I-Shou University Institutional Repository:Item 987654321/18558
112
0
0
全文
(2) 義 守 大 學 工 業 管 理 學 系碩 士 班. 研 究生傅琮 育所提 之論 文. 效 率型雙 邊 生產 線平衡 問題 數 學模 式與 求 解 方 法之 研 究 業經 本 委 員會審議 通過. 召 集. 人: 江育民 博士 〞 希. 委. 員 : 魏乃捷 一博士 豲 哦. 委. 員:. 委. 員. 所. 長. 曹以 明. :. :. 曹以 明. 中 華 民 國. ‥ 幻. 論 文 口試 委 員會. (簽 名 ) (簽 名). 博士. (名 V各 ). 博士. (簽 名 ). 博士. (簽 名 ). -U四. 衾.
(3) 謝誌 時光飛逝,不知不覺在義守大學一讀就是五年,在求學過程中,誠摯的感謝指導教 授曹以明博士,使我在他身邊學習、接觸許多知識與經驗,使得在論文中可以專心地進 行深入研究,老師對學問的嚴謹更是我輩學習的典範,同時也必須感謝江育民教授與魏 乃捷教授對本研究的指導與建議,使得論文得以完整,由衷感謝。 在研究室的時光中,有著大家一同的歡笑吵雜聲陪伴著,感謝眾位學長姐、同學、 學弟妹的共同砥礪,你/妳們的陪伴讓兩年的研究生活變得絢麗多彩。感謝學謙、小萬、 小卓學長、文祺、芷榕、桂芳學姐,使我剛進來研究所時,能快速融入研究所的生活, 感謝佑萱、韋宏、佩芳、宇婷等班上同學及許多朋友們的關懷與幫助,一同學習、一同 放鬆,使得我碩士這一年非常充實、多采多姿。 還要感謝辛苦栽培與支持我的家人及女朋友曉綺,我在求學過程中使我無憂無慮的 完成學業,讓我無後顧之憂地專心做研究,感謝曉綺在我背後支持我、鼓勵我完成我的 學業,使自己在遇到挫折時能夠陪伴在左右,度過難關。也要謝謝在我論文提案時過世 的爺爺,因為祢的走讓我知道自己其實是最幸福的人,使自己相當知足及珍惜自己身邊 的每個仁與每一刻,祢的鼓勵與加油深深惦記在心中。 最後將此論文與我的老師、同學、家人、女友以及所有朋友們共同分享這份喜悅與 榮耀。. 傅琮育 謹誌於 義守大學工業管理學系 2015 年 7 月.
(4) 摘要 雙邊生產線平衡問題(Two-sided Assembly Line Balancing Problem,TALBP)是 將任務(task)分配到生產線左、右兩邊成為若干工作站(workstation),以達到平衡 與效率之最佳化問題,一般分成兩種,首先型一問題,給定週期時間,求工作站 數最小化,另一個問題為型二問題,給定工作站數,求週期時間最小化。本研究 主要將型一問題與型二問題結合成效率型問題之生產線效率,透過效率公式,經 由計算後得到其效率值,若生產線效率佳,其閒置時間(idle time)會減少,使得 工作站負荷最小,TALBP 是複雜度很高之最佳化問題,本研究規劃出容易被執 行的數學規劃模式,並探討求解的方法與過程,因為數學模式非常複雜,大多採 用集合方式表示,要執行本模式為相當困難。本研究透過很多方法,使數學模式 透過 Lingo 軟體執行,給定可接受之週期時間上限下,求解算出最有效率之工作 站之站數,利用 P9、P12、P16 及 P24 此四種測試題目進行測試,此方法最大可 以測試到 P24 任務之問題。. 關鍵字:雙邊生產線平衡問題、效率型雙邊生產線平衡問題、數學模式與求解.
(5) Abstract The Two-sided Assembly Line Balancing Problem (TALBP) is to assign task into right and left side of the assembly line to form several workstations in order to achieve load balancing and work efficiency. There are classically two types of problems. Type-one TALBP problem is given a cycle times to minimize the number of workstations and type two is given the number of workstations to minimize the cycle time. This thesis mainly focuses on the efficiency type of TALBP that combining type-one and type-two into one. The efficiency of TALBP can be calculated via its associated mathematical formula, and the efficient TALBP can significantly reduce the idle time and minimize the load of workstations. The efficient type TALBP is a complicated optimization problem, so this thesis proposes an easily implemented mathematical model and designs several techniques to program the model by using Lingo language. My method can efficiently solve test problems up the size of 24-task efficient type TALBP problems.. Keywords: Two-sided assembly line balancing problem, Efficient type two-sided assembly line balancing problem, Mathematical models and solving methods..
(6) 目錄 第一章 緒論 第一節 研究動機···························································································1 第二節 問題描述···························································································2 第三節 研究目的···························································································5 第四節 研究流程···························································································6. 第二章 文獻探討 第一節 生產線平衡問題定義·······································································8 第二節 單邊生產線平衡問題·······································································9 第三節 雙邊生產線平衡問題·····································································12. 第三章 數學模式與求解方式 第一節 建構數學模式·················································································15 第二節 利用 Warshall 演算法求取一任務之前置與後續任務集合·········30 第三節 測試題目之介紹·············································································34. 第四章 計算結果與分析討論 第一節 利用軟體求解雙邊生產線平衡問題·············································38 第二節 計算其效率·····················································································64 第三節 啟發式求解·····················································································81 第四節 小結·································································································90 I .
(7) 第五章 結論與建議 第一節 結論·································································································91 第二節 未來研究與建議·············································································92. 參考文獻 中文部分·······································································································93 英文部分·······································································································94. 附錄一、Lingo 數學模式程式碼······························································97 . . II .
(8) 表目錄 表 2.1 各學者求解單邊生產線平衡問題之使用方法······································11 表 2.2 各學者求解雙邊生產線平衡問題之使用方法······································12 表 3.1 運算式♁之定義表··················································································31 表 3.2 Mij 之矩陣圖·····························································································32 表 3.3 MTij 之矩陣圖···························································································32 表 3.4 當 MT41=1,轉換成矩陣 MTij 之結果·····················································33 表 3.5 當 MT52=1,轉換成矩陣 MTij 之結果·····················································33 表 3.6 Warshall 演算法求解之結果····································································34 表 3.7 測試題目之問題數量··············································································36 表 4.1 P9 問題之型一問題求解結果··································································41 表 4.2 P9 問題之型二問題求解結果··································································42 表 4.3 P9 問題之效率型問題求解結果······························································43 表 4.4 P12 問題之型一問題求解結果································································47 表 4.5 P12 問題之型二問題求解結果································································47 表 4.6 P12 問題之效率型問題求解結果····························································48 表 4.7 P16 問題之型一問題求解結果································································53 表 4.8 P16 問題之型二問題求解結果································································53 III .
(9) 表 4.9 P16 問題之效率型問題求解結果····························································55 表 4.10 P24 問題之型一問題求解結果······························································60 表 4.11 P24 問題之型二問題求解結果······························································61 表 4.12 P24 問題之效率型問題求解結果··························································62 表 4.13 P9 問題之型一問題效率········································································65 表 4.14 P9 問題之型二問題效率········································································65 表 4.15 P9 問題之效率型問題效率····································································66 表 4.16 P12 問題之型一問題效率······································································68 表 4.17 P12 問題之型二問題效率······································································69 表 4.18 P12 問題之效率型問題效率··································································70 表 4.19 P16 問題之型一問題效率······································································71 表 4.20 P16 問題之型二問題效率······································································72 表 4.21 P16 問題之效率型問題效率··································································74 表 4.22 P24 問題之型一問題效率······································································76 表 4.23 P24 問題之型二問題效率······································································77 表 4.24 P24 問題之效率型問題效率··································································79 表 4.25 啟發式求解 P9 問題之效率型問題效率··············································83 表 4.26 啟發式求解 P12 問題之效率型問題效率············································84 IV .
(10) 表 4.27 啟發式求解 P16 問題之效率型問題效率············································86 表 4.28 啟發式求解 P24 問題之效率型問題效率············································88 . . V .
(11) 圖目錄 圖 1.1 單邊生產線的配置····················································································3 圖 1.2 任務優先順序圖························································································3 圖 1.3 雙邊生產線的配置····················································································4 圖 1.4 P9 問題之任務順序關係圖········································································4 圖 1.5 P9 問題之任務分配圖················································································5 圖 1.6 研究流程圖································································································7 圖 3.1 求解流程圖······························································································24 圖 3.2 Lingo 程式碼·····························································································25 圖 3.3 以 Lingo 求解 P9 型一問題之限制式······················································25 圖 3.4 Lingo 程式碼(續)······················································································25 圖 3.5 以 Lingo 求解 P9 型一問題之限制式(續)···············································26 圖 3.6 P9 任務順序關係······················································································26 圖 3.7 任務直接順序關係指是陣列圖······························································27 圖 3.8 以 Lingo 求解 P9 型一問題之限制式(續)···············································27 圖 3.9 Lingo 程式碼(續)······················································································28 圖 3.10 以 Lingo 求解 P9 型一問題之限制式(續)·············································28 圖 3.11 任務 9 之順序關係圖·············································································29 圖 3.12 任務 9 之順序關係圖··············································································31 VI .
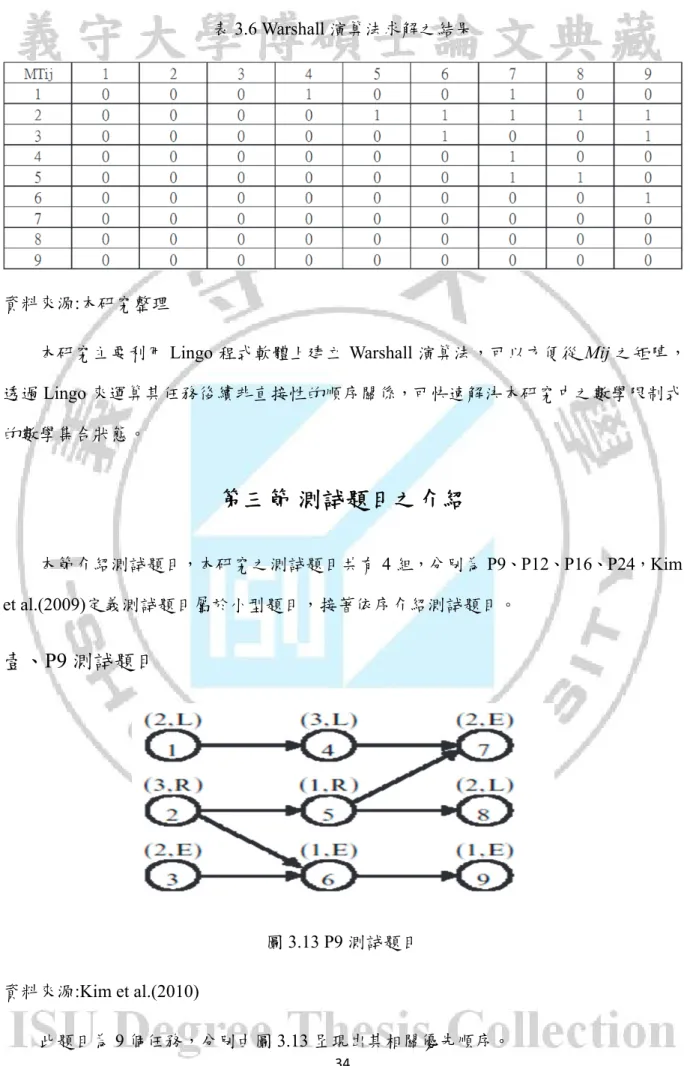
(12) 圖 3.13 P9 測試題目····························································································34 圖 3.14 P12 測試題目··························································································35 圖 3.15 P16 測試題目··························································································35 圖 3.16 P24 測試題目··························································································36 圖 4.1 P9 問題之直接順序關係··········································································38 圖 4.2 P9 問題之順序關係圖··············································································39 圖 4.3 P9 問題無關係任務 i 與 p 之指示陣列圖·················································39 圖 4.4 P9 任務之方向向量··················································································40 圖 4.5 P9 問題之無關係任務 i 與 p 方向之指示陣列圖·····································40 圖 4.6 P12 問題之直接順序關係········································································44 圖 4.7 P12 問題之順序關係圖············································································44 圖 4.8 P12 問題無關係任務 i 與 p 之指示陣列圖···············································45 圖 4.9 P12 任務之方向向量················································································45 圖 4.10 P12 問題之無關係任務 i 與 p 方向之指示陣列圖·································46 圖 4.11 P16 問題之直接順序關係······································································50 圖 4.12 P16 問題之順序關係圖··········································································50 圖 4.13 P16 問題無關係任務 i 與 p 之指示陣列圖·············································51 圖 4.14 P16 問題之方向向量··············································································51 圖 4.15 P16 問題之無關係任務 i 與 p 方向之指示陣列圖·································52 VII .
(13) 圖 4.16 P24 問題之直接順序關係······································································56 圖 4.17 P24 問題之順序關係圖··········································································57 圖 4.18 P24 問題無關係任務 i 與 p 之指示陣列圖·············································58 圖 4.19 P24 任務之方向向量··············································································58 圖 4.20 P24 問題之無關係任務 i 與 p 方向之指示陣列圖·································59 圖 4.21 P9 問題之順序關係圖············································································81 圖 4.22 指派過程································································································82 圖 4.23 指派過程(續) ························································································82 圖 4.24 指派過程(續) ························································································82 圖 4.25 指派過程(續) ························································································83 圖 4.26 P9 問題之圖形解····················································································84 圖 4.27 P12 問題之圖形解··················································································86 圖 4.28 P16 問題之圖形解··················································································88. VIII .
(14) 第一章 緒論 大部分生產線平衡問題都在探討單邊生產線平衡問題,較少探討雙邊生產線平衡問 題,但實務上許多問題是雙邊生產線平衡問題,本研究主要探討效率型雙邊生產線平衡 問題之求解方法。本章分為四節,分別為研究動機、問題描述、研究目的的與研究流程。. 第一節 研究動機 工業革命以來,蒸汽機的出現取代了人力,開啟製造業之門,在 1790 年代美國發 明家阿里․懷特尼發明了標準零件之替代功能,大量減少產品或生產工具之組裝和維修 時間的成本。 福特汽車在 1913 年引進移動式生產組裝線與汽車工業系統化大量生產,使得汽車 生產時間大幅減少。因此大量生產成為降低成本最主要的方法,解決這大量生產的問題, 只有利用生產線才有辦法解決,從古到今的工業上,生產線平衡一直都是重要問題,在 增加成本之下,如何使生產線順利,是一個重大的決策。 因此在 Bryton(1954)定義生產線平衡問題(Assembly Line Balancing Problem;ABLP)。 隔年 1955 年 Salverson 首先提出第一個生產線平衡問題的數學模式,從那開始生產線平 衡問題引起許多學者的興趣,因此有許多種生產線平衡問題之種類出現,例如:單邊生產 線、U 型生產線、雙邊生產線、混合型生產線、多樣形生產線等。而 Kim et al.(1996)將 生產線平衡問題分成五種類型,其中型一及型二問題為基本的問題,也是後續較多研究 者所探討的問題型態。 Bartholdi 在 1993 年提出雙邊生產線平衡問題(Two-sided Assembly Line Balancing Problem; TABLP),開起雙邊生產線平衡問題的研究。 現今大多著重於單邊生產線平衡問題之研究上,而雙邊生產線平衡問題較少有人探 討,雙邊生產線平衡問題在現實生活中應用於汽車、巴士、卡車等大尺寸、大量生產之 1 .
(15) 產品上,是因為雙邊生產線平衡效率較單邊生產線來的高,透過兩邊之工作站,可分配 不同任務,若分配恰當公司則不需額外支出更多成本其生產線效率會更良好。舉例說明 汽車為何不用單邊生產線問題進行安裝,主要是汽車有左右兩邊各兩顆輪胎,如使用單 邊生產線進行安裝輪胎,只能擇一邊進行安裝,再換邊進行安裝另一邊,透過雙邊生產 線則可以同時安裝左右兩邊之輪胎,像保險桿在單邊生產線問題較困難組裝,則在雙邊 生產線上則可以兩邊之工作站同時安裝車輛之保險桿。 而雙邊生產線平衡問題的研究大多探討型一及型二問題,所謂型一問題是給定週期 時間,求最小工作站數,型二問題是給定工作站數,求最小週期時間,較少針對效率型 問題做一個深入的探討,而效率型問題為型一問題及型二問題之結合,因效率型目標是 屬於非線性關係無法求解,分子為固定,將改變成分母求極小化,進行求解。 自 1993 發表至今,針對雙邊生產線平衡問題有許多學者利用不同的數學演算法, 探討雙邊生產線平衡問題之各類型研究,本研究將透過數學規劃模式,主要建立型一、 型二及效率型問題之數學模式,透過軟體解決雙邊生產線平衡問題之數學模式,應用此 方法探討效率型雙邊生產線平衡問題,相關雙邊生產線平衡問題之文獻,將由第二章進 行探討及詳細說明其相關研究。. 第二節 問題描述 生產線平衡問題分為單邊生產線平衡問題及雙邊生產線平衡問題,本節主要將單邊 生產線問題及雙邊生產線問題,詳細問題描述。. 壹、單邊生產線問題描述 單邊生產線問題是生產線為一直線,如圖 1.1 所示,工作站(Workstation)為一直線從 工作站 1 到工作站 m,此問題為傳統之生產線問題,相較於雙邊生產線問題較為簡單, 無需考慮任務的左右分配,單邊生產線只需考慮任務之間必須遵守優先順序關係的限制 (Precedence Constraints)。 2 .
(16) 工作站 1. 工作站 2. ……. 工作站 m-1. 工作站 m. 輸送帶. 圖 1.1 單邊生產線的配置 資料來源:本研究整理 如圖 1.2 表示其優先順序關係,任務 A 為任務 B 及任務 C 的前項任務,當任務 A 分配完後,任務 B 及任務 C 才可分配,圖中任務 G 則需要任務 E 及任務 F 完成後才可 以分配,任務 H 亦是如此。圓圈內的英文代表任務名稱,圓圈上方的數字表示任務時間, 箭頭代表任務順序方向。. 圖 1.2 任務優先順序圖 資料來源:李雅婷(2010). 貳、雙邊生產線問題描述 雙邊生產線問題中,生產線是有分成左右兩邊工作站(Station),根據圖 1.3 所示工作 站都是為面對面,例如:工作站(1,1)和工作站(1,2)是互為夥伴工作站(Mated Station),而 工作站(1,1)被工作站(1,2)稱為同伴(Companion)依此類推。每個工作站都有相同週期時間 (Cycle time),在工作站中安排任務時間若小於週期時間,則那些空檔時間稱之為閒置時 間(Idle time)。. 3 .
(17) 工作站 1,1. 工作站 2,1. ……. 工作站 m-1,1. 工作站 m,1. 工作站 m-1,2. 工作站 m,2. 輸送帶. 工作站 1,2. 工作站 2,2. ……. 圖 1.3 雙邊生產線的配置 資料來源:本研究整理 如圖 1.4 做詳細的說明,圓圈內有數字的代表任務,圓圈上標記的(ti,di)分別代表 時間(ti)和任務順序方向(di),兩個圓圈之間的箭頭代表著任務的順序方向每個任務都會 有 各 自 的 分 配 方 向 及 時 間 , 因 此 方 向 分 成 三 個 部 分 :R(Right-side) 、 L(Left-side) 和 E(Either-side)。R 是任務只能分配到生產線之右邊,L 則是任務只能分配到生產線之左 邊,E 則是可分配至生產線之左邊或右邊的其中一邊。 每個任務都必須要遵守順序關係,如圖 1.4 舉例說明,任務 1 為任務 4 的前置任務, 所以任務 4 必須要在任務 1 完成之後,才能執行指派任務的動作,任務 7 必須要任務 4 和任務 5 完成後方可執行指派任務動作。. 圖 1.4 P9 任務之順序關係圖 4 .
(18) 資料來源: Kim et al.(2010) 圖 1.5 為圖 1.4 任務順序關係指派後的分配圖,此任務分配後共有三個工作站,每 個工作站週期時間為 3,圖中格子一格代表 1 單位時間,任務 1 和任務 4 分配於同邊, 但任務 4 是任務 1 的後續任務,所以任務 4 需要在任務 1 指派後才可以指派,所以任務 12 的時間為 2,任務 4 的時間為 3,因週期時間的限制,所以任務 4 需要安排到下一個 工作站,且在任務 1 之後方,而任務 1 後方空白的位置則是閒置時間,雙邊生產線問題 不像單邊生產線問題來的簡單,單邊生產線問題只需要按照任務順序安排進入工作站即 可與工作站之任務總時間不超過工作站週期時間即可,而雙邊生產線平衡問題除了要考 慮任務順序限制級工作站週期時間限制外,還要再考慮方向限制問題。. 圖 1.5 P9 任務之分配圖 資料來源:本研究整理. 第三節 研究目的 本研究主要探討雙邊生產線平衡問題之型一、型二及效率型問題,利用數學模式求 解,根據題目給定不同的週期時間及工作站數,分別求出工作站數及週期時間。本研究 利用 LINGO 撰寫雙邊生產線平衡問題之數學模式,藉由 LINGO 求解數學公式計算出雙 邊生產線平衡問題之效率型的最佳解,本研究題目主要利用文獻中之測試題做為題目, 測試題有 P9、P12、P16、P24 作為本研究之測試題目,得到最佳解後,進行分析結果及 探討其相關性。 本研究主要目的如下: 5 .
數據



+7






相關文件
• Adding restrictions on the allowable solutions (the solution space) may make a problem harder, equally hard, or easier.. • It is
• The first module, written in assembly language, contains the external procedure. • The second module contains the C/C++ code that starts and ends
Using the solution U of Riemann problem to obtain an e approximate solution for the solution U of balance laws..
The most needed are workers on the assembly line: foods manufacturing, 74.2%; plastics manufacturing, 72.2%; metals manufacturing, 54.1%; and mechanical equipment
Numerical results are reported for some convex second-order cone programs (SOCPs) by solving the unconstrained minimization reformulation of the KKT optimality conditions,
Abstract We investigate some properties related to the generalized Newton method for the Fischer-Burmeister (FB) function over second-order cones, which allows us to reformulate
Moreover, for the merit functions induced by them for the second-order cone complementarity problem (SOCCP), we provide a condition for each stationary point being a solution of
Moreover, for the merit functions induced by them for the second- order cone complementarity problem (SOCCP), we provide a condition for each sta- tionary point to be a solution of
