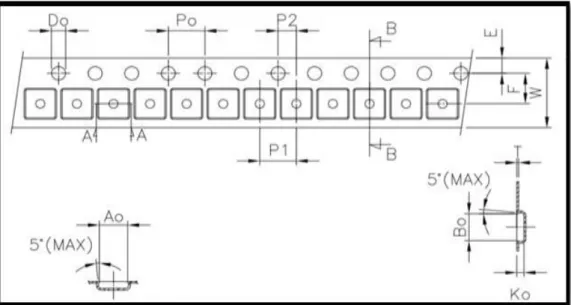
圖 2-5 捲裝載帶尺寸規格圖 Po :兩個相鄰引導孔的中心距離 P1 :兩個相鄰成型口袋的中心距離 P2 :成型口袋至與引導孔橫向中心距離(非檢視孔至引導孔距離) 10Po:引導孔第1孔到第10孔中心距離 E :孔帶邊緣上端至引導孔中心距離 F :成型口袋中心位置與引導孔中心直向距離 Do :引導孔直徑 D1 : 中心孔直徑 Ao :成型口袋內橫向之尺寸 Bo :成型口袋內直向之尺寸 Ko :成型口袋內高度之尺寸 W : 捲裝載帶寬度 T : 捲裝載帶厚度
2.1.2 捲裝載帶產業現況
觀察全球半導體產業,金融海嘯後於2009年衰退,半導體產業呈現 了負成長趨勢,也拉到了谷底,不過在2010年後在半導體產業大多呈現了 持續成長的趨勢,全球半導體貿易統計組織指出2017年全球半導體銷售額 年增17% 達3,966億美元創歷史新高,WSTS也預測在2018年半導體市場仍 然會持續成長,如圖2-6所示。 圖 2-6 全球年度半導體營收(美元)和 WSTS 半導體預測 (WSTS https://www.wsts.org/,本研究整理) 台灣電子產業在半導體業帶領下,近幾年SMD與SMT市場發展非常迅 速,因可大量生產以節省成本降低人工,SMD的包裝樣式很適合導入自動 化生產,然而帶動了SMD捲裝載帶的產業的興起,捲裝載帶主要用於電子 零件包裝,95%以上屬於客製化產品,經由各種不同製程,將塑膠材料塑 造成為客製造型與尺寸,除了可以完整保護電子零件,可大量運輸不怕損 傷,電子零件也變得容易儲存管理。 目前 SMD 包裝材料共大略可分為三大項,有脆盤、紙捲裝載帶與塑 膠捲裝載帶,而早期多使用非導電材料(紙料)帶為基材,不過隨著消費者對電子化產品需求日亦增加,故在晶片元件的高功能化、高精密度等物性 要求的益趨嚴苛,因此對於具備高保護性、抗磁波、抗靜電、防潮、防塵 功能的的塑膠捲裝載帶有快速取而代之的趨勢。表 2-2 說明。 表 2-2 常見 SMD 包裝材料比較表(本研究整理)
2.1.3 捲裝載帶製程簡介
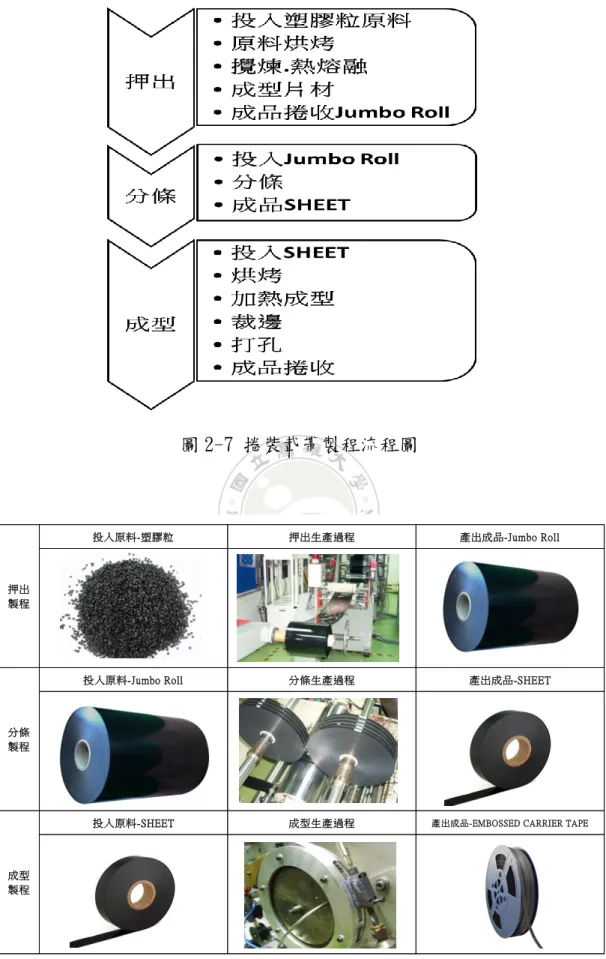
本研究捲裝載帶生產製程,從源頭到產出捲裝載帶大略可分為三段 製程,主要生產第一段製程押出,是從投入塑膠粒原料到捲收 Jumbo Roll. 第二段分條製程,投入 jumbo Roll 裁切分條為 Sheet(片材)第三段製程成 型是投入 Sheet 經過烘烤成型裁邊打孔到成品捲收,第三段成型製程為捲 裝載帶產品品質最重要的製程,因此本研究將針對此製程將進行改善標的。 如圖 2-7、圖 2-8。圖 2-7 捲裝載帶製程流程圖
圖 2-8 捲裝載帶生產流程示意圖(本研究整理)
投入原料-SHEET 成型生產過程 產出成品-EMBOSSED CARRIER TAPE 產出成品-Jumbo Roll
投入原料-Jumbo Roll 分條生產過程 產出成品-SHEET 押出生產過程 押出 製程 分條 製程 成型 製程 投入原料-塑膠粒
2.1.4 捲裝載帶製程常見的機型介紹
目前常見機型共有四類型分別為沖壓式與吹氣式成型機 圓型成型機與粒子成型機等四類行市場常見的機型,機台產速、成行穩定、 尺寸穩定各有優點,如表2-3所示。 表 2-3 各類成型機台比較表(本研究整理) 項目\機型 沖壓平板 成型機 吹氣式平板 成型機 圓型成型機 粒子成型機 成型速度 504M/Hr 約 200M/Hr 約 240M/Hr 1200~ 2000M/Hr 多條成型 一出二製程 一出二製程 一出二製程 一出六製程 產 速 產速達 1080M/Hr 產速僅約 400M/Hr 產速約 480M/Hr 產速約 7200M/Hr 成型穩定性 佳 差 尚可 尚可 尺寸穩定性 ±0.025 ±0.10 ±0.05 ±0.05 調機方式 機外調模 機上換模 機上換模 機上換模 調機耗料 少 少 少 極高 生產寬度 限制 W8~W56 W12~W88 可生產 W8、W12 可生產 W8、W12 成型深度 約 6-8mm 最深達 30mm 約 3~4mm 約 3~4mm 成型造型 可生產特殊 極限造形 可生產 特殊造形 不可生產 特殊造形 不可生產 特殊造形 造形極限 可成型 無法成型 可成型 但須裁邊 可成型 調機人員技 術水平要求 尺寸皆模具 控制調機技 術要求低 須具備長期 經驗技術, 要求中等 尺寸皆模具 控制調機技 術要求低 需押出機技 術技術要求 極高(一) 沖壓平板成型機成型原理介紹
成型原理:紅外線加熱+沖壓成型 生產流程:入料»紅外線加熱»沖壓成型»沖孔»捲收成品 可生產規格: 16mm、24mm、24mm、32mm、44mm、56mm、72mm寬度 模具公差:+/-0.05mm 機台外觀與成型原理介紹,如圖2-9所示。 圖 2-9 沖壓平板成型機成型原理介紹示意圖(二) 吹氣式平板成型機成型原理介紹
成型原理:加熱模加熱+AIR BOX高壓吹氣成型 生產流程:入料»上.下模加熱»AIR BOX吹氣成型»沖孔»捲收成品 可生產規格: 16mm、24mm、24mm、32mm、44mm、56mm、72mm寬度 模具公差:+/-0.1mm 機台外觀與成型原理介紹,如圖2-10所示。 圖 2-10 吹氣式平板成型機成型原理介紹示意圖(三) 圓型成型機成型原理介紹
成型原理:熱風槍加熱+真空吸力成型 生產流程:投料»熱風加熱»真空成型»裁邊»沖孔»捲收成品 可生產規格: 8mm、12mm、16mm寬度 模具公差:+/-0.05mm 機台外觀與成型原理介紹,如圖2-11所示。 圖 2-11 圓形成型機成型原理介紹示意圖(四) 粒子成型機介紹成型原理介紹
成型原理:塑膠粒押出模頭+真空吸力成型 生產流程:投料»真空成型»沖孔»裁邊»捲收成品 可生產規格: 8mm、12mm、16mm寬度 模具公差:+/-0.05mm 機台外觀與成型原理介紹,如圖2-12所示。 圖 2-12 粒子成型機成型原理介紹示意圖2.1.5 捲裝載帶之塑膠原料
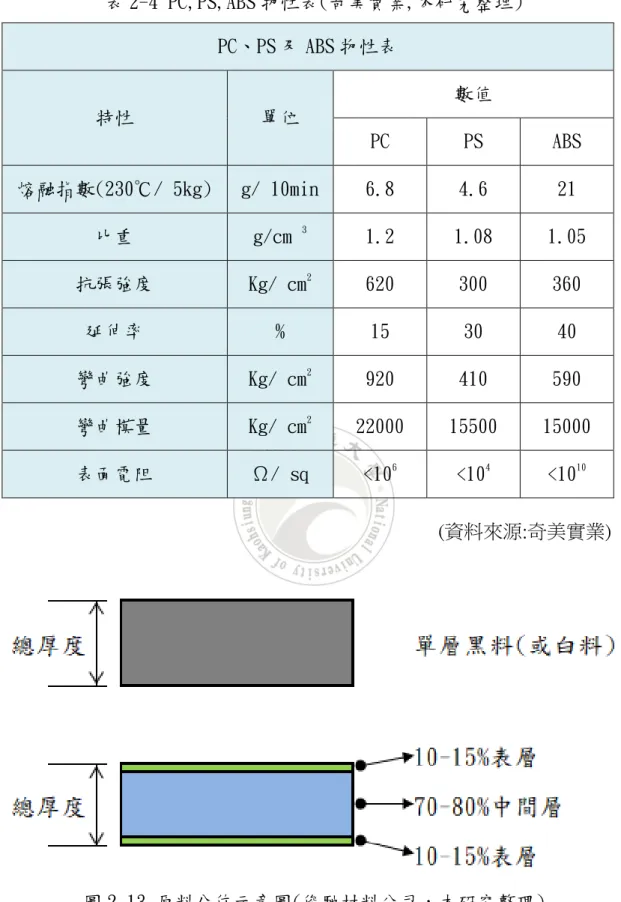
捲裝載帶之成型方式均須拉伸延展朔型,所需原料必須擁有拉伸比 高延展性佳之原料特性如表2-4,早期台灣捲裝載帶市場所選用原料95%均 為單層PC或PS材料,發展這幾年因價格考量因素,日本在10年前研發出三 層料加入了捲裝載帶市場;如圖2-13所示,中間層為價格較便宜的ABS材表 2-4 PC,PS,ABS 物性表(奇美實業,本研究整理) PC、PS 及 ABS 物性表 特性 單位 數值 PC PS ABS 熔融指數(230℃/ 5kg) g/ 10min 6.8 4.6 21 比重 g/cm 3 1.2 1.08 1.05 抗張強度 Kg/ cm2 620 300 360 延伸率 % 15 30 40 彎曲強度 Kg/ cm2 920 410 590 彎曲模量 Kg/ cm2 22000 15500 15000 表面電阻 Ω/ sq <106 <104 <1010 (資料來源:奇美實業) 圖 2-13 原料分佈示意圖(俊馳材料公司,本研究整理)
(一) 聚碳酸酯Polycarbonate,PC
聚碳酸酯是一種無色透明的無定性熱塑性材料。具有優異透明性、 高耐熱性、超高耐衝擊性、尺寸安定性…等等,使其適用的範圍相當的廣 泛。舉凡3C 產品、電子電機產品、精密機器、儀器產品、汽機車部品、 運動用品、休閒娛樂相關用品、衛浴衛生、CD/DVD光碟片相關產品…等等。(二) 聚苯乙烯 Polystyrene,PS
苯乙烯單體經過加熱聚合形成固體聚合物,即為通用級聚苯乙烯(General Purpose Polystyrenre),又簡稱為硬膠。一般而言,通用 級聚苯乙烯具有光亮、質輕、透明、價格便宜等優點;另外在聚苯乙烯製 作過程中加入橡膠一同混練後,加以改質,可發展出具耐衝擊性能的非透 明 聚 苯 乙 烯 , 通 稱 為 耐 衝 擊 性 聚 苯 乙 烯 樹 脂 (High Impact Polystyrene;HIPS)。
(三) ABS樹脂
Acrylonitrile Butadiene Styrene,ABSABS樹脂,ABS是Acrylonitrile Butadiene Styrene的首字母縮寫ABS 由苯乙烯、丙烯腈和丁二烯乳漿共聚合而成,本身耐熱性和耐溶劑性均比 HIPS為佳,且具有光澤性。由於丙烯腈的腈基極性較強,可以增強PS中分 子鏈的相互作用,所以衝擊強度、拉伸強度及塑件的表面硬度均較HIPS為 佳。其耐熱性、剛性及耐溶劑性愈佳,但流動性愈差且塑料底色帶黃,在 注射成形(Injection Mold)時其機械性及尺寸安定性非常好,基於上述的 優點 ABS樹脂成為一種優秀的工程塑膠。已被廣泛接受而應用於商業機械、 電子零件、通訊設施、個人電腦、電氣器具、汽車零件、淋浴用具、行李 箱、水龍頭及其他家居用品。
2.2 品質改善模式與工具
本章節內容對品質改善模式常用的PDCA循環及QC-Story,另外,進 一步針對品質改善過程中常用的QC七大工具進行文獻探討及介紹。2.2.1 PDCA循環
PDCA 循環方法是在 1930 年開發,並開始面臨日益與質量管理相適應 的市場競爭,該方法的創建者是美國,威廉·愛德華·戴明開發(林建基,2000 年)。這種方法在日本公司成功實施,後來開始被稱為戴明循環。PDCA 循 環最初被用作控制產品質量的工具,但不久之後,它就被認為是開發組織 過程改進的一種方法。目前,該循環的特點是注重持續改進,換句話說就 是不斷尋求改進產品和流程的最佳方法。(Silva, A.S., Medeiros, C.F. and Vieira, R.K.,2017)。PDCA 四個英文字母及其在 PDCA 循環中所代表的含義 如表 2-5,其 PDCA 流程圖如圖 2-14。 表 2-5 PDCA 管理循環表 P(Plan) 計畫 確定方針和目標,確定活動計畫。 D(Do) 執行 實地去執行,實現計畫中的內容。 C(Check) 檢查 總結執行計畫的結果,瞭解效果為何及找出 問題點。 A(Action) 行動 根據檢查的問題點進行改善,加以適當推廣、標 準化;將產生的問題點驗證找出可以解決的對策。圖 2-14 PDCA 流程圖 戴明博士品質改善基礎需先建立計畫 顧客滿意:以滿足顧客需求為焦點。需要建立顧客第一的態度和以 此為目標的工作信仰。事實管理:蒐集客觀資料,加以統計分析,以做為 管理決策之依據。 戴明循環:採用 PDCA 的品質改善做法。 尊重員工:全公司品質改善計畫是認為每位員工都有自主管理和創造性思 考的能力。 品質改善計畫的階段 政策展開:由高階管理者宣示品質改善目標。 品質改善團隊:成員必須接受統計品質管制方法、PDCA 循環哲學、群組 決策技術等的訓練。建立下一過程就是顧客的內部顧客的觀念。 日常品質:鼓勵每位員工在日常工作中落實品質改善。
2.2.2 QC-Story
QC Story 是石川馨為品管圈報告所訂定的九項內容,讓品管圈的報 告更容易,共通手法讓品管圈成員有共同語言(關於如何解題),可以熟 悉工作並應用於現場問題之分析與解決上。日本品管圈經過多年的實務經 驗累積,在 1990 年代將問題解決流程規劃出兩個流程,分別為「問題解 決型 QC Story」與「課題達成型 QC Story」(陳正哲,2012 年)。QC Story 也稱為「品質改善履歷」,讓參與品質圈的成員(通常是工程與現場人員) 可以如同說故事的方式,說明現場問題如何被發現與如何被解決的整個來 龍去脈,並進行知識擴散。「問題解決型 QC Story」與「課題達成型 QC Story」 就是兩類的問題分析與解決流程。透過 QC Story 可以讓參與者知道,現 階段是屬於流程的哪一步驟。當然,問題分析與解決流程的流程也源自於 PDCA 戴明環,因此對照關係如下圖 2-15 所示。
圖 2-15 品質改善履歷圖(本研究整理) 資料來源:石川馨(1962),科技政策研究與資訊中心
2.2.3 QC七大手法
本研究在文獻參考的基礎理論上有採用 QC 七大手法之部分文獻,但 由於此品質手法內容涵蓋範圍廣泛,故本研究僅作簡略式探討。依據採用 「根據數據、事實發言」的統計方法來管理,除了可客觀判斷事實外,亦 具有相當合理的說服力。QC 活動中所採用之統計手法均極為簡單,一般 稱為「QC 七大手法」。七大手法之使用情形可歸納如下: 1. 檢核表(checksheets) 2. 柏拉圖(Pareto diagrams)4. 特性要因圖(cause and effect diagrams) 5. 散佈圖(scatter diagrams) 6. 管制圖(control charts) 7. 層別圖(Stratification) QC 七大手法主要用途整理,如表 2-6 所示: 表 2-6 QC 七大手法表 工具手法 用途 檢核表 1.日常管理用 2.收集數據資料用 3.改善管理用 柏拉圖 1.決定改善目標 2.明瞭改善的效果 3.掌握重點分析 直方圖 1.暸解分佈 2.瞭解製程能力 3.與規格比較 4.每批品質情況 特性要因圖 1.管理教育用 2.改善解析用 3.源流管理用 4.現場操作標準用 散佈圖 1.暸解二種因素或數據間的關係, 2.發現原因與結果的關係 管制圖 1.掌握製程現況的品質 2.發現異狀即時採取行動 層別圖 應用層別區分法,找數據差異的因素,而對症下藥
(一) 檢核表
點檢表是自系統蒐集資料的工具,它的目的在於方便資料的整理。 點檢表必須符合特定的需求,設計上盡可能簡單正確(潘浙楠,2011 年)。 此種蒐集表通常稱為”畫計表”。即為檢核表,其範例如表 2-7 所示。 表 2-7 檢核表(二) 柏拉圖
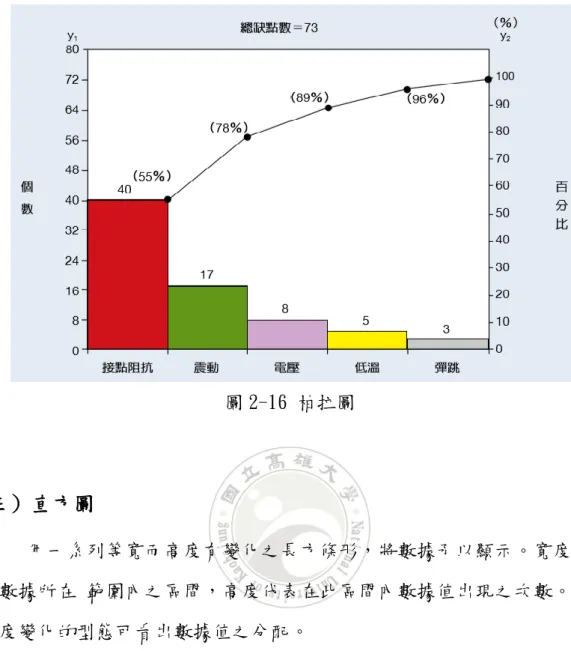
柏拉圖係應用於重要性之順序顯示每一項目對整體效果之影響程度 排列改進之優先順序,其此圖係依據柏拉圖80-20原理分析,該原理說明 大部分的效果常僅由少部分之項目造成(前三項占80%)。若能將最重要 的項目與較不重要的項目分開,即能以最少的努力獲得最大的改進,其範 例如圖2-16所示。圖 2-16 柏拉圖
(三) 直方圖
用一系列等寬而高度有變化之長方條形,將數據予以顯示。寬度代 表數據所在 範圍內之區間,高度代表在此區間內數據值出現之次數。由 高度變化的型態可看出數據值之分配。 直方圖表示方式為: (a)顯示變異之型態 (b)用視覺溝通有關製程狀況之資訊 (c)決定何處需要加強改進 直方圖圖形判斷方式可分為以下型式,其範例如圖2-17所示。 (a)正常型:常態分布,製程能力良好 (b)缺齒型:製圖方法或數據搜集不正確(d)雙峰型:數據來自不同機器或材料 (e)離島型:製程異常或數據不正確 圖 2-17 直方圖圖形
(四) 特性要因圖
要因分析圖又名魚骨圖,是日本品管專家石川馨所創。它包含了如 魚骨的直線及如魚刺的箭頭,展現了品質問題與原因間的關係。一般而言, 影響品質缺點或造成不良品的原因可分成7大類,即所謂7個M:人為因素、 材料、操作方法、機器、量測、環境、管理因素。其範例如圖2-18所示。 (a) 決定研究主題 (b) 決定大要因 (c) 決定中小要因(e) 填上製作目的、日期及成員資料 圖 2-18 特性要因圖
(五) 散佈圖
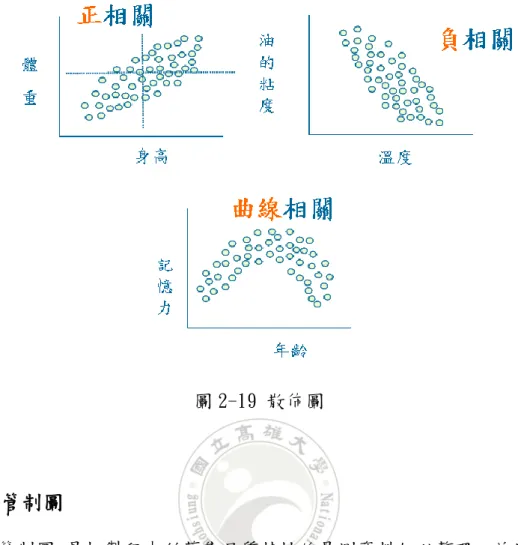
散佈圖係用於發現和顯示兩組相關數據間之關係,以及證實兩組相 關數據間的預期關係。散佈圖係一項繪示技術,用以研究兩組成對出現之 相關數據關係。散佈圖以雲狀散佈點顯示個對數據。由此雲狀點散佈情形 可推知兩組數據知關係。例:x與y間之正相關表示當x值增加時,對應的y 值亦增加,而負相關則表示x值增加時,對應知y值卻少,其範例如圖2-19 所示。圖 2-19 散佈圖
(六) 管制圖
管制圖:是把製程中所蒐集品質特性的量測資料加以整理,並計算其 位置統計量(平均數、中位數)及變異統計量(標 準差、全距),再依 統計學的中央極限定理,把所求得製程平均及變異的中心線與上、下管制 界限繪製成圖,藉以判斷製程品質特性隨時間的變化狀況,管制圖現已成 為監控製程品質不可或缺的工具。其範例如圖 2-20 所示。 其管制圖係應用於下列之目的: (a)診斷:評估製程穩定性。 (b)管制:決定製程何時需要調整與何時不需調整 。 (c)證實:證實製程改善程度。圖 2-20 管制圖 其管制圖發生異常的研判方法分為: (a)計量值管制圖:數據均屬於由量具實際量測而得;如長度、重量、 濃度等特性均屬於連續性者。 (b)計數值管制圖:數據均屬於以單位計數者而得;如不良數、缺點數 等間斷性數據均屬之。
(七) 層別圖
層別法是一種將數據按照某些共同特徵加以分類整理的分析方法, 通常把分類整理中劃分的組稱為層,分層就是分組,就是分門別類,故層 別法又名分組法、分層法、分類法。通過層別法,把錯綜複雜的數據,按 照不同的目的、性質、來源等,加以分類整理,使之系統化和條理化,能 更清晰地反映數據所代表的客觀事實,便於查明產品質量波動的變化規律 和實質原因,從而採取措施,解決問題。 分層的原則是使同一層內的數據波動幅度儘可能小,而層與層之間 的差別儘可能大,通常按照人機料法環測和時間等類別對數據進行分層: 操作者(班次、新老員工)、機器設備(機床、刀具)、材料零件(產地、 批次)、工藝方法(作業方法)、環境條件(天氣、運輸方式)、測量手 段(檢測員、測量儀器),時間(小時、日期)。其範例如圖 2-21 所示。圖 2-21 層別圖 品質改善模式與工具應用於各學術研究上之文獻,整理相關文獻應 用內容如表2-8。 表 2-8 品質改善模式與工具應用文獻表 NO 學者 年代 主題 摘要 1 林建基 (2000) PDCA 循環全員品管 戴明 PDCA 循環的管理模式最佳製程條件標 準化作業到品質持續不斷改善,以達成品質 良率提昇之目的。 2 潘浙楠 (2011) 製程品質的改善 QC 七大手法製程品質的改善,介紹 QC7 大 工具的使用與圖形說明。 3 陳正哲 (2012) 應用 QC-Story 改善 玻璃基板之刮傷 以 QC-STORY 改善玻璃基板之刮傷,以 PDCA 模式改進玻璃基板搬運時造成的刮傷及作 業上的工作傷害。 4 鍾朝嵩 (2007) 實施品管圈活動手冊 QC-Story 進行的方法與步驟。 5 黃品承 (2012) 應用 QC-STORY 與 TRIZ 方法於半導體 封裝製程改善 運用 QC-STORY 的系統性分析,以個案分析 的方式,改善造成檢驗效率不佳的原因,針 對未來改善方向,對引起品質問題之製程, 提出改善建議並繪製出改善構想圖。
表 2-8(續) NO 學者 年代 主題 摘要 6 鄭琨耀 (2009) 應用 PDCA 管理循環 在半導體製造工程上 之重大異常處置管理 系統 應用 PDCA 管理循環在半導體製造工程上之 重大異常處置管理系統,以 PDCA 品質管理 作業為基礎,建置一套電子化平台將其應用 在半導體產業中,以增進產業製程持續改善 的方便性。 7 鍾朝嵩 (2009) 品管圈活動推行 與營運 QC-Story 進行的方法與步驟。 8 先鋒企管 管理發展 中心 (2002) 簡單易懂好用的 QC 手法 QC7 大工具的使用與圖形說明。 9 游登凱 (2009) 全面生產管理於晶圓 製造之應用研究-以 DRAM 廠為例 本研究以 DRAM 廠黃光區為例,探討如何在 半導體晶圓製造廠,以品管手法 PDCA 循環 改善模式,減少製造設備缺陷以提升機台稼 動率,並以追求零不良、零故障、零災害為 目標。 10 蕭舜元 (2006) QC 改善履歷及精實六 標準差在改善活動方 法上之整合及活用 活用 PDCA 結合 QC 履歷與六個標準差的改善 方法並結合 QC-STORY 及精實六標準差在改 善活動辦方法上之整合及活用,運用在某晶 圓廠出貨品保部門流程改善活動上,並成功 改善其流程速度與作業疏失發生率。 11 郭全育 (2005) 運用 PDCA 改善方法 強化晶圓廠成本競爭 力之實例研究 運用 PDCA 改善方法強化晶圓廠成本競爭力 之實例研究以基礎衡量與標準的觀念運用 PDCA 管理循環之理論探討半導體製造成本 改善過程。 12 鄭清和 (2001) 品管圈活動之管理績 效實證研究―以統一 企業公司為例 以品管圈找出活動績效指標,並探討其績效 構面貢獻度,與績效構面是否與品管圈存在 因果關係,供企業推動時參考或採行。 13 羅良斌 (2004) 品管圈活動診斷與改 善方向之研究―以製 造業推行品管圈活動 為例 利用品管手法推行品管活動自我評鑑,提供 企業進行品管活動之診斷,協助找出問題之 所在,擬訂改善對策。
表 2-8(續) NO 學者 年代 主題 摘要 14 Sokovic, M. and Pavletic, D. (2007) Quality improvement -PDCAcycle vs. DMAIC and DFSS.
To achieve continuous quality improvements every organization needs to use an appropriate selection of tools and techniques. In this paper we provide an overview and the fields of application of the PDCA, Six Sigma and DFSS techniques for the continuous quality improvement of products, processes and services. The PDCA cycle is a
simple-to-understand concept of continuous quality improvement
15 Makoto, M. (2013)
The effects of the PDCA cycle and OJT on workplace learning
In the present article, we examined the effects of the plan-do-check-act (PDCA) cycle and on-the-job-training on workplace learning, we found that PDCA, and reflective
communication had positive effects on workplace learning. 16 Durward, K. (2008) Understanding A3 Thinking: A Critical Component of Toyota’s PDCA Management Syetem
effective tool when it is implemented in conjunction with a PDCA-based management philosophy. as just one piece in their PDCA management approach.
2.3 個案L公司簡介
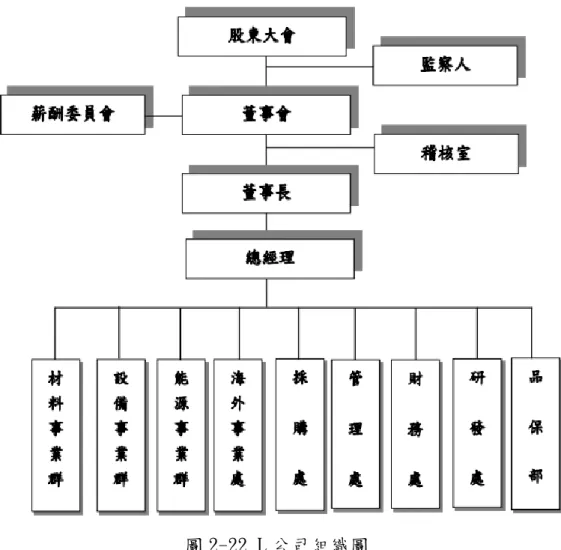
L 公司成立日期 1988 年,資本額為 8 億元,員工人數全球 350 人, 公司組織如圖 2-22。
圖 2-22 L 公司組織圖
目前 L 公司主要三個事業群,營業與服務項目如以下說明:
材料事業群,主要產品涵蓋 Tape & Reel 捲裝材料及電子元件測試包 裝設備,捲裝材料依材料區分為 Emboss carrier tape & Paper carrier tape,兩者皆應用於各式電子元器件,例如被動元件(電阻,電容,電感), IC 元件,LED,連接器…,等元件封裝使用,依材料特性可提供導電或抗 靜電之等級的防護,搭配抗靜電 cover tape 可對元件形成絕佳保護。 Emboss carrier tape 經營客戶群有 ASE、Chip Mos、KYEC、NXP、PANJIT、
VISHAY,Paper carrier tape 經營客戶群主要為日系客戶 KAO,太陽誘電.. 等如圖 2-23 所示。 圖 2-23 L 公司材料事業群相關產品 資料來源:L 公司網站 設備事業群,分為 LASER 設備事業部與 SMT 設備事業部,LASER 設備 事業部主要營業項目為各項專業鐳射備品零件銷售,設備專業保養維護, 代客設計各項鐳射運用設備,其他週邊,SMT 設備事業部主要銷售各式雷 射非接觸式 3D 工業級表面掃描儀。研發製造的 SMT/PCB 各式迴焊爐及被 動元件產業使用的各式乾躁爐,高溫燒成爐,精密雷射陶瓷切割設備銷售, 以及針對被動元件及混成電路元件製程提供優質承載陶瓷基板與雷射雕 刻機模組及相關備品,包含多樣化固態雷射及 Co2 雷射模組...等服務。 應用領域有被動元件產業,半導體產業,PCB/FPCB 產業,光電產業。如圖 2-24 所示。 圖 2-24 L 公司設備事業群相關產品 資料來源:L 公司網站
能源事業群主要產品為 LED 照明,高效空調與能源技術服務模式,針 對工廠、社區大樓、商家等,從現場免費評估、規劃節能方案及客製化產 品皆可為客戶作一系列完整的服務。
第三章 研究方法
本章主要為說明利用PDCA方法依序排入研究架構作結Plan、Do、Check、 Action等四部分,並說明研究各步驟使用的方法與工具,同時並針對案例 L公司生產的不良品模式說明。3.1 研究架構圖
本研究論文以實際案例改善捲裝載帶產品生產不良率,運用 Q.C.Story流程步驟,其結構由現況分析開始數據收集,成立專案改善小 組依重要性、迫切性、效益性....等投票選出改善主題、再利用QC七大手 法工具針對主題作要因分析,進一步針對重要要因,且應用PDCA管理循環 模式進行有系統化的改善,在以統計方法確認改善前、改善後之差異,並 建立標準化,確認改善效果與改善效益分析。研究架構流程,如圖3-1。3.2 研究進行步驟與資料收集方法
本研究以個案 L 公司分析之方式進行,以實際案例探討產品良率提 昇改善專案之執行成效,運用 PDCA 戴明循環與結合 QC-STORY 的流程步驟,, 其結構係由現況分析開始著手數據之蒐集,其次針對重點不良率以 QC 七 大手法方式進行要因分析,接著針對要因分析以實驗設計方法尋找最佳製 程條件,再以統計方法確認改善前、改善後之檢定差異,以驗證良率提昇 改善之成效,將研究架構作結合 Plan,Do,Check,Action 等四部分,再 細分為 10 個小部分進行,如表 3-1 所示: 本研究以捲裝載帶 L 公司為例,透過實務報表統計資料收集,將收 集資料彙整統計,並依班別、機台、月份、不良模式做層別區分、實務收 集資料期間為 2017 年 8~12 月。表 3-1 研究進行步驟 步驟 目的 內容與使用工具 Plan 計畫 一 主題 選定 評估,選定 改善主題 選定改善主題,確認目的與方向。 依據公司目標管理之方向,主管的 方針、提高效率及品質,依實際狀 況,根據現有的數據來選擇最急需 改善的主題。 二 活動計 畫擬定 訂立改善計 畫表 改善活動實施前,確定改善時程與 步驟。以甘特圖確實掌握活動圈改 善進度。 三 現況 掌握 與分析 掌握改善主 題的問題點 收集改善主題相關資料,並將數據 加以整理統計與分析。以實際收集 產數據-將班別、月份、人員,機 型,機器等做層別分析。 四 目標 設定 設立 改善目標 依所掌握的資料訂立可改善之目 標。依據 SMART 原則,明確具體, 量化可衡量,可實現達成,務實相 關,時間來設定目標。 五 要因 分析 找出影響 問題的真正 原因 進行要因分析並針對找出之要因 加以驗證確認是否是真因。以所有 成員實務經驗找出要因圖(魚骨 圖),挑選影響的可能原因,再以 is/is not 分析找出真因,並作追 蹤驗證真因。 六 對策 擬定 找出問題並 對策改善 方式 針對找出來的要因做對策擬定。列 出原因項目,找出改善的優先順 序。 DO 執行 七 對策 實施 實施以擬定 之對策 實施擬定之對策。用直接收集數據 並使用直條圖來表叫前後差異。 Check 檢查 八 效果 確認 確認改善 效果 確認執行效果改善成效。用直接收 集數據並使用直條圖來表叫前後 差異。 Action 行動 九 標準化 與成果 比較 確保改善效 果與改善 成果 將進行中的改善成果,訂立於文件 SOP 等,且需要平行展開。
3.3 個案 L 公司不良品定義
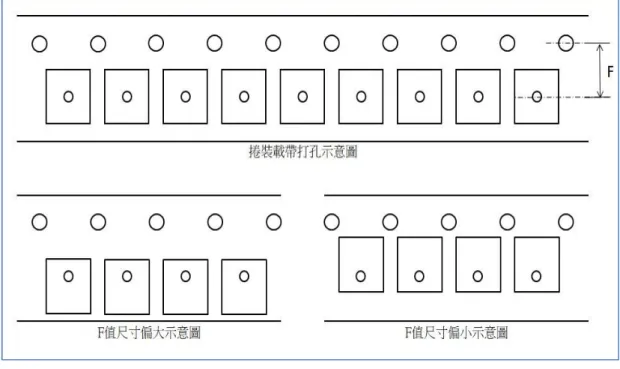
針對本研究不良模式來定義尺寸 NG 不良異常,包括 E 值偏移:指 D0 孔帶邊緣上端至引導孔中心距離偏移,如圖 3-2。 F 值偏移:指成型口袋中心位置與引導孔中心直向距離偏移,如圖 3-3。 P2 偏移:指成型口袋中心位置與引導孔橫向中心距離偏移,如圖 3-4。 圖 3-2 E 值尺寸正常與異常示意圖圖 3-3 F 值尺寸正常與異常示意圖
第四章 個案製程分析與改善
本章針對L公司,捲裝載帶製程,進行生產良率提升之研究,分別從Plan, Do,Check,Action等四個步驟,進行研究之個案改善分析,以及效果確 認後制定標準化與管制。4.1 Plan 計畫
擬定相關改善計畫,包括主題選定、計畫擬定、現況掌握與分析、 目標設定、要因分析、對策擬定。4.1.1 主題選定
主題(一):提高生產效率 L 公司目前機台,圓形機月可產出約 800 萬米,平板機月可產出約 80 萬米所有機台,共可生產 880 萬米,效率 90%可生產 792 萬米,107 年 最高出貨量為 720 萬米,如圖 4-1 所示。 圖 4-1 主題選定,主題(一)提高生產效率650
700
750
800
850
90%產能效率
最大出貨量
792
720
萬米主題(二):降低尺寸 NG 的不良 上級指示改善項目尺寸不良件數占了所有不良件數的 42.34%,不良 件數最多,統計期間(1708-1712 月)共發生 558 件,平均每週發生 27.9 件, 如圖 4-2 所示。 圖 4-2 主題選定,主題(二)降低尺寸 NG 的不良 主題(三):改善機台動作不良項目 機台動作不良件數占了所有不良件數的 20.11%統計期間(1708 月 ~1712 月)共發生 265 件,平均每週發生 13.3 件,如圖 4-3 所示。 558 265 119 89 78 39 34 33 32 32 15 7 6 6 5 0.00% 42.34% 62.44% 71.47% 78.22% 84.14% 87.10% 89.68% 92.19% 94.61% 97.04% 98.18% 98.71% 99.17% 99.62% 100.00% 100.00% 0.00% 10.00% 20.00% 30.00% 40.00% 50.00% 60.00% 70.00% 80.00% 90.00% 100.00% 0 100 200 300 400 500 600 尺 寸 N G 機 台 動 作 不 良 原 料 異 常 波 紋 / 折 痕 / 折 角 破 洞 刮 傷 / 痕 傷 / 壓 傷 裁 邊 不 良 P u n c h 異 常 成 型 不 良 重 捲 N G P o c k e t 異 常 機 台 當 機 帶 彎 包 角 / R 角 捲 繞 不 良
統計期間1708~1712月不良件數柏拉圖
圖 4-3 主題選定,主題(三)改善機台動作不良項目 依據 QC-Story 問題解決型投票決定主題,投票依據單位方針、重要 性、迫切性、效益性、由此次專案改善小組,評價選出最高分的主題作為 此次改善的主題,三大主題投票前說明與投票結果如表 4-1 與表 4-2。 表 4-1 主題投票前說明 項目 單位方針政策 重要性說明 迫切性說明 效益性說明 ㄧ.提高 生產效率 廠內持續 要求提升 可以降低生 產成本 目前產能還是 足以,滿足業務 需求的訂單 如果業務量達到全 負荷,才能發揮作用 二.降低 尺寸 NG 的不良 上級長官關 注,極需優先改 善不良項目。 異常多,單 位成本增加 發生尺寸不良 件數居冠 改善後將減少材料 及人工的實際浪 費,相對節省成本 三.改善 機台動作 廠內持續 要求改善 不良異常 浪費米數 較高 去年 10 月份已 開始改善,目前 持續改善中 改善後可減少浪 費,相對節省成本 558 265 119 89 78 39 34 33 32 32 15 7 6 6 5 0.00% 42.34% 62.44% 71.47% 78.22% 84.14% 87.10% 89.68% 92.19% 94.61% 97.04% 98.18% 98.71% 99.17% 99.62% 100.00% 100.00% 0.00% 10.00% 20.00% 30.00% 40.00% 50.00% 60.00% 70.00% 80.00% 90.00% 100.00% 0 100 200 300 400 500 600 尺 寸 N G 機 台 動 作 不 良 原 料 異 常 波 紋 / 折 痕 / 折 角 破 洞 刮 傷 / 痕 傷 / 壓 傷 裁 邊 不 良 P u n c h 異 常 成 型 不 良 重 捲 N G P o c k e t 異 常 機 台 當 機 帶 彎 包 角 / R 角 捲 繞 不 良
統計期間1708~1712月不良件數柏拉圖
表 4-2 選定主題投票
4.1.2 計畫擬定
擬定相關活動計畫表,如表 4-3 所示:
4.1.3 現況掌握與分析
數據收集.現況掌握尺寸不良件數班別分析,機型尺寸不良件數比率 比較,統計期間(1708-1712 月)尺寸不良件數共件:558 件 圓形機 58 件, 平板機 500 件,比率為圓形機 10.39%,平板機 89.61%,如圖 4-4,因平板 機發生比率遠高於圓形機,所以此次選定平板機台做為尺寸不良改善對象。 圖 4-4 平板機與圓型機尺寸不良比較圖(一) 尺寸不良件數班別分析
依早中晚三班班別分析,如圖4-5所示。圖 4-5 尺寸不良件數班別分析圖
(二) 尺寸不良件數月份分析
依統計期間月份分析,如圖4-6所示。
(三) 平板機尺寸不良機台分析
依生產機台編號統計分析,如圖4-7所示。
圖 4-7 平板機尺寸不良機台分析圖
(四) 平板機尺寸不良項目分析
圖 4-8 平板機尺寸不良項目分析圖
4.1.4 目標設定
上述分析比較發現,班別、機台、月份、在統計間對尺寸不良的差 異並不大, 平均誤差在0.5%以內,尺寸不良項目分析則有明顯差異: E值佔不良項目18.8% ,F值佔不良項目16.8%,P2值佔不良項目64.4% 統計期間平均每個月發生尺寸不良100件,統計期間平均每個月尺寸不良 件比率為3.48%。目標設定,依專案小組能力設定改善60%,減少尺寸不良 率2.09%。 總計E值、F值、P2值,希望經過努力,每月可改善尺寸不良率2.09%。 如圖4-9所示。圖 4-9 尺寸不良改善,目標設定
4.1.5 要因分析
依人、機、料、法做要因分析,全體圈員討論平板機尺寸不良所有 可能發生的原因再依可能發生原因做真因驗證,驗證出真正原因,進行改 善對策。並找出10項三次因,如圖4-10。 圖 4-10 要因分析魚骨圖(一) 真因驗證-人員
依魚骨圖分析,人員部分找出三項異常原因,再依據這三項異常原 因做相關實驗驗證,並判定是否為真因,如表4-4所示。 表 4-4 真因驗證-人員 不良原 因分析 一次因 分析 二次因 分析 三次因 分析 真因驗證,佐證資料 是否為 真因 人員 穿帶 不順 OP 人員 訓練 不足 OP 人員 未確實 訓練 目前生產人員經過訓練合 格後才可獨立上機,平均有 5 年以上生產經驗,故均有 一定上機能力,測試所有人 員上機正確性為 100%正確。 不是 真因 量測 問題 量測時 帶子未 放至定 位 3D 治具 歪斜 經確認 X 軸,Y 軸兩側誤差 極小,左側與右側誤差值為 0.001mm,並無歪斜情形。 不是 真因 技術員 調整 不當 技術人 員經驗 不足 技術人 員經驗 不足 目前技術人員均有 3 年以上 技術維修經驗,均有一定維 修能力。 不是 真因(二) 真因驗證-機器
依魚骨圖分析,機器部分找出五項異常原因,再依據這五項異常原 因做相關實驗驗證,並判定是否為真因,如表4-5所示。表 4-5 真因驗證-機器 不良原 因分析 一次因 分析 二次因 分析 三次因 分析 真因驗證 佐證資料 是否為 真因 機器 行程 不穩 緩沖器 老化 緩沖定位 同一機構 造成過度 老化 拉帶機構力道過 大,且與定位系統 係屬同一機構易 造成過度老化。 真因 行程 不穩 夾帶力 不足 單邊 夾帶力 不足 平板機原料寬度較 大,在拉帶方面, 極為不足容易使 尺寸偏移。 真因 軌道 高度 基準 不準 平板機台 基座高度 不一致 基準 軌道 變形 平板機基準高度有 一定的落差,在生 產中不易固定帶 子,導致帶子飄移 而發生尺寸不穩 現象。 真因 魔鬼 氈張 力不 一致 除屑機構 彈簧及螺 絲高度不 一致 沒有 請購 標準品 等高螺絲及壓縮彈 簧未購買標準品, 由技術人員自行研 磨,容易造成長短 不一,而導致張力 不同,更換時造成 尺寸偏移。 真因 機台 定夾 帶時 間不 準 PLC 時間 點不當 PLC 時間 點設定 不良 觀察所有現場機 台,全部共 13 台定 帶與夾帶,放開的 時間點一樣,造成 帶子有飄移情形。 真因