應用主成份、灰關聯分析與田口方法
進行多重品質特性之最佳參數設計
—以壓鑄品製程為例
盧昆宏* 陳宏佳 國立高雄大學亞太工商管理學系 高雄市楠梓區高雄大學路 700 號摘 要
本研究應用灰關聯與主成份分析結合田口方法提出一個解決多重品質特性參數設 計問題的三階段程序。首先,以田口損失函數來評估產品的品質特性,接著利用主成份 分析程序,使得這些品質特性之損失函數轉換成無相關的主成份;透過灰關聯分析解決 兩個以上的主成份,求得最佳參數組合。如此,在多重品質特性問題中決定最佳之控制 參數組合所遭遇取捨與衝突問題將可大幅降低。最後,利用壓鑄品製程來闡述最佳化程 序與模式之數值分析,因為在壓鑄品製程中若發生嚴重品質缺陷,常須以人工補銲方式 加以修補,嚴重時無法補銲則需報廢,造成極高成本浪費且影響產品品質。其驗證結果 也令人滿意且可達節省實驗成本與縮短新產品由實驗階段導入生產階段之時程。 關鍵詞:田口方法、損失函數、主成份分析、灰關聯分析。1.
緒論
1.1
研究背景
壓鑄品製程在傳統產業運用相當廣泛,舉凡民生工業用品、醫療器材、運輸工具、機 械工業,甚至高機密的航太國防工業都需要壓鑄品相關零件生產。在壓鑄品製程中常會 發生缺陷,尤其在雛型生成階段更是足以影響壓鑄品品質;在傳統上大多以工程師判斷 法決定最佳因子水準組合,但這樣一來不但容易發生因為工程師的認定標準不一的問題 且在製程設計上最困難的還是屬於參數水準設定,因而會產生不確定性及模糊性,且各 * 連絡人:盧昆宏 教授 國立高雄大學亞太工商管理學系,811 高雄市楠梓區高雄大學路 700 號品質特性的相關性越強或所考量的品質特性越多時,工程師要解決最佳參數組合就越困 難,在取捨各參數水準上,可能會造成各品質特性之間互相衝突的問題 [10]。
近年來田口方法的使用已相當的廣泛被應用在不同的加工生產領域中,田口博士於
1950 年到 1960 年代初期發展出穩健設計的理念,提出了信號雜音比 (singal-noise ratio,S/N) 的概念,提倡用系統設計 (system design)、參數設計 (parameter design)、允
差設計 (tolerance design) 來改善產品品質,俾便能夠在最短時間、最低成本與最少實驗 次數下對產品設計與品質提供穩健性 [12]。但是 Jeyapaul (2005) [14] 的研究指出大部分 田口方法都還是只針對單一品質特性,來做製程最佳化的設計,但在開發多重品質特性 最佳化製程上仍稍嫌不足。因此,發展一套能有效解決多重品質特性問題的方法,有其 必要性[15]。
1.2
研究動機與目的
壓鑄品是製造業及傳統產業不可或缺的重要製程一個部分,它帶領國家的產業走向 科技時代,不管是材料的研發與金屬熔煉,都必須靠壓鑄品的鑄造過程來創造,壓鑄品 的鑄造工業是基本工業,也是機械工業的基礎,所以也可稱「機械工業之母」[1]。 近年來由於消費者對於產品品質的注重與需求日益提高,加上科技技術加速創 新,產業競爭越來越激烈,導致產品生命週期縮短;且以往田口實驗設計只能解決單一 品質特性,但這可能無法符合製程真正需求,也因此失去很多改善成本和提高整體品質 特性之機會。有鑑於此,本研究為替案例公司維持競爭優勢且提高產品品質及縮短交 期,提出「主成份灰關聯法」,發展出一套解決田口式多重品質特性問題的方法。在演 算流程中,不但以主成份分析解決品質特性的關聯性,更以灰關聯分析考慮兩個或兩個 以上的主成份且可同時處理望大、望小與望目的品質特性,因此可以得到最佳參數組 合,藉此期盼能有效改善品質和降低生產成本,達成企業提昇生產力之目標。2.
文獻探討
在本節中,將針對相關主題壓鑄品製程之雛型生成、田口方法、主成份分析與灰關 聯分析,進行文獻回顧。2.1
壓鑄品製程之雛形生成
根據文獻與現場工程人員的經驗與判斷,壓鑄品品質產生變異時最有可能導致此現 象的原因,在於壓鑄品雛型生成之初,造模技術、熔化、燒鑄作業、鑄砂、砂心強度等 現象產生變異皆有可能導致 [5]。本研究協助案例其製程是先將熔融金屬倒入鑄模內以得壓鑄品之方法,故壓鑄品雛型製程包含鑄造方案之計劃、模型之砂心以及鑄模之製 作、熔化、燒鑄、鑄件清理及檢驗模砂回收等工作項目,其詳細製程如圖 1 所示。 壓鑄品製程可分為砂模鑄造與特殊鑄造兩大類,砂模鑄造是最常使用也是本案例所 使用的方法;特殊鑄造則包含有永久鑄造法、加壓鑄造法、離心鑄造法、精密鑄造法,以 及其他特種模鑄法 [7]。 圖 1. 壓鑄品雛形生成製程流程圖 圖 2. 砂心機製程模型-中空成型 圖 3. 壓鑄品雛形
2.2
田口方法
田口玄一博士 (Dr. G. Taguchi)所倡導的品質工程與穩健設計 (robust design) 概念
銅原料 回爐品 砂心模型 熔解壓鑄 擠壓成型 洗砂 鋸切 修毛邊 壓鑄品 雛形完工
相同,目的是在使產品品質對設計參數的變異不敏感,引用了通訊與統計的概念,其中 兩個主要的工具是直交表 (orthogonal array) 與訊號雜音比 (singal-noise ratio),直交表 最主要是用來配置設計參數水準;訊號雜音比是用來衡量品質的優劣。運用直交表的實 驗設計可以以最少的實驗次數推得設計參數水準的最佳組合,使得生產出高品質及低成 本的產品,幫助企業做好品質設計且在不同領域的成功應用實例也不斷地被發表 [17]。 依實驗品質設計目標的不同,將品質分為望大特性、望小特性及望目特性,S/N 比 愈大代表設計品質愈佳。田口以 S/N 比替代品質損失函數,作為產品績效衡量的準則,主 要在於減少交互作用的產生,增強穩健設計中,加法性(additive model)模式的成立。將 各類品質特性之 S/N 比公式 (單位為 dB) 的計算公式,整理成表 1 所示: 表 1. 品質特性之 S/N 比 品質特性 S/N比 望小 2 10 1 1 = 10 log ( ) n STB i i y n η = − ⋅
∑
望大 10 2 1 1 1 = 10 log ( ) n LTB i i n y η = − ⋅∑
望目 2 10 =10 log ( ) NTB y η σ ⋅ 其中,n 為直交表實驗中每個實驗組合的實驗總次數,yi (i=1,2,….,n)為每個實驗組 合的第 i 組實驗結果數據, y 為每組實驗組合的實驗結果數據的平均值,σ 為每個實 驗組合的實驗結果數據的標準差。 對於品質,田口博士指出:「產品出廠後,所帶給社會之損失,但是不包括損失是 由機能本身所引起的」,針對品質的問題為產品離開工廠後,去降低其所可能帶給社會 的損失。生產者對於產品從無形至成為有形的過程中所進行的品管活動,呈現出兩種型 態:一種為線外 (off-line) 品質管制,此類品質活動出現在產品發展以及設計過程,另 一為線上 (on-line) 品質管制,此類品質活動出現在生產過程當中。2.3
主成份分析
Karl Pearson首先提出主成份分析 (principal component analysis),再由 Hotelling 加
以發展的一種統計方法。進行行為科學研究時,經常面臨具有相互關係的眾多變數予以 篩選,使其改成較少幾個相互獨立的線性組合,上述動作為研究開始階段的重要工作。主 成份分析是希望利用較少的變數來解釋大量原始資料的方法,其權重是由資料本身分析 而得,並不是主觀認定。所以主成份分析所萃取出的主成份可以用來作為資料的綜合性
指標,因此主成份分析不僅可以賦予各項變數所需要的權重,同時也能客觀地處理原始 資料 [13] [16]。 Tong and Su (1997) [18] 將每個實驗裝置的變異-共變異矩陣視為相同,因此所有 資料經由同一組主成份轉軸,此種過程中明顯地未將各個實驗組的差異納入考慮;同時 也沒有說明如何處置兩個或兩個以上的主成份,應該要如何挑選最佳參數水準組合。楊 玉如 (1995) [8] 以主成份分析來解決田口問題之多重品質特性最佳化的問題。將各個品 質特性損失函數標準化,以消除損失函數因不同的衡量單位所造成之差異,使不同的品 質特性之損失能處在同一水準上做比較,再運用主成份分析依多個品質特性間的相關性 來合併品質特性,最後將這些合併後的新綜合品質特性應用在田口線外製程最佳化的精 神,找出最佳參數水準組合,以達到多重品質特性最佳化的目的。陳宏程 (1998) [4] 利 用主成份分析與多屬決策方法中的理想解類似度順序偏好法融入田口方法中,建構出一 個簡單實用的多重品質最佳化方法。
2.4
灰關聯分析
鄧聚龍教授所提出的灰色理論中的灰色關聯分析 (Grey Relation Analysis),是分析 離散序列資料間關係程度的方法,從少量且不確定性的資訊出發,以多個角度來分析、量 化和序化的這種關係 [9]。灰色理論的應用範圍及廣,主要對事物的「不確定性」、「多 變量輸入」、「離散的數據」及「數據的不完整性」做有效的處理。灰關聯分析是灰色系 統中,分析離散序列間的相關程度的一種測量方法,傳統上的統計迴歸 (regression) 是 處理變數與變數之間關係的一種數學方式,而且統計迴歸的研究方法需要有大量的數據 並且得做出函數關係,才可以加以計算,但灰關聯分析具有少數據及多因素分析的優 點,剛好可以彌補統計迴歸上的缺點。 洪維宗 (2002) [2] 應用灰色關聯分析法整合田口法的分析技術,找出具多品質特性 製程的最佳參數水準組合。其分析步驟首先將各個品質特性之實驗數據,使用灰關聯生 成方法,做標準化的動作,再針對各實驗組合,計算出各個灰關聯係數,針對每一次實 驗所求得之灰關聯係數值,計算多重品質特性的灰關聯度,並畫出反應圖,依灰關聯度 值大小決定最佳參數組合。黃得誌 (2007) [6] 根據田口直交表規劃實驗,並導入灰色系 統理論中的灰關聯分析技巧,同時衡量最佳方案與理想解及負理想解的特色,經過總灰 關聯度的分析,找到一組最佳切削參數,並在數控車床上進行實際切削,以驗證其最佳 切削參數之適用性。Chen (2000) [11] 所提出灰關聯分析解決多重品質特性問題,可把 多個品質特性轉換成單一個灰色關聯度值,藉由比較灰色關聯值,排列出各品質特性值 所呈現出的反應大小,因此可挑選最佳因子組合。但灰關聯分析是假設各品質特性間相 互獨立,一旦發生品質特性間有相關性時,灰關聯分析尚無法解決。
2.5
本節小結
綜合以上文獻探討可得知,過去已有許多對多重品質特性製程最佳化方法的研 究,但是有些具不確定性或不能合理解決問題,有些徒增問題的複雜度,都未能有效解 決實際遇到的問題,還有一些經由演算法求得之參數水準組合,現場工程人員卻無法從 最佳化過程中學習到任何製程參數與品質特性的問題。 因此本研究主要延續田口方法,結合灰關聯分析與主成份,發展出一套能夠解決多 重品質特性製程最佳化問題的算則。不但可以以主成份分析解決品質特性之間的相關 性,更以灰關聯分析考慮兩個或兩個以上的主成份,因此得到最佳的參數組合。 圖 4. 研究方法架構圖 現況瞭解 壓鑄品製程參數求最佳解 決定壓鑄品製程 參數及品質特性 現場工程人員意見 相關文獻 選擇適合的直交表與 S/N比公式規劃實驗 選擇量測品質特性 工具及方法 進行收集數據 與製程實驗 品質特性數據正規化 主成份分析求取得點 利用灰關聯分析 比較灰關聯度大小 確認實驗與提出驗證3.
研究方法
本研究目的在探討結合主成份、灰關聯分析與田口方法之多屬決策法,在鑄造品製 程中得到最佳化參數之研究,其研究架構如圖 4 所示,主要的內容涵蓋壓鑄品製程相關 實驗設計、直交表規劃實驗與灰關聯主成份法、決定和驗證參數組合最佳化以及結果比 較分析。3.1
壓鑄品製程相關實驗設定
經由與現場工程人員討論以及相關文獻考量,重要影響的參數大致包括燒鑄溫 度、銅液高度、燒鑄速度、砂心砂粒度、凝固時間、洗鑄時間、燒鑄等待時間與射出壓 力,依據現行作業機台設備及成本限制,將選出之控制參數依據參數特性及生產線設備 可調整極限之不同,分別訂成實驗中參數作業之上下極限值,並由高至低分別定義成水 準三及水準一,除「燒鑄溫度」因受生產線作業特性之限制,設為兩水準,其餘製成加 工參數均區分為三水準,如表 2。 此外,因實驗研究對象為壓鑄品雛型生成階段,所以產品特性依照現場工程人員的 經驗與建議將張力、表面凹孔量、夾渣量與透氣度為檢驗品質特性的指標,如表 3。 表 2. 各參數與設定之水準數表表 控制參數∕水準 水準 1 水準 2 水準 3 A燒鑄溫度 ( )℃ 985 1015 - B銅液高度 (mm) 250 300 350 C燒鑄速度 (mm/sec) 4 6 8 D砂心砂粒度 (%) 47 57 65 E凝固時間 (sec) 1 3 6 F洗鑄時間 (sec) 3 4 5 G燒鑄等待時間 (sec) 3 5 7 H射出壓力 (bar) 0.45 0.60 0.75 註:數字加底線為現行參數水準 表 3. 實驗品質特性的選擇 反應變數 品質特性 張力 望小品質特性 表面凹孔量 望小品質特性 夾渣量 望小品質特性 透氣度 望大品質特性有鑑於成本考量,所以利用田口實驗計劃法可以以較少的實驗次數而獲得較佳的加 工品質。原本需要 2×37 =4374 組的全因子實驗,但利用田口實驗計劃法後只需要使用 L18=(21×37)混合型直交表縮減次數到 18 組,而能獲得與全因子實驗近似的結果。進行實 驗後所得數據結果計算其各組實驗之平均值 u 與標準差
σ
,並依照各品質特性,計算 其訊號雜音比再對各品質特性數據進行正規化處理,因為各品質特性的單位不盡相 同,如果直接以原始數據進行資料分析,可能無法挑選出最佳解。3.2
主成份分析
進行主成份分析之前,如果實驗中品質特性之單位不盡相同時,宜先將數據資料正 規化,使正規化後之數據都介於 0 與 1,最大值為 1、最小值為 0。假設有 m 個實驗列,l 個品質特性,則原始數據: x0=(x0(1), x0(2),…., x0(l)) x1=(x1(1), x1(2),…., x1(l)) x2=(x2(1), x2(2),…., x2(l)) xm=(xm(1), xm(2),…., xm(l)) 其中, x0代表 l 個品質特性之參考數列,x1, x2…xm代表比較數列。 以下採望大說明: (0) (0) * (0) (0) ( ) min[ ( )] ( ) max[ ( )] min[ ( )] i i i i i x k x k x k x k x k − = − (1) 其中 * ( ) i x k 為正規化後所得之數值,max[xi(0)( )]k 與 (0) min[xi ( )]k 為 * ( ) i x k 序列中之最 大值與最小值;因此可以藉由正規化之數據做為後續研究之分析,不會有數據單位不相 同的困擾。 藉由剛完成的正規化數據後,進行主成份分析;假設在某次實驗中有m個實驗列、l 個品質特性、X矩陣代表品質特性的觀測值矩陣,其中xi(j)(i=1,2,3…m;j=1,2,3…l)代表 各觀測值,X矩陣如下所示:以主成份分析計算出彼此間的獨立的主成份 Yp 取代原有的的品質特性。求取變異 數最大為最大時之Y1,即第一主成份;其次在求取與Y1無相關下,變異數為最大之Y2,直 到求至第 p 個主成分Yp。通常原始資料 P 個變數經過轉換後,仍然可以找出P 個主成 份,但通常會視情況取較重要Q個主成份 (Q≦P) 來取代原有的品質特性;而如何選取 Q,則必須考慮這Q個新變數對原有的P個變數的「變異數-共變數結構」能有多少的 解釋能力而定。 而主成份的萃取 (Extraction) 步驟可分為三個階段: 1. 計算相關矩陣或共變數矩陣估計共同性 (community):共同性是指變數的變異數由 主成份決定的比例,若是相關矩陣則共同性為 1;若是共變數矩陣則共同性為個變 數的變異數;一般單位不同時以使用相關矩陣較佳。 2. 從相關矩陣或共變數矩陣中萃取主成份。 3. 決定因素的數目。 主成份分析就是要將重要的變數適當地給予較大的權重,不重要的變數給予較小的 權重。使組合Y=a1x1+a2 x2……+ap xp,在a’a=1,在Var(y)= a’ Σa最大解a是矩陣 Σ 的最
大特徵值 (eigenvalue)λ所對應的特徵向量 (eigenvector),主成份將依照特徵值由大到 小排列。其中 Σ 是隨機向量X矩陣的變異數矩陣,即a為矩陣 Σ 對應於λ的特徵向量,最 大特徵值所對應的特徵向量a是使Var(y)= a’ Σa最大的解。
3.3
灰關聯分析
灰色系統理論為鄧聚龍教授於 1982 年提出,主要研究系統模型之不確定性、資訊 不完全及運作狀況不清楚下,做系統關聯分析、模型確定、預測及決策。 灰色關聯分析在於探討兩個序列間的關聯程度,利用離散的測度方式來做其距離的 度量。為了衡量各因素間關聯程度,以下就以灰關聯四公理、灰關聯度計算方式之必要 條件分別做說明 [3]。 1. 灰關聯四公理:(一) 規範性:表示其系統中任何參數都不可能是嚴格無相關 的;(二) 偶對稱性:在灰關聯因子集中,只有兩個因子時,r(x0 ,xi) 為兩兩比較是 對稱的,這是具體化的距離量度;(三) 整體性:當關聯比較在一定環境中進行時,不 同參考序列的取捨,由於環境不同,比較結果也因此不一定符合對稱原理;(四) 接 近性:表示其對灰關聯度量化的約束。 2. 灰關聯度計算方式:在灰關聯空間中之測度公式,稱為灰關聯度 (Grey Relational Grade)。在求灰關聯度時若只取一個序列 X0(k)為參考序列時,稱之為「局部性(Localized) 灰關聯度」。而計算灰關聯度首先必須先求灰關聯係數 (Grey Relational
中i=0,1,…, m,k =1,2,3,…, n∈N,亦即 0 ( 0(1), 0(2),..., 0( )) x = x x x n ( (1), (2),..., ( )) m m m m x = x x x n 其灰關聯係數 min max max ( ( ), ( )) ( ) i j ij r x k x k k
ζ
ζ
∆ + ∆ = ∆ + ∆ (2) ,其中 (1) i=1,2,3,…,m、j=1,2,3,…,m、k=1,2,3,…,n。 (2) xi(k)為參考數列、xj(k)為一特定之比較數列;ζ 稱為辨識係數 (Distinguishing Coefficient),且ζ ∈ [0,1],一般而言,辨識係數的數值均取為0.5,可以依實際 需要進行調整。 (3) ∆ij( )k = x ki( )−x kj( ) :為 xi(k)和xj(k)之間差的絕對值。(4) nin min .min . i( ) j( )
j i k x k x k ∀ ∈ ∀
∆ = − :為各因子間及各序列間兩級最小差。
(5) max max .max . i( ) j( )
j i k x k x k ∀ ∈ ∀ ∆ = − :為各因子間及各序列間兩級最大差。 最 後 求 得 灰 關 聯 係 數 後 , 一 般 取 灰 關 聯 係 數 的 平 均 值 為 灰 關 聯 度 , 即 1 1 ( , ) ( ( ), ( )) n i j i j k r x x r x k x k n = =
∑
4.
實例驗證
本節將以壓鑄品製程中雛型生成案例來說明本研究演算法的應用,以此驗證此演算 法之可用性與有效性。4.1
實驗設計
此製程實驗根據多方考量後,決定選擇以 L18直交表有八個可控制參數,分別求得 四個不同的實驗品質特性,實驗之配置與四種反應變數S/N比列於表4。4.2
多重品質特性最佳化設計之建構流程
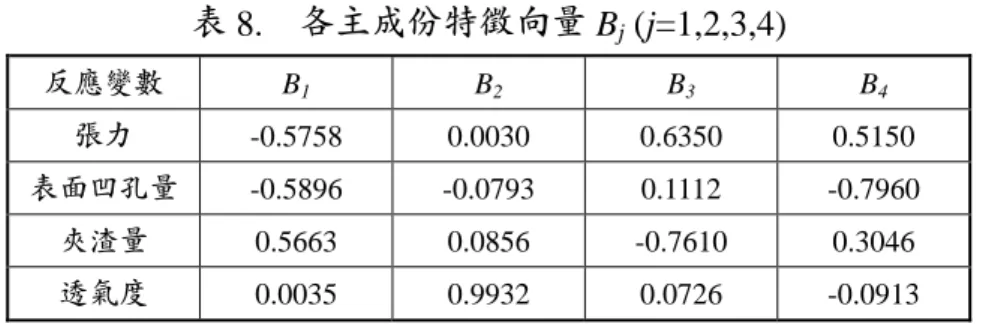
步驟一:計算各品質特性的S/N比。 依據不同反應變數轉換成不同的品質特性,根據表3所示除了透氣度反應變數為望 大特性外,其餘三個品質特性皆屬於望小特性,計算後整理成如表4。 表4. 壓鑄品製程S/N比數據轉換結果 實驗編號及控制參數 品質特性 SN 比 (dB) NO A B C D E F G H 張力 表面凹孔量 夾渣量 透氣度 標準列 1 -13.734 -20.028 -20.695 25.887 比較列 1 1 1 1 1 1 1 1 1 -16.226 -21.186 -21.193 17.153 2 1 1 2 2 2 2 2 2 -16.272 -21.812 -21.814 25.887 3 1 1 3 3 3 3 3 3 -16.431 -23.022 -23.025 18.647 4 1 2 1 1 2 2 3 3 -14.895 -20.028 -21.816 17.558 5 1 2 2 2 3 3 1 1 -15.118 -20.597 -20.816 11.965 6 1 2 3 3 1 1 2 2 -18.929 -25.325 -25.337 21.098 7 1 3 1 2 1 3 2 3 -16.241 -20.814 -20.695 20.153 8 1 3 2 3 2 1 3 1 -16.286 -21.154 -23.596 14.568 9 1 3 3 1 3 2 1 2 -16.424 -23.469 -23.473 22.625 10 2 1 1 3 3 2 2 1 -13.734 -21.143 -21.156 23.265 11 2 1 2 1 1 3 3 2 -17.611 -24.669 -21.144 19.623 12 2 1 3 2 2 1 1 3 -17.582 -24.994 -24.675 25.351 13 2 2 1 2 3 1 3 2 -13.734 -20.692 -21.151 21.023 14 2 2 2 3 1 2 1 3 -17.617 -23.851 -23.857 16.984 15 2 2 3 1 2 3 2 1 -17.582 -25.395 -25.394 14.589 16 2 3 1 3 2 3 1 2 -14.895 -21.961 -21.966 15.328 17 2 3 2 1 3 1 2 3 -15.118 -22.121 -22.123 15.369 18 2 3 3 2 1 2 3 1 -18.925 -26.181 -26.018 14.986 步驟二:正規化處理。 由於每個反應變數其單位不同,所以將步驟一所得之各品質特性S/N比需要進行正 規化處理,藉由公式(1)使正規化後的數據介於0至1之間,標準列即品質特性目標值,比 較列即實驗所量測的數值,計算後整理成如表5。表5. 正規化後之實驗數據 實驗編號及控制參數 SN 比標準化後數據 NO A B C D E F G H 張力 表面凹孔量 夾渣量 透氣度 標準列 1 1 1 1 1 比較列 1 1 1 1 1 1 1 1 1 0.520307988 0.811799122 0.906443735 0.372647608 2 1 1 2 2 2 2 2 2 0.511453321 0.710060133 0.789780199 1 3 1 1 3 3 3 3 3 3 0.480846968 0.513408094 0.562276912 0.479959776 4 1 2 1 1 2 2 3 3 0.776515881 1 0.789404471 0.401738256 5 1 2 2 2 3 3 1 1 0.73358999 0.907524785 0.977268458 0 6 1 2 3 3 1 1 2 2 0 0.139119129 0.127935375 0.656012067 7 1 3 1 2 1 3 2 3 0.517420597 0.872257435 1 0.588133889 8 1 3 2 3 2 1 3 1 0.508758422 0.816999837 0.455006575 0.186970263 9 1 3 3 1 3 2 1 2 0.482194418 0.440760605 0.478113846 0.765694584 10 2 1 1 3 3 2 2 1 1 0.818787583 0.913394702 0.811664991 11 2 1 2 1 1 3 3 2 0.253705486 0.245733788 0.91564907 0.550064646 12 2 1 3 2 2 1 1 3 0.259287777 0.192914026 0.252301334 0.961499785 13 2 2 1 2 3 1 3 2 1 0.892085162 0.914334022 0.65062491 14 2 2 2 3 1 2 1 3 0.252550529 0.378677068 0.405974075 0.360508548 15 2 2 3 1 2 3 2 1 0.259287777 0.127742565 0.117227128 0.188478667 16 2 3 1 3 2 3 1 2 0.776515881 0.685844304 0.761224873 0.241560121 17 2 3 2 1 3 1 2 3 0.73358999 0.659840728 0.731730227 0.2445051 18 2 3 3 2 1 2 3 1 0.000769971 0 0 0.216994685 步驟三:利用主成份分析求取主成份得點。 將正規化後的S/N比,利用SPSS統計軟體進行主成份分析先求得各品質特性間的 相關係數矩陣 R,如表 6所示;再利用相關係數矩陣使用 MATLAB 軟體計算出特徵值 與解釋變異量,如表7及表8所示。 表6. 四個品質特性的相關係數矩陣R 張力 表面凹孔量 夾渣量 透氣度 張力 1 0.856 0.758 0.003 表面凹孔量 0.856 1 0.818 -0.074 夾渣量 0.758 0.818 1 0.064 透氣度 0.003 -0.074 0.064 1 表7. 各主成份特徵值與解釋變異量 第一主成份 第二主成份 第三主成份 第四主成份 特徵值 2.6620 1.0114 0.2419 0.1247 解釋變異量 65.6% 25.3% 6.0% 3.1%
表8. 各主成份特徵向量Bj (j=1,2,3,4) 反應變數 B1 B2 B3 B4 張力 -0.5758 0.0030 0.6350 0.5150 表面凹孔量 -0.5896 -0.0793 0.1112 -0.7960 夾渣量 0.5663 0.0856 -0.7610 0.3046 透氣度 0.0035 0.9932 0.0726 -0.0913 一般選取主成份皆以特徵值大於1之主成份來代表所有品質特性,故查表7可知,第 一主成份解釋變異量為65.6%,實不足以解釋所有變數,所以本研究同時選取第一、第 二、第三及第四主成份進行得點計算,其解釋比例達100%以解釋所有資料的變異。 針 對正 規化後之標準 列與比較 列分 別求 取主成份得點 Yk,其中 Yk= Bj×Xi (i=0,1,2,…18 ; j=1,2,3,4 ; k=1,2,3,4),計算後整理如表9。 表9. 製程案例中各實驗主成份得點 各主成份分析得點 實驗編號 Y1 Y2 Y3 Y4 標準列 1 -0.5956 1.0025 0.0578 -0.0677 比較列 1 -0.263606749 0.384890442 -0.242081831 -0.136153452 2 -0.26239375 1.006031776 -0.124691186 -0.152542357 3 -0.259479822 0.485556232 -0.030618845 -0.033587434 4 -0.588272008 0.389609006 0.032716979 -0.192320422 5 -0.404050602 0.013888235 -0.176954896 -0.046914911 6 -0.007278793 0.651470306 -0.034262297 -0.131663613 7 -0.243855295 0.602116826 -0.292744374 -0.176941935 8 -0.516321584 0.161385616 0.081226017 -0.266796666 9 -0.264084196 0.767908673 0.046950825 -0.026789754 10 -0.538460912 0.8224024 0.089882689 0.067360096 11 0.229489034 0.605978194 -0.468445668 0.163740034 12 -0.116796517 0.962038361 0.063903347 -0.030960303 13 -0.581708867 0.6567253 0.085627048 0.0240043 14 -0.137521696 0.36353703 -0.080294874 -0.080618151 15 -0.15756952 0.187879532 0.103326419 0.050349404 16 -0.419564539 0.253020455 0.007598607 0.06378827 17 -0.396208614 0.255353973 0.0001083 0.053127337 18 0.000316132 0.215521431 0.016242746 -0.01941508
步驟四:利用灰關聯分析計算灰關聯係數 首先針對各主成份得點計算差序列 , (i=1,2,3…18 ; k=1,2,3,4); 代表標準列之主成份得點; 代表比較列之主成份得點。 接 續 利 用 各 主 成 份 得 之 差 序 列 計 算 出 各 主 成 份 得 點 之 灰 關 聯 係 數, min max max 0.5 ( ( ), ( )) ( ) 0.5 i j ij r x k x k k ∆ + ∆ = ∆ + ∆ ;最後本案例中灰關聯度 採等權處理,例如 1 1 1 1 1 (1) (2) (3) (4) 4
γ
+γ
+γ
+γ
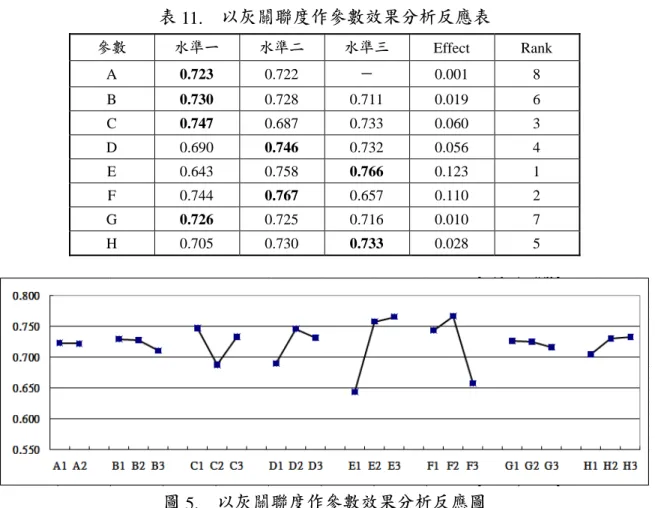
Γ = ,其計算後整理如表10。 表10. 製程案例中各主成份灰關聯係數、灰關聯度與RANK 各主成份灰關聯係數 灰關聯度 實驗 編號 i(1) γ γi(2) γi(3) γi(4) Γi RANK 1 0.602 0.448 0.627 0.885 0.6404 16 2 0.602 1.000 0.736 0.860 0.7992 6 3 0.599 0.492 0.854 0.942 0.7221 8 4 0.992 0.450 0.959 0.804 0.8012 4 5 0.726 0.336 0.683 0.966 0.6777 13 6 0.460 0.589 0.849 0.892 0.6974 11 7 0.588 0.556 0.589 0.825 0.6397 17 8 0.868 0.373 0.962 0.718 0.7301 7 9 0.603 0.683 0.986 0.930 0.8004 5 10 0.903 0.738 0.946 0.791 0.8444 1 11 0.377 0.559 0.488 0.686 0.5275 18 12 0.512 0.931 0.995 0.937 0.8437 3 13 0.980 0.593 0.953 0.850 0.8438 2 14 0.523 0.439 0.787 0.981 0.6827 12 15 0.534 0.380 0.922 0.813 0.6624 15 16 0.743 0.400 0.914 0.796 0.7132 9 17 0.718 0.401 0.902 0.809 0.7075 10 18 0.457 0.389 0.929 0.918 0.6729 14 步驟五:比較灰關聯度Γ之大小。 灰色關聯度 之排序最大值者,為直交表內因子水準最佳組合,除直交表外,為了 求取整體之參數最佳組合,對各參數水準之平均關聯度 ,作反應表與反應圖如表 11. 及圖5,以找出整體參數水準最佳組合。表11. 以灰關聯度作參數效果分析反應表 參數 水準一 水準二 水準三 Effect Rank A 0.723 0.722 - 0.001 8 B 0.730 0.728 0.711 0.019 6 C 0.747 0.687 0.733 0.060 3 D 0.690 0.746 0.732 0.056 4 E 0.643 0.758 0.766 0.123 1 F 0.744 0.767 0.657 0.110 2 G 0.726 0.725 0.716 0.010 7 H 0.705 0.730 0.733 0.028 5 圖5. 以灰關聯度作參數效果分析反應圖
4.3
決定最佳參數水準
藉 由 參 數 效 果 分 析 反 應 圖 發 現 反 應 值 愈 大 者 愈 好 , 藉 由 圖 5 可 找 出 A1B1C1D2E3F2G1H3 最大,故為最適水準。此外,本研究利用 ANOVA 辨識出顯著的參 數,並計算出各顯著參數之貢獻度,其結果如表12所示。得知其中控制參數E (凝固時 間) 貢獻度為44.5%、控制參數F (洗鑄時間)貢獻度為30.9%、控制參數C (燒鑄速度) 貢 獻度為8.5%、控制參數D (砂心砂粒度)貢獻度為6.9%,其餘不顯著的參數皆併入誤差 項內,故不計算其個別貢獻度。其中以控制參數E (凝固時間) 貢獻度為最大,因此應該 多注意此參數水準的調整,其餘較不顯著之參數,則可以選擇成本較低的水準。表12. 多重品質特性衡量指標變異數分析表 參數 自由度f 變動S 變異V 變異比F 純變動S’ 貢獻度ρ% A B C 2 0.012 0.006 9.00 0.01 8.5% D 2 0.01 0.005 7.50 0.01 6.9% E 2 0.057 0.028 42.00 0.06 44.5% F 2 0.04 0.02 30.00 0.04 30.9% G H 誤差e 9 0.006 0.00067 0.01 9.2% 總和T 17 0.125 0.13 100.0%
4.4
進行實例驗證
為了驗證本研究方法所找到的製程參數水準為最佳組合,本研究以製程參數水準組 合:A1B1C1D2E3F2G1H3為驗證組進行測試,其驗證之結果為張力之S/N比為-14.235、表 面凹孔量S/N比為-20.389、夾渣量之S/N比為5.808、透氣度之S/N比為9.303,結果比 較整理如表13所示。 經測試後發現與起始使用的參數水準所表現的反應變數皆有大幅度的改善,可顯現 本研究所找到的製程參數水準為最佳組合且驗證本研究所提出的方案是具有可行性的。 表13. 驗證結果比較 起始參數水準 預測最適參數水準 驗證最適參數水準 反應變數 A2B2C3D1E2F3G2H1 A2B1C1D3E3F2G2H1 A1B1C1D2E3F2G1H3 改善 張力 -17.582(dB) -13.734(dB) -14.235(dB) 3.347(dB) 表面凹孔量 -25.395(dB) -21.143(dB) -20.389(dB) 5.006(dB) 夾渣量 -25.394(dB) -21.156(dB) -19.586(dB) 5.808(dB) 透氣度 14.589(dB) 23.265(dB) 23.892(dB) 9.303(dB)5.
結論
在大部份的傳統製程若發生品質變異量過高,大多會以工程師判斷法,依照各種不 同的品質特性分別找出品質特性的最佳化參數組合,但是當品質特性越多或品質特性相 關性越高時,工程師要決定的參數也就越複雜且每位工程師的判斷不一,這常常造成製 程上的困難度。有鑑於此,本研究提出的「主成份灰關聯法」解決了此困難的現象,因為主成份分析可使有相關性的品質特性轉換成獨立的線性組合,再利用灰關聯分析,把 多個獨立的主成份得點轉換成單一衡量指標,因此可決定最佳參數水準。 最後以壓鑄品製程案例驗證結果可知,本研究所找到的最佳參數組合,比原有參數 水準組合更具有實用性與有效性;依據本研究方法建議之參數水準組合:「燒鑄溫度」 設定為985℃,「銅液高度」設定為250 mm,「燒鑄速度」設定為4 mm/sec,「砂心砂粒 度」設定為57%,「凝固時間」設定為6 sec,「洗鑄時間」設定為4 sec,「燒鑄等待時間」 設定為3 sec,「射出壓力」設定為0.75 bar來規劃實驗。如此便可協助案例企業節省實 驗成本、縮短新產品由實驗階段導入生產階段時程和提升競爭力。
參考文獻
1. 林玉興、林金雄、陳阿茂、馬莊、張琨璋、蔡文昌,工廠實習-鑄造,高立圖書有限 公司,台北 (1996)。 2. 洪維宗,灰色關聯分析於整合田口方法多重品質特性最佳化-在食品工業製程實 證,東海大學食品科學研究所碩士論文(2002)。 3. 夏郭賢、吳漢雄,灰關 分析之線性 據前處 探討,灰色系統學刊,聯 數 理 1卷1 期,47-53(1998)。 4. 陳宏程,主成份分析法在多重品質最佳化問題上之應用-以半導體銅製程為例,國 立交通大學工業工程研究所 (1998)。 5. 張晉昌,鑄造學,全華科技圖書股份有限公司,台北 (1999)。 6. 黃得誌,結合灰關 分析法與田口法於多目標 控 削聯 數 車 參 數最佳化研究,大同大學 機械工程研究所碩士論文 (2007)。 7. 唱際寬,鑄造學,三民書局,台北 1989)。 8. 楊玉如,應用主成份分析方法於多重品質製程最佳化之研究,國立交通大學工業工 程研究所 (1995)。 9. 鄧聚龍,灰色系統基本方法,華中理工大學出版社出版發行,台北(1987)。 10. 羅中育,田口品質工程應用於模擬退火法參數組合之研究-以旅行推銷員問題 (TSP)為例,國立雲林科技大學工業工程與管理研究所碩士論文(2000)。11. Chen, Chie-bein and Chin-Tsai Lin and Che-Wei Chang and Cheng-pin Ho, Grey
Relation for Solving Multi-Quality Characteristics Problems of Taguchi Methods,Journal of Technology, Vol.12(2000).
12. G.Taguchi, Introduction to Quality Engineering, Asian Productivity Organization,
Tokyo(1990).
13. Hotelling,H.F.,The Application of Electronic Computers to Factor Analysis,Educational
and Psychological Measurement ,Vol.20,pp.141-151(1933).
considering multi-response problems in the Taguchi method –a review, International Journal of Advanced Manufacturing Technology, Vol. 26, pp. 1331-1337 (2005).
15. Lu,Dawei,and J. Antony, Optimization of multiple responses using a fuzzy-rule based
inference System, Taylor & Francis,Vol. 40,No.7,pp.1613-1625 (2002).
16. Pearson, K.,On Lines and Planes of Closest Fit to Systems of Points in Spaces,
Philosophical Magazine,Series6, Vol.2,pp.559-572(1901).
17. Ross,P.J., Taguchi Techniques for Quality Engineering ,McGraw-Hill ,New York(1998).
18. Tong, L.I. and C.T. Su, Multi-Response Robust Design by Principal Component
Solving Multi-objective Quality Characterization
Optimization through Principal Component Analysis
,
Grey Relation Analysis and Taguchi Method
-Take the Process of Casting as example
Kuen-Horng Lu* Hung-Chia Chen
Department of Asia-Pacific Industrial and Business Management, National University of Kaohsiung
700 Kaohsiung University Road, Nanzih District, 811, Kaohsiung City, Taiwan
Abstract
In this study, we propose a three-phased procedure that combines principal component analysis, grey relation, and Taguchi method to solve the parameter design problem responses. The quality characteristics of a product are first evaluated through Taguchi’s quality loss function. The function relationship is then fed into the principal component analysis to transfer a set of responses into a set of uncorrelated principal components. Therefore, the conflict for determining the optimal combination of control factors in a multi-response problem can be greatly reduced. Finally, we use the case of the process of casting to expound on the optimization procedure and the pattern of numerical analysis. If there are any severe defects during the process of casting, manual soldering patch repair is often required. When the defect is too severe to repair, the entire cast must be abandoned. It not only causes an enormous waste of cost but also affects quality of products. The confirmation experiment yields a satisfactory result that demonstrating the effectiveness and the usability of the research. This research helps the case company to reduce the experimental cost and the time interval from the experimental stage to productive stage.
Keywords: Taguchi Method; Loss function; Principal Component Analysis; Grey Relation Analysis.
* Corresponding author: Professor Kuen-Horng Lu, Ph.D.
Department of Asia-Pacific Industrial and Business Management, National University of Kaohsiung. 700 Kaohsiung University Road, Nanzih District, 811, Kaohsiung City, Taiwan.