不同碳形態之碳/鋁複材之熱物性研究
86
0
0
全文
(2) 不同碳形態之碳/鋁複材之熱物性研究 Study on the Thermal physical properties of Carbon/Aluminum composites composed of various carbon materials. 研 究 生:蘇健忠. Student:Jiann-Jong Su. 指導教授:徐瑞坤. Advisor:Ray-Quen Hsu. 國 立 交 通 大 學. 工學院精密與自動化工程學程 碩. 士. 論. 文. A Thesis Submitted to Degree Program of Automation and Precision Engineering College of Engineering National Chiao Tung University in Partial Fulfillment of the Requirements for the Degree of Master of Science in Automation and Precision Engineering June 2010 Hsinchu, Taiwan, Republic of China. 中 華 民 國 九 十 九 年 六 月 II.
(3) 不同碳形態之碳/鋁複材之熱物性研究 學生:蘇健忠. 指導教授:徐瑞坤. 國立交通大學工學院精密與自動化工程學程. 摘. 要. 本論文探討之碳/鋁複合材料之目的即在開發一種高熱傳導率、低膨 脹係數和低密度的碳/鋁複合材料。隨著資訊產品效能的提升,散熱難度 也愈趨困難,整個電子產業對散熱的需求更形迫切。在所有先進散熱材 料中,碳/鋁複合材料由於具有高熱傳導,同時具有比鋁、銅等具有較低 的密度與熱膨脹係數,非常具潛力的散熱材料。 具有優越的熱傳導率,同時具有低的密度與熱膨脹係數的散熱材料 ,是現階段競相開發研究的方向。本文針對幾種不同高性能的碳材料, 如1D碳纖維材料、發泡碳材料、鑽石顆粒材料,將鋁材利用較低成本的 壓力鑄造成形方式,進行碳/鋁複材成形後的熱物理特性研究。 應用壓力滲透製程開發出高體積分率(>60%)的1D碳纖維/鋁複材熱 傳導率可達634 W/m·K(纖維方向),密度在2.2 g/cm3,熱膨脹係數則在 7.7μm/moC,碳纖維強化的體積分率介於60%~70%。鑽石/鋁複材熱傳 導率可達770 W/m·K(纖維方向),密度在3.1 g/cm3,熱膨脹係數則在7.2 μm/moC。 關鍵字:熱傳導率、熱膨脹係數、碳纖維/鋁複合材料、發泡碳/鋁複合材 料、鑽石顆粒/鋁複合材料、液相滲透. III.
(4) Study on the Thermal physical properties of Carbon/ Aluminum composites composed of various carbon materials student:Jiann - Jong Su. Advisors:Dr. Ray - Quen Hsu. Degree Program of Automation and Precision Engineering College of Engineering National Chiao Tung University. ABSTRACT. The purpose of this study is to develop a high thermal dissipation density, low thermal expansion and low density composite for IC component. Along with the trends of increasing performance and reducing size of the electronic devices, thermal dissipation becomes one of the most urgent problem to be solved. This has lead to the requirement of developing a high performance material with high thermal conductivity better than conventional aluminum or copper. One of these high performance materials is a aluminum based carbon (fiber) reinforced composite. In this study, we discussed the thermal physical properties of several carbon fibers, carbon foam and diamond particles reinforced composites. The result reveals that pressure infiltration fabricated 1D carbon fiber/Al composite has a volume fraction of 60%, a thermal conductivity of 634 W/m·k in fiber direction , a density of 2.2g/cm3 and coefficient thermal expansion (CTE) of 7.74μm/m℃ in fiber direction. Diamond/Al composite has a volume fraction of 57%, a thermal conductivity of 770W/m·k in fiber direction , a density of 3.1g/cm3 and coefficient thermal expansion (CTE) of 7.2μm/m℃ . Key words : Thermal conductivity、Coefficient Thermal Expansion、carbon fiber/Al composites、carbon foam/Al composites、diamond/Al composites、 liquid infiltration. IV.
(5) 誌. 謝. 碩士班學程中,指導教授徐瑞坤博士在學生的研究過程中悉心的教 導讓學生感同身受,給予極大的協助和指正,感謝教授這段期間指導學 生的辛勞,在此致上最誠摯的謝意。同時也感謝口試委員陳仁浩博士、 洪景華博士在論文上給予更完善的端正。 實驗過程遭遇許多的問題和阻礙,承蒙工研院材化所黃振東博士、 陳俊沐博士、張志忠等諸位長官,在百忙中給予論文及研究實驗作精闢 的建議和教導,使得研究工作能順利進行。另感謝智威光電公司的長官 王文寬博士在學生任職期間能體諒下屬,得以在繁忙的工作中騰出時間 延續工作外的研究。 家庭一直是我前進的動力,感謝父母、月蘭、鉯婷、奕維多年來的 陪伴和體諒,讓我能全心投入研究而無後顧之憂,也給我最大的力量來 源促使碩士學程的完成。最後還要感謝一路上所有幫助過我的同學及朋 友,在背後給予最大的支援和鼓勵。. V.
(6) 目. 錄. 中文摘要 .......................................................................................................III 英文提要 .......................................................................................................IV 誌謝 ...............................................................................................................V 目錄 ..............................................................................................................VI 圖目錄 .......................................................................................................... IX 表目錄 .........................................................................................................XII 第一章 緒論.....................................................................................................1 1.1 研究背景................................................................................................1 1.2 研究動機與目的....................................................................................2 第二章 文獻回顧.............................................................................................4 2.1 碳/鋁複材在電子元件封裝應用...........................................................4 2.2 熱傳導與熱膨脹之計算........................................................................7 2.3 碳/鋁複材競爭之材料.........................................................................10 2.3.1 銅、鋁材料...................................................................................10 2.3.2 鎢、鉬材料...................................................................................11 2.3.3. kovar 材料..................................................................................12. 2.3.4 銅/鎢、銅/鉬材料.........................................................................12 2.4 含碳之高導熱複材種類......................................................................13 2.4.1 碳/金屬複合材料..........................................................................13 2.4.2 碳/碳複合材料..............................................................................16 2.4.3 鑽石/鋁複合材料..........................................................................18 VI.
(7) 2.5 碳/鋁複合材料之製作.........................................................................20 2.5.1 真空壓力液相滲透.......................................................................20 2.5.2 擠壓鑄造成形...............................................................................21 2.5.3 真空熱壓成型...............................................................................22 2.6 擠壓鑄造液相壓力滲透之理論..........................................................23 第三章. 實驗方法.........................................................................................27. 3.1 高熱導材料預形體之製作..................................................................28 3.1.1 1D碳纖維預形體...........................................................................28 3.1.2 發泡碳預形體...............................................................................29 3.1.3 合成鑽石.......................................................................................30 3.2 複材擠壓成形製作..............................................................................31 3.2.1 模具設計.......................................................................................32 3.2.2 液相滲透用鋁合金的選用...........................................................34 3.2.3 模具預熱溫度...............................................................................35 3.2.4 預形體預熱溫度控制...................................................................35 3.3 密度量測..............................................................................................38 3.4 熱膨脹係數量測..................................................................................39 3.5 強度測試..............................................................................................40 3.6 熱傳導率量測......................................................................................40 第四章 結果與討論.......................................................................................42 4.1 複材成形參數討論..............................................................................42 4.1.1預形體預熱溫度的影響.................................................................42 VII.
(8) 4.1.2 鋁液滲透之壓力和速度控制.......................................................44 4.1.3 擠壓鑄造擠桿壓力和澆鑄溫度...................................................44 4.1.4 複材成形缺陷分析.......................................................................46 4.2 碳/鋁複材組織分析.............................................................................47 4.2.1 1D碳纖維預形體...........................................................................47 4.2.2 發泡碳預形體...............................................................................49 4.2.3 合成鑽石.......................................................................................50 4.3 密度量測..............................................................................................52 4.4 熱膨脹係數量測..................................................................................54 4.5 強度測試..............................................................................................59 4.6 熱傳導率量測......................................................................................60 第五章 結論...................................................................................................67 第六章 未來研究方向...................................................................................70 參考文獻 .......................................................................................................71. VIII.
(9) 圖 目 錄 圖2.1 電子元件的散熱模組.............................................................................6 圖2.2. 各種不同型式的碳纖維強化材 ........................................................14 圖2.3 各種碳纖維強化材之熱傳導率與電阻抗...........................................14 圖2.4 Diamond/Al 複材的顯微結構.............................................................19 圖2.5 壓力滲透鑄造製程...............................................................................20 圖2.6 擠壓鑄造法...........................................................................................21 圖2.7 真空熱壓製程.......................................................................................22 圖2.8 各項製程參數對滲透長度之影響.....................................................26 圖3.1 實驗步驟流程圖...................................................................................27 圖3.2 Allcomp 1D碳纖複材..........................................................................28 圖3.3 Allcomp 1D碳纖複材組織.................................................................28 圖3.4 Allcomp 低密度發泡碳.....................................................................29 圖3.5 Allcomp 發泡碳組織.........................................................................30 圖3.6 合成鑽石顆粒.......................................................................................30 圖3.7 擠壓鑄造模具方案.....................................................................32 圖3.8 模具設計製作圖.........................................................................33 圖3.9 複材成形用模具.......................................................................34 圖3.10 擠壓鑄造後碳/鋁複材.....................................................34. IX.
(10) 圖3.11 預形體預熱爐.....................................................................................36 圖3.12 溫降量測裝置.....................................................................................37 圖3.13 溫降曲線.............................................................................................37 圖3.14 精密天平.............................................................................................38 圖3.15 TMA量測設備....................................................................................39 圖3.16 拉伸強度試驗機.................................................................................40 圖3.17 拉伸試片加工尺寸.............................................................................40 圖3.18 Laser Flash 儀器構造示意圖...........................................................41 圖4.1 預形體未預熱之成形試片...................................................................42 圖4.2 不同碳材800℃及1000℃預熱後之表面變化.....................................43 圖4.3 壓縮變形後的預形體...........................................................................44 圖4.4 受擠壓後的發泡碳/鋁複材..................................................................45 圖4.5 1D碳纖/鋁複材......................................................................................47 圖4.6 1D複材橫切及碳纖方向組織觀察.......................................................47 圖4.7 1D碳纖/鋁複材鋁液滲透後組織..........................................................48 圖4.8 1D碳纖/鋁複材過度氧化的碳纖..........................................................48 圖4.9 發泡碳/鋁複材......................................................................................49 圖4.10 發泡碳/鋁複材之微結構....................................................................50 圖4.11 鑽石/鋁複材試片及放大照片............................................................51 圖4.12 鑽石/鋁複材表面包覆鋁材之試片及放大照片................................51 X.
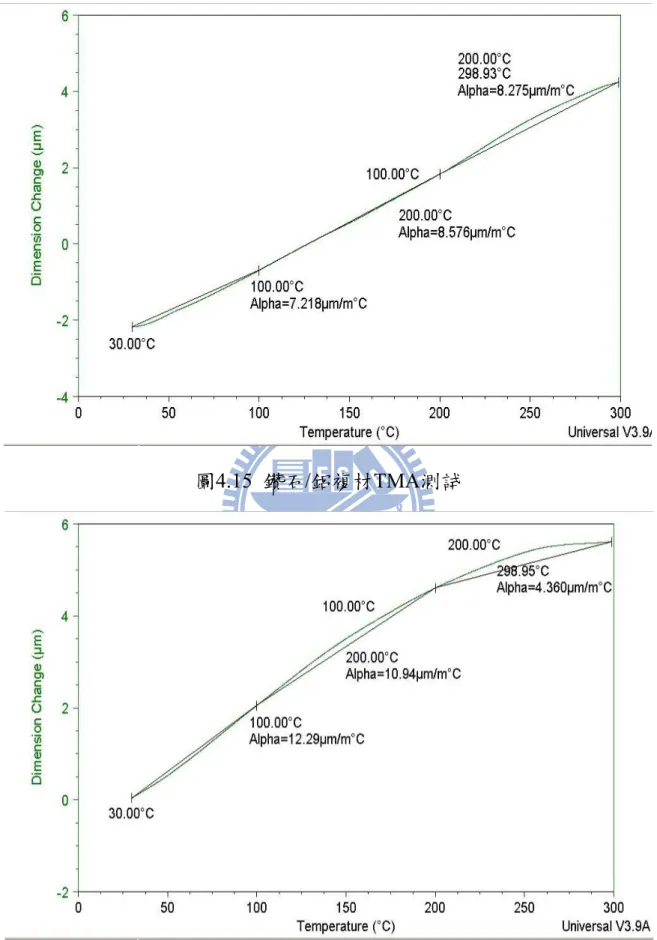
(11) 圖4.13 1D碳纖/鋁複合材料TMA測試(a)垂直於纖維方向,(b)平行於纖維 方向......................................................................................................55 圖4.14 發泡碳/鋁複材TMA測試...................................................................56 圖4.15 鑽石/鋁複材TMA測試.......................................................................57 圖4.16 鑽石/鋁複材(表面包覆鋁層)TMA測試............................................57 圖4.17 鑽石/鋁複材熱傳性質測試結果(a)未包覆鋁層(b)表面包覆鋁 層..........................................................................................................62 圖4.18 鑽石/鋁複材界面微觀組織觀察........................................................65 圖5.1 電子構裝材料的熱導係數及熱膨脹係數分佈...................................69. XI.
(12) 表 目 錄 表2.1 金屬封裝材料性能 .............................................................................10 表2.2 不同碳纖維方向碳/碳複材的密度及熱傳率......................................17 表2.3 鑽石顆粒強化鋁基複合材料之性質..................................................19 表3.1 鑽石粉末物理特性...............................................................................31 表3.2 鋁合金A356.2 組成成分...................................................................35 表3.3 鋁合金A356.2 物理性質.....................................................................35 表4.1 碳材預形體預熱溫度與滲透比較.......................................................42 表4.2 不同溫度對碳材重量的損耗..............................................................43 表4.3 擠壓壓力與澆鑄溫度對鑄件之影響...................................................45 表4.4 複材之擠壓鑄造缺陷分析...................................................................46 表4.5 各種碳/鋁複合材料之密度量測值......................................................53 表4.6 各種碳/鋁複合材料之孔洞缺陷體積百分比......................................53 表4.7 1D碳纖/鋁與發泡碳/鋁複材CTE量測結果.........................................56 表4.8 鑽石/鋁複材CTE量測結果..................................................................58 表4.9 複材CTE利用混合規則推測後之數值與實驗值比較.......................59 表4.10 複材拉伸測試結果.............................................................................59 表4.11 1D碳纖維複材及發泡碳複材熱物性測試結果................................60 表4.12 鑽石/鋁複材熱物性測試結果...........................................................62 表4.13 各種碳/鋁複材測量之物理性質與銅鋁比較.................................63 XII.
(13) 表4.14 混合規則推測後之複材熱傳導係數數值與實驗值比較................64 表4.15 本研究之1D碳纖/鋁複材與國外製作之效能比較...........................65 表4.16 本研究之鑽石/鋁複材與國外製作之效能比較................................66 表4.17 本研究之發泡碳/鋁複材與國外製作之效能比較............................66. XIII.
(14) 第一章 緒論 1.1 研究背景 台灣是電子產品全球供應鏈中重要的一環,隨著消費電子產品市場的 增加,散熱需求與挑戰也隨之增加。當這些電子元件或裝置因系統功能提 昇所造成的熱負荷愈來愈高時,其累積的能量將使元件之工作溫度增加, 相對地會嚴重影響產品的使用壽命與可靠度,因此如何提昇高性能散熱材 料與技術,已是電子產業一個刻不容緩的課題。 因應電子構裝密度與發熱密度的持續增加,散熱與構裝用的材料除了 需具有良好的熱傳導率,以迅速將電子元件產生的熱傳導出去外,還需具 有與半導體元件及構裝基板材料相匹配的熱膨脹係數(Coefficient Thermal Expansion CTE),以避免電子元件或焊錫因熱應力產生而造成失效。 低密度輕量化也是散熱材料需具備的特性,特別是在近年日益蓬勃的 LED產業及一些可攜式產品上(如行動型電腦、行動電話和航空器)。這些 材料特性已非一般傳統的單獨材料所能完全滿足,而必須運用到二種以上 的材料組合才能達到上述高熱傳導率、低膨脹係數與低密度之特性要求, 這也導致了先進熱理材料的發展[1~2]。. 1.
(15) 1.2 研究動機與目的 電子產品在運作時,電路中的電流會因阻抗的影響而產生不必要的熱 能,如果這些熱能不能有效的排除,累積在電子元件上的話,電子元件有 可能因為不斷升高的溫度而損害。依據工研院產經趨勢的報告,電子裝置 損壞的原因中以高溫導致功能喪失所占的比重最高,達55 %,高於其他振 動、潮濕、灰塵等的原因。因此散熱裝置的優劣影響電子產品的運作甚巨 ,散熱議題已成為電子產品製造上的重要課題[3]。 美國半導體協會對未來半導體發展歷程(roadmap)之推測,在未來數年 半導體元件的線寬將由目前的0.05μm進展至0.03μm以下,每顆晶片的電晶 體數目將由目前的幾百萬個增加至上千萬個,工作頻率亦隨著增加,電腦 發熱量所需的散熱模組之熱阻抗值要求亦越來越低。 工研院產經趨勢報導,高導熱材料一直是散熱產業的重點研發技術之 一,其中包括各種形式的高導熱貼片材料。目前在可攜式產品(如手機、筆 記型電腦、PDA等)的散熱材料已非一般傳統的材料所能完全滿足,高熱導 材料正應用在不同的散熱領域。例如碳纖維強化複合材料,此類材料具有 高熱傳導率、低膨脹係數和低密度(質量輕)的優點。然而國內仍在研發階 段,業者若能加緊研發進而量產,將有助產業之發展[4]。 在所有先進散熱材料中,碳纖維與金屬複合材料(carbon fiber reinforced composites)由於具有高熱傳導,同時具有比鋁、銅等具有較低的密度與熱 膨脹係數,因此一直被視為頗具潛力的散熱材料。這主要是碳纖維強化的 複合材料,所添加的碳纖維本身即具有優越的導熱性與導電性,且熱膨脹 係數極低,因此所製作的複合材料便具有不錯的熱性能與電性。 2.
(16) 本研究目的即在開發一種具有高熱傳導(K)、低膨脹係數和低密度的碳/ 鋁複合材料,其熱物性超越銅、鋁,並利用低於國外製作成本的擠壓鑄造 成形方式降低複材成本。本研究碳/鋁複合材料(Carbon/Al composites)、鑽 石/鋁複合材料(Diamond/Al composites),即在不同碳材中滲入鋁合金形成複 材探討其熱物性的影響,所製作複材之熱傳導率可接近銅(400 W/m·K)或大 於銅,比重小於4g/cm3,熱膨脹係數在25~50℃溫度下在10 μm/moC以下。 由於高熱導的複合材料現階段大都由國外研究開發製作,製造技術難 度及成本仍高。本研究的幾種高導熱碳/鋁複合材料,經由高性能散熱材料 製作技術之建立,希望能得到好的散熱材料並降低成本,期能對日後電子 構裝和晶片散熱所面臨的散熱需求有所助益。. 3.
(17) 第二章 文獻回顧 2.1 碳/鋁複材在電子元件封裝之應用 目前使用的散熱材料基本上均以鋁和銅為主。但隨著電子構裝密度與 發熱密度的持續增加及輕薄化的需求,散熱與構裝用的熱管理材料,除了 需具有良好的熱傳導率,還需具有與半導體元件或構裝材料能相匹配的熱 膨 脹 係 數 及 低 密 度 。 要 同 時 滿 足 這 些 材 料 特 性 已 非 Al 、 Cu 等 單 一 (monolithic)材料所能達到,而必須運用到二種以上的材料組合,即複合材 料才能達到上述高熱傳導率、低膨脹係數與低密度之特性要求,這也是先 進散熱材料最近引起大家高度重視的原因。 單一金屬或合金,它們都有某些不足,難以應對現代封裝的發展。金 屬基複合材料(Metal Matrix Composites MMC),它們是以金屬(如Al 、Cu、Mg、Ti)為基體,以顆粒、鬚晶(whisker)、短纖維或連續纖維為增 強體的一種複合材料。與傳統金屬封裝材料相比,它們主要有以下優點: (1) 可以改變強化材的種類、體積分率、排列方式或改變基體合金,改變 材料的熱物理性能,滿足封裝熱耗散的要求,及簡化封裝的設計。 (2) 材料製造容易,避免昂貴的加工費用和加工造成的材料損耗。 (3) 高導熱材料可與金屬結合提高強化材的結構強度。 (4) 低密度、高性能的金屬基複合材料適合可攜式3C產品、高產熱控制系 統元件、航空、航天用途。金屬基複合材料的基體材料有很多種,但作 為熱匹配複合材料用於封裝的主要是銅基和鋁基複合材料。. 4.
(18) 各種不同用於電子散熱之材料包括 Metal-metal composites(Cu-W, Invar,Kovar, Si-Al, Be-Al),Ceramics-metal composites(Al-SiCp,BeBeOp)及幾種較先進的 carbon fiber composites。 散熱材料元件通常會被固定在電子元件表面,用來將電子元件產生的 熱量傳導至周圍。散熱材料與電子元件接觸,負責將熱快速傳導出並擴散 出來,以避免熱過度集中,再藉由散熱器鰭片表面與環境的熱對流 , 將 熱 散 溢 至 周 圍 環 境 中 。 因 此 散 熱 片 材 料 之 熱 傳 導 率 (Thermal Conductivity)愈高,散熱面積愈大,則其散熱效率愈佳。 碳/鋁複材應用於電子元件的散熱模組應用實例如圖2.1所示,作用方 式為晶片發出的熱量通過碳/鋁導熱複材傳遞給散熱器(Heat sink),再通過 風扇的高速轉動,將絕大部分熱量通過對流的方式帶到周圍的空氣中,強 制將熱量排除,如此熱由晶片通過導熱複材和散熱器,到周圍空氣的散熱 通路。由於導熱複材底面與晶片表面貼合時會存在許多空隙,其中都是空 氣。由於空氣是熱的不良導體,所以空氣間隙會嚴重影響散熱效率,使散 熱器的性能大打折扣,甚至無法發揮作用。為了減小晶片和散熱複材之間 的空隙,必須使用導熱性能好的導熱材料來填充,如導熱膠帶、導熱墊片 、導熱黏合劑、相轉變材料等,來發揮高導熱複材的特性。. 5.
(19) Heat Sink 散熱器. Heat Flow 熱流. 碳/鋁複材. IC晶片 Circuit Board 基板. 圖2.1 電子元件的散熱模組[5]. 碳/鋁複材應用端包括: (1) Electronic components : IC、CPU、MOS (2) LED、M/B、Heat Sink (3) LCD-TV、Notebook、PC、Telecom Device、Wireless Hub (4) DDR II Module、DVD Applications、Hand-set applications. 6.
(20) 2.2 熱傳導與熱膨脹之計算 熱傳導(thermal conductivity)為單位時間流經單位面積寬與單位長度厚 材料之間有單位溫度差時所傳導的熱功率,熱傳導率: K=(dQ/dt)·(L/A)/△T ............................................................(1) 其中:K為導熱係數(W/m·K) Q為傳導熱量(W) A 為傳熱面積(m2) L為導熱長度(m) (dQ/dt)/△A:單位面積單位時間通過熱量 △T/L:是溫度梯度 熱達到熱平衡後,熱傳導遵循傅立葉傳熱定律: Q=K·A·(T1-T2) / L. ………………………………………(2). T1-T2為溫度差 熱阻抗(Thermal Impedance) R表示單位面積、單位厚度的材料阻止熱 量流動的能力,表示為: R=(T1-T2)/Q=L/K·A ………………………………….(3) 對於單一均質材料,材料的熱阻與材料的厚度成正比;對於非單一材料, 熱阻趨勢隨材料的厚度增加而增大,但不是純粹的線性關係。對於界面材 料導熱性能的好壞,熱阻抗定義為其導熱面積與接觸表面間的接觸熱阻的 乘積,表示如下: Z=(T1-T2)/(Q/A)=R·A ……………………………….(4) 表面平整度、緊固壓力、材料厚度和壓縮模量將對接觸熱阻產生影響,而 7.
(21) 這些因素又與實際應用條件有關,所以界面材料的熱阻抗也將取決於實際 裝配條件。 導熱係數指物體在單位長度上產生1℃的溫度差時所需要的熱功率, 是衡量固體熱傳導效率的固有參數,與材料的外在形態和熱傳導過程無關 ,而熱阻和熱阻抗是衡量過程傳熱能力的物理量。 晶片工作溫度的計算, 熱傳導過程中,總熱阻R為: R=R1+R2+R3 ………………………………………..(5) 其中:R1為晶片的熱阻 R2為導熱材料的熱阻 R3為散熱器的熱阻 導熱材料的熱阻R2為: R2=Z/A ……………………………………………...(6) 其中:Z為導熱材料的熱阻抗 A為傳熱面積 晶片的工作溫度T2為: T2=T1+P×R ………………………………………...(7) 其中:T1為空氣溫度 P為晶片的發熱功率 R為熱傳導過程的總熱阻 晶片的熱阻和功率可以從晶片和散熱器的技術規格中獲得,散熱器的 熱阻可以從散熱器的技術規格中得到,從而可以計算出晶片的工作溫度T2 [6~8 ] 。 8.
(22) 熱膨脹係數(CTE)是材料經過一個溫度變化量的曲線後,熱應變量對 溫度變化量的平均值。 CTE = (1/△T) x (△L/L)..................................................(8) 其中△T為溫度變化量 △L為長度的變化量 L為量測物長度 某溫度T1的瞬間熱膨脹係數為: CTE(T1) = (1/δT) x (δL/L(T1))....................................(9) 其中L(T1) = (1+εT1) x L,εT1=10-6~10-4<< L(T1) ≒L ,δL =εT1 L, 熱膨脹與熱應變的關係為: CTE(T1) =δεT1/δT1 ............................................... .(10) 某溫度的瞬間熱膨脹係數是熱應變曲線上各點的斜率[9]。. 9.
(23) 2.3 碳/鋁複材之競爭材料 現行之金屬封裝材料為實現對晶片支撐、電連接、熱耗散、機械和環 境的保護,雖具備的導熱性、導電性、足夠的強度和硬度、良好的加工或 成形性能、可鍍覆性、可焊性和耐蝕性、較低的成本,但與晶片匹配時常 因熱膨脹係數過大,及高密度造成設計及使用上的困難點。 傳統之金屬封裝材料包括 Al、Cu、Mo、W、kovar 合金以及 Cu/W 和 Cu/Mo 等,它們的主要性能如表 2.1 所示。各材料的優缺點在下文小節中 介紹。 表 2.1金屬封裝材料性能. Material. Density 3 gm/cm. Metals Aluminum 2.72 Copper 8.95 Molybdenum 10.3 Tungsten 19.3 Kovar 8.3 Metal-Metal Composites Cu-W (15%) 16.4 Cu-Mo (15%) 10.0 13Cu-Mo-13Cu 9.89. Thermal Conductivity W/m.K. CTE o μm/m C. Modulus Gpa. 230 400 140 178 17. 22 16.5 5.3 4.6 5.9. 69 124 331 407 131. 225 180 208. 7 6.6 6.5. 324 283 272. 2.3.1 銅、鋁材料 純銅也稱之為無氧高導銅,電阻率 1.72μΩ·cm,僅次於銀。它的熱導 率為 401 W/m·K,從傳熱的角度看,作為封裝殼體是非常理想的,可以使 用在需要高熱導和高電導的封裝上,然而它的熱膨脹係數高達 16.5×10μ m/moC,會在剛性粘接的陶瓷基板上造成很大的熱應力。為了減少基板上 10.
(24) 的應力,可以用幾個較小的基板來代替單一的大基板。退火的純銅由於機 械性能差,很少使用。加工硬化的純銅雖然有較高的降伏強度,但在外殼 製造或密封時不高的溫度就會使它退火軟化,在進行機械衝擊或加速度試 驗時造成外殼底部的變形。 鋁及其合金重量輕、價格低、易加工,具有高的熱導率,在 25℃時 為 230 W/m·K,是常用的封裝材料。但鋁的 CTE 更高,為 22μm/moC, 與 Si (4.1μm/moC)和 GaAs(5.8μm/moC)相差很大,元件工作的熱循環常會 產生較大的熱應力,導致失效 。雖然設計者可以採用類似銅的辦法解決這個問題,但銅、鋁與晶片基板 嚴重的熱失配,給封裝的熱設計帶來很大困難,影響了它們的廣泛使用。. 2.3.2 鎢、鉬材料 W 具有與 Si 和 GaAs 相近的熱膨脹係數,且導熱性很好,可用於晶 片的支撐材料,但由於加工性、可焊性差,常需要在表面鍍覆其他金屬, 使工序變得複雜且可靠性差。 Mo 的 CTE 為 5.35μm/moC,與 kovar 和 Al2O3 非常匹配,它的熱導 率相當高,為 140 W/m·K,故常作為氣密封裝的底座與 Kovar 接在一起, 用在很多中、高功率密度的金屬封裝中。Mo 作為底座的一個主要缺點在 於加工不易平面度較差,另一個缺點是在於它重結晶後的脆性。W、Mo 價格較為昂貴、密度較大,不適合大量使用。. 11.
(25) 2.3.3 Kovar 材料 Kovar (Fe-29Ni-17Co,中國牌號 4J29)的 CTE 與 Si、GaAs 以及 Al2O3 、BeO、AIN 的 CTE 較為接近,具有良好的焊接性、加工性,能與硼矽硬 玻璃匹配封接,在低功率密度的金屬封裝中得到很廣泛的使用。但由於其 熱導率低,電阻率高,密度也較大,使其廣泛應用受到了很大限制。. 2.3.4 銅/鎢、銅/鉬材料 Cu/W 和 Cu/Mo 複合材料是為了降低 Cu 的 CTE,將 Cu 與 CTE 數值 較小的物質如 Mo、W 等複合,得到 Cu/W 及 Cu/Mo 金屬-金屬複合材料。 這些材料具有高的導電、導熱性能,同時融合 W、Mo 的低 CTE、高硬度 特性。Cu/W 及 Cu/Mo 的 CTE 可以根據相對含量的變化進行調整,可以用 作封裝底座,還可以用作散熱片。國內外已廣泛生產並用在大功率微波管 、大功率激光二極管和一些大功率集成電路模塊。由於 Cu-Mo 和 Cu-W 之 間不相溶或浸潤性極差,且二者的熔點相差很大,給材料製備帶來了一些 問題;如果製備的 Cu/W 及 Cu/Mo 緻密程度不高,則氣密性得不到保證, 影響封裝性能。另一個缺點是由於 W 的含量高而導致 Cu/W 密度太大,增 加了封裝重量。. 12.
(26) 2.4 含碳之高導熱複材種類 2.4.1 碳/金屬複合材料 1. 碳纖維/鋁複合材料(Carbon fiber/Al composites) 碳/金屬複合材料是將金屬液熔湯灌注於碳纖維的預形體內,即成碳/ 金屬複材。一般應用於複合材料上的碳纖維強化相有許多種類,例如:連 續長纖維(long fiber)、短纖維(chop)、鬚晶(whisker)、粉末粒子和薄片。已 商業化的碳纖維材料一般是由丙烯脛系(PAN)和瀝青基系(pitched)所製,丙 烯脛系碳纖維因方向性石墨化程度不如瀝青系碳纖維,其導熱率通常較低 。目前應用於高熱導強化材主要是瀝青基(pitch-based)碳纖維(亦稱之 為石墨纖維),可以使用的方式有長纖、短纖、粉狀及織布(mat)等。 碳 纖 維 真 正 商 業 化 的 pitch-based 碳 纖 維 形 態 如 圖 2.2 所 示 , 是 以 Thermagraph所生產的K1100之熱傳導率最高,達到1100 W/m·K。近年以氣 相沉積方式製造的碳纖維(VGCF)也積極發展中,據Applied Science Inc 已發表的VGCF碳纖維,其熱傳導率可高達1950 W/m·K左右[10]。圖2.3 所 示為目前各種碳纖維之熱傳導率與電阻抗值,可以看出有些碳纖維的熱傳 導率是銅得好幾倍,用這些碳纖維來作強化材,將可獲致高熱導、低膨脹 係數與質輕的複合材料。這些強化材目前已經開始應用於金屬基、碳基和 高分子基材料上,以製造輕量、高熱傳導性以及可以和半導體、陶瓷基材 之CTE值相匹配的材料。. 13.
(27) Milled Long fiber. Chopped fiber. 2D mat. 圖 2.2.各種不同型式的碳纖維強化材. 圖 2.3 各種碳纖維強化材之熱傳導率與電阻抗[11] 據 ThermaGraph 公司研究指出,K1100 碳纖強化 PMCs 其碳纖體積分 率為 0.6 時,在纖維軸方向上的熱傳導率有 660 W/m·K,為銅的 1.5 倍。 雖然長纖有最佳的熱傳導特性,但短纖強化有最佳的近實形成形性和 便宜的生產程序,所以如利用射出成型方式,生產成本將會大大的降低。 但值得注意的是短纖強化的熱傳導性和彈性模數遠低於長纖強化。 碳纖維(石墨纖維)強化的銅基複合材料(Carbon fiber/Cu composite),碳 o. 纖維(經高溫處理可轉化為石墨纖維) CTE在-1 ~ 2μm/m C,具有很高的軸 14.
(28) 向 熱 導 率 , P120、 P130 碳 纖 維 軸 向 的 熱 導 率 分 別 為 640 W/m·K和 1100 W/m·K,而用CVD方法生產的碳纖維其熱導率更可高達2000 W/m·K。與銅 o. 複合的碳纖維材料沿碳纖維長度方向CTE為-0.5μm/m C,熱導率600-750 o. W/m·K, 而 垂 直 於 碳 纖 維 長 度 方 向 的 CTE為 8 μ m/m C, 熱導率為 51-59 W/m·K,比沿纖維長度方向的熱導率至少低一個數量級。這與纖維本身的 各向異性有關,纖維取向以及纖維體積分數都會影響複合材料的性能[11] 。可以採用纖維網狀排列、螺旋排列、傾斜網狀排列等方法或使用非連續 的碳纖維(隨機取向的纖維)作為增強體解決這一問題。在高功率密度應用 領域很有吸引力。 複材的製造方法通常是利用壓力滲透鑄造,藉由壓力的輔助將液態金 屬滲透灌注入事先放置碳纖維預形體的模內,即所謂的PIC(Pressure Infiltration Casting)法[12]。另外也可以用熱壓鍵結法(Hot pressing bonding) 來成型,其做法是將碳纖維以三明治方式積層排列在鋁片或銅片之間,然 後在熱壓機內進行高溫高壓之熱擴散接合,不過這種製程的產量低,製造 成本相對高很多,已較少被人採用。 碳/金屬複材之性質與碳纖維種類、體積分率及基材本身有相當大的關 聯,如ThermaGraph以K1100碳纖維作強化材(碳纖維體積分率約為0.22), 其 鋁 材 和 銅 材 之 熱 傳 導 率 分 別 為 290 W/m· K 和 400W/m· K ; 而 Allpied Science Inc以VGCF作強化材,壓力鑄造之鋁基複材的熱傳導率高達642 W/m·K(碳纖維體積分率為0.37),CTE為5~7μm/moC,密度只有2.5 g/cm3 [13~15 ] 。就 K1100碳纖維強化材來說,ThermaGraph所開發的碳/鋁複材 碳纖維體積分率不高約為0.22,熱傳導率僅達290 W/m·K,後續的研究可 15.
(29) 加強碳纖維體積分率,以提高熱傳導效率。 2. 發泡碳/鋁複合材料(Carbon foam/Al composites) 發泡碳首次於1964年被WalterD.Ford等人提出,製作方式是以熱固性高 分子基樹脂做為碳的前驅物,在無氧的氣氛下被加熱至600°F,加熱至此 溫度會有許多的揮發物由樹脂中逃逸出來,被揮發出之同時會在熱固性的 樹脂中留下氣體孔洞,如持續升溫讓樹酯固化及碳化,如此便會形成多孔 性的材料,後經適當的碳化及石墨化形成發泡碳。 發泡碳具有低密度、耐火、吸波、低熱膨脹係數及耐化學腐蝕等優異 性能。早期發泡碳主要應用於航太工業、化工廠的大型熱交換器、輪船等 的耐火門窗、火箭及太空梭在推動機的噴嘴部分等領域。發泡碳經石墨化 後變成發泡石墨,其骨架碳原子排列的不同,可作為導熱的用途。近年嘗 試應用在電子散熱領域上,而具有良好的熱傳導效能。 Allcomp, Inc公司開發出利用液態鋁或銅合金滲透多孔性碳/碳複材 (carbon foam/carbon), 其中carbon foam/Al 複材及carbon foam/Cu 複材(50%) 在 X-Y-Z 方 向 的 熱 傳 導 率 分 別 達 到 160/190/326 W/m·K 和 280/300/450 W/m·K[16],其最大特色就是X-Y-Z三個方向的熱傳導率均相當。. 2.4.2 碳/碳複合材料(Carbon/ Carbon composites) 碳/碳複合材料是由碳纖維或各種碳織物增強碳,或石墨化的樹酯(或 瀝青)及化學氣相沉積(CVD)碳所形成的複合材料。不但具有石墨化的特性 ,也具有碳纖維的優越性能,是一種具有特殊功能的新型工程材料。 碳/碳複合材料是碳纖維強化碳基地的複合材料,它的性質依碳纖維的 16.
(30) 種類、碳基地、製程程序以及碳纖維分散情況而異。碳纖維可能是丙烯脛 基PAN或是瀝青基Pitch-based所獲得,其熱傳導率由20~1100 W/m·K (纖維方向)變化。另外也可利用化學氣相沉積法(CVD)所製得的VGCF碳 纖維,其熱傳導值可達1950W/m·K。 碳-碳複合材料的製造流程,通常是以編織完成的碳纖維為骨架,再進 行基材的含浸充填、熱處理程序,以及次數不等的含浸→碳化→石墨化等 緻密化循環處理,最後始成為碳-碳複合材料[17]。由於其製程相當複雜極 冗長,因此製作成本也相對提高。有關碳/碳複合材料的的基材含浸方法較 常見的有二種,即液體含浸法(Liquid Infiltration LI)及化學氣相滲入法 (Chemical Vapor Infiltration CVI),此類製成的碳基地會傾向於往纖維方向 排列,如果再經高溫石墨化則熱傳導率可達200-1500W/m·K。美國Enertron, Inc公司所開發的碳/碳複合材料,其熱傳導率可達800 W/m·K,CTE為5~7 μm/moC,密度為1.85 g/cm3 [18~19] 。 ThermaGraph以K1100碳纖維作強化材(碳纖維體積分率約為0.2),開發 出1D、2D、3D碳/碳複材,其性質如表2.2所示。1D及2D fiber,在碳纖維 方向導熱較佳,其它方向則很差。 表 2.2 不同碳纖維方向碳/碳複材的密度及熱傳率 Material. Density 3 g/cm. Thermal Conductivity W/m·K. 1D C-C. 1.8. 409/50/50. 2D C-C. 1.8. 374/302/114. 3D C-C. 1.8. 301/328/163. 17.
(31) 2.4.3 鑽石/鋁複合材料(Diamond/Al composites) CVD鑽石熱傳導率高達2200W/m·K,它有非常低的介電常數,所以 它是一種最佳的散熱材料,因此它可以用在高功率電子、光電子裝置、微 波二極體、雷射二極體及GaAs功率電晶體的均熱片以及其他各種散熱上的 應用。 CVD鑽石膜的製作方式非常多,包括熱燈絲法、微波電漿CVD法、 DC電漿、RF電漿和DC電漿噴射CVD等等方法,其主要的原理是利用碳氫 化合物氣體熱化學分解將碳沉積在適當環境的基材上,而長成鑽石膜。不 過由於CVD鑽石的生產速率極慢,因此其成本相對地比其它材料貴相當多 。Dymalloy是Sun Microsystem 和 Lawrence Livermore National Lab.共同開 發的產品,它是將鑽石膜塗著在銅表面上,用來作為熱管理的高性能均熱 片[20],其熱傳導率為420 W/m·K,CTE值為5.5μm/moC, 與半導體及基板 材料之CTE相匹配,不過比重仍與銅相當。近來有許多研究是在Si上直接 長CVD鑽石膜,以利半導體元件之熱擴散,其未來之發展亦頗值得注意。 除了CVD鑽石膜外,還有一種利用高溫高壓合成的鑽石,其熱傳導率 亦相當高。Novatek, Inc提出高溫高壓合成多晶鑽石技術[21],主要利用高 溫高壓合成技術製作出的多晶體鑽石(polycrystalline diamond ,PCD)片,其 熱傳導率可達 700 W/m·K,約為一般純銅的二倍,同時其價格要比利用 CVD製程所作的要來得便宜好幾倍,並且它可以大量生產。 高壓合成多晶鑽石PCD係具有等方向性和均勻性的鍵結產品,因此其 熱傳導在每一方向均相當均勻,這與CVD、PCD只有在垂直表面方面具有 絕佳之熱傳導顯然不同。利用這種鑽石顆粒粉末燒結而成的鋁基複材同樣 18.
(32) 具有相當高的熱傳導率,且是等向的,表2.3所示為幾種等級的Diamond/Al 複材,可以發現其三個方向的熱傳導率均在550~600 W/m·K之間,遠比純 o. 銅高,且熱膨脹係數只有7.5μm/m C,與GaAs相當接近,重量又輕,是一 相當好的高階材料,適用於高階的光電產品上。圖2.4所示為Diamond/Al 複材的顯微結構及產品。 表2.3 鑽石顆粒強化鋁基複合材料之性質 Thermal properties for various diamond composites o. Description. KCTrans and KCThrough-thick. (W/mK). CTE (μm/m C) (through thickness). Grade 1. 653.592. -. Grade 2. 524.553. -. Grade 3. 569.560. 7.5. 圖2.4 Diamond/Al 複材的顯微結構[22]. 19.
(33) 2.5 碳/鋁複合材料之製作 常用來製作金屬基複合材料的方法有: (1) 真空壓力液相滲透 (2) 擠壓鑄造成形 (3) 真空熱壓成形. 2.5.1 真空壓力液相滲透(Pressure Infiltration Casting PIC) 真空壓力滲透法係將碳纖維(carbon fiber),添加binder混合後直接置入 模穴內形成預形體(preform)。將preform的模具在加熱爐預熱,並將binder 燒掉,而燒掉之氣體以真空抽氣裝置排出。在此同時將滲透之金屬(Al, Cu,Mg,---)先在坩堝內熔解至液相線以上,再以坩堝與模穴所建立的壓 力差(ΔP)將金屬液滲透入模具內的preform內, 最後再將滲透完成的preform 移出加熱爐冷卻凝固,拆模取出金屬基複合材料。其示意方法如圖2.5 所 示。. 圖2.5 壓力滲透鑄造製程[13] 20.
(34) 2.5.2 擠壓鑄造成形(Squeeze Casting) 擠壓鑄造成形架構如圖2.6,製作方法是必須先將碳材製作成預形體 ,再將預形體放入加熱爐中預熱達設定溫度,接著取出愈形體放入擠壓設 備的模具模穴中,隨後將熔解的鋁液倒入模具的盛料筒中,啟動設備讓上 下模合模,藉由活塞擠壓輔助將液態金屬滲透灌注入事先放置之碳纖維預 形體的模具內,形成複合材料。 擠壓鑄造成形方式可增加固化速率得到微細等軸晶的金屬鑄件,其性 質優於傳統的重力鑄造,而接近鍛造狀態的性質;且有高溫安定性較佳、 成本較低之優點,早就使用於一些鋁合金及銅合金成形生產上。擠壓滲透 預形體的鑄造方法,是直接靠外加壓力來克服鋁液與碳材界面無法充分潤 濕(wetting)的問題。一般而言,壓力愈大,複材的品質愈高,一般成形 壓力為150kg/cm2,在液體凝固時可實施二次鍛壓,壓力可達300kg/cm2。 另此製程具有成形快速(約3min/cycle)、高鑄造品質、低設備成本等優點。. 圖2.6 擠壓鑄造法 21.
(35) 2.5.3 真空熱壓成形(Vacuum Hot Pressing, VHP) 真空熱壓是製作金屬基複材最典型的擴散鍵結法。在鍵結鋁、銅、鎂 、鈦、鎳基複合材料方面,有很好的成果。典型的VHP製程如圖2.7所示, 先將碳纖維切成一定長度平鋪於鋁箔表面再蓋上一層鋁箔,如此重複疊加 數十層左右,完成後放入真空熱壓機內進行真空熱壓製程。熱壓模具放入 真空熱壓爐之後先抽真空至10-5 torr,再以每分鐘3℃緩慢升溫,升溫達到 250℃之後通入Ar+10﹪H2之氣氛,真空熱壓過程需達到650℃。而在溫度 達到500℃時以150㎏/㎜2加壓保持壓力直到冷卻完成。此法在參數控制上 較容易、再現性高;主要缺點為製程昂貴及難做大件物品。. 圖 2.7 真空熱壓製程. 22.
(36) 2.6 擠壓鑄造液相壓力滲透之理論 利用擠壓鑄造法製造鋁基複合材料(MMC)之製程主要有三種。在 這些方法包含以立式或臥式擠壓鑄造基礎設計的直接或間接擠壓鑄造等方 式。在這幾種製造過程中,首先將預備之預形體預熱至(Tf)溫度後,接 著放入被預熱至250℃左右的金屬模具之模穴內。然後,將熔融之金屬熔 湯倒入金屬模穴中。金屬液在溫度(Ta)時,被擠壓鑄造機高壓力擠壓, 以(U)之速度滲透進入預型體中,而形成金屬基地和預形體之混合物, 此混合物繼續被柱塞加壓壓縮,最後擠壓鑄造機以高壓力(P)壓縮金屬 基複材至其凝固完成為止。 鋁/碳複合材料液相滲透法重要的控制要素: (1). 模具溫度控制 模具預熱溫度及溫度梯度分佈在間接擠壓鑄造法中,擠壓機對料筒內. 之金屬液施加壓力,而料筒內之壓力再經由澆道傳至鑄件各部份,而鑄件 即是在這壓力之下凝固。如前所述,這樣的保持壓力有補縮及增加凝固速 度之功能。倘若從料筒至鑄件之壓力傳送途徑中,有某部分先行凝固了, 則壓力就無法再傳達過去,如此擠壓鑄造模具設計中,必須考慮方向性凝 固之原則,亦即鑄件之凝固順序必須從離料筒最遠端之地方開始先行凝固 ,再依序往料筒端漸序凝固。因此保持模具溫度分佈梯度是必須的,一般 原則上是溫度梯度至少為20℃/100㎜。 模具預熱可讓複材在液相滲透時避免鋁液溫降過快而凝固,更可助於 減少滲透時的阻力。模溫在預熱加溫的狀態下鋁液進入模穴中滲入預形體 間之間隙時,能藉由模具和鋁液的溫度差迅速降溫凝固以利脫模取出。如 23.
(37) 要增加鋁液滲透時的流動性只能從提高溶湯溫度和preform預熱溫度著手改 善。 (2). 鋁熔湯溫度控制 在固定其他製程參數下欲得完好的複材,金屬液澆鑄溫度必須高於其. 凝固點溫度,鋁液相含浸較佳的滲透溫度為700℃~750℃,如果溫度過高 ,會造成纖維劣化使得複材的物理性質下降,也易造成模具損耗。反過來 說,若熔液溫度太低則造成流動性不佳,則金屬液將無法完全滲滿預形體 ,致使鋁液在壓力下含浸容易產生滲透不足。 (3). preform預熱溫度控制 預形體預熱的溫度參數在鋁液液相含浸非常重要,想得到較好的成形. 試片,preform一定要經預熱的程序。預形體溫度較低時充填阻力大,通常 容易失敗,鋁液只在預形體周圍包覆,未能順利進入內部。如經提高預形 體預熱溫度後作含浸便能得到較好的滲透性。 (4). 滲透之壓力和速度控制 滲透之壓力和速度快慢會影響滲透預形體之滲透液流速度。太慢的滲. 透壓力和速度,使滲透的動能不足,且在滲透過程鋁液凝固太快,造成滲 透的不完全。太快之滲透速度使得預形體內部之氣體來不及排出時,氣體 即會被壓縮,而內部壓力會越來越高,最後之氣體體積被壓縮,會使預形 體變形或崩潰。此外太快之滲透速度,滲透液也容易噴出模具外使壓力不 容易建立,影響複材含浸進入的量。 滲透速度(U):金屬液之滲透速度可以下是計算之: U=A • V/S(1-Vf)………………………………………….. (11) 24.
(38) 其中A:料筒活塞面積 V:料筒活塞速度 S:金屬液滲透前端總面積 Vf:碳材體積分率 金屬液滲透進入預形體時,金屬液以層流方式在預形體之纖維層間隙 內流動。此流動之金屬液之表面張力及黏滯力,會對預形體產生壓力。較 高之滲透速度產生較高之壓力,但過高之壓力會造成預形體之變形或碎裂 。而太慢之滲透速度,有可能造成滲透不完全之現象。 最終保持壓力在擠壓鑄造過程中,壓鑄機對凝固中之金屬液施加壓力 之目的是為增加補縮能力,趨使金屬容易和金屬模壁間之緊密性,以提高 凝固速度。較低之擠壓鑄造壓力會使得凝固微縮孔無法完全去除,因此鑄 件會產生針孔等缺陷。 擠桿壓力的大小直接影響預形體變形。為了防止預形體之變形,可以 降低滲透速度,即壓桿速度,或者降低黏滯係數,即升高澆鑄時液體金屬 溫度兩種方法。如果因模具過於緊密排氣不良或排氣穴設計不良亦或是滲 透速度太快使得預形體內部之氣體來不及排出時,氣體即會被壓縮,而內 部壓力會越來越高使複材滲透不完全。 滲透預形體所需施加於鋁液之最小壓力(ΔP)為克服以下三種壓力之和: ΔP=ΔPr+ΔPn+ΔPg ………………………………………………… (12) 其中,ΔPr是滲方前端金屬液之毛細管壓力(capillarity) ΔPn是滲透多孔性碳纖維預形體加克服金屬液和碳纖維黏滯所產 生之壓力降。 25.
(39) ΔPg是多孔性預形體內空氣之壓力。 通常擠壓鑄造時為了讓金屬液壓能在模穴內建立,其模具設計通常緊 密配合。因此氣體之排除及靠模穴旁之排氣孔(overflow)來吸收。 壓桿之速度快慢會影響滲透預形體之金屬液流速度。太快之滲透速度會使 預形體變形或崩潰。本實驗欲使用之射料行程約9㎝,射料時間約為3秒, 因此壓桿速度約為2㎝/sec。假設預形體滲透方式採用單方向方式進行則可 以以下是簡單估算預形體滲透速度(V): V=壓桿速度 ×(盛料筒截面積/進水口截面積 ×2) 擠壓鑄造法製作金屬基複合材料,具有生產速度快、操作容易之優點 。同時,此法可克服預形體和金屬液間無法潤濕的缺點。但是,此法仍受 到預形體高溫劣化及滲透長度之限制,因此必須嚴格控制其製程參數。各 參數間的相互影響如圖2.8,斜率愈大者影響愈大。. 圖 2.8 各項製程參數對滲透長度之影響[23]. 26.
(40) 第三章. 實驗方法. 本研究係以取自市售之高熱導、高體積碳/碳複材及鑽石粉末,進行鋁 合金擠壓鑄造液相滲透,製備高體積分率碳/鋁複材及鑽石/鋁複材,並研 究碳材對碳/鋁複材之熱傳導性質、熱膨脹係數及降低材料比重之影響。碳 /鋁複合材料之製作步驟流程如圖3.1所示。. 實驗規劃. z 1D 碳纖維. 高熱導碳材預形體. z 發泡碳 z 鑽石粉. 碳/鋁複材製作. z 模具設計製作 z 碳材預形體預熱 z 鋁合金熔煉 z 碳/鋁複材擠壓鑄造成形. 複材熱物性之分析. 金相組織觀察. 熱傳導量測. CTE量測. 分析與討論. 圖3.1 實驗步驟流程圖. 27. 密度量測. 強度測試.
(41) 3.1 高熱導碳材預形體(Preform)之製作 應用在散熱複合材料強化材,通常以熱導高、低CTE、低密度的材料 作為金屬基複合材料的強化材。本研究選用的高熱導材料可分下列幾項: 3.1.1 1D 碳纖維預形體 1D 碳纖維預形體的製方式作是以碳纖維為填充材,再利用具有高強 度和耐熱性的碳材料作包覆鍵結,形成之複合材料稱為碳纖維強化材料, 又稱碳/碳複合材料。其中基材碳的生成過程分為瀝青含浸、熱硬化性樹酯 含浸、化學蒸著法熱分解碳沉積。 高熱導碳纖維熱傳導係數次於天然鑽石,碳纖緻密化、碳纖編織方式 及石墨化程度決定導熱的高低。本實驗所使用碳纖維預形體是Allcomp Inc 用碳/碳瀝青液相含浸及緻密化製程所開發出之1D 碳纖維預形體。圖3.2為 Allcomp 1D碳纖複材,1D碳纖維預形體密度為 1.36g/cc,碳纖維體積分率 vol=61.9% 。圖3.3為Allcomp 1D碳纖複材顯微組織觀察。熱傳導係數大約 1000W/m·k之間. 20μm. 圖 3.2 Allcomp 1D 碳纖複材. 圖 3.3 Allcomp 1D 碳纖複材組織. 由Allcomp公司提供之1-D碳纖維預型體之微結構,圖3.3可以看出,碳 纖維是一束束整齊排列,碳纖維直徑大約在10μm左右。單根纖維與纖維及 28.
(42) 纖維束與束之間均有瀝青基材滲透於其間,形成碳/碳複材。由於碳/碳複 材緻密化無法達100%,所遺留孔隙則由鋁液充填,以提高碳/碳複材的熱 傳導性及結構強度。 3.1.2 發泡碳(carbon foam)預形體 由於碳纖維的導熱性並非均向性,在纖維軸向導熱性質特佳,而徑向 導熱性值則不盡理想,因此前述之1-D纖維複合材料無法獲得三軸均等的 導熱性質。如以發泡碳作為複合材料的基礎,將是獲得均向導熱性材料的 可行方式。發泡碳的製作方法是將瀝青置於高溫高壓環境下,並突然減少 外界壓力,即可膨脹形成發泡碳,再將此發泡碳予以高溫石墨化處理,讓 熱傳性提高。雖然發泡碳的導熱性質不如碳纖維軸方向的導熱性,但由於 其可得三軸等向的性質,仍具有獨特之地位。 單純從瀝青膨脹所得到的發泡碳其密度並不甚高,若想要得到高碳體 積比之預形體時,可將發泡碳進一步做滲碳處理增加碳含量,以獲得密度 較高的發泡碳。圖 3.4 即為 Allcomp 生產之較低密度的發泡碳,發泡碳中 的孔洞均為開放性孔洞而彼此相連,其空孔率約 80 vol.%,亦即碳在滲透 成形後的複材中的體積百分比約為 20 vol.%。. 圖 3.4 Allcomp 低密度發泡碳 29.
(43) 發泡後的 Carbon foam 呈 3D 網狀結構,如圖 3.5 所示,其密度約在 0.4~0.5 g/cm3 左右,其熱傳導率~106 W/m·K,純骨架的碳材其熱傳導率 約可達到 400 W/m·K,碳材具低密度特性。. 圖 3.5 Allcomp 發泡碳組織 3.1.3 合成鑽石 鑽石強化鋁基複材製程實驗之鑽石顆粒由中國砂輪股份有限公司所提 供,鑽石顆粒粒徑種類為 45/50#(約 0.25mm)。預形體的製作方法是將合成 鑽石顆粒混以黏結劑後,乾燥成形即得預形體。預形體中鑽石顆粒的體積 分率大約為 50%。. 圖3.6 合成鑽石粉顆粒 o. Diamond 的熱導係數為2000W/m·K,CTE約為1.2μm/m C,鑽石的密 度約為3.4~3.5 g/cm3,可做為強化材的首選。表3.1為鑽石的物理特性。 30.
(44) 表3.1 鑽石粉末物理特性 Physical Properties. Metric. Density. 3.4 - 3.52 g/cm3. CTE, linear 20°C. 1.2 µm/m°C. Heat Capacity. 0.4715 J/g°C. Thermal Conductivity. 2000 W/m·K. 鑽石/鋁複材液相滲透可分為兩類方式: (1) 將鑽石粉先充填於預先準備之具剛性的盒體內,再將盒體預熱後放入 模具之模穴內作液相滲透。 (2) 將鑽石粉與黏結劑(Binder)混合後壓製成preform,再將preform預熱後 放入模穴內作液相滲透。 方法(2)加入的binder一般為樹酯,如preform未再經高溫石墨化後,其 導熱性質不佳,會明顯降低滲透成形後鑽石/鋁複材的導熱值,所以本實驗 是實施方法(1)的作法避免熱傳導值過低。. 3.2 複材液相滲透鑄造成形 複材的製作方式採用擠壓鑄造成形方法,以通用設備、低成本達研究 之高品質需求。擠壓鑄造所使用設備,可作一般鋁合金、銅合金、鋅合金 成形的擠壓鑄造設備,機台鎖模力8 Ton,擠壓射出速度30cm/sec,射出壓 力320kg/cm2。可設定一次壓力及二次增壓。一次壓力的功用在使鋁液以慢 速度近似穩流狀態充填模穴,避免充填速度過快造成鋁液的捲氣。二次增 壓的功用在鋁液充填滿模穴後再施以更大壓力,類似鍛壓模式讓組織更緻 密。一次壓力與二次增壓時間需有好的搭配才可讓鋁液順利滲透,得到緻 密良好的複材。 碳/鋁複材擠壓鑄造需適當的成形條件,才可製作預期的良好複材。擠. 31.
(45) 壓條件上須考量:(1)模具設計、(2)鋁液熔煉及溫度控制、(3)預形體預熱 溫度、(4)模具預熱溫度、(5) 鋁液滲透之壓力和速度控制、(6)擠壓壓力、 (7)二次增壓時間、(8)冷卻時間等參數。實驗初期須先求得適當的參數才可 順利進行成形複材。上述製程參數說明如下: 3.2.1. 模具設計 擠壓鑄造需要有金屬模穴可放置預熱後的預形體,及配合機台本身. 的射料頭太小,所以必須設計一模具進行碳材的鋁液滲透,設計的概略方 案如圖3.7示。擠壓鑄造時模具的設計須考量:(1)鋁液的填充容量、(2)模具 上下模的密合度、(3)射出力量的傳遞方向、(4)鋁液的方向性凝固和收縮的 補縮、(5)射出逃氣方案(overflow)、(6)頂出pin的佈置、(7)拔模角度的預留 讓脫模容易等。圖3.8為模具設計後的製作圖。圖3.9為加工完成後的模具 。擠壓鑄造成形後的複材試片如圖3.10。 Al-Si合金. 預形體. Al-Si合金 柱塞. 壓力. 圖3.7 擠壓鑄造模具方案. 32.
(46) 下模. 上模. 圖3.8 模具設計製. 33.
(47) 圖3.9 複材成形用模具. 上視圖. 側視圖. 圖3.10 擠壓鑄造後碳/鋁複材 3.2.2. 液相滲透用鋁合金的選用 鋁合金滲入碳材中主要功能是填充高熱導強化材內部的孔隙,並提升 強化材結構。鋁合金選用的考量點包括: 1. 熱傳導係數不能太低,過低將降低複材整體熱效能。 2. 熔解液體流動好,鑄造性佳。 3. 與碳材有較佳的潤濕性。 34.
(48) 本研究滲入碳材之鋁合金是選用A356.2合金,組成化學成分如表3.2示 。物理性質見表3.3[24]。A356.2合金之鑄造流動性良好,利於複材的滲透 成形。 表3.2 A356.2組成成分. 化學成分(%): Si. Fe. Cu. Mn. Mg. Zn. Ti. Ban.. 6.5~7.5. 0.11. 0.10. 0.05. 0.3~0.4. 0.05. 0.20. --. 表3.3 A356.2 物理性質 比重 g/cm3. 溶融溫度 o C. 2.68. 555~610. 熱膨脹率 (20~100 oC) o μm/m C 22. 熱傳導率 (25oC) W/m·K 150. 比熱 (0~100 oC) J/g·oC 0.21. 拉伸強度 kg/mm2 29. 3.2.3. 模具預熱溫度 複材液相滲透前,通常在碳材含浸滲透時需加熱模具至200oC上下。 模具的預熱可使碳材在液相滲透含浸時避免溫降過快而凝固,更可助於減 少滲透時的阻力增加鋁液的流動性。基本上模具預熱溫度愈高愈好,可是 模具體積大熱散失快,要預熱達250 oC不易。另過高的預熱溫度會致使模 具剛性降低,長時間作業下將減少模具的使用壽命。如要增加鋁液滲透時 的流動性只能從提升鋁液熔湯溫度和preform預熱溫度來作改善。. 3.2.4. 預形體預熱溫度控制 實驗用預形體預熱設備如圖3.11示,加熱爐最高預熱溫度為1200oC, 內容量30x30x30 cm,可通保護氣體作預熱。 35.
(49) 圖3.11 預形體預熱爐 高熱導材料導熱性非常好,升降溫的速度也非常迅速,預形體的預熱 目的是要防止鋁液滲入複材時因碳材溫度低而帶走鋁液的溫度,造成複材 無法滲透完成。Preform預熱溫度過低,預形體一放入模具中接觸到模具表 面便迅速降溫,溫降過快將會有滲透不完全產生。通常預熱溫度一定不能 低於鋁液熔煉時設定的溫度。 為得知預形體由加熱爐內取出到放入模穴後的降溫狀況,需預先模擬 作業狀況以了解preform溫降的速率,於是將preform接上溫度記錄器及熱 電耦(thermocouple),裝置如圖3.12。加熱爐內溫度設定為800℃,爐內通 入保護氣體2 L/min,預形體在爐內停留30min後,自爐內取出放入模穴, 得到如圖3.13的溫降曲線。依圖示1D碳纖維、發泡碳、鑽石顆粒三種 preform自預熱爐中取出放入模穴內大約15sec preform會降至650℃以下。 換言之preform從加熱爐內取出放入模穴內、填入鋁液、合模成形需在 15sec內完成,否則preform低於600℃,會吸走鋁液溫度讓鋁液凝固,不易 將鋁液滲入preform中。. 36.
(50) 圖3.12 溫降量測裝置. 圖 3.13 溫降曲線. 37.
(51) 3.3 密度測試 本實驗利用精密天平配合密度量測配件進行真密度的量測。真密度測 量方法是利用阿基米德原理,將試片置於天平內,量測試片之水中重量和 空氣中重量以求得密度。量測的設備示於 圖3.14。. 圖3.14 精密天平 真密度的測試方法:浮力法(比重天平法) 在氣相中及液相中秤量試片,分別得質量 ms 與 m’s,則試片在液相中 承受之浮力 f 為: f = (ms - m’s)g …………………………………….(13) 由 Archimedies 原理,在密度 ρl 的液相中體積 Vs 的試片承受的浮力 為: f = Vsρlg…………………………………………..(14) 由(13)、(14) 得試片體積為: Vs = (ms – m’s) / ρl……………………………...…(15) 試片的密度 ρs 用下式計算: 38.
(52) ρs = ms / Vs ………………………………………..(16) 若補正氣相密度 ρg 所致的浮力,則成 (JISZ – 8807(1962) 固體比重 測定法) ρs=[ms/(ms-m’s)](ρl-ρg) + ρg………………………(17) 試片比液體輕時,可加重錘而使試片沈入液相中測定,用下式計算 ρs = [ms/(ms-m’s+Δms)](ρl-ρg) + ρg………………….…(18) Δms 為附加的重錘重量. 3.4 熱膨脹係數測試 熱膨脹係數(Coefficient Thermal Expansion CTE)測試是使用DuPont 2000 型熱機械式分析儀(Thermal Mechanical type Analysis TMA)進行量測 複合材料之熱膨脹係數。其原理是利用TMA量測試片尺寸的線性或體積 的改變,它屬於溫度、時間和力的函數。所以實驗測試時當試片受到熱 和力而產生形變時,輸出的值便會改變,由此便可以得到試片線性或體 積隨溫度和力的變化。圖3.15 為量測設備圖。. 圖3.15 TMA量測設備 39.
(53) 3.5 強度測試 設備使用AIKOH ENGINEERING CO,LTD製造的強度拉伸機。. 圖3.16 拉伸強度試驗機 複材之強度拉伸測試試片是依圖3.17加工尺寸圖,加工出如圖下之尺 寸外型。加工時需考慮複材碳纖的方向,實施鋁基複合材料強度測試。. 單位:mm. 圖3.17 拉伸試片加工尺寸. 3.6 熱傳導率量測 量測方式:以Laser Flash Method之熱傳導量測儀,圖3.18為量測儀器架 構圖。根據ASTM 1461 C71標準量測,由樣品底面打出一雷射光束,再由 另外一面偵測其表面溫度變化曲線與理論模式,和標準樣品比對後,可求 出熱擴散係數(α)及熱傳導係數(K)。熱傳導計算公式如下: K=α·ρ·Cp……………………………………………(19) 40.
(54) K:熱傳導係數 α:熱擴散係數 ρ : 體密度( g/cm3) Cp: 比熱( J/g·K). 圖3.18 Laser Flash 儀器構造示意圖 熱擴散的量測方法是使用可替換的xenon的雷射光照到試片的下表面 ,同時一個IR的偵測器量測試片上表面的溫度變化,然後經由處理軟體決 定出試片的熱擴散。 比熱:比熱的量測是經由比對欲測試的試片實際溫度變化和一個已知 比熱的參考試片溫度變化所得的。 ⎛ ∂H ⎞ cp = ⎜ ⎟ ⎝ ∂T ⎠ p ………………………………………… (20). 所以熱傳導係數K可以經由熱擴散係數α和密度ρ和比熱Cp的乘積而得。 41.
(55) 第四章 結果與討論 4.1 複材成形參數討論 4.1.1.預形體預熱溫度的影響 複合材料進行擠壓鑄造的過程中,預形體預熱的溫度對複材滲透成形 非常重要。過低的預熱溫度充填時阻力大,一般容易失敗,圖4.1 為未經 預熱之複材試片,鋁液只在碳纖維周圍包覆,未能順利進入碳材內部,通 常需提高預形體的預熱溫度進行含浸才能得到好的滲透性。表4.1為將鋁液 溫度固定在750℃,實驗後碳材預形體的預熱溫度需達750℃以上才能讓鋁 液良好的滲透至複材內部。. 圖 4.1 預形體未預熱之試片 表 4.1 碳材預形體預熱溫度與滲透比較 預熱溫度. 滲透情形. 650℃. 不佳. 700℃. 不佳. 750℃. 良好. 800℃. 良好 42.
(56) 相反的過高的預熱溫度會讓預形體產生氧化而損失重量,甚至破壞預 形體特性。預熱過程中通入保護氣體雖可降低氧化的程度,但一般加熱爐 內氣密性不佳,氣氛保護不盡理想,過高的加熱溫度容易讓碳纖損耗。表 4.2分別用800℃及1000℃對不同碳材加熱,比較加熱後的重量損耗,圖4.2 為加熱後表面的變化,過高的預熱溫度會造成碳材形狀上的改變。 表 4.2 不同溫度對碳材重量的損耗 預熱800℃. 預熱1000℃. 種類. 加熱前 重量. 加熱後 重量. 耗損 率(%). 加熱前 重量. 加熱後 重量. 耗損率 (%). 1D fiber. 9.60. 8.84. 7.91. 9.08. 4.72. 48.01. Carbon foam. 18.58. 17.06. 8.18. 17.12. 12.11. 29.26. Diamond. 10.12. 10.07. 0.49. 10.41. 9.89. 4.99. 種 類. 加熱前. 加熱800℃後. 加熱1000℃後. 1D 碳 纖. 發 泡 碳. 鑽 石 粉. 圖4.2 不同碳材800℃及1000℃預熱後之表面變化 43.
(57) 4.1.2. 鋁液滲透之壓力和速度控制 滲透之壓力和速度快慢會影響滲透預形體之滲透液流速度。太慢的滲 透壓力和速度,使鋁液的動能不足,且在滲透過程凝固太快,造成滲透的 不完全。太快之滲透速度使得預形體內部之氣體來不及排出時,氣體即會 在模穴中被壓縮,氣體體積被壓縮後內部壓力會越來越高,如超出預形體 可承受之壓力即會使預形體變形或崩潰,圖4.3 示為預形體受壓縮變形。 此外太快之滲透速度,滲透液也容易噴出模具外使壓力不容易建立,影響 鋁液含浸進入的量。. 圖4.3 壓縮變形後的預形體 4.1.3. 擠壓鑄造擠桿壓力和澆鑄溫度 各種不同的預形體其高溫預熱下仍具有適度的強度時,擠壓過程中澆 鑄溫度較高,較容易將液態金屬擠進預形體內部,但同時也易產生凝固收 縮的孔洞。擠桿壓力的相對大小,太大會造成預形體崩潰;太小又會產生 填充不足而留下孔洞。一般發泡碳的碳材體積分率大都比較低,體積分率 達到約50%左右已經屬於非常高的體積分率了,所以強度較1D碳材低,當 壓力過大和溫度過低時預形體容易受擠壓變形,如圖4.4示。 44.
(58) 圖4.4 受擠壓後的發泡碳/鋁複材 實驗條件以改變四種擠壓壓力和五種澆鑄溫度分別針對碳纖維預型體 進行分析研究,以了解製程條件的相關性。由表4.3 得知當鋁液溫度過低 時改變擠壓壓力對鑄件健全性無直接的影響。鋁液溫度設定高低的影響, 由表中示,低於700oC時不易將鋁液滲入碳材中,較好的成形條件須提高 至800oC左右方可得良好及穩定的成形複材。 表 4.3 擠壓壓力與鋁液溫度對鑄件之影響 鋁液溫度 (℃) 650 700 750 800 850 ○:滲透良好. 擠壓壓力(Kg/㎝2) 70. 100. 120. 140. × × × ○ ○. × × × ○ ○. × × ○ ○ ○. × × ○ ○ ○. ×:滲透不良或預形體變形. 45.
(59) 4.1.4. 複材成形缺陷分析 擠壓鑄造複材成形實驗過程中遭遇一些品質不佳的問題,表4.4為對實 驗試片產生之各種缺陷作歸納及分析其形成原因。 表4.4 複材之擠壓鑄造缺陷分析 缺陷種類. 縮孔. 形成原因. 改進措施. 1.鑄造方案設計不良 2.預形體溫度過高. 1.模具設計必須採取最短之滲透 路徑方式設計 2.提高鑄件與進水口間溫度梯度 3.降低預形體之預熱溫度. 1.預形體高溫強度不足 1.降低壓桿速度 預形體變形 2.擠壓壓力過大. 2.提高澆鑄溫度. 3.澆鑄溫度太低. 3.提高碳預形體強度 1.提高碳預形體預熱溫度. 1.擠壓壓力過大. 2.提高鋁液溫度. 滲透不健全 2.澆鑄溫度太低. 3.碳體積分率不可過高. 3.預形體預熱溫度太低 4.增加逃氣方案 5.預形體內部孔隙不連通. 46.
(60) 4.2 碳/鋁複材組織分析 4.2.1 1D 碳纖/鋁複合材料(1D Carbon fiber/Al composites) 將1-D碳纖預型體利用擠壓鑄造法,所製得之複合材料試片如圖4.5所 示,試片大小100x80x10 mm,觀察方向為垂直碳纖維方向及碳纖橫剖方向 。此款碳材是由多層碳纖結合,層與層碳纖的方向成垂直排列壓製而成。. 圖4.5 1D/Al碳纖複材 由圖4.6複材橫切及碳纖方向組織照片可以觀察到,白色部份為A356 鋁合金,灰黑色為碳纖維。複合材料碳纖維分布呈現一束一束狀,纖維束 與束之間的間距大約10~20μm左右。每束纖維內部的纖維密度相當高,纖 維與纖維之間幾乎都彼此鍵結,如此可減少Al及碳纖維的界面,形成暢通 的快速導熱通道。. 200μm. 圖 4.6 1D 複材橫切及碳纖方向組織觀察 47.
(61) 此預形體碳纖體積分率屬高體積分率。在液相滲透時預形體高溫預熱 後有良好強度及可耐得住鋁液高速衝擊,方可在成形時預形體外形不會潰 散,再加上熱散失不過快,鋁液受壓力後會順著通道去填補剩餘空隙。由 較高倍率的圖4.7觀察可發現,即使是在一束碳纖維的內部,鋁液仍可順利 充填進去,但組織中仍可能有細小孔隙存在。另照片中圓形碳纖邊緣之非 圓形狀灰黑色組織,為碳纖鍵結的黏結劑及緻密化後經石墨化的碳材,由 於一束碳纖維彼此間的鍵結,因此在低倍率觀察時,容易誤以為鋁液無法 滲透進入。圖中碳纖橫切面的組織照片可看到碳纖大致都維持圓形狀,表 示碳纖未被氧化所侵蝕。如碳纖維預熱溫度過高,氧化損耗後的碳纖則會 呈現如圖4.8所示之橢圓狀。. 20μm. 圖 4.7 1D 碳纖/鋁複材鋁液滲透後組織. 20μm. 圖4.8 1D碳纖/鋁複材過度氧化的碳纖 48.
(62) 4.2.2 發泡碳/鋁複合材料(Carbon foam/Al composites ) 發泡碳/鋁複合材料之液相滲透後的實驗結果,從圖4.9複材中可以很 明顯看出來發泡碳/鋁複材之鋁合金進入預形體內部的情況良好,複材的試 片大小100x80x10 mm,發泡碳的滲透情形比1D碳纖維預形體好,主要是 發泡碳的體積分率較1D碳纖維低的原因(ρ=0.3~0.5 g/cm3),另一方面發泡 碳的孔隙較大且彼此連通,亦有助於鋁液的滲透。即使高體積分率(50%左 右)的carbon foam(ρ=1.0 g/cm3),仍然可以滲透完全。. 圖4.9 發泡碳/鋁複材 發泡碳/鋁複材液相滲透不均勻或不足的原因非常多,但最基本且是 最關鍵的問題在於每一發泡孔洞是否連通;如果孔洞無法適度連通,試再 多的成形條件也枉然。發泡碳充填鋁液後之複材微結構如圖4.10左所示, 其中灰黑色連續相即為發泡碳,而白色相即為鋁充填之部分。由圖可看出 鋁元素的液滲透情況良好,並無觀察到孔洞存在,而在Al材部份可看出其 中有一些白色及灰色帶狀第二相如圖4.10右所示,均是充填Al液的合金元 素。. 49.
數據
![圖 2.2.各種不同型式的碳纖維強化材 圖 2.3 各種碳纖維強化材之熱傳導率與電阻抗[11] 據 ThermaGraph 公司研究指出,K1100 碳纖強化 PMCs 其碳纖體積分 率為 0.6 時,在纖維軸方向上的熱傳導率有 660 W/m·K,為銅的 1.5 倍。 雖然長纖有最佳的熱傳導特性,但短纖強化有最佳的近實形成形性和 便宜的生產程序,所以如利用射出成型方式,生產成本將會大大的降低。 但值得注意的是短纖強化的熱傳導性和彈性模數遠低於長纖強化。](https://thumb-ap.123doks.com/thumbv2/9libinfo/8043577.162014/27.892.244.624.125.399/熱傳導特性但短纖強化有最佳的近實形成形性便宜生產程序如利強化.webp)


+3


Outline
相關文件
• It works as if the call writer delivered a futures contract to the option holder and paid the holder the prevailing futures price minus the strike price.. • It works as if the
Now given the volume fraction for the interface cell C i , we seek a reconstruction that mimics the sub-grid structure of the jump between 0 and 1 in the volume fraction
In the inverse boundary value problems of isotropic elasticity and complex conductivity, we derive estimates for the volume fraction of an inclusion whose physical parameters
We explicitly saw the dimensional reason for the occurrence of the magnetic catalysis on the basis of the scaling argument. However, the precise form of gap depends
• Given a direction of propagation, there are two k values that are intersections of propagation direction and normal surface.. – k values ⇒ different phase velocities ( ω /k)
Miroslav Fiedler, Praha, Algebraic connectivity of graphs, Czechoslovak Mathematical Journal 23 (98) 1973,
• What is delivered is now a forward contract with a delivery price equal to the option’s strike price.. – Exercising a call forward option results in a long position in a
• Similar to futures options except that what is delivered is a forward contract with a delivery price equal to the option’s strike price.. – Exercising a call forward option results
