行政院國家科學委員會專題研究計畫 期中進度報告
面射型雷射二極體構裝時之殘留應力分佈與焊後位移分析
(1/2)
計畫類別: 個別型計畫 計畫編號: NSC91-2212-E-110-004- 執行期間: 91 年 08 月 01 日至 92 年 07 月 31 日 執行單位: 國立中山大學機械與機電工程學系(所) 計畫主持人: 光灼華 計畫參與人員: 研究生:許兆民、劉安展、吳政樺 報告類型: 精簡報告 處理方式: 本計畫可公開查詢中 華 民 國 92 年 6 月 3 日
行政院國家科學委員會補助專題研究計畫成果期中報
告
※※※※※※※※※※※※※※※※※※※※
※※※※
※
※
※
面射型雷射二極體構裝時之殘留應力分佈
※
※
與銲後位移分析
(1/2)
※ ※
※
※※※※※※※※※※※※※※※※※※※※
※※※※
計畫類別:█個別型計畫 □整合型計畫
計畫編號:NSC91-2212-E-110-004
執行期間: 91 年 08 月 01 日至 93 年 07 月 31 日
計畫主持人:光灼華(中山大學機械系)
共同主持人:
本成果報告包括以下應繳交之附件:
□赴國外出差或研習心得報告一份
□赴大陸地區出差或研習心得報告一份
□出席國際學術會議心得報告及發表之計劃各一份
□國際合作研究計畫國外研究報告書一份
執行單位:國立中山大學機械工程學系
中 華 民 國 91年 05月 31日
行政院國家科學委員會專題研究計畫成果報告
面射型雷射二極體構裝時之殘留應力分佈與銲後位
移分析 (1/2)
計畫編號:NSC 91-2212-E-110-004 執行期限:91 年 8 月 1 日至 93 年 7 月 31 日 主持人:光灼華 中山大學機械與機電工程學系摘要
本計劃主要在探討陣列封裝面射型雷射二極 體模組(Vertical Cavity Surface Emitting Laser Module;VCSEL),於進行陣列封裝高溫老化(Aging) 及熱循環(Thermal Cycling Test)過程中,其熱應 力、殘留應力分佈與光源對應之雷射點位置焊後位 移變化情形。計劃中並分析 VCSEL 採用 63Sn/37Pb 及無鉛之 96.5Sn/3.5Ag 微錫球銲域歷經老化與熱 循環過程,銲材潛變效應,對其殘留應力分佈與銲 後雷射光源點位移之影響。 本期計劃中使用有限元素套裝程式 MARC 中的熱傳、非線性彈塑增量,及潛變模組,建 立面射型雷射二極體模組之有限元素分析模 式,並配合各種不同具時變特性之材料參數函 數,進行應力與變形之數值模擬分析。文中亦 對 VCSEL 採用方形與圓形銲墊設計差異,及其 在歷經老化過程中不同環境溫度的影響,及 VCSEL 中各部分殘留應力分佈與潛變效應分析 的關係。初步數值結果顯示,錫球起始固化時 之殘留應力分佈對此 VCSEL 在熱循環與老化過 程中之應力與銲後位移研究甚是重要,不可忽 略。 關鍵字:陣列封裝面射型雷射二極體模、殘留 應力、銲後位移 ABSTRACT
The thermal stresses, residual stresses distributions in a vertical cavity surface emitting laser (VCSEL) are investigated in this thesis. The post-weld shifts of the laser light sources in the VCSEL under the re-flow, temperature cycling test and high temperature aging test have also been simulated and studied. The creeping effects of the 63Sn/37Pb solder on the stresses distributions and post-weld shifts are compared and discussed.
The finite element package MARC is used for the stresses and deformation simulations of a VCSEL under different load cases. The heat transfer, the non-linear couple elastic-plastic increment and the creep models are employed in the numerical simulations. The temperature dependent material properties of the 63Sn/37Pb and 96.5Sn/3.5Ag solder are used for the temperature cycling and aging test. The effect of the circle and square solder pad designs on the stresses distributions in a VCSEL is also studied in this thesis. Numerical results indicate that the residual stresses introduced in the solidification is significant in stress and post-weld analyses of a VCSEL.
KEY WORD : VCSEL, FEM ,CREEP , RESIDUAL STRESSES.
壹、前言 二十一世紀是資訊蓬勃發展的世紀,由於網 際網路(Internet)與多媒體(Multimedia)應用 之風行,使得利用雷射光信號經由光纖傳輸聲音、 影像、資訊的多媒體服務需求也日益殷切,運用在 全球的主要骨幹巿場之光纖接取設備需求也急速 增加。在成本考量上,未來只需隨技術發展更換高 密度分波多工器(Dense Wavelength-division Multiplexer;DWDM)等光纖接取設備,就可使原 有的光纖網路頻寬大幅成長。 高密度分波多工器(DWDM)為近期通訊工程上 的重大突破,原理與分波多工器相同,但其工作於 同波長頻寬,故所使用雷射光源、頻寬必須很窄, 而面射型雷射二極體(Vertical Cavity Surface Emitting Laser;VCSEL)就是高密度分波多工器 設備中極重要的一環。結合光纖放大器之高速率, 高密度分波多工技術己成未來光纖網路具關鍵性 的核心技術,雖然目前超高速光纖通信,尚未完全 克服各種光纖之先天性非線性現象,及誤碼率劣化 等問題,但結合目前己趨成熟之分波多工技術,超 高速分波多工網路之通信科技仍指日可待。 面射型雷射二極體(VCSEL)因製程成本較低, 可望廣泛應用於寬頻網路(Gigabit Ethernet)。 面射型雷射二極體模組不同於傳統的雷射二極體 元件,屬於光訊主動元件(Optical Active Component)中的光收發模組,雷射光由晶粒表面 發射出,因為此雷射組件體積微小、圓形光束極易 與光纖耦合,且同時可製成平面矩陣式佈列,故利 於光纖通訊傳輸之應用。 在光纖通訊中,光纖中訊號之耦合效率非常重 要,其非僅影響訊號傳輸的品質,並且在決定系統 的性能、可靠度及價格方面是關鍵地位。光源與光 纖位置的精準耦合,及能否在歷經熱循環及高溫老 化試驗後維持長期相對位置? 定,亦成為本計劃研 究的重點。影響 VCSEL 耦合精準度最重要的因素, 就是 VCSEL 進行迴銲的銲後位移及銲域在歷經環 境溫度變化時的殘留應力分佈變化及潛變效應之 影響。由於一般光纖通訊組件在使用過程中,往往 因系統長時間使用過程中之開機、停機及周遭環境 溫度的變化,而使整個雷射二極體模組承受循環性 的升溫、降溫與老化的現象。為確保 VCSEL 製品承 受溫度變化影響之可靠度,一般對 VCSEL 品質檢測 中,均要求對 VCSEL 模組進行耐久性(Endurance) 測試;其主要項目有:(a)一定週期數之反覆性的 嚴苛升溫、降溫負載,亦即一般所謂的熱循環負載
定時間的高溫老化試驗(Acceleration Aging Test)。本計劃即主要在探討此熱循環負載與高溫 加速老化,對面射型雷射二極體模組的光源與光纖 耦合位置變化之影響、殘留應力在分佈及潛變效應 為分析主要對象。 一般面射型雷射二極體光源發射點與光纖的耦 合位置,只要有些微的偏位,就可以造成其訊號耦 合效率很大的損失。故經錫銲固化,不同熱負載後 因殘留應力再分佈造成之焊後位移 (Post-weld-shift; PWS),一直是面射型雷射二 極體組件,構裝的主要研究課題。為 確 保 面射型 雷 射 二 極 體 模 組 於 承 受 各 種 高 低 溫 操 作 環 境 時 之 可 靠 性 , 及 探 討 焊 域 於 不 同 熱 負 載 下,銲 域 內 之 殘 留 應 力 分 佈 與 銲 後 位 移 之 變 化 及 可 能 之 疲 勞 破 壞,銲 域 之 熱 應 力 與 銲 後 位 移 分 析 , 是 本 計劃之 研 究 重 點 。 面射型雷射二極體模組組件(詳見圖 1-1)主 要由三個部分構成;面射型雷射二極體的結構
(VCSEL Structure)、矽基板(Si Bench)及連接
兩者之為尺寸錫球組合而成,其各部分各自具有不 同之幾何形狀尺寸及材料機械性質。本計劃中涉及 之主要材料性質有熱傳導係數(Thermal Conductivity)、熱膨脹係數(Coefficient of Thermal Expansion;CTE)、楊氏模數(Young’s Modulus)、降伏強度(Yielding Strength)、材料 高溫潛變(Creep)特性等。當面射型雷射二極體模 組承受不同溫度時,因其溫度變化、幾何尺寸、錫 球結構排列銲接製程等設計差異性,均可能導致其 應力與應變分佈之不同。錫球焊域部份的銲後位移 變化,除需考慮溫度變化所產生的熱應力分佈外, 錫球於重流製程(Re-flow)製程因銲域固化過程所 造成的殘留應力分佈變化,及高溫時銲域材料之可 能潛變效應均使光源與光纖耦合位置之銲後位移 更為複雜。 圖 1-1 面射型雷射二極體模組封裝圖 本計劃主要利用有限元素分析法配合部分實 驗結果,探討面射型雷射二極體模組中,各組件在 承受銲後不同熱負載後,可能導致之殘留應力、熱 應力分佈及激發光源區域(Active Region)中心 與光纖耦合位置相對銲後位移的變化。計劃中並對 熱循環負載分析時是否應考慮銲錫起始固化殘留 應力分佈,及其所導致計算結果之差異詳加分析比 較。期此類分析結果,可供光電構裝過程中,各參 數設計選擇時之參考。 如今一般光電構裝組件製程中,主要採用之 低溫焊料均以含鉛之 63Sn/37Pb 共晶合金(熔點 183o C)為主,由於其中鉛元素對長期環境具有破壞 性,故採用無鉛銲料,是目前世界上大部分先進國 家在焊料使用方面的趨勢。然因目前現有無鉛銲料 之熔點略高之特性雖可能有助其製品承受高溫時 之可靠性,但亦可能將嚴重影響現有之製程。計劃 中在應力與銲後位移分析部份,亦討論了 96.5Sn/3.5Ag 無鉛銲料,其對殘留應力分佈及銲 後位移之影響,期能進一步瞭解此類高溫無鉛銲料 對面射型雷射二極體模組構裝之可能影響。 1-2 面射型雷射二極體模組(VCSEL)簡介 面射型雷射二極體(VCSEL)基本原理就和彩虹 一樣,若將光分成紅、橙、黃、綠、藍、靜、紫, 而面射型雷射二極體就是利用分光/合光波原理, 把多個不同波長的訊號,在同一根光纖中傳輸,同 時可由同步光纖傳輸每一波長的調制速率,經過不 同波長光訊號的高密度多工系統,把全部容量提高 而大大提升了光的傳輸速度,改善網路塞車的窘 困。
本計劃所探討的面射型雷射二極體模組,主要分為 三個部份,如圖 1-1 所示,分別為面射型雷射二極 體結構體(VCSEL Structure,如圖 1-2 所示)、微 錫球(Micro-solder Ball)與矽基板(Si Bench), 其中面射型雷射二極體結構體為半導體磊晶制 品,控制不同材料,逐層生長出不同厚度之砷化鋁 (AlAs)、砷化鎵鋁( AlGaAs)、砷化鎵(GaAs)層次。 在通電操作過程時,如圖 1-3 所示,激發的雷射光 由光源作用區(Active Region)直接射出,打在矽 基板的反射面上,由固定在矽基板上之光纖接收, 但當中第二層(Multiuquantun-wall;MQW),因不 射光的電子電洞結合 Au/Ge(88wt%12wt%):500A Au:3500A Ni:200A 250μm n-metal n-Substrate 0.5μm P+:2000A 3.5μm 2.5μm Ti:100A Au:2000A Solder Active region P-DAR A A MQW GaAs P-metal A AlGaAs/GaAs AlAs/AlGaAs AlAs/AlG aAs n-DBR 圖 1-2 面射型雷射二極體結構體示意圖 圖 1-3 VCSEL 工作示意圖 之能量變化,產生熱量造成結構體之溫度變化, 可能造成面射型雷射二極體內部的熱應力破壞。 面射型雷射二極體結構體,基本上各層為磊 晶成長之結構,其鍵結方式為共價鍵(Covalent Bond)結合,利用高低折射率不同的介質,造成 共振腔(Resonant Cavity),使光在其中來回產 生共振,當到雷射激光的條件時,即產生雷射光 射出。VCSEL 中微錫球(Solder Bump)成形的製 程步驟,大致上可分為電子塗敷 (Electroplating)與重流(Reflow)兩項: a、 脈衝式電鍍過程:使用含 Pb2+ 與 Sn 2-離子的 溶液,陽極板為 錫鉛(PbSn)的合金;將待鍍物置於陰極板 上,提供順向與逆向交替電流,設定時間, 電鍍出所需要尺寸的錫球。 b、重流過程:電鍍完後的錫球因其表面粗糙, 且有氧化層,會 造成覆晶(Flip-chip)過程的問題,因此必須在錫 球上覆以塗料並加? 使之重流成形,在重流後, 錫球因表面張力的緣故,會成一半球形錫球。 矽基板的製作方式為電鍍,將矽基板置於陰極, 陽極為鈦白金鋼材,操作? 度範圍在 25 ~ 38℃ 之間,而整個面射型雷射二極體模組的封裝,則 是採用覆晶技術,由覆晶技術本身來自我對準 (Self-alignment)特性達到精準耦光的要求,故 在陣列雷射和矽基板結合之前,須加熱迴銲使錫 球因表面張力成圓球狀。 1-3 文獻回顧 由於面射型雷射二極體模組,主要由面射型雷 射二極體的結構體、焊錫及矽基板組成,當模組受 到熱負載(Thermal Load)時,因各組成材料之材 料機械性質不同及溫度分佈不同,其受熱膨脹度亦 有所差異,相對的,這些膨脹係數之差異,導致材 料間之熱應變及熱應力亦有所不同。這些熱應變及 熱應力的大小和分佈,會隨著熱負載的過程而不斷 的變化,配合錫球起始固化之殘留應力,造成局部 塑性變形,導致光源耦合位置位移量的增加,最後 造成光纖與光源間之光耦合效率的減低。有關於光 電構裝組件相關焊接材料性質的探討,以及組件受 到熱循環負載時,其焊域的熱應力分析及熱疲勞壽 命預測研究已相當多。 K ash yap (1 981 ) 針對高? 銲料所做實驗,歸納其基 本的機械性質。Thomas (1987)在IBM公司發表有關熱循環疲 勞負載對表面接著技術(Surface Mounted Technology; SMT)上的重要影響。Lau 與Pan(1991,1993,1995,2000) 對電子構裝相關的材料─? 度變化關係作一彙整,並且探討 材料與應力與應變的關係。Mei(1992)探討錫鈹(Sn-Bi)與錫 Laser Beam Fib er
鉛(60Sn-40Pb)兩種低熔點合金應用在電子封裝工程時的一 些性質。Paul (1996)對不同的錫球材料,錫鉛(6337)、錫 銀鈹(Sn-Ag-Bi)、錫銀銅銻(Sn-Ag-Cu-Sb)使用在封裝方面 的應力應變、潛變效應等有相當的研究。Wiese(1999)對 Sn63-Pb37材料銲錫,除了闡述了它的潛變效應外,更對破 裂(Crack)現象進行有限分元素分析與測試。 貳、面射型雷射二極體模組承受熱負載時之殘留 應力變化與位移分析 本計劃研究的重點,在探討面射型雷射二極體模 組中的各部元件,在受銲後殘留應力分析,與承受 不同熱疲勞負載時,其熱應力分佈與光源耦合點銲 後位移趨勢的變化。文中使用 MARC 套裝有限元素 分析軟體,假設三維對稱模型,並配合材料-溫度 的函數關係,分析面射型雷射二極體模組在不同熱 負載、重流迴銲過程、高? 老化過程、熱循環過程 與操作狀態下? 升過程,各負載條件下其光源與光 纖耦合點相對位移變化,與受? 度影響的殘留應力 分佈變化的情形,除針對目前廣泛使用之 63Sn/37Pb 錫鉛銲料進行分析外,並且因應無鉛銲 料漸趨盛行之趨勢,探討若採用無鉛之 96.5Sn/3.5Ag 錫銀銲料之影響。 2-2 面射型雷射二極體模組各組件的材料尺寸與 性質 本計劃分析之面射型雷射二極體模組 (VCSEL)如圖 2-1 所示, 圖 2-1 面射型雷射二極體模組各部元件尺寸圖 VCSEL 各部元件之相關尺寸與性質,簡述如下: 1、 面射型雷射二極體結構(VCSEL Structure) 面射型雷射二極體模組的本體結構,是 以砷化鎵(GaAs)為主材料,加入鋁元素進行 半導體磊晶製程,因其各磊晶層材料之基本 機械性質變化很小,分析時乃假設全部為砷 化鎵材料,長寬高為 1000x 300x 265.59(μ m)。 2、微錫球:(Micro-solder Ball) 本計劃在分析時,採用兩種材料 63Sn/37Pb 與 96.5Sn/3.5Ag,直徑 50μm, 其與砷化鎵及矽基板結合部份外形使用簡化 之截圓法預估,高度為 30μm。銲墊位置的 設計,如圖 2-2 所示。 3、矽基板:(Silicon Bench) 矽基板的尺寸為 4200x1200x2400(μ m),但在分析時,為求簡化僅取 1000x300x250(μm) 與 VCSEL Structure 相 接部份進行模擬分析,因此部份與銲域相接 受熱影響區影響較明顯,較具代表性。 A c t i v e r e g i o n M e t a i p a d f o r a c t i v e r e g i o n P a d f o r f l i p c h i p 圖 2-2 面射型雷射二極體模組銲墊設計圖 以上相關材料之機械性質,可見表 2-1 及 2-2,其他與溫度函數相關之材料性質,可參照附 錄 A 所列錫球材料與? 度變化之函數係數;其主要 係根據 Pan 於 1991 年之實驗數據與整理資料,及 NIST ( National Institute of Standards Technology ) 的材料數據資料庫之數據,配合部 份己知錫球的特性進行曲線嵌合(Cure Fitting) 所得。 2-3 VCSEL 歷經不同熱負載時之殘留應力分佈變化與位移 分析 2-3-1 面射型雷射二極體模組之? 銲過程 本計劃所採用之? 銲製程設計有二種:第一種
Metal Pad for Active Region
為目前工研院光電所在進行 VCSEL 試製所採用的 ? 銲製程設計(一),第二種則為一般標準錫球柵 陣列封裝(BGA)製程所常採用的? 銲製程(二)。 現將其分述如下: 1、 ? 銲製程(一) 表 2-1、錫球潛變係數 錫球種類 (Solder Alloy) 材料常數(A) (1/sec-MPan ) 活化能 ( △ Q) (eV) 應力 指數 (n) 錫鉛(63Sn37Pb) 0.2046 0.494 5.248 錫銀 (96.5Sn3.5Ag) 0.0001927 0.697 11.3 表 2-2(a)、砷化鎵與矽基板之材料常數 性質 砷化鎵 (GaAs) 矽基板 (Si) 密度(Mass Density, kg/m3 ) 5320 2330 熔點(Melting Point,o C) 1511 1680 彈性係數(Elastic Modulus,GPa) 84.95 190 蒲松比(Poisson Ratio) 0.31 0.4 降伏強度(Yield Stress,MPa) 42.03 34.45 熱膨脹係數(Thermal Expensive Coefficient,ppm/o C) 54 2.4 比熱(Specific Heat,J/kg-o C) 322 712 熱傳導係數 (Conductivity, W/m-o K) 5.72 148 表 2-2 (b)、錫鉛銲料與錫銀銲料之材料常數 性質 錫 鉛 錫 銀 密度(Mass Density, 8420 7500 kg/m3 ) 熔點(Melting Point, o C) 183 221 彈性係數(Elastic Modulus,GPa) 附錄 A 附錄 A 蒲松比(Poisson Ratio) 0.4 0.4 降伏強度(Yield Stress,MPa) 附錄 A 附錄 A 熱膨脹係數(Thermal Expensive Coefficient,ppm/o C) 附錄 A 附錄 A 比熱(Specific Heat, J/kg-o C) 176 226 潛熱 (Latent Heat, J/kg-o C) 360 640 熱傳導係數 (Conductivity, W/m-o K) 50.9 33 令面射型雷射二極體於自然熱對流( Free Convection )狀態下,採用 Ellison 的熱傳係數經 驗公式,配合使用疊代法,模擬 63Sn/37Pb 錫鉛與 96.5Sn/3.5Ag 錫銀銲料之? 銲過程,如圖 2-3 所 示,63Sn/37Pb 錫鉛與 96.5Sn/3.5Ag 錫銀銲料之 ? 銲過程(一)溫度與時間變化關係圖,其中可發現 各元件表面與內部組織間的溫度差極小,約僅千分 之一℃左右,但由於面射型雷射二極體模組其各組 成元件間,材料性質各不相同,如砷化鎵之熱膨脹 係數約為矽基板的 25 倍,故在熱脹冷縮的過程 中,造成一定程度之殘留應力分佈。本計劃亦針對 63Sn/37Pb 錫鉛與 96.5Sn/3.5Ag 錫銀銲料在採用 圓形與方形銲墊不同設計下,歷經 30 秒? 銲製程 後,其銲後殘留應力分佈與銲後位移變化進行分 析,其迴銲過程中各階段之? 度與時間變化的關 係,如第二章所述。相關有限元素網格分割,採用 3 維 8 節點立方體元素,亦即 MARC 元素類別編號 43 之 3D 元素。網格元素數目:VCSEL Structure 為 3366 個、Micro-solder Ball 為 120 個、Si Bench 為 432 個全部共 3918 個元素。分析模式採用的為 非線性熱傳、彈塑增量模式。
0 50 100 150 200 250 300 0 5 10 15 20 25 30 35 40 Time(sec) 96.5Sn/3.5Ag 63Sn/37Pb 圖 2-3 錫鉛與錫銀銲料? 銲過程(一)溫度與時間 變化關係圖 在? 銲過程中,因為? 度峰值必須高於錫 球熔點,使銲料熔化,才能達到固接目的,所 以錫球銲料於固化時,因其溫度分佈、相變化 及熱膨脹係數差異而產生殘留應力分佈。圖 2-4 為歷經迴銲製程(一)後,雷射二極體模 組截面之應力分佈情形。結果顯示,固化過程 中,銲域內部各點之拉扯現象,使得銲後殘留 應力分佈集中在錫球靠近砷化鎵與矽基板相 接處,愈是位於外側之錫球,其殘留應力分佈 集中情形愈是明顯。圖 2-5 為歷經迴銲製程 (一)後,方形銲墊外端之 63Sn/37Pb 錫球在 E、F 點截面之殘留應力分佈圖。圖中最大殘 留張應力發生在 P 點錫球與砷化鎵界面邊緣 位置,因矽基板的熱傳係數約為砷化鎵之 25 倍,且矽基板上表面的熱對流係數較砷化鎵 大,因此,錫球與矽基板接合面的熱量散失比 錫球與砷化鎵快,固化較快發生,造成固化後 銲域與砷化鎵相接附近區域殘留應力亦較矽 基板相接附近區域大。圖 2-6 則為 P 點歷經迴 銲製程(一)之應力與爐溫變化情形。在剛開 始加熱的階段,由於砷化鎵的熱膨脹係數較 大,受熱後往外膨脹,使錫球 P 點受拘束呈現 壓應力狀態而 P 點靠錫球一側則為張應力。當 上升溫度達到 125℃時,由於錫鉛銲料之楊 圖 2-4 ? 銲過程(一)完成後最大主應力分佈圖 圖 2-5 製程完成後錫鉛銲料錫球斷面殘留最大主 應力分佈圖 -50 -40 -30 -20 -10 0 10 20 30 40 0 50 100 150 200 250 300 0 5 10 15 20 25 30 35 40 Time(sec)
Principal Stress Major
Temperature
圖 2-6 面射型雷射二極模組歷經? 銲製程(一) 過程外端錫球 P 點位置最大主應力及
? 度對時間之變化情形 氏模數隨著溫度上升而有急遽的衰減,使得錫 球銲域材質隨溫升而變軟,造成 P 點壓應力逐 漸消失的現象。當溫度上升至熔點( 183℃) 時,因此時楊氏模數幾為零,錫球銲域整體之 熱應力均幾為零,歷經降溫固化過程後,當溫 度降至室溫時,整體錫球之銲後殘留應力分佈 達到一穩定值。此面射型雷射二極體模組固化 後之殘留應力分佈情形如圖 2-4 所示。 ( ii )、位移分析 面射型雷射二極體模組於進行? 銲製程 (一)過程,其模組上之光源活性區 A 點及 B 點之位移變化如圖 2-7(a)及(b)所示,基本上 其位移的變化量是隨? 度曲線變化,當溫度回 至室溫後,面射型雷射二極體模組不再有位移 場的變化,光源作用區的位置也就固定了,但 因錫球銲料固化過程之塑性變形與殘留應力 分佈造成銲後位移的存在,圖 2-8 則為面射型 雷射二極體模組於? 銲製程(一)其光源點(A 點及 B 點)與矽基板對應點(C 點及 D 點)間 相對耦合位置之相對位移(A-C,B-D)變化情 形,而其位移量之三個分量中,因光源與光纖 耦合關鍵面在 Y-Z 平面,所以橫向分量(X-分量)為影 0 0.1 0.2 0.3 0.4 0.5 0.6 0 50 100 150 200 250 0 5 10 15 20 25 30 35 40 Time(sec) Displacement Temperature 0.0085 (a) A 點 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 0 50 100 150 200 250 0 5 10 15 20 25 30 35 40 Time(sec) Displacement Temperature 0.00343 (b) C 點 圖 2-7 面射型雷射二極體模組進行? 銲製程(一) 光源點位移變化 -0.5 -0.4 -0.3 -0.2 -0.1 0 0.1 0 5 10 15 20 25 30 35 40 Time (sec) A-C B-D 0.0052 -0.00165 圖 2-8 A、B 兩位置光耦合點間相對位置位移變化 情形 響光耦合效率之最重要位移分量,事實上,此 方向之銲後變形量也較大。圖 2-9 為面射型雷 射二極體模組於歷經? 銲製程(一)固化後, A-C 耦合點相對橫向 X-分量之銲後位移變化 情形。 ( iii )、圓形與方形銲墊之比較 表 2-3 為 63Sn/37Pb 錫鉛與 96.5Sn/3.5Ag 錫銀兩種銲料,分別採用直徑 40
m
圓形與邊長 40
m
方形銲墊設計,歷經 ? 銲製程(一)數值計算結果。採用方形銲墊 設計時,錫銀銲料的最大殘留主應力值明顯較 錫鉛銲料之最大殘留主應力值大,同時歷經迴 銲製程後之銲後位移量亦較大,雖然錫銀銲料 有較高的降伏強度,但就殘留應力分佈而言卻 未必較採用錫鉛銲料為佳。同時採用錫銀微錫 球其光纖耦合位置之銲後位移量,亦較錫鉛銲 料多,光纖耦合效率的損失亦較使用錫鉛銲料 Di sp la c e me n t( μm) Di sp la c e me n t( μm) Di sp la c e me n t( μm)時大。採用圓形銲墊設計時,錫鉛的殘留應力 較錫銀大,但在比較銲後位移時,卻比較小。 2、 ? 銲製程(二) 0 0.05 0.1 0.15 0.2 0.25 0 5 10 15 20 25 30 35 40 Time (sec) A-C B-D 0.00849 0.0030 圖 2-9 A、B 兩位置光耦合點橫向 x 分量歷經迴銲 製程後之銲後位移變化情形 表 2-3 球? 銲製程(一)錫鉛與錫銀銲料圓形與方 形銲墊設計數值計算結果比較表 ? 銲製程(二)為一般尺寸 BGA 錫球常用之 迴銲設計,迴銲時間一般約在 3 ~ 6 分鐘。因迄 今尚無標準化之 VCSEL 微錫球迴銲製程,故本研 究除對 3 分鐘與 6 分鐘的錫鉛與錫銀銲料? 銲製 程(二)進行數值模擬外,另外亦就 0.5 分鐘、 1 分鐘、9 分鐘、12 分鐘等迴銲製程之可能影響 進行模擬分析,期能了解迴銲製程上,時間因素 對殘留應力及銲後位移的影響,而? 銲製程(二) 中有關 63Sn/37Pb 錫鉛及 96.5Sn/3.5Ag 錫銀銲 球之各時間與? 度關係,詳見表 2-4(a)及(b)。 文中採用自然對流熱傳模式,配合疊代法進行? 銲製程模擬,圖 2-10 所示為錫鉛與錫銀銲料進 行 3 分鐘? 銲製程(二)模擬,其所得表面節點 之? 度變化情形,結果與爐? 之? 度曲線相當接 近。於銲墊設計上也分別考慮圓形與方形兩種設 計形式。 ( i )、應力分析 圖 2-11 為 63Sn/37Pb 錫鉛銲料在方形銲墊的 設計下,經三分鐘迴銲製程(二)後 VCSEL 截面 的殘留應力分佈圖。銲錫固化過程中,由於銲域 材料相變化及各組件熱膨脹係數等之差異,造成 銲域熔融固化過程中,銲域內部各點之漲縮拉扯 現象, 表 2-4(a) 錫鉛銲料球柵陣列封裝過程時間與溫 度表 錫球銲料 種類 計算結果 錫 鉛 (63Sn/37Pb) 錫 銀 (96.5Sn/3.5Ag) 銲墊(Pad)形 式 方 形 圓 形 方 形 圓 形 殘留應力 (MPa) 44.1 53.03 64.22 43.31 橫向位移 (μ m) 8.49e-3 -6.59e-3 1.05e-2 -2.49e-2 縱向位移 (μ m) -6.18e-3
8.36e-3 -1.14e-2 2.08e-2 垂直位移 (μ
m)
時間 分 鐘 溫度 (o C) 0.5 1 3 6 9 12 25 0 0 0 0 0 150 12.5 25 75 150 225 300 150 17.5 35 105 210 315 4200 200 20 40 120 240 360 480 215 21.875 43.75 131.25 262.5 393.75 525 220 22.5 45 135 270 405 540 215 23.125 46.25 138.75 277.5 416.25 555 200 25 50 150 300 450 600 25 30 60 180 360 540 720 25 45 75 200 380 570 750 表 2-4 (b) 錫銀銲料之球柵陣列封裝過程製程時 間與溫度表 時 間 溫度 (o C) 0.5 分鐘 分鐘 1 分鐘 3 分鐘 6 分鐘 9 12 分 鐘 25 0 0 0 0 0 0 180 12.5 25 75 150 225 300 180 17.5 35 105 210 315 420 245 20 40 120 240 360 480 264 21.875 43.75 131.25 262.5 393.75 525 270 22.5 45 135 270 405 540 264 23.125 46.25 138.75 277.5 416.25 555 245 25 50 150 300 450 600 25 30 60 180 360 540 720 25 45 75 200 380 570 750 0 50 100 150 200 250 300 0 20 40 60 80 100 120 140 160 180 200 Time (sec) 96.5Sn/3.5Ag 63Sn/37Pb 圖 2-10 VCSEL 模組歷經三分鐘 BGA 迴銲製程中表 面節點之溫度模擬圖 圖 2-11 錫鉛銲料在? 銲製程(二)3 分鐘製程後 的最大主應力分佈圖 使得銲後殘留應力分佈集中在錫球靠近砷化鎵 與矽基板相接處。同時,距離對稱面愈遠之外 側錫球,其銲後殘留應力分佈的情況,也就愈 明顯。圖 2-12 則為最外側 E、F 接合點間錫球 截面的殘留應力分佈圖。如前節所述因矽基板 的熱傳導係數較砷化鎵大了許多,加上與矽基 板接合面的熱對流係數較砷化鎵的接合面大, 所以,與矽基板之接合面,於降溫時會先行固 化,因此,在殘留應力分佈上,錫球與砷化鎵 接合面的殘留應力值會大於與矽基板之接合 面,其中最大殘留主應力值發生在圖中 P 點位 置。圖 2-13 則為錫球 P 點位置之熱應力與溫度 在歷經迴銲過程時之相互變化關係圖。在溫升 過程時,因砷化鎵的熱膨脹係數大於錫鉛銲料 與矽基板,所以 P 點因受錫球之拘束而呈現壓 應力狀態。溫度升達 125℃時,由於錫鉛銲料
之楊氏模數值隨著溫度上升而有急遽的下降, 使得銲域材質變軟,造成壓應力逐漸喪失的現 象。當溫度升達熔點( 183℃)時,錫球銲域之 熱應力幾降為零,歷經固化過程後,當溫度降 至室溫時,其銲後殘留主應力分佈將如圖 2-11 所示。 (ii)、位移分析 圖 2-12 三分鐘? 銲製程(二)完成後之錫球斷面 最大主應力分佈圖 圖 2-13 面射型雷射二極模組歷經三分鐘? 銲製程 (二)過程外端錫球(P 點)應力,? 度、 時間之變化情形 在採用迴銲製程(二)、時間為 3 分鐘之迴 銲過程時,其光源點(A、B 點)之位移變化的 情形如圖 2-14 所示,其光源耦合點位移變化情 形,基本上與該點模擬之溫度變化曲線趨勢相 呼應。而圖 2-15 則為主要影響光纖耦合效率, 光源相對耦合位置在橫向(X-方向)位移變化 情形。結果顯示光源耦合位置位移變化量,係 隨其? 度而變化。亦即隨? 度之升降而增加或 減少。 (iii) 、迴銲時間之影響 因迴銲時間對於錫球熔化過程之熱衝擊 ( Thermal Shock )及銲域固化後之殘留應力分 佈均有極大影響,所以本計劃中在迴銲製程 中,分別討論在採用 0.5、1、3、6、9、12 分 鐘等不同迴銲時間,對於 63Sn/37Pb 錫鉛與 96.5Sn/3.5Ag 錫銀銲料,在採用方形與圓形銲 墊設計時,其銲後殘留應力分佈與銲後位移進 行數值分析,並比較其間的差異。 表 2-5(a)、2-5(b)為錫銀與錫鉛銲料,使用 不同銲墊設計時,數值模擬結果。錫銀銲料在 1、 3、6 分鐘迴銲製程時,配合方形 0 0.1 0.2 0.3 0.4 0.5 0.6 0 50 100 150 200 250 0 20 40 60 80 100 120 140 160 180 200 Time(sec) Displacement Temperature 圖 2-14 三分鐘? 銲製程(二)過程中光源點(A 點)之位移變化 0 0.1 0.2 0.3 0 20 40 60 80 100 120 140 160 180 200 Time (sec) A-C B-D 0.00201 0.000450 圖 2-15 三分鐘? 銲製程(二)光耦合橫向分量位 置位移變化情形 2-5(a) 球? 銲製程(二)錫鉛與錫銀銲料圓形與方 形銲墊設計殘留應力結果比較表 錫 球 材 質 (殘 留 應 力) 迴 銲 (63Sn/37Pb) 錫 鉛 (96.5Sn/3.5Ag) 錫 銀 Di sp la c e me n t( μm)
時 間 (min) 方形銲墊 圓形銲墊 方形銲墊 圓形銲墊 0.5 43.28 MPa 37.45 MPa 41.09 MPa 81.17 MPa 1 43.69 MPa 37.69 MPa 23.22 MPa 86.50 MPa 3 42.96 MPa 36.79 MPa 26.53 MPa 92.59 MPa 6 39.19 MPa 32.61 MPa 30.76 MPa 84.14 MPa 9 38.20 MPa 36.88 MPa 42.44 MPa 81.32 MPa 12 38.29 MPa 37.20 MPa 42.81 MPa 79.58 MPa 2-5(b) 球? 銲製程(二)錫鉛與錫銀銲料圓形與方 形銲墊設計光源耦合位置橫向位移結果比 較表 錫 球 材 質 (位移量μm) 錫 鉛 (63Sn/37Pb) 錫 銀 (96.5Sn/3.5Ag) 迴 銲 時 間 (min) 方形銲 墊 圓形銲墊 方形銲墊 圓形銲墊
0.5 8.32e-3 -1.07e-2 2.17e-2 -1.78e-2
1 8.52e-3 -1.08e-2 2.81e-2 -1.79e-2 3 8.29e-3 -1.04e-2 2.21e-2 -1.79e-2 6 8.13e-3 -9.78e-3 2.22e-2 -1.55e-2 9 8.37e-3 -1.11e-2 2.17e-2 -1.69e-2 12 8.39e-3 -1.12e-2 2.61e-2 -1.82e-2 銲墊設計下,最大殘留主應力值較 0.5、9、12 分 鐘製程要小,在錫鉛銲料中此情形則較不明顯。在 圓形銲墊設計時,錫銀銲料在 1、3、6 分鐘迴銲製 程時,最大殘留主應力值較 0.5、9、12 分鐘製程 要大,在錫鉛銲料中此情形亦不明顯。故使用錫銀 銲料時,面射型雷射二極體模組於標準球柵陣列封 裝製程方形銲墊設計的適當製程時間為 1 ~ 6 分 鐘。若為圓形銲墊設計,則 6 分鐘以後的時間製程 較為恰當,錫鉛銲料於不同製程時間造成的殘留應 力差異不大。若就銲料種類比較,則可發現圓形銲 墊設計時錫銀銲料的殘留應力與銲後位移較錫鉛 銲料為大,方形銲墊時錫鉛銲料與錫銀銲料殘留應 力值差異不大,但銲後光纖耦合位移則為錫鉛銲料 較小。 圖 2-16(a)及(b)為錫鉛與錫銀銲料於不同時 間下對圓形與方形銲墊的殘留最大主應力變化情 形。圖 2-17(a)及(b)錫鉛與錫銀銲料於不同時間 下圓形與方形銲墊的光源耦合位置橫向位移變化 情形。 2-2-2 面射型雷射二極體模組承受熱循環負載之 分析
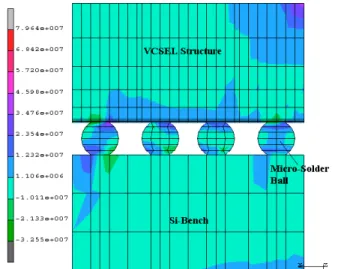
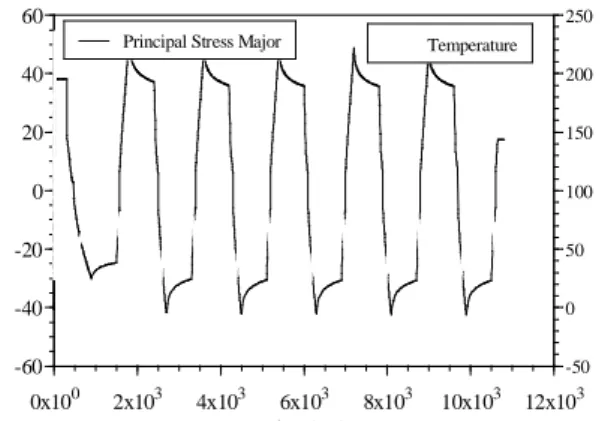
-30 -20 -10 0 10 20 30 40 0 2 4 6 8 10 12 Time(minute) circle plate 20 30 40 50 60 70 80 90 100 0 2 4 6 8 10 12 Time(minute) circle plate 圖 2-16 於不同時間迴銲製程(二)下對圓形與方 形銲墊的最大殘留主應力變化情形 -0.015 -0.01 -0.005 0 0.005 0.01 0 2 4 6 8 10 12 Time(minute) circle plate (a) 錫鉛銲料 -0.02 -0.01 0 0.01 0.02 0.03 0 2 4 6 8 10 12 Time(minute) circle plate (a) 錫銀銲料 圖 2-17 於不同時間迴銲製程(二)圓形與方形銲 墊光源耦合位置橫向位移變化情形 本計劃中的熱循環負載模擬,為採用美國 Bellcore 公司的 TA-TSY-00983 技術規範。但因受 限於有限元素分析時間因素(如經五個週期需時三 天),僅對面射型雷射二極體進行五個熱循環過 程,在考慮熱彈塑量模式與潛變效應下的模擬計 算,並分析錫鉛、錫銀銲料,在有無考慮起始固化 殘留應力下,經不同週期數熱循環過程中,其熱應 力分佈與位移變化情形。文中亦討論潛變效應在分 析面射型雷射二極體模組應力分佈之可能影響。 ( i )、應力分析 面射型雷射二極體模組承受熱循環負載 的應力分析重點,主要置於銲域內之起始固化 殘留應力分佈及潛變效應,對熱循環階段中 高、低溫時之熱應力分佈。面射型雷射二極體 經迴銲固化過程後,於各組成元件中均有殘留 應力的分佈,此殘留應力分佈在模組承受熱循 環測試時,因溫度分佈變化的緣故,各點熱應 力分佈亦會隨之產生循環性的變化,歷經長週 期循環負載後,因局部降伏及潛變效應,可能 局部產生應力鬆弛的現象。圖 2-18(a) 為高 溫 85℃時(熱循環測試之第二個循環)VCSEL 斷面之熱應力分佈圖。此階段錫球銲域的熱應 力分佈由上而下,分別為壓-張-壓-張-壓。而 砷化鎵與矽基板內部之熱應力則大都為張應 力分佈。圖 2-18(b) 為 VCSEL 在低溫-40℃時 之熱應力分佈圖,錫球銲域內之熱應力分佈情 形洽與 85℃高溫階段相反。分析結果顯示, VCSEL 模組中,砷化鎵與矽基板內熱應力主要 為張應力分佈,錫球銲域內的熱應力分佈由上 而下,則分別為張-壓-張-壓-張。圖 2-19 則 為熱循環測試的溫度、與錫球銲域 P 點最大主 應力值變化圖。結果顯示,最大主應力當溫度 上升時有下降的趨勢,而在溫度下降時,則有 上升的趨勢,且由圖中可知,最大主應力值因 潛變效應而有鬆弛的現象。 ( ii )、位移分析 (a) 錫鉛銲料 (b) 錫銀銲料
因 VCSEL 在承受熱循環負載過程中,周遭 溫度將進行週期性的上升、下降,使面射型雷 射二極體模組因各組件亦隨之產生漲縮變 化,進而導致光源耦合點相對位置的週期變 化。圖 2-20 為面射型雷射二極體模組其光源 耦合點在橫向(X-方向)之位移變化圖。其中 因為砷化鎵與矽基板的熱膨脹係數差異,降溫 過程中,砷化鎵的收縮量將大於矽基板,致使 光源耦合點 (a) 85℃高溫階段時 (b) -40℃低溫階段時 圖 2-18 為熱循環試驗過程中高低溫之熱應力分佈 圖 -60 -40 -20 0 20 40 60 -50 0 50 100 150 200 250 0x100 2x103 4x103 6x103 8x103 10x103 12x103 Time(sec)
Principal Stress Major Temperature
圖 2-19 熱循環試驗時錫球 P 點位置最大主應力與 溫度變化關係圖 -200 -150 -100 -50 0 50 100 150 200 250 300 -50 0 50 100 150 200 250 0 2000 4000 6000 8000 10000 12000 Time(sec) Displacement Temperature 圖 2-20 為熱循環試驗時光源耦合點橫向位移與 ? 度的變化曲線圖 位置位移之位移量由負的橫向(X-方向)位 移,轉為正的橫向位移移動。 ( iii )、殘留應力與潛變效應對面射型雷射二極 體模組之影響 圖 2-21 為不同分析模式,所得錫球 P 點位 置之最大主應力值變化情形。表 2-6(a)與 2-6(b)為考慮錫球固化殘留應力與潛變效應對 面射型雷射二極體模組應力分析值之影響結 果。比較面射型雷射二極體考慮與不考慮錫球 固化殘留應力及潛變效應所得最大應力值之差 異,結果顯示起始固化殘留應力分佈及潛變效 應均會影響銲域之應力分析。 2-3-3 高? 加速老化(Aging)過程之潛變與殘留
應力再分佈效應 在高於絕對? 度下與時間有關的塑性變形行 為稱為潛變,本計劃依據美國 Bellcore 公司的高 溫加速老化試驗技術規範(TA-TSY-000983),來進 行模擬分析,計算過程中首先摸擬面射型雷射二極 體模組之? 銲過程,並且計算其產生之殘留應力分 佈與位移變化,其次再利用熱彈塑增量模式配合錫 鉛與錫銀材料性質與? 度變化之關係,模擬在 85 ℃高溫下持續 5000 小時,分析因 -50 0 50 100 150 0 2000 4000 6000 8000 10000 12000 Time(sec) elastic+plastic+residual force elastic+plastic+residual force+creep elastic+plastic+creep (a) 63Sn/37Pb -100 -50 0 50 100 150 200 0 2000 4000 6000 8000 10000 12000 Time(sec) elastic+plastic elastic+plastic+residual force+creep elastic+plastic+creep (b) 96.5Sn/3.5Ag 圖 2-21 有無殘留應力與潛變效應時,熱循環負載 最大主應力變化情形 表 2-6(a) 錫銀與錫鉛銲料錫球考慮殘留應力時 有無潛變效應的比較 銲料種 類 分析模式 錫鉛 (63Sn/37Pb) 錫銀 (96.5Sn/3.5Ag) 彈塑模式 17.99MPa 40.12MPa 彈塑模式與潛變 效應 9.76MPa 16.46MPa 表 2-6(b) 錫銀與錫鉛銲料錫球不考慮殘留應力 時有無潛變效應的比較 銲料種 類 分析模式 錫鉛 (63Sn/37Pb) 錫銀 (96.5Sn/3.5Ag) 彈塑模式 18.01MPa 18.48MPa 彈塑模式 與潛變效應 10.04MPa 11.30MPa 潛變效應所產生之殘留應力再分佈與位移變化。文 中為討論老化溫度時面射型面射二極體模組之潛 變影響,亦分別對下列 65℃、105℃不同老化溫度 之老化過程數值進行分析,探討不同老化? 度之潛 變效應。 ( i )、應力分析 面射型雷射二極體模組在歷經? 銲過程 後,加熱至 85℃開始老化試驗時,其 VCSEL 模組之熱應力分佈情形如圖 2-22 所示,而錫 球銲域熱應力分佈情形則如圖 2-23 所示,因 砷化鎵熱膨脹係數大於矽基板錫球之熱膨脹 係數則介於兩者之間,可看出錫球的壓力分佈 狀況為壓-張-壓-張-壓。圖 2-24 為其最大主 應力與時間變化關係圖,可以發現其最大主應 力再歷經 85℃、500 小時的高? 老化過程後, 可發現最大殘留應力點(P 點)有明顯應力鬆 弛之現象。此為潛變效應使其殘留最大主應力 值降低之結果。圖 2-25(a)、(b)分別為 63Sn/37Pb 錫球經老化過程(85℃)前後,其 錫球銲域內殘留應力分佈之變化圖。圖 2-26(a)、(b)則為 96.5Sn/3.5Ag 錫球銲域之 殘留應力變化情形。
圖 2-22 面射型雷射二極體模組在歷經? 銲過程 後,老化試驗加熱至 85℃時,其截面熱 應力分佈情形 圖 2-23 面射型雷射二極體模組在歷經? 銲過程 後,老化試驗加熱至 85℃時,錫球截面 熱應力分佈情形 -20 -18 -16 -14 -12 0 1000 2000 3000 4000 5000 Time (hr) 圖 2-24 面射型雷射二極體模組老化試驗,其最大 主應力與時間變化關係圖 圖 2-25 PbSn ? 銲製程(一)老化過程(85℃)錫球 截面最大應力圖] ( ii )、位移分析 圖 2-27 為光源耦合位置在橫方向變化之 情形。結果發現,光源耦合位置(A 點)的 X 方向位移,由老化過程前的
5.44 10
2
m
減 少到1.8 10
3
m
,亦即光源耦合點有往原來 位置移動的趨勢。 ( iii )不同老化? 度之影響 文中對不同老化? 度之錫鉛、錫銀銲料,進行 5000 小時之老化潛變模擬分析,討論潛變效應對 Principal Stress Major面射型雷射二極體模組之熱應力與光源耦合位置 變化之的影響。 圖 2-28(a)為面射型雷射二極體模組歷經 5000 小時不同老化溫度試驗後,不同老化? 度造 成 P 點最大殘留應力值之變化。當用較高的老化試 驗溫度時,錫鉛與錫銀銲球在 P 點位置之熱應力有 逐漸下降之趨勢。圖 2-28(b)為面射型雷射二極體 模組在不同老化溫度試驗,在光源耦合位置橫方向 位移變化之差異,其因老化溫度升高而升高。老化 試驗? 度愈高,熱應力愈均勻,殘留應力愈小。 圖 2-27 為? 銲製程(一)與老化過程後(85℃), 光源合位置在橫方向變化之情形 圖 2-28(a)不同老化? 度下錫球在 P 點位置最大殘 留應力之變化 0 0 .0 2 0 .0 4 0 .0 6 0 .0 8 0.1 0 .1 2 0 .1 4 0 .1 6 6 5 7 0 7 5 8 0 8 5 9 0 9 5 10 0 1 0 5 96.5S n/3.5A g 63Sn/37Pb T em p erat u re(oC) 圖 2-28(b)不同老化? 度下之光源耦合位置橫方 向位移變化 2-3-4 面射型雷射二極體模組在起始操作過程 時,其應力與位移之分析 依據工研院光電所的面射型雷射二極體模組 在製成完成後,所進行耦合效率測試,其耦合效率 一般約在 75 ~ 86 ﹪之間,因面射型雷射二極體 模組在施加電流工作時,其結構體中 MQW 層因電子 電洞結合,使生熱能,此一熱量會造成整體 VCSEL ? 度分佈之變化,本計劃針對此一現象,假設自然 對流狀態下進行數值模擬計算,分析其製品於? 銲 製程後,在起始使用時之應力分佈與位移變化情 形。 圖 2-29 為面射型雷射二極體在供給一 2V(伏 特),32mA(毫安)之電流電壓時,其表面? 度隨 時間之變化情形,大約在 30 秒後,其表面? 度趨 於穩定,此時面射型雷射二極體模組與環境達到熱 平衡。圖 2-30 為 63Sn/37Pb 錫球在 P 點位置最大 主應力值於操作加溫過程時其最大主應力值變化 之情形。結果顯示,最大應力值因溫升而有降低的 趨勢。圖 2-31 為面射型雷射二極體模組於操作過 程時,光源耦合位置在橫方向之位移與時間之變化 圖。結果顯示,橫向位移會因溫度升高而增加。 0 50 100 150 200 250 0 100 200 300 400 500 Time (sec) 圖 2-29 面射型雷射二極體在供給一 2V(伏特), 32mA(毫安)之工作電流電壓時,其表面 ? 度隨時間之變化情形
伍、結論 本計劃以有限元素法中非線性熱-彈-塑增量模式配 合銲錫材料之主要是潛變效應,分析面射型雷射二極體模 組,在考慮固化殘留應力分佈情形下,承受不同熱負載, 其應力與位移變化的趨勢。結果顯示,如果忽略初始迴銲 階段的殘留應力分佈,則可能造成分析模組之應力與位移 不真。計劃中亦就63Sn/37Pb錫鉛與96.5Sn/3.5Ag錫銀兩種 銲料、圓形與方形兩種焊墊設計,及不同迴銲製程等參數, 進行不同熱負載的有限元素分析。 根據計劃中模擬計算之結果,可得以下之初步 結論: 1、 在迴銲製程(一)中,當使用錫鉛銲料時, 方形銲墊設計之殘留應力較圓形銲墊設 計小約 20%,光源耦合點的橫向位移小約 25%。使用錫銀銲料時,方形銲墊之設計 較圓形銲墊的殘留應力大約 50%,但光源 耦合點的位移反而較圓形銲墊設計的小 約 50%。 2、 在迴銲製程(二)中,當使用錫鉛銲料時, 方形銲墊設計和圓形銲墊設計的殘留應 力值和光源耦合點的位移均差異不大。使 用錫銀銲料時,較好的時間製程,在方形 銲墊設計方面為一至三分鐘。 3、 由熱循環模擬結果顯示,銲域起始固化造成之 殘留應力分佈將嚴重影響銲域之最大應力峰 值,另高溫階段銲域造成之潛變效應,將隨週 期數之增加而逐漸明顯。 4、 老化? 度愈高,銲域之熱應力分佈將愈均勻, 但銲域內之最大殘留應力峰值有下降現象。 陸、參考文獻
Anderson, T. ,Guven, I., Madenci, E., and Gustafsson, G, 2000, “The Necessity of Reexamining Previous
Life Prediction Analysis of Solder Joints in Electronic Packages,” IEEE, PP. 516-520.
Amagai, M., 1999, “Characterization of Chip Scale Packaging Materials,” Microelectronics Reliability, Vol. 39, pp. 1365-1377.
Bhatti, P. K., Gschwend, K., Kwang, A. Y. and Syed, A. R., 1995, “Three-Dimensional Creep Analysis of Solder Joints in Surface Mount Devices,”
Transactions of the ASME, Vol.117, pp. 20-25. Barker, D. B., Sharif, I., Dasgupta, A., and Pecht, M. G., 1992, “Effect of SMC Lead Dimensional
Variabilities on Lead Compliance and Solder Joint Fatigue Life,” Journal of Electronic Packaging, vol. 114 pp.177-182.
Gupta, V. K., and Barker, D. B., 1995, “Modeling solder Joint Fatigue Life for Gull-wing Leaded Packages: Part I – Elastic Plastic Stress Model, Journal of Electronic Packaging ,”vol. 177 p.123-129.
Hong B. Z., 1998, “Thermal Fatigue Analysis of CBGA Packing with Lead-free Solder Fillets, ”IEEE, Inter Society Conference on Thermal Phenomena, pp.205-211.
Lau, J. H., Pan, S. H., and Chang, C. , 2000, “Creep Analysis of Bumped Direct Chip Attach(DCA)on Microvia Build-up Printed Circuit Board with Underfill ,” Electronic Material and Packing, pp.127-135.
Lau, J. H., and Harkins, C. G., 1990, “Stiffness of Gull-Wing Leads and Solder Joints for a Plastic Quad Flat Pack, ” IEEE, Transactions on Components, Hybrids, And Manufacturing Technology, vol. 13, pp124-130.
Ong, E. T., Tay, A. A. O., and Wu,J. H., 2000, “Effect of Delamination on the Thermal Fatigue of Solder Joints in Flip Chip,” Inter Society Conference on Thermal Phenomer, pp.200-207.
Pardeep K. B., Klaus G., Kwang, A. Y., and Ahmer R. S., 1995, “Three-Dimensional Creep Analysis of
Solder Joints in Surface Mount Devices,” Transactions of the ASME, vol.117 pp.20-25. Qian, Z., Lu, M. and Liu, S., 1998, “ Constitutive Modeling of Polymer Films From Viscoelasticity to Visco-plasticity ,”Journal of Electronic Packaging, vol. 10 pp.145-149.
Shi, X. Q., Yang, Q. J., Wang, Z. P., Pang, H. L. J., and Zhou, W., 2000, “Reliability Assessment of PBGA Solder Joints Using the New Creep
constitutive Relationship and Modified Energy-Based Life Prediction Model,” Proceedings of IEEE
Electronic Packaging Technology Conference, pp.398-405.
Thomas R. H. and Huebner, R. T., 1987, “Fatigue and Creep in Solder Joint,” IEEE, pp.148-157.
Wel, Z. and J. W. Morris, J. W., 1992,
“Characterization of Eutectic Sn-Bi Solder Joints,” Journal of Electronic Materials, vol. 21, pp.599-607. Wang, J., Qian, Z., and Liu, S., 1998, “Process
Induced Stresses of a Flip-Chip Packaging by
Sequential Processing Modeling Technique,” Journal of Electronic Packaging, vol. 120 pp.309-313. Yao, O., and Qu, J., 1999, “Three-Dimensional Versus Two Dimensional Finite Element Modeling of Flip-Chip Packages,” Transactions of the ASME, vol. 121 pp.196-201.
Zarrow, P., 2000,soldering, SMT 101,pp.80-86. Lau, J. H., 1993, Thermal Stress and Strain in Microelectronics Packaging, Van Nostrand Reinhold, New York, USA.
Lau, J. H. and Pao , Y. H., 1997, Solder Joint Reliability of BGA, CSP, Flip Chip, and Fine Pitch SMT Assemblies, McGraw-Hill, New York, USA. MARC Analysis Research Corporation, 1992, MARC Analysis Research Corporation, Vol. A, MARC Analysis Research Corporation.
MARC Analysis Research Corporation, 1992, MARC
User’s Guige, Mentat II, MARC Analysis Research Corporation.
MARC Analysis Research Corporation, 1994, MARC Element Library, Vol. B, MARC Analysis Research Corporation.
MARC Analysis Research Corporation, 1994, MARC Program Input, Vol. C, MARC Analysis Research Corporation.
MARC Analysis Research Corporation, 1995, MARC Demonstration Problems, Vol. E, Part III, MARC Analysis Research Corporation.
沈茂田,2000,“雷射二極體模組殘留應力及潛變 效應之研究”,國立中山大學機械工程研究所博士 論文。
許益誠,1998,“積體電路組件焊域之應力 分析”,國立中山大學機械工程研究所碩士論文
![圖 2-22 面射型雷射二極體模組在歷經? 銲過程 後,老化試驗加熱至 85℃時,其截面熱 應力分佈情形 圖 2-23 面射型雷射二極體模組在歷經? 銲過程 後,老化試驗加熱至 85℃時,錫球截面 熱應力分佈情形 -20-18-16-14-12 0 1000 2000 3000 4000 5000 Time (hr) 圖 2-24 面射型雷射二極體模組老化試驗,其最大 主應力與時間變化關係圖 圖 2-25 PbSn ? 銲製程(一)老化過程(85℃)錫球截面最大應力圖] ( ii )、位移分析](https://thumb-ap.123doks.com/thumbv2/9libinfo/8767627.210476/19.892.105.390.114.357/體模歷經銲過後老化試驗加熱至時錫球截熱應力分佈情PbSn銲製程分析.webp)
