various substrates
Cheng-Tzu Kuo, Tyan-Ywan Yen, and Ting-Ho Huang
National Chiao Tung University, Institute of Mechanical Engineering, Hsinchu 30050, Taiwan, Republic of China
S. E. Hsu
Cheng Shan Institute of Science and Technology, Lungtan, Taiwan, Republic of China (Received 9 April 1990; accepted 13 May 1990)
The adhesion of diamond films deposited by microwave plasma-enhanced CVD on various substrates can be quantitatively determined by an indentation method. The friction behaviors of diamond-coated cemented carbides sliding against a brass ring were studied. The wear resistance of the diamond-coated cemented carbide inserts and the commercial inserts with the other ceramic coatings were compared and directly
evaluated by turning tests. Effects of the coating conditions, the substrate materials, and the surface pretreatments of the substrate on adhesion, friction, and wear properties are discussed.
I. INTRODUCTION
Diamond is the hardest material and the material with the largest thermal conductivity. Since the devel-opment of low pressure plasma-enhanced chemical vapor deposition (PECVD) methods for synthesizing diamond films, one of the research efforts has focused on developing diamond films as a hard coating on tool materials for tribological applications.1"6 The most im-portant features of any coated object for such applica-tions are the quality of adherence between the films and the substrate, and the tribological behavior with its counterpart. However, only limited reports have been published on the adhesion of the diamond films to the substrate,3'7 and no quantitative data have been pro-vided. Regarding the tribological behavior of diamond films, steel or SiC instead of nonferrous materials has been employed as the friction partners,4"6 although it is known that steel is not a good candidate for the friction partner against a carbon material due to a strong mu-tual alloying tendency of the materials involved.
This paper presents the results of the adhesion tests on diamond films deposited by the microwave PECVD method on various substrates. The friction behavior of the diamond-coated cemented carbide inserts against a brass (70% Cu-30% Zn) ring will be discussed, and the wear resistance will be evaluated by turning tests. Ef-fects of coating conditions and surface pretreatment of the substrate on the adhesion strength, friction, and wear behaviors will also be discussed.
II. EXPERIMENTAL
Diamond films were synthesized by a microwave (2.45 GHz) PECVD system. A mixture of hydrogen and methane was used as the reactants for deposition
under the following conditions: methane concentration, 1 vol. %; total gas flow rate, 100 cc/min; total pressure, 40 Torr; microwave power, 200-300 watts. The sub-strate temperatures were varied from 880 to 1050 °C, and were monitored by an IR pyrometer. The substrate materials, specimen designations, and the correspond-ing surface pretreatments before diamond deposition are shown in Table I.
A detailed description of the indentation adhesion tests, which used a Rockwell hardness tester with a Brale diamond cone indenter, is given elsewhere.8 Since the Rockwell hardness tester employs discrete loads, only the minimum load at which the film cracks and the next lower available load were recorded as the range of crack initiation load, Pcr. The slope, dP/dX, of
the indentation load versus the crack diameter curve is also used as a measure to differentiate the quality of adherence between the coating and the substrate.
The coefficient of friction (/A) was tested using a block-on-ring tribotester, as shown in Fig. 1. The tests were performed by pressing the stationary diamond-coated specimen against a rotational ring made of brass (70% Cu-30% Zn). The tests were carried out in air without adding lubricants. The diamond-coated ce-mented carbide insert with tool geometry, ISO TPGN 110308, was first backed by an acrylic plastic block (21.5 mm x 10 mm x 23.5 mm), mounted with an in-stant adhesive resin. The brass ring (25.0 mm o.d., 12.7 mm i.d., 20 mm width) has a surface roughness of Ra 0.7 jxm and a hardness of RB 48. The load is ap-plied to the surface of the brass ring through a line contact of 5 mm diamond film. The friction force at the contact area was recorded through the load cell. The n can be calculated by dividing the friction force by the applied normal force.
C-T. Kuo ef a/.: Adhesion and tribological properties of diamond films on various substrates TABLE I. Specimen W l W2 WC1 WC2 WC3 THD-1 THD-2 THD-3 K68 SiAlONi SiAlON2 Specimen designations Substrate material8 Pure W Pure W K68 K68 K68 K68 K68 K68 K68 Kyon2000 Kyon2000
and results of the adhesion tests.
Surface pretreatmentb SP1 SP1 None SP2 SP3 SP3 SP3 SP3 None SP3 SP3 T c Jdep CO 880 980 880 880 880 1050 980 920 , d 'dep (min) 120 180 240 120 120 120 120 120 Without diamond coating
880 980 120 120 dP/dX' (Kgf/mm) Film flaking 133 83 100 118 162 60 60 Pj (Kgf) <10 10-20 10-20 10-20 10-20 20-30 20-30
"Substrate materials: K68 denotes ISO grade K68 cemented carbide inserts (94.3% WC-5.7% Co) with tool geometry TPGN 222. Kyon2000 represents Kennametal Kyon 2000 grade inserts with tool geometry RPGN 32 manufactured by Kennametal Co.
bSubstrate surface pretreatments: "SP1" denotes that the surface was polished with 1 ^m diamond paste. "SP2" and "SP3" indicate that the
surface was scratched with 20-40 /j,m diamond powders dispersed in ethanol in a ball milling machine for 10 min and 1 h, respectively. Tdep is the deposition temperature.
d*dep is the deposition time.
"dP/dX denotes the slope of the indentation load versus the lateral crack diameter curve.
'Per is the minimum indentation load at which the film cracks.
The wear resistance of diamond-coated inserts was evaluated by turning Al-11.0% Si-3.8% Cu alloys. The flank and the rake wear lengths of the insert were recorded as a function of cutting time. The wear length was determined by a stereographic optical microscope. The cutting conditions for the turning tests were as
fol-Normal force
1
acrylicX
plastic
Substrate
Diamond film
FIG. 1. Illustration of the block-on-ring tribotester.
lows: tool geometry, ISO TPGN 110308; cutting speed, 250-350 m/min; depth of cutting, 0.1 mm; feed, 0.06 mm/rev; without cutting fluid. In order to com-pare the cutting performance between the diamond-coated insert and the inserts with the other ceramic coatings, both the single and the multiple layer coat-ings of the commercial inserts, such as TiN- , TiC- , TiC/alumina- , and TiC/alumina/TiN-coated inserts, were also used for turning experiments at the same cut-ting conditions.
III. RESULTS AND DISCUSSION
A. Adhesion of diamond film on cemented carbides
The results of the adhesion tests for diamond films on various substrates are also tabulated in Table I. The curves of the indentation load versus the crack diameter are shown in Fig. 2 for diamond films deposited at dif-ferent temperatures and with difdif-ferent surface pretreat-ments, and a typical lateral crack pattern for a 60 Kgf load is shown in Fig. 3. The lateral cracking was found to propagate exclusively along the film-substrate inter-face, and a severe upward deflection of the delami-nated film was observed. Table I shows very low Pa
values (10-20 Kgf) for the ISO K68 substrates, suggest-ing a poor adhesion of the diamond films. Table I also shows that the Pcr value does not discriminate among
the relative adhesions for the specimens deposited at different temperatures and subjected to different pre-treatments. On the basis of the slope of the indentation load versus the lateral crack diameter curves, as shown in Fig. 2 and Table I, diamond films obtained after SP3
PU 70 60 50 -ca
o
i—iio
n
cd CD CJ 40 30 20 10FIG. 2. Indentation load versus lateral crack diameter for diamond-coated ce-mented carbides deposited at different temperatures and with different surface pretreatments: (O) 880 "C, without pre-treatment; (•) 880 °C, SP2 pretreat-ment; (A) 880 °C, SP3 pretreatpretreat-ment; (+) 980 °C, SP3 pretreatment.
1 2 3 4 5 6 7 8 9
Lateral crack diameter (o.imm)
surface pretreatment and deposited at 980 °C show the best adhesion. Fine scratches on the substrate surface have already been recognized as promoting the adhe-sion of diamond films2 by increasing the nucleation sites
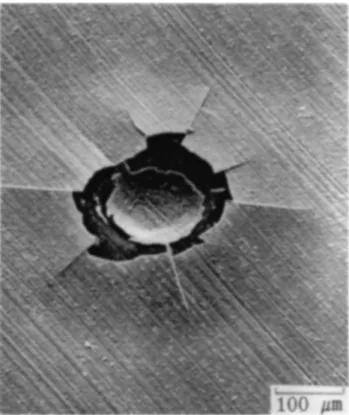
FIG. 3. SEM micrographs showing a typical lateral crack pattern for a 60 Kgf load for diamond-coated cemented carbides with SP2 pretreatment (diamond deposited at 880 °C for 2 h).
and reducing the diamond particle size to obtain better contact with the substrate. The surface pretreatments of the substrates before diamond deposition were for the purpose of generating more fine scratches. Derjaguin et al.9 found that the temperature
depen-dence of the diamond growth rate shows a distinct maximum at about 1000 °C. This is related to the com-petition between diamond and graphite depositions. Another possible reason may be that there is a lower residual intrinsic stress in the film. Knight and White10 reported that the diamond film deposited on WC sub-strate can develop an internal tensile stress, but the de-tailed deposition conditions were not given. For films in residual tension, the delaminated films will experi-ence both the upward and lateral deflections, as sug-gested by Drory et al.11 The typical indentation crack
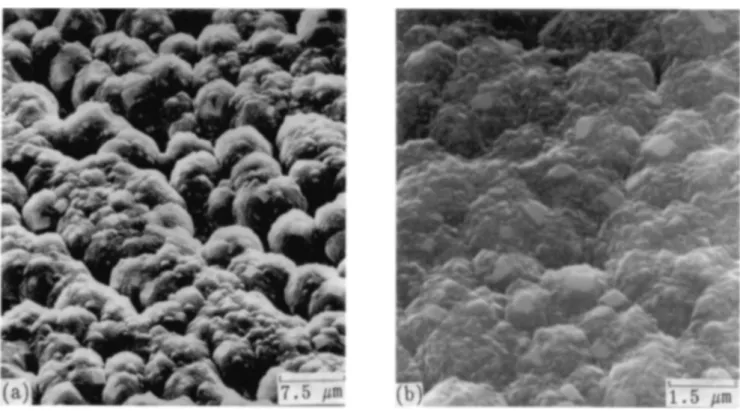
pattern in Fig. 3 suggests that the diamond film may suffer a large tensile residual stress under the present deposition conditions. Effects of the surface pretreat-ment and the deposition temperature on the morphol-ogy of diamond films are shown in Figs. 4 and 5, respectively. The specimen without surface pretreat-ment is still in the stage of clustering of aggregates after a 4-h deposition at 980 °C, as shown in Fig. 4(a). In contrast, the pretreated specimen can form a continu-ous diamond film only after a 2-h deposition at the same temperature, as shown in Fig. 4(b). This situation can also be observed from the micrographs of the frac-tured cross sections of the films in Fig. 6. In Fig. 6(a) the film deposited on the substrate without pretreat-ment shows a wave-like morphology, which implies large voids existing at the film-substrate interface;
C-T. Kuo ef a/.: Adhesion and tribological properties of diamond films on various substrates
r *T£i
FIG. 4. SEM micrographs showing morphology of diamond films deposited at 980 °C on cemented carbides: (a) without pretreatment, 4 h deposition time; (b) SP3 pretreatment, 2 h deposition time.
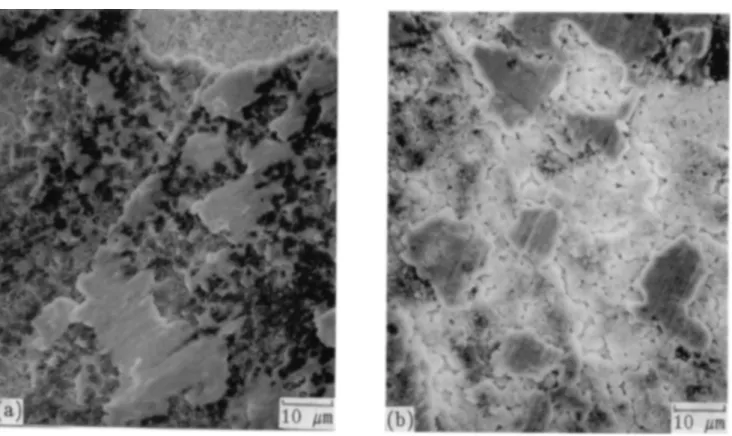
FIG. 5. SEM micrographs of diamond films deposiu-il :u ilillurent
• • * . * • - ' •
I l(i. 0. SEM micrographs showing fracture morphology after indentation test for diamond films deposited at 880 °C on cemented car-bides: (a) without pretreatment, 4 h deposition time; (b) SP3 pretreatment, 2 h deposition time.
therefore the specimens show a poor adhesion. In con-trast, the pretreated specimens show a denser morphol-ogy with fewer voids, as shown in Fig. 6(b), due to a higher nucleation density. This results in a better adhesion.
B. Friction of diamond film on cemented carbides
If the hard-coated triboelements are subjected to unlubricated sliding (i.e., a cutting tool), the friction characteristics of the coating become equally as impor-tant as their wear properties. The coefficient of friction ill) as a function of the sliding time for diamond films on ISO K68 cemented carbide substrates against a brass ring without adding lubricants is shown in Fig. 7. The transition of the friction coefficients which occurs dur-ing sliddur-ing may be caused by the gradual accumulation of brass on the coated surface. Figure 7 also shows that the variation of /u, for diamond film deposited at the highest temperature (THD-1, 1050 °C) is the greatest. The friction resistance can be expressed as the sum of two terms, one representing the shearing and the other the ploughing process. If a diamond film with a rougher surface is slid on metal, it will tend to dig into the metal surface during sliding, resulting in a greater friction re-sistance. Figure 8 shows the surface morphology after friction measurements for the coatings deposited at dif-ferent temperatures. An obvious material transfer from the brass ring was seen. Derjaguin et al.9 reported that
the maximum growth rate of diamond film occurs at about 1000 °C, and a greater growth rate will generally result in a rougher surface and so a greater friction resistance.
10 14
Time (min)
18
FIG. 7. The friction coefficient versus the sliding time (the load is 0.3 Kgf, and the sliding speed is 1 m/s, without adding lubricant).
C-T. Kuo ef a/.; Adhesion and tribological properties of diamond films on various substrates
00*
FIG. 8. The corresponding micrographs in Fig. 5 showing morphologies after tribotests: (a) 980 °C; (b) 920 °C.
The jaasa function of the applied load is shown in Fig. 9. The friction coefficient (fi) for diamond film de-posited at 980 °C shows a tendency to decrease with an
( icr
2)
25
a 20
s
mi s
10 • T H D - l A T H D - 2 0 100300
Load(g)
500FIG. 9. The friction coefficient versus the applied load (the sliding time is 20 min, and the sliding speed is 1 m/s, without adding lubricant).
increase in the applied load, and the diamond film deposited at 1050 °C tends to show a maximum fi at the intermediate load. Figure 9 also suggests that the diamond-coated cemented carbide insert of THD-2 will suffer a lower friction force during cutting than that of THD-l, and is expected to have a better wear resis-tance, as will be discussed in the next section.
C. Wear of diamond film on cemented carbides
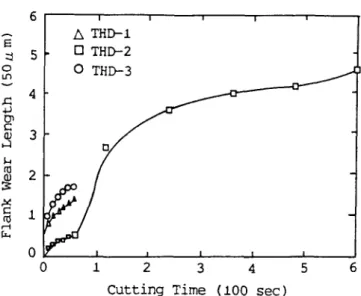
The flank face wear length of the diamond-coated inserts as a function of the turning time at different deposition temperatures is shown in Fig. 10. Specimen THD-2 (specimen designations are shown in Table I) shows a better wear resistance. It is expected that both the adhesion strength and the surface roughness deter-mine the wear resistance of the coating. Specimen THD-l has a greater growth rate of the film and so a rougher surface than that of THD-2. Specimen THD-3 has a weaker adhesion strength than that of THD-2, as shown in Table I.
Comparison of the cutting wear resistance between the diamond-coated inserts and the commercial inserts with the other ceramic coatings is shown in Fig. 11. The figure shows that the diamond coating (THD-2) has a better wear resistance than the substrate (ISO K68) it-self and the other ceramic coatings, where TiC, TiCN, TiC/alumina, and TiC/alumina/TiN are the commer-cial inserts with either single or multiple layer coat-ings on cemented carbides. From Table I it is seen
E a o 4-1 cn to l - l 1 2 3 4 5 6
Cutting Time (100 sec)
FIG. 10. The flank wear length versus the cutting time for dia-mond-coated cemented carbide inserts at different deposition tem-peratures: (A) 1050 °C; (D) 980 °C; (O) 920 °C.
that the adhesion strength of THD-2 is greater than the other coating conditions, but is still much poorer than the other ceramic coatings, such as TiN coating (Per ~ 150 Kgf). An improvement in the adhesion of di-amond film is expected to result in a dramatic increase in cutting performance. A poor adhesion in the present coating conditions is partly attributed to a higher Co content (5.7% Co in ISO K68) in the substrate.12 Figure 12 shows the tool tip morphology of specimen THD-2 after 10 min turning experiments. It is apparent that the coating wear resulted from spalling of the de-cohered pieces of a layer at certain weak sites on the surface.
.A-FIG. 12. SEM morphology of the tool tip showing spalling of the pieces of diamond films after 10 min cutting.
1 2 3 4 5
Cutting Time (100 sec)
FIG. 11. Comparison of the rake wear resistance between the dia-mond coating (THD-2) and the other ceramic coatings.
. / : , , ' / • •-.-•/
- ••• •••'• /•,••.••-••.•':* •
."'.•*_• '/"•;; .*"' I t m ,;m
FIG. 13. SEM morphology showing a typical lateral crack pattern for a 30 Kgf load for diamond film deposited at 880 °C on SiAlON substrate for 2 h.
C-T. Kuo et at.: Adhesion and tribological properties of diamond films on various substrates
FIG. 14. SEM morphology showing fractured cross-sectional area of diamond film deposited at 880 °C for 2 h on SiAlON substrate.
D. Adhesion of diamond film on tungsten
In order to know the role of tungsten in a cemented carbide substrate on diamond deposition, adhesion measurements for diamond films deposited on pure
tungsten disks (4.8 mm diameter x 3 mm) have been carried out. The results are also shown in Table I. Dia-mond films deposited under 950 °C usually cracked after diamond deposition, and this could be attributed to the residual thermal stress from the large mismatch of thermal expansion coefficients (0.8 x 10 6/cC and 4.6 x 10~6/°C at room temperature for diamond and W, respectively13'14). The x-ray diffraction studies on the W substrate covered with a diamond film at 980 °C show that WC was formed during the deposition period. The WC layer can serve as an intermediate layer to reduce the residual stress at the interface (thermal expansion coefficient for WC is 3.8-3.9 x 10-6/°C15). The crack patterns8 show a severe delamination of the film. The unique nucleation and growth process of diamond can produce void networks at the film-substrate interface, which may be responsible for the low PCI values
(<10 Kgf) given in Table I. Fracture along these voids can result in a rough wave-like fracture cross section, a similar morphology to Fig. 6 for cemented carbides. The slope value, dP/dX, for specimen W2 in Table I is comparable with that for specimen THD-2.
E. Adhesion of diamond film on SiAlON
SiAlON is a commercial ceramic insert for cutting applications. The PCI values for SiAlON substrates are
also given in Table I. A typical lateral crack pattern for a 30 Kgf load is shown in Fig. 13, and the fractured cross section in Fig. 14 shows a columnar growth fea-ture. There is no severe upward deflection, suggesting that the residual stress state is different from those on
FIG. 15. Indentation load versus lateral crack diameter for diamond-coated SiAlON inserts with SP3 pretreatment and different deposition temperatures: (O) 880 °C; (•) 980 °C.
1 2 3 4 5 6 7 8 9 10
cemented carbides. The diamond films deposited on SiAlON substrates were reported to have residual com-pressive stresses.11 In contrast to the films on cemented carbides, the adhesion of the film on SiAlON is rela-tively insensitive to the deposition temperature, as shown in Fig. 15.
IV. CONCLUSIONS
Indentation adhesion tests can be quantitatively used to evaluate the adhesion of diamond films on vari-ous substrates. The Pcr values of diamond films de-posited under the present conditions were from <10 to 30 Kgf, and the dP/dX values from 60 to 162 Kgf/mm. A decrease in Co content in cemented carbides is ex-pected to promote adhesion of diamond films. The fric-tion coefficients of diamond films against the brass ring with no lubricant addition and in air are from 0.09 to 0.24. The diamond films deposited at 980 °C show a decrease in the friction coefficient with an increase in the applied load. The cutting performance of the diamond-coated cemented carbide inserts is slightly better than the other commercial inserts with ceramic coatings. An improvement in the adhesion of diamond films on the substrates may dramatically increase the cutting performance.
ACKNOWLEDGMENT
This project was partly supported by the National Science Council of Republic of China under contract No. CS78-0210-D009-28.
REFERENCES
:N. Kikuchi and T. Komatsu, Mater. Sci. Eng. A105/106, 525
(1988).
2K. Shibuki, M. Yagi, K. Saijo, and S. Takatsu, Surf. Coat.
Tech-nol. 36, 295 (1988).
3M. Murakawa, S. Takeuchi, H. Miyazawa, and Y. Hirose, Surf.
Coat. Technol. 36, 303 (1988).
4M. S. Wong, R. Meilunas, T. P. Ong, and R. P. H. Chang, Appl.
Phys. Lett. 54 (20), 2006 (1989).
5K. Enke, H. Dimigen, and H. Hiibsch, Appl. Phys. Lett. 36 (4),
291 (1980).
6S. Jahanmir, D. E. Deckman, L. K. Ives, A. Feldman, and E.
Farabaugh, Wear 133, 73 (1989).
7H. Suzuki, H. Matsubaro, and N. Horie, J. Jpn. Soc. Powder
Metall. 33, 262 (1986).
8T.Y. Yen, C.T. Kuo, and S. E. Hsu, in Chemical Vapor Deposition
of Refractory Metals and Ceramics, edited by T. M. Besmann and
B. M. Gallois (Mater. Res. Soc. Symp. Proc. 168, Pittsburgh, PA, 1990).
9B.V. Derjaguin, L.L. Bouilov, and B.V. Spitsyn, Archiwum
Nauki O. Materiatach 7, 111 (1986).
10D. S. Knight and W. B. White, J. Mater. Res. 4, 385 (1989). nM. D. Drory, M. D. Thouless, and A. G. Evans, Acta Metall. 36,
2019 (1988).
12S. Takatsu, Proc. of Sino-Japanese Symp. on Dry Processing for
Functional Surface Modification, Hsinchu, Taiwan, Nov. 19, 1989, p. 1.
"Properties of Diamond, edited by J. E. Field (Academic Press,
London, 1979).
uMetals Handbook, 8th ed. (ASM, Metals Park, OH, 1975), Vol. 1,
p. 1225.