Advanced Manufacturing Process and Materials
Chapter 1 Ultra-precision
Machining and High Speed Machining
1. Finishing Operations
精加工1.1 Honing 珩磨
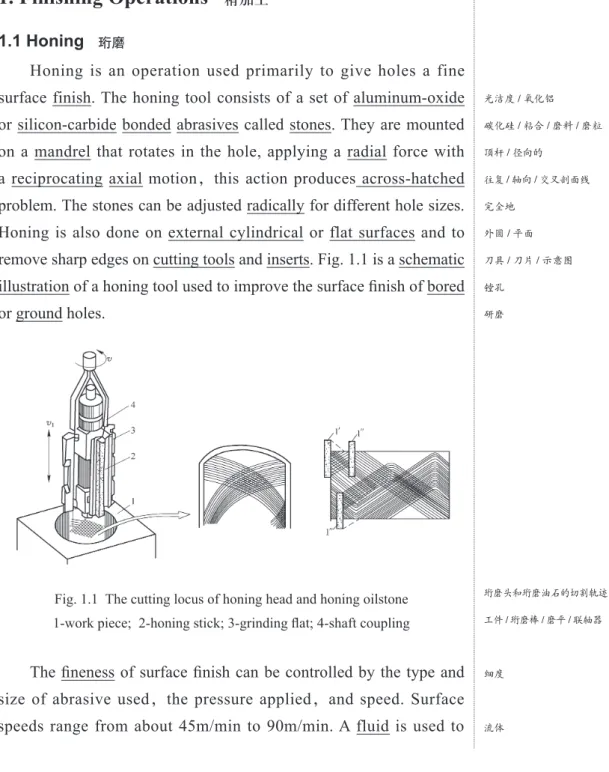
Honing is an operation used primarily to give holes a fine surface finish. The honing tool consists of a set of aluminum-oxide or silicon-carbide bonded abrasives called stones. They are mounted on a mandrel that rotates in the hole, applying a radial force with a reciprocating axial motion,this action produces across-hatched problem. The stones can be adjusted radically for different hole sizes. Honing is also done on external cylindrical or flat surfaces and to remove sharp edges on cutting tools and inserts. Fig. 1.1 is a schematic illustration of a honing tool used to improve the surface finish of bored or ground holes.
Fig. 1.1 The cutting locus of honing head and honing oilstone 1-work piece; 2-honing stick; 3-grinding flat; 4-shaft coupling
The fineness of surface finish can be controlled by the type and size of abrasive used,the pressure applied,and speed. Surface speeds range from about 45m/min to 90m/min. A fluid is used to
光洁度/ 氧化铝 碳化硅/ 粘合 / 磨料 / 磨粒 顶杆/ 径向的 往复/ 轴向 / 交叉剖面线 完全地 外圆/ 平面 刀具/ 刀片 / 示意图 镗孔 研磨 珩磨头和珩磨油石的切割轨迹 工件/ 珩磨棒 / 磨平 / 联轴器 细度 流体
Chapter 1 Ultra-precision Machining and High
Speed Machining 超精密加工和高速加工技术
remove chips and to keep temperatures low. If not done properly, honing can produce holes that are neither straight nor cylindrical,but with shapes that are bell-mouthed or tapered.
1.2 Super-finishing 超精加工
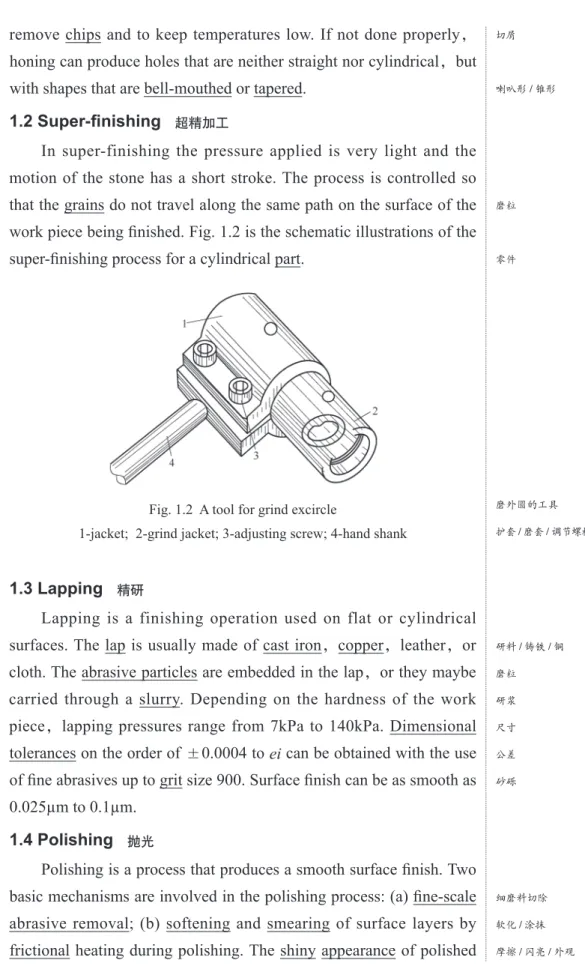
In super-finishing the pressure applied is very light and the motion of the stone has a short stroke. The process is controlled so that the grains do not travel along the same path on the surface of the work piece being finished. Fig. 1.2 is the schematic illustrations of the super-finishing process for a cylindrical part.
Fig. 1.2 A tool for grind excircle
1-jacket; 2-grind jacket; 3-adjusting screw; 4-hand shank 1.3 Lapping 精研
Lapping is a finishing operation used on flat or cylindrical surfaces. The lap is usually made of cast iron,copper,leather,or cloth. The abrasive particles are embedded in the lap,or they maybe carried through a slurry. Depending on the hardness of the work piece,lapping pressures range from 7kPa to 140kPa. Dimensional tolerances on the order of ±0.0004 to ei can be obtained with the use of fine abrasives up to grit size 900. Surface finish can be as smooth as 0.025µm to 0.1µm.
1.4 Polishing 抛光
Polishing is a process that produces a smooth surface finish. Two basic mechanisms are involved in the polishing process: (a) fine-scale abrasive removal; (b) softening and smearing of surface layers by frictional heating during polishing. The shiny appearance of polished
切屑 喇叭形/ 锥形 磨粒 零件 磨外圆的工具 护套/ 磨套 / 调节螺栓 / 手柄 研料/ 铸铁 / 铜 磨粒 研浆 尺寸 公差 砂砾 细磨料切除 软化/ 涂抹 摩擦/ 闪亮 / 外观
surfaces results from the smearing action.
Polishing is done with disks or belts made of fabric,leather etc that are coated with fine powders of aluminum oxide or diamond. Parts with irregular shapes, sharp corners, and sharp projections are difficult to polish.
2. High-Speed Machining
高速加工Most of the time, any process which employ a spindle that can operate at high rpm is labeled HSM. In fact, like the introduction of NC and later CNC, HSM is a revolutionary process that will change the way metal removal. Usually, HSM is understood to take place when cutter surface speed exceeds 610m/min. This definition is based on single-point turning and face-milling operations. Also, to be considered HSM, spindle speed must exceed 10000 rpm.
The combination of spindle power, spindle speed, and machine-axis feed rates produces a greater metal removal rate than conventional metal cutting technology. When correctly applied, the process optimizes all the factors involved in the cutting operation by applying methods that fully exploit the machine's performance. It creates a perfect balance of all parameters that control metal removal.
The final goal of firms that build high-speed machining systems is to deliver reliable and sustainable solutions with improved processes and performance, reduced production time, greatly reduced hand finishing, improved quality, and lower production cost.
Before introducing HSM, machine tool builders have to consider a number of important factors including: weight of mobile com-ponents, center of gravity, rigidity/stability,axis drives, CNC, accuracy, machine configuration, machine programming, training and maintenance.
Weight of the moving components of the system is the most important criterion. Mobile parts need not only to move rapidly, but to obtain the maximum possible acceleration in the minimum distance. In the case of a wide, tall machine, acceleration is the enemy and causes the machine to tip up. To eliminate this problem, the center of gravity must be at the lowest possible position.
织物 涂抹/ 金刚石 不规则的/ 尖角 / 突出 工艺/ 使用 / 轴 每分钟转速/ 高速加工 数控/ 计算机数控 / 革命性 车削/ 端面铣削 主轴功率 进给/ 切除 最优化 利用 参数 可靠的/ 可持续的 生产成本 重心/ 刚度 / 稳定性 配置 零部件 标准 加速度 倾斜
Rigidity/stability is the key to HSM. A system that is not rigid produces poor results, and may cause a real disaster. Chatter, surface finish, and accuracy, as well as tool, spindle, and machine 1ife all depend upon system rigidity.
Developing and fabricating a large, high-speed machine caused a company to revise the traditional conception of a machine, particularly of the driving system and of the weight of mobile components. The classical ball screws and nuts, racks and pinions, and gearboxes created worries.
Linear motors are the only way to solve the problem. Installing linear motors eliminate all intermediary parts such as belt drives, gearboxes, ball screws, and pinions, which are not very rigid. The linear motors permit more accurate calculation of the required parameters.
It is necessary to protect the linear motors against dust and contaminants, and to develop a cooling system and heat transfer for the machine structures.
In spite of high feed rates, high acceleration, a relatively light machine, and part geometry, the HSM system has to provide very good positioning accuracy and repeatability. The feedback measurement devices used, such as linear scales and lasers, bare directly mounted on the axis. In addition to the accuracy aspect, the 1aser feedback system also makes it possible to automatically change the machine axis position as temperature fluctuates. In other words, the cutter follows the part movements driven by thermal effects. This capability is important because all machine tool builders would like to install their equipment in a building that has a temperature control system.
What are the basic requirements for HSM? Many factors influence the performance of high-speed machines. They must be balanced to optimize the final results. As a rule, performance improves when chatter is eliminated. It's easiest to remove chatter when all the elements in the process combine to produce a system with high rigidity.
For many years, HSM is considered a process only suited for
颤动 制造 观念 滚珠丝杆/ 螺母 / 机架 / 齿轮 变速箱 线性马达 中间 刚性 污垢/ 冷却 / 热传递 相对 几何图形 定位精度/ 反馈 光栅尺/ 激光 安装 波动 热效应 性能/ 机床 颤动
light-duty finishing operations. In fact, many of the machines now in operation are still used for this limited part of the production process. This situation is gradually changing. Pressure to use HSM has come, in particular, from the aerospace industry's need to produce structural monolithic components in aluminum. In that field, HSM has been adopted as a process able to produce a part from rough to finish using the same machine.
Much information on HSM involves aluminum, but what about the other metals? Machine tool builders, software developers, and in particular, cutting-tool makers offer a spectrum of products. Unique problems abound when machining harder.
With harder to machine materials, such as heat-resistant alloys, the tool spends more time in one location, compared to aluminum. Therefore, there is more heat generation and more pressure on the workpiece that might cause adverse deformation. This is very critical in complex or thin cross sections.
Coolant for HSM operations is a controversial issue. Dry, mist, and flood cooling are all used. The problem is that, at present, there is through the tool no way to get coolant to the actual cutting surface, even with very high pressure, through the tool delivery systems. So the coolant in all cases has only peripheral influence on tool and workpiece temperature.
For machining of 50 HRC metals, which is called hard machi-ning, air cooling is recommended to avoid thermal shock. Below that hardness, high-speed roughing and finishing is almost dry machining. The only exceptions are gummy materials, like aluminum or some stainless steel. Compressed air, or an oil mist in an air stream, is recommended to move the chips, not fluids that can cause thermal cracking of the tool coating. Mist coolant is used sometimes when you need a very low surface roughness. It's used for the lubricant properties, not for the heat dissipation quality.
In die and mold machining, it's recommended to run dry to avoid thermal shock to the cutting tool. For applications in heat-resistant materials, such as titanium, heavy volumes of coolant are recommended to avoid chemical and abrasive wear at high speed. At the same time, the tendency for some thermal cracks must be accepted.
单一的/ 铝 粗糙 刀具/ 系列 难加工 耐热合金 不利的/ 变形 / 严重的 横截面 冷却剂/ 有争议的 / 薄雾 外围的 硬加工 热的 硬度/ 粗加工 / 精加工 粘性的 不锈钢/ 油雾 切屑/ 热裂解 刀具涂层 润滑性能 消散 模具 耐热 钛 磨料/ 磨损
The latest tool designs represent a change in philosophy from multilayer coatings to a single nanocoat about 0.001µm thick. This design gives longer tool life because it has a 75% lower coefficient of friction than TiAlN and is three times harder. With this lubricity there is less heat, and less oxidation and wear. It can handle materials up to 80 HRC and tool life can be increased 5 to 10 times. Coatings may or may not be an advantage. For example, in aerospace work, you cannot use a coating that contains aluminum on titanium because of contamination problems. But generally, cutting tools used on all heat-resistant alloys use coatings.
Machine tools made specifically for HSM have some unique features. In evaluating these designs, when it comes to HSM of harder materials, machines can feed faster than tools can cut. Speeds of 610 to 914m/min are possible in aluminum, but with steel of 50 HRC, 122 to 137m/min are more common. You can achieve a chip load of 0.5 – 1.3mm per tooth with aluminum, but 0.08 – 0.2mm in hard steel is more standard. Chip load is the driving force when it comes to machining harder materials.
It's finally clear that HSM is a viable production process with capabilities beyond the finishing area, and that the limits of the metal removal rate achieved by HSM are determined by a series of factors linked to the performance limitations of all the elements involved in HSM. These elements include:
(1) The machine. High feed rate is not sufficient. It must be complemented by high structural rigidity, high acceleration/ deceleration, and a CNC capable of supporting the machine's enhanced performance.
(2) Spindle. High rpm is not all that's needed to produce a high metal removal rate. High power, high torque, and rigidity are required to ensure improved tool life and good surface finish.
(3) Cutters. While very good solutions are available for materials like aluminum, the cutters still make it difficult to achieve a dramatic breakthrough in the machining of exotic materials, like titanium and inconel, at high speed. In some cases, cutter substantially influences part-production costs. This point emphasizes the importance of cutting
纳米涂层 摩擦系数 润滑 氧化 合金 进刀量 可行的 性能 机床/ 足够的 补充/ 加速 减速/ 增强 主轴 扭矩 刀具 戏剧性的 突破/ 不寻常的 铬镍铁合金/ 大幅度
tests and cost studies before making any decisions about adopting HSM.
(4) Fixturing. Fixturing is very often the weakest link in the system. If the fixture is not rigid enough to avoid chatter during the cutting process, the most rigid and dynamic machine, equipped with a powerful spindle and the proper tooling, is worthless.
(5) Human resource. Human resource is probably the most important factor in the successful application of HSM. It's often ignored, leading to disappointing results. Users must select the right individuals to program, operate, and manage the HSM installation, and it's also important to give them the training and support them to implement the new technology.
专业词汇
honing 珩磨 lapping 精研 super-finishing 超精加工 finish 光洁度 polishing 抛光 workpiece 工件 fixturing 夹具 cutting tools 刀具 chips 切屑 parts 零件 components 零部件 tolerance 公差 process 工艺 turning 车削 milling 铣削 boring 镗孔 feed 进给 rigidity 刚度 stability 稳定性 chatter 颤动 ball screws 滚珠丝杠 nut 螺母 rack 齿条 pinion 齿轮 machine tools 机床 spindle 主轴 heat-resistant 耐热的 alloy 合金 coolant 冷却剂 tool coating 刀具涂层 lubricity 润滑die and mold 模具
wear 磨损 chip load 进刀量 coefficient of friction 摩擦系数 gearbox 齿轮箱 production cost 生产成本 夹具 人力资源 个人
思考题:
1. 请说明珩磨、精研和抛光的区别。 2. 什么是高速加工?它的特点是什么? 3. 刚度和稳定性为什么对于高速加工非常重要? 4. 在高速加工中如何选择冷却剂? 5. 哪些因素限制了高速加工的切削效率?Chapter 2 Laser Processing
Technology
1. Introduction
简介1.1 What is laser? 激光是什么
The word laser is an acronym that stands for "light amplification by stimulated emission of radiation". In a fairly unsophisticated sense, a laser is nothing more than a special flashlight. Energy goes in, usually in the form of electricity, and light comes out. But the light emitted from a laser differs from that from a flashlight, and the differences are worth discussing.
You might think that the biggest difference is that lasers are more powerful than flashlights, but this conception is more often wrong than right. True, some lasers are enormously powerful, but many are much weaker than even the smallest flashlight. So power alone is not a distinguishing characteristic of laser light. Actually, there are three differences between light from a laser and light from a flashlight. First, the laser beam is much narrower than a flashlight beam. Second, the white light of a flashlight beam contains many different colors of light, while the beam from a laser contains only one, pure color. Third, all the light waves in a laser beam are aligned with each other, while the light waves from a flashlight are arranged randomly.
Lasers come in all sizes – from tiny diode lasers small enough to fit in the eye of a needle to huge military and research lasers that fill a three-story building. And different lasers can produce many different colors of light which depend on the length of its waves. Listed in Table 2.1 are some of the important commercial lasers. In addition to these fixed-wavelength lasers, tunable lasers and semiconductor lasers are also commercially available.
首字母缩写词/ 放大 激发/ 发出 / 辐射 / 朴实的 手电筒 发出 非常地 显著/ 特征 激光束 随意的 小二极管 三层 固定波长/ 可调的 / 半导体