Decreased Gas Consumption of a Fluidized Bed Furnace
Y O N G - C H W A N G CHENThe feasibility of utilizing a closed circulatory system to generate gases for a fluidized bed furnace was investigated with the primary concentrations of both economizing on the raw ma- terials used for producing furnace atmospheres and decreasing the air pollution caused by ex- haust gases. Air humidified with water vapor was first introduced into a charcoal furnace for causing a reaction with hot charcoal to form a carburizing atmosphere. This atmosphere was then introduced into a fluidized bed furnace to carburize steels. The exhaust gases from the fluidized bed furnace were recycled by repassing them through the hot charcoal layer in the charcoal furnace with a gas pump. The charcoal furnace and the fluidized bed furnace formed a closed circulatory system during the carburization of steels. Experiments were performed with various parameters of this system, including content of water vapor in the humid air, temperature of the charcoal, rate of recirculation of the atmosphere, etc. The effect of each parameter on the carburizing behavior in the fluidized bed furnace was investigated on the basis of the rate of carburization and the carbon potential of the atmosphere. The feasibility of applying this system to a fluidized bed furnace was assessed from the aspects of the fluidization of A1203 powder, the result of carburizing steel, and the rate of consumption of charcoal. The closed system employed in generating atmosphere was demonstrated by the experimental results to have enabled the fluidized bed furnace to operate normally and to have significantly decreased both the consumption rate of charcoal and the environmental pollution.
I. I N T R O D U C T I O N
F L U I D I Z E D bed furnaces, in comparison with con- ventional gas furnaces, possess such advantages as a higher uniform distribution of temperature, a more rapid rate of heating the workpiece, and a briefer period re- quired for heat treatment. Utilization of a fluidized bed furnace in heat treatment of steel is becoming increas- ingly popular in both Europe and America. tl-41 A flu- idized bed furnace comprises a heat-resistant retort in which a medium of refractory particles, such as A1203, SiOz, etc., is heated while being fluidized by a gas flow- ing through a porous distributor plate which is located at the bottom of retort. The fluidizing gas depends on the process to be carried out in the furnace. Nitrogen is employed for neutral heating, nitrogen/ammonia mix- tures for nitriding, and nitrogen/propane/air or nitrogen /methanol/methane mixtures for carburizing. A fluid- ized bed furnace is generally operated in an open system, i.e., gases are introduced from the bottom and then ex- hausted to the air from the top of the furnace. The op- erating procedure is illustrated as follows, with an example of carburization being cited. Parts are lowered into the fluidized bed which is operated on nitrogen, usu- ally at a working temperature of 900 ~ to 1000 ~ The nitrogen flow continues until the parts reach the carbur- ization temperature. At this time, methanol is introduced into the furnace together with nitrogen and a small quan- tity of methane. The carbon potential of furnace atmo- sphere is controlled by the additional level of methane. At the end of carburization, the atmosphere is purged with nitrogen for about 2 minutes; the parts are then quenched in oil.
Y O N G - C H W A N G CHEN, Associate Professor, is with the Department of Mechanical Engineering, National Taiwan University, Taipei, Taiwan 10764, Republic of China.
Manuscript submitted November 30, 1992.
The gas flow of a fluidized bed furnace, as compared with that of a conventional gas furnace, needs maintain- ing at a relatively higher level to make the refractory particles become fluidized. The gas consumption of a fluidized bed furnace consequently exceeds that of a conventional gas furnace. This property is the major shortcoming of a fluidized bed furnace. Recycling of the atmospheres of fluidized bed furnaces was investigated for the purpose of decreasing gas consumption. For gen- eral approaches, the exhaust gas of a fluidized bed fur- nace was recirculated with a gas pump after this exhaust gas had been mixed with an appropriate amount of en- riching gas, such as CH4, C3H8, e t c . The recycling per- centage of atmospheres for this method is relatively small, ranging from 50 to 80 pct. ~41 Control of the carbon potential is relatively complicated, because the carbon potential of the recycled atmosphere depends not only on the amount of enriching gas but also on the compo- sition of the exhaust gas.
The gaseous mixture generated by reacting humid air with hot charcoal has been found to possess a carbur- izing capability for steel, lSl The composition of this mix- ture depends on the water vapor content of the humid air and the temperature of charcoal. For example, the theoretical equilibrium composition is 36.77 pct CO, 9.16 pct H2, 0.427 pct CO2, 0.132 pct H20, 0.013 pct CH4, and balance N2 for water vapor content of 12.1 pct and charcoal temperature of 900 ~ The content of CO slightly decreases and the content of both CO2 and H20 slightly increases once a carburizing reaction has oc- curred; the carbon potential consequently decreases. The carbon potential of the mixture can, however, be re- covered on passage of the mixture again through a hot charcoal layer. The consumption of charcoal is relatively small, because the difference in chemical composition of the mixture before and after passage through the hot charcoal layer is minute.
|
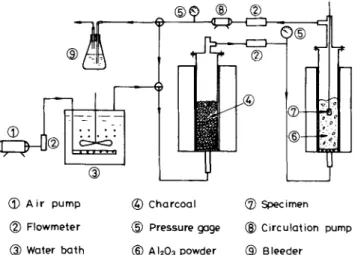
~[) A i r pump ~) Charcoal (~) Flowmeter | Pressure gage | Water bath | AI203 powder Fig. 1 - - E x p e r i m e n t a l apparatus.
I
(~) Specimen~) Circulation pump @ Bleeder
The purpose of this work lied in understanding the possibility of economizing on raw material of gases for a fluidized bed furnace by applying the preceding prin- ciple. A carburizing atmosphere was first generated by introducing humid air into a charcoal furnace to react with hot charcoal. The atmosphere was then introduced into a fluidized bed furnace to carburize steel. The ex- haust gas from the fluidized bed furnace was recycled after recovery of its carbon potential on passage again through the charcoal furnace. Experiments were per- formed for elucidating the effects of temperature of char- coal, content of water vapor of the humid air, and rate of circulation of the atmosphere on the carburizing be- havior in the fluidized bed furnace. The feasibility of applying this system for generating the atmosphere to a fluidized bed furnace was evaluated on the basis of the previous experimental results.
II. E X P E R I M E N T A L M E T H O D
The experimental apparatus is schematically shown in Figure 1, and the experimental conditions are summa- rized in Table I. Air was first pumped into an isothermal water bath at a rate of 1.5 L / m i n to be humidified with water vapor. The humid air was then introduced into a charcoal furnace to generate an atmosphere of N2 + CO + H2 + CO2 + H20 +
cn4.
This atmosphere was next passed through the fluidized bed furnace and was finally exhausted to the air from a bleeder. The system was closed and the circulation pump was started after the original gas in the system had been substituted by the specific atmosphere. The rate of circulation of theatmosphere was regulated by controlling the speed of the circulation pump or adjusting the needle valve of the flowmeter. The circulation rate of the atmosphere was properly regulated so that the A1203 powder could be uniformly fluidized. A steel sample, hung by a Ni-Cr wire beforehand, was placed at the specific location in the fluidized bed to be heated once the furnace condition had achieved a steady state.
The retort of the fluidized bed furnace, having an in- ternal diameter of 100 mm and a length of 470 ram, was made of 1NCONEL* 601. A plate to distribute gas was * I N C O N E L is a trademark of Inca Alloys International, Inc., Huntington, WV.
placed at the bottom of the retort. A layer of A1203 with a particle size in the range 4 to 10 mesh was placed on the plate to unify the gas flow. A layer of A1203 powder with a mean diameter 100/~m of particles was then filled into the retort to a length of 90 mm as the fluidized me- dium. The condition of fluidization of the A1203 powder was observed through a window in the upper cover of the retort.
The retort in the charcoal furnace was made of I N C O N E L 601, with an internal diameter of 120 mm and a length of 700 mm. Pretreated charcoal chips in the range 5 to 16 mesh filled the retort to a height of 330 mm. The dimensions of the water bath are 500 x 500 x 750 mm, which was filled with water to a depth 600 mm. The air piping from an air pump was located at the bottom of the water bath. Many small holes were drilled through the pipe wall so that the introduced air could form small bubbles to bring water vapor to satu- ration at the temperature of the water bath. The higher water vapor content in the humid air occurred for the higher temperature of the water bath. The water vapor content in the humid air was thus controlled by means of the water bath temperature. The connecting pipe from the water bath to the charcoal furnace was heated with a resistance wire to avoid the condensation of water vapor from the humid air during transport.
Steel samples used include two types: a low carbon steel foil of Japanese Industrial Standard-Extra Deep Drawing Cold Plate Steel (JIS-SPCE) with a thickness of 0.05 mm and a disk of pure iron with a thickness of 2 mm and a diameter of 15 mm. A specimen of the for- mer type, having dimensions of 10 x 15 • 0.05 mm, was employed for testing the equilibrium carbon content of steels (or the carbon potential of the atmosphere) upon heat treatment in the fluidized bed furnace. A specimen of the latter type was employed for testing the hardness distribution in the carburized and quenched case of steel.
Table I. Experimental Conditions
Condition
Generation Condition of Atmosphere
Water Bath ( ~ Charcoal ( ~ Circulation Rate (L/min)
Steel Sample Heating Condition Temperature
Sample (~ Time (rain)
60 1000 4, 6, 8, 10 40, 50, 60 1000, 1050, 1100 8 60 1050 4, 8 60 1000 8 SPCE 933 1 to 15 SPCE 933 1 to 15 - - 933 - - pure iron 933 60, 180
The chemical compositions of those steel samples appear in Table II.
I l L R E S U L T S
A. The Fluidization Condition of a Fluidized Bed in a Closed Circulatory System
Fluidized bed furnaces are generally operated in an open System; i.e., the atmosphere is introduced into the
furnace from the bottom of the retort and exhausted to the air from the top of the retort. The following exper- iment was done for understanding whether the A1203 powder in the retort could be normally fluidized in a closed circulatory system or not. The outlet and inlet of the retort were connected to the inlet and outlet of a gas- pumping unit, respectively, comprising a circulation p u m p and a flowmeter. The circulation rate of the at- mosphere was regulated by adjusting the needle valve of the flowmeter. The fluidization condition of A1203 pow- der was observed from the transparent window at the top of the retort. A1203 powder was observed to become uni- formly fluidized whenever the rate of circulation of the atmosphere reached 4 L/rnin; A1203 powder was not car- ried from the retort as long as the circulation rate of the atmosphere was less than 10 L / m i n . This fluidization condition of the A1203 powder was similar to that in an open system. This phenomenon has implied that the flu- idization condition of a fluidized bed is essentially de- termined by the velocity of the gas flowing through the layer of A1203 powder, regardless of whether the system is open or closed.
B. The Effect of the Circulation Rate of Atmosphere on the Carburizing Behavior
The velocity of atmospheres affects the carburizing behavior in a conventional furnace; i.e., both the rate of
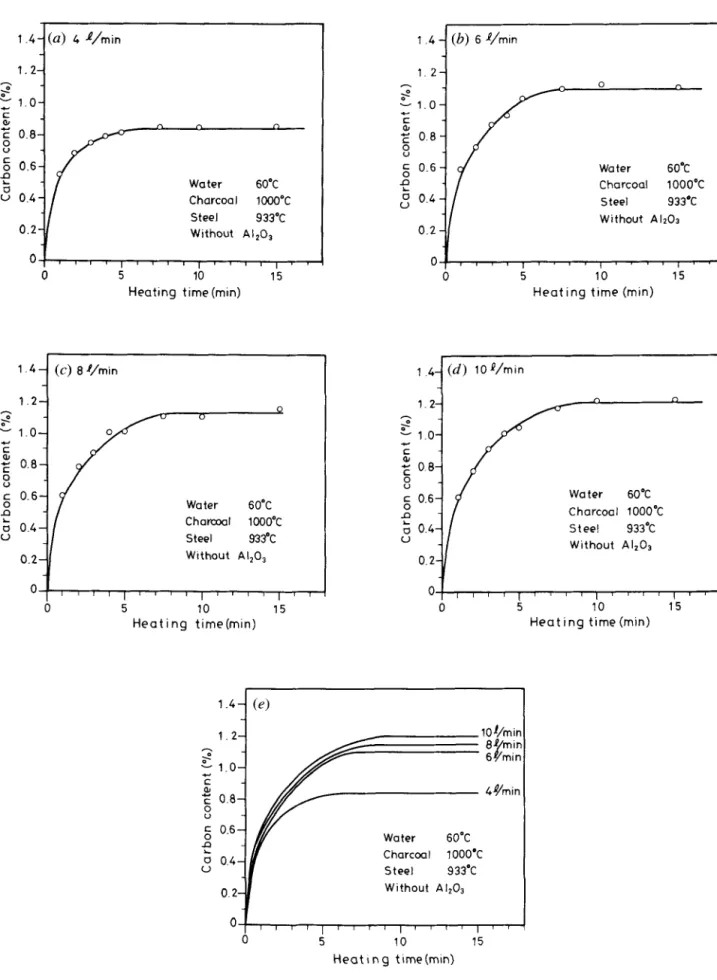
carburization and the carbon potential of atmospheres in- crease with increasing velocity of the atmosphere. Ex- periments were done in accordance with condition 1 in Table I for the sake of discovering whether a similar phenomenon exists in a closed system or not. The tem- peratures of the water bath and charcoal furnace were set at 60 ~ and 1000 ~ respectively. The temperature of the fluidized bed furnace was controlled at 933 ~ Atmospheres were generated and recirculated in the closed system. The rate of circulation of the atmosphere was controlled at 4, 6, 8, and 10 L / r a i n , respectively. The SPCE samples were heated in the fluidized bed fur- nace for durations of 1 to 15 minutes, with the retort having AI203 powder and not having A1203 powder, re- spectively. The relationship between heating period and carbon content of the heated specimen is shown in Figure 2 for those conditions lacking A1203 powder in
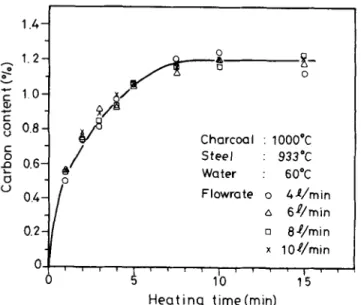
the retort. Diagrams (a) through (d) indicate those results when the circulation rates of atmosphere were 4, 6, 8, and 10 L / m i n , respectively. The slope of each curve therein represents the rate of carburizing steel, and the carbon content indicated by the horizontal part of each curve is the equilibrium carbon content of steel, namely, the carbon potential of the atmosphere. The curves in diagrams (a) through (d) are plotted together in diagram (e) for a convenient comparison. Both the rate o f car- burizing steel and the carbon potential of the atmosphere increase with the increasing rate of circulation of the at- mosphere. This phenomenon is similar to that in a con- ventional open furnace. The relationship between the heating period and carbon content o f the heated sample appears in Figure 3 for the retort filled with A1203 pow- der. Neither the carburizing rate nor carbon potential varies significantly no matter whether the circulation rate of atmosphere is 4, 6, 8, or 10 L / m i n . The carburizing result in a fluidized bed at a rate 4 L / m i n of circulation of the atmosphere is nearly the same as that in a non- fluidized bed at a rate 10 L / m i n of circulation. Carbur- ization in a fluidized bed is therefore superior to that in a conventional furnace.
C. The Effect of the Content of Water Vapor in Humid Air on Carburizing Behavior
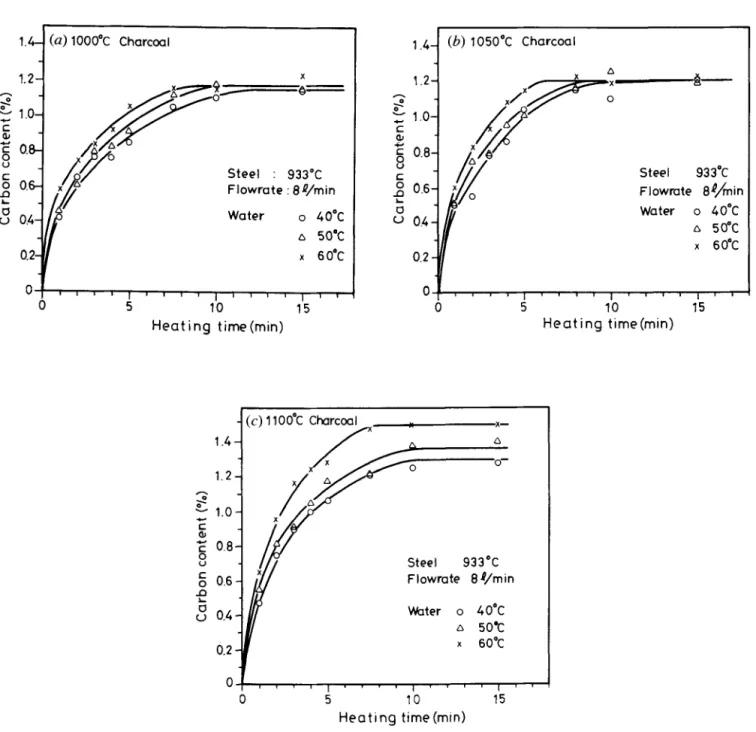
Experiments were conducted according to condition 2 in Table I to establish how the content of water vapor in humid air affected the carburizing behavior in the flu- idized bed furnace. Various proportions of water vapor were added to air by introducing this air into the water bath at various temperatures. Atmospheres were gener- ated by reacting the humid air with hot charcoal at var- ious temperatures. The circulation rate of atmospheres was controlled at 8 L / m i n . The SPCE samples were heated at 933 ~ in the fluidized bed furnace. The re- lationship between period of heating and carbon content of the heated samples is shown in Figure 4(a) for the charcoal temperature of 1000 ~ The carburizing rate increases with increasing temperature of the water bath (or increasing proportion of water vapor in air). The car- bon potential, however, does not significantly increase when the temperature of the water bath increases. A sim- ilar result appears in Figure 4(b) for the charcoal tem- perature 1050 ~ The experimental result for the charcoal temperature 1100 ~ appears in Figure 4(c). Both the carburizing rate and carbon potential are indi- cated from this diagram to have increased once the con- tent of water vapor in the humid air increased. Furthermore, both the carburizing rate and carbon po- tential are indicated from the corresponding curves in diagrams (a) through (c) to have a tendency to increase with increasing temperature of the charcoal.
Table II. Chemical Composition of Steel Samples Chemical Composition (Wt Pct)
Steel Sample C Si Mn P S Fe
SPCE 0.057 0.008 0.28 0.023 0.022 bal.
. 1 4 - o 1.2- V l . O- E 0.8- o.6- u ~ 0 . 4 - 0.2- ( a ) 4 -a/min n N Water 60"C Charcoal 1000"C Steel 933"C Without Al203 ' ' ' ' I ' ' ' J I ' ' ' ' I 5 10 15
Heating time (rain)
1 . 4 - 1.2- v l . 0 "6 O~ E 0,8 8 c 0.6 0 k. o 0 . 4 U 0 . 2 - 0 0 ( b ) 6 s o Water 60"C Charcoal 1000"C Steel 933"C Without AI203 ' ' ' ' 1 i , , , I ' ' ' ' t 5 10 15 H e a t i n g time (min) 1 , 4 - o 1 . 2 - ~ 1 . 0 -
~,
o . 8 - 0 . 6 - ~ - t~ 0.4- 0.2- ( c ) 8 ~/min o Water 60"C Charcoal 1000"C Steel 933"C Without AI203 5 10 15 H e a t i n g t i m e (rain) 1 . 4 - 1 . 2 - o o v 1.0- E 0.8- O {.) c 0.6- 0 ~ - o 0.4- (J O.2- 0 0 (d) 10 -0/rain ~ a ter 60"CI
Soo, ,000.
933*C Without AIz03 ' ' ' [ ' ' ' ' I ' ' ' ' I ' 5 10 15 H e a t i n g t i m e (min) 1.4- t . 2 - ~ 1 . 0 - 0 . 8 - r 0 . 6 - 0 d3 0.4- c) 0 . 2 - 0 0 (e) 10 l/min 8~/(.min 6~min J/rain Water 60"C Charcoal 1000~ Steel 933"C Without AI203 , , ~ [ ~ , r , I ' ' ' I ' 5 10 15 H e a t i n g time (rain)Fig. 2 - - ( a ) through (e) Relationship between time and carbon content of SPCE heated under the atmosphere at various circulation rates in the retort without A1203 powder.
1.4- 1.2 v "~ 1.0 c" o 0.8 t - O 0.6. 0 0 0.4- 0 2 -
/
O/
0 O u O Charcoal : 10000C Steel : 933"C Water : 60"C Flowrate o 4Jt/rnin 6.~/min [] 8 $/mi n x 10 ~/min 10 15 H e a t i n g t i m e ( m i n )Fig. 3 - - R e l a t i o n s h i p between time and carbon content of SPCE heated under the atmosphere at various circulation rates in the retort filled with A1203 powder.
D. The Chemical Composition of Atmospheres
The air humidified with water vapor by passage into the water bath at a rate of flow 1.5 L / r a i n was intro- duced into the charcoal furnace to generate furnace at- mospheres. The chemical composition of the atmosphere was analyzed via a gas chromatography (Table III). The
components of the atmosphere are N2, CO, H2, and CO2 in an order of decreasing proportion. Increasing the tem- perature of the water bath (or increasing the amount of water vapor added) at a constant charcoal temperature leads to a significant increase in content of H2, a slight increase of CO, but no significant change of CO2. In- creasing the temperature of charcoal results in a decrease of CO2, but no significant alteration of either H2 or CO if the temperature of water bath remains constant. The m i n i m u m gaseous content that can be detected by the gas analyzer was 0.1 pct. When the temperature of char- coal was increased to 1100 ~ the content of CO2 was decreased to below 0.1 pct and could not be detected by the gas analyzer. The atmosphere theoretically contains CH4 as well, but this content was so small that it could not be detected.
Experiments were carried out according to condition 3 in Table I for establishing whether the chemical com- position of these atmospheres remained steady while circulating in the system. Atmospheres were recir- culated in the closed system at circulation rates of 4 and 8 L / m i n , respectively. A gaseous sample was withdrawn and analyzed at 1 hour intervals. The rela- tionship between the duration of circulation and the con- tent of CO and CO2 of the atmosphere appears in Figure 5. Both the CO and CO2 contents of the atmo- sphere were steady and affected little by duration and rate o f circulation of the atmosphere. The content of CO remained at approximately 38 pct and CO2 at approxi- mately 0.2 pct. The carburizing behavior in the fluidized bed furnace is determined by content of CO and CO2. The carburizing reaction therefore does not change if neither CO nor CO2 content changes. The carburization
of steel in the fluidized bed furnace consequently be- comes steady. The same carburizing result is obtained even if the rate of circulation is altered. This deduction is consistent with the results of Figure 3.
E. The Hardness Distribution in the Carburized Case
The main purpose of steel carburization lies in form- ing a case with great hardness. Experiments were con- ducted according to condition 4 in Table I to obtain the results of carburizing steel in the fluidized bed of a closed circulatory system. Pure iron specimens were car- burized in the fluidized bed for 1 or 3 hours, followed by water quenching. The distribution of hardness in the surface layer of the carburized and quenched specimens is shown in Figure 6. The carburized layer of the spec- imen after quenching was hardened significantly. The surface hardness reached approximately Hv 800. The thickness of the effective hardened layer with a hardness greater than H v 400 is approximately 0.4 and 0.9 m m for the specimens carburized for 1 and 3 hours, respec- tively. Therefore, carburization of steels can be satis- factorily carded out in a fluidized bed furnace with a system which generates a circulatory atmosphere.
IV. D I S C U S S I O N
A. The Effect of Velocity of the Atmosphere on Carburizing Behavior
Both the rate of carburizing and the carbon potential increase with increasing velocity of the atmosphere for steels carburized in a conventional gas furnace. The rea- son for this phenomenon is accounted for as follows. Decarburizing gases, such as CO2 and H20, are pro- duced after a carburizing reaction occurs. These decar- burizing gases decrease the carbon potential of the atmosphere near the steel surface and retard the carbur- izing reaction. The carburizing reaction continues only after these decarburizing gases leave the surface of steel. Increasing the velocity of the atmosphere not only assists these decarburizing gases in leaving the steel surface but also increases the collision frequency between the fresh atmosphere and the steel. Both the rate of carburizing and the carbon potential consequently increase with an increasing velocity of the atmosphere. This is consistent with the results in Figure 2.
Both the rate of carburizing and the carbon potential in a fluidized bed are illustrated in Figure 3 to alter little no matter whether the circulation rate of atmosphere is, 4, 6, 8, or 10 L / r a i n . The reason is that A1203 powder is already completely fluidized once the flow rate of the atmosphere reaches 4 L / m i n . The decarburizing gases CO2 and H20, which are generated as a result of the carburizing reaction, can be immediately removed from the surface of steel owing to the agitation of the fluidized A1203 powder. The composition of the gases near the surface of steel is the same as long as the flow rate ex- ceeds 4 L / m i n . Therefore, neither the rate of carburizing nor the carbon potential increases with further increasing of the velocity of atmosphere. On the contrary, some CO2 and H20 gases, products of carburization, m a y pos- sibly adhere onto the surface of steel in a conventional
t. 1.0-
"E
0.8- 0 U 08- 0.4- 0.2- 0 0 (a) 1000"C Charcoal x~~
'" Steel : 933"C Flowrate : 8-a/rain Water o 40"C a 50"C x 60*C 5 10 15 H e a t i n g t i m e (rain) 1.4-- t . 2 - 1.0- v r~
0 . 8 -.~ 0.6-
O o 0.4- 0.2 0 0 ( b ) 1050"C Charcoal A Steel 933"C Flowmte 8#Jmin Water o 40"C 50"C x 60"C I r @ l I ' ' ' | I , t 5 10 H e a t i n g t i m e (rain) ' I 15 I I 1./-.i,- 1.2- v 1.0 | O.8 O 0.6 0.4 0.2- (c) 1100"C Charcoal x--I;:2
rote 8 ~/minWater o 40"C 50"(: x 60"C 0 , , T i I ' " 9 ' I ' ' ' ' I 0 5 10 15 H e a t i n g time (rain)
Fig. 4--Relationship between time and carbon content of SPCE heated in the fluidized bed under the atmosphere generated by reacting humid air with hot charcoal at (a) 1000 ~ (b) 1050 ~ and (c) 1100 ~
furnace because of a lack of agitation of A1203 powder. The composition of the gases near the surface of steel depends on the velocity of atmosphere. The higher the velocity of atmosphere, the sooner the products of car- burization become removed from the surface of steel and the lower the content of CO2 and H20 occurs. Both the carburizing rate and carbon potential consequently in- crease with increasing the velocity of atmosphere. As a result, the rate of carburizing in a fluidized bed furnace (as compared to that in a conventional gas furnace) may be more rapid and steadier.
B. The Effects of Content of Water Vapor and Charcoal Temperature on Carburizing Behavior
The carburizing rate in the fluidized bed (Figure 4) increases with increasing content of water vapor in
humid air if the charcoal temperature remains constant. The reason is that the rate of carburizing of an atmo- sphere is determined by its content of CO and H2; both these contents of the present atmosphere are indicated in Table III to increase with the water vapor content of the humid air. The carbon potential of the atmosphere at charcoal temperatures of 1000 ~ and 1050 ~ is illus- trated in Figures 4(a) and (b) to increase little with in- creasing water vapor content of the humid air. The carbon potential of the atmosphere at a charcoal tem- perature of 1100 ~ is observed in Figure 4(c) to sig- nificantly increase with the content of water vapor of the humid air. The reason for this phenomenon follows.
The atmosphere has a definite equilibrium composi- tion once the reaction between hot charcoal and humid air, which contains a specific proportion of water vapor,
Table III. Chemical Composition of the Atmosphere Generated by Reacting
Humid Air with Hot Charcoal at Various Temperatures of Water Bath and Charcoal Furnace Charcoal Water Furnace Bath (~ (~ Volume Percentage (Pct) N2 CO H2 CO2 1000 40 bal. 36.4 6.0 0.23 1000 50 bal. 37.9 7.5 0.23 1000 60 bal. 38.8 12.5 0.23 1050 40 bal. 35.6 6.3 0.11 1050 50 bal. 36.8 7.9 0.11 1050 60 hal. 38.3 12.9 0.12 1100 40 bal. 35.2 6.7 * 1100 50 bal. 36.3 7.3 * 1100 60 bal. 38.4 12.2 *
*Too lean to be detected by gas analyzer.
46 44- 42- 40- 3 8 - o (.) 36- 34- 32- Water 60"C Charcoal 1050"C Flowrate o 4 ~/min 8 ~/min CO 6 9 ~ C02 ~ ~ 6 -0.4 r O "0.2
*c
i I i I I ' I 0 1 2 3 4 C i r c u l a t i o n time (hr)Fig. 5 - Relationship between circulation duration and content of CO and COz of the atmosphere recirculated in the closed system at flow rates of 4 and 8 L/min.
reaches an equilibrium state. The steel heated in this equilibrium atmosphere obtains a specific equilibrium carbon level which represents the carbon potential of the atmosphere. The carbon potential of the atmosphere is theoretically determined when the content of water vapor of the humid air, charcoal temperature, and steel tem- perature all become specified. TM The relationships among them appear in Figure 7, in which the tempera- tures inscribed beside the curves are charcoal tempera- tures. The carbon potential o f the atmosphere is shown there to increase with increasing temperature of the char- coal when both the content of water vapor of humid air and the heating temperature of steel are kept constant, which is consistent with those results of Figure 4. The carbon potential of the atmosphere is shown in Figure 7 to increase with increasing content of water vapor of humid air if both charcoal temperature and steel tem- perature are kept unchanged. This is consistent with the results of Figure 4(c) but inconsistent with those of
>
0
0 ~ 0 ' ~
600- -1- ol i/} o c- 12 ,- 400- D c~ Water 60~ % . 200- Steel 933~ ~ z ~ C h a r c o a l 1000"C ~ z ~ z~._.._ z ~ Flowrate 8 ~/rnin0
I I ' I ' I ' I Io o.z o4 o6 o.8 1.o
D i s t a n c e f r o m s u r f a c e ( r a m ) Fig. 6 - - D i s t r i b u t i o n of hardness in the surface layer of pure iron carburized in the fluidized bed furnace for 1 and 3 hours followed by water quenching.
i s :
| A~r. 5 % H ~ O
,-'e'~klO00"C
| Air 9 SO %H~O..r
o 1.0- - " ' 0~ o t-3 E.=-
0.5 W 100 900 1000 1100 Temp. o f s t e e l (~Fig. 7 - - R e l a t i o n s h i p between heating temperature of steel and the- oretical carbon potential of the atmosphere generated by reacting humid air with hot charcoal.
Figures 4(a) and (b). Figure 7 contains calculated re- suits, assuming that the reaction between humid air and hot charcoal achieves equilibrium. The more rapid re- action occurs between humid air and charcoal for the greater charcoal temperature. The reaction consequently achieves equilibrium more easily at a greater tempera- ture. If the temperature of charcoal is not great enough, the water vapor in the humid air cannot completely react with the hot charcoal and some water vapor may pos- sibly remain in the atmosphere. The water vapor in an atmosphere greatly inhibits the carburizing reaction. This effect accounts for the results of Figures 4(a) and
(b); i.e., the carbon potential of the atmosphere increases little when the content of water vapor in the humid air increases at charcoal temperatures of 100t) ~ and 1050 ~
C. The Consumption of Raw Material to Produce Atmospheres
The great consumption of gases is the primary dis- advantage of a fluidized bed furnace. This work has gen- erated atmospheres from charcoal for the fluidized bed furnace in a closed circulatory system with the aim of economizing on the raw material of atmospheres. Gases in this system were not exhausted to the air but circu- lated between the charcoal furnace and the fluidized bed furnace during the carburization of steels. The atmo- sphere functioned just as a carrier of carbon which re- peatedly brought carbon from charcoal to steel. By neglecting the sooting in the system, the weight decrease of charcoal became theoretically equivalent to the weight increase of steel owing to carburization. Thus, the con- sumption o f charcoal in the closed recirculating system is relatively small as compared with that of an open sys- tem. The experiment regarding consumption of charcoal in open and closed systems was performed in tube- shaped furnaces. [61 In Figure 8, the horizontal axis rep- resents the volume of gases flowing through the carbur- izing furnace and the vertical axis denotes the consumption of charcoal. A linear relationship arises be- tween the charcoal consumption and the volume of the atmosphere for both systems. Accordingly, the con- sumption rate of charcoal in the closed system is ob- served from a comparison of the two lines in the slopes to be only approximately 1/30 of that in the open sys- tem. As for the system which generates the atmosphere in the present work, the height of charcoal did not sig- nificantly decrease after carburization in the fluidized bed furnace for 72 hours. This closed system which gen- erates the atmosphere clearly has great potential for
economy of the raw materials required to produce these atmospheres.
D. Comparison with General Approaches
As previously stated, general approaches employed for economizing on atmospheres of a fluidized bed fur- nace aim at recycling these atmospheres after they are mixed with enriching gases. The efficiency of atmo- spheric recycling by this method cannot theoretically at- tain 100 pct because of the addition of enriching gases. Some atmosphere has to be exhausted to the air; other- wise, the pressure of the system increases. According to previous investigations, the efficiency of atmospheric re- cycling of this method reached 80 pct at most. 141 As for the closed atmosphere-generating system used in the present work, no atmosphere was exhausted to the air during the period of carburization. The recycling effi- ciency of atmosphere consequently attained nearly 100 pct, which is one of the benefits of this system.
Furthermore, new atmospheres are obtained by mix- ing exhausted gases with enriching gases for general ap- proaches to refresh the atmospheres. The carbon potential of a new atmosphere closely correlates with both the chemical composition of the exhausted gases and the added level of enriching gases. The carbon po- tential of atmospheres also affects the chemical com- position of exhausted atmospheres. This chain relationship causes the control of carbon potential to be- come relatively complicated. In the atmosphere- generating system used in this study, new atmospheres were obtained by passing exhausted atmospheres through hot charcoal again. The new atmosphere theo- retically reached a definite equilibrium chemical com- position and possessed a definite carbon potential for a given temperature of charcoal no matter what the chem- ical composition of the exhausted atmosphere was. The greater carbon potential of the atmosphere occurred for the greater charcoal temperature. Thus, the carbon po- tential of the atmosphere has become easily controlled by means of the charcoal temperature, which is yet an- other benefit of this system.
11 c ~ 1 0 9 - - 0 6 o ~S 5 - " .s 4 E 2~ m 2
Flow rate : 180 CC/min Temp of charcoet : z~ 9 850"C o 9 950"C A o Open system 9 9 Closed s y s t e m 0 -, , ;--'---" , 20 40 60 80 100 120 140 160 180 V o l u m e o f a t m o s p h e r e (o)
Fig. 8 - - C o m p a r i s o n of charcoal consumption for generating atmo- spheres by reacting water vapor with hot charcoal in an open system and a closed system.
V. C O N C L U S I O N S
The following concluding remarks can be made on the basis of discussion in this article.
1. The A1203 powder within a fluidized bed furnace in a closed system can be uniformly fluidized if the cir- culation rates of the atmosphere in the system are properly regulated.
2. The carburization o f steels in this system is effec- tively controlled by means of the water vapor content of humid air and the charcoal temperature. The more rapid carburizing rate at a given temperature of the charcoal occurs for the greater water vapor content of humid air. The greater carbon potential of atmo- spheres for a given content of water vapor of humid air occurs for the greater charcoal temperature. 3. Both the chemical composition of atmospheres and
the result of carburizing steels in a fluidized bed
furnace employing a system which generates a cir- culatory atmosphere are so steady that they are scarcely affected by the duration or the circulation rate of atmospheres,
4. In comparison with general approaches to economiz- ing on atmospheres, the closed circulatory system used in this present work has a greater efficiency for recycling atmospheres and is also relatively simple for control of the carbon potential of the atmospheres.
5. Using a fluidized bed furnace with a system which generates a circulating atmosphere to perform car- burization of steel not only produces satisfactory car- burizing but also significantly decreases the consumption of raw material of atmospheres and also avoids the air pollution caused by the exhausted gases.
A C K N O W L E D G M E N T
The author is very grateful to the National Science Council of Taiwan, Republic of China, for its financial support of this research under Grant No. NSC-80-0401- E-002-33.
REFERENCES
1. P. Sornmer: Heat Treat. Met., 1987, vol. 14 (1), pp. 7-10.
2. J. Jasinski, L. Jeziorski, and M. Kubara: Heat Treat. Met., 1985,
vol. 12 (2), pp. 41-46.
3. R . W . Reynoldson: Heat Treat. Met., 1980, vol. 7 (2), pp. 35-40.
4. T. Fukuda and H. Hattori: Heat Treat. Met., 1988, vol. 15 (3),
pp. 53-58.
5. Y.C. C h e n and Y.N. Shyu: Proc. 8th Nat. Conf. of the Chinese Society of Mechanical Engineering, Taipei, Taiwan, 1991, pp. 1115-222.
6. Y.C. Chen and G.S. Lu: J. Heat. Treat., 1992, vol. 9 (2),