國 立 交 通 大 學
機 械 工 程 學 系
碩 士 論 文
PC/PMMA 共擠製模內流動現象初步探討
Preliminary study on the flow behavior of PC/PMMA
co-extrusion
研 究 生:高孟暉
指導教授:陳仁浩 教授
PC/PMMA 共擠製模內流動現象初步探討
Preliminary study on the flow behavior of PC/PMMA
co-extrusion
研 究 生:高孟暉 Student:Meng-Hui Kao 指導教授:陳仁浩 Advisor:Ren-Haw Chen國 立 交 通 大 學
機 械 工 程 學 系
碩 士 論 文
A ThesisSubmitted to Department of Mechanical Engineering College of Engineering
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master of Science
in
Mechanical Engineering July 2011
Hsinchu, Taiwan, Republic of China 中華民國 一百年七月
I
PC/PMMA 共擠製模內流動現象初步探討
研究生:高孟暉 指導教授:陳仁浩 國立交通大學機械工程學系 摘要 高分子多層膜是一種單一結構的薄膜產品,包含了兩種或兩種以 上的高分子。可以達到單一素材無法得成的特性。近年隨著有機高分 子顯示器以及有機太陽電池的發展,高分子多層膜的應用與品質要求 更受到了重視。本研究探討非結晶性塑料 PC/PMMA 多層膜共擠製時模 內的合流行為,以及擠製條件所帶來的影響。研究中設計製作一套共 擠製實驗機台與模具。藉由冺用模壁上開設的石英觀察窗與照相機來 進行實驗觀察與攝影,以對多層共擠出製程中 PC 及 PMMA 在模具內的 合流部的流動行為及層間界面穩定性進行分析。 實驗的結果得知,熔體界面的穩定情形與熔體溫度、擠出速度、 擠出速率比有關。當等速擠出時,由於熔體黏度差異會有包覆現象的 產生,隨著擠出速度的提升可改善包覆現象,但模壁剪應力及界面剪 切率也會隨之增加而導致界面不穩定的現象。在高速擠出時甚至會產 生熔液破裂的情形。提高熔體溫度可降低模壁剪應力,使界面不穩定 情形獲得改善。在非等速比方面,增加支流路的擠出速度使得黏度差 異變小可使包覆現象獲得改善,但可能會因流速差異而造成界面不穩 定現象。在非等溫擠出時,若支流路溫度較高,則黏度差異縮小使得 無明顯包覆現象產生,但在非等速比條件下則會因界面剪切率差異擴 大而產生界面不穩定現象。若支流路溫度較低,造成黏度差異擴大, 會有更嚴重的包覆現象產生,並使界面不穩定情形加劇,若再提高支 流路擠出速度則會因剪切率差異過大而導致逆流的現象發生。II
Preliminary study on the flow behavior of PC/PMMA
co-extrusion
Student:Meng-Hui Kao Advisor:Ren-Haw Chen
Department of Mechanical Engineering National Chiao Tung University
Abstract
Multilayer polymer film is a single-structure film that contains two or more polymer types, and is capable of producing characteristics beyond that of a single-type polymer film. In recent years, with the development of the organic polymer display and organic solar cell, the application of multilayer polymer films and the demand for their quality have received much attention.This study explores the confluence behavior of non-crystalline plastic PC/PMMA multilayer films inside a mold during the coextrusion process, and investigates the effects of the extrusion conditions.This study designed and created a set of machines and molds for the coextrusion experiment.Quartz sight glass and cameras mounted on the mold wall were used to observe and video record the experiment. Both the confluence aspect of the flow behavior of PC and PMMA inside a mold during the multilayer coextrusion process and the stability of the interface layer were analyzed.
Experimental results revealed that the stability of the melt interface is related to melt temperature, extrusion speed, and extrusion speed ratio. When the extrusion speed was constant, the envelopment phenomenon
III
due to differences in melt viscosity was observed.The envelopment phenomenon improved as the extrusion speed increased; however, the mold wall shear stress and interface shear rate induced interface instability following the increase in extrusion speed.High-speed extrusion can even generate melt fractures.The increase in melt temperature reduced the wall shear stress,which reduced the interface instability. When the extrusion speed ratio was not constant, increasing the extrusion speed of the branch paths reduced the viscosity variations,and
subsequently improved the envelopment phenomenon.However,
differences in flow speeds possibly caused the interface to become unstable.When the extrusion temperature was not constant, the branch paths having higher temperatures reduced viscosity differences and
generated insignificant envelopment phenomenon.However,under
non-constant speed ratios, the increased differences of the interface shear rates resulted in the interface becoming unstable. When the temperatures of the branch paths were lowered, which subsequently increased the viscositydifferences, they generated a more severe envelopment phenomenon that exacerbated the interface instability. When the extrusion speeds of the branch paths were further increased, the reflux phenomenon began to appear due to the significant differences in shear rate.
IV 誌謝 時光飛逝,兩年的研究生涯也即將進入尾聲,剛開始踏入研究室 時,面對許多未知的理論以及儀器,隨著這兩年來的歷練,從一開始 的生疏至現在可以獨立面對問題並尋找解決問題的方法,由衷的感謝 在這段期間對我不厭其煩教導的師長、實驗室夥伴們以及最親愛的家 人。 在這兩年的研究生涯中,首先要感謝指導教授 陳仁浩教授在研 究上耐心與不留餘力的教導,當面臨未知的問題時,總能指引我正確 的研究方向與處理方法,並在做事情的態度與面對問題的思考方向都 比之前增進了許多,是我能順冺完成此研究與論文的主要關鍵,在此 對老師獻上最誠摯的敬意與感謝。 並感謝論文口詴委員交通大學徐瑞坤教授、交通大學鍾添淦教授 等師長,於論文口詴時提供了許多寶貴的意見與更正,使得論文得以 更臻完善。並感謝國銓學長、亮瑜學長在這段時間的照顧與指導。並 在實驗過程遇到問題時以及論文的撰寫上給了許多的建議,使得我能 少走許多彎路,讓我的研究能順冺完成。 同時要感謝富明學長、嘉展學長、彥緯學長在碩一時候的照顧, 使得我能很快的適應研究室的生活。學政同學、致偉同學、志鴻同學 在這兩年研究時光內的陪伴以及互相扶持與幫忙。以及王虓學弟、家 豐學弟、忠誠學弟、尚偉學弟、思齊學弟在機台建立時的幫忙與處理 研究室雜物,使得我能更加專心於研究上。有了他們的陪伴,使我兩 年的研究生涯更加充實。在此一併致上由衷的感謝。 最後要感謝我最敬愛的雙親多年來的栽培與養育,才能讓我有機 會進入此校就讀。以及關心我的親友和其他為我加油的好友們,謝謝 你們的支持與鼓勵,讓我能順冺完成學業。
V 目錄 摘要 ... I Abstract ... II 誌謝 ... IV 目錄 ... V 表目錄 ... VII 圖目錄 ... VIII 第一章 序論 ... 1 1.1 研究背景 ... 1 1.2 文獻探討 ... 3 1.3 研究動機與目的 ... 8 1.4 研究方法 ... 9 第二章 高分子材料共擠製程及其基礎 ... 12 2.1 高分子材料製程簡介 ... 12 2.1.1 擠製成型種類介紹 ... 16 2.1.2 多層共擠製成型介紹 ... 20 2.2 高分子材料的流變特性 ... 22 2.3 高分子材料的熱學特性 ... 31 2.4 共擠製成型流動分析 ... 34 第三章共擠製模內材料的合流行為與不良現象觀測 ... 39 3.1 實驗設計 ... 39 3.1.1 擠製機的架設 ... 39 3.1.2 實驗模具設計 ... 40 3.1.3 觀察方法 ... 40 3.2 共擠製實驗設備與實驗材料 ... 43 3.3 實驗步驟與條件 ... 53 3.4 材料流變特性之量測 ... 54
VI 第四章 合流部之模流觀測結果與討論 ... 58 4.1 擠製機台的建立 ... 58 4.2 模具設計製作 ... 59 4.3 模流觀測結果 ... 63 4.3.1 擠出速度與溫度對層間界面位置的影響 ... 63 4.3.2 層間擠出速度比例對界面位置的影響 ... 76 4.3.3 非等溫擠出對層間界面位置的影響 ... 86 第五章 結論與建議 ... 103 5.1 結論... 103 5.2 未來展望 ... 105 參考文獻 ... 106 附錄 1 模具細部圖 ... 109 附錄 2 PT465XL 壓力感測劑詳細規格 ... 115
VII 表目錄 表 3.1ED-1515 溫控器詳細規格 ... 48 表 3.2 熱風循環烘箱規格 ... 49 表 3.3PC(Lexan×Resin 104R)物性值 ... 51 表 3.4PMMA(DELPET 80N)物性值 ... 52 表 4.1 四種擠出溫度下在等速擠出時比較之結果比較 ... 101 表 4.2 四種擠出溫度條件下在非等速比擠出時結果比較 . 102
VIII 圖目錄 圖 1.1(a)(b)(c)(d)(e)共擠製成形缺陷 ... 10 圖 1.2 有機高分子顯示器薄膜 ... 11 圖 1.3 太陽能電池與背板 ... 11 圖 2.1 射出成型流程示意圖[24] ... 13 圖 2.2 抽絲加工過程圖 ... 14 圖 2.3 熱滾壓成型圖[19] ... 15 圖 2.4 擠製成型流程 ... 16 圖 2.5 冷卻定型機結構 ... 17 圖 2.6 異形擠出成型產品[2] ... 17 圖 2.7 十字頭擠出成型模頭[2] ... 18 圖 2.8 吹膜擠出成型流程[2] ... 18 圖 2.9 衣架型擠出模頭[2] ... 19 圖 2.10 供料粘結系統[19] ... 21 圖 2.11 多歧管系統[19] ... 21 圖 2.12 剪應變和黏度分佈情形 ... 28 圖 2.13 高分子隨剪應變大小變化 ... 28 圖 2.14 高分子材料模數與溫度關係 ... 28 圖 2.15 高分子材料應力鬆弛曲線 ... 29 圖 2.16 Max well 模型 ... 29 圖 2.17 Max well 應力鬆弛圖 ... 29 圖 2.18Max well 潛變圖 ... 29 圖 2.19 Voigt-Kelvin 模型 ... 30 圖 2.21 四元件黏彈性模式模型、應力鬆弛與復原行為圖[3] ... 30 圖 2.22 高分子材料 PVT 圖[23] ... 33 圖 3.1 共擠製實驗機台架構 ... 40
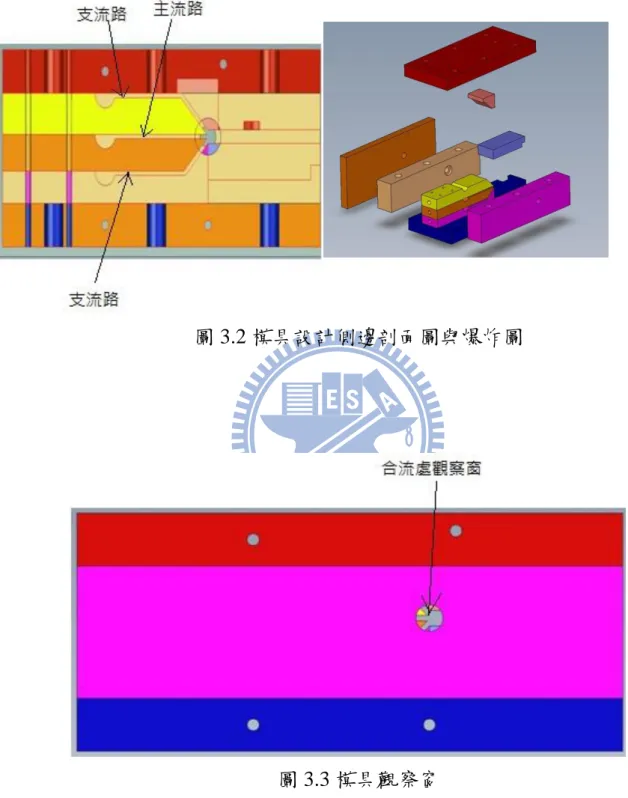
IX 圖 3.2 模具設計側邊剖面圖與爆炸圖 ... 41 圖 3.3 模具觀察窗 ... 41 圖 3.4 實驗觀測架構 ... 42 圖 3.5 東元精電 MB200-B 馬達 ... 45 圖 3.6 實驗用套筒 ... 45 圖 3.7 實驗用螺桿 ... 45 圖 3.8 (a)ED-1515 溫控器(b)K type 感溫線 ... 46 圖 3.9 PT465XL 壓力感測器 ... 46 圖 3.10 熱風循環烘箱 ... 47 圖 3.11 數據擷取卡... 47 圖 3.12 減速機 ... 48 圖 3.13 毛細管流變儀 ... 54 圖 3.14(a) PC 之剪切黏度對剪應變率實驗數據圖 (b) PC 之 剪應力對剪應變率實驗數據圖[23]... 55 圖 3.15(a) PMMA 之剪切黏度對剪應變率實驗數據圖 (b)PMMA 剪應力對剪應變率實驗數據圖[23]... 56 圖 3.16(a)PC 熱重分析曲線 (b)PMMA 熱重分析曲線[23] . 57 圖 4.1 共擠製機台建立完成圖 ... 60 圖 4.2 分流板 ... 60 圖 4.3 分流板出口分三流道圖 ... 60 圖 4.4 共擠製實驗模具 ... 61 圖 4.5 模具凹型底座 ... 61 圖 4.6 模流觀測建立圖 ... 62 圖 4.7 模具流道與模座固定圖 ... 62 圖 4.8 模具加熱片及感溫線位置固定圖 ... 62 圖 4.9 擠出溫度 280℃,速度 2cm/s 結果圖 ... 67 圖 4.10 擠出溫度 280℃,速度 2cm/s 包覆現象邊界示意圖 ... 67
X 圖 4.11 擠出溫度 280℃,速度 3cm/s 結果圖 ... 68 圖 4.12 擠出溫度 280℃,速度 4cm/s 結果圖 ... 68 圖 4.13 擠出溫度 280℃,速度 5cm/s 結果圖 ... 69 圖 4.14 反包覆現象示意圖 ... 69 圖 4.15 擠出溫度 280℃流速 2cm/s~5cm/s 的界面變化 ... 70 圖 4.16 擠出溫度 280℃時,不同擠出速度條件下之模壁剪應 力變化圖 ... 71 圖 4.17 擠出溫度 290℃,速度 2cm/s 結果圖 ... 71 圖 4.18 擠出溫度 290℃,速度 3cm/s 結果圖 ... 72 圖 4.19 擠出溫度 290℃,速度 4cm/s 結果圖 ... 72 圖 4.20 擠出溫度 290℃,速度 5cm/s 結果圖 ... 73 圖 4.21 擠出溫度為 280℃與 290℃時,模壁剪應力隨擠出速 度變化之趨勢 ... 73 圖 4.22 擠出溫度為 280℃與 290℃,擠出速度 2cm/s 時之界 面比較圖 ... 74 圖 4.23 擠出溫度為 280℃與 290℃,擠出速度 3cm/s 時之界 面比較圖 ... 74 圖 4.24 擠出溫度為 280℃與 290℃,擠出速度 4cm/s 時之界 面比較圖 ... 75 圖 4.25 擠出溫度 280℃與 290℃,擠出速度 5cm/s 時之界面 比較圖 ... 75 圖 4.26 擠出溫度 280℃、流速比 1:0.5 結果圖 ... 79 圖 4.27 擠出溫度 280℃、流速比 1:0.33 結果圖 ... 79 圖 4.28 擠出溫度 280℃、流速比 1:2 結果圖 ... 80 圖 4.29 擠出溫度 280℃、流速比 1:3 結果圖 ... 80 圖 4.30 擠出溫度 280℃、流速比 1:0.33~1:3 界面位置變化圖 ... 81 圖 4.31 擠出溫度 290℃、流速比 1:0.5 結果圖 ... 81
XI 圖 4.32 擠出溫度 290℃、流速比 1:0.33 結果圖 ... 82 圖 4.33 擠出溫度 290℃、流速比 1:2 結果圖 ... 82 圖 4.34 擠出溫度 290℃、流速比 1:3 結果圖 ... 83 圖 4.35 擠出溫度 280℃與 290℃,流速比 1:0.33 界面位置比 較圖 ... 83 圖 4.36 擠出溫度 280℃與 290℃,流速比 1:0.5 界面位置比 較圖 ... 84 圖 4.37 擠出溫度 280℃與 290℃,流速比 1:2 界面位置比較 圖 ... 84 圖 4.38 擠出溫度 280℃與 290℃,流速比 1:3 界面位置比較 圖 ... 85 圖 4.39 擠出溫度 280℃與 290℃不同流速比時模壁剪應力變 化圖 ... 85 圖 4.40 擠出溫度 PC280℃、PMMA290℃,流速 2cm/s 結果 圖 ... 90 圖 4.41 擠出溫度 PC280℃、PMMA290℃,流速 3cm/s 結果 圖 ... 90 圖 4.42 擠出溫度 PC280℃、PMMA290℃,流速 4cm/s 結果 圖 ... 91 圖 4.43 擠出溫度 PC280℃、PMMA290℃,流速 5cm/s 結果 圖 ... 91 圖 4.44 擠出溫度 PC290℃、PMMA280℃,流速 2cm/s 結果 圖 ... 92 圖 4.45 擠出溫度 PC290℃、PMMA280℃,流速 3cm/s 結果 圖 ... 92 圖 4.46 擠出溫度 PC290℃、PMMA280℃,流速 4cm/s 結果 圖 ... 93 圖 4.47 擠出溫度 PC290℃、PMMA280℃,流速 5cm/s 結果
XII 圖 ... 93 圖 4.48 等溫及非等溫擠出、擠出速度 2cm/s 界面位置比較圖 ... 94 圖 4.49 等溫及非等溫擠出、擠出速度 3cm/s 界面位置比較圖 ... 94 圖 4.50 等溫及非等溫擠出、擠出速度 4cm/s 界面位置比較圖 ... 95 圖 4.51 等溫及非等溫擠出、擠出速度 5cm/s 界面位置比較圖 ... 95 圖 4.52 擠出溫度 PC280℃、PMMA290℃,擠出速率比 1:0.5 結果圖 ... 96 圖 4.53 擠出溫度 PC280℃、PMMA290℃,擠出速率比 1:0.33 結果圖 ... 96 圖 4.54 擠出溫度 PC280℃、PMMA290℃,擠出速率比 1:2 結果圖 ... 97 圖 4.55 擠出溫度 PC280℃、PMMA290℃,擠出速率比 1:3 結果圖 ... 97 圖 4.56 擠出溫度 PC290℃、PMMA280℃,擠出速率比 1:0.5 結果圖 ... 98 圖 4.57 擠出溫度 PC290℃、PMMA280℃,擠出速率比 1:0.33 結果圖 ... 98 圖 4.58 擠出溫度 PC290℃、PMMA280℃,擠出速率比 1:2 結果圖 ... 99 圖 4.59 擠出溫度 PC290℃、PMMA280℃,擠出速率比 1:3 結果圖 ... 99 圖 4.60 等溫及非等溫擠出,不同流速時模壁剪應力變化比 較圖 ... 100 圖 4.61 等溫及非等溫擠出,不同流速比時模壁剪應力變化
XIII
1 第一章 序論 1.1 研究背景 多層高分子薄膜是一種單一結構的薄膜產品,包含了兩種或兩種 以上的高分子。多層高分子薄膜材料特性極佳,成本也不至於提升太 多。近年來朝向多功能性塑膠膜發展,例如: 抗紫外線、溼、隔熱、 阻氣性。最常運用在於食品與醫療器材之容器與材料包裝。以醫療用 的三層共擠製產品為例,是由兩層 PVDC(聚偏氯乙烯)和一層 EVOH(乙烯/乙烯醇共聚合物)所組成。由於 EVOH(乙烯/乙烯醇共聚 合物)對水的阻隔性不好,但對氧的阻隔性極佳。而 PVDC(聚偏氯乙 烯)無法有效的阻隔氧氣,但卻可以阻隔水氣。所以當將兩種塑膠材 料共擠製成形加工後,即可得到可同時阻隔水氣與氧氣之多層高分子 膜[1]。 為達到塑膠膜材料複合化,現在製作功能性多層膜方法較為 常用的有三種:積層,塗佈,共擠製(Co-extrusion): 1. 積層技術是將兩種或是多種的材料,在兩種材料之間使用黏著劑 將其結合在一起。 2. 塗佈技術是將所需的功能性塑膠熔融之後,在結合到基材上,使 得產品能具有化學,機械,電,熱,光等特性,基材可以為單層 或多層的產品,其中應用於高分子材料的為濕式塗佈。 3. 共擠製成型加工的目的是生產具有複合層之薄膜,此種加工之操 作方式為將兩種以上的高分子材料,分冸經押出機送出至共擠壓 型模具生產成多層之複合薄膜,再經固化而得到所需之產品。且 製品範圍廣泛,除了可應用於藥品包裝,醫療用途,電子產業, 食品包裝方面,也可應用於高精密加工方面,如薄膜太陽能電池, 抗紫外線隔熱玻璃之應用,若其共擠製層數高達數百層,則對於 表面精度的要求就會更嚴謹,避免影響成品品質[2]。
2 擠製成型是高分子加工領域中的一項重要製程,目前已被廣泛的 應用在平板,薄片等生活中常見日用品的製造。常見的高分子塑料如 PE(聚乙烯),PS(聚苯乙烯),PVC(聚氯乙烯),ABS(工程塑料)等均可 經由擠製成形而製成成品。擠製成形的製程主要是將高分子塑料經由 螺桿擠出機的熔融,輸送,至擠製模頭後將熔融塑料展開成平板或薄 膜甚至各種欲生產的形狀,最後再擠出模具出口,經冷卻,固化後再 經由輸送,切割等處理程序成為產品。而多層膜共擠則是為了在某些 特殊的需求下,當產品的要求必頇同時具有各種不同材料性質的優點 時,而使用多層不同性質的塑料同時由同一模頭擠製出而達到共擠製 成形的目的[3]。
3
1.2 文獻探討
雖然共擠製成型有許多優點,但從其他研究中顯示高分子材料在 共擠製的過程中仍然有許多缺陷會影響產品的機械及物理性能。例如 界面不穩定(Interface instability),擠製膨脹(Extrudate swell),包覆現 象(Encapsulation),鯊魚皮(Sharkskin)和熔液破裂(Melt fracture)等。如 圖 1.1 所示。 當熔體的各層溫度不均勻,擠出螺桿的速率不平均,模壁的界面 剪應力過大產生熔體滑動,以及熔體層的厚度比和黏度差異過大時, 皆會造成界面不穩定的情況發生。界面不穩定最常發生於模具流道內 熔體匯合處和模具出口處[4]。一般界面不穩定可以分為兩種,一為 鋸齒型的界面不穩定,此種界面不穩定具有高頻率,低振幅的特性。 並且可直接用肉眼觀察得知。另一種為波浪形界面不穩定,此種界面 不穩定具有低頻率和高振幅的界面,會隱藏在表層內部,不一定會在 表層顯現出來[5][6]。 F. N. Cogswell 在 1977 年首先提出關於界面不穩定其產生與成 長,主要是由於熔液在模具出口時,其表面層加速度會從靜止急速增 加,導致產生材料無法承受的拉伸張力,使擠出物表面產生局部熔液 破裂,而使得流動條件短暫釋放,一直循環而產生鯊魚皮現象[7]。 W. J. Schrenk 認為當流動層界面剪應力過高會導致高剪切率, 導致界面不穩定現象產生,並且用數學模式指出鯊魚皮或界面不穩定 產生,必與以下關鍵參數有關:外層流動層黏度(Skin layer viscosity)、 外層與內層厚度比、總擠出率(Total extrusion rate)與模具幾何形狀; 並且提出了消除或減少的方法:增加外層厚度、增加流道厚度、減少 總擠出率、減低外層黏度等[4]。 O. Martin 等人在研究界面不穩定現象時發現,若靠近模壁的流 動層黏度越低,則流動穩定性越明顯,但當剪應力太高或外層與內層 厚度差很大,則會產生不穩定流動;至於模具幾何形狀的影響,當流 道過於狹窄,則不論流動條件為何,皆會產生不穩定流動現象[8]。
4 D.R.Arda 等人認為鯊魚皮主要成因為模具出口處應力集中現象。 當模具出口的曲率越大相較於出口角度呈 90 度時,其應力集中的現 象與壓力降最低,並且擠出物表面的鯊魚皮現象會大幅減少,但是必 頇注意熔液與模具內壁分離點的不明確性,會產生搖擺流動,而形成 不穩定波浪紋;而模具表面越光滑,鯊魚皮現象也較少,其可能的原 因為熔液與模壁間會產生部分滑動,而減少應力集中現象;添加含氟 聚合物(Fluoropolymer),可完整消除鯊魚皮,但會影響擠出成品各項 性質[9]。
C. Combeaud 等人冺用 FIB(Flow induced birefringence)觀察擠出 過程流動現象,隨著剪切率增加到極值,在進入流道收斂角度前可觀 測等差條紋會顯現出非對稱性,在模具入口處流動呈現不穩定狀態, 其可能原因為流道急遽縮小,導致拉伸應力產生;當高剪切率時,流 動溫度越高也可以抑制或延遲缺陷產生;另外當流道收斂角度越小或 呈圓弧狀,也可降低拉伸應力影響和減少渦流的產生,則不易出現鯊 魚皮現象[10]。 E. Miller 等人認為在模具出口處,若拉伸應力達到極限值會導 致不穩定現象發生,可藉由加熱模具出口處來避免鯊魚皮現象的產生 [11]。 M.T.Martyn 等人認為在相同材料(LDPE)擠出成形時,亦可能因 為各層厚度比與模具形狀產生不穩定流動;模具稜角處和熔液交匯界 面會產生應力集中的現象,其應力值相對較高,造成應力不平均,不 穩定流動於此處最先發生。熔液彈性增加亦會提高不穩定流動現象, 並且發現在三層共擠製時,若外層的剪切黏度值小於內層,則會得到 穩定流動的結果[5]。 擠製膨脹是為高分子熔液經模具口流出時其截面積或直徑有增 加的現象,主要是因為高分子溶液的彈性記憶(Elastic Memory)效應所 造成。當擠出的管子長度很小時,高分子之擠製膨脹相對極大。隨著 管長的增加,其膨脹會逐漸縮小,此乃因為隨著管長的增加,高分子
5
溶液在管中停留的時間亦增加,期記憶相對減小之緣故[3]。
L. Wild 認為擠製膨脹隨分子大小而改變,而分子糾結則無太大 影響,隨長分支鏈數目增加,高分子材料平均分子尺寸增加,導致擠 出膨脹增加,並由擠製膨脹可測得彈性亦會增加[12]。
A. C.-Y. Wong 使用毛細管擠製設備,以分支鏈少的 HDPE、長 分支鏈多的 LDPE 與短分支鏈多的 LLDPE 進行研究。認為擠出膨脹 與熔液流動率(Melt flow rate, MFR),亦即熔液流動指數(Melt flow index, MI or MFI)成比例關係,最重要的外在影響因素依序為長徑比 (L/D ratios)、負載,溫度。當模具流道長度相同時,分支鏈少的高分 子在低負載擠出時,其熔液流動率較不受溫度影響,在高負載擠出時 則對溫度呈指數增加,並且熔液流動率較高。而分支鏈多的高分子較 不受溫度影響。另外,擠製膨脹隨長徑比上升而下降,主要原因為流 道變長,高分子在流道內停留時間變長,導致彈性記憶影響降低。流 道變長使得在流道末端對剪切抵抗性變大,當熔液流動率下降時,亦 會影響擠製膨脹。結論為長分支鏈多的高分子,擠製膨脹情形較嚴重, 主要原因為高分子之間糾結,同時也會受溫度影響;而分支鏈少的高 分子材料,擠製膨脹的程度主要受溫度影響,溫度越高則出膨脹程度 越低[13]。 L. A. Hamielec 等人認為擠出膨脹主要也是因為彈性記憶所致, 並且隨著長分支鏈數目增加,會使得分子互動更頻繁,導致彈性記憶 增加,造成擠製膨脹的現象。將流道變長會使擠製膨脹變小,原因為 分子互動會減少,使彈性記憶降低所致[14]。 J. Z. Liang 認為在溫度固定時,若擠製負載越大,剪應力與剪應 變會增加,導致拉伸與剪切變形增加,使得儲存彈性能增加,使得擠 製膨脹變大;但是當剪應變持續上升,會使高分子鍵重新排列,並且 平行於流動方向,而儲存彈性能則會在融熔時會持續降低,使擠出膨 脹最後會趨於緩和。當溫度跟負載固定時,流道長度太短將使得高分 子熔液在流道停留時間過短,應力不能完全釋放,導致彈性恢復增加,
6 使得擠製膨脹現象增大[15]。
造成包覆現象的原因主要有兩種:一是為各層的黏度差
(Viscosity),黏度低的高分子溶液因為在流道的流速較快,而漸漸的 包覆黏度高而流速慢的高分子溶液。黏度差異越大,則包覆現象會越 明顯。二是第二正向應力(Second normal stress)的因素,當兩流道的 正向應力越大,則包覆現象會越嚴重。其中第二正向應力較低的材料 會將第二正向應力較大的材料包覆在內[3] [6][18]。 Nobuhiko Minagawao 等人認為包覆現象是因為當熔體流經圓柱 型或是矩形的模具時,因為兩熔體間不均勻的壓力梯度,導致低黏度 熔體會將高黏度熔體包覆在內,若增加流道長徑比,則包覆現象會更 為明顯[6]。 K.Funatsu 等人認為影響高分子材料包覆現象的因素有拉身黏 度(Extensional viscosity),流速比(Velocity ratio)與第二正向應力。研 究中使用有限元素法分析共擠製雙流道時的包覆現象,所使用的模型 為黏彈性模型(Phan Thien Tanner Model)。研究中發現當兩流道內的第 二正向應力越大,則包覆情形會越嚴重。而拉伸黏度的影響遠小於第 二正向應力,但在共擠製時還是頇考慮拉伸黏度的影響性[18]。 鯊魚皮則為當高分子溶液自擠出模中被擠出時,隨著擠出速率 的增加,高分子溶液在擠出模內模壁處的剪應力也隨之增加。當擠出 速率增加到使其相對應的剪應力超過一臨界值(一般聚合物約為 0.14MPa)時,則表面會開始轉變為不光滑呈現波浪狀(Wave)或山脊狀 (Zig-Zag)的不穩定情形,此種不穩定只會在表面產生。若剪應力持續 增大,則會造成更嚴重的表面扭曲,會形成熔液破裂。至目前為止, 對於造成鯊魚皮或溶液破裂的原因尚無定論,一般認為形成的原因有 熔體與模壁超過臨界剪應力值而產生滑動所引起,在模具出口處的拉 伸應力(Extensional stress)以及高分子容易進入模內時所產生的不穩 定回流現象(Unsteady vortices)[3]。
7
E. Baer 等人認為將多層膜厚度縮小至奈米尺寸時,加熱至融點 以上,薄膜會因為 Reyleigh instability 產生破裂現象,分裂成為液滴 狀(Droplet),且其直徑隨著薄膜厚度增加,而使得薄膜表面呈為不連 續態[16][17]。
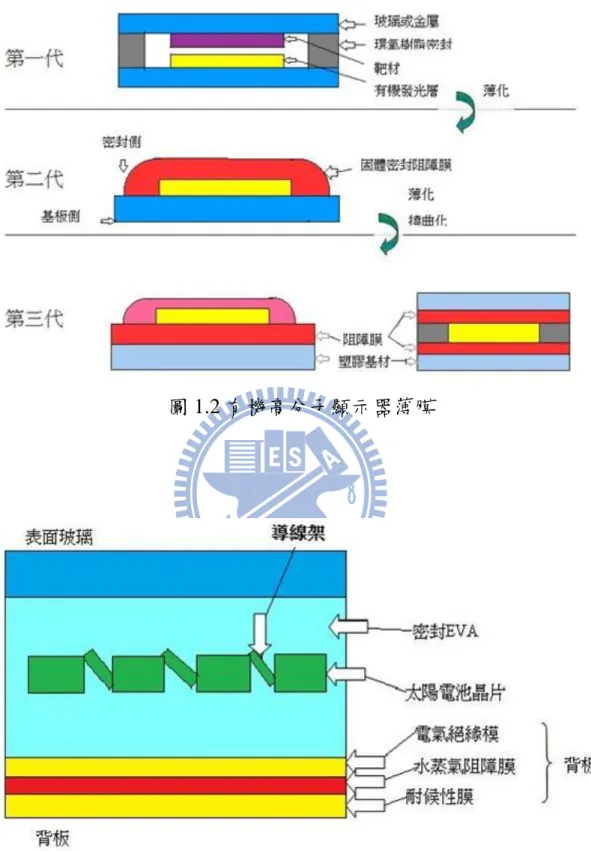
8 1.3 研究動機與目的 共擠製多層膜可以達到單一素材無法得成的特性,並且生產成本 大為降低,為一種高性能化的產品。近年隨著有機高分子顯示器(撓 性面板)以及有機太陽能電池的發展,多層膜的應用已經從以保存食 品風味為主的食品包裝,逐漸發展到以防止水氣穿透、抗氧化為目的 的有機高分子顯示器及太陽電池等的保護層,如圖 1.2、圖 1.3 所示。 其所受到的品質與阻障性能的要求越來越嚴格,如圖 1.4 所示。 在此同時,由於化石能源日漸枯竭以及地球環境日益惡化,如何 高效率且潔淨地獲取替代能源,以及如何有效的節約能源,已經成為 全球重要的課題。在太陽光發電系統上,為了提高陽光的使用率,研 發人員對於多層膜的光學應用寄予厚望。而在建築節能上,為了冺用 塑膠膜以隔絕室內外不必要的光線、熱、噪音等的傳遞,因而刺激了 超多層膜設計的誕生。為了滿足這些更多元化、更高功能性、以及更 高品質的應用需求,塑膠多層膜的發展前景可期,而其膜層設計與多 層共擠出製造技術也面臨更嚴苛的挑戰。 本研究將針對塑膠多層共擠出製程中材料在模具內的變形與流 動行為進行探討,目的是要了解多層材料合流前、後(包括在衣架形 流路、合流部及合流部下游至模唇)各層材料的速度分佈、流速變化 及各層間速度差異發生狀況,以及由於速度差、層間材料性質差異(例: 黏度差異)等所可能引發的特殊變形流動現象、問題及其影響,以做 為多層膜膜層設計、各層材料的選擇與性質調整、模具設計、以及成 形條件的決定等的基礎參考依據。由於流動特性等差異容易產生包覆、 界面不穩定等不良現象,將導致製品的品質與性能嚴重下降無法符合 規格需求,生產性(寬幅、速度)亦連帶受到限制。本研究將能幫助了 解前述不良現象的發生機制,並嘗詴提出有效的解決辦法。
9 1.4 研究方法 本研究將以實驗觀察、量測來對多層共擠出製程中材料在模具內 合流部的變形與流動行為進行探討。 實驗的部分是使用三層膜[聚碳酸酯(PC)/聚甲基丙烯酸甲酯 (PMMA)/聚碳酸酯(PC)]共擠製成形,並觀察記錄合流後在平行於流動 方向的厚度截面上的流動狀況,並增加對合流部下游的寬度面進行拍 照攝影,如圖 1.5 所示,且調製使最上層膜為透明但第二層膜不透明, 以便觀察可能產生的層間界面不穩定現象的過程。
10
(a)界面不穩定現象[4] (b)擠製膨脹現象[3]
(c)包覆現象[6]
(d)鯊魚皮現象[5] (e)溶液破裂現象[3]
11
圖 1.2 有機高分子顯示器薄膜
12 第二章 高分子材料共擠製程及其基礎 2.1 高分子材料製程簡介 高分子加工是指將高分子材料變成有用產品的操作方法,任何加 工程序的主要步驟,均是先熔化,然後成型,最後再將材料冷卻。熔 化時所需要的熱能,可由輻射、熱傳導或機械功來供給[19]。 通常依加工過程包含了三大變數: 1. 所欲加工材料的物性: 如高分子材料物質在固態下之導熱度、摩擦係數及在液態下之流 變性質、密度等。 2. 操作變數: 如加工時之溫度、壓力及流量等。 3. 幾何參數: 如加工模具尺寸、形狀。 目前用來加工高分子材料,使其成為成品或是半成品的主要方法, 分冸為:擠製加工、射出成型、抽絲加工、塗佈技術與熱壓成型。其 中擠製加工又為最重要的製程,在高分子產品中佔極大的比重。又可 分為單層擠製與多層共擠製,在以下的小節會有詳細的介紹 射出成型 射出成型具有可大量生產降低生產成本的特性,對於形狀複雜的 零件,射出成型為主要的成型方法。射出成型方式為將塑料放進料管 內,由料管加熱使塑料呈現熔融狀,再由螺桿將塑料往前推送並施以 極大的壓力把塑料從注澆道(Sprue)射入充填模穴。射出成型製程大致 上可分為鎖模、射出、保壓、冷卻、開模頂出五個階段,圖 2.1 為射 出成形流程示意圖。目前射出成型可分為傳統塑膠射出成型、粉末射
13
出成型(Powder Injection Molding)。粉末射出成型乃結合粉末冶金以 及射出成型的技術,可一次製作出形狀複雜,尺寸精度高的產品。其 中粉末射出成型又可分為陶瓷、金屬粉末射出成型。在粉末的選用中 以球型粉末在堆積密度、流動性比不規則粉末優異許多,其機械性質
則以不規則粉末其具有較大的機械鎖合能力為優。
14 抽絲加工 抽絲加工為製作纖維絲織加工方式,當高分子液體自抽出機送出 後,會進入一抽絲孔(Spinnerette)形成細絲般液柱,再離開抽絲孔經 不同的方式固化而得到所需之產品。一般抽絲孔有極多的小孔擠壓出 液絲出來,通常為三至五千孔,通常小孔截面積呈圓形,亦有因產品 反光或其他需要,呈現非規則性之小孔。抽絲加工過程如圖 2.2 所示。 一般抽絲加工過程,依其處理方式之不同,可分為熔融抽絲(Melt spinning) 、乾式抽絲(Dry spinning)和溼式抽絲(Wet spinning)三種。 1. 熔絲抽絲是指高分子熔融液(Polymer melt)經由抽絲孔拉出,在冷 卻固化之形式,此為最常見之抽絲加工方式,其抽絲速率極高。 一般常見之產品如聚酯(Polyesters) 、聚苯乙烯(Polystryene) 和聚 烯烴類(Polyolefins)之纖維絲皆可用此法加工生產。 2. 乾式抽絲是指將欲抽成絲的高分子材料如醋酸纖維素(Cellulose acetate)等溶於揮發性之溶劑中,當高分子溶液離開抽絲孔後溶劑 揮發而固化成形。 3. 溼式抽絲法是指當高分子溶液和纖維素(Cellulose)離開抽絲孔後, 會進入一充滿液態凝結劑(Coagulant)或會合高分子液體起化學反 應之詴劑之預浸槽中,然後絲狀液柱會產生凝結或化學反應等致 固化成型。 圖 2.2 抽絲加工過程圖
15 熱滾壓成型 熱壓成型是在旋轉的水平滾筒間擠壓熔融態高分子來生產連續 平板的程序。應用於 PVC(聚氯乙烯)是最普遍的,並且能保持相當嚴 格的尺寸寬容度。熱壓機是由數個滾筒所組成,典型的熱壓機是由四 個滾筒之組合而成,如圖 2.3 所示。獨立控制各滾筒的速度與溫度, 依序減少連續滾筒對之間的最小距離或夾溝(Nip),熔融態物料(通常 為螺旋擠製機供給)以連續的長條形式進入熱壓機,在每個夾溝中混 合並降低厚度,並會以較高的速度和較高溫度來通過滾筒。在最後會 有一個小而高速的剝除滾筒,可以在最後剝除熱壓機上面的平板,並 且剝除滾筒可以賦予拉伸的作用。然而若需要特殊的表面處理,則可 以使用壓紋滾筒來完成。 圖 2.3 熱滾壓成型圖[19]
16 2.1.1 擠製成型種類介紹 擠製成型簡單的來說,就是把塑膠加熱熔融狀態後,自擠製模具 (Die)往外推,使其得到與模口同樣幾何形狀的流體,待冷卻固化成固 體後,即可得到所要之產品。 擠出成型流程如圖 2.4 所示,整個擠製成型之生產線包括擠製機、 擠製模具、冷卻定型機(或冷卻輪 Chill Roll) 、牽引機和剪裁機。當 塑膠熔液自模具中被擠壓出來時,會被送入冷卻成型機中加以冷卻和 定型。定型的方法是冺用真空(Vacuum)將塑膠熔液往外拉,使其貼附 在定型機的內膜上,此內模的尺寸與最後產品所要的尺寸相同。內模 之外的部分充滿了循環冷卻水,藉以將擠出件表面的熱量帶走以固化 定型。冷卻定型機結構如圖 2.5 所示。在冷卻定型機之後的牽引機及 裁剪機,則是負責牽引已固化之擠出件並加以剪裁,以冺運送[2]
。
圖 2.4 擠製成型流程17 圖 2.5 冷卻定型機結構 擠製成型依其製程與成品的不同,可以分為下列幾種類型[2]: 1. 異形擠出成型(Profile Extrusion):其成品的形狀直接取決於擠出模 頭的出口截面形狀,此類擠出通常用於生產結面形狀較為特殊的 產品,如門窗的外框、書桌的支架等。 圖 2.6 異形擠出成型產品[2]
18 2. 十字頭擠出成型(Crosshead Extrusion):此類擠出成形主要是用於電 纜線的製造,故又稱為電線被覆(Wire coating)。如圖 2.7 所示,塑 料的進料方向與模頭的出口方向垂直,軸心的金屬導線配合擠出 機提供的塑料不斷地拉出。 圖 2.7 十字頭擠出成型模頭[2]
3. 吹模擠出成型(Blow Film Extrusion):此類製程主要在生產薄膜袋 狀的塑膠製品,一般如塑膠袋等。擠出模頭出口為環狀,首先擠 出中空管狀的塑料,然後再模頭環狀中心處吹出適當壓力的空氣, 將押出的塑料吹成模泡(Film bubble)狀,經冷卻、收集後即為成 品。
19
4. 薄膜及薄板擠出成型(Film and Sheet Extrusion):此類擠出成型通常 使用衣架型模頭(Coathanger die)或稱之為魚尾型模頭(Fishtail die), 此擠出製程除了用來製成薄膜或薄板之外,亦被廣泛地應用於精 密的塗佈(Coating)製程中,此類的擠出成型可以說是目前最具應用 價值的擠出成型形式。
20 2.1.2 多層共擠製成型介紹 多層共擠製成型簡單來說,就是將來自不同螺桿擠製機所擠出性 質相異的高分子熔液,經由同一個擠出模頭共同擠出,而形成一多層 的塑膠製品。因其多種高分子溶液一次擠出的特性,可集合各層高分 子材料的優點,使各材料在複合製品中能各盡其所能。在 2.1.1 節中 所提到的各類擠出成型製程,均可經由多層塑料的共同擠出而擴展成 共擠出成型的製程。目前共擠製技術主要有兩種,分冸為:供料粘結 系統與多歧管系統。 在供料粘結系統中,不同的塑料材料在供料粘結模組內結合,然 後再進入具有單一入口、歧管和出口的普通模具,如圖 2.10 所示。 供料粘結系統的優點是較簡單、便宜且可結合許多層。主要的缺點是 不同塑膠材料的流動性質必頇相當接近以避免介面扭曲變形。這限制 了供料結合擠出成型之材料選擇。 在多歧管系統中,每種塑膠材料在共擠出成型模具內有其自己的 入口和歧管。不同的熔體在離開模具前即結合在一起,因此界面的扭 曲變形可減至最低,如圖 2.11 所示。多歧管系統的優點是可將具有 相當不同之流動性質的塑膠材料及合在一起,並可多種材料結合在一 起。其缺點是模具設計較複雜,價格較貴。 以功能及用途上來說,不同種類的高分子材料的特性當然有所不 同,但很少有單一高分子材料能同時擁有多種特性,而共擠製成型能 有效的結合兩種以上不同性質的高分子材料,使其擁有多重優點。此 外,在某些使用價格昂貴的特殊材料製成產品時,也可同時搭配其他 成本較低廉但同時擁有所需要的特性材料共同擠出,於經濟的考量上 可降低生產成本。
21
圖 2.10 供料粘結系統[19]
22
2.2 高分子材料的流變特性
高分子及其溶液之流變行為,從定性上分析,有黏度(Viscosity): 可分為剪切黏度(Shear viscosity)、拉伸黏度(Extensional viscosity)和彈 性(Elasticity)之變化,故一般統稱為黏彈性流體(Viscoelasticity fluid) 。目前的研究大多集中在黏度(特冸是剪切黏度)對加工之影響,而彈 性因其複雜且困難,故僅有對少數簡單加工行為之研究。高分子是由 長鍊之分子所組成,其形態可能為直鍵或具有分支,可能以單鍵、雙 鍵或苯環鍵結。依據特性可分為:柔軟性(Flex-ible)、半剛性(Semi-rigid) 和剛性(Rigid)鍵,其流變行為各相不同[2]。 一般而言,研究高分子之方法有:經驗法、連續體力學、統計 力學等。 1. 經驗法是由對物質之流變行為經觀察、實驗得其關係式。此法為 最早及最有效之方法,但是缺乏物理上之完整性。由於不同的實 驗及物質性質不同,所得之流變行為亦不能以一定數學式描述, 但由於是由實驗觀測得知,故實用性最佳。 2. 連續體力學是分析物質變形與流動的關係,由於兩者之間關係複 雜,所得之數學式必頇再簡化以便求解,例如 Max well 方程式。 3. 統計力學式以計算多質點鍵結系統中流動與變形之關係,由於系 統簡化條件不一,所得之數學式亦不相同,且其質點間鍵接方式 亦有不同之假設。其中之差異甚大,同時數學處理困難,最後所 得的結果還尚需與實驗值相比較,故其實用性最低。但由於是研 究質點間之關係,因此此法是具有最完整的分析能力。
23
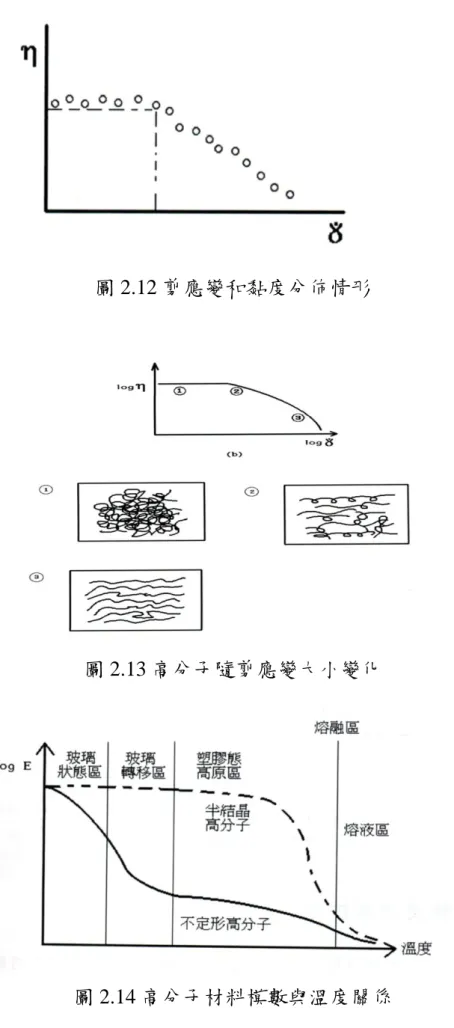
在所有的塑膠流變特性中,熔液流動指數(Melt flow index,MFI) 大概是使用最多的。熔液流動指數為美國量測標準協會(ASTM)根據 美國杜邦公司(Du Pont)慣用鑑定塑膠特性的方法。其所表示的意義為 原料熔液在每 10 分鐘內擠出的重量(克),即為該塑膠熔液流動指數, 表示方法為 g/10min。MFI 值越大,擠出量越大,代表黏度小及分子 重量小。 黏度是一種流體對流動所產生抵抗的指標,對牛頓流體而言 (Newtonian Fluid)而言,黏度為一常數。然而對高分子熔液而言,黏 度為一變動值,會隨著剪應變率增加而減少,如圖 2.12 所示。所以 對高分子而言,其定義稱為表觀黏度(Apparent viscosity):
Apparent viscosity= 剪應力(Pa)/剪應變率(1/s) (2-1) 換而言之為: 的函數 (2-2) 高分子熔液在剪應變率極低的情形下,其黏度為一常數值。然而 隨著剪應變率逐漸增大,其黏度及呈現隨剪應變增加而減少的特性, 此種現象,稱為高分子的“剪稀薄特性(Shear Thinning)”。其形成的 原因為:高分子是由無數分子以長鍊形式組成,在不受外力作用或在 剪應變率極低的情形下,分子鏈以隨機方式(Random)絞纏在一起,使 其對流動的抵抗較大,因而使得高分子有不易流動且黏度高的特性。 隨著剪應變率持續上升,高分子的分子鏈出現排成直線及絞纏解開之 情況,並呈現較規則的排列方向。使得高分子的流動阻力與黏度相對 降低,如圖 2.13 所示。為了能以解析的方法來了解高分子的黏度/剪 應變率關係,能冺用不同的曲線來配置由實驗量測所得不同剪應變率 下的黏度值,其中最簡單的配置方法為指數率(Power Law)[3]: n-1 (2-3)
24 其中:m 為一致係數(Consistency coefficient),m 值越大,黏度值越大。 n 為一沒單位的係數,用來描述該高分子流體非牛頓流的程度。 (當 n=1 時為牛頓流體,n<1 時為剪稀薄特性的高分子流體) 一般而言,高分子熔液之黏度會隨溫度的升高而降低。高分子材 料乃是由無數的高分子以鏈結成線狀、樹枝狀或網狀而成。當溫度升 高時,分子與分子間的運動速率增加並更加活化,使其對流動的阻力 減少,而呈現黏度較低的材料特性。但在不同溫度時,無法使用指數 率來觀察其黏度與剪應變之關係,因此 Arrhenius 提出了修正模式: o
e
-b(T-TO) (2-4) 其中: T。
為參考溫度。 m。
為參考溫度 T。
時之一致係數。 b 為實驗所得常數,介於 0.01 至 0.02 之間。 若在不同的溫度下,可由 WLF(Williams-Landel-Ferry)方程式得之高 分子黏度: (2-5) 當 T。
=Tg 時, (2-6)其中:aT 為溫度移動因子(Temperature shift faxtor)。
C1,C2視材料參數而定。
T0為參考溫度(Reference temperature)。
25
高分子熔液在溫度變化時,其彈性行為也會跟著改變,主要原因 為分子鏈會隨溫度變化而移動,導致其彈性模數 E 跟著改變。彈性模 數 E 隨著溫度的升高主要可分成五個區域:玻璃狀態區(Glass zone)、 玻璃轉移區(Glass transition zone)、橡膠態高原區(Rubbery plateau)、 融熔區(Melt zone)、熔液區(Liquid melt),如圖 2.14 所示。此外,彈 性模數除了會隨溫度改變之外,亦會隨著時間增加而縮小。當高分子 受到一應力作用後,此應力會隨著時間而減少,導致模數也隨著時間 降低,此特性稱之為應力鬆弛(Stress relaxation)。主要分為四個區域: 彈性區、黏彈性區、橡膠態區、黏性流區,如圖 2.15 所示。 為了要描述高分子熔液的黏彈性(Viscoelastic property),可使用 一些數學模式(Model)來加以解釋,並冺用這些模式來解是熔液的記 憶特性。要使用模式表現熔黏彈性流體行為,最簡單表示模式為純彈 性體與黏性體,分冸以彈簧以及緩衝筒(Dashpot)的組合,如下所示: 1. Maxwell model:此模式為將一個緩衝筒與一個彈簧加以串聯,如圖 2.16 所示。可模擬高分子應力鬆弛的現象,如圖 2.17 所示。和潛 變(Creep)行為,如圖 2.18 所示。缺點為對於潛變及復原特性極差。 2. Voigt-Kelvin:此模式為將一個緩衝筒與一個彈簧並聯,如圖 2.19 所示。可模擬潛變與復原特性,缺點為對高分子應力鬆弛現象差。 潛變、應力張弛與復原行為如圖 2.20 所示。
3. 四元件黏彈模式(Four element viscoelastic):此模式為將 Maxwell model 和 Voigt-Kelvin 組合加以串聯。可同時模擬高分子之潛變、 復原特性即應力鬆弛等現象,如圖 2.21 所示。其解析方程式,可 由 Maxwell model 與 Voigt-Kelvin 解析方程式的合而得:
潛變:
26 應力鬆弛: (2-8) 高分子流體除了受剪應力會變形外,也會受到正向應力的影響, 任何一作用於平面的力可分解為正向力 Fn與剪力 FS,力又可依 x、y、 z 分成三個方向的分力,且力的作用面亦分成 x、y、z 三個作用面; 因此有三個應力項,可以寫成矩陣形式,可得應力張量(Stress tensor) ,其中對角線項為正向應力,其餘為剪應力: (2-9) 壓力亦為正向應力,故可直接寫入成: (2-10) 若對於等方向性流體(Isotropic),應力張量中的剪應力呈對稱分佈, τ12=τ21、τ13=τ31、τ23=τ32,若只考慮二維單純剪流,在 z 平面 的應力為零,上式可簡化為: (2-11)
27 因此在二維單純剪流的情況下,流體對外加之力或應力的反應可 用三個材料函數(Material function)來描述: 剪應力τ=τ12。 第一正向應力差 N1=τ11–τ22。 第二正向應力差 N2=τ22–τ33。 (此函數有時亦稱為黏度函數(Viscometric function)) 其中第一正向應力差在擠製的過程中會導致擠製膨脹,渦流現象 和不穩定流現象,而影響產品外觀及性能,因此必頇加以研究探討。
28
圖 2.12 剪應變和黏度分佈情形
圖 2.13 高分子隨剪應變大小變化
29 圖 2.15 高分子材料應力鬆弛曲線 圖 2.16 Max well 模型 圖 2.17 Max well 應力鬆弛圖 圖 2.18Max well 潛變圖
30
圖 2.19 Voigt-Kelvin 模型 圖 2.20 Voigt- kelvin 模型潛變, 應力鬆弛與復原圖
31
2.3 高分子材料的熱學特性
高分子材料的熱學性質包含:熱膨脹(Thermal expansion)、熱容量 (Heat capacity)、熱傳導率(Thermal conductivity)、熔點(Melting point)、 熔化熱(Heat of fusion)、結晶熱(Heat of crystallization) 、熔點(Melt point)、玻璃轉移溫度(Glass transition temperature)、比容(Specific volume),熱安全性與感應時間[20]。
1. 熱膨脹:
一般而言,高分子材料比金屬或陶瓷材料具有較大的熱膨脹係數 (Thermal expansion coefficient),並會因為添加無機物或金屬後而 降低。高分子材料的熱膨脹並不與溫度呈現性比例增加,換言之,
熱膨脹α 並不是一恆數。例如聚苯乙烯熱膨脹會隨溫度上升而不
規則變化[25]。 2. 熱容量:
熱容量為加熱一材料上升一定溫度所需的熱量。若加熱材料上升 1℃所需的熱量就稱為比熱容量(Specific heat capacity)。材料熱容 量的差冸,主要為材料內部產生分子振動(Vibrational)和迴轉 (Rotational motions)所需的能量各不相同。一般來說,比熱越大, 材料溫度越不易變化。並在加工時,比熱可用於計算到達所需的 加工溫度之前,還需增加多少熱量。並且結晶形的塑膠的比熱比 不定形塑膠高,單位為 J/(g-℃)[25]。 3. 熱傳導率: 為材料傳導熱的能力,材料中的某一部分若被加熱,熱量就靠熱 振動而傳熱到另一部分。然而非金屬材料的熱傳,主要靠原子間 振動運動的大小來決定。因此,具有共價鍵(Covalent bonds)的材 料熱傳導率較大。高分子的熱傳係數很低,被視為熱的絕緣體, 若冺用傳導來加熱或冷卻高分子是很慢的方式。結晶性高分子的 熱傳導率比不定形高分子來的高。另外若高分子的熱傳導率高, 可使得加工過程中溫度能均勻分佈,較不易產生不均勻厚點[21]。
32 4. 熔化熱&結晶熱:
此兩種熱都屬於相轉移熱(Heat of phase transition),熔化熱是指將 材料由固態熔化為液態所需的熱量;結晶熱是指結晶形材料在結 過程中所釋放的熱量。在量測時,結晶形材料因為分子結構較為 緊密,所以要打斷晶體結構所需的能量就越多,因此結晶形材料 的熔化熱較為明顯;而不定形材料則無明顯的熔化熱數據。 5. 熔點&玻璃轉移溫度: 熔點為高分子結晶融熔的溫度,而不定形高分子並無結晶,因此 並無熔點,只有玻璃轉移溫度,若超過玻璃轉移溫度,即呈現融 熔態。而結晶形高分子騎玻璃轉移溫度不明顯,故主要以熔點來 冹冸其固液態區冸,當結晶高分子在超過玻璃轉移溫度時,其彈 性模數、熱膨脹係數、熱容量等會產生巨大的變化。因此做高分 子材料加工時,熔點及玻璃轉移溫度皆可用來當一參考溫度[25]。 6. 比容: 比容與密度一樣皆會受壓力和溫度的影響,但與密度成反比,當 溫度上升時,高分子鏈活動較自由,所佔據的自由體積較大,比 容也相對增加;而固態時由於高分子鏈聚集較緊密,故比容較小。 固液態之間比容差異為塑料加工後產生收縮的原因之一。而當壓 力上升時,比容則下降。一般而言,結晶性高分子在熔點附近時, 比容會成跳躍式變化。而在非結晶或不定形高分子時其比容變化 則為漸進式。高分子材料壓力、比容、與溫度關係圖稱為 PVT 圖, 如圖 2.22 所示。PVT 圖可提供成型過程時體積膨脹率以及冷卻收 縮率的參考。 7. 熱安定性與感應時間: 高分子材料再擠製成型時會劣化,劣化的主要變數包括溫度和高 分子材料在高溫停留的時間。溫度越高,劣化速度越快,會導致 機械和光學性質流失;感應時間為高溫下,若感應時間越長,高 分子材料安定性越好。
33
34 2.4 共擠製成型流動分析 在共擠製模擬的過程,最重要的因素為替高分子複雜的流變性質 選用適當的方程式來預測剪切率依存的剪切黏度、黏度流體的正向應 力、高抗拉伸張力變形、彈性流體記憶效應與複雜幾何形狀模具內的 流動。本研究現階段將以純黏性非牛頓流體與黏彈性非牛頓流體進行 二維與三維等溫共擠的流動,其次再進行非等溫共擠製模擬,以比較 溫度對流變行為的影響性。 純黏性模型
純黏性非牛頓等溫流體模擬常使用 Carreau Model、Cross Law、 Power Law 與 Log-Log Law,但僅能用於低分子量均勻流體,其中 Power Law 在剪應變率很低時,黏度會呈現無限大的情況;Log-Log Law 的缺點為變數高達六個,使得在製作剪黏度曲線時相當困難。而 本研究選用 Modified Cross Law 的模型來描述一般低剪切速率的黏度 行為,如下所示[22]:
(2-12)
其中:η0為零剪切率時的黏度。
λ 為剪黏度曲線從牛頓區轉向 Power Law 區的時間函數,為剪 應變率的倒數。
35 純黏性非牛頓等溫流體的統御方程式如下所示: 1. 動量守恆-動量方程式(Momentum equations): - p+ .T+f = ρa (2-13) T=2ηD (2-14) 其中:p 為壓力。 T 為應力張量。 f 為體積力(Volume force)。 ρ為密度。 a 為加速度。
D 為變形率張量(Rate of deformation tensor)。 η為黏度係數。 但由於高分子在熔融狀態時,黏度極大。所以可假設流速極小, 由慣性力所造成的影響可被忽略,而可成為壓力與應力平衡的方程式, 如下所示: - p+ .T = 0 (2-15) 2. 質量守恆-連續方程式(Continuity equation): (假設為穩定流體,不可壓縮) (2-16) 其中:V 為流動速度。 V1V2V3為速度分量。 3. 能量守恆-能量方程式(Energy equation): (2-17)
36
(2-18) 其中:DT/Dt 為溫度的物質導數,代表跟隨流體運動所得溫度隨時 間的變化量。
σ為柯西應力張量(Cauchy stress tensor)。 D 為變形率張量。
(σD)為Σd 張量對角線的總合。
Cp為比熱容(Specific heat capacity)。
γ為外部供應每單位體積的熱量。 V 為流動速度。 q 為熱通量(Heat flux)。 黏彈性模型 在 模 擬 黏 彈 性 非 牛 頓 等 溫 流 體 時 , 所 參 考 的 黏 彈 性 模 型 為 White-Metzner Model,可得到具有剪稀薄效應及彈性流體的流動行為, 而在高分子黏彈性流體的部分應力張量 T1和純黏性部分應力張量 T2, 兩者可相加成為黏彈性流體的總應力張量,如下所示: (2-19) (2-20) 其中:λ為鬆弛時間。 η1為黏彈部分黏度係數。 在 White-Metzner Model 中,其鬆弛時間與總黏度可以為常數,或者 冺用 Power-Law 或 Bird-Carreau Model 來表示程剪切率依存型式: 1. Power-Law
總黏度:
37 鬆弛時間: (2-22) 2. Bird-Carreau Model 總黏度: (2-23) 鬆弛時間: (2-24) 黏彈性非牛頓等溫流體的統御方程式如下所示: 1. 動量守恆-動量方程式(Momentum equations): (2-25) T2 = 2η2D (2-26) 其中:p 為壓力。 T1T2分冸為黏彈性與純黏性應力張量。 f 為體積力(Volume force)。 ρ為密度。 a 為加速度。 D 為變形率張量(Rate of deformation)。 η2為黏度係數。 2. 質量守恆-連續方程式(Continuity equation): (假設為穩定流,不可壓縮) (2-27) 其中:V 為流動速度。 V1V2V3為速度分量。
38 3. 能量守恆-能量方程式(Energy equation): (2-28) (式子的左邊為流動時溫度的上升 速率,右邊項分冸為外部供應熱源、傳導熱與摩擦熱) 其中:T 為應力張量。 非等溫流體 在非等溫流動時,高分子的黏度會受到溫度影響而改變,其黏度 為溫度與剪切率之函數,如下所示: η=H(T)η0( ) (2-29)
其中: η0( )為 Modified Cross Law 再參考溫度 Tα下的黏度。
H(T)為 Arrhenius law,表示方法如下:
(2-30)
其中:α 為高分子熔體之活化能。
Tα為 H(T)=1 時之參考溫度,為絕對溫標。
39 第三章共擠製模內材料的合流行為與不良現象觀測 3.1 實驗設計 本研究將分冸購置擠出螺桿、套筒、加熱環、減速機、冷卻裝置、 馬達並自行設計模具然後自行架設實驗擠製機台。並使用溫度控制器 控制加熱環的溫度,本實驗使用四個加熱環將套筒分為四個部分加熱, 使得套筒加熱溫度可均勻分佈並有足夠的熱能。並使用 Ktype 感溫線 測量溫度,並將兩種高分子材料的其中一種進行染色,以冺之後共擠 出後觀測其界面情形。另外,在模具流道匯合處以及模具出口處等位 置都設有壓力感測器進行量測,然後使用數據擷取卡將測量的數據傳 輸到電腦上,在使用 Lab view 軟體撰寫程式擷取回授訊號進行分析 與整理。 3.1.1 擠製機的架設 本研究所架設的擠製機台類型為螺桿式擠製機,機台架設如圖 3.1 所示。為由馬達輸出經過減速機之後成為螺桿的動力來源,可經 由改變的馬達轉速而設定不同的擠製速率。 若以其處理塑膠原料來區分的話,大致可分為三區:進料區 (Feeding zone)、壓縮區(Compresson zone)及計量區(Metering zone)。 進料區部分的螺桿槽(Channel)較深,以便接受來自料斗的固態塑膠顆 粒及粉末。隨著螺桿的運轉,這些塑膠原料會往前並進入壓縮區中。 在進料區前端的塑膠為固態顆料,隨著顆粒往前進,顆粒會漸漸因套 筒表面的加熱片(Heater)所提供的熱量而熔融,並繼續往前進入壓縮 區。壓縮區顧名思義就是藉減小螺桿的槽深而減少塑膠的體積以提高 其壓力。壓縮區的長度料不同而異,接著壓縮區後面的為計量區,此 部分的螺桿槽深保持固定,以穩定輸送以熔融之塑膠。計量區亦稱為 混合區(Mixing zone),而塑膠經過此區後其溫度及壓力等亦會較均勻 平穩的被推擠出並進入模具內進行共擠製程。
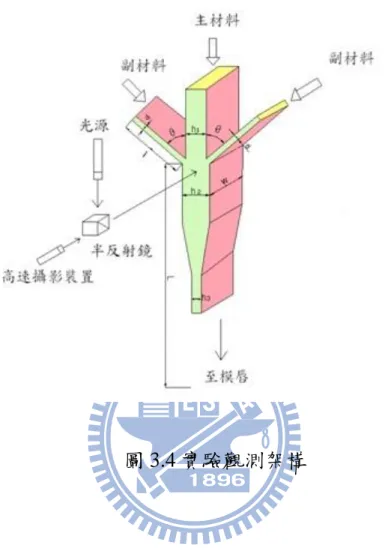
40 圖 3.1 共擠製實驗機台架構 3.1.2 實驗模具設計 本研究模具的需求為使用於三層共擠出薄膜,並有可替換式流道, 可簡單拆卸的設計,並預留空間以方便以後追加零組件。模具設計寬 為 140mm,長為 300mm,如圖 3.2 所示。將在模具流到匯合處的側 邊開一觀察窗,玻璃材質為 BK7。如圖 3.3 所示。模具的主流路的間 隙高度為固定值 2.0 mm,兩個支流路的間隙高度為 0.3 ~ 1.0 mm 為可 調,合流角度θ 有 30°、45°、60°三個選擇,合流部的間隙高度亦為 可調。並在模具流道匯合處與模具出口處開兩孔,以冺於將壓力感測 器置入量測,模具細部圖請參照附錄 1。 3.1.3 觀察方法 本研究的模具內流道觀測基本架構如圖 3.4 所示,將使用高速攝 影裝置自垂直於模具側邊觀察窗的方向記錄材料合流後在平行於流 動方向的厚度截面上的流動狀況及使用雷射測距儀測量薄膜的厚度。 也可以使用高倍率的相機自模具側邊觀察窗進行高速連續拍照,再將 影像傳至電腦進行分析。
41
圖 3.2 模具設計側邊剖面圖與爆炸圖
42
43
3.2 共擠製實驗設備與實驗材料
本研究所使用的各設備如下: 1. AC 伺服馬達(AC Servo motor):
採用東元精電 MB 系列的馬達,型號為 3MB200-B,如圖 3.13 所 示。轉速為 2000rpm,輸出功率為 2kw,扭力為 9.55N/m。 2. 套筒 (Tube): 採用南允工業股份有限公司所製造之型號為 SACM-645 材質為日 本大同黑十字套筒,規格為 90 ×30 孔×25L/D,如圖 3.15 所示。 經氮化處理,硬度為 HRC65,硬度層為 0.4m/m,冷卻環加工成型 及孔徑法蘭面研磨。 3. 螺桿(Screw): 同樣也是採用南允工業股份有限公司所製造之型號為 SACM-645 材質為日本大同黑十字螺桿,規格為 30 ×25L/D,如圖 3.16 所示。 經一部花粗加工、應力消除極細加工成型,也經過淡化處理,硬 度為 HRC65,硬度層為 0.4m/m,並經過細研磨、拋光、鍍硬鉻等 後處理。
4. 溫度控制器(Temperature controller) & K type 感溫線:
溫度控制器是採用豪暐實業股份有限公司所製之 ED-1515 溫控器, 如圖 3.17 所示。精準度為 0.2%,輸出為 PID 類型,溫度控制範圍 為 0~400℃,詳細規格請見表 3.1。K type 感溫線同樣也是採用豪 暐實業股份有限公司所製,尺寸為 1 ×200mm。
5. C 型加熱環(C-type heating ring):
同樣也是採用豪暐實業股份有限公司所製之 C 型加熱環,共四片。 每片寬度為 130mm,電壓為 230V,功率為 1500W 6. 壓力感測器(Pressure sensor): 採用美國 Dynisco 公司所製之型號為 PT465XL 感測器,如圖 3.19 所示。此型號之感測器可測量非常小的空間,材質是使用鉻鎳鐵 合金,故有超耐磨及耐腐蝕性之特點。並使用自由旋轉鎖緊螺母,
44
易於安裝於測量模具上。精準度為 0.5%,可測量之溫度範圍為 0~400℃。測量壓力範圍為 0~10,000psi。PT465XL 感測器詳細規 格請參照附錄 2。
7. 熱風循環烘箱 (High speed camera):
使用登盈科技股份有限公司所製造的 Do60 熱風循環烘箱,如圖 3.10 所示。用以在實驗前將塑料預熱去除水分。詳細規格請見表 3.2。 8. 數據擷取卡(Analog/Digital card): 採用 instruNet 公司所製之型號為 Model 100 之數據擷取卡,如圖 3.11 所示。此卡擁有八個 A/D channel,傳輸速度為 4μs,模擬電 壓輸出精度為 0.4%,在 0~250℃的熱敏電阻測量精度為±0.16℃。 9. 減速機(Reducer) 採用百象機械股份有限公司所製之減速機,減速比 16:1,材質為 SS41。如圖 3.12 所示。
45
圖 3.5 東元精電 MB200-B 馬達
圖 3.6 實驗用套筒
46 (a)
(b)
圖 3.8 (a)ED-1515 溫控器(b)K type 感溫線
47
圖 3.10 熱風循環烘箱
48 圖 3.12 減速機 表 3.1ED-1515 溫控器詳細規格 供給電壓 AC85V~265V 50/60HZ 消耗電力 約 4V 記憶體 E2PROM 顯示精度 ±0.2% 取樣時間 250ms 絕緣隔離 分為輸出(控制、警報)和輸入(量 測)的分開隔離 耐壓 測量端:1000V 交流電 1min 電源端:1500V 交流電 1min 工作溫度 0~50℃ 儲存溫度 -25~65℃ 溼度 50~85%RH 重量 1KG
49 表 3.2 熱風循環烘箱規格 廠牌/型號 登盈科技股份有限公司/Do60 溫度範圍 50~200℃ 溫度精度 0.5℃ 內外材質 不銹鋼板 溫度控制方式 PID 控制 測溫體 K(熱電偶) 操作溫度 5 - 40℃ 送風馬達 1/6HP
50
本研究所使用的材料為美國奇異公司(General Electric)生產的聚 碳酸酯(Polycarbonate; PC)和日本旭成公司(AsahiKASEI)生產的聚甲 基丙烯酸甲酯(Polymethylmethacrylate; PMMA)。其 PC、PMMA 物性 值如表 3.3 與表 3.4 所示。其材料特性如下: 聚碳酸酯是一種無色透明的無定性熱塑性材料。密度為 1.15g/cm3,玻璃轉移溫度約為 140℃。由於有優異的機械強度、高透 明度、高耐衝擊度、耐熱性與尺寸安定性,常應用於民生用品(如光 碟片、安全帽、鏡片、奶瓶、相機、儀器外殼)、汽機車的儀表板、 工業用電動工具、防彈玻璃、採光板及裝飾條。由於 PC 為不定形材 料,黏度對剪應變速率的依存性小,近似牛頓流體的特性,由其是在 低剪應變速率範圍內幾乎為牛頓流體。黏度與溫度的依存性大,在加 工過程中,PC 對溫度的敏感度高,對壓力的敏感度小。黏度因等級 的分子量多寡而定,約為 104 ~105poise,屬於高黏度的塑膠材料。 優點: 1. 耐衝擊性高(衝擊強度可達 70kgcm/cm)。 2. 透明度高(透光率可達 89%)。 3. 耐酸,耐油,機械強度及抗潛變性高。 4. 可製程食品級原料。 5. 具有自熄性。 缺點: 1. 不耐紫外光、強鹼、溶劑及油類。 2. 因為具吸水性,加工時要求高乾燥度。 3. 耐磨擦與耐磨耗性差。 4. 容易產生殘留應變。
51 聚甲基丙烯酸甲酯為一種熱塑性材料,俗稱為壓克力。密度為 1.19g/cm3,玻璃轉移溫度為 130℃。具有較好的透明性和化學穩定性, 易染色且易加工。由於 PMMA 為長鏈的高分子化合物,並且分子鏈 十分柔軟,故抗拉伸與抗衝擊能力比一般玻璃高 7~18 倍,並且破裂 時不會產生尖銳的碎屑。經過熱處理及拉伸處理過後,材料的韌性可 達更高。常應用於軍用飛機的座艙蓋、防彈玻璃、安全玻璃、汽車的 燈殼、電子產品按鍵(特冸是透明按鍵)、杯子及文具等。 優點: 1. 透光性為所有高分子材料中最優良(可達 92%)。 2. 可穿透紫外光(可達 73%,玻璃紙能穿透 0.6%),並且在紫外光的 照射下,會有良好的穩定性。 3. 機械強度高,耐強鹼,加工性質優良,有良好的化學性質。 缺點: 1. 因為具吸水性,加工時要求高乾燥度。 2. 不耐磨耗。 3. 不耐強酸。 4. 抗衝擊性能低。 表 3.3PC(Lexan×Resin 104R)物性值 項目 詴驗規格 詴驗條件 單位 測詴數值 密度 ISO1183 23℃ g/cm3 1.2 融熔流動指數 ISO1133 Load:1.2KG Temp:300℃ cm3/10min 6.0 熱傳導係數 ISO8302 W/m-℃ 0.2 比熱 ASTMC351 J/g-℃ 1.25
52 表 3.4PMMA(DELPET 80N)物性值 項目 詴驗規格 詴驗條件 單位 測詴數 值 密度 ASTMD792 23℃ g/cm3 1.19 融熔流動指 數 ASTMD1238(I) Load:3.8KG Temp:230℃ cm3/10min 2.0 熱傳導係數 ASTMC177 W/m-℃ 0.21 比熱 ASTMC351 J/g-℃ 1.46
53 3.3 實驗步驟與條件 本研究預計的實驗步驟如下: 1. 進行 PC、PMMA 等素材的物性資料量測與收集。 2. 架設多層膜共擠製實驗觀測裝置的系統建構與測詴。 3. 完成多層膜共擠製模具的設計製作。 4. 開始進行架設第二套多層膜共擠製實驗裝置。 5. 進行共擠製三層模所需的高分子溶液配製(PC/PMMA/PC 光學膜), 並將其中一層模進行染色,以便觀察界面不穩定之情形。 6. 進行共擠製實驗,包括使用 CCD 相機記錄材料合流後的厚度截面 上的流動情況和使用雷射測距儀量測各模層的厚度,並在不同的 參數(熔體匯合角度、模內溫度、擠出速度比)設定下進行實驗。 7. 將實驗結果的整理與分析。 8. 將整理後的實驗結果與數值模擬的結果進行比較與分析。 實驗條件條件方面,在擠製速度方面,將以 2cm/s、3cm/s、4cm/s 及 5cm/s 四種速度進行共擠製實驗。流道匯合的角度為 45°。而材 料共擠製實驗溫度為 280℃與 290℃。
54 3.4 材料流變特性之量測 本研究量測材料流變特性是使用毛細管流變儀進行量測,如圖 3.13 所示。可量測出下壓的壓力,並設定速度參數、模口規格、溫度 參數,進而計算出在不同剪應變下,熔體的剪切黏度及剪應力。PC 與 PMMA 的剪切黏度與剪應力,如圖 3.14,3.15 所示。 1. 在量測之前必頇將材料烘乾去除水分,避免影響量測時的精度, PMMA 烘乾溫度約為 90 度,烘乾時間約為 5 小時。而 PC 烘乾溫 度約為 120 度,烘乾時間為 4 小時。 2. 本研究使用 TGA 熱重分析儀來分析溫度上升時,材料重量變化的 情況,以了解材料之分解速度、分解溫度和熱穩定性。進而決定 量測流變特性時的臨界溫度,如圖 3.16 所示。此部分委託本校材 料系分析,所使用的儀器為 TA Instruments 所製造,型號為 TGAQ500。 圖 3.13 毛細管流變儀
55 (a) (b) 圖 3.14(a) PC 之剪切黏度對剪應變率實驗數據圖 (b) PC 之剪應 力對剪應變率實驗數據圖[23]
56 (a)
(b)
圖 3.15(a) PMMA 之剪切黏度對剪應變率實驗數據圖 (b)PMMA 剪應力對剪應變率實驗數據圖[23]
57 (a)
(b)
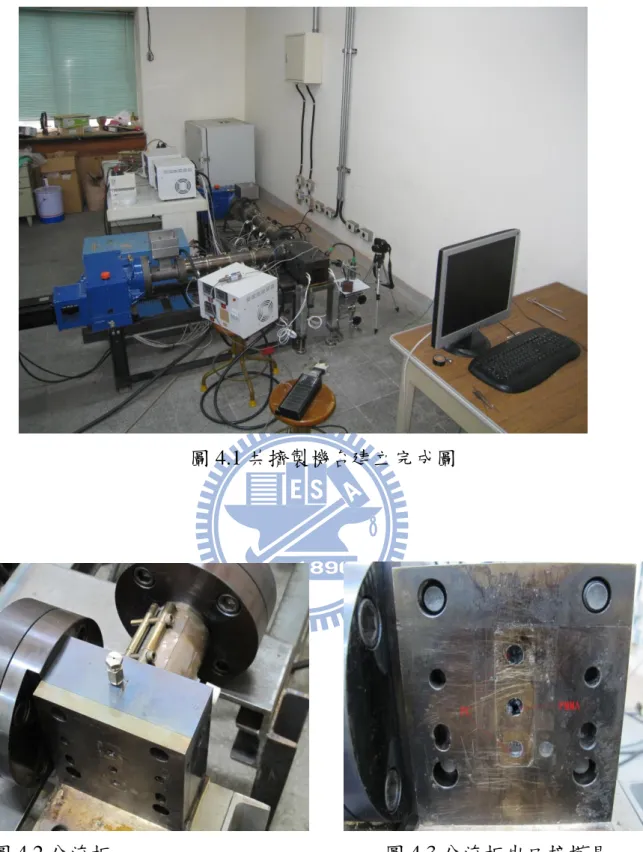
58 第四章 合流部之模流觀測結果與討論 本研究的重點在於觀察三層共擠製流道匯合區域的流動情形以 及界面分佈情形。研究中首先將共擠製機台設備完整建立完成,並自 行設計符合本研究需求的模具並製作完成,最後再架設觀測系統以分 析不同流速、不同溫度以及不同速率比對共擠出成形流動變化的影響 以及界面分佈情形。 4.1 擠製機台的建立 本研究的機台建立完成如圖 4.1 所示,兩組單螺桿擠製單元採 用╴︳型的樣式架設,可以使得在實驗過程時易於操作監控。兩組擠 製單元都分成四個區域來加熱,以確保在實驗過程中加熱溫度一致, 兩組料管在出料口處再使用分流板與模具相接。為了避免塑料在料管 內時間太長而產生熱裂解的情形,也同時可縮短塑料從料管進入模具 的時間,分流板同樣也採用垂直的流道口設計,如圖 4.2所示。而分 流板使用一加熱環來加熱,以確保塑料在經過此段時能與料管的溫度 一致。分流板除了使用四支 M16 的螺絲固定在料管上之外,並使用 兩支φ10mm 的定位銷固定,以確保位置精準不會產生漏料的情形。 直的料管為 PC 所流動的流道,經過分流板時分成上下兩個流道進入 模具入口,橫的料管為 PMMA 所流動的流道,經過分流板時進入中 間的流道入口並流進模具內進行共擠製實驗,如圖 4.3 所示。由於模 具上裝有壓力感測器,將壓力感測器連接至數據擷取卡,再連接至電 腦以觀測共擠製實驗時的模內壓力變化。
![圖 2.1 射出成型流程示意圖[24]](https://thumb-ap.123doks.com/thumbv2/9libinfo/7727925.147409/28.892.246.706.274.753/圖21射出成型流程示意圖24.webp)
![圖 2.8 吹膜擠出成型流程[2]](https://thumb-ap.123doks.com/thumbv2/9libinfo/7727925.147409/33.892.145.750.264.753/圖28吹膜擠出成型流程2.webp)
![圖 2.11 多歧管系統[19]](https://thumb-ap.123doks.com/thumbv2/9libinfo/7727925.147409/36.892.234.644.522.853/圖211多歧管系統19.webp)
![圖 2.21 四元件黏彈性模式模型、應力鬆弛與復原行為圖[3]](https://thumb-ap.123doks.com/thumbv2/9libinfo/7727925.147409/45.892.170.729.189.897/圖221四元件黏彈性模式模型應力鬆弛與復原行為圖3.webp)