國立交通大學
工業工程與管理學系碩士班
碩士論文
薄膜液晶顯示器組立廠
具雙製程情境下排程系統之設計
The Design of Master Production Scheduling for
TFT-LCD Cell Assembly Factory
with Two Kinds of Process Plans
研 究 生: 楊迪喬
指導教授: 鍾淑馨 博士
國立交通大學工業工程與管理學系碩士班
The Design of Master Production Scheduling System for
TFT-LCD Cell Assembly Factory
研究生:楊迪喬 Student:Shu-Ming Chuang
指導教授:鍾淑馨 博士 Advisor:Dr. Shu-Hsing Chung
國立交通大學
工業工程與管理學系
碩士論文
A Thesis
Submitted to Department of Industrial Engineering and Management
College of Management
National Chiao Tung University
in Partial Fulfillment of the Requirements
for the Degree of
Master
in
Industrial Engineering
July 2008
Hsinchu, Taiwan, Republic of China
中華民國九十七年七月
薄膜液晶顯示器組立廠具雙製程情境下排程系統之設計
研究生:楊迪喬 指導教授:鍾淑馨 博士
國立交通大學工業工程與管理學系碩士班
摘要
薄膜液晶顯示器製程組立廠負責將彩色濾光片與陣列段所產出之玻
璃基板對組並加入液晶。由於製程的演進,組立段加入液晶的方式除了以
原有的液晶灌入製程進行外,也研發出效率較高且速度較快的液晶滴入製
程。在不浪費原有製程產能且加快生產速度的考量下,出現了新舊製程混
合協同生產的方式,因此本文即針對具雙製程情境之組立廠設計排程系
統。
組立廠必須分別加工玻璃基板與彩色濾光片,在力求最大化利潤的情
況下,除了生產訂單式的產品外,剩餘可用產能將用於生產存貨式產品。
產品具有尺寸大小、液晶種類與加工製程三種屬性,而各工作站分別依據
其所考量屬性之改變而換線,因此造成換線之情境複雜;除此之外,液晶
灌入製程中的批量機台存在集批等候的特性,在建構排程系統時皆須考
量。
本文之排程系統首先針對訂單式產品來粗估各工作站所需之設置次
數,進而計算各工作站之產能負荷並找出負荷最高的瓶頸工作站與次瓶頸
工作站。接著考量次瓶頸工作站的負荷狀況、產品加工的製程與瓶頸工作
站換線的屬性下,以最大化生產利潤為目標,藉由瓶頸工作站混整數規劃
模式決定瓶頸工作站中各機台之排程,包括加工之產品種類、數量及順
序。最後依據瓶頸工作站的規劃結果,在考量各批量工作站的批量大小限
制與批量機台特性下,以盡量滿足瓶頸工作站規劃結果為目標,藉由批量
工作站混整數規劃模式決定批量工作站之排程,包括批量工作站各機台之
生產種類、數量及順序,並發展回饋機制來協調瓶頸工作站與批量工作站
之間的排程結果,使瓶頸工作站與批量工作站能相互配合,完成本排程系
統之規劃。
本文以實際數據,並分別以不同的情境驗證本排程系統,確認本系統
之實用性;最後以模擬的方式確認本排程系統規劃之可行性,而藉由模擬
之驗證可知本文中規劃之排程結果在模擬環境中可產出率達 99.2%,證明
本文設計之排程系統為實用且確實可行。
關鍵字:薄膜液晶顯示器、整數規劃、併行生產、換線次數計算、批量加
工、訂單式產品
The Design of Master Production Scheduling for TFT-LCD
Cell Assembly Factory with Two Kinds of Process Plans
Student:Di-Chiao Yang Advisor:Dr. Shu-Hsing Chung
Department of Industrial Engineering and Management
Abstract
TFT-LCD cell assembly factory takes charge of assembling the glasses
from array factory with the color filters, and filling up with liquid. Traditionally,
the factory adopts hot press(HPS) process for filling liquid, however, a new
process, named one drop fill(ODF) process, is developed currently to accelerate
the speed of filling. Concerning the surplus value of HPS process and the better
efficiency of ODF process, here come some factories in which two kinds of
processes work in coordination. In this thesis, a master production scheduling
system is designed for the factory with two kinds of processes.
The assembly factory processes glasses and color filters separately and
assembles the two materials into products. In order to maximize the profit, the
factory will not only accept the make-to-order (MTO) products but also
produce the make-to-stock (MTS) products to use up capacity. Each product
has three kinds of attributes including size, liquid type and process, and every
workstation takes account of different attribute to decide whether setup or not.
This is complex for planning setup schedule. Besides, the batch machines used
in HPS process operate only when the accumulated units of the same job type
reach the predetermined level.
The proposed master production scheduling system first estimates setup
times which caused by the make-to-order products roughly so as to calculates
capacity loading of each workstation, then defines the highest and the second
high loading workstation as main bottleneck and secondary bottleneck.
Considering the loading of secondary bottleneck and the attributes of products
and regarding profit maximization as the target, the bottleneck scheduling
model is designed to decide the product type, quantity and the production
sequence on each machine of the bottleneck workstation. Then the batch
scheduling model is developed to decide the product quantity and production
sequence on each machine of the batch stations in order to match with the
results of bottleneck scheduling. Also, a feedback mechanism is developed to
ensure that no conflict exists between the scheduling of bottleneck and that of
batch workstations.
Several scenarios with practical data are used to verify the practicability of
the master production scheduling system, and simulation is applied to confirm
that the results of this scheduling system are achievable. The simulation results
showed that the scheduling system in this thesis is quite functional and
definitely practicable.
Key words:
:
:
:TFT-LCD, Integer Programming, Alternative Process, Setup
誌謝
時光荏苒,轉眼間兩年的研究所生活即將結束了,曾經好像是那麼遙
遠的畢業,也隨著季節的交替而來到面前。回想兩年之間的種種,每一段
生動的景象與畫面都還歷歷在目,而不管當時留下的滋味是甘甜或苦澀,
卻也都已經成為我人生旅程中一段美好的回憶了。
在這兩年間,首先要感謝鍾淑馨老師的細心教誨與指導,您孜孜不倦
的研究精神與清澈的思路總是讓學生和您討論完後有茅塞頓開的感覺;而
在生活上,您對學生們的關心與照顧也讓我們倍感溫馨。除此之外,還要
感謝相當犀利卻很厚道的黃俊穎老師、溫文儒雅楊明賢老師和遠道而來的
吳泰熙老師等三位口試委員在最終口試所提供的寶貴意見,使本論文能夠
更臻完整。
再來要感謝實驗室的大家!首先是感謝博士班的一平學長,舉手投足之
間展現出大師兄的風範,從升碩二的暑假帶大家確認論文方向到組成平哥
壘球隊讓大家每週固定運動,或是擔任實驗室平日嘴砲大戰的幕後推手
(汗),不論學術、休閒或運動都能帶領實驗室的大家,令人佩服;而好爸
爸形象的威良學長則是會開著與形象不符的快車載大家快樂出遊,而且常
常會說出或做出一些讓大家拍案叫絕的言論和舉動,相當有動靜皆宜的特
質;也感謝相當慷慨的元銘學長三不五時以慈悲喜捨的心來贊助實驗室的
大小活動、爆笑的言談也讓人印象深刻,也特別謝謝元銘學長籌劃爬玉山
的另類出遊讓實驗室增進感情。另外,開朗又有點孩子氣的媽媽于婷學姊、
在論文最後模擬階段給我許多意見的清貴學長、說要介紹護士聯誼卻一直
沒有兌現的欽智學長、穩重的智文學長、全交大最爽的博士生愉翔、MB517
的凱斌學長和榮宏學長,謝謝你們,也希望學長姐們都能早日畢業。
接著要感謝實驗室一起奮鬥、一起掙扎的同學們,首先是實際年齡成
謎但行為舉止有裝可愛嫌疑的大姊頭總管小潔,繼續加油,妳可以的!身兼
數職、能力超強,吃苦耐勞又不計較的最宅型男小毛,希望你早日脫離苦
情的形象;嗓音渾厚低沉、帶點南台灣氣息的運動健將柏懿,你和我應該
是 519 裡面最“親近”的夥伴吧;喜歡顆顆偷笑的苗人,和你研究全民打
棒球的數據和抽卡的樂趣是旁人無法體會的刺激;常常被我們霸凌的俊
昇,和你邊打灌籃高手和 NBA 邊嘴砲是碩二時紓壓最好的管道;兩年的室
友厚斯,和你的相處總是歡樂且愉快,也希望這兩年閱人無數的你可以早
日逢春。另外,謝謝班上的其他同學,ㄧ同策劃的阿里山之旅、畢業旅行
和每次的活動,都讓我的研究所時光增添了許多色彩。而學弟妹凱欣、阿
派、浩子、佩芬,謝謝你們也預祝你們未來的ㄧ年能夠順利且充實,也感
謝附中 89 軍團在清交的各位,和你們在一起時可以暫時讓人有種時光倒
流、青春長在的感覺。
最後,感謝從小養育我栽培我的爸爸和媽媽,沒有你們無怨無悔的付
出和關懷,就沒有辦法有今天的我;也謝謝姊姊在我假日回家時常常陪我
聊天解悶;包容我的芯柔,有你的存在使得這一路上的景色更加的燦爛而
活潑,謝謝你一直以來的鼓勵和陪伴,此刻願與你們共享。
如果本篇論文能夠有一點點的貢獻和成果,那是因為我站在許多研究
先進和學者的肩膀上,謝謝你們,也願所有的研究者能繼續努力,開創更
多更美好的研究成果。
08 夏 迪喬 于新竹交大
目錄
目錄
目錄
目錄
摘要... II 第一章、緒論...1 1.1 研究背景與動機...1 1.2 研究目的...4 1.3 研究範圍與限制...5 1.4 研究方法與步驟...6 第二章、文獻回顧...8 2.1 薄膜液晶面板組立段(CELL ASSEMBLY)製程介紹...8 2.1.1 薄膜液晶顯示器組立段液晶灌入(HPS)製程簡介...8 2.1.2 薄膜液晶顯示器組立段液晶滴入(ODF)製程簡介...14 2.1.3 薄膜液晶顯示器組立段混合製程簡介...16 2.2 組立段製程排程問題相關文獻 ...17 2.2.1 組立段製程之文獻介紹...17 2.2.2 並行製程(alternative process)之文獻介紹 ...21 2.2.3 文獻與本研究之關連性...21 第三章、模式構建...23 3.3 產能粗估與分析模組 ...31 3.3.1 產能粗估機制...32 3.3.2 瓶頸與次瓶頸資源辨識機制...46 3.4 瓶頸工作站生產排程規劃模組 ...47 3.5 批量工作站規劃與排程模組 ...61 3.5.1 產品種類與數量分析機制...63 3.5.2 批量工作站排程訂定機制...64 第四章、模式驗證...73 4.1 系統環境說明...73 4.1.1 生產環境說明...73 4.1.2 主生產排程規劃假設...78 4.2 產能粗估與分析模組之執行過程與規劃結果...78 4.2.1 產能粗估機制之執行過程與規劃結果...79 4.2.2 瓶頸與次瓶頸資源辨識機制之執行過程與規劃結果...87 4.3 瓶頸工作站生產排程規劃模組之執行過程與規劃結果...89 4.4 批量工作站規劃與排程模組之執行過程與規劃結果...96 4.4.1 產品種類與數量分析機制之執行過程與規劃結果...96 4.4.2 批量工作站排程訂定機制之執行過程與規劃結果...98 4.5 結果比較與分析...103 4.5.1 修正排程之原因分析...103 4.5.2 修正排程之結果比較與分析...105 4.5.3 產能粗估機制之成效分析...107 4.5.4 雙製程生產之成效分析...1094.5.5 模擬驗證之成效分析... 110 第五章、結論與未來研究方向... 116 5.1 結論... 116 5.2 未來研究方向... 118 參考文獻... 119 附錄 A 瓶頸工作站解集合(列出非 0 之變數) ...121 附錄 B 批量工作站解集合(列出非 0 之變數) ...128 附錄 C 瓶頸工作站重新求解(列出非 0 之變數) ...133 附錄 D 批量工作站重新求解(列出非 0 之變數) ...140 附錄 E 瓶頸工作站僅以 MTO 求解(列出非 0 之變數)...144 附錄 F 瓶頸工作站以 MTO 求解 週期為 28 天...149
圖目錄
圖目錄
圖目錄
圖目錄
圖 1-1 組立段混合製程示意圖 ...2 圖 1-2 本文研究範圍 ...6 圖 1-3 研究流程圖 ...7 圖 2-1 液晶灌入製程面板組裝前後段製程簡圖 ...9 圖 2-2 液晶灌入式意圖 ...13 圖 2-3 液晶面板封口 ...13 圖 2-4 偏光片貼附 ...14 圖 2-5 液晶灌入製程面板組裝製程前後段簡圖 ...15 圖 2-6 液晶滴入製程示意圖 ...16 圖 2-7 組立段混合製程示意圖 ...17 圖 3-1 製程環境圖 ...24 圖 3-2 三種屬性表達圖 ...25 圖 3-3 規劃系統架構圖... 29 圖 3-4 組立廠之前段、中段、後段範圍示意圖 ...31 圖 3-5 產能粗估與分析模組之流程架構圖 ...32 圖 3-6 工作站 K 規劃週期內生產甘特圖 ...34 圖 3-7 工作站 L 規劃週期內生產甘特圖...35 圖 3-8 製程中段工作站示意圖 ...36 圖 3-9 液晶滴入機台換線時機示意圖 ...37 圖 3-10 框膠塗佈、基板組合機台換線時機示意圖 ...38 圖 3-11 ODF、HPS 共用工作站示意圖 ...43 圖 3-12 瓶頸站中產品間是否需要換線示意圖 ...54 圖 3-13 因尺寸相同而節省換線之示意圖 ...56 圖 3-14 各種間隔之示意圖 ...58 圖 3-15 考量液晶種類之排序示意圖 ...59 圖 3-16 間隔上限之排序示意圖 ...60 圖 3-17 批量工作站群示意圖 ...62 圖 3-18 批量工作站規劃與排程模組流程圖 ...63 圖 3-19 產品種類與數量分析機制流程圖 ...64 圖 3-20 批量工作站排程訂定機制流程圖 ...65 圖 3-21 批量機台換線次數節省示意圖 ...71表目錄
表目錄
表目錄
表目錄
表 2-1 TFT-LCD 組立段製程文獻之比較與整理 ...20 表 3-1 系統中各工作站換線對照表………..27 表 3-2 工作站 k 期初換線說明表 ...33 表 3-3 工作站 l 期初換線說明表 ...34 表 3-4 製程中段各工作站需換線種類對照表 ...36 表 3-5 HPS、ODF 共用之各工作站需換線種類對照表...45 表 3-6 瓶頸與次瓶頸工作站導致換線之維度表 ...48 表 3-7 生產與換線次數節省對照表 ...55 表 4-1 各產品加工時間對照表 ...74 表 4-2 各訂單式產品各週期需求數量表 ...75 表 4-3 各產品生產之成本與售價表 (單位:元/卡匣) ...76 表 4-4 工作站基本資料對照表 ...77 表 4-5 各工作站實際可用產能對照表 ...79 表 4-6 製程中段各工作站需換線種類對照表 ...80 表 4-7 批量工作站之粗估理想批量對照表 ...82 表 4-8 粗估中段工作站產能需求之 ilog 模式資訊對照表 ...84 表 4-9 中段製程各工作站最少換線次數對照表 ...84 表 4-10 HPS、ODF 共用之各工作站需換線種類對照表...85 表 4-11 ODF、HPS 共用工作站之最少換線次數對照表 ...86 表 4-12 ODF、HPS 共用工作站之產能負荷對照表 (單位:秒) ...87 表 4-13 各工作站 RSTk與利用率...88 表 4-14 瓶頸與次瓶頸之換線維度對照表 ...89 表 4-15 瓶頸工作站生產規劃模組之 ilog 模式資訊對照表 ...89 表 4-16 瓶頸工作站機台 1-5 排程結果對照表...92 表 4-17 瓶頸工作站機台 6-10 排程結果對照表...93 表 4-18 第六個規劃週期機台 5 之排程結果 ...95 表 4-19 經 HPS 製程生產之 MTO 產品數量表 ...97 表 4-20 經 HPS 製程生產之 MTS 產品數量表...98 表 4-21 各批量工作站 RSTk排序對照表...99 表 4-22 液晶灌入工作站排程訂定機制 ilog 模式資訊對照表 ...99 表 4-23 液晶灌入工作站各週期存貨式(MTS)產品未滿足量 ...100 表 4-24 瓶頸工作站生產規劃模組重新求解之 ilog 模式資訊對照表 ...101 表 4-25 液晶灌入工作站排程訂定機制重新求解之 ilog 模式資訊對照表 ...102 表 4-26 剩餘批量工作站訂定機制 ilog 模式資訊對照表 ...102 表 4-27 兩製程生產利潤比較表 ...104 表 4-28 兩次排程利潤與達成率比較表 ...106 表 4-29 規劃週期為 2 天時各情境換線次數對照表 ...107 表 4-30 不同情境下換線次數對照表 ...108 表 4- 31 雙製程與 HPS 製程情境下之結果比較表...109 表 4-32 瓶頸工作站各機台設置次數 ... 112 表 4-33 各期規劃產出與模擬產出比較表 ... 113符號表
符號表
符號表
符號表
下標
下標
下標
下標:
:
:
:
l :表示液晶種類;l=1,2,...,L;分別表示 L 種液晶種類 s:表示產品尺寸大小;s=1,2,...,S;分別表示 S 種尺寸 w:表示產品生產的方式;w=1,2;分別依序表示 ODF 製程與 HPS 製程參數
參數
參數
參數:
:
:
:
k cap :表示工作站 k 在規劃幅度 T 內之實際可用產能 k cap T :表示工作站 k 在規劃週期 t 內之實際可用產能 , , s l w c :表示生產Is l w, , 之單位生產成本 , s l d :表示系統規劃幅度 T 內之產品需求,尺寸為 s,液晶種類為 l k :表示工作站 k;k=1,2,...,15 k M :表示工作站 k 的機台數 m :表示工作站 k 之機台 m;m=1,2,...,M k k N :表示工作站 k 所需換線之種類數,若因為尺寸不同導致換線,則
N = S ;k 若尺寸或液晶種類不同皆導致換線,則
N = Sk × 。 L k O :工作站站之產出速率;k=1,2,...,15 , s l p :表示尺寸 s,液晶種類 l 之產品需求無法被負荷之單位懲罰成本 , , s l k pt :表示生產Is l w, , 於 HPS、ODF 共用工作站 k 的加工時間;k=1,2,3,12,13,14,15 , , , s l w k pt :表示生產Is l w, , 於製程中段工作站 k 的加工時間;k=4,5,6,7,9,10,11 PCT :維修保養佔機台產能之比例 k PFL :當機佔工作站 k 之產能之比例 k st :工作站 k 換線一次所需時間;k=1,2,...,15 T :表示系統規劃幅度 t :表示系統規劃幅度內的第 t 個規劃週期;t=1,2,...,T決策變數
決策變數
決策變數
決策變數:
:
:
:
rccp k Batch :批量工作站 k 的粗估批量;k=12,13,14,15 k CL :序列工作站 k 的產能負荷;k=1,2,3,12,13,14,15 , , s l w I :表示生產尺寸為 s,液晶種類為 l,經過 w 製程生產之產品數量,為大於 或等於 0之整數。 , s l IBackUp :表示尺寸 s,液晶種類 l 之產品需求d 無法被中段工作站產能負荷s l, 的量,為大於或等於 0 之整數。 , , s l w IGL :表示生產Is l w, , 之原料玻璃基板數量,為大於或等於 0 之整數。 , , s l w ICF :表示生產Is l w, , 之原料彩色濾光片數量,為大於或等於 0 之整數。 k LST :工作站 k 的最少換線次數;k=1,2,...,15 , , s l k MD :產品需求d 在 HPS、ODF 共用工作站 k 所需要之機台數;s l, k=1,3,12,13,14,15 , , , s l w k MDGL :產品需求d 原料玻璃基板在配向膜塗佈工作站(k=2)所需要之機台s l,數 , , , s l w k MDCF :產品需求d 原料彩色濾光片在配向膜塗佈工作站(k=2)所需要之機s l, 台數 , , , s l w k MD :生產Is l w, , 在製程中段工作站 k 所之機台需要數;k=4,5,...,11 k RST :工作站 k 剩餘產能可用於換線之次數;k=1,2,...,15
第一章
第一章
第一章
第一章、
、
、
、緒論
緒論
緒論
緒論
1.1 研究背景與動機
研究背景與動機
研究背景與動機
研究背景與動機
近年來,薄膜液晶平面顯示器(Thin Film Transistor-Liquid Crystal
Display,簡稱 TFT-LCD)的發展已經漸漸主導了台灣的整個科技產業,自
從經濟部在 2002 年提出了「兩兆雙星產業發展計畫」後,薄膜液晶平面
顯示器在各家業者的共同努力之下蓬勃發展,使薄膜液晶平面顯示器不僅
在台灣的經濟發展中扮演極重要的角色,更使台灣成為全世界薄膜液晶平
面顯示器產業中的巨人。
[17]台灣薄膜液晶平面顯示器產業從 2005 年開始,在總體出貨量方面
超過南韓,並且在銷量上也逐漸縮小差距,緊緊的在追趕南韓企業。市場
調查機構「Display Search」在 2005 年,台灣薄膜液晶平面顯示器出貨量
占有率 44.4%,超過南韓 44.2%,首次躍升領先地位。在 2006 年前兩季,
占有率又分別上升到 47.5%和 48%,拉近了與南韓企業的差距。第 3 季在
10 英寸以上大型薄膜液晶平面顯示器市場上,台灣企業以 3,810 萬張的總
銷售量在市場占有率方面達到 49.2%,比南韓的 41.4%多出 7.8%。根據光
電科技工業協進會統計,2005 年台灣薄膜液晶平面顯示器產值 6371.3 億
元,在 2006 年產值 7841.3 億元,成長率 23%。根據工研院調查[18],2007
上半年台灣平面顯示器產業總產值已達新台幣 6920 億元,較 2006 年同期
成長超過 20%
,上半年近 7000 億元產值中,大尺寸顯示器營收已達 4164
億元,中小尺寸營收 434 億元;關鍵零組件部分,彩色濾光片產值達 475.2
億元、偏光板 303.2 億元、玻璃基板 508 億元及背光模組 691 億元,充分
顯示台灣薄膜液晶平面顯示器產業已成為重要經濟發展指標之一。
薄膜液晶平面顯示器製程包含三個部份,依序是薄膜電晶體陣列(TFT
Array)段,在玻璃基板表面進行鍍膜、顯影及蝕刻等製程,第二階段之液
晶面板組立(LC Cell Assembly)段將玻璃基板與彩色濾光片進行配向與貼
合,以及第三階段之電路模組組立(Module Assembly)段包含後續的組裝製
程。
其中傳統的組立段製程有非常特別之生產特性,設置時間很長,且後
續加工步驟中包含了四個連續批量加工機台,各機台批量與生產時間的差
異造成排程上相當的困難,而連續批量機台中的液晶灌入製程由於十分耗
時、良率低且不易達成,也使得組立段製程成為薄膜液晶平面顯示器三段
製程最需要投注大量心力的重點。由於傳統的組立段製程是以毛細現象將
液晶以灌入的方式生產,且在玻璃基版與彩色濾光片組立後必須經由熱壓
硬化(hot press, HPS)來予以緊密結合,因此將傳統製程簡稱為液晶灌入製
程(hot press, HPS)。
為了加快生產的速度、提升良率以及節省成本,近年來在組立段發展
出了新的製程,將原來傳統製程中排程最為困難的四個連續批量機台用新
的技術取代,原來耗時費力的液晶灌入製程改以滴入的方式進行。由於新
製程的特色是將液晶以滴入的方式加工,因此將此新製程簡稱為液晶滴入
(one drop fill, ODF)製程。目前台灣各家薄膜液晶平面顯示器業者在組
立段均已引進液晶滴入(ODF)製程來提升競爭力,但由於舊製程的機台仍
不在少數,且尚有其生產力,因此出現了新舊製程混合協同生產的方式,
在不浪費傳統製程機台產能的情況下,加入新製程的機台以達到更高的競
爭力與效率。由於在 ODF 製程與 HPS 製程混合生產時,前段的機台為新舊
製程共用,而在中段的製程分開,後段的機台又再度結合,如下圖 1-1 所
示:
圖 1-1 組立段混合製程示意圖
由於玻璃基板與彩色濾光片具有 3 種不同的屬性,這些屬性的不同將
影響製程,所以在規劃時必須加以考量以避免影響到瓶頸工作站,由此可
見,如何規劃排程將成為影響整個系統產出利潤好壞的重點。而在規劃之
前,必須先將這些屬性做一個完整的分類加以釐清,在此將玻璃基板與彩
色濾光片分成以下三個屬性:
屬性
屬性
屬性
屬性 1
1
1
1.
.
.
. 生產
生產
生產
生產尺寸不同
尺寸不同
尺寸不同
尺寸不同
在組立段製程中,生產尺寸的大小將會使配向膜塗佈工作站生產不同
尺寸大小的產品之間必須重新設置來更換不同的 APR 板。因此若規劃不
當,將使產能浪費在換線而導致產能不足。因此吾人在規劃的各種產品尺
寸之排程時必須考量此屬性以避免配向膜塗佈工作站產能不足。
屬性
屬性
屬性
屬性 2
2
2
2.
.
. 液晶材料不同
.
液晶材料不同
液晶材料不同
液晶材料不同
由於液晶的種類會影響顯示器的反應速度以及顯示品質的好壞,因此
生產同一尺寸的產品時,會依照產品所需要品質的高低來更換液晶的種
類,造成 ODF 製程中液晶滴入機台與 HPS 製程中液晶灌入機台的換線。而
如果因為液晶的更換造成過多的換線次數可能會使瓶頸漂移,因此在排程
時即必須考量此屬性,以避免瓶頸漂移的發生。
屬性
屬性
屬性
屬性 3
33
3.
.
.
. 所需
所需
所需
所需製程不同
製程不同
製程不同
製程不同
不同的玻璃基版由於精度需求的不同,會有製程種類的限定,精度低
的玻璃基板只能經由液晶灌入(HPS)的方式生產;精度高的玻璃基板則只
能經由液晶滴入(ODF)的方式生產,而玻璃基板的成本又以精度低者較便
宜,精度高者較昂貴。
因此吾人在規劃時必須考量如何協調這兩種類型的玻璃基板,避免造
成液晶灌入(HPS)和液晶滴入(ODF)此兩種製程的過度壅塞或過度空閒,並
且在兼顧兩種製程不同成本的考量之下,使產出利潤最大化。
綜觀以上三種不同的屬性,各個屬性在交互相乘的作用下,產生多樣
化的產品種類,本文研究目的即為為滿足上述不同種類產品的情況下,以
瓶頸工作站為主,在排程時考量將各種不同種類之產品,決定瓶頸工作站
內各機台所生產各產品種類的順序與數量,並以瓶頸機台排程為主導下,
決定後續批量工作站之排程,使系統的產出利潤達成最大化。而本文之主
要動機為適當地協調系統中兩種新舊製程的生產以及瓶頸工作站內各機
台的排程,以最有利於瓶頸工作站生產的方式排程,使其它工作站配合瓶
頸,避免造成系統製程中段分開的液晶灌入(HPS)和液晶滴入(ODF)此兩種
製程的過度壅塞或過度空閒,並且在兼顧投料成本的考量之下,使產出利
潤最大化。
1.2 研究目的
研究目的
研究目的
研究目的
本文研究目的為在滿足多種不同的產品屬性和考慮液晶灌入(HPS)和
液晶滴入(ODF)此兩種製程並行的情形之下,使系統的產出利潤最大化。
由於在組立段製程中,玻璃基板與彩色濾光片具有 3 種不同的屬性,3 個
屬性在交互相乘的作用下,產生多樣化的產品種類,而產品的屬性不同在
生產時將決定機台是否需要重新設置,以及決定液晶加入的方式(以 ODF
或 HPS 製程加入液晶)。因此在排程時,必須考量玻璃基板與彩色濾光片
這些不同屬性的特性來做詳細的規劃。
本文中針對上述的特性建置一個階層式的排程系統,循序以三個模組
來完成整個系統之規劃,依序為「產能粗估與分析模組
產能粗估與分析模組
產能粗估與分析模組
產能粗估與分析模組」
、
「主生產排程與
主生產排程與
主生產排程與
主生產排程與
規劃模組
規劃模組
規劃模組
規劃模組」
、
「批量工作站
批量工作站
批量工作站
批量工作站規劃
規劃
規劃
規劃與排程
與排程
與排程
與排程模組
模組
模組」
模組
,而各個模組的功能如下:
首先由「產能分析與粗估模組」來粗估產能需求,而將各個工作站的可用
產能與訂單的粗估產能需求比較後,吾人可得知需求是否在可以滿足的範
圍之內。接著定義出瓶頸工作站,並找出粗估產能負荷接近瓶頸資源的工
作站,視為系統的次瓶頸資源,以便於在下一階段的模組中協調瓶頸與次
瓶頸之間的排程。
而在「
「
「主生產排程與規劃模組」
「
」
」
」中,吾人將針對瓶頸工作站,發展產
能配置與排程機制,使系統產出利潤最大化。由於瓶頸工作站排程之不當
可能會造成瓶頸漂移至次瓶頸的情況,因此吾人必須將次瓶頸的負荷狀況
納入考量,並在瓶頸工作站排程規劃的數學模式中當成限制式,以確保次
瓶頸工作站能夠負荷瓶頸工作站規劃之結果,不會有產能不足的現象發
生。
最後在「
「
「批量工作站規劃與排程模組」
「
」
」
」中,決定液晶灌入製程(HPS)
中四個批量工作站的產品加工順序與排程。吾人依「
「
「
「主生產排程與規劃模
組」
」
」所求得之結果可得知經過批量工作站的產品種類與數量,藉此來排定
」
批量機台群的排程,完成系統之規劃。
1.3 研究範圍與限制
研究範圍與限制
研究範圍與限制
研究範圍與限制
本研究所提出之規劃模式,在已知本期訂單的前提下為各工作站做產
能配置與排程,以滿足訂單的情況下使系統的產出利潤最大化。基於現場
環境之複雜與許多不可控制因素,導致機台排程被其他變數干擾影響本研
究方法達成規劃目標,本文訂定以下假設與限制:
1. 每期在開始進行規劃前,已接收之訂單為已知之確定資訊
2. 不考慮機台之間的搬運時間
3. 同一工作站內機台之數量、可用時間及可加工批量皆為等效且已知
4. 各工作站機台之加工時間為已知資訊
5. 在液晶灌入(HPS)製程中批量機台內的加工工件必需一起進入機台加
工,並一起完成加工後離開,每一批共同加工之產品,其產品別必需相
同。
6. 配向膜塗佈工作站為本系統可用產能最少、設置時間最長之瓶頸工作
站。
本文研究之範圍如下
圖 1-2 所示:
主生產排程 細部排程 現場派工 長期市場需求預測 粗略產能規劃 產能規劃 總體生產管理 本 本 本 本 文 文 文 文 研 研 研 研 究 究 究 究 範 範 範 範 圍 圍 圍 圍
圖 1-2
本文研究範圍
1.4 研究方法與步驟
研究方法與步驟
研究方法與步驟
研究方法與步驟
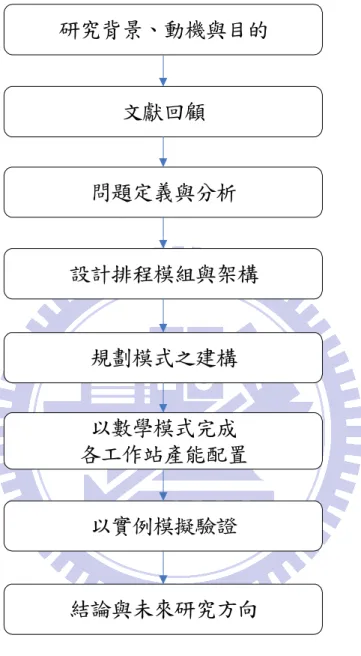
為完成以上之研究目的,本文將以下列步驟進行研究,其流程如
圖
圖
圖
圖 1-3。
1. 文獻回顧
2. 問題定義與分析
3. 模式之構建
4. 實例模擬驗證
5. 結論與未來研究方向
圖 1-3 研究流程圖
研究背景、動機與目的
文獻回顧
問題定義與分析
設計排程模組與架構
規劃模式之建構
以數學模式完成
各工作站產能配置
以實例模擬驗證
結論與未來研究方向
第二章
第二章
第二章
第二章、
、
、
、文獻回顧
文獻回顧
文獻回顧
文獻回顧
由於組立段製程位居整個產業的生產流程中間,扮演整體生產流程中
最具承先啟後作用的關鍵角色,又因為本研究中組立段以 ODF 製程與 HPS
製程兩種不同的方式共同生產,更增加了問題的複雜度且使生產排程規劃
更具挑戰性。本文之研究環境組立段製程承接陣列段製程加工完成之產
品,轉化為有效產出,並讓後續的模組段製程能順利組裝出貨,因此組立
段製程的排程結果,將影響整個系統的產出與利潤。本文期望在考量其製
程特性以及應用排程理論的情況下,達到組立段製程產出利潤最大化之結
果。因此本文將針對以下幾個主題之文獻進行探討,以作為本論文研究之
理論背景基礎。
2.1 薄膜液晶面板組立段製程介紹
2.2 組立段製程排程問題相關文獻
2.1 薄膜液晶面板組立段
薄膜液晶面板組立段
薄膜液晶面板組立段
薄膜液晶面板組立段(Cell Assembly)製程介紹
製程介紹
製程介紹
製程介紹
由於本文的環境是屬於舊式製程(hot press, HPS 製程)與新式製程(one
drop fill, ODF 製程)混合生產,因此以下將分別介紹此兩種製程,再加以整
合,成為混合生產之製程。
2.1.1 薄膜液晶顯示器組立段
薄膜液晶顯示器組立段
薄膜液晶顯示器組立段
薄膜液晶顯示器組立段液晶灌入
液晶灌入
液晶灌入(HPS)製程簡介
液晶灌入
製程簡介
製程簡介
製程簡介
液晶灌入(hot press, HPS)製程之組立流程可簡單分成液晶面板前段配
向製程與後段基板組立製程,前段製程是將玻璃基板上製作之薄膜電晶體
元件陣列基板和彩色濾光片基板經個別加工後,進行貼合處理;後段製程
則在完成液晶灌入、封口、偏光板貼附與完成品的檢查。圖 2-1 為液晶灌
入製程之面板組裝前後段製程簡圖。
圖 2-1 液晶灌入製程面板組裝前後段製程簡圖[9]
[16]前段製程首先將薄膜電晶體元件陣列基板進行液晶顯示器的尺寸
切割工作,然後和彩色濾光片基板分別經過洗淨(Cleaning)、配向膜塗
佈(Polyimide Print,PI Print)、烘烤(PI Baking)、配向處理(Rubbing)、
上、下基板組立(Cell Forming)等製程,即完成與彩色濾光片基板的組合
薄 膜 電 晶 體 元 件 陣 列 基 板 配 向 模 前 洗 淨 配 向 膜 塗 佈 配 向 處 理 間 隙 物 散 佈 彩 色 濾 光 片 配 向 模 前 洗 淨 配 向 膜 塗 佈 配 向 處 理 封 框 膠 塗 佈 上 、 下 基 板 組 立 偏 光 板 貼 附 檢 查 LC D面 板 完 成 配 向 模 烘 烤 配 向 模 烘 烤 封 口 液 晶 灌 入 框 膠 烘 乾 真 空 回 火 液 晶 面 板 前 段 製 程 液 晶 面 板 前 段 製 程液 晶 面 板 前 段 製 程 液 晶 面 板 前 段 製 程 液 晶 面 板 後 段 製 程 液 晶 面 板 後 段 製 程液 晶 面 板 後 段 製 程 液 晶 面 板 後 段 製 程 封 口 後 洗 淨 二 次 切 割 裂 片製程。後段製程先將液晶材料以真空方式注入,再加以封口,完成裁切斷
片工程後,最後再進行偏光板貼附(Polarizer Attachment)、檢查等過
程後,即可成為薄膜液晶顯示器的面板,完成液晶面板組裝的工作。
以下便針對液晶面板組裝的主要製程,依其製程順序說明其細部流程
[9]:
1. 配向膜前洗淨(Pre-PI Cleaning)
在薄膜電晶體元件陣列基板切割成欲生產的尺寸
1後,需將其切割後的
玻璃截面平坦化,避免截面缺陷應力集中,在之後的製造途中發生龜裂之
情形。在切完割玻璃基板與彩色濾光片後,必須經過沖刷洗淨、流水洗淨、
有機溶劑之超音波洗淨、純水洗淨、清除液滴和加熱乾燥等步驟,以去除
殘留在表面上之污染物,方能使膜均勻完整地附在玻璃璃基板上。清洗步
驟首先須針對油脂類與有機物質污染物,進行 UV 洗淨與有機洗淨過程,
以去除附著在玻璃基板與彩色濾光片上之有機物。之後,再經過沖刷洗淨
超音波洗淨、流水洗淨等步驟,以去除基板上之塵埃粒子。最後,再進行
清除液滴和加熱乾燥等步驟, 即完成洗淨作業。
2. 配向膜塗佈(Polyimide Print,PI Print)
配向膜(PI)是用來將液晶未加電場前分子做定位的工作,其前後兩片
基板上的配向膜需互成九十度方能將液晶分子依序旋轉,其配向方式是以
轉輪(roller)轉印法依一定方向刷過,也有利用蒸鍍的方式配向,不過成
本較高。
1此為玻璃基板地的第一次切割動作,其目的是為了將上層 Array 製程加工完畢、尚未切割的大 型薄膜電晶體元件陣列基板切割成組立廠生產線所欲生產的尺寸,如下圖所示,2-up 基板表來 二次切割裂片時,須再切割一次。 1-up 2-up
3. 配向模烘烤(PI Baking)
將已經上完 PI 膜且檢查完成之玻璃基板進行溫度 180~250℃左右的烘
烤製程,使得基板上之 PI 膜進行硬化反應,以便於進行配向工程的進行。
4. 配向處理(Rubbing)
於基板表面的某一特定方向塗著一整齊排列物或設以溝槽,使液晶分
子的長軸方向作物理性的限制,整齊排列於上、下配向膜間,以增強 PI
膜表面的配向導向力。主要可分為傾斜蒸著法與摩擦法,本文在此簡單介
紹摩擦法。
摩擦法配向方法:於基板上塗上一層無機物或有機物的皮膜再行摩
擦,或使用織布、羊毛布、橡膠、毛刷等工具,將配向膜表面以一定之方
向進行摩擦,此種摩擦方式因欠缺耐熱與耐水性,因而較不具實用性。摩
擦次數則須依配向膜材料之種類個別設定,一般均在十多次左右。
5. 間隙物散佈(Spacer Spray)
在 TFT 陣列基板上塗佈間隙物(Spacers)
2的用意是為了使兩片基板
貼合後中間有足夠的空間灌入液晶。而有些彩色濾光片在購入時本身即有
間隙物,故薄膜電晶體元件陣列基板不需再有間隙物塗佈這道製程。間隙
物可分為玻璃材質者與塑膠材質者,其中塑膠材質間隙物常易帶靜電而導
致結塊,故散佈時需十分小心。
6. 封框膠印刷(Patterning)
在 TFT 陣列基板和彩色濾光片基板貼合之前,應先在彩色濾光片上印
刷封合劑(Sealant)
3。而在封合劑方面可分為使用環氧樹脂(Epoxy)的
網版印刷(Screen)法或者使用分散劑(Dispenser)的直接畫(微影)法。
其目的為將 LCD Cell 上下兩片玻璃基板區隔開,保護液晶不和外界水氣及
2使液晶分子之間距保持一定距離而在 TFT 陣列基板上置入球狀材料,一般使用硬質塑膠。 3彩色濾光片和 TFT 基板接著用之接著劑。一般配合硬化助劑使用。
雜質接觸,並防止液晶外流。
7. 上下基板貼合(Cell Forming)
在基板內側周邊部分印刷封裝劑,乾燥,將溶劑充分揮發後,將粒狀
間隙物散布於以封裝材所圍住做為顯示部分之全部區堿,將電極基板相互
貼合。一般來說,基板貼合時,均依預先做的記號,將上下兩片基板位置
對齊,適度的加壓,使封裝劑硬化而形成液晶槽,再經過加熱步驟使基板
間之框膠硬化,讓兩片基板連接黏合,並產生基板間距,防止日後異物侵
入液晶之界面。
8. 烘乾(Seal Bake)
在基板組立壓合後,予以加熱基板間之脂膠受熱硬化,以控制加熱過
程中之程式與加熱之均勻性來得到最佳性之框膠硬化物。
9. 真空回火(Vacuum Anneal)
利用高溫真空下,將組立完成後仍存在於空 Panel 內的水氣去除,縮
短液晶灌入時間,並將其中的氣體換成氮氣。
10. 液晶灌入(LC Injection)
液晶槽及液晶材料須先充分的脫氣,以獲較高之信賴度,再將液晶材
料注入真空回火處理過後的空 Cell。首先會將密封箱抽成真空,將液晶片
放入此真空的密封箱中,藉著基座的固定將小切割後空的 LCD Cell 固定
住,再由下方的海綿提供液晶,藉著彈簧活動機構將海綿往上頂,然後再
釋放空氣進入箱中,此時 LCD 板便會藉著毛細現象將液晶完全吸入 LCD
板中間,完成灌液晶的動作,如圖
圖
圖
圖 2-2。
圖 2-2 液晶灌入式意圖[15]
11. 封口(End Seal)
灌入液晶後在其開口處進行封口,以防止液晶外漏,如圖 2-3 所示。
封口方法大致可分為銲接封閉法與接著劑封閉法,最近,則大多使用矽膠
系接著劑進行封口。
圖 2-3 液晶面板封口[9]
12. 封口後洗淨(After End-Seal Cleaning)
灌入液晶後,須將 LCD 板置於洗淨槽內進行沖水洗淨、超音波洗淨
與純水洗淨步驟,以去除附著於外側之液晶材料。
13. 二次切割裂片(2
ndScribe & Break)
(1).切割已灌液晶之 TFT-LCD 至所需的尺寸,並將要貼附驅動 IC 的電極外露。
14. 偏光板貼附(Polarizer Attachment)
將相差九十度的偏光片貼在 LCD 面板的上下兩面,如此完成了液晶
顯示器面板(Panel)的成品,如圖 2-4 所示。
圖 圖 圖 圖 2-4偏光片貼附
偏光片貼附[16]
偏光片貼附
偏光片貼附
圖 2-4 偏光片貼附示意圖
15. 檢查(Cell Test)
例如面板厚度檢測(Cell Gap Measurement)
,此站為 off line 機台,目
的在於能快速測量液晶灌入後,基板玻璃間的厚度,以便作為 OK/NG 的
檢驗及品管。
2.1.2 薄膜液晶顯示器組立段
薄膜液晶顯示器組立段
薄膜液晶顯示器組立段
薄膜液晶顯示器組立段液晶滴入
液晶滴入
液晶滴入(ODF)製程簡介
液晶滴入
製程簡介
製程簡介
製程簡介
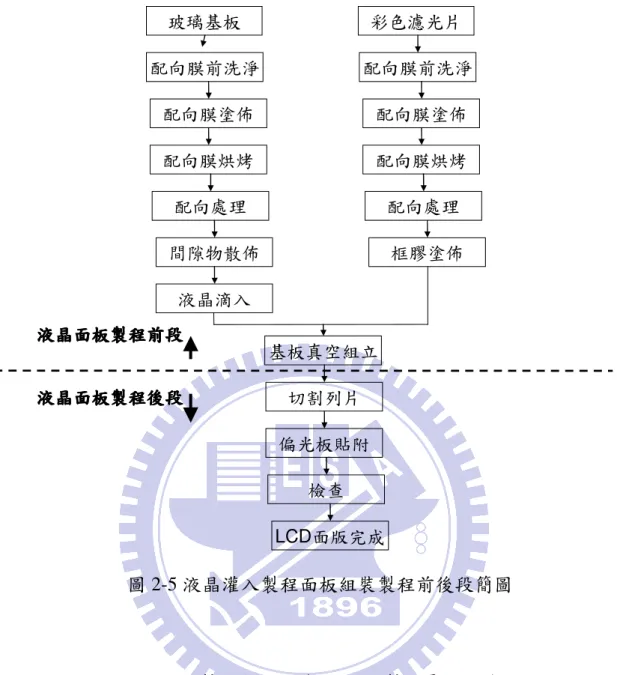
液晶滴入(one drop fill, ODF)製程之組立流程亦可簡單分成前段與後
段,如圖 2-5 所示。製程前段首先將玻璃基板進行液晶顯示器的尺寸切割
工作,然後將彩色濾光片和玻璃基板分別經過洗淨(Cleaning)、配向膜塗
佈(Polyimide Print,PI Print)、烘烤(PI Baking)、配向處理(Rubbing)等
製程。在上述製程之後,將玻璃基版灑上散佈物,並且滴入液晶;而將彩
色濾光片塗上框膠,再將玻璃基板與彩色濾光片以真空方式壓合,即完成
前段製程。後段製程從烘乾開始,接著進行裁切斷片工程,最後再進行偏
光板貼附(Polarizer Attachment)、檢查等過程後,即可成為薄膜液晶
顯示器的面板,完成液晶面板組立的完整製程。[19]
玻璃基板 彩色濾光片 配向膜前洗淨 配向膜塗佈 配向膜烘烤 配向處理 間隙物散佈 液晶滴入 配向膜前洗淨 配向膜塗佈 配向膜烘烤 配向處理 框膠塗佈 基板真空組立 切割列片 偏光板貼附 檢查 LCD面版完成 液晶面板製程前段 液晶面板製程前段 液晶面板製程前段 液晶面板製程前段 液晶面板製程後段 液晶面板製程後段 液晶面板製程後段 液晶面板製程後段
圖 2-5 液晶灌入製程面板組裝製程前後段簡圖
比較液晶滴入(ODF)製程與液晶灌入(HPS)製程最大的差別在於液晶
滴入(ODF)製程在後段製程節省了真空回火、液晶灌入、封口和封口後洗
淨等產出速度較慢的批量工作站,改以序列機台來滴入液晶。
由於液晶滴入(ODF)製程在前段與後段和 2.1.1 所介紹之液晶灌入
(HPS)製程雷同,因此在此只針對不同之處說明其細部流程:
液晶滴入
液晶滴入
液晶滴入
液晶滴入(One Drop Fill)
相較於傳統的液晶灌入以毛細作用將液晶吸入面版中,新式的液晶滴
入製程則是在先將液晶直接滴在玻璃基版上,然後在進行玻璃基版與彩色
濾光片的對組和切割,如
圖 2-6 液晶滴入製程示意圖[20]
這種新的製程可以大幅節省灌液晶的時間與液晶材料,尤其在超大尺
寸面板具有絕對的優勢。[20]
2.1.3 薄膜液晶顯示器組立段
薄膜液晶顯示器組立段
薄膜液晶顯示器組立段
薄膜液晶顯示器組立段混合
混合
混合製程簡介
混合
製程簡介
製程簡介
製程簡介
綜合 2.1.1 所介紹的液晶灌入(HPS)製程與 2.1.2 的液晶滴入(ODF)製程
可以發現,兩種製程在前段的洗淨、配向膜塗佈與配向處理製程是可以共
用的,而在中段由於液晶加入方式不同而分開進行,在後段的烘烤、切割、
偏光片貼附與檢查製程再度合併,如
圖 2-7所示。
圖 2-7 組立段混合製程示意圖
2.2 組立段製程排程問題相關文獻
組立段製程排程問題相關文獻
組立段製程排程問題相關文獻
組立段製程排程問題相關文獻
2.2.1 組立段製程
組立段製程
組立段製程之
組立段製程
之
之文獻介紹
之
文獻介紹
文獻介紹
文獻介紹
組立段的排程問題由於有著批量機台群複雜的特性而一直是生產規劃
時的重點,以下對探討組立段排程問題的文獻作整理:
Jeong 等人[2]針對 TFT-LCD 組立段製程中玻璃基版與彩色濾光片必須
分開加工,再加以貼合的情境,以兩種數學規劃模式分別為貼合前與貼合
後的工作站作生產排程規劃,以求得系統流程時間最小化以及有效產出最
大化為目標,並以權重來調整這兩個目標的重要性。由於該生產環境屬於
平行機台排程問題,且包含順序相關設置時間之特性,使得該數學規劃方
式之應用範圍受到相當限制,因此再提出二種啟發式演算法求解排程問
題,應用於實務之 TFT-LCD 製程組立段環境,並證實所得排程結果相當
良好。
李氏[9]為了解決 TFT-LCD 組立段製程中批量機台的現場派工問題,
提出最佳載入時點評估機制,首先考慮到臨工件的數量是否滿足載入條
件,再考慮目前是否為最佳的載入時間點。其排程目標依現場情境分成兩
種,第一種為不影響產出下,降低生產週期時間;第二種為在不違反製程
特性與交期下,使總產出上升。李氏[9]所提出之最佳載入時點評估機制,
考慮了現場製程與加工資訊後,計算出所需之決策參數,動態決定載入的
批量大小以及時間點。在驗證結果方面,以模擬手法設計四個實驗代表不
同的四個情境來驗證最佳載入時點評估機制,證實所得之結果相當良好。
蔡氏[15]針對 TFT-LCD 組立段製程在產能有限的情況下,探討如何對
機台做最有效率的分配與排程,以求得系統之產出最大化。文獻中依照限
制理論的概念,先辨識出系統瓶頸工作站,將系統瓶頸資源工作站以數學
模式規劃產能的分配與機台的排程後,再依瓶頸資源工作站之排程結果去
排定非瓶頸工作站之排程,使非瓶頸工作站做到限制理論中全力支援瓶頸
資源的概念[15]。最後再以模擬的手法對數學模式中所求得之解分析其達
程度與週期時間分析。
林氏[10]在 TFT-LCD 組立段製程中,探討如何在滿足各期各產品別之
最小需求的條件下,達到產出最大化的規劃目標。文獻中以線性規劃模式
來安排瓶頸工作站的產線配置;另外在非瓶頸工作站方面,則以減少換線
次數與機台產能負荷平衡為原則進行配置,以適時完成各期瓶頸工作站所
規劃之產出目標。最後依瓶頸工作站的產出速率,估算批量工作站之理想
載入批量,並以區段基礎式生產週期時間法(BBCT)之理念為基礎,及
產線配置之結果,預估各產品在各期之生產週期時間。
陳氏[11]針對 TFT-LCD 組立段製程中連續四個批量機台的環境規劃了
一個排程的機制。其假設系統瓶頸資源工作站的產出已知的情況下,對連
續批量工作站中的瓶頸以數學規劃的方式求其設置次數最小化,並在模式
中設計出規劃時格來取代原有時間單位,以減少運算時變數的數量,加快
求解的效率。並且規劃啟發式演算法以批量工作站的瓶頸為依據,使批量
工作站的瓶頸以最大批量生產,再前推及後推排程,完成快速規劃連續批
量工作站排程的目的。
莊氏[14]在 TFT-LCD 組立段製程的環境中,探討如何在產品種類多樣
化和訂單數量已知的情況下,充分利用產能以達成產出最大化的目的。文
獻中針對系統的第一個排程重點,瓶頸資源工作站,以數學規劃來求得最
大化產出。而在組立段製程的另一個排程重點區塊,批量機台群,則是用
數學模式來求設置次數最小化以加速產品的產出。最後,在兩大重點之間
的非瓶頸工作站,則是以動態派工法則決定派工的工件,將批量工作站的
需求向前傳達,讓非瓶頸工作站配合其需求派工,以彌補兩大重點區排程
可能產生的銜接問題。
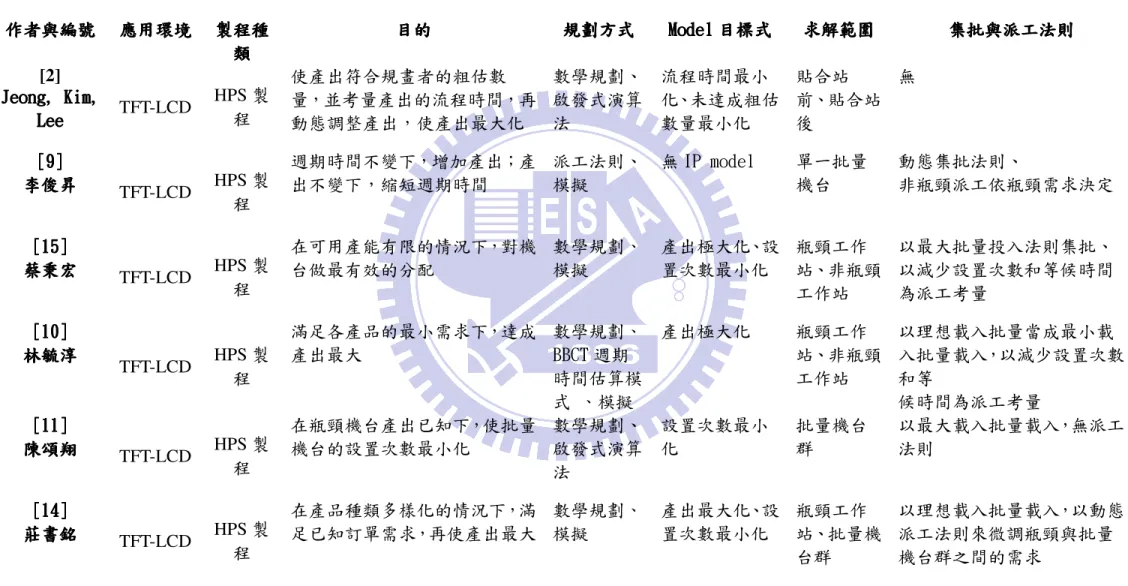
針對以上對於 TFT-LCD 組立段製程排程問題做探討的文獻,以表格加
以整理,統整其異同與特殊之處,如表 2-1。
另外,Van Der Zee[7]認為批量機台的集批策略對系統績效有極大的影
響若因為判斷不佳而無法最佳載入機台加工之時間點,將造成現場混亂甚
至影響產出。因此對於組立段製程中四個連續批量工作站將是系統規劃的
重點之一。
彭氏[12]將組立段依照訂單需求的種類分成推式與拉式模式;又依彩色
濾光片與玻璃基板是否共用機台分成專用線類型與混線類型;分別針對拉
式專用線類型與推式專用線類型建構模擬環境,規劃進行投料與派工計
畫,其績效指標為平均設置時間與週期時間。
表 2-1 TFT-LCD 組立段製程文獻之比較與整理
作者與編號 作者與編號 作者與編號 作者與編號 應用環境應用環境應用環境應用環境 製程種製程種製程種製程種 類 類類 類 目的 目的 目的目的 規劃規劃方規劃規劃方方式方式式 式 Model 目標式ModelModelModel目標式目標式 目標式 求解範圍求解範圍 求解範圍求解範圍 集批與派工法則集批與派工法則集批與派工法則集批與派工法則
[2]
Jeong, Kim, Jeong, Kim, Jeong, Kim, Jeong, Kim, Lee LeeLee Lee TFT-LCD HPS 製 程 使產出符合規畫者的粗估數 量,並考量產出的流程時間,再 動態調整產出,使產出最大化 數學規劃、 啟發式演算 法 流程時間最小 化、未達成粗估 數量最小化 貼合站 前、貼合站 後 無 [9] [9][9] [9] 李俊昇 李俊昇 李俊昇 李俊昇 TFT-LCD HPS 製 程 週期時間不變下,增加產出;產 出不變下,縮短週期時間 派工法則、 模擬 無 IP model 單一批量 機台 動態集批法則、 非瓶頸派工依瓶頸需求決定 [15] [15] [15] [15] 蔡秉宏 蔡秉宏 蔡秉宏 蔡秉宏 TFT-LCD HPS 製 程 在可用產能有限的情況下,對機 台做最有效的分配 數學規劃、 模擬 產出極大化、設 置次數最小化 瓶頸工作 站、非瓶頸 工作站 以最大批量投入法則集批、 以減少設置次數和等候時間 為派工考量 [10] [10] [10] [10] 林毓淳 林毓淳 林毓淳 林毓淳 TFT-LCD HPS 製 程 滿足各產品的最小需求下,達成 產出最大 數學規劃、 BBCT 週期 時間估算模 式 、模擬 產出極大化 瓶頸工作 站、非瓶頸 工作站 以理想載入批量當成最小載 入批量載入,以減少設置次數 和等 候時間為派工考量 [11] [11] [11] [11] 陳頌翔 陳頌翔 陳頌翔 陳頌翔 TFT-LCD HPS 製 程 在瓶頸機台產出已知下,使批量 機台的設置次數最小化 數學規劃、 啟發式演算 法 設置次數最小 化 批量機台 群 以最大載入批量載入,無派工 法則 [14] [14] [14] [14] 莊書銘 莊書銘 莊書銘 莊書銘 TFT-LCD HPS 製 程 在產品種類多樣化的情況下,滿 足已知訂單需求,再使產出最大 數學規劃、 模擬 產出最大化、設 置次數最小化 瓶頸工作 站、批量機 台群 以理想載入批量載入,以動態 派工法則來微調瓶頸與批量 機台群之間的需求
2.2.2 並行製程
並行製程
並行製程(alternative process)之
並行製程
之
之
之文獻介紹
文獻介紹
文獻介紹
文獻介紹
由於本文的環境是 HPS 與 ODF 兩種製程並行,因此在兩種製程皆能
生產的情況下,吾人必須決定以何種製程來加工各個工件。此情境類似
於存在數種途程或機台時,決定加工途程或機台之問題,因此吾人又針
對平行機台的作業環境下工件之途程選擇問題做探討,在 2.2.2 節中針對
並行製程(alternative process)相關之文獻進行探討。
Thomalla[5]在 JIT 的環境中,針對工件在非等效平行機台上的選擇來
做研究,其每個工件有著不同的交期,且各工件具有數個加工作業,而
同樣的作業在各機台上之加工時間不等;在最小化總延遲時間的目標之
下,以 lagrangian relaxation、啟發式演算法與分支界限法來求解,來決定
個個工件的加工機台與時間點,並比較三種方法所求得之解。
Caux 等人[1]在 cell formation
4的背景下,綜合模擬退火法和分支界限
法來改良出新的啟發式演算法,同時求解出各工件的可行加工途程並最
小化各個 cell 之間的運輸距離。相較於分支界線法,其解題時間相當快
速並且對於各種工件途程與機台的組合,此方法之解較為穩固。
Sofianopoulou[4]探討現今顧客之訂單趨向少量而多元化的情況下,
應用群組技術(group technology)來指派各個工件至機台,並將類似的機台
組成一個單元(cell),使各個單元之間的運輸距離最短。本研究以數學模
式表達此問題之情境與定義,並以兩階段之模擬退火法來求解,並以四
個問題來驗證其解法。
2.2.3 文獻與本研究之關連性
文獻與本研究之關連性
文獻與本研究之關連性
文獻與本研究之關連性
本研究中參考 Thomalla[5]、Caux 等人[1]與 Sofianopoulou[4]文獻中
並行製程(alternative process)之概念,設計本文中 ODF 與 HPS 製程並行之
系統,考量兩製程不同的產能、製造成本與加工時間,以數學模式分派
4
Cell formation之解釋;
Cell formation是群組技術(group technology)應用時的一種議題,主要是考慮在各機台產能、數 量、種類已知,以及各工件的數量、加工途程已知的情況下來決定各個工件加工的機台。[6]
![圖 2-1 液晶灌入製程面板組裝前後段製程簡圖[9]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8708136.199848/23.892.170.706.127.910/圖21液晶灌入製程面板組裝前後段製程簡圖9.webp)
![圖 2-2 液晶灌入式意圖[15] 11. 封口(End Seal) 灌入液晶後在其開口處進行封口,以防止液晶外漏,如圖 2-3 所示。 封口方法大致可分為銲接封閉法與接著劑封閉法,最近,則大多使用矽膠 系接著劑進行封口。 圖 2-3 液晶面板封口[9]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8708136.199848/27.892.207.661.120.356/止液漏如所示封口方法大致可分為銲接封閉法與接使用系接著劑進行.webp)
![圖 2-6 液晶滴入製程示意圖[20] 這種新的製程可以大幅節省灌液晶的時間與液晶材料,尤其在超大尺 寸面板具有絕對的優勢。[20] 2.1.3 薄膜液晶顯示器組立段薄膜液晶顯示器組立段薄膜液晶顯示器組立段 薄膜液晶顯示器組立段混合混合 混合製程簡介混合 製程簡介製程簡介 製程簡介 綜合 2.1.1 所介紹的液晶灌入(HPS)製程與 2.1.2 的液晶滴入(ODF)製程 可以發現,兩種製程在前段的洗淨、配向膜塗佈與配向處理製程是可以共 用的,而在中段由於液晶加入方式](https://thumb-ap.123doks.com/thumbv2/9libinfo/8708136.199848/30.892.146.694.112.363/這種新製程簡介製程簡介綜合所介紹的液晶灌入HPS製程液晶ODF方式.webp)
![圖 2-7 組立段混合製程示意圖 2.2 組立段製程排程問題相關文獻組立段製程排程問題相關文獻組立段製程排程問題相關文獻 組立段製程排程問題相關文獻 2.2.1 組立段製程組立段製程 組立段製程之組立段製程之 之文獻介紹之文獻介紹 文獻介紹 文獻介紹 組立段的排程問題由於有著批量機台群複雜的特性而一直是生產規劃 時的重點,以下對探討組立段排程問題的文獻作整理: Jeong 等人[2]針對 TFT-LCD 組立段製程中玻璃基版與彩色濾光片必須 分開加工,再加以貼合的情境,以兩種數學規劃模式分別為貼](https://thumb-ap.123doks.com/thumbv2/9libinfo/8708136.199848/31.892.138.753.107.799/組立段組立段關文獻組立段文獻文獻組立段特性而一直是生以貼合.webp)