國 立 交 通 大 學
工學院產業安全與防災學程
碩
士
論
文
批式反應器自主管理技術研究
-以 水 性 壓 克 力 樹 脂 製 程 為 例
A Study of Voluntary Protection Program for Batch Reactors
-Case Study on Acrylic Resin Process
研 究 生 :
劉 銘 池
指導教授 :
陳 俊 瑜 教授
陳 俊 勳 教授
批式反應器自主管理技術研究-以 水 性 壓 克 力 樹 脂 製 程 為 例
A Study of Voluntary Protection Program for Batch Reactors
-Case Study on Acrylic Resin Process
研究生:劉銘池
Student:Ming-Chih Liu指導教授:陳俊瑜教授
Advisor:Dr.Chun-Yu Chen陳俊勳教授
Dr. Chiun-Hsun Chen國立交通大學
工學院產業安全與防災碩士在職專班
碩士論文
A Thesis
Submitted to Degree Program of Industrial Safety and
Risk Management College of Engineering
National Chiao Tung University
In Partial Fulfillment of the Requirements
for the Degree of Master of Science
In
Industrial Safety and Risk Management
May 2006
Hsinchu, Taiwan, Republic of China
i
批式反應器自主管理技術研究-以 水 性 壓 克 力 樹 脂 製 程 為 例
研究生:劉銘池
指導教授:陳俊瑜教授、陳俊勳教授
國立交通大學工學院產業安全防災研究所碩士班
中文摘要
一般的化學工業中,有許多生產製程是以放熱反應來進行,在國內採 取批式製程的化學工廠中,其生產製程之反應情形更絕大部分是屬於放熱 反應,而放熱反應的製程若操作不慎,使得反應所產生的熱量無法迅速移 除,而導致反應物溫度上升,則容易造成「失控反應」,反應製程中若造 成失控反應往往將釀成火災、爆炸等重大危害,而造成事業單位很大的損 失。民國 85 年桃園縣永興樹脂公司發生爆炸、民國 90 年新竹縣福國化工 公司之爆炸案,都是因為在生產過程中產生失控反應而造成的重大工安事 件。 本次研究針對壓克力樹脂製程所用反應原物料以及混合單體反應,進 行個別化學品失控溫度評估,以及混合單體反應槽失控後所需之冷卻水量 以及冷卻槽體體積設計,經過熱分析 DSC 昇溫掃描實驗以及 C80 恆溫卡計 實驗後,獲得苯乙烯、丙烯酸及丙烯酸丁酯單體與觸媒過硫酸鉀個別的反 應起始溫度為 134.7℃、180.19℃、169.42℃與 205.59℃,而混合單體槽 反應物起始反應溫度為 80.88℃(82℃恆溫約 10 小時),發生失控後反應 溫度可達 235.6℃。本研究亦同時經由 VSP2 絕熱實驗進行混合單體反應槽 失控反應測試,結果發現:絕熱失控反應的起始溫度在 150℃,一但發生失 控反應,最高溫度可達 329℃,最高壓力可達 82psig。若採取緊急排放冷 卻槽的安全設計,由反應放熱量結果可以計算混合單體槽失控後,計需 742.9 kg 冷卻水於體積 3.65m3 冷卻槽內,進行緊急排放冷卻處理。 本次除研究批式反應器於失控反應發生後的緊急排放冷卻技術,另針 對批式反應製程進行自主管理研究,藉由瞭解自主管理系統內涵,建構批 式製程自主管理的政策擬定方法、組織、人員、規劃及執行系統,並利用 績效評量、稽核及管理階層審查等措施,確認批式反應器操作程序之自主 管理制度與效果。最終研究成果,結合技術及設備面的本質反應危害預防, 以及建構完善的自主管理制度,將此資訊推廣至批式反應製程業界,宣導 設計製程本質較安全之緊急排放冷卻系統,並提昇國內批式製程安全管理 的水平及標準,達到產業降災目的。 關鍵字:批式製程、失控反應、緊急排放冷卻、自主管理研究A Study of Voluntary Protection Program for Batch Reactors
-Case Study on Acrylic Resin Process
Student:Ming-Chih Liu Advisor:Dr.Chun-Yu Chen Dr.Chiun-Hsun Chen Degree of Industrial Safety and Risk Management
College of Engineering National Chiao Tung University
Abstract
In chemical industry, many production processes are carried out by exothermic reactions. In Taiwan, exothermic reactions are mostly employed in the production processes for the chemical factories using batch processes. During the exothermic reaction processes, if any careless operation is taken that may cause the difficulty in the immediate removal of reaction heat and bring about an increase of the temperature, then, runaway reaction is prone to occur. Hazards, such as the fire and explosion resulted from the runaway reaction during the reaction processes, are likely to bring substantial damage to the organizations. Accidents like the explosions occurring at Yun Hsin Resin
Corp., Taoyuan, 1996, and at Fu Kuo Chemical Industrial Corp., Hsinchu, 2001,
were attributed to the runaway reactions that occur during the production processes.
This study assesses the runaway onset temperature of individual reactant and the quantity of required quench water and corresponding vessel volume for the mixed monomer reaction in acrylic resin process. The dynamic scanning thermal analysis by DSC and the isothermal experiments by C80 are utilized. To summarize, the onset reaction temperatures of monomers of styrene, acrylic acid, butyl acrylate and catalyst potassium persulfate are obtained as 134.7℃、 180.19℃、169.42℃ and 205.59℃, respectively. In addition, the onset reaction temperature of mixed monomers is 80.88℃(isothermal at 82℃ for 10hrs) and can be reached to the maximum one up to 235.6℃.This study conducts the adiabatic experiments by using VSP2 as well to investigate the runaway
iii
scenario internal the mixed monomer reactor. Development from the experimental results the adiabatic runaway onset temperature at 150℃ and the maximum temperature and pressure are respectively 329℃ and 82psig. Therefore, it needs 742.9 kg of quench water within a 3.65 m3 of quench vessel to conduct the emergency disposal quench. It is expected that such the strategy information of this study can directly be used by the industry and applied to design an inherently safer emergency disposal system.
Besides the emergency venting quench technology, this work also studies the voluntary protection program for the batch process. Based on the understanding of voluntary protection program, this work establishes the planning methods for the strategy, organization, operator, scheme and implement system. In addition, the measures of achieved assessment can be used to inspect, audit and examine the management to confirm the efficiency of voluntary protection program. Eventually, the conclusion of this thesis integrates the inherently hazard prevention technology and equipment and establishes the voluntary protection program that can be applied to reaction process industry popularly. It is wished to preach the inherently safer design of emergency venting quench system and enhance the level and regulation of process safety management in the domestic industry to achieve the goal of lowering the accident rate.
Keywords: batch process, runaway reaction, emergency venting quench, voluntary protection program
誌
謝
本論文的完成首先感謝陳俊瑜教授、陳俊勳教授,給予細心指導與教 誨,論文口試期間,承蒙胡冠華博士撥冗細審提供寶貴意見,使本論文更 臻完善,同時感謝服務單位行政院勞工委員會北區勞動檢查所製造業組所 有同仁在工作上的協助,。 特別感謝在我勞動檢查生涯領域中指導我甚多之行政院勞工委員會勞 工檢查處吳副處長世雄的提攜;謹致崇高謝意,以及感謝行政院勞工委員 會勞工安全衛生研究所吳鴻均研究員、彭登志先生、歐新榮先生對於本研 究實驗的支援協助與好友大米在英文翻譯上的幫忙,其等在論文撰寫過程 中多有指導、切磋與勉勵,由衷感謝。 最後感謝我的家人,在這段時間支持與鼓勵,讓我能兼顧工作並完成 學業,在此謹將此論文獻給我最敬愛的父母、大姐、二姐及大哥謝謝你們, 一直關懷與照顧。v
目 錄
中文摘要... i 英文摘要...ii 誌謝...iv 目錄... v 圖目錄... vii 表目錄... viii 符號說明... ix 第一章、緒論... 1 1.1 前言 ... 1 1.2 目的 ... 3 1.3 工作項目 ... 3 第二章、文獻回顧... 5 2.1 災例分析 ... 5 2.2 法規研析 ... 6 2.3 緊急排放處理設備之形式 ... 11 2.4 氣液二相緊急排放處理設備之設計 ... 13 第三章、壓克力樹脂製程反應危害實驗 ... 17 3.1 製程簡介 ... 18 3.2 實驗方法與實驗設備介紹 ... 20 3.3 冷卻槽設計 ... 22 第四章、結果與討論... 26 4.1 微差掃描熱卡計實驗結果 ... 26 4.2 恆溫卡計實驗結果 ... 29 4.3 絕熱卡計實驗結果 ... 31 4.4 製程反應物反應特性分析 ... 32 4.5 冷卻槽設計結果 ... 34 4.6 綜合實驗結果整理 ... 37 第五章、批式化學工廠自主管理制度與技術 ... 38 5.1 自主管理系統之內涵 ... 39 5.2 安全衛生政策 ... 415.3 安全衛生組織、人員 ... 42 5.4 安全衛生規劃、執行 ... 43 5.5 績效評量與稽核 ... 50 5.6 管理階層審查 ... 50 5.7 批式反應器自主管理技術 ... 52 第六章、結論與建議... 54 6.1 結論 ... 54 6.2 建議 ... 55 參考文獻... 56
vii
圖 目 錄
圖 1 研 究 流 程 圖 ... ..4 圖 2 壓 克 力 樹 脂 製 造 設 備 流 程 ... 19 圖 3 (a) 微 差 掃 描 熱 卡 計 DSC; (b) 恆 溫 卡 計 C80 外 觀 圖 .... 20 圖 4 苯 乙 烯 單 體 DSC 昇 溫 掃 描 熱 譜 圖 ... 26 圖 5 丙 烯 酸 單 體 DSC 昇 溫 掃 描 熱 譜 圖 ... 27 圖 6 丙 烯 酸 丁 酯 單 體 DSC 昇 溫 掃 描 熱 譜 圖 ... 28 圖 7 反 應 觸 媒 過 硫 酸 鉀 DSC 昇 溫 掃 描 熱 譜 圖 ... 28 圖 8 壓 克 力 樹 脂 製 程 反 應 單 體 C80 恆 溫 82℃ 實 驗 熱 譜 圖 ... 29 圖 9 壓 克 力 樹 脂 製 程 初 始 反 應 C80 恆 溫 74℃ 實 驗 熱 譜 圖 ... 30 圖 10 壓 克 力 樹 脂 製 程 主 反 應 C80 恆 溫 82℃ 實 驗 熱 譜 圖 ... 30 圖 11 壓 克 力 樹 脂 製 程 單 體 反 應 VSP2 絕 熱 實 驗 時 間 vs.溫 度 圖 .. 31 圖 12 壓 克 力 樹 脂 製 程 單 體 反 應 VSP2 絕 熱 實 驗 時 間 vs.壓 力 圖 .. 32 圖 13 安 全 衛 生 自 主 管 理 體 系 ... 38 圖 14 安全衛生自主管理體系建立流程 ... 40 圖 15 危害因素控制流程 ... 46表 目 錄
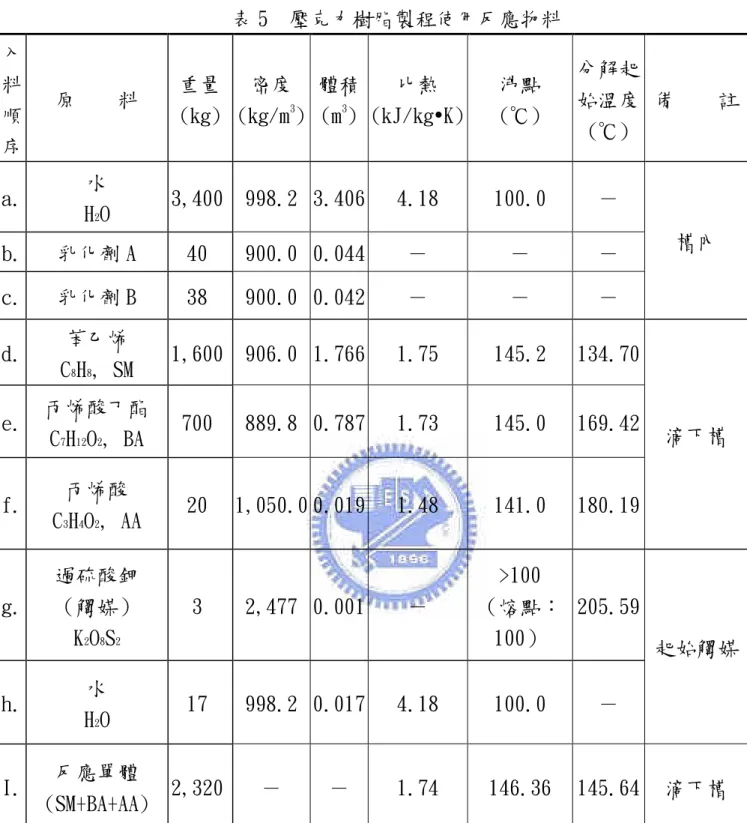
表 1 常 壓 反 應 槽 本 體 適 用 勞 工 安 全 衛 生 設 施 規 則 條 文 ... .7 表 2 常 壓 反 應 槽 本 體 適 用 特 定 化 學 物 質 危 害 預 防 標 準 條 文 .... 9 表 3 燃 燒 塔 熱 輻 射 值 對 人 員 作 業 影 響 ... 12 表 4 壓 克 力 樹 脂 製 程 反 應 物 動 力 參 數 ... 33 表 5 壓 克 力 樹 脂 製 程 使 用 反 應 物 料 ... 35 表 6 壓 克 力 樹 脂 製 程 反 應 物 與 反 應 單 體 反 應 危 害 評 估 數 據 ... .37 表 7 壓 克 力 樹 脂 製 程 內 單 體 反 應 失 控 緊 急 排 放 冷 卻 槽 參 數 ... 37ix
符號說明
A 頻率因子,s-1 Avent 排放口面積,m2 cl 排放流體的比熱,Jkg -1 K-1 cq 冷卻液體的比熱,Jkg-1K-1 Cf 定壓比熱,Jkg -1 K-1 Ea 反應活化能,kJmole-1 Hfg 液體氣化熱,J Kv 粘度修正因子,dimensionless m 殘留於反應槽反應物之質量,kg mq 冷卻液體的總質量,kg mr 排放流體的質量,kg M 總反應物之質量,kg n 反應階數,dimensionless Ta 常溫或環境溫度,K Tb 排放最高溫度,m Tmax 排放流體最高可能溫度,K Tq 冷卻液體溫度,K Tset 包覆槽設定溫度,K △X 蒸氣質量分率,dimensionless Vd 包覆槽之體積,m3 Vl 每單位排放流體液體的體積,m 3 Vv 每單位排放流體氣體的體積,m3 ρl 液體密度,kgm -3 ρv 蒸氣密度,kgm-3 ρm 混合物平均密度,kgm -3第 一 章 、 緒 論
1.1 前言 本研究為因應製程本質安全理念的實行,且考慮國內法規對於小型批 式製程化工廠相關規範及批式反應器自主管理技術之不足,針對此類工廠 常壓操作的反應槽,於失控反應發生後,如何能較安全的將反應槽中之失 控內容物洩放至安全冷卻裝置內。國內批式反應工廠曾因發生失控反應 後,操作人員缺乏緊急應變能力,工廠亦未事先裝置安全的洩放裝置,致 使反應槽中之內容物留在槽內繼續反應,進而產生反應器超壓爆炸後引燃 廠房內其他危險物的連鎖爆炸,而造成多人傷亡的重大工安事件,其中又 以壓克力樹脂製程佔國內過去重大批式失控反應事故發生率的 80%以上,因 此本計畫將參考緊急排放處理設備之設計理念,與利用熱失控危害分析的 方法及儀器,選定國內一家中型的壓克力樹脂批式製程化工廠實際製程條 件與反應物,進行其中潛在危害的基礎研究,並將研究所得的資料回饋到 緊急排放處理設備實際設計應用,另外,本次研究並結合國內現階段發展 中的自主管理制度,發展出適用於國內批式反應器的自主管理技術,除可 供解釋「特定化學物質危害預防標準第 28 條」參考並制定緊急排放冷卻裝 置教育宣導資料,以提供各區勞動檢查所監督檢查使用,並可直接推廣至 業界參考應用。 化學反應器的緊急排放系統是一種被動式的保護措施,在過去二十年 來已經有許多的研究,例如美國化學工程師學會 AIChE(American Institute of Chemical Engineers)所成立的緊急排放系統設計協會 DIERS(Design Institute for Emergency Relief System),對於製程氣液兩相緊急排放有相當 深入的探討,而美國石油協會(API,American Petroleum Institute)之 API RP520 與 521,也提供國內石化、石油煉製廠之緊急排放系統設計基準,然 而前述二個協會所提出的各項設計規範,都是應用於反應槽本身是屬於壓 力容器的前提,反應槽於正常操作是屬於密閉系統,而此密閉系統有可能 因失控反應產生過壓,因此其設計的緊急排放系統都是以防止反應槽容器 超壓為設計理念,避免反應槽產生物理性超壓爆炸,而所使用的安全裝置 一般為壓力排放紓解裝置如安全閥或破裂盤。 但是國內有大部分中小型的批式製程化工廠,其或許因為生產產品的 多樣性,公司的生產技術與資金考量,所設置的反應槽操作條件大都是在 常壓(一大氣壓)狀態下操作,而依照行政院勞工委員會訂頒之危險性機2 械及設備安全檢查規則第四條本規則適用於左列容量之危險性設備:二、 壓力容器:(一) 最高使用壓力超過每平方公分一公斤,且內容積超過○‧ 二立方公尺之第一種壓力容器。(二) 最高使用壓力超過每平方公分一公 斤,且胴體內徑超過五百公厘,長度超過一千公厘之第一種壓力容器。(三) 以「每平方公分之公斤數」單位所表示之最高使用壓力數值與以「立方公 尺」單位所表示之內容積數值之積,超過○‧二之第一種壓力容器。所以 其設置的反應槽也大部分非屬於我國勞工安全衛生法第八條所稱之危險性 設備,因此此等類型的工廠若是要以裝設安全閥或破裂盤的方式來作為緊 急排放系統,在工程實務上與法規要求上可能無法切合實際。 而另依照行政院勞工委員會訂頒之特定化學物質危害預防標準第二十 八條規定「雇主對特定化學管理設備,為防止異常化學反應等導致大量丙 類第一種物質或丁類物質之漏洩,應設置遮斷原料、材料、物料之供輸或 卸放製品等之裝置,或供輸惰性氣體、冷卻用水等之裝置,以因應異常化 學反應等之必要措施。設置於前項裝置之閥或旋塞,應依下列規定:一、 具有確實動作之機能。二、保持於可圓潤動作之狀態。三、可安全且正確 操作者。第一項卸放製品等之裝置應為密閉式構造或可將卸出之特定化學 物質等導引至安全處所或具有可安全處置之構造。」另依照該規則第五條 規定「本標準所稱特定化學管理設備,係指特定化學設備中進行放熱反應 之反應槽等,且有因異常化學反應等,致漏洩丙類第一種物質或丁類物質 之虞者。」 因此,我國大部分中小型的批式製程化工廠,其所設置的反應槽雖非 法規所稱之第一種壓力容器,但因其所使用之反應物及製程條件符合特定 化學管理設備的定義,故此類工廠依法應設置遮斷原料、材料、物料之供 輸或卸放製品之裝置,而若裝設卸放製品裝置則應為密閉式構造或可將卸 出之特定化學物質等導引至安全處所或具有可安全處置之構造。
1.2 目的
本研究預期研究的問題與達成的目標條列如下: 1. 分析各種緊急排放處理設備之設計理念: 以國內法規要求為基本原則,考慮工程實務上與國內中小型批式製 程化工廠的接受度,分析各種緊急排放處理設備之設計理念,供業 者參考。 2. 分析研究苯乙烯-壓克力水性樹脂製程潛在失控反應參數: 選定國內生產苯乙烯-壓克力水性樹脂之業者,利用熱失控危害分析 的方法及儀器,分析出該製程潛在之失控反應參數(溫度、壓力) 3. 選定一種較適當之緊急排放處理設備,實際運用苯乙烯-壓克力水性 樹脂製程中。1.3 工作項目
本研究,主要是希望針對國內中小型批式製程且以常壓反應之化工 廠,當其發生失控反應如何有效的將反應槽內之內容物洩放至緊急排放 處理設備,利用微差掃描熱卡計 (Differential Scanning Calorimetry, DSC) 的固定昇溫速率與恆溫實驗,探討苯乙烯-壓克力水性樹脂在熱、動力 反應之特性,期能選定一種較適當之緊急排放處理設備。本研究內容為: 1.國內、外相關事故及相關研究文獻蒐集分析 蒐集並分析國內中小型批式製程且以常壓反應之化工廠所發生 過之事故案例,以及相關研究文獻,作為選定一種較適當之緊 急排放處理設備之規劃參考。 2. 國內相關法規分析 收集國內相關法令規定,以探討國內中小型批式製程且以常壓 反應之化工廠,相關製程設備所應遵守之法令規定。 3. 製成反應特性分析 選定苯乙烯-壓克力水性樹脂之業者,利用熱失控危害分析的方 法及儀器,分析出該製程潛在之失控反應參數(溫度、壓力)。 4. 挑選設計一適當的緊急排放設備 由所分析的相關文獻資料中,分析各種緊急排放處理設備之設計理 念,並以符合國內業者需求之角度思考,挑選設計一適當的緊急排放 設備。 5.導入適合批示反應工廠之自主管理制度與技術 對於災害的事先預防往往比事後的緊急處理來得重要,而為了預防批4 式反應發生失控反應,事業單位內部建立適合的自主管理制度,以防 止因為人為操作失誤而發生重大災害是有其必要性的。 按照上述研究方法及步驟,表示成研究流程圖(圖 1),如下: 圖 1 研 究 流 程 圖 收 集 事 故 案 例 收 集 國 內 相 關 法 規 緊 急 排 放 處 理 設備文獻研究 自 主 管 理 制 度研究 苯 乙 烯 - 壓 克 力 水 性 樹 脂 昇 溫 掃 描 實 驗 挑 選 設 計 一 適 當 的 緊 急 排 放 設 備 導入批式反應工廠自主管理制度 結 論 與 建 議
第 二 章 、 文 獻 回 顧
2.1 災 例 分 析
1.永興樹脂塗料公司位於桃園縣蘆竹鄉主要是生產樹脂及硬化劑,於民國 85 年10月7 日發生爆炸火警,死亡人數十人,重傷八人,輕傷三十九人, 死亡人員包括警消三人、義消三人,由於死者大部分為警、義消,這也是 國內有史以來,單一火警警、義消死亡最多最慘重的一次。經檢視爆炸現 場,消防車兩輛已炸毀在現場,其中消防管之噴水頭在永興公司後方,死 亡義消及警消六名應在附近被炸身亡,後方廠區並發現一個直徑約十公尺 寬、三公尺深的大洞,大洞旁緊鄰一條水溝,並且四周建築物均成輻射狀 倒塌,研判該大洞就是主要爆炸點,水溝中留有不銹鋼儲槽數個,並有三 個已全部解體,只剩少許破片,據研判應為主要爆炸之槽體,其餘不銹鋼 槽體被高速物體撞擊破裂穿透。爆炸點附近有許多管線與工廠相連,工廠 內部有冷卻器與攪拌槽。根據現場目擊者說詞,在大爆炸之前另有些小爆 炸,因此應是廠區內部先著火後,溫度升高引起多種儲槽內部化學物質失 控反應而爆炸。經研究調查該案件之主要傷亡為過氧化丁酮所引發,而其 他化學物質亦有引爆,但其爆炸威力僅造成設備些微損傷,因消防隊滅火 時,其噴灑滅火劑位置係於過氧化丁酮槽體旁,因此導致爆炸時閃避不及 而陣亡。 2.福國化工廠位於湖口的新竹工業區主要生產乙烯和壓克力等相關材料, 在民國 90年5 月18 日下午一時二十分左右發生爆炸災害,本次災害發生 之原因,係反應溫度異常上昇,是典型的聚合反應失控,造成有機蒸氣外 洩,爆風波將儲存架上過氧化二苯甲醯(Dibenzoyl peroxide,BPO)之化 學物質吹落並引爆,將水泥建築摧毀,火燄繼續燃燒,再引起有機溶劑儲 存槽發生沸騰液體蒸發成氣體爆炸(BLEVE),然而關鍵性的人為失誤 究竟是如何發生,卻因當時操作者僅有一人,無其他第二者在場,而無法 加以推定,釀成如此鉅大的災害,卻係由一不到三十人的工廠、僅由一人 操作之批次反應製程所造成,實突顯出長期以來我國小型化學工業,使用 高危險化學品之管制的根本問題,且波及的廠商在福國化工後方的普利司 通最為嚴重,大火延燒到廠房,並有一位菲勞死亡,廠房半燬,位於對面 街的兆赫電子、晶揚科技、和鑫光電、豪士科技及花王實業等損失較為嚴 重,員工也有數十位受傷;其餘距離較遠的崇越石英、富士達、士林電機、 瑞林電機、中生精密、均碩、欣銓等廠商也受到輕微損失,初步估計總損 失在數億元間。6 除了上述案例外,由行政院勞工委員會勞工安全衛生研究所、勞工檢 查處和工業技術研究院環境與安全衛生技術發展中心選取工廠設備中有使 用或涉及批式設備(如儲存設備、攪拌槽、反應器、蒸餾器、乾燥器、粉 碎設備、洗淨設備、鍋爐、壓力容器等)之案例,因為在現今連續製程或 半批式工廠中亦有批式設備的存在如單獨之儲槽或壓力容器等,故收集上 述批式設備所引發之火災、爆炸及與有害物接觸且具代表性及規模性案例 共141 起。而這些批式製程化學工廠災害案件,以因反應器失控反應導致 災害最為嚴重,其伴隨的爆炸往往造成工廠財物的損失、勞工的傷亡,甚 至引發環境的污染及人員的中毒更波及週遭的工廠及住家;且經由各地勞 動檢查機構針對這些職業災害案件所實施的檢查報告中,也可以發現發生 災害的反應槽大部分皆未裝設緊急排放處理設備,致使當反應槽真正發生 失控反應時,操作人員往往無法進行緊急洩放之處理程序,而使得災害後 果擴大。
2.2法 規 研 析
針對國內部分以常壓操作的批式製程化工廠而言,其反應製程之操作條 件係屬於常壓操作,而其反應槽內參與反應之內容物一般會使用到有機溶 劑類、特定化學物質類等危險物或有害物,因而研析我國勞工安全衛生法 相關法規規定,針對其反應槽本體及相關附屬設備之相關安全設施所應遵 守的法規分析如下:表1 常壓反應槽本體適用勞工安全衛生設施規則條文 勞 工 安 全 衛 生 設 施 規 則 條 文 條 文 內 容 第 一 百 七 十 五 條 雇主對於下列設備有因靜電引起爆炸或火災之虞者,應 採取接地、使用除電劑、加濕、使用不致成為發火源之 虞之除電裝置或其他去除靜電之裝置: 一、灌注、卸收危險物於液槽車、儲槽、油桶等之設 備。 二、收存危險物之液槽車、儲槽、油桶等設備。 三、塗敷含有易燃液體之塗料、粘接劑等之設備。 四、以乾燥設備中,從事加熱乾燥危險物或會生其他 危險物之乾燥物及其附屬設備。 五、易燃粉狀固體輸送、篩分等之設備。 六、其他有因靜電引起爆炸、火災之虞之化學設備或 其附屬設備。 第一百九十五 條 雇主對於化學設備或其配管存有腐蝕性之危險物或閃 火點在攝氏六十五度以上之化學物質之部分,為防止爆 炸、火災、腐蝕及洩漏之危險,該部分應依危險物、化 學物質之種類、溫度、濃度、壓力等,使用不易腐蝕之 材料製造或裝設內襯等。 第 一百九十 六 條 雇主對於化學設備或其配管,為防止危險物洩漏或操作 錯誤而引起爆炸、火災之危險,應依左列規定辦理: 一、化學設備或其配管之蓋板、凸緣、閥、旋塞等接合 部分,應使用墊圈等使接合部密接。 二、操作化學設備或其配管之閥、旋塞、控制開關、按 鈕等,應保持良好性能,標示其開閉方向,必要時 並以顏色、形狀等標明其使用狀態。 三、為防止供料錯誤,造成危險,應於勞工易見位置標 示其原料、材料、種類、供料對象及其他必要事項。 第 一百九十 七 條 雇主對於化學設備或其附屬設備,為防止因爆炸、火 災、洩漏等造成勞工之危害,應採取左列措施: 一、確定為輸送原料、材料於化學設備或自該等設備卸 收產品之有關閥、旋塞等之正常操作。
8 二、確定冷卻、加熱、攪拌及壓縮等裝置之正常操作。 三、保持溫度計、壓力計或其他計測裝置於正常操作功 能。 四、保持安全閥、緊急遮斷裝置、自動警報裝置或其他 安全裝置於異常狀態時之有效運轉。 第 一百九十 八 條 雇主對於化學設備及其附屬設備之改善、修理、清掃、 拆卸等作業,應指定專人,依左列規定辦理: 一、決定作業方法及順序,並事先告知有關作業勞工。 二、為防止危險物、有害物、高溫水蒸汽及其他化學物 質洩漏致危害作業勞工,應將閥或旋塞雙重關閉或 設置盲板。 三、應將前款之閥、旋塞等加鎖、鉛封或將把手拆離, 使其無法擅動;並應設有不准開啟之標示或設置監 視人員監視。 四、拆除第二款之盲板有導致危險物等或高溫水蒸汽逸 出之虞時,應先確認盲板與其最接近之閥或旋塞間 有無第二款物質殘留,並採取必要措施。
表2 常壓反應槽本體適用特定化學物質危害預防標準條文 特 定 化 學 物 質 危 害 預 防 標 準 條 文 條 文 內 容 第 十五 條 雇主使勞工從事製造丙類第一種物質或丙類第二種物質 時,製造設備應採用密閉型,由作業人員於隔離室遙控操 作。但將各該粉狀物質充分濕潤成泥狀或溶解於溶劑中者, 不在此限。 因計量、投入容器、自該容器取出或裝袋作業等,於採取前 項設施顯有困難時,應採用不致使勞工之身體與其直接接觸 之方法,且於各該作業場所設置包圍型氣罩之局部排氣裝 置。 第 二十 條 雇主對其設置之特定化學設備(不含設備之閥或旋塞)有丙 類第一種物質或丁類物質之接觸部分,為防止其腐蝕致使該 物質等之漏洩,應對各該物質之種類、溫度、濃度等,採用 不易腐蝕之材料構築或施以內襯等必要措施。 雇主對特定化學設備之蓋板、凸緣、閥或旋塞等之接合部 分,為防止前項物質自該部分漏洩,應使用墊圈密接等必要 措施。 第二十一 條 雇主對特定化學設備之閥、旋塞或操作此等之開關、按鈕 等,為防止誤操作致丙類第一種物質或丁類物質之漏洩,應 明顯標示開閉方向。 前項之閥或旋塞,除依前項規定外,應依下列規定: 一、因應開閉頻率及所製造之丙類第一種物質或丁類物質之 種類、溫度、濃度等,應使用耐久性材料製造。 二、特定化學設備使用必須頻繁開啟或拆卸之過濾器等及與 此最近之特定化學設備(不含配管;以下於次條至第三 十六條均同)之間設置雙重開關。但設置有可確認該過 濾器等與該特定化學設備間設置之閥或旋塞確實關閉 之裝置者,不在此限。 第二十五 條 雇主為防止供輸原料、材料及其他物料於特定化學設備之勞 工因誤操作致丙類第一種物質或丁類物質之漏洩,應於該勞 工易見之處,標示該原料、材料及其他物料之種類、輸送對 象設備及其他必要事項。
10 第二十六 條 雇主對特定化學管理設備,為早期掌握其異常化學反應等之 發生,應設適當之溫度計、流量計及壓力計等計測裝置。 第二十七 條 雇主對製造、處置或使用丙類第一種物質或丁類物質之合計 在一百公升以上之特定化學管理設備,為早期掌握其異常化 學反應等之發生,應設置適當之溫度、壓力、流量等發生異 常之自動警報裝置。 雇主對設置前項自動警報裝置有顯著困難時,應置監視人於 設備之運轉中從事監視工作。 第二十八 條 雇主對特定化學管理設備,為防止異常化學反應等導致大量 丙類第一種物質或丁類物質之漏洩,應設置遮斷原料、材 料、物料之供輸或卸放製品等之裝置,或供輸惰性氣體、冷 卻用水等之裝置,以因應異常化學反應等之必要措施。 設置於前項裝置之閥或旋塞,應依下列規定: 一、具有確實動作之機能。 二、保持於可圓潤動作之狀態。 三、可安全且正確操作者。 第一項卸放製品等之裝置應為密閉式構造或可將卸出之特 定化學物質等導引至安全處所或具有可安全處置之構造。 第二十九 條 雇主對特定化學管理設備及其配管或其附屬設備之動力 源,應依下列規定: 一、為防止動力源之異常導致丙類第一種物質或丁類物質之 漏洩,應置備可迅速使用之備用動力源。 二、為防止對閥、旋塞或開關等之誤操作,應明顯標示開閉 方向。在安全上有重大影響且不經常使用者,應予加鎖、 鉛封或採取其他同等有效之措施。但供緊急使用者,不 在此限。
2.3 緊急排放處理設備之形式
一般工業界經常使用的緊急排放處理設備依據排放模式約略可分為,氣 相直接排放與氣液相排放兩大類,而最佳的設計模式則須考量排放物質的 物理性質與化學特性,再考慮環境與法令規定的相關要求,以決定何種緊 急排放處理設備較適合常壓反應批式製程之需要 [1-12]。 (一)氣相直接排放1. 直接排放大氣(a vent stack)
此種設計方法是利用一高煙囪,將排放出的氣相物質直接排放於大 氣的高層處,在所有排放系統中算是最簡單、經濟的設計方式,但 是若是排放物質具有可燃性或是毒性,則須避免經排放後的可燃性 氣體累積至危險濃度,而毒性氣體也須考量排放後對週遭環境與人 體健康的影響,而對於台灣地狹人稠的特殊地理環境,工廠與住家 臨近距離太近,直接排放至大氣的緊急處理設備並不適宜。
2. 燃燒塔(a flare stack)
燃燒塔主要的功能是將大量排放出的氣相物質,經由高溫火焰的燃 燒,而將排放出的氣相物質直接藉由燃燒的化學反應轉換為無害的 氧化物,爾後再直接排放至大氣中,其中排放物質中的可燃性物質 約有 98%會被處理妥當。 燃燒塔因為是屬於以火焰燃燒來處理排放的氣相物質,所以在設計 需要考慮燃燒速率、火焰穩定性、黑煙問題及熱輻射等問題;而燃 燒塔的形式基於排放量與工場的空間考量,可以分為高空燃燒塔或 地面燃燒塔,高空燃燒塔需考量熱輻射對地面設備、人員的影響, 維護費用也較高,但是其所需佔用的土地面積比較少,而地面燃燒 塔無須支撐結構且維護費用較低,但是其佔用土地面積卻相對比較 多。
12 表 3 燃燒塔熱輻射值對人員作業影響 熱輻射值 (KW/m2 ) 影 響 15.77 地面人員無法工作 9.46 地面人員只能暴露數秒 6.31 地面人員只能在緊急狀況工作約一分鐘 4.73 地面人員只能在緊急狀況工作約數分鐘 1.58 地面人員連續工作不受影響 (二)氣液二相排放之緊急處理系統 為了因應二相排放性質的多樣化,我們對於排放之後端處理設備應 考慮其立即可處理性,因此在工業上一般都採用了包覆槽 (containment vessel)、分離槽 (separation vessel) 及冷卻槽 (quench system)等三種類 型的處理設備,而其選擇的依據與反應特性與排放物質的特性息息相 關。 1.包覆槽(containment vessel) 包覆槽的設計原理是將所有反應槽的排放物全部收集於一密閉的儲 槽中,因為包覆槽是直接收集反應槽內的排放物質,因此可以降低反 應槽內部壓力,但是在設計上包覆槽必須能抵抗反應槽因失控反應所 排放物質的氣相壓力。 而包覆槽的設計是相當複雜的,在設計時須考量壓力上升速率與槽體 本身的大小;而槽體大小的設計並非只是取決於氣液相體積的大小, 而是由液相排放的溫度而決定,因此在包覆槽前端製程設計冷卻系統 來降低排放液體的溫度,以完全收集所有排放氣相物質並減少蒸氣壓 力。 2.分離槽(separation vessel) 分離槽是提供排放物質氣液相分離的儲槽,而分離後的氣相一般可以 再另外處理,分離槽可以分為水平式與垂直式設計,二種設計的共通 性都是有一入口管線,及排大氣的氣相出口管線,水平式設計入口管 線與出口管線是在不同方位,垂直式設計入口管線是高於液相高度的 位置,出口管線則在槽體的頂部,而設計分離槽須遵守下列二個標準: (1)槽體必須夠大,可以讓所有的液體通過儲槽。 (2)提供足夠的空間讓氣液兩相可以充分的分離。
3.冷卻槽 (quench system) 冷卻槽的設計目的是利用惰性的冷卻液體,將反應槽排放出的流體溫 度冷卻至失控反應起始溫度或沸騰溫度以下,冷卻槽可依據排放物質 的性質而設計為開放型或密閉型,槽體的大小則由冷卻液體所需的體 積來決定,所以冷卻槽的設計理念分為下列二種: (1)以大量的冷卻液體將排放反應物質冷卻至失控溫度以下,以阻 止其繼續反應避免氣相蒸氣的產生。 (2)以冷卻液體將排放反應物質冷卻至沸騰溫度以下,此時反應雖 然仍可緩慢進行,但卻無法產生大量的氣相蒸氣。
2.4 氣液二相緊急排放處理設備之設計
(一)包覆槽(containment vessel) 排放流體經過排放閥附近,因為減壓所造成的蒸氣質量分率之變化為 △X,計算蒸氣及液體的體積 [1-3]: △X=Cf(Tset-Tb)/Hfg Vv=△X/ρv Vl=(1-△X)/ρv ρm=1/(Vv+Vl) Vd=(M-m)/ρm 符號說明: △X:蒸氣質量分率 Cf:定壓比熱 Tset:包覆槽設定溫度 Tb:排放最高溫度 Hfg:液體氣化熱 Vv:每單位排放流體氣體的體積 ρv:蒸氣密度 Vl:每單位排放流體液體的體積 ρm:混合物平均密度 M:總反應物之重量 m:殘留於反應槽反應物之重量 Vd:包覆槽之體積 (二)分離槽(separation vessel) 由一般文獻查知,分離槽的設計可以由蒸氣通過槽體的速度或是由液14 滴 降 落 ( drop-out) 速 度 , 來 考 慮 槽 中 蒸 氣 所 需 的 面 積 。 一 般 分 離 槽 設 計 的 步 驟 約 略 分 為 : 1. 計算降落速度(drop-out Velocity)Ud 2. 選定容器之長度(L)及直徑(D) 3. 計算液體所佔的體積及液滴至容器之空間高度(h) 4. 計算液滴降落時間 td=h/ Ud 5. 計算最小蒸氣速率及殘留時間 6. 殘留時間>td,則容器大小足夠。若少於 td,則另外選定 L 及 D, 再重新計算。 7. 分離槽所需的長度至少 L=Uvtd 圓 柱 形 的 體 積 可 表 示 為 V= A×L=D2 L/4 若 取 L= RD 則 V=D3 R/4 對 分 離 槽 而 言 , 可 分 為 液 體 及 氣 體 的 佔 用 空 間 則 V=D3 R/4= ( Av+ Al) L 令 液 體 佔 用 體 積 Vl= AlL 則 V=D3 R/4= ( Av+ Al) L= Av RD+ Vl 氣 体 佔 用 體 積 所 需 要 的 最 小 面 積 為 Av = Q/ Ua Q 是 蒸 氣 的 體 積 流 速 Ua= Kv【 ( ρl- ρv) /ρv】 1 / 2 Ua是 最 大 容 許 蒸 氣 速 度 為 速 率 因 子 , 可 藉 由 圖 2 查 知 而 由 API 521 計 算 方 法 得 知 Ud= 1.15
l v
v gD C 對 非 反 應 系 而 言,則 臨 界 質 量 通 量 G,質 量 流 速 W 及 Q 可 以 列 公 式 表 示 : G=F fg 1 fg p h v TC W= G×Av e n tQ= m W 將以上的式子代入 V=D3 R/4=AvRD+Vl 可以得到 3 1 1 ( ) 4 f g vent fg p l v m v h FA TC D R RD V K 可以疊代求出 D。或令分離槽的體積 VC=D 3 R/4 2 3 3 1 4 ( ) f g vent fg p c c l l v m v h FA TC V R V V K 又若壓力由非凝結性氣體產生,則 Q 可以視為氣體產生速率,而氣體 產生體積在一大氣壓的情形下 Q= m W = GAvent m = 1 vg m fg c Fh V T 則 2 3 3 1 4 ( ) c c l v v QR V V V K 符號說明: Kv:粘度修正因子 l :液體密度 v :蒸氣密度 vent A :排放口面積 m :混合物平均密度 (三)冷卻槽的設計(quench system) 冷卻槽的設計目的在於利用惰性冷卻液將反應槽排放的流體冷卻下 來,使排放流體的溫度低於失控起始溫度或流體沸騰溫度。而設計理 念一般以冷卻所需惰性液體的總量,而反求冷卻槽體積的大小。 而計算冷卻液的質量如下:
max
r r q q q q a m c T T m c T T 16 符號說明: max T :排放流體最高可能溫度 q T :冷卻液體溫度 a T :常溫(一般設計為低於失控起始溫度或流體沸騰溫度 10O K) r m :排放流體的質量 r c :排放流體的比熱 q c :冷卻液體的比熱 q m :冷卻液體的總質量 而對於冷卻槽的設計而言,一般尚有下列因素可以參考: 1.流體排放完成後冷卻槽內的冷卻液的最終溫度不可以超越原反應物 的失控溫度或是排放流體中溶劑的沸點。 2.冷卻槽的體積可以藉由冷卻液質量計算之。 3.需考慮液體對液面上部氣體空間的壓縮。 4.需考慮反應物或溶劑的蒸氣壓。 5.非凝結性氣體對槽體的影響。 6.冷卻液與排放流體需能相容。 7.冷卻液的比重越大越好。
第三章、壓克力樹脂製程反應危害實驗
化 工製程反應器產生失控反應時,除可使用安全洩壓閥、破裂片及破裂 板等保護裝置,卸除反應失控所產生的大量氣體與壓力,經過適切設計的 緊急排放處理系統,如包覆槽、分離槽及冷卻槽等,也可將槽內急劇產生 的溫度、壓力以及反應流體及時釋放,達到反應器減壓、降溫目的,且製 程操作人員可重新控制反應流體 [1-12]。 針對不同的反應製程應選用不同的緊急排放處理裝置,其選用的參考依 據有:緊急排出的流體是否具毒性、腐蝕性或可燃性;緊急排出的流體是 否會繼續產生失控反應;緊急排出的流體於密閉空間中是否會產生大量不 可冷凝氣體與壓力;緊急排出流體經冷卻後溫度是否仍高於失控溫度或沸 點等,本次計畫研究將針對壓克力樹脂製程,進行失控反應發生後,該製 程緊急排放處理系統選用及設計。 包覆槽的使用原理為藉由有效的增加體積,降低系統內的壓力,當排放 設備啟動時,反應器內的壓力會下降,而包覆槽會累積反應物質,最終兩 槽體的壓力會均等,而最終的系統壓力則取決於包覆槽及反應器體積,此 方式主應用於蒸氣壓力系統,本次計畫研究所欲分析的壓克力樹脂製程並 非屬於蒸氣壓力系統,而採常壓控制進行反應製造,因此不適合於該製程 緊急排放處理系統的選用 [2-3]。 分離槽的使用原理是讓反應失控排放出的兩相混合物通過冷卻流體,液 體會停留在冷卻液體內,並允許非冷凝氣體離開槽體,而蒸氣會被冷凝成 液體,同時潛熱會使冷卻流體的溫度上昇。這類型的處理方式,最好避免 黏滯度大的流體使用,因其流動速度緩慢,甚至產生滯留現象,導致失控 流體無法及時進入分離槽內部,進行冷卻及氣液分離,將失控流體潛熱分 散,造成失控反應持續進行,引發外部火災或局部熱累積高溫的危害,甚 至誘發爆炸,因此黏滯度大的流體,避免使用此類型的緊急排放處理裝置。 本次計畫分析的壓克力樹脂製程,內含三種聚合單體以及兩種乳化劑,當 聚合反應發生時,反應流體的黏滯度將大幅提昇,甚至會殘留於反應器壁 上,因此不建議於本次計畫研究選用。 冷卻槽體的使用原理為讓反應器內的失控流體,利用重力或加壓排放的 方式,緊急排放至冷卻槽內,槽內備有適當質量的冷卻流體,當失控流體 接觸冷卻流體時,可及時移除由氣相冷凝的液體,將失控流體的溫度冷卻 至失控溫度以下避免失控反應繼續產生,以及冷卻流體至沸點以下,避免18 兩相流體的產生,此類型的緊急排放處理裝置通常與反應器底閥一起使 用,當失控反應發生之後,於最短時間內,將反應器內的所有反應物料, 藉由重力排放,由底閥直接投入冷卻槽內進行溫度冷卻,本次研究計畫分 析的壓克力樹脂製程,適合使用此類型的緊急排放處理裝置,即無論失控 流體是否殘留於反應器壁內,或是因流體黏滯度大無法移動,都可藉由底 閥重力排放方式,將整批料投入冷卻槽內,以下介紹整體製程緊急排放冷 卻槽的設計流程 [1-12]。
3.1 製程簡介
台灣過去所發生的有機過氧化物案例中,以壓克力樹脂製程所造成的意 外傷亡最為慘重,分別是民國 68 年台北市撫遠街爆炸案造成 33 死 49 傷意 外,民國 85 年桃園縣永興樹脂塗料公司爆炸造成 10 死 47 傷意外等,該製 程內因存有許多反應單體,具有大量放熱的潛在危害,因此若操作溫度控 制不當,或是冷卻系統失效等因素,極容易發生非預期失控反應。 本 次研究的 壓克力 樹脂製程 ,使用 三種反應 單體 , 分別為苯 乙烯 (Styrene, C8H8) 、 丙 烯 酸 (Acrylic Acid, C3H4O2) 及 丙 烯 酸 丁 酯 (ButylAcrylate, C7H12O2),輔以固體觸媒過硫酸鉀 (Potassium Persulfate, K2S2O8)
及兩種乳化劑及自來水,進行三階段初始反應、主反應以及熟成反應,其 製造流程及設備如圖 2 所示。 此製程採取三段入料方式,為批式反應製程,首先將反應物混合於單體 槽內,接著備入乳化劑及適當量的自來水於反應器內,最終加入觸媒催化 反應,製程於初始反應階段,操作溫度控制於 74±2℃,而主反應則控制於 82±1℃。主反應完成後,添入防腐劑與消泡劑,進行熟成反應,調配所需 要的產品品質。
C1 P R T M1 S 3F P1 P1 V V V V V V P1 V L L 符號說明: (1)S:儲槽,M1:中間槽,P:滴下槽,C1:觸媒槽,R:反應槽。 (2)V:各相關閥件。 (3)P1:馬達,L:液位顯示器,C2:冷凝管。 熱 水 出 冷 水 進 C2 圖 2 壓 克 力 樹 脂 製 造 設 備 流 程 2F 1F V
20
3.2 實驗方法與實驗設備介紹
製程緊急排放處理系統的設計,必須取決於製程內所使用的化學品反應 特性,包含物質熱、動力參數、物化特性及失控反應行為等,本次研究首 先利用熱分析儀器微差掃描熱卡計 (Differential Scanning Calorimetry, DSC) 與恆溫卡計 C80(見圖 2)進行製程反應物的失控反應篩選分析,接著再利 用絕熱卡計 VSP2 (Vent Sizing Package 2)進行失控反應行為研究。
本次研究所使用的製程反應原物料直接由製程工廠提供,實驗設定條件 依實際製程操作條件進行。
(a)
(b)
微差掃描熱卡計 DSC 首於國際 Natural 期刊發表其應用原理,而後經過 ASTM 規範為測定物質反應熱 (Reaction Heat, H))、活化能 (Activity Energy, Ea)、頻率因子 (Frequency Factor, A) 與反應速率常數 (Rate Constant, k) 等
熱、動力參數之標準方式,主要可用於昇溫或恆溫條件下,反應製程中所 用物質之初步熱危害分析,藉以判斷物質其潛在危害與製程操作的適當 性。根據 ASTM 規範以及 Ciba 製藥公司過去 20 年經驗,本次研究於昇溫 速率 4 ℃/min 環境下,擺置 3.0 ± 0.25 mg 測試製程反應物,觀察室溫 30 ℃至 400℃的物質反應變化情形,並分析其起始放熱溫度 (Onset Exothermic Temperature, T0)、反應熱以及最大放熱流率 (Maximum Heat Release Rate,
Q ) 等,藉以瞭解壓克力樹脂製程反應物的失控變化情形。 恆溫卡計 C80,是由法國 SETARAM 公司研發,可將樣品置於不鏽鋼包 覆的玻璃測試罐內進行恆溫熱流掃描,求取化學物質在恆溫狀態下的反應 變化情形。本次壓克力樹脂製程使用的反應製程單體,於反應器入料前, 先行混合於單體槽內,且製程操作溫度恆溫於 82℃,因此本次計畫利用恆 溫卡計 C80,進行製程反應單體於恆溫操作條件下的反應變化情形分析。實 驗條件以加熱-等待-搜尋 (Heat-Wait-Search) 方式進行,即恆溫實驗由室 溫 30℃開始,以 0.02 ℃/min 昇溫速率,每次提昇 5℃,待到達設定溫度 後,恆溫 1 小時,觀察其熱流變化情形,進行反應起始溫度的搜尋,加熱 -等待-搜尋過程持續至 82℃,恆溫 3 天時間,觀察反應單體變化情形。 絕熱卡計 VSP2 (Vent Sizing Package 2) 是由美國 FAI (Fauske & Associates, Inc.) 公司所研發的儀器,其測試溫度範圍由室溫至 400℃,偵測 靈敏度為 0.05℃/min,常用的反應器測試罐材質有 Hastelloy C 及 316 不銹 鋼二種,在一般操作下,VSP2 會依設定時程自動重複加熱─等待─搜尋 (Heat-Wait-Search) 之循環動作,直到儀器偵測出化學品起始反應,其特 色為熱慣性值 (Thermal Inertia) 低且可接近實際反應槽體的狀況,在加熱 狀態時,外層套之加熱器依據反應器與卡計間之溫度差來加熱反應器,以 維持反應器之絕熱狀態,而等待狀態可使熱量傳遞更為均勻,於搜尋狀態 下,若反應器平均溫度改變速率大於所設定之靈敏度(通常為 0.05℃/min) 則判定該物質已進入自加速放熱狀態,VSP2 會由外套層加熱器保持加熱追 溫反應器以維持絕熱狀態,並記錄反應之溫度、壓力與其相關導數等數據, 獲取其熱/動力學參數並評估其失控時之危害程度。 利用 VSP2 所得之絕熱實驗數據,可評估化學品的危險性,作為預防其 可能產生之災害和工廠製程設計之參考,尤其在做後段的釋壓系統設計相
22 當有助益,本次計畫進行的壓克力樹脂反應單體,經由前述昇溫及恆溫實 驗判斷,在製程中會因蓄熱、受熱、自加速放熱分解或污染等因素引發失 控反應,其伴隨的熱量及氣態分解物,會因為冷卻系統或是緊急排放系統 的設計不良而造成不同的危害,尤其在密閉的環境中,放熱溫度若達到自 燃溫度以上常造成爆炸及火災等嚴重事故,因此,當壓克力樹脂製程單體 產生非預期失控反應時,緊急排放處理系統的設計於緊急應變的處理上顯 得非常重要,以下依據壓克力樹脂製程條件,利用 VSP2 進行製程單體混合 物絕熱實驗分析。
3.3 冷卻槽設計
當製程反應失控時,緊急釋壓系統將卸放反應器內急劇產生的壓力,伴 隨而出的雙相或三相流體,進入緊急排放處理裝置內,或者反應器失控後, 直接將反應物料排入緊急排放處理裝置內,假如反應已經冷卻至放熱起始 溫度以下,則在反應器內會殘留緊急排放後的剩餘物質,這些物質會繼續 失控,產生另外的氣體或蒸氣,過量的冷卻流體可以補償蒸氣,將其在液 體中冷凝,非冷凝氣體將產生另外的問題,假若一個密閉槽體體積是固定 的,氣體將會產生壓力,且若必須使用開放槽,則在冷卻液體內所產生的 液體,將會使液面膨脹上昇,此問題必須要考慮;假如是反應器使用底部 排放,則反應器在排放後,內部的液體會淨空,以消除更進一步的反應發 生 [1-3]。 允許反應在冷卻流體內繼續發生的後果,必須取決於反應系統的特性, 在一個蒸氣壓力系統,冷卻流體應該要能移除足夠的熱量,且流體永遠不 能達到其沸點,以預防兩相流體的產生,一個開放槽也將導致幾乎完全的 封鎖:僅有的損失為蒸氣壓力引起的蒸發;一個密閉槽需要非常低的壓力 產生速率,壓力會因被加熱液體(包括反應物質)的蒸氣壓力及反應槽內 部空間的壓縮(與加熱)而增加,並傳至冷卻流體 [1-3、10-11]。 假如有非冷凝氣體的存在,則連續反應將會於冷卻槽內產生兩相混合 物,假如反應是以相當低的速率發生,則可預防冷卻槽體的兩相排放,即 不會造成問題,開放式的槽體適用此情況,可確保氣體順勢作更進一步的 處理,理想的狀況為所產生的氣體假如是乾淨的氣體(如 O2及 CO2等),則 可直接排放至大氣,在冷卻槽內停留的任何液體或蒸氣,即可省去更進一 步的處理 [1-3]。 冷卻流體的質量必須由熱量平衡求取,冷卻流體因為冷卻反應混合物而 吸收熱量,直到兩者溫度等同為止,反應物/冷卻流體混合物的最終溫度應該要低於完成適當冷卻需求的溫度(混合物的沸點或是起始放熱溫度), 冷卻流體建議其設計溫度與最終的實際冷卻溫度要有 10 K 的差距範圍。 冷卻流體所需要的質量可由下式(1)求取: ) T T ( c ) T T ( c m m a q q q max r r q (1 )
其中 Tmax是可獲得的最大溫度 (Mmaximum Temperature Attainable)(如絕熱
上昇溫度+反應物的起始溫度),Tq是冷卻流體的設計溫度,Ta為正常室溫 [1-12]。 在實際的例子中,可以假設較低的 Tmax,假如在排放後反應器內完全淨 空,則可顯示反應物已經冷卻至放熱起始溫度以下,因此在冷卻槽中不會 有進一步的反應發生,而最大的可獲得溫度即為排放的溫度點,這僅關係 到溫度系統,而反應物的溫度是由其壓力控制,同時反應器內殘留物的反 應也假設不會有影響。 一般正常的製程狀況都是恆溫控制,這包含製程起始加熱反應物至操作 溫度,此使用額外的熱量會提昇反應物溫度,這必須在熱量移除的計算中 考慮。 緊接著的排放程序後,一定比率的反應物將留在反應器內,因為此些反 應物沒有接觸到冷卻流體,因此將會持續的反應,而反應的速率取決於當 時的溫度,無論如何,在反應器內的連續反應,雖然不會產生兩相混合物, 但會持續產生蒸氣或氣體,蒸氣的冷凝(或氣體的冷卻)會提高冷卻槽的 溫度,有可能會超過混合物的放熱起始溫度,導致冷卻流體的失控反應, 冷卻槽的設計,應該包含額外的冷卻流體,吸收反應器內殘留物所產生的 熱量,於反應器內的殘留量可以使用 DIERS 方法計算 [10-11],若使用底 閥排放,則可以消除反應器殘餘物的反應發生。 冷卻槽應該適當的被設計於容納冷卻流體以及轉換進來的反應物質 量,在一個開放系統,對於一個 “氣相” (Gassy) 反應,在流體內任何的 額外反應以及氣體產生,都必須考慮,蒸氣壓力系統應該不需要額外的上 端空間 (Head Space),無論如何,建議額外最小需增加 10 %的安全空間設 計,以因應流體表面的亂流,以及液體在較高溫度情況下的輕微膨脹,這 上端空間確保液體將不會通過排放至冷卻槽內。 一個密閉冷卻槽必須被設計抵抗任何的產生壓力,此壓力可有三種來源 [1-3]: 1. 空間的壓縮
24 由反應器轉換至冷卻槽的反應物會引起空間的縮小,這將會壓縮空 間內的空氣,而增加的壓力則與壓縮比成正比。 2. 反應物的蒸氣壓 混合物的蒸氣壓應該要被考慮,而此蒸氣壓應包含被加熱的冷卻流 體因受熱而產生的蒸氣壓力。 3. 反應產生的不可冷凝氣體 允許氣體產生的需求,將使得密閉系統較不適於氣相反應 (Gassy Reaction)。 因此,假如冷卻槽包含有較大的空間,則壓力設計的需求將減少,假若 有使用一個蒸氣壓力反應 (vapor pressure reaction),則壓力上昇速率可以被 忽略,或是最小的實際壁厚即足以承受壓力,這確保著完整且安全的封鎖。 設計壓力必須低於或相等於反應器壓力,直到排放後的壓力平衡為止,另 外,在排放的過程中,在兩個槽體間的壓差必須存在,以允許臨界排放, 並預防反應器的過壓現象。有鑑於此,本次計畫將以壓克力樹脂反應為例 子,進行緊急排放冷卻開放槽的設計,而不考慮密閉槽的設計。 一個很重要的設計因子即冷卻流體的種類,水因為其方便性及便宜,是 最常被使用的冷卻流體,尤其是水具有高比熱值,特別適合,可使用相對 小的量即移除較大的熱量,但無論如何,還是有許多不能使用水的特例, 首先是水會讓反應製程產生失控現象時,冷卻流體的目的是要壓制反應, 且很重要的是,其不可導致失控反應的發生;其次,假如反應在室溫產生 一個固體,接著反應器就會瞬間排放,首先排出的部份將在噴嘴撞擊冷水, 並瞬間冷卻,這代表反應物會在噴嘴中凝固,妨礙並阻止由反應器的排放, 在這些特例中,必須使用專門的溶劑,假如反應可以在此溶劑中順利完成, 則此溶劑也可作為冷卻流體,這也允許正常操作製程後的緊急排放,也可 讓產物回復,減少損失。本次計畫所研究的壓克力樹脂反應製程,可使用 一般自來水作為失控反應冷卻流體之用,因此無須考慮額外的冷卻流體種 類。 在一個蒸氣壓力系統,冷卻槽是可以被設計來作兩件事情,首先,冷 卻槽可以降低兩相混合物的溫度至放熱起始溫度以下,由此預防更進一步 的反應產生及冷凝任何蒸氣,另外,冷卻槽也可用來冷凝蒸氣,並降低及 維持反應混合物低於沸點,在此用途中,反應是被允許可以在冷卻流體中 持續進行,但是會降低許多反應速率,在加熱冷卻流體中,有些反應熱是 被吸收的,而更適當的設計是預防混合物沸騰,消除更進一步處理蒸氣的
26
第 四 章 、 結 果 與 討 論
4.1 微差掃描熱卡計實驗結果
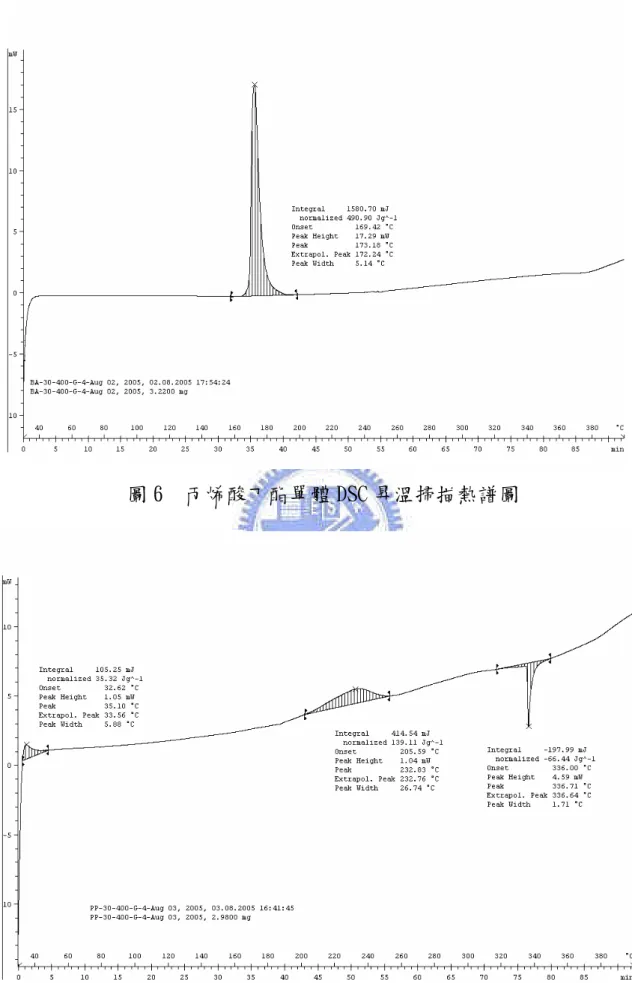
由熱譜圖 4 可觀察苯乙烯單體於溫度 134.7℃時,產生 43.53 J/g 放熱 量,最大反應熱流值為 0.68 mW,且於溫度 176.07℃,會有第二段 36.57 J/g 放熱量,最大反應熱流值為 0.29 mW,由此反應資訊可瞭解壓克力樹脂製程 中,所使用的苯乙烯單體不具有大量放熱特性,且此單體需於溫度 134.7 ℃以上,方有產生失控放熱的危害情形。 圖 4 苯乙烯單體 DSC 昇溫掃描熱譜圖 熱譜圖 5 及 6 中,分別顯示丙烯酸及丙烯酸甲酯的昇溫掃描熱譜圖,由 圖中可知,丙烯酸於溫度 180.19℃時,釋放 720.14 J/g 放熱量,最大放熱 流率達 34.56 mW;丙烯酸丁酯於 169.42℃時,釋放 490.90 J/g 放熱量, 最大放熱流率 17.29 mW,兩者反應單體的反應行為都屬於未經吸熱相變化 的瞬間急劇釋放熱量,並無失控放熱前的徵兆,因此當製程溫度超過 169.42 ℃時,兩者單體都具有潛在的放熱危害。總結前述三種製程反應單體,都 屬於放熱反應物質,因此在製程反應或是單體槽內待料時,必須留意製程 操作溫度的控制,以防止潛在失控反應的誘發產生。 熱譜圖 7 中顯示壓克力樹脂製程反應所使用的觸媒過硫酸鉀,於昇溫環 境 4 ℃/min 下所掃描而得之熱譜圖,此觸媒於溫度 32.62℃下,即會釋放 35.32 J/g 熱量,並產生最大 1.05 mW 的放熱流率,且第二段放熱發生於溫度 205.59℃,釋出 139.11 J/g 熱量,產生 1.04 mW 最大放熱流率。過硫酸 鉀於反應製程中雖僅少量添加,且並無參與反應,但根據此熱譜實驗結果, 過硫酸鉀於室溫環境下,即有可能產生放熱行為,若是大量儲存,且儲存 場所通風不良或無冷藏設備,有可能因物質蓄熱,導致火災發生,另外, 在製程反應過程中,因過硫酸鉀屬於放熱反應物質,需留意其潛在失控放 熱的危害。 圖 5 丙烯酸單體 DSC 昇溫掃描熱譜圖
28
圖 6 丙烯酸丁酯單體 DSC 昇溫掃描熱譜圖
4.2 恆溫卡計實驗結果
實驗結果熱譜圖 8 顯示,反應單體的放熱起始變化,於恆溫 82℃實驗 開始後約 37,000 秒(約 10.2 小時)後產生,其起始放熱溫度為 80.88℃, 總放熱量為 267.33 J/g,此實驗結果意謂壓克力樹脂製程反應單體,於實 際製程操作溫度狀態約 10 小時候,會有潛在反應失控危害發生,此結果將 可利用於製程緊急排放冷卻槽體的設計;另外,實驗熱譜圖 9 及 10 顯示, 壓克力樹脂製程初始反應及本反應呈現吸熱反應現象,並不會累積大量放 熱,誘發失控反應,因此無另外設計緊急排放冷卻槽體的必要。 0 10000 20000 30000 40000 50000 60000 70000 80000 90000 100000 -5 -4 -3 -2 -1 0 Onset temperature: 80.88℃ Enthalpy: 267.33 J/g Heatflow H e a t F lo w (m W ) Time (sec) 圖 8 壓克力樹脂製程反應單體 C80 恆溫 82℃實驗熱譜圖30 0 10 20 30 40 50 -24 -22 -20 -18 -16 -14 -12 -10 -8 -6 Primary Reaction H e a t F lo w (m W ) Time (hr) 圖 9 壓克力樹脂製程初始反應 C80 恆溫 74℃實驗熱譜圖 0 20 40 60 80 -20 -15 -10 -5 0 5 Main Reaction H e a t F lo w (m W ) Time (hr) 圖 10 壓克力樹脂製程主反應 C80 恆溫 82℃實驗熱譜圖
4.3 絕熱卡計實驗結果
實驗結果圖 11 顯示,壓克力樹脂製程單體混合物的起始放熱溫度為 145.64℃,反應最大溫度為 328.92℃,最大昇溫速率為 36.33 ℃/min,圖 12 顯示最大產生壓力為 82.01 psig,最大昇壓速率為 15.27 psig/min;當 反應系統達到 150℃時,系統壓力亦開始快速增加,此時距最大反應速率時 間(TMR)僅有 8 分鐘,此一溫度為開啟緊急排放管線之最高臨界條件。 因此當壓克力樹脂製程反應單體,於實際製程操作時,若不慎發生非預期 失控反應,則緊急排放閥、管線以及冷卻槽,都必須能抵抗瞬間溫度及壓 力的驟昇與衝擊,此結果將可利用於製程緊急排放冷卻閥及排放管線的設 計。 -25 0 25 50 75 100 125 150 175 200 225 250 275 0 25 50 75 100 125 150 175 200 225 250 275 300 325 350 375 T e m p e ra tu re ( ) ℃ Time (min) 圖 11 壓克力樹脂製程單體反應 VSP2 絕熱實驗時間 vs.溫度圖32 -25 0 25 50 75 100 125 150 175 200 225 250 275 0 25 50 75 P re s s u re (p s ig ) Time (min) 圖 12 壓克力樹脂製程單體反應 VSP2 絕熱實驗時間 vs.壓力圖
4.4 製程反應物反應特性分析
總括前述製程反應物質的實驗結果以及熱力學參數,可瞭解壓克力樹 脂製程所使用的反應單體以及觸媒都屬於放熱性物質,必須在使用時,留 意其被誘發失控放熱的危害,並避免其操作、使用或儲存溫度超過其起始 放熱溫度,且藉由起始失控放熱溫度的獲得,可進行製程緊急排放冷卻槽 的設計,另外,由製程物質的反應動力參數分析,也可瞭解物質反應的速 度以及誘發其產生放熱反應所需要的能量,熱分析動力參數的分析,主要 求取物質反應活化能、頻率因子以及反應速率常數,藉由此些參數的分析 及量化,物質反應的起始條件以及反應過程即可瞭解,並藉此預防失控反 應以及設計製程緊急排放處理設備。本次計畫研究的壓克力樹脂製程,其 製程反應物之動力參數整理如表 4 [13-25]。表 4 壓克力樹脂製程反應物動力參數 [13-25] 反應物 Ea (kJ/mol) ln A (1/s) n (dimensionless) 苯乙烯 75.3 24.65 0.5 丙烯酸 170 ± 10 40 ± 5 1.01 ± 0.02 丙烯酸丁酯 150 ± 10 35 ± 5 1.02 ± 0.03
34
4.5 冷 卻 槽 設 計 結 果
本次研究的壓克力樹脂反應製程,根據前述實驗結果,在製程中只有反 應單體槽有可能產生失控反應,此反應單體槽內混合物只要超過 150℃即可 能產生失控反應,基於更安全的緊急處理環境,建議最終冷卻混合物的溫 度與失控溫度至少需相差 10 K,因此在室溫狀態下的冷卻流體,用以將反 應混合物降低至失控溫度以下,是不可行的,接下來的槽體設計為降低溫 度至混合物的沸點以下,預防蒸氣的逸散。槽體體積取決於所需的冷卻流 體質量,可由簡單的熱平衡求得: mqcqTq = mrcrTr (2) 其中,mq為所需的冷卻流體質量,mr為在反應器內的反應物質量,cp為冷卻 流體的比熱值,cr為反應物的比熱值,Tq為介於最終在冷卻槽中的混合物 與初始冷卻流體(通常為室溫)的溫度差,Tr為介於無法進行連續排放的 所獲得最大反應溫度及冷卻流體/反應物混合物的最終溫度其溫度差值 [1-12]。 冷卻流體的需求在於移除反應物高於安全溫度(最終冷卻流體/反應混 合物溫度)以上所產生的任何熱量,在壓克力樹脂反應製程的例子中,允 許的安全範圍為考慮安全溫度低於單一化學品或混合物的失控溫度或沸點 10 K,反應單體失控溫度可由前述 DSC 及 C80 掃描實驗求得,反應單體沸 點則利用熱力學 UNIFAC 化學物基團活性係數法求得,為 146.36℃,其結果 數據如表 5 所示,高於最終冷卻流體所產生的熱量,可經由假設反應混合 物的比熱是常數求得。表 5 壓克力樹脂製程使用反應物料 入 料 順 序 原 料 重量 (kg) 密度 (kg/m3 ) 體積 (m3 ) 比熱 (kJ/kgK) 沸點 (℃) 分解起 始溫度 (℃) 備 註 a. 水 H2O 3,400 998.2 3.406 4.18 100.0 - b. 乳化劑 A 40 900.0 0.044 - - - c. 乳化劑 B 38 900.0 0.042 - - - 槽內 d. 苯乙烯 C8H8, SM 1,600 906.0 1.766 1.75 145.2 134.70 e. 丙烯酸丁酯 C7H12O2, BA 700 889.8 0.787 1.73 145.0 169.42 f. 丙烯酸 C3H4O2, AA 20 1,050.0 0.019 1.48 141.0 180.19 滴下槽 g. 過硫酸鉀 (觸媒) K2O8S2 3 2,477 0.001 - >100 (熔點: 100) 205.59 h. 水 H2O 17 998.2 0.017 4.18 100.0 - 起始觸媒 I. 反應單體 (SM+BA+AA) 2,320 - - 1.74 146.36 145.64 滴下槽 根據前述 C80 實驗結果與表 5 數據,三種製程反應單體於 82℃混合時, 會釋放 267.33 J/g 熱量,實驗所用樣品質量為 273.64 mg,混合單體比熱 為 1.74 J/gK,因此單體失控放熱後,可產生的最高溫度可使用式(3)求取, 為 235.6℃。 H = m × Cp ×T (3) 因此,當壓克力樹脂反應開始失控時,反應物緊急排放至冷卻槽內(假
36 設反應系統溫度繼續上升 50℃),槽內所需準備 的冷卻水質量可依據式(1) 求取,得 742.9 kg(假設室溫 25℃,冷卻水沸點 100℃扣除 10℃安全裕度 為 90℃),需要 0.75 m3 體積的空槽擺置此當量的冷卻水,另外,假設反應 單體槽發生反應失控後,所有的反應單體全部卸除至冷卻槽內,尚須 2.57 m3 體積空間,若再給予 10%的體積安全空間,最終壓克力樹脂反應中,單體反 應產生失控後,所需要的緊急排放冷卻槽體積為 3.65m3 。
4.6 綜 合 實 驗 結 果 整 理
根據上述實驗結果、理論計算與實際製程參數計算,本次計畫目前可 得到表 6 壓克力樹脂製程反應物反應危害評估數據,表 7 壓克力樹脂製程 內單體反應失控緊急排放冷卻槽參數。 表6 壓克力樹脂製程反應物與反應單體反應危害評估數據 製 程 物 質 沸 點 ( ℃ ) 起 始 放 熱 溫 度 ( ℃ ) 最 大 放 熱 速 率 ( m W ) 總 放 熱 量 ( J / g ) 反 應 活 化 能 ( k J / m o l ) 頻 率 因 子 ( 1 / s ) 反 應 階 數 ( 無 因 次 ) 苯 乙 烯 C8H8, S M 1 4 5 . 2 1 3 4 . 7 0 0 . 6 8 4 3 . 5 3 7 5 . 3 e 2 4 . 6 5 0 . 5 丙 烯 酸 丁 酯 C7H1 2O2, B A 1 4 5 . 0 1 6 9 . 4 2 1 7 . 2 9 4 9 0 . 9 0 1 7 0 ± 1 0 e 4 0 ± 5 1 . 0 1 ± 0 . 0 2 丙 烯 酸 C3H4O2, A A 1 4 1 . 0 1 8 0 . 1 9 3 4 . 5 6 7 2 0 . 1 4 1 5 0 ± 1 0 e 3 5 ± 5 1 . 0 2 ± 0 . 0 3 過 硫 酸 鉀 ( 觸 媒 ) K2O8S2 > 1 0 0 2 0 5 . 5 9 1 . 0 5 3 5 . 3 2 - - - 表7 壓克力樹脂製程內單體反應失控緊急排放冷卻槽參數 單體槽內物質 苯乙烯、丙烯酸、丙烯酸丁酯 反應單體混合物質量 2,320 kg 反應單體混合物比熱 1.74 kJ/kgK 冷卻流體 自來水 冷卻流體沸點 90℃(10℃安全範圍) 失控溫度 150℃ 所需緊急冷卻水質量 742.9 kg 所需緊急冷卻槽體積 3.65 m338
第五章、批式化學工廠自主管理制度與技術
安全衛生自主管理體系係屬事業單位整個管理系統的一部分,其目的 在於促使事業單位實施安全衛生風險的管理,不論企業規模、組織之大小, 也不論事業單位經營項目為何,成功的安全衛生自主管理體系應具備如下 圖所示之基本架構。 圖 13 安全衛生自主管理體系 安全衛生政策 安全衛生管理組織、人員 安全衛生計畫、執行 績效評量及稽核 ( 依 據 評 量 結 果 修 正 ) 管 理 審 查 回 饋 稽 核 ( 稽 核 結 果 作 為 績 效 評 量 依 據 )而批式製程化學工廠因為雇用勞工人數大多在 100 人以下,其財力、 物力皆不如大型企業,惟其若產生火災爆炸所造成的後果,卻往往超出企 業內部風險所能承受的,故批式製程化學工廠仍應該考慮其本身風險特 性,建立屬於此類工廠的自主管理制度。 目前在國內在工業界中經常被業者採用的自主管理系統約有行政院勞 工委員會訂頒的自護制度與職業安全衛生管理系統 (OHSAS-18000),惟 此二種管理制度與國內批式製程化學工廠之管理制度與經濟規模無法完全 吻合,造成批式製程化學工廠業者的接受度不高,因此本研究特別參考國 內批式製程化學工廠之運作現況,與國內法規的相關要求,研擬一套較適 合國內批式製程化學工廠所需要而且具體可行的自主管理體系。
5.1 自 主 管 理 系 統 之 內 涵
基於改善企業經營體質,落實企業風險管理精神,整合企業品質、環境、 安全的管理機制,營造安全舒適工作環境,提昇整體之企業形象與產業競 爭力,透過工業安全衛生自主管理系統有效達成降低成本、節省人員、改 善設備製程等經濟與安全衛生效益,所以本節主要內容乃協助事業單位自 行建立自主性的安全衛生管理體制,改進安全衛生設施、落實實行自動檢 查,以防止災害、發揮自行保護功能,並依循現行國際最新趨勢之職業安 全衛生管理系統閉環式架構(Plan-Do-Check-Act,以下簡稱 PDCA)進行 自主管理。在這個管理模式中,將事業單位推動工業安全衛生自主管理的 工作,分為安全衛生政策、安全衛生管理組織人員、安全衛生計畫及執行、 績效評量與稽核及管理階層審查等五個大項。事業單位可依此五大項之自 主管理要求事項,進行安全衛生基線清查,協助找出企業的安全衛生問題 與改善空間,並以 PDCA 機制導入各項訓練、工具、方法與技術,建立推 展架構進行自我審查、持續改善,以預防並控制危害,而達到降低工業災 害的目的;同時工業安全衛生自主管理系統是追求持續改善安全衛生績效 的最佳工具。安全衛生自主管理體系建構流程如下圖 14 所示:40 安全衛生管理單位、人員規劃、督 導安全衛生工作 安全衛生計畫訂定及執行 自 主 檢 查 ( 含 法 定 自 動 檢 查 ) 事 故 調 查 、 原 因 分 析 、 檢 討 危 害 物 標 示 及 物 質 安 全 資 料 表 備 置 訂 定 作 業 環 境 、 勞 工 健 康 管 理 計 畫 訂 定 承 攬 管 理 辦 法 訂 定 安 全 作 業 標 準 訂 定 工 作 許 可 辦 法 訂 定 動 態 管 理 辦 法 及 巡 視 表 訂 定 教 育 訓 練 計 畫 訂 定 危 害 物 清 單 及 危 害 通 識 計 畫 訂 定 自 動 檢 查 計 畫 自 動 檢 查 表 製 作 改 善 及 預 防 措 施 實 施 之 追 蹤 自 動 檢 查 及 紀 錄 執 行 執 行 執行 執行 執行 執行 執行 績效評量與稽核 事業單位概況調查 實施法規查核 實施危害鑑別 訂 定 緊 急 應 變 計 畫 執 行 安全衛生政策 圖 14 安全衛生自主管理體系建立流程

![表 4 壓克力樹脂製程反應物動力參數 [13-25] 反應物 E a (kJ/mol) ln A (1/s) n (dimensionless) 苯乙烯 75.3 24.65 0.5 丙烯酸 170 ± 10 40 ± 5 1.01 ± 0.02 丙烯酸丁酯 150 ± 10 35 ± 5 1.02 ± 0.03](https://thumb-ap.123doks.com/thumbv2/9libinfo/8484303.184335/44.892.172.732.112.300/應物動力參數反應物苯乙丙烯±±±丙烯酸丁±±±.webp)