Brazing of Zirconia with AgCuTi and SnAgTi Active Filler
Metals
T.H. CHUANG, M.S. YEH, and Y.H. CHAI
The self-brazing of partially stabilized zirconia using Ag27Cu3Ti and Sn10Ag4Ti active filler metals is investigated. It was shown that the contact angles of Ag27Cu3Ti and Sn10Ag4Ti on zirconia decreased with the increase of brazing temperature and remained constant at about 34 deg and 44 deg above 9008C, respectively. The flexural strengths were 227 and 137 MPa for ZrO2/Ag27Cu3Ti/ ZrO2and ZrO2/Sn10Ag4Ti/ZrO2, respectively, after brazing at 9008C for 10 minutes.
In these brazing systems, the titanium in the filler metals segregated at the interface and formed a TiO reaction layer responsible for the wetting and bonding when a ZrO2 ceramic is brazed with Ag27Cu3Ti and Sn10Ag4Ti filler metals. Interfacial analyses by electron probe microanalysis (EPMA) showed that such TiO reaction layers of ZrO2/Ag27Cu3Ti and ZrO2/Sn10Ag4Ti possessed similar thicknesses at the same brazing condition, implying that the TiO interfacial reaction layers of both brazing systems were of the same nature and formation kinetics.
I. INTRODUCTION example being the addition of titanium to silver- or
silver-copper–based fillers.
B
ECAUSEof their special properties such as the ability(3) High-melting-point active fillers:[9,10]those with a melt-to bear high temperatures, wear, and corrosion, fine ceramics
ing point above 10008C, a typical example being the have a significant potential for many structural and electrical
addition of titanium to platinum-, palladium-, or gold-applications. However, in many cases, the different ceramic
based noble-metal fillers. parts must be connected by ceramic/ceramic joining
technol-ogies in order to fabricate complicated shapes or larger sizes.
Among them, the most common active filler is the eutectic Additionally, other properties of ceramics (such as
conduc-72Ag-28Cu with an addition of about 3 wt pct titanium. It tivity and toughness) are not comparable to those of metals.
has been shown that good joints can be obtained with many In such cases, ceramics may be joined to metals to obtain
oxide and nonoxide ceramics by using these kinds of active useful and stable components. As a result, the ceramic/
fillers.[3–6]However, the interfacial thermal stress generated ceramic and ceramic/metal joining technologies will be
criti-due to the difference in thermal-expansion coefficients of cal for the structural application of fine ceramics in the
the ceramic and metal during the cooling process after braz-future. In general, ceramic/ceramic and ceramic/metal
join-ing might deteriorate the joints. To solve this problem, low-ing have, so far, been accomplished by uslow-ing a metal
inter-melting-point active fillers have been developed. Although layer either by brazing or diffusion bonding.
the brazing was also conducted at higher temperatures, the Brazing is a convenient way to get a good joint. However,
active fillers solidified at lower temperatures, which effec-in either ceramic/ceramic or ceramic/metal joeffec-ineffec-ing, the poor
tively alleviated the thermal stress between ceramic and wettability of conventional filler metals on ceramics is the
metal. critical problem in using the brazing method.[1,2]To improve
Okamoto indicated in a review article that interfacial reac-wettability, active elements such as titanium, zirconium, or
tions are unavoidable in most metal-ceramic joining.[11]The hafnium are added to conventional filler metals, due to the
formation of interfacial phases affects the wetting process chemical affinity of the active elements with the oxygen in
and the joining strength of the brazed ceramic components. oxide ceramics[3]or the carbon and nitrogen in carbide[4,5]
However, Chung and Iseki demonstrated that the joining of and nitride ceramics,[6,7]respectively.
ceramics could be accomplished by adsorption of the Ti In general, the active fillers can be divided into three
element on the interface, regardless of whether an interfacial groups, according to their melting points.
reaction layer was formed.[12]For the brazing of Al
2O3, SiC, (1) Low-melting-point active fillers:[8]those with a melting
and Si3N4with AgCuTi active fillers, many research efforts point below 4008C, a typical example being the addition have shown that the Ti in active fillers can react with Al
2O3,
of titanium to lead- or tin-based solders. SiC, and Si
3N4to form titanium oxides,[13,14,15]titanium sili-(2) Medium-melting-point active fillers:[3] those with a
cides,[5] titanium carbides,[5,16] and titanium nitrides,[6] melting point between 7008C and 1000 8C, a typical respectively. However, the brazing mechanism and the possi-bly related interfacial reactions between ZrO2 and active fillers have been less often reported.
T.H. CHUANG, Professor, is with the Institute of Materials Science and
In our study, in addition to the popular eutectic Ag27Cu3Ti Engineering, National Taiwan University, Taipei, 106 Taiwan, Republic of
China. M.S. YEH, Associate Professor, is with the Department of Mechani- active filler used to braze the zirconia/zirconia joint, the cal Engineering, Chung-Hua University, Hsin-Chu, 300 Taiwan, Republic newly developed low-melting-point active filler Sn10Ag4Ti of China. Y.H. CHAI, Design Engineering, is with the Micro Design and was also used to compare the results. Additionally, the Development Division, NEC Electronics, Inc., Santa Clara, CA
95052-interfacial reaction temperature (when a phase transforma-8062.
Table II. Bonding Strengths of the Specimens Brazed with the Active Filler Metals in this Study
Bonding Strength Group Filler Metals Brazing Condition (MPa)
A Ag27Cu3Ti 9008C, 10 min 227 B Sn10Ag4Ti 9008C, 10 min 137
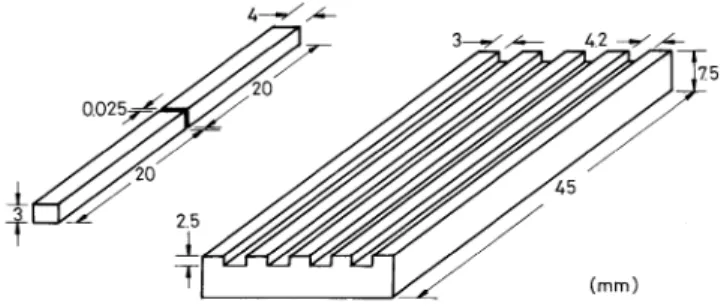
Fig. 1—Ceramic/filler metal/ceramic specimens and assembly brazing holder.
Table I. The Chemical Compositions, Liquidus and Solidus Temperatures, and Strength of the Active
Filler Metals
Liquidus Solidus
Filler Compositions Tempera- Tempera- Strength Metals (Wt Pct) ture (8C) ture (8C) (MPa) Ag27Cu3Ti 70.5Ag-26.5Cu-3Ti 780 805 68 Sn10Ag4Ti 10Ag-86Sn-4Ti 221 300 57
zirconia ceramic was evaluated by differential thermal analy-sis (DTA), revealing comparable data to that of the critical wetting temperature measured by the contact-angle experi-ments. Furthermore, the interfacial bonding strengths of the zirconia/AgCuTi/zirconia and the zirconia/SnAgTi/zirconia joints were measured by a four-point bending test, and the brazing mechanism and the related possible interfacial reac-tions were discussed.
Fig. 2—The contact angle of Ag27Cu3Ti and Sn10Ag4Ti filler metals on ZrO2substrate as a function of temperature.
II. EXPERIMENTAL PROCEDURE
The interfacial reaction temperatures of active fillers and
was conducted in a resistance furnace with a vacuum of ceramics were evaluated by DTA. A DUPONT* 2000
ana-approximately 1024torr, where the brazing temperature was *DUPONT is a trademark of E.I. DuPont de Nemours, Wilmington, DE. 9008C and the duration was 10 minutes. After brazing, the bonding strength of the joint was measured by the four-lyzer was used. In the DTA curve, the upward peak indicates
point bending test. The upper span is 30 mm, the lower span an exothermic reaction and the downward peak indicates an
is 10 mm, and the crosshead speed is 0.1 mm/min. Five endothermic reaction. To obtain a much-more-obvious peak,
specimens were used for each brazing condition, and the 25 mg ceramic powder was mixed with the active fillers to
average bonding strength is reported (Table II). In order to increase the reaction surface areas. The heating rate was 10
examine the bonding mechanism and the related interfacial
8C/min from room temperature to 1000 8C, in an argon reactions, polished cross sections of ceramic/filler/ceramic
atmosphere.
joints were examined using electron probe microanalysis The zirconia ceramic Y-PSZ contains 5.02 wt pct Y2O3
(EPMA). The distributions of elements across the ceramic/ and has a mean particle size of 0.026 mm (supplied by
filler metal interfaces were also analyzed by EPMA elemen-TOSOH Co. (US Div., N.J., USA), Japan). The powder was
tal mapping, particularly the distribution of active-element initially dry pressed at 10 kg/cm2to a green compact of 5
titanium. In addition, the wettability between the active
fil-3 5.7 fil-3 50 mm and then sintered at 1500 8C for 1.5 hours.
lers and the zicronia ceramics was evaluated by contact-The test bars for bonding were cut from the bulk plate to
angle (u) measurements, using the sessile drop test at various dimensions of 3 3 4 3 20 mm, and the bonding surfaces
temperatures for 10 minutes, which corresponded to the were ground and polished through diamond paste to an
brazing duration in this study. arithmetical average roughness (Ra) of 0.3 mm. The test
bars were then placed into a fixture, as shown in Figure 1,
and the active filler was inserted in between. Both filler III. RESULTS AND DISCUSSION
metals of Ag27Cu3Ti and Sn10Ag4Ti were in the form of
a foil with a 0.025-mm thickness (supplied by the Degussa The wetting behavior of Ag27Cu3Ti and Sn10Ag4Ti filler metals on zirconia substrates is shown in Figure 2. For both Co., Hanau, Germany). The chemical compositions and
melting ranges (liquidus and solidus) of both active fillers filler metals, the contact angles decreased with increasing temperature. The Ag27Cu3Ti filler metal could not wet the are also provided by the Degussa Co. (Table I). The brazing
(b) (a)
Fig. 3—DTA analyses for (a) Ag27Cu3Ti/ZrO2and (b) Sn10Ag4Ti/ZrO2systems.
(b) (a)
Fig. 4—DTA analyses for (a) Ag27Cu3Ti and (b) Sn10Ag4Ti with Al2O3crucible.
zirconia substrate until the temperature reached approxi- which are shown in Figures 4(a) and (b), respectively. An endothermic peak appeared between 780 8C and 805 8C mately 800 8C. However, the contact angle of the
Ag27Cu3Ti/ZrO2system decreased drastically to about 34 (Figure 4(a)), corresponding to the melting range of the Ag27Cu3Ti filler metal. Since many Cu-rich clusters were deg after 10 minutes at 900 8C and remained constant at
higher temperatures. In the other case, the Sn10Ag4Ti filler included in the eutectic Ag27Cu3Ti filler metal, another endothermic peak at 9408C to 960 8C should represent the metal began to wet the zirconia substrate after 10 minutes
at approximately 7708C. The contact angle remained con- complete dissolution of these Cu-rich clusters. The exother-mic peak at about 800 8C in Figure 4(a) could, thus, be stant at about 44 deg for temperatures higher than 800 8C.
This result shows that, although the melting range of the attributed to the interfacial reaction between Ti(Ag27Cu3Ti) and the Al2O3crucible. Similarly, for the case of Sn10Ag4Ti Sn10Ag4Ti filler metal was between 221 8C and 300 8C,
much-higher temperatures are required to wet the zirconia in Figure 4(b), the endothermic peak at 220 8C to 250 8C and the exothermic peak at about 5788C to 658 8C corres-substrate. This result is consistent with the report of
Lugscheider and Tillmann that brazing with low-melting ponded to the melting range (2218C to 300 8C) and interfa-cial reaction temperature of the Ti(Sn10Ag4Ti)/Al2O3 filler metals is always conducted at elevated temperatures,
owing to a decent thermodynamic activation.[17] crucible, respectively. In order to clarify the DTA results for such interfacial reactions of titanium in Ag27Cu3Ti and The DTAs used to interpret the interfacial reactions of
Ag27Cu3Ti/ZrO2and Sn10Ag4Ti/ZrO2are shown in Figures Snl0Ag4Ti active filler metals with an Al2O3crucible, the titanium powder contained in the Al2O3 crucible was ana-3(a) and (b), respectively. Since the crucibles used for DTA
were made of Al2O3, the interfacial reactions of both filler lyzed. Figure 5(a) shows that an exothermic peak from 613
8C to 800 8C existed, which is characterized by the interfacial
metals with the Al2O3 crucible should also be considered.
For this purpose, Ag27Cu3Ti and Sn10Ag4Ti were directly reaction between pure titanium and the Al2O3crucible. Fur-ther DTA in Figure 5(b), for the mixture of titanium powder placed into the Al2O3 crucibles and the DTAs conducted,
(a) (b) Fig. 5—DTA analyses for (a) Ti powder and (b) Ti1 ZrO2powder with Al2O3crucible.
Fig. 6—Micrograph and EPMA analyses for ZrO2/Ag27Cu3Ti/ZrO2system brazed at 9008C for 10 min: (a) interfacial microstructure, (b) titanium mapping,
(c) copper mapping, and (d ) silver mapping.
and ZrO2powder contained in the Al2O3crucible, showed Al2O3 crucible, as found in Figure 5(a). Since the ZrO2 powder used in the present study was partially stabilized an exothermic peak from 608 8C to 804 8C, which
Fig. 7—Micrograph and EPMA analyses for ZrO2/Sn10Ag4Ti/ZrO2system brazed at 7008C for 10 min: (a) interfacial microstructure, (b) titanium mapping,
(c) tin mapping, and (d ) silver mapping.
transition from a cubic structure (CaF2 type) to a monoclinic to 2508C correspond to the melting range of Sn10Ag4Ti (221 8C to 300 8C), as given in Table I. The exothermic structure (C1→M) at about 4008C, according to the report
of Srivastava et al.[18]The exothermic peak at approximately peak at about 6278C to 750 8C represented the interfacial reaction of Ti(Sn10Ag4Ti) with the Al2O3 crucible. The 3718C to 410 8C should be attributed to such a C1→ M
phase transition in ZrO2 2 Y2O3 ceramic powders. The second exothermic peak at approximately 3668C to 455 8C was attributed to the polymorphic (C1→M) transformation. interfacial reaction between pure titanium and ZrO2could,
thus, be evidenced by the other exothermic peak appearing The interfacial reaction of the titanium element in the Sn10Ag4Ti filler metal with ZrO2powder occurred at the at about 8048C to 900 8C.
In referring to the results shown in Figures 4 and 5, the third exothermic peak, at about 8608C to 910 8C.
The interfacial microstructure and elemental distributions DTA peaks in Figures 3(a) and (b) for Ag27Cu3Ti/ZrO2
and Sn10Ag4Ti/ZrO2can be identified. In Figure 3(a), two of the ZrO2/Ag27Cu3Ti/ZrO2joint, after brazing at 9008C for 10 minutes, are shown in Figure 6. It is obvious that endothermic peaks appeared at 775 8C to 790 8C and at
930 8C to 963 8C, representing the melting range of the double reaction layers, with a total thickness of about 12
mm, are formed at the interface. The elemental mapping Ag27Cu3Ti filler metal and the complete dissolution of the
Cu-rich cluster, respectively. The exothermic peak at 790 showed that almost all titanium atoms segregated to the double reaction layers. However, the outer layer (near the
8C to 810 8C was attributed to the interfacial reaction of the
titanium element in the Ag27Cu3Ti filler metal with the ZrO2side), with a thickness of about 2mm, possessed more titanium than the inner layer (near the filler-metal side). On Al2O3 crucible. The second exothermic peak at about 310
8C to 400 8C represented the (C1→M) polymorphic phase the other hand, some copper atoms and silver atoms also segregated to the inner layer, but were absent from the outer transition in the ZrO2 2 Y2O3 ceramic. Additionally, the
exothermic peak for the interfacial reaction of the titanium layer (Figure 6(c)). Quantitative analyses by EPMA showed that the inner layer consisted of a Ti2Cu compound with a element in Ag27Cu3Ti filler metal with ZrO2 powder
appeared at about 8708C to 895 8C. small amount of TiAg strips. Since oxygen was mainly found
in the outer layer, it can be deduced that the outer layer was Similarly, in Figure 3(b), the endothermic peak at 2198C
Fig. 8—Micrograph and EPMA analyses for ZrO2/Sn10Ag4Ti/ZrO2system brazed at 9008C for 10 min: (a) interfacial microstructure, (b) titanium mapping,
(c) tin mapping, and (d ) silver mapping.
composed of TiO. We suggest that the formation of such a Figure 8. The bonding strength increased to 137 MPa. The attainment of a sound joint for ZrO2/Sn10Ag4Ti/ZrO2with TiO outer layer inhibited the further diffusion of titanium
into ZrO2and caused the reaction of titanium with copper the increase of the brazing temperature to 9008C was consis-tent with the satisfactory wettability of Sn10Ag4Ti on a ZrO2 to form a Ti2Cu inner layer. This conclusion is consistent
with the DTA result in Figure 3(a), which showed an exother- substrate at about 9008C, and both results were correlated to the segregation and reaction of titanium at the Sn10Ag4Ti/ mic peak for the interfacial reaction of Ti(Ag27Cu3Ti)/ZrO2
at about 8708C to 895 8C. A four-point bending test showed ZrO2interface. Comparing Figure 8(b) to Figure 6(b), it is interesting to note that the thickness of such a TiO reaction that the bonding strength was 227 MPa for ZrO2/Ag27Cu3Ti/
ZrO2brazed at 9008C for 10 minutes. layer at ZrO2/Sn10Ag4Ti was similar to that of the TiO outer layer at ZrO2/Ag27Cu3Ti interface. This observation implies Figure 7 shows the micrograph and EPMA elemental
mapping for the ZrO2/Sn10Ag4Ti/ZrO2system brazed at 700 that the nature and formation kinetics of both TiO interfacial reaction layers were the same, regardless of whether the
8C for 10 minutes. It was found that the titanium clustered in
the interior of the Sn10Ag4Ti filler metal after brazing (Fig- source of titanium was from Ag27Cu3Ti or Sn10Ag4Ti. ure 7(b)) and reacted with tin to form the (Ti,Sn) compounds
(Figure 7(c)), rather than segregating at the filler-metal/
IV. CONCLUSIONS
ceramic interface. In addition, some Ag strips with Sn
deple-tion were also observed in the interior of the Sn10Ag4Ti The contact angles of Ag27Cu3Ti and Sn10Ag4Ti on zirconia decreased with the increase of brazing temperature filler metal, attributed to the low solubility of silver in tin
(Figure 7(d)). In this case, the bonding strength was very and remained at approximately 34 deg and 44 deg above 9008C, respectively. For the brazing of zirconia with zirconia minimal. On increasing the brazing temperature to 9008C,
Ti-rich clusters and Ag strips in the interior of the Sn10Ag4Ti using Ag27Cu3Ti and Sn10Ag4Ti active filler metals at 900
8C for ten minutes, the respective bonding strengths were
filler metal dissolved, and the accumulation of titanium at
2431-34. During the brazing process, titanium in both filler metals
6. R. Xu and J.E. Indacochea: J. Mater. Eng. Perf., 1994, vol. 3 (5), pp. segregated at the ceramic/filler metal interface. The TiO
596-605.
reaction layers in both brazing systems possessed similar 7. M.G. Nicholas and L.M. Jones: Schweissen Schneiden (Welding Cut-thicknesses of about 2 mm, which implies that the nature ting, Germany), 1992, vol. 44 (7), pp. 376-79.
8. R.R. Kapoor and T.W. Eagar: J. Am. Ceram. Soc., 1989, vol. 72 (3), and formation kinetics of both TiO interfacial reaction layers
pp. 448-54. were the same regardless of whether the source of titanium
9. E. Lugscheider, W. Tillmann, and W. Weise: Proc. 4th Int. Conf. was from Ag27Cu3Ti or Sn10Ag4Ti. Joining Ceramics, Glass and Metal, Koenigswinter, Germany, 1993, It was also noted that an exothermic peak appeared at H. Krappitz and H.A. Schaeffer, eds., Deutsche Glastechnische
Gesell-schaft e.V., Frankfurt M., 1993, pp. 97-107. about 8708C to 895 8C in the DTA of Ag27Cu3Ti mixed
10. L. Dorn and N. Munasinghe: Proc. 5th Int. Conf. Joining Ceramics, with ZrO2 powder, representing the interfacial reaction of
Glass and Metal, Jena, Germany, M. Turwitt, ed., DVS-Berichte Band Ti(Ag27Cu3Ti)/ZrO2. Similarly, an exothermic peak 184, Deutscher Verlag Schweisstechnik, Du¨sseldorf, 1997, pp. 34-36. appearing at 810 8C to 910 8C was observed in the DTA 11. T. Okamoto: Iron Steel Inst. Jpn. Int., 1990, vol. 30, pp. 1033-40. curve of Sn10Ag4Ti mixed with ZrO2 powder, which was 12. Y.S. Chung and T. Iseki: Eng. Fract. Mech., 1991, vol. 40 (4–5), pp.
941-49. attributed to the interfacial reaction of Ti(Sn10Ag4Ti)/ZrO2.
13. A.J. Moorhead and H. Keating: Weld. J., 1986, vol. 65 (10), pp. 17-31. 14. C. Peytour, F. Barbier, and A. Revcolevschi: J. Mater. Res., 1990, vol.
5 (1), pp. 127-35.
REFERENCES 15. H. Hao, Z. Jin, and X. Wang: J. Mater. Sci., 1994, vol. 29, pp. 5041-46. 16. P. Martineau, R. Pailler, M. Lahaye, and R. Naslain: J. Mater. Sci., 1. O.M. Akselsen: J. Mater. Sci., 1992, vol. 27, pp. 1989-2000. 1984, vol. 19, pp. 2749-70.
17. E. Lugscheider and W. Tillmann: Mater. Manuf. Processes, 1993, vol. 2. M.G. Nicholas: Proc. 3rd Int. Conf. Joining Ceramics, Glass and
Metal, W. Kraft, ed., Bad Nauheim, Germany, W. Kraft, ed., Deutsche 8 (2), pp. 219-38.
18. K.K. Srivastava, R.N. Patil, C.B. Choudhary, K.V.G.K. Gokhale, and Gesellschaft Metallkunde e.V., Oberursel, 1989, pp. 3-16.
3. H. Mizuhara and E. Huebel: Weld. J., 1986, vol. 65 (10), pp. 43-45. E.C. Subbarao: Trans. J. Br. Ceram. Soc., 1974, vol. 73 (3), p. 85; cited from Phase Diagrams for Ceramists, G. Smith, T. Negas, and 4. T. Yano, H. Suematsu, and T. Iseki: J. Mater. Sci., 1988, vol. 23, pp.
3362-66. L.P. Cook, eds., The American Ceramic Society, Westerville, OH,
1981, vol. IV, pp. 141-42. 5. J.K. Boadi, T. Yano, and T. Iseki: J. Mater. Sci., 1987, vol. 22, pp.