導光板模具及製程參數設計之研究
學生:曾義晃 指導教授:梁瑞閔 博士 大華技術學院 機電工程研究所 摘要 摘要摘要 摘要本研究先以導光板的 3D 模流分析模擬並應用田口法來探討影響
導光板最佳模具設計的重要因子,並以此最佳模具模擬分析先找出製 程參數對導光板最佳之單一品質特性。而後再分別應用主成份分析 法、主成份灰關聯法及二次損失規劃法等三種多品質最佳化方法得到 使導光板多重品質特性之最佳製程參數。 由模擬結果顯示,在模具設計上,適當的冷卻水路配置及進澆口 數可得到使塑料溫度分佈較平均且流動平衡的結果。在多重品質特性 方面則以二次損失規劃法可得到導光板最佳的綜合品質。 關鍵字:模流分析、導光板、田口法、多重品質特性Study of Mold Design and Process Parameters for
Light Guide Plate
Student:Y.H. Tseng Advisor:Dr. J.H. Liang
Submitted to Graduate School of Mechatronic Engineer Ta Hwa Institute of Technology
Abstract
A 3D numerical mold flow analysis tool namely Moldex3D was applied with the Taguchi Method to choose the optimization factors of the injection mold of the Light Guide Plate in the begin of this study. And the optimization mold design was kept in the following molding process simulation for both single characteristic and multi characteristics optimization study. The Taguchi Method was used in single characteristic optimization study, the Principle Component Method, the Principle and Gray System Method and the Quadratic Loss Function Method were used in multi characteristics optimization study.
The results show, the number and distribution of mold cooling channels and the amount, geometric and size of the gate have critical effects on average melt temperature and flow balance of the mold flow analysis. In the Light Guide Plate multi characteristics optimization study shows the Quadratic Loss Function Method has the best performance.
目錄
中文摘要 ... Ⅰ 英文摘要 ... Ⅱ 目錄 ... Ⅲ 表目錄 ... V 圖目錄 ... VII 符號表 ... IX 第一章 緒論 ... 1 1-1 前言 ... 1 1-2 研究動機 ... 2 1-3 研究方法 ... 31-4 文獻回顧 ... 3 第二章 模流分析技術 ... 9 2-1 簡介 ... 9 2-2 射出成型的理論背景 ... 10 2-3 模流分析軟體簡介 ... 16
2-4 模流分析步驟 ... 18 第三章 實驗設計與最佳化方法 ... 22 3-1 實驗設計 ... 22 3-2 主成份分析法與主成份灰關聯法 ... 30 3-3 二次損失規劃法 ... 33 第四章 結果與討論 ... 36 4-1 模具設計最佳化 ... 36 4-2 田口製程參數最佳化 ... 40 4-3 多重品質特性分析 ... 44
4-4 多重品質最佳化結果與討論 ... 48 第五章 結論與未來展望 ... 90 5-1 結論 ... 90 5-2 未來展望 ... 90 參考文獻 ... 91
表目錄
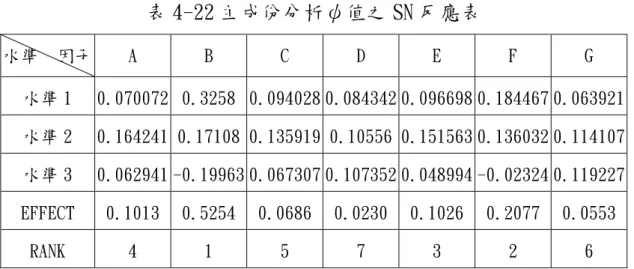
表 2-1 PMMA CM-207 物性表(奇美實業) ... 21 表 4-1 L9(3 4 )直交表及模具設計因子配置 ... 51 表 4-2 模具設計實驗之控制因子及其水準表 ... 51 表 4-3 導光板保壓結束剪切應力觀測值及 SN 值 ... 52 表 4-4 L18(21×37)直交表及製程參數控制因子配置表 ... 52 表 4-5 製程參數的控制因子及水準表 ... 53 表 4-6 導光板 X 軸線性收縮率量測值及 SN 值 ... 53 表 4-7 導光板 X 軸線性收縮率之因子反應表 ... 54 表 4-8 導光板 X 軸線性收縮率之變異數分析表 ... 54 表 4-9 導光板 Z 軸線性收縮率量測值及 SN 值 ... 55 表 4-10 導光板 Z 軸線性收縮率之因子反應表 ... 56 表 4-11 導光板 Z 軸線性收縮率之變異數分析表 ... 56 表 4-12 導光板體積收縮率量測值及 SN 值 ... 57 表 4-13 導光板體積收縮率之因子反應表 ... 58 表 4-14 導光板體積收縮率之變異數分析表 ... 58 表 4-15 導光板凹痕值及 SN 值 ... 59 表 4-16 導光板凹痕值之因子反應表 ... 60 表 4-17 導光板凹痕值之變異數分析表 ... 60 表 4-18 主成份分析各品質特性之標準化損失及ψ值 ... 61 表 4-19 單一品質特性之最佳參數組合比較表 ... 62 表 4-20 特徵值及其變異比 ... 62 表 4-21 特徵向量表... 62 表 4-22 主成份分析ψ值之 SN 反應表 ... 63表 4-23 主成份灰關聯法個別品質損失表 ... 63 表 4-24 主成份灰關聯法個別品質損失標準化表 ... 64 表 4-25 主成份灰關聯法之特徵值 ... 65 表 4-26 主成份灰關聯法之特徵向量 ... 65 表 4-27 主成份灰關聯法之主成份得點 ... 66 表 4-28 主成份得點之計算差序列 ... 67 表 4-29 灰關聯係數及灰色關聯度 ... 68 表 4-30 主成份灰關聯分析Γ值對 SN 反應表 ... 69 表 4-31 各實驗組合之平均 SN 估計值 ... 69 表 4-32 各品質特性之二次曲線 SN 比函數模式 X 矩陣 ... 70 表 4-33 二次曲線 SN 比函數之係數表 ... 71 表 4-34 三種多重品質特性最佳參數分析結果比較表 ... 72
圖目錄
圖 1-1 液晶顯示器結構圖 ... 8 圖 1-2 導光板光學原理 ... 8 圖 2-1 奇美 PMMA CM-207 塑料之 P-V-T 圖 ... 21 圖 3-1 品質損失函數 ... 35 圖 3-2 產品/製程方塊圖 ... 35 圖 4-1 模具設計-水路配置(a)4 支串聯水管迴路 ... 73 圖 4-2 模具設計-水路配置(b)12 支並聯水管迴路 ... 73 圖 4-3 模具設計-水路配置(c)12 支串聯水管迴路 ... 74 圖 4-4 模具設計-一模兩穴單點扇形進澆圖 ... 74 圖 4-5 模具設計-一模兩穴二點扇形進澆圖 ... 75 圖 4-6 模具設計-一模兩穴四點扇形進澆圖 ... 75 圖 4-7 導光板模具設計最佳配置圖 ... 76 圖 4-8 導光板模具設計最佳設計之流動波前等值線圖 ... 76 圖 4-9 導光板模具設計最佳設計之保壓結束剪切應力分佈圖 ... 77 圖 4-10 導光板 X 軸方向距澆口約 80mm 處之剪切應力值 ... 77 圖 4-11 水路配置(a)4 支串聯水管迴路溫度分佈等值線圖 ... 78 圖 4-12 水路配置(b)12 支並聯水管迴路溫度分佈等值線圖 ... 78 圖 4-13 水路配置(c)12 支串聯水管迴路溫度分佈等值線圖 ... 79 圖 4-14 導光板示意圖 ... 79 圖 4-15 導光板實體網格圖 ... 80 圖 4-16 導光板之 X、Z 軸線性收縮率量測點示意圖 ... 80 圖 4-17 導光板之體積收縮率及凹痕值量測點示意圖 ... 81 圖 4-18 模具設計之 SN 反應圖 ... 81 圖 4-19 導光板 X 軸線性收縮率之因子反應圖 ... 82圖 4-20 導光板 Z 軸線性收縮率之因子反應圖 ... 82 圖 4-21 導光板體積收縮率之因子反應圖 ... 83 圖 4-22 導光板凹痕值之因子反應圖 ... 83 圖 4-23 主成份分析流程圖 ... 84 圖 4-24 導光板主成份分析之 SN 反應圖 ... 85 圖 4-25 灰色關聯度Γ之因子反應圖 ... 85 圖 4-26 導光板厚端沿 Z 軸方向 25mm 分段量取六點溫度曲線圖 .. 86 圖 4-27 導光板薄端沿 Z 軸方向 25mm 分段量取六點溫度曲線圖 .. 86 圖 4-28 導光板厚端沿 X 軸方向 25mm 分段量取五點溫度曲線圖(水路 入口異側) ... 87 圖 4-29 導光板厚端沿 X 軸方向 25mm 分段量取五點溫度曲線圖(水路 入口同側) ... 87 圖 4-30 多品質最佳化之 Z 軸線性收縮率 ... 88 圖 4-31 多品質最佳化之 X 軸線性收縮率 ... 88 圖 4-32 多品質最佳化之體積收縮率 ... 89 圖 4-33 多品質最佳化之凹痕值 ... 89
符號表
ρ 塑料密度 ∇ 向量微分運算子 V 速度場向量 t 時間 P 流體壓力 ττττ 應力張量 f 體作用力,如重力 Re 雷諾數 ηηηη 流體黏度 V 系統特徵速度 L 系統特徵長度 CP 塑料比熱 T 溫度 k 熱傳導係數 q 熱通量 γγγγ& 剪切率 γγγγ r & 形變率張量 α α α α 熱擴散係數 T 週期平均溫度 yi 第 i 個品質特性 n 資料數目 SN 信號雜訊比 £ 品質損失函數 Yij 第 i 個品質特性於 j 次實驗之標準化品質損失λ,β 主成份分析之特徵值及特徵向量
ψ 主成份分析之總品質損失 Γ 灰色關聯度
Δ 各主成份得點差序列
第一章 緒論
1-1 前言
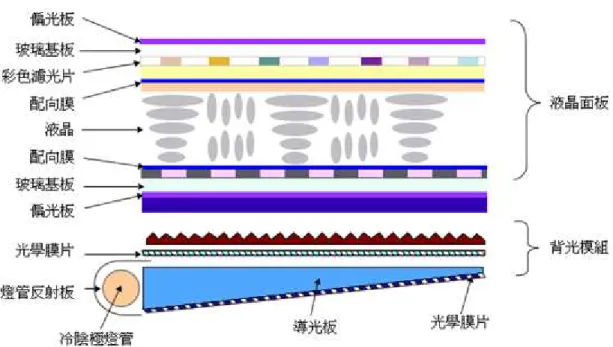
薄 膜 電 晶 體 - 液 晶 顯 示 器 (Thin Film Transistor Liquid Crystal Display,TFT-LCD)為政府推動「兩兆雙星」產業計劃之一, 也是繼半導體後帶動臺灣經濟發展的重要產業。主要是由彩色濾光 片、背光模組、補償膜及偏光板、玻璃基板、透明導電膜膜(Indium tin Oxide,ITO)、配向膜、控制電路所組成,如圖 1-1 所示。其中背光模 組除了 LCD 螢幕之外,也廣泛的應用在各種資訊、通訊、消費的產品 上,如行動電話、數位相機、PDA 等。是國內自製率最高的零組件之 ㄧ,且隨著面板面積增加其所佔的成本比例亦大幅提高,如在 15 吋 LCD Monitor 中約佔總成本 23%,而在 30 吋 LCD TV 則約佔 37%為所 有關鍵零組件排名第一[1]。 如圖1-1所示為液晶顯示器結構圖,其中背光模組是由光源
(Light Source)、導光板(Light Guide Plate)、擴散板、(Diffuser)、
稜鏡片(Prism sheet)、反射板(Reflector)等組成, 如圖1-2所示。導光板為整體背光模組導光的效率中心,利用導光板 底面的擴散點,反射光會往各個角度擴散,破壞光的干涉現象,同時 利用疏密、大小不同的擴散點圖案設計,可使導光板面均勻發光,擴 散板上的稜鏡片則有聚光作用,增加出射光的方向性,達到提高正面 亮度的目的,而反射板則負責將底面漏出的光線反射回導光板中,防
止光源外漏,以增加光的使用效率。 導光板目前為側光式背光模組的重要零組件,而直下式背光模組 因無須引導光線,故並無導光板的設計。導光板依產品的型態可分為 楔型與平板型,小型或是楔型的導光板可以使用射出成型的方式製 造,大型導光板則較適合用壓鑄法生產的板材裁切而成。目前台灣廠 商在小型導光板方面多有射出成型能力,但在大型導光板方面,過 去,多向日商外購,近來輔祥發展壓鑄法成功,瑞儀及中光電則朝向 射出成型上努力,目前龍頭大廠瑞儀17吋以下在技術上,已具備一模 二穴能力,3.5吋以下更達到一模八穴,近年來發展主流即是在導光 板上加工,使得導光板可具備增亮或是擴散的效果,如瑞儀及中光電 發展 V-Cut 製程,輔祥的二合一導光板。
1-2 研究動機
射出成型是目前能提供大量生產技術最經濟有效的一種方法,對 於以輕薄短小為訴求的 3C 產品,尤其是薄殼成型件形成大量需求。 導光板成型方式以射出及押出兩種技術為主,其中押出成型具有單一 產品大量生產的優勢,然而需經過裁切,且恐因此破壞導光板的光學 結構而影響良率。射出成型則無需經過裁切,且可直接在導光板上進 行微光學結構處理,目前業者已投入一模多穴的開發,寄望經由產出 量能的提昇,使導光板的量產能力增加。本研究以一模兩穴的導光板 以模流分析軟體 Moldex 3D 進行模擬分析,探討模具設計及製程參數與產品品質的關聯,並尋求模具及製程參數的最佳化。
1-3 研究方法
導光板的品質重點包含幾何外型及光學特性,本研究主要針對以 射出成型製造導光板,而以電腦模流分析軟體 Moldex 3D 為主要工 具,模擬不同的模具設計參數及不同的製程參數對射出成型成品的影 響,首先利用田口法分析導光板模具找出模具冷卻迴路、澆口數、澆 口面積對剪切應力之影響,並依此找出模具之最佳設計;再以此模具 分析製程參數對單一品質特性之最佳控制因子。其後,同時考量產品 具有多品質特性時之最佳控制因子組合。而多品質特性是以主成份分 析法、主成份灰關聯法及二次損失規劃法等三種方法研究不同的多品 質之最佳組合,以獲得最佳綜合品質之製程參數。最後並進行實驗模 擬驗證及比較分析以做為模具設計及製程參數設定的參考。1-4 文獻回顧
塑膠製品在日常生活中與工業上的應用已非常普遍,尤其是工程 塑膠材料,其重量輕、加工容易且機械強度高、耐腐蝕具有美觀的色 澤,再加上加工技術的創新、及可大量生產的優點,在資訊、光電、 通訊、醫療等高科技產品上更扮演重要的角色。因此製程上的一些干 擾因素所造成的品質不良,例如:翹曲變形(Warpage)、收縮變形 (Shrinkage)及殘留應力(Residual Stress)等,對產品的品質和精度有極大的影響。 塑料的 P-V-T 關係指是指塑料在加工過成中在某溫度及壓力下 的體積變化情形,由於塑料的熱膨脹係數為正值,因此有受熱膨脹的 現 象,加上 在高壓 的狀況下 (如保壓 階段 ),塑 料具有 可壓縮 性 (Compressibility),因此,塑料體積會隨著加工過程中的溫度及壓 力變化而改變。Chang 等[2]進一步以光學鏡片的 CAE 模擬分析為例, 說明塑料之 P-V-T 性質,在射出成型的冷卻的過程中,塑件的溫度分 佈是否均勻影響塑件的收縮、翹曲及殘留應力的問題,對此性質進行 深入的了解,不僅可以掌握其加工特性,並可有效的預測塑件的收縮 與翹曲行為。 殘留應力是塑件收縮和翹曲的主要原因, Chen 等[3]指出熱效 應(Thermal Induced)引起的殘留應力大於融膠流動(Flow Induced) 所引起的殘留應力。由熱效應所引起的殘留應力源自於塑件在冷卻階 段冷卻速率不同,造成塑件表層產生壓縮應力而中心層產生拉伸應力 所致。 隨高科技的發展,成型品的精度及品質要求越來越高,另拜電腦 科技的大幅提昇,及配合數值分析理論的進步,電腦輔助模流分析愈 趨向於 3D 真實模擬。 Yang 等[4]利用 3D 模流分析理論,推導在射 出成型過程中的充填保壓冷卻翹曲等統御方程式。同時,以有限體積 法(Finite Volume Method)為基礎發展的數值分析,讓設計者及工程 人員可有效率的分析及找出最佳的製程參數。
Cook 等[5]以模流分析技術驗證,模穴流動不平衡問題導致原來 相對稱的局部尺寸及重量發生變異。另外,藉由熔融塑料於流道中流 動時之剪切率分佈的狀態,明瞭塑料流動的特性及模穴內流動不平衡 的現象。 學者 Seow 等[6]等探討在射出成型中,熔膠之最佳流動狀態;其 中,澆口的位置主要在考慮塑料的流動平衡,也就是各流動路徑,在 同一時間能充填滿模穴,如此可預防部份模穴先充滿,產生過度保壓 的現象;此外,在設計允許的範圍內可改變塑件的厚度,以改善流動 的平衡。 一般板型成品之澆口位置設計,直覺的觀念上,都會設置於中 心,以獲得平衡的流動波前。蘇君[7]在導光板模具設計上,以等體 積的觀念,將澆口位置依等面積的方式計算設於導光板側邊的中心 處,再以三種不同薄膜澆口寬度模擬。其結果顯示澆口設置於側邊中 心之較寬澆口,其所造成之收縮量為最小。 為了提高成型效率及獲得應變較少之成型品。模具的冷卻迴路需 能對應於成型空間的形狀或肉厚,以進行均勻且高效率的冷卻。鄭君 [8]利用電腦模流分析軟體 Moldex 3D 模擬一模兩穴塑膠鏡片的成型 過程,在冷卻迴路的設計上,分別以二迴路隔板、四迴路隔板及四迴 路溝槽等三種方法模擬。由其模擬的結果顯示四迴路溝槽法在冷卻結 束時之溫度差異最小且分佈最均勻,成品之翹曲變形量最小。 塑件的製程參數,對各品質特性的影響程度不一。蘇君[7]分別
以相同的參數對射出成形型(Injection Molding)及射出壓縮成型 (Injection Compress Molding),針對導光板研究,先以模流分析模 擬,再利用田口法及變異數分析找出單一最佳控制因子組合,並以實 驗驗證其結果。 賴君[9]藉由田口法實驗設計經模流分析軟體模擬及實驗結果, 歸納出射出成型製程參數對導光板成型品質的關係表。依據此表,可 依不同的品質特性需求規劃不同之多品質最佳組合設計。 主成份分析法可以利用較少的變數去解釋原來資料中的大部份 變異。蘇君[10]運用主成份分析法(Principle Component Analysis) 進行複晶矽沉積之多品質特性的最佳化。首先是將個別品質特性損失 予以標準化,然後將原先的 p 個品質特性轉換成 k 個(k≦p)不相關的 綜合品質特性,最後針對這些轉換後的品質特性,依主成份值找出最 佳的因子水準組合。同時在一超大型積體電路製造中複晶矽沉積過程 的案例中,與 Phadke[11] 經由實驗數據的分析後得最佳因子水準組 合進行比較,得到較佳的結果。另 Tong 等[12]在引用一個人電腦中 硬碟系統之參數最佳化的案例中,以主成份分析法將多變量變數轉換 成新的獨立變數,新的獨立變數與原變數的線性組合,可使得原變數 的變異集中於新的少數新變數上。
灰關聯分析(Grey Relational Analysis)是灰色理論中分析離散 序列間相關程度的一種測定方法,即對灰色系統間的發展動態進行定
成份灰關聯分析法,其結合主成份分析法及灰色關聯度的優點,將多 個不相關的主成份個數轉換成單一灰色關聯度值,藉由比較此灰色關 聯度值,挑選最佳因子組合。王君[13]以結合直交表、主成份分析法、 灰色關聯分析之多屬性決策法為基礎,提出一套解決多重品質特性最 佳化的演算模式。在其文中,以結合主成份分析和灰關聯技術運用各 主成份的灰關聯係數計算出的灰色關聯度值,分析一高分子有機電激 發光顯示器,並找出其最佳控制因子組合。 二次損失規劃法是根據各品質特性之 SN 比及二次曲線 SN 比模式 來計算各品質特性的平均 SN 比,使得以總平均損失為最小化為目 標。吳君[14]利用預估的二次曲線 SN 比函數模式來計算現行條件各 品質特性的平均 SN 比,最後以數學規劃技術求解總損失函數之最佳 化的參數設計。其與 Tong 等的案例比較,此法之總損失為最小。
圖 1-1 液晶顯示器之結構圖
第二章 模流分析技術
2-1 簡介
隨著塑膠工業的迅速發展以及塑膠製品在航空、航太、電子、機 械、船舶和汽車等工業部門的推廣應用,消費者對產品的要求越來越 高。傳統的模具設計方法已無法符合產品更新和品質的需求。電腦輔 助工程(Computer Aided Engineering,CAE)技術已成為塑膠產品開 發、模具設計及產品加工中這些薄弱環節的最有效的途徑。模流分析 為運用電腦輔助方式求解,藉由理論模式的解析,分析改變塑料材料 參數(即改變塑料)、機械設計參數(螺桿設計、模具設計方式)及 加工參數(不同加工條件)對塑料熱力歷程的影響,以評估這些製程 變數與產品品質的關係。此技術最大的優點是透過電腦輔助分析可以 重覆「試模」。因此在提高生產率、確保產品品質,節省試模次數及 時間、降低成本及人工等方面,都具有優越性。 傳統上,2.5D 模流分析技術是利用所建立的模型中間面進行模 流分析,即以平面流動來模擬三維實體流動,此技術發展至今已相當 成熟,但在實際上,射出成型融膠為三維實體流動,其中特別是幾何 形狀複雜之塑件、厚塑件及一些精密塑膠件上,3D 模流分析技術採 用三維實體模型與 3D 流動熱傳分析理論,將傳統 2.5D 模流分析技術 所無法考量的實際狀況列入分析,如重力效應、慣性效應、噴泉效應 等。因此可真實的呈現射出成型過程中的充填、保壓、冷卻及脫模時 塑件的翹曲過程,並且可精確預測在各製程結束間融膠流動狀況、溫
度、壓力、剪切應力、體積收縮量等變量的分佈情形。 一般射出成型其步驟為:塑料加熱熔融→高壓射入模穴→冷卻固 化→脫模,即充填(Filling)、保壓(Packing)及冷卻(Cooling)三階 段。 充填階段:高分子塑料融熔後,藉由射膠螺桿的推動將塑料自料管流 經射噴嘴、澆道、澆口而進入模穴充填整個空間,完成充 填程序。 保壓階段:在塑料已充滿模穴的狀態下,持續保持高壓以補充因冷卻 而造成塑料的體積收縮,讓塑件更加緻密,並確保模穴完 全填滿。 冷卻階段:保壓階段結束後,靜待模穴內的塑件持續冷卻到模具溫度 (低於玻璃轉換溫度),避免脫模時塑件固化強度不夠而 產生變形。
2-2 射出成型的理論背景
射出成型理論模式應當包括 1.高分子加工,包含三大守恆定律: a. 質量守恆定律-連續方程式 -確保塑料在加工過程中質量守恆。 b. 動量守恆定律-動量方程式 -建立塑料加工過程中受力變形流動的關係。c. 能量守恆定律-能量方程式 -建立塑料加工過程中能量變化及轉換的關係。 2.物性資料庫:含熱物性質及流變學性質兩大類 a. 熱力性質-描述塑料在加工過程中各種熱力學性質的 化,PVT 及相變化的關係等。包括 PVT 方程 式及狀態方程式。 b. 流變學性質-須能描述塑料在加工過程中受力,變形流 動過程的行為,包括本質方程式或流變學 方程式。 3.高分子微觀巨構-巨觀性質關係 各類分子參數對巨觀性質的影響及效應。 4.其他設計參數 -機械設計幾何參數 -成型加工條件 目前商業化的模流分析軟體之射出成型程序大致包括四部份(1) 充填階段、(2)保壓階段(3)冷卻固化階段(4)收縮、翹曲之變形 預測。
2-2-1 充填階段統御方程式
在充填過程中將融熔膠體是為不可壓縮流體,且融熔狀態視為一 般牛頓流體,因此,非等溫 3D 流動模式可以數學方式描述如下:
一、連續方程式 0 ) V ( t +∇⋅ ρ = ∂ ρ ∂ v v (2-1) 因融熔膠體假設為不可壓縮流體,故密度為常數。 ∇v 為 一 向 量 微 分 運 算 子 在 直 角 座 標 系 中 可 寫 為 3 3 2 2 1 1 x e x e x e ∂ ∂ + ∂ ∂ + ∂ ∂ ≡ ∇v v v v (2-2) 式中 x,yx,yx,yx,y:直角座標
zzzz:厚度方向座標 V:速度場向量,V =V1e1 +V2e2 +V3e3 ( w) 0 z ) v ( y ) u ( x t ∂ ρ = ∂ + ρ ∂ ∂ + ρ ∂ ∂ + ∂ ρ ∂ (2-3) u,v,w:分別代表x,y,z 方向的速度 t:時間 ρ:塑膠融體密度 二、動量方程式: (V )V P f t V v v v v v vv v ρ + τ ⋅ ∇ + ∇ − = + ⋅∇ ∂ ∂ ρ (2-4) 式中 P:流體壓力 τ:應力張量 f v :為體作用力,如重力。
(2-3) 式中,重力效應影響較小可予以忽略,則動量方程式 可簡化成: =−∇ +∇⋅τ ∇ ⋅ + ∂ ∂ = v v v v v vv v P V ) V ( t V Re (2-5) 式中Re為雷諾數,為流體慣性力與黏滯力大小的相對比 質,定義為: η ρVL Re = 黏滯力大小 慣性力大小 ≈ (2-6) ηηηη:流體黏度 V 為系統特徵速度 L 為系統特徵長度 三、能量方程式: ρCP
( )
V T q : V t T = ∇• +τ ∇ ∇ • + ∂ ∂ - (2-7) 式中CP:熔體比熱 T:溫度 k:熱傳導係數qv:熱通量向量,若只考慮熱傳導,與溫度的關係如 下為 q=−k∇T v v 則能量方程式可寫作:
( )
V T k : V t T Cp = ∇2 +τ ∇ ∇ • + ∂ ∂ ρ (2-8) 四、本質方程式 本質方程式描述了塑料受力後的變形行為,可配合運動方 程式解出速度分佈,最簡單的本質方程式為牛頓黏度定律 τ =ηγ v v & v v (2-9) γ v v &:形變率張量 但在射出成型的過程中剪切率或形變率通常相當高,而高 分子流體的黏度通常是形變率的函數,具有切變致稀的特 性,即剪切率愈高,黏度反降,故目前採用泛牛頓流體模 式來描述高分子的流變行為。 τ =η γ γ v v & & v v ) ( (2-10) 式中η(γ&)為剪切率γ&之張量不變量的函數。2-2-2 保壓階段統御方程式
充填階段結束,進入保壓階段,塑件收縮情形取決於保壓程度的 大小,藉由融膠的壓力,來補償塑件的收縮,此時塑膠熔體具有可收縮性,此時連續方程式 ∇⋅V=0 已不適用,可由材料及模幾何形狀 加以分析,其統御方程式如下: 一、連續方程式 方程式(2-1),因密度ρρρρ之狀態隨壓力及溫度變化而變化,經 由 Chain rule 之微分運算密度,即代入方程式 k p 1 = ∂ ρ ∂ ρ 與 β − = ∂ ρ ∂ ρ T 1 ,式中 k為材料等壓縮係數,並忽略 x、y 方向之 壓力梯度之影響後,可得到下式: ∂ ∂ + ∂ ∂ + ∂ ∂ + ∂ ∂ + ∂ ∂ + ∂ ∂ + ∂ ∂ β = ∂ ∂ z Vz y Vy x Vx z T Vz y T Vy x T Vx t T t p k (2-11) 二、動量方程式維持不變,如(2-3)式 (V )V P f t V v v v v v vv v ρ + τ ⋅ ∇ + ∇ − = + ⋅∇ ∂ ∂ ρ (2-12) 三、能量方程式: 在階次大小分析(Order-of-magnitude-analysis)後,簡化 如下: 2 2 2 P z T k t p T y T Vy x T Vx t T C ∂ ∂ + η + ∂ ∂ β = ∂ ∂ + ∂ ∂ + ∂ ∂ ρ
γ
&
(2-13)
2-2-3 冷卻分析
在冷卻過程中,熱傳導問題和邊界對流條件關係到冷卻水道的配 置和模具的溫度分佈,因模溫的均勻影響到脫模後成型品之差異性收 縮,若冷卻不均極易造成成型品翹曲變形。大體上,模具本體熱量轉 移的現象可以下列方程式表式: ∂ ∂ + ∂ ∂ + ∂ ∂ α = ∂ ∂ 2 2 2 2 2 2 z T y T x T t T (2-14) 式中 α: 模具之熱擴散係數 假設模具的周期平均溫度是不變的,因此模具溫度分佈方程式如下: 0 z T y T x T 2 2 2 2 2 2 = ∂ ∂ + ∂ ∂ + ∂ ∂ (2-15) 式中T: 周期平均溫度 塑膠部分熱轉移現象則以下列方程式表式: 2 2 p z T k t T C ∂ ∂ = ∂ ∂ ρ (2-16)2-3 模流分析軟體簡介
本研究採用 Moldex 3D 為模流分析工具,此軟體由科盛公司所研
發,技術團隊來自於國立清華大學,其結合塑膠物性、高分子加工原理及電腦數值模擬計算的相關知識,以最先進的三維實體模流分析技 術,提供設計人員事先預測及驗證設計的可行性,減少現場實際試誤 的成本與時程浪費,優化產品設計與製造,縮短產品上市時程,更能 生產優質塑件,最大化產品利潤。
目前 Moldex 3D 針對不同的分析需求,提供 Moldex 3D/Solid, Moldex 3D/Shell,Moldex 3D/eDesign 及 Moldex 3D/Mesh 等四個主 要分析工作模組;本研究以 Moldex 3D/Mesh 及 Moldex 3D/Solid 分析工作模組為主要工具。其重要功能如下:
2-3-1 Moldex 3D/Mesh
網格模組 Rhino 是一套架構在 Moldex 3D 上的網格產生軟體與編 修工具,此強而有力的工具不但大幅降低分析者模型網格化的人 工時間,並且同步提高網格品質。此外,Moldex3D-Mesh 配有指定 物件屬性之工具包,不論是在計算流力分析、熱分析、應力分析 上都有良好的應用,可滿足射出成型模擬使用者之需求。2-3-2
Moldex 3D/Solid
1. Solid-Flow 可完整模擬射出成型中塑料的充填過程,藉由真實三維分析技術, 正確分析融膠行為,可預測縫合線、包封位置,並提供射出壓力、 鎖模力、機器噸數、流道系統與進澆口位置等資訊。 2. Solid-Pack可預測保壓階段的鎖模力、體積收縮率、澆口固化時間、溫度分佈、 壓力分佈、剪切應力大小等資訊。 3. Solid-Cool 能預測塑件、流道、冷卻水路、嵌件等溫度。並精確地分析模溫、 優化水路系統配置效能及冷卻時間分析。 4. Solid-Warp 預測產品在脫模完成後可能產生的外觀翹曲變形,並詳細剖析收縮 與翹曲成因,以防止其發生,並提供塑料非等向性分析、殘留應力 分析等資訊。
2-4 模流分析步驟
由於本研究將採 Moldex 3D/Solid 為實體模擬。因此,本實驗在 進行電腦模擬分析之前,先以 Rhinoceros 軟體繪出導光板外型三維 結構的模型。接著在 Rhinoceros 內建之 Moldex 3D/Mesh 網格處理模組(科盛 科技開發)內依序設定導光板模具的澆口(Sprue),流道(Runner),澆 口(Gate),導光板模穴(Cavity Part),冷卻管路(Cooling Channel), 冷卻管路進出口(Coolant Entrance)及模座(Mold Base)等各部份的 網格大小、幾何尺寸及節點的條件設定。完成後,再將網格模型輸入 Moldex 3D 內分析。
面,其操作流程如下: 1. 建立新的專案,輸入專案名稱,指定工作目錄位置,在編輯框中 可輸入公司、分析者及專案備註資料。 2. 匯 入 網 格 (Mesh) 資 料 , 開 啟 由 Rhinoceros 所 建 立 之 網 格 檔 (*.msh)。 3. 選擇加工材料,可由 Moldex 3D 材料庫中選取或自定材料庫,並 將所選擇之材料加入專案中,本實驗所選擇的材料為奇美 PMMA(聚 甲基丙烯酸甲酯)CM-207,表 2-1[15]及圖 2-1分別為其物性表及 P-V-T 圖。 4. 設定加工條件,選擇模具後可自動地得到模穴的體積,而加工精 靈根據模穴的體積建議所需的螺桿行程,避免螺桿行程設定錯 誤。同時塑膠材料選定後可自動的得到料溫、模溫及頂出溫度, 並顯示出適當的溫度設定範圍。其次是射出機噸數、螺桿直徑、 螺桿行程、流率、最大射壓…等資料的設定。 5. 完成模具的選定、塑料的選擇、射出機台的設定後,Moldex 3D 加工條件精靈即會自動地產生模流分析所需要的加工條件,並確 認欲執行的項目。 6. 執行模流分析選項以進行分析,此時資料分析歷程中會顯示相關 資訊,如射出壓力、已充填百分比、CPU 運算時間等。 7. 觀看分析結果,此實驗分析的項目包括:充填、保壓、冷卻、翹 曲的模擬,如觀看充填或保壓融膠波前的流動狀態,冷卻後包封
(Air Trap)、結合線(Welding)等位置,各方向的收縮及翹曲分佈 等。
表 2-1 PMMA CM-207 物性表(奇美實業) 特性 測試方法 單位 CM-207 引張強度 ASTM D638 Kg/cm2 680 延伸率 ASTM D638 % 5.0 彎曲強度 ASTM D790 Kg/cm2 1000 全光透光率 ASTM D1003 % 92 衝擊強度 ASTM D256 Kg-cm/cm 2.0 流動係數 ASTM D1238 g/10min 8.0 硬度 ASTM D785 M Scale 85 比重 ASTM D792 - 1.19 軟化點 ASTM D1525 ℃ 105 熱變形溫度 ASTM D648 ℃ 92 燃燒率 UL 94 - 1/16”HB 圖 2-1 奇美 PMMA CM-207 塑料之 P-V-T 圖
第三章 實驗設計與最佳化方法
3-1 實驗設計
穩健設計(Robust Design)[9]乃是一種透過工程最佳化的方式 來進行品質改善的方法,所謂「穩健」一詞是指所設計產品品質受到 周圍環境影響的敏感度為最小。田口玄一所創的品質工程方法,稱為 田口方法(Taguchi Methods),就是一種穩健設計的實驗方法。 田 口 博 士 領 導 一 群 研 究 人 員 開 發 各 種 直 交 表 (Orthogonal Array)、點線圖(Linear Graphs)之應用技巧及解析方法,並應用其 倡導之直交表實驗設計應用於工業中。田口方法是捨棄統計學的概 念,改以簡潔的信號雜音比(Signal to Noise Ratio,簡稱 SN)來處 理實驗數據,以追求最低的成本製造最高品質的產品為目標,可使 產品或製程的品質對變異的來源最不敏感,亦即產品或製程即使受 到不同變異來源的影響,以確保產品品質特性符合目標與變異最小 化。 由於實驗設計法對實驗結果的再現性很高,使得產品或製程一經 改善後就能在日後的生產裡不斷重覆出現相同的結果,且其具有實驗 配置的伸縮性大、實驗次數較少、實驗配置容易與解析方法簡便等優 點,因此,廣泛的受到學術界與工業界的推崇。3-1-1 田口品質工程
田口方法為一種獲得高品質、低成本及縮短開發時程工程方法。以操作成本而言,田口方法可降低產品對於環境的影響;以製造成本 而言,田口方法可在不增加原料及設備成本的情形下,仍能維持一定 或更好的品質水準;就研發成本而言,田口方法可縮短開發時間及減 少資源使用。 使用田口方法可處理產品和製程工程師所關心的兩大問題:(1) 如何有效降低產品機能在消費者使用環境的變異。(2)如何保證在生 產及消費環境下依然是實驗室的最佳條件。使用田口方法之目的為降 低變異原因的影響,而不是去除變異的原因,來改善品質;田口方法 將各種變異極小化,使得產品對變異的來源最不敏感。 田口博士站在消費者的立場,利用二次品質損失函數(Quality Loss Function)來表示依產品性能偏離目標值的程度,將品質損失描 述為: £(y)=k(y-m)2 (3-1) 其中 y 表示產品的品質特性,m 為目標值,而 k 是品質損失係數 (Quality Loss Coefficient)。如圖 3-1 所示,當產品符合目標值 時,損失為零。當 y 愈偏離 m,則損失愈大。而影響品質特性 y 的因 子有信號因子、 控制因子及雜音因子。圖 3-2 所示為因子與之關係 圖。
信號因子是使用者可經由調整此因子而使產品的品質特性值 隨之改變的參數,即由設計工程師依據所開發產品品質需求來決 定,以表達所想要的回應值。例如汽車駕駛員可用方向盤的角度來 控制汽車的方向,因此,汽車方向盤的角度就是一個信號因子。 2.控制因子(Control Factor) 控制因子是指其水準可以由設計人員所決定的因子。此類因子 的水準可由設計者自行設定與選擇,並調整這些控制因子的水準, 找出最佳參數組合,使品質特性符合產品的要求,讓 y 的損失最 小。例如:材料、溫度、速度、壓力等的選擇。 3.雜音因子(Noise Factor) 雜音因子通常是導致產品機能性產生變異的主因,且是不可控 制或控制成本非常高,但設計人員無法自由選擇或控制其水準的因 子。雜音因子的水準會隨環境而變化,因此無法確知某特定情況的 雜音因子值。通常我們僅掌握雜音因子的一些特性,例如:平均值 和變異數。雜音因子會影響品質特性 y 偏離目標值而帶來損失。凡 是参數的水準不容易控制或必須花費高成本來控制的參數,皆可視 為雜音因子。一般而言,雜音因子可分為三種: (a) 內部雜音因子:因所使用的零件、零組件不符合規格中心值 而有了初期變異,或者在使用期間中又因零組件之劣化等所 衍生的變異,使得零件偏離了原有的特性,造成產品基能偏 移了目標值。這種零件的差異及產品退化、劣化等所引起的
產品機能變異的參數稱為內部雜音因子。 (b) 外部雜音因子:所使用環境條件等會影響產品性能的因子。 (c) 產品間的變異:製程上不可避免的的變異,雖然規格值一 定,但製程中仍會造成每件產品間的差異,而其原因可能並 不明確。 田口實驗法的特點之ㄧ,是利用直交表來配置實驗之控制因子與 雜音因子,直交表為一組含有行與列的矩陣式(Matrix)數字,每一行 代表依各個實驗中因素的狀態,每一列則代表一特定因素或條件組 合。在直交表中,任兩行間均具有直交性,所謂直交性,即是在因素 分析中因素 A1中的因素 B 效果與因素 A2中的因素 B 效果相同,則稱 因素 A 與因素 B 互相直交,亦即任何兩行元素的所有組合,都出現相 同次數。 典型的直交表示以
( )
c a b L 來命名,它代表共有 a 組實驗、最多 可容納 b 個水準的因子 c 個,亦即代表一個 a 列 c 行的直交表;字母 L 是直交表的原始名稱拉丁方格(Latin squares)。有些直交表同時 可容納兩種或兩種以上水準的因子,此時以(
c e)
a b d L × 來表示,它代 表共有 a 組實驗,最多可容納 b 個水準的因子 c 個及 d 個水準的因子 e 個。 使用直交表分析大致有下列優點: 1. 實驗次數較少。 2. 由直交表實驗所獲得之結論,在整個實驗範圍裡都是成立的。3. 具有良好重現性。 4. 資料分析簡單,各因子的效果只要簡單地計算一些平均值即可 決定各因子的效果。 5. 可用來檢核加法模式是否成立。 信號雜音比乃是用來衡量產品品質的一種統計度量。它是將平均 值與變異數同時考慮的評判指標,可表示製程或產品的水準受誤差因 素影響的程度。SN 與損失函數有密切關係,SN 越大者表示產品品質 特性值的變異越小且越接近目標特性值,屬於最佳設計。因此參數設 計即是找出能使 SN 最大化的組合。此組合能使平均值趨向目標且讓 變異最小。 田口實驗設計法之運算分析模式最主要是根據不同的品質特性 型態,定出適當的 SN 運算法則加以分析討論。田口方法根據品質特 性型態,通常可分為三類:
1.望大特性(Larger the Better),其品質特性是越大越好,也就是 品質特性的理想機能為無窮大(假設品質特性是正數),例如:機械強 度、焊接強度等。其 SN 公式為: n y 1 log 10 SN n 1 i 2 i
∑
= − = (3-2) i y :第 i 個品質特性 n:資料數目品質特性的理想機能為零(假設品質特性為正數),例如:翹曲量、收 縮量等。其 SN 公式為: n y log 10 SN n 1 i 2 i
∑
= − = (3-3)3.望目特性(Nominal the Best),其品質特性是越接近目標值越好, 品質特性的機能是此目標值。例如:外徑、矽晶圓鍍膜厚度。其 SN 公式為: (3-4) S:標準差 y:平均品質特性 m:目標值 3-1-2 變異數分析 變異數分析(Analysis of Variance,ANOVA)的首要目的是評估 實驗誤差並以百分量之方式來協助判斷。在田口方法中,常將交互 作用視為誤差的一部分,當因子效應和實驗誤差比較起來足夠大 時,才認定此因子效應為「有意義的」或是「重要的」。有了實驗誤 差後,可以評估每一個因子效應相對於實驗誤差的「重要性」。只有 「重要性」達到某一程度的因子效應,才會被用在預測的公式中,
其他「重要性」不足以達到該程度的因子效應則被視為可能只是實 驗誤差造成的偶發現象。
ANOVA 主要是利用平方和(Sum of Square)的數學技術,量化評 估每一控制因子平均效應對整個實驗誤差量比。其分析項目包括: 總平方和 TSS、自由度 DF、主效果平方和 SS、交互作用效果平方和、 誤差平方和 SSE、淨平方和 SS’與貢獻度 F0。其計算公式如下: 1.總平方和:為所有觀測值平方和減去修正項
∑
= − = N 1 j 2 j CF y TSS (3-5) =∑
= n y CF N 1 j j CF:修正項 yj:實驗數據 n:實驗次數 2.自由度 總變動所對應的總自由度為:F N-1 = N 為所有觀測值數目 3.主效果的平方和 對於某一因子 A,具有 p 水準,且每一個水準 m 有個觀測值, 那麼此因子的平方和為:( ) ( )
( )
CF m A ... A A SS 2 P 2 2 2 1 A − + + + = (3-6)4.假設 A 因子具有 a 水準,B 因子具有 b 水準,那麼 A 和 B 之交互 作用 A×B 的平方和為:
(
) (
)
(
)
CF SS SS m B A ... B A B A SS A B 2 p P 2 2 2 2 1 1 B A − − − + + + = × (3-7)(
a 1)(
b 1)
SSA×B所對應的自由度為 − − 5.誤差平方和(SSE) SSE 為總平方和減去主效果平方和及所有交互作用效果平方和。 6.淨平方和 定義為個各因子之平方和減去誤差變異數除以各因子的自由度 7.貢獻度(F0) 為各因子所佔變異數之百分比。 3-1-3 田口最佳化及步驟 田口法最佳化方法及其步驟如下: 1. 選定品質特性(Quality Characteristics)及判定品質特性之理 想機能(Ideal Function)。 2. 列出影響此品質的控制因子(Control Factors),並定出它們的 水準。 3. 依控制因子及其水準的數目選定適當的直交表,並安排完整的實 驗計畫。4.執行實驗,紀錄實驗數據。 5.資料分析。 資料分析工作的主要目的有(1)計算每個控制因子的變動品 質特性的效應(Effects),(2)計算每個控制因子的變動對品質特 性變異的效應,(3)在變異數分析中可利用統計檢定的方法,來 辨識各因素的影響效果,並且應用貢獻度來彌補田口式實驗,無 法研判各實驗參數對品質特性之影響力及誤差程度等方面之不 足 。 6. 對新的設計值作確認實驗。
3-2 主成份分析法與主成份灰關聯法
傳統的田口方法中大都只針對單一品質特性來尋求最佳的參數 條件。然而事實上,產品的品質特性常具有多個,傳統上,工程師仍 依靠其工程經驗,依各種不同的品質特性分別找出各單一品質特性的 最佳因子組合,再從這些不同的因子水準組合中,來決定此產品設計 或製程的最終因子組合。但是,當各品質特性間的相關性愈強,或所 考量的產品具有多個品質特性時,由於各個品質特性可能會受到不同 的參數影響或是影響程度不同,在決定最佳參數設定時就很難進行。 主成份分析主要應用在多變量的研究中,由於變量個數太多,而 且彼此之間存在著一定的相關性,因而使得所觀測的數據在一定程度 上反應的信息有所重疊,而且當變量較多時,在高維空間中研究樣本的分佈規律比較麻煩。若將變數個數減少,並使其改變為少數幾個互 相獨立的線性組合,經由此線性組合而得的成份之變異數為最大,使 觀測值在這些成份方面顯示出最大的差異,亦即透過主成份分析,可 以用較少的變數,去解釋原來資料中的大部份變異。而這幾個主成份 也就成為用來解釋此原始資料的總體性指標。 主成份分析的原理是假設有一 p 個變數所組成的樣本資料,經由 主成份分析可發現由第一個原始變數之線性組合所配置的原始變數 的總變異最大。此第一個線性組合表示如下: Y1=a11x1+a12x2+a13x3………+a1pxp Y2=a21x1+a22x2+a23x3………+a2pxp .. . Yp=ap1xp+ap2xp+ap3xp………+appxp 其中 Y1為第一主成份,Y1的變異數等於樣本共變數矩陣中最大的特徵 值,第一主成份的係數則是最大特徵值所對應的特徵向量元素。以 此類推:Y2為第二主成份,由第二主成份所造成的變異量是佔原始變 數的總變異次大者,其主成份的係數則是次大特徵值所對應的特徵向 量元素。接著可求出第三、第四個主成份,直到求出第 p 個主成份為 止。 進行主成份分析時之注意事項如下: 1. 主成份分析,可使用變異數-共變矩陣(S),或相關係數矩陣(R)
為出發點來進行分析。 2. 為使變異數達到最大,通常主成份分析是不加以轉軸。 3. 成份的保留:通常將特徵值小於 1 的成份予以放棄,而只主張保 留特徵值大於 1 的部份。 4. 在實際研究裡,研究者如果用不超過五或六個成份,就能解釋變 異的 70%-80%,亦已算令人滿意。 5. 使用成份分數後,會使各變量之變異數最大,而且各變量之間會 彼此獨立正交。 根據灰色理論的定義,灰關聯實際上是表示兩個序列間的關聯程 度,此一測度稱為「灰關聯度」。 灰關聯應用在多重品質特性問題時, 可把多個品質特性轉換成單一個灰色關聯度值,藉由灰色關聯度值, 排列出各品質特性值所排列出的品質特性大小,找出最佳的參數組合 。「主成份灰關聯法」主要是結合主成份分析法與灰色關聯度方法的 優點,先以主成份分析法算出彼此間相獨立的主成份個數,以取代原 有的品質特性個數,再以灰關聯分析方法把多個相獨立的主成分分數 轉換成單一關聯度值,藉由比較此關聯度值,挑選最佳因子組合。本 實驗以王君[13]所提出的方法演算,其步驟如下: 1. 以直交表規劃實驗因子與水準。 2. 針對各品質特性的實驗數據進行正規化處理,由於各品質特性的 單位不盡相同,如果直接以原始數據進行資料分析,可能無法挑 選出最佳解,因此必須先對原始數據以望大、望小、望目效果測
度,進行正規化處理,使正規化的數據介於 1 與 0 之間。本實驗 的品質特性為望小特性。 3. 利用主成份分析法求取主成份點。 4. 算出灰色關聯度。 5. 比較灰色關聯度的大小。 6. 利用選取的最佳因子組合,進行卻確認實驗。
3-3 二次損失規劃法[14]
假設控制因子有 n 個,分別為 X1、X2、…、Xn。其品質特性中, 望小特性有 i 個,望目特性有 j 個,望大特性有 k 個,其目標值分別 為τ1、τ2、τ3…τj,則其總品質損失函數可表示為: ) X , X , (X L ) X , X , (X L ) X , X , X ( L ) X , , X , (X L n 2 1 j 1 b k 1 c LTB n 2 1 NTB n 2 1 i 1 a STB n 2 1 TQL m m m ⋅⋅ ⋅⋅ ⋅⋅ + ⋅⋅ ⋅⋅ ⋅⋅ + ⋅⋅ ⋅⋅ ⋅⋅ = ⋅⋅ ⋅⋅ ⋅⋅∑
∑
∑
= = = 而多重品質特性的目標是將總損失最小化,亦即 Min:LTQL(X1,X2,X3 ⋅ ⋅⋅ ⋅⋅Xn) 如果將現有的組合實驗預估的平均 SN 比值是為觀測值,而 SN 是 由二次損失函數所求得,可將 SN 比轉換為品質損失減少百分比最大 化,亦即Max: ) 10 )(1 (10 K ) 10 1 )( (10 K ) 10 )(1 (10 K ) X , X , (X RPQL k 1 c 10 τLTB ) X , X , (X SN 10 τLTB LTB 10 τNTB ) X , X , (X SN j 1 b 10 τNTB NTB 10 τSTB ) X , , X , (X SN 10 τSTB i 1 a STB n 2 1 TQL C n 2 1 c LTB c c b n 2 1 b NTB b b a n 2 1 a STB a a
∑
∑
∑
= − ⋅⋅ ⋅⋅ ⋅ − − − ⋅⋅ ⋅⋅ ⋅ − = − − ⋅⋅ ⋅⋅ ⋅ − − = − + − + − = ⋅⋅ ⋅⋅ ⋅⋅ (3-8) 其中,K (10 10 ) STB STB 1 1 ττττ − 為第一個望小特性之現行條件下之損失, 1 STB ττττ 為現行條件下平均 SN 比,SNSTB1(X1,X2,...Xn)為其 SN 函數, 其餘依此類推 n n 2 n n 2 2 2 2 2 1 1 2 1 1 n 2 1 X b X a X b X a X b b X a a ) ,... , (X
X
X
SN
STB1 + ⋅⋅ ⋅⋅ ⋅⋅ + + + + + + = (3-9) 其演算步驟如下: 1. 對各品質特性計算 SN 值。 2. 根據步驟(1),計算各因子的效果。 3. 估計各實驗組合之平均 SN 值。 4. 估計各品質特性之二次曲線 SN 函數模式。 5. 計算現行條件之各品質特性的平均 SN。 6. 利用數學規劃技術,求解總損失函數之最佳化的參數設計。圖 3-1 品質損失函數 雜音因子(X) 信號因子(M) 品質特性(y) 控制因子(Z) 圖 3-2 因子與品質特性之關係圖 產品/製程
第四章 結果與討論
本研究首先以 L9(34) 直交表之參數組合的模擬結果,探討在模 具設計時冷卻水路、澆口數及澆口面積對導光板模流分析保壓後剪切 應力的大小分佈之影響,並據以設計模具;再以此最佳設計,以 L18(21 ×37 ) 直交表模擬七製程參數,研究對 X、Z 軸的線性收縮率、體積收 縮率及凹痕值大小等四種單一品質特性之影響。後另以主成份分析 法、主成份模糊分析及二次損失規劃法等三種方法探討多重品質特性 下之最佳綜合產品品質,並比較其結果。4-1 模具設計最佳化
在射出成型中,薄殼設計及其成型技術,不僅可以降低成本、縮 短成型週期、減輕重量,使得強調輕、薄、短、小的消費品,如筆記 型電腦及行動電話或其它類的電子科技產物的需求快速成長。目前更 大量發展運用在航太工業、光電業、資訊及醫療方面等科技尖端領 域,由於塑膠重量輕、成本低且取得容易,逐漸取代原有的金屬及木 材使用,成為現在生產線上的主流材料。 一般薄殼的定義有兩種: 1. 成品的壁厚須小於 1mm(0.04in),且表面積須大於 50cm2 (8in2 )。 2. 流長對壁厚比為 100:1 至 150:1 或更大。 由此可知,薄殼產品在成型的過程中,由於流路變薄,使塑料充填不易,隨著厚度愈薄,模穴內固化層所佔的比例就愈高,使得高分 子材料與模壁間的阻抗會更大,造成成品無法充填完成,使成品有短 射現象。其改善方法如下: 1.採用多點進澆系統。 2.提高射出壓力。 3.提高射出速度。 4.提 高塑料溫度。 5.提高模具溫度。 6.選擇黏度低且機械性質良好的材 料。 7.較佳之模具設計。 流道流動平衡可以確保流到每個模穴的塑料溫度及壓力相同,塑 料所承受的熱力歷程(Thermo-Mechanical History)相同,所以各模 穴成型件的重量、密度及其它性質一致,產品品質得以控制。薄殼件 常因射出流動不平衡或射出壓力不平衡而造成翹曲變形,多點進澆時 可評估各澆口壓降情形,以找出佔優勢之澆口位置(壓降較小者);淘 汰多餘之澆口(壓降較大、流量較小者)。提高射出壓力及射出速度為 了使材料流動加速,塑料因為高的剪切率產生切變致稀性而有黏度下 降的情形,使整體流動阻力降低,由於黏滯加熱影響亦使固化層厚度 變薄。同時提高塑料溫度,有助於塑料的流動性。高模具溫度使得高 分子材料和模壁間的溫度差縮小,使得固化層的厚度降低,利於充填 的完成。選擇黏度較低的高分子材料,使其在模穴內較易流動,比較 不會造成短射現象。
4-1-1 模具最佳化之實驗設計
本研究以經濟生產為考量,採用的模具設計為一模兩穴。射出成型冷卻過程結束時,若模溫均勻代表冷卻迴路設計佳;反之,若模溫 分佈差異性大,塑件易因溫度差異造成熱應力產生翹曲變形的現象。 因此,若設計不當的冷卻系統,不但會使成型時間拉長,增加成本且 冷卻不均勻更會造成塑件產生翹曲變形及凹痕等問題。本研究冷卻水 路的配置數目,分別採(a) 4 支串聯水管迴路,(b) 12 支並聯水管迴 路,(c) 12 支串聯水管迴路等三種模式配置探討,如圖 4-4,4-5, 4-6 所示。為了提供較佳的充填及保壓效果及考慮流道長度的對稱性 及均等性,分別規劃了單點進澆、兩點進澆及四點進澆等三種模式於 導光板的厚端進澆,如圖 4-1,4-2 及 4-3 所示。另外,澆口形狀影 響塑料的流動性、故針對導光板此大面積且薄形的平板件,採取扇形 澆口,使塑料能產生扇形的流動。此外,塑料流經澆道或澆口時,若 截面積甚小,則所遭遇的流動阻力升高,產生較大的壓降消耗許多射 出壓力且塑料溫度亦因黏滯加熱而明顯上升。因此過小的澆口設計有 可能造成塑料的過熱及其裂解;若澆口截面積過大,又會因為澆口位 置之塑料因冷卻結果而凍結,使保壓階段壓力因澆口固化而無法傳遞 且不利於澆道系統的剪除及廢料的增加。本研究之澆口的總截面積分 別採 69mm2 、103.5mm2 、138mm2 等三種尺寸作探討。 剪切應力代表塑料在加工過程中剪切流動所造成的應力。若剪切 應力過大及分佈不均會形成應力集中,易使成型品 產生翹曲變形問 題,剪切應力過高(如大於 1MPa)[6],則會使塑料遭受過大應力, 造成高分子鏈破斷,影響強度。
綜合上述,針對模具部分,定冷卻水管迴路、澆口數及澆口總面 積等三個控制因子,使用 L9(34)直交表,如表 4-1 所示。其控制因子 及水準,如表 4-2 所示。控制因子配置及其模擬結果,如表 4-3 所示, 表中另含平均剪切應力、標準差及 SN 值。期望之剪切應力值分佈均 勻且愈小愈佳。因此,其理想機能為望小特性。
4-1-2 模具設計結果與討論
塑料於保壓結束後,剪切應力的大小及分佈情形將影響成型品之 品質。若剪切應力過高,將使塑料遭受過大壓力將影響塑件的強度。 若分佈不均勻將會造成應力集中,亦會使成品發生翹曲變形問題 [5]。表 4-3 為保壓結束後的剪切應力平均值、標準差及 SN 值,圖 4-18 為因子對 SN 之反應圖。最佳參數組合為 A3、B3、C1即 12 支串聯 水管迴路、四點進澆及澆口總面積採用 69mm2 ,最佳模具設計,如圖 4-7 所示。圖 4-8 為流動波前之等值線圖,其熔融塑料呈現較為均勻 的流動狀態,圖 4-9 為在保壓結束時剪切應力分佈的情形,由顏色顯 示得知剪切應力較大者位於澆口附近及 X 軸方向距離澆口約 80mm 處,經由感測節點量測剪切應力值在 0.69 MPa 以下,如圖 4-10 所示。
塑件不均勻的冷卻效果會造成產品因熱應力而產生翹曲變形。 同時冷卻系統設計不當,會造成生產週期過長,增加成本。圖 4-11、 圖 4-12 及圖 4-13 所示為導光板三種不同水路迴路冷卻階段溫度分佈 等值線圖,其平均溫度分別為 58.1℃、56.9℃及 48.9℃。其中圖 4-13
之 12 支串聯水管迴路設計可得到最低且均勻的溫度分佈。 導光板的射出成型中,單點入澆由於流道過長,容易使充填完成 後溫度及壓力分佈不均且造成翹曲變形,而塑料在流入模穴後,受模 壁熱傳導影響,固化層會隨時間增加而變厚,必需以更大的壓力來推 動塑料流動,四點入澆口可使塑料流動平衡,同時可降低入澆壓力, 避免產生過大的溫度及壓力差
。
澆口總面積採用 69mm2 ,為水準一其澆口總面積最小者。因其小 截面增加流速,造成剪切加熱使黏度降低並減少剪切應力。4-2 田口製程參數最佳化
製程參數最佳化的方法及步驟如下: 1. 選定品質特性及判定品質特性之理想機能:本研究之導光板為一 厚端 2.3mm 漸縮至薄端 0.7mm 之楔形結構,如圖 4-14 所示。由於 液晶本身不會發光,因此當光源由導光板厚端入射,大部份光線 利用全反射往薄端傳遞,當光線碰到導光板底部的擴散點時,光 線會向各個角度擴散,破壞全反射而自導光板正面射出,利用疏 密、大小不同的擴散點或 V-Cut 設計,使導光板面均勻發光。為 了能讓光源完全吸收且反射光源,對於成品的收縮痕、尺寸精度 及翹曲方面要求關係到導光板的外觀、尺寸及光學特性,因此本 實驗選定的品質特性分別為導光板 X、Z 方向尺寸的線性收縮率, 凹痕指數及體積收縮率,其四者之理想機能皆為望小特性。2.列出影響此品質的控制因子,並定出它們的水準:射出成型是利用 壓力推進(Pressure-Driven)的力量迫使塑料填滿模穴。因此黏度 較高的塑料,如 PMMA,流動阻力較大,造成壓力降也較大,因此 需要較高射壓始能成型[10]。一般導光板在射出成型中是利用較 高的料溫、射速及較高的模溫,使融膠在充填過程中不致於因冷 卻速度過快而有足夠的時間保壓,但射速過高會產生較高的殘留 應力及縫合線的問題,且保壓壓力也會因為殘留應力及分子定向 的問題對翹曲造成很大的影響,適度的保壓時間對成形後的密度 及收縮有很大的幫助。參考文獻[10,11]選定七個控制因子分別為 冷卻時間、料溫、模溫、射速、射壓、保壓及保壓時間,每因子 各取三個水準,如表 4-4 所示。 3. 依控制因子及其水準的數目選定適當的直交表,並安排完整的實 驗計畫:在直交表的選擇上,採用 L18(2 1 ×37 ) 直交表的 2-8 欄控制 因子,如表 4-5 所示。導光板的實體網格模型如圖 4-15 所示,各 由兩個長方形平面網格來建構實體網格,扇形澆口部份則建構三 角形實體網格,厚度方向設置三層網格實體網格,連同流道系統 共建立了 72148 個實體網格,同時在導光板設定了共 29 個量測節 點,分別針對導光板冷卻模擬後量測其 X、Z 軸線性收縮率如圖 4-16 所示。體積收縮率及凹痕值等各項觀測值數據,如圖 4-17 所示。 4. 執行實驗,紀錄實驗數據。 5. 資料分析:資料分析工作的主要目的有:a.計算每個控制因子的
變動品質特性的效應(Effects)。b.計算每個控制因子的變動對品 質特性變異的效應。c.在變異數分析中可利用統計檢定的方法, 來辨識各因素的影響效果,並且應用貢獻度來彌補田口式實驗, 無法研判各實驗參數對品質特性之影響力及誤差程度等方面之不 足 。 6. 對新的設計值作確認實驗。 7.在多重品質特性分析中,則分別以主成份分析法、主成份模糊法 及二次損失規劃法[14],比較其結果。
4-2-1 田口品質最佳化結果與討論
本研究
以田口法
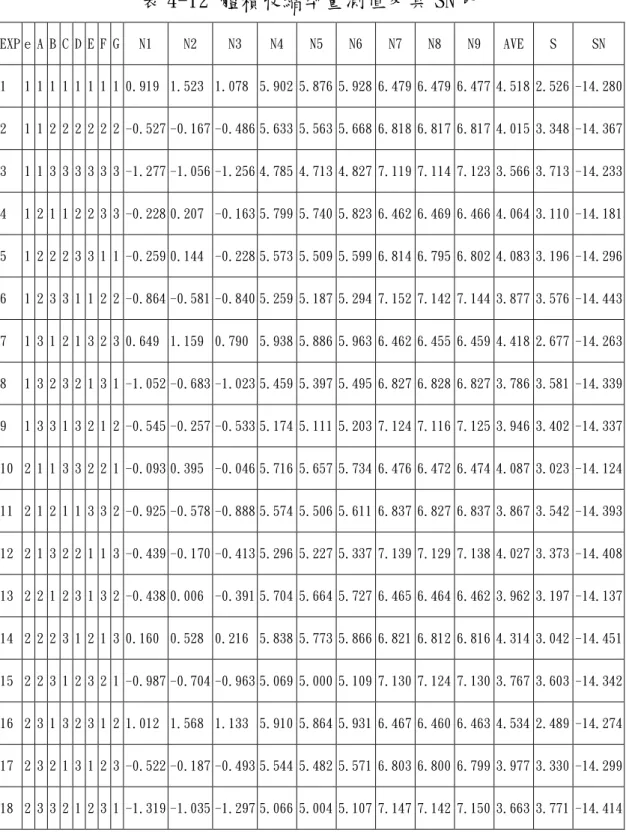
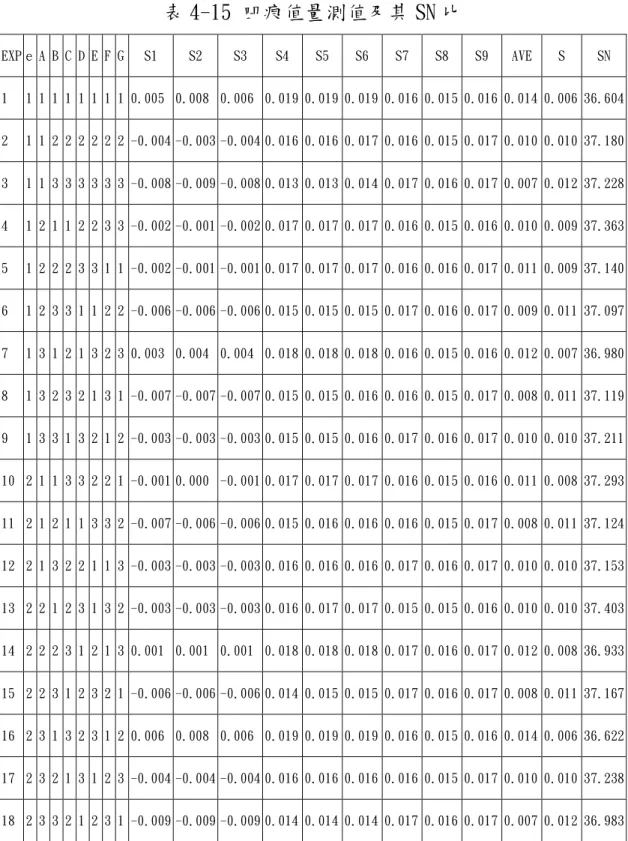
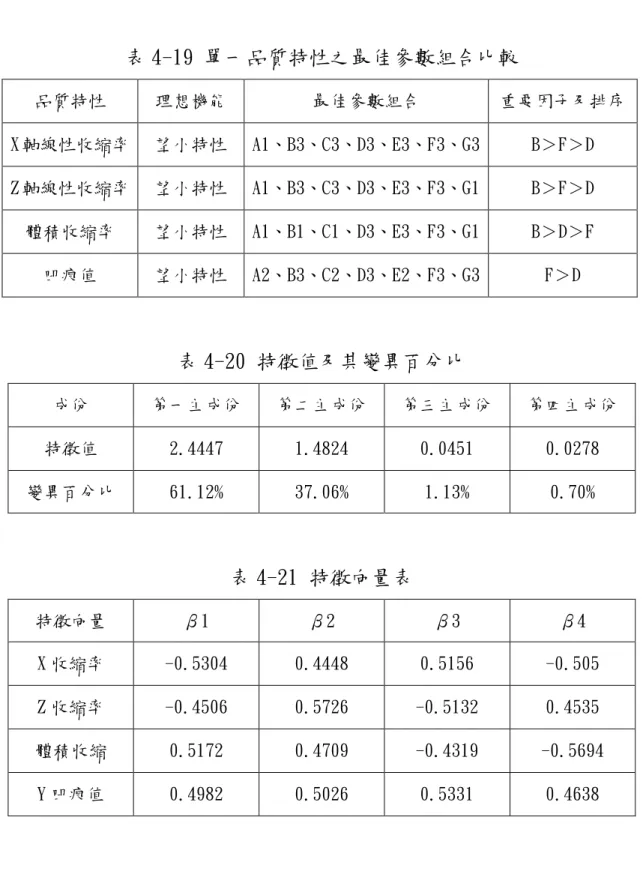
針對導光板單一品質最佳化之製程參數整理 如表 4-18 所示,說明如下: 1. X 軸線性收縮率 導光板之長度定義為 X 軸,規格尺寸為 290mm,針對每一片導光 板模擬後的收縮翹曲結果,分別在 X 軸方向量測 5 個觀測值,單位為 %,其品質特性為望小特性。表 4-6 為 X 軸線性收縮率量測值及 SN 比, 回應表及回應圖,如表 4-7 及圖 4-19 所示。其最佳參數組合為 A1、 B3、C3、D3、E3、F3、G3,另由表 4-8 變異數分析(ANOVA)可知,影響 X 軸線性收縮率重要的因子依序為 B(料溫)、F(保壓)、D(射速)。 2. Z 軸線性收縮率 導光板之寬度定義為 Z 軸,規格尺寸為 230mm,針對每一片導光板模擬後的收縮翹曲結果,分別在 Z 軸方向量測 5 個觀測值,單位為 %,其品質特性為望小特性。表 4-9 為 Z 軸線性收縮率量測值及 SN 比, 回應表及回應圖,如表 4-10 及圖 4-20 所示。其最佳參數組合為 A1、 B3、C3、D3、E3、F3、G1,另由表 4-11 變異數分析(ANOVA)可知,影響 Z 軸線性收縮率重要的因子依序為 B(料溫)、F(保壓)、D(射速),此 結果與 X 軸線性收縮率趨勢一致,但各因子影響程度不一。 3. 體積收縮率 針對每一片導光板模擬後的收縮翹曲結果,分別在導光板設置了 9 個量測點量測其數據,單位為%,其品質特性為望小特性。表 4-12 為體積收縮率觀測值及 SN 比,回應表及回應圖如表 4-13 及圖 4-21 所示。其最佳參數組合為 A1、B1、C1、D3、E3、F3、G1,另由表 4-14 變 異數分析(ANOVA)可知,影響體積收縮率重要的因子依序為 B(料溫) 、D(射速)、F(保壓),其重要因子與 X 軸及 Z 軸線性收縮率一致,但 排序不同。 4. 凹痕值 凹痕值是指導光板模擬後的收縮翹曲結果,導光板相對於設定平 面的高度差值,單位為 mm,其品質特性為望小特性。表 4-15 為凹痕 值觀測值及 SN 比大小,回應表及回應圖如表 4-16 及圖 4-22 所示, 其最佳參數組合為 A2、B3、C2、D3、E2、F3、G3,另由表 4-17 變異數分 析(ANOVA)可知,影響體積收縮率重要的因子依序為 D(射速)、F(保 壓)。
4-3 多重品質特性分析
4-3-1 主成份分析法
主成份分析的分析流程如圖 4-23,計算個別品質損失並予以標 準化後的數據如表 4-18,10-13 欄,其共變異矩陣如下: 其特徵值及所佔變異比如表 4-20 所示,其中第一主成份能解釋 61.12%的變異。第一主成份的係數為最大特徵值所對應的特徵向量元 素,如表 4-21 所示。 其特徵向量為[-0.5304,0.4506,0.5172,0.4982],因此, ψY1j=-0.5304Y1j-0.4506Y2j+0.5172Y3j+0.4982Y4j其中 Y1j ,Y2j ,Y3j ,Y4j 分別代表各單一品質在第 j 次實驗的標準
化品質損失。
ψ值計算列於表 4-18,第 14 欄,表 4-22 及圖 4-25 為對 SN 反應表
及反應圖。其最佳參數組合為 A2、B1、C2、D3、E2、F1、G3。
步驟一:將個別品質特性 SN 比轉換為品質損失,如表 4-23 所示。 L=10 (–η/10) 步驟二:將個別品質特性損失標準化,如表 4-24 所示。 + − − + − + − = i ij ij L L L L Y 表示第 i 個品質特性在第 j 次實驗之標準化品質損失 max{Li1,li2……,Lin} max{Li1,li2……,Lin} 步驟三:利用主成份分析法求取主成份得點。 (a).計算主成份之特徵值λj 與特徵向量βj,如表 4-25 及表 4-26 所示。 (b).針對標準化後之標準列與比較列分別求取主成份 得點Y(j),如表 4-27 所示。 其中 = * ×βj i i(j) X (j) Y (i=1,2,3,....18;j=1,2,3,4) 步驟四:算出灰色關聯度Γ。 (a).針對各主成份得點計算差序列,如表 4-28 所示。
∆
i(j)=Y
0(j)−Y
i(j)(i=1,2,3,....18; j=1,2,3,4) 其中Y0(j)為標準列主成份得點 Yi(j)為比較列主成份得點 (b). 利用各主成份得點差序,計算其灰色關聯度
∆
∆
∆
∆
γ
= ++ max i max min i ) j ( ) j ( (i=1,2,3,....18;j=1,2,3,4))
j
(
max
max
i j i max∆
∆
∀ ∀ =min
min
i(
j
)
j i x min∆
∆
∀ ∀ = ) 4 , 3 , 2 , 1 j ; 18 .... 3 , 2 , 1 i ( = = (c). 利用灰關聯係數算出灰色關聯度,如表 4-29 所 示。Γ
∑
γ
= × = n 1 j i j jC
(j) (i=1,2,3,....18;j=1,2,3,4) p j j jC
λ
ω
= = ( j=1,2,3,4)ω
j代表關聯係數的權重 其中λ
j為各主成份之特徵值p為品質特性個數 灰色關聯度Γ值最高者,為直交表內因子水準組合最佳者,表 4-30 及圖 4-25 為灰色關聯度Γ對 SN 反應表及反應圖,其最 佳參數組合為 A1、B3、C1、D3、E3、F3、G3。
4-3-3 二次損失規劃法
步驟一:對各品質特性計算 SN 比 步驟二:估計各實驗組合之平均 SN 比數值為矩陣 y ,如表 4-31 所示。 步驟三:估計各品質特性之二次曲線 SN 比函數模式,其二次函 數矩陣為 X,如表 4-32 所示。 步驟四:計算各品質特性之二次曲線 SN 比函數之係數 ,如表 4-33 所示。 β=(X'X)−1Xy 步驟五:利用 EXCEL 進行矩陣運算,可得各品質特性 SN 比 二次曲線函數。 SNZ(A,B,C,D,E,F,G)=-3.6222+0.0941A 2 -0.4266A+0.1988B2 -0.1876B+0.0853C2 -0.3346C+0.0608D2 -0.1111D+0.0821E2 -0.298E+0.0568F2 +0.1537F+0.0841G2 -0.3553G SNX(A,B,C,D,E,F,G)=-5.0982+0.0291A 2 -0.1340A+0.1344B2-0.3497B+0.0295C2 -0.1142C+0.015D2 +0.0404D+0.0295E2 -0.0968E+0.0129F2 +0.0891F+0.0294G2 -0.0975G SNN(A,B,C,D,E,F,G)=-13.9777-0.0026A2+0.0002A+0.0711B2 -0.361B+0.006C2 -0.0266C+0.0126D2 +0.0179D+0.0035E2 -0.0053E-0.0056F2 +0.0513F+0.0226G2 -0.0939G SNS(A,B,C,D,E,F,G)=35.2613-0.1225A2+0.4542A-0.0302B2 -0.1689B-0.0568C2 +0.1924C+0.0021D2 +0.1411D-0.0876E2 +0.3209E-0.0858F2 +0.473F-0.0057G2 +0.0718G 步驟六:利用 EXCEL 進行規劃求解 Max: ) 10 1 ( 10 ) 10 1 ( 10 ) 10 1 ( 10 ) 10 1 ( 10 ) G , F , E , D , C , B , A ( RPQL 10 1667 . 37 SN 10 1667 . 37 10 3519 . 14 SN 10 3519 . 14 10 1974 . 5 SN 10 1974 . 5 10 7837 . 3 SN 10 7837 . 3 TQL S N X Z − − + − − + − − + − − − + − × + − × + − × = Subject to : A,B,C…,G=Integer 1≦A,B,C…,G≦3 經由 EXCEL 增益集內的規劃求解,可得出最佳參數組合為: A1、B3、C1、D3、E3、F3、G1
4-4 多品質最佳化結果與討論
1. X 軸線性收縮率以原始參數及上述三種最佳製程參數對導光板進行模流分析驗
證實驗,其中以二次損失規劃法所得最佳參數模擬,其 X 軸線性收縮 率量測結果在導光板厚端沿 Z 軸方向距離 25mm 處,量測其保壓結束 後,溫度分佈約 80℃至 88℃左右,線性收縮率較小,如圖 4-26 所示。 距離膠口愈遠,導光板薄端沿 Z 軸方向 25mm 處,溫度分佈約 68℃至 84℃左右,如圖 4-27 所示。溫度差異過大造成較大的收縮所致。 2. Z 軸線性收縮率 同樣在以二次損失規劃法所得最佳參數模擬,Z 軸線性收縮率量 測在 X 軸方向距離導光板兩側各 25mm 處,量測其保壓結束後,溫度 分佈約 68℃至 85℃左右,收縮率較大,如圖 4-28 所示。另一端溫度 分佈約 82℃至 85℃左右,溫度分佈均勻,如圖 4-29 所示。故一般 Z 軸線性收縮率較 X 軸線性收縮率小。 3. 體積收縮率與凹痕值 體積收縮率與凹痕值以主成份模糊分析法的結果較佳,主要是其 保壓時間較二次損失規劃法長的緣故,由圖 4-32 所示,體積收縮率 呈現較均勻的收縮,同時可使導光板的凹痕值降低,得到均一的品質。 綜合主成份分析、主成份模糊分析及二次損失規劃求解等三種方 法的分析結果如表 4-33 所示,可以發現以二次損失規劃求解法所獲得的品質損失減少比是較佳的。以此三種方法和原始參數進行實驗模 擬驗證,模擬後所量測的觀測值繪於圖 4-30、圖 4-31、圖 4-32、圖 4-33,可以看出二次損失規劃求解法,對於導光板的 X、Z 軸的線性 收縮率,可得到較佳的改善結果。
表 4-1 L9(34) 直交表及模具設計因子配置 實驗編號 因子 A B C e 1 1 1 1 1 2 1 2 2 2 3 1 3 3 3 4 2 1 2 3 5 2 2 3 1 6 2 3 1 2 7 3 1 3 2 8 3 2 1 3 9 3 3 2 1 表 4-2 模具設計實驗之控制因子及其水準表 因子 水準 A AA A 水路配置數 水路配置數 水路配置數 水路配置數 B BB B 澆口數 澆口數 澆口數 澆口數 C CC C 澆口 澆口 澆口 澆口面積面積面積面積 水準一 4 1 76mm2 水準二 12(同方向) 2 103.5mm2 水準三 12(反方向) 4 138mm2