行政院國家科學委員會專題研究計畫 成果報告
電腦輔助板金件製程容差分析與設計(2/2) 研究成果報告(完整版)
計 畫 類 別 : 個別型
計 畫 編 號 : NSC 95-2221-E-011-103-
執 行 期 間 : 95 年 08 月 01 日至 96 年 07 月 31 日 執 行 單 位 : 國立臺灣科技大學機械工程系
計 畫 主 持 人 : 鄧昭瑞
計畫參與人員: 碩士班研究生-兼任助理:陳彥君、吳昆展、林秀聰
處 理 方 式 : 本計畫涉及專利或其他智慧財產權,1 年後可公開查詢
中 華 民 國 96 年 08 月 14 日
行政院國家科學委員會補助專題研究計畫成果報告
※※※※※※※※※※※※※※※※※※※※※※※※※※
※ ※
※ 電腦輔助板金件製程容差分析與設計(2/2) ※
※ ※
※ ※
※※※※※※※※※※※※※※※※※※※※※※※※※※
計畫類別:■個別型計畫 □整合型計畫 計畫編號:NSC 95-2221-E-011-103
執行期間: 95 年 08 月 01 日至 96 年 07 月 31 日
計畫主持人:鄧昭瑞 共同主持人:
計畫參與人員:陳彥君,吳昆展,林秀聰
本成果報告包括以下應繳交之附件:
□赴國外出差或研習心得報告一份
□赴大陸地區出差或研習心得報告一份
□出席國際學術會議心得報告及發表之論文各一份
□國際合作研究計畫國外研究報告書一份
執行單位:國立台灣科技大學 機械工程系
中 華 民 國 96 年 8 月 12 日
目錄
報告內容 P 3
參考文獻 P20
計畫成果自評 P21
行政院國家科學委員會專題研究計畫成果報告
電腦輔助板金件製程容差分析與設計(2/2)
計畫編號:NSC 95-2221-E-011-103
執行期限:95 年 08 月 01 日至 96 年 07 月 31 日 主持人:鄧昭瑞
共同主持人:
計畫參與人員:陳彥君,吳昆展,林秀聰
一、中文摘要
本計劃建立電腦輔助板金件製程容差 的分析工具,以協助產業界對板金折彎的 精度提升所面臨的設計問題。本計畫分二 階段進行,其中第一階段研究重點在於利 用電腦輔助工具建立一套製程容差設計的 介面與環境,以簡化板金件容差表的設計 工作。透過系統提供之人機介面,系統可 擷取板金元件原始藍圖中之特徵與尺度產 生設計簡圖。利用中附屬之轉換與計算的 功能,系統可建立容差之約束條件。藉由 最差法及統計法兩種容差分析的演算模 組,設計工程師可對板金件之施工尺寸與 製程容差做適度地分配。
第二階段探討板金件折彎過程中之容 差累積。以區塊累加法則推演板金件折彎 後端點位置時,在某些角度組合會明顯高 估導出尺寸的容差區域。本研究利用幾何 圖形,詳細分析後歸納彙整。以有系統的 方式表列折彎機制與容差高估的關鍵構 型。建議以補正之區塊法公式推算板金元 件經二次折彎後各端點之容差區域。而後 另將端點位置書寫為非線性之尺度鏈結,
經由線性化的變異關係式以統計法進行容 差累積之估算。除此之外,研究以蒙地卡 羅方法透過電腦模擬導出尺寸的變異數與 分佈範圍藉以驗證容差累積分析之正確 性。
關鍵詞:
容差累積,容差表,製程容差設計,板金 Abstract
This project studies the process
tolerance analysis and design of means of computer-aided tools. This research first investigates the difficulties that engineers met during the process of tolerance charting.
It is proposed to code a CAD program so that the tolerance charting of sheet metals can be simplified. The system offers a friendly interface and users can complete his design task step by step. First, a user collects the necessary data such as features and dimensions from a blueprint and input them to the system. The software can provide schematic drawings of the sheet metal part to the user immediately. Then, a tolerance module helps to the user converting the size tolerances and geometric tolerances on the blueprint into constraints in the cad model.
Two tolerance analysis methods, the worst case approach and statistical approaches have been included in the system. The uses can choose either one to perform tolerance accumulation on a resultant dimension or to allocate process tolerances for each bending process.
The research process in the second year focuses on the tolerance accumulation of sheet metal products. As the conventional tolerance zone stacking method was applied to sheet metals, the position tolerances of a free end might be overestimated in some configurations. Based on graphical illustrations, this study analyzes the locations of component tolerance zones and summarizes the tolerance zone overlapping mechanism. Then, a modified tolerance zone stacking method is proposed to evaluate
the tolerance accumulation of sheet metals.
Next, the position of the free end of a sheet metal is written as linear dimension chains of process working dimensions. The variance of a resultant dimension can be calculated by the standard deviations of individual dimensions through the statistical method.
The results are compared with the computer simulations using Monte Carlo method.
Keywords:
Tolerance Accumulation, Tolerance Chart, Tolerance Design, Sheet metals
二、緣由與目的
產品在生產製造過程中,同批的產品 受到內在因素及外在環境的影響,而使得 成品外觀或性能有某種程度的差異。所以 設計者必須將產品變異的情形納入考量,
對於產品功能的相異性給予適度的允許範 圍。就機械工程而言,設計者需標註成品 外型允許變異範圍的機械容差。由蒐集的 文獻中發現,過去的容差研究多以一般材 料切削加工為主軸,較少探討板金件的容 差。當板金原材以沖壓方式進行剪切、折 彎和沖孔等加工製程而得到成品,個別製 程皆會使得成品導出尺寸容差區域產生變 化。本計劃聚焦於板金製程中的折彎加 工,探討當板金件經過多道折彎製程後其 導出尺寸容差區域累加的情形。
在傳統容差表的製作上,製程容差的 分配多是由經驗豐富工程師,依照藍圖尺 寸與個人經驗訂定施工程序,並且配合所 使用的加工機具精度粗估各段的製程容 差。其次由容差表上所繪出的施工尺寸與 藍圖尺寸之間的關係,經由尺寸鏈結迴路 的計算,逐步調整至符合藍圖功能需求的 製程容差。因為容差表除了是幫助工程師 訂定容差的工具,亦可驗證施工程序的可 行性,所以容差表可說是製程工程師、設 計工程師以及現場製造人員之間彼此溝通 的重要橋樑。為了避免人為因素導致推演 錯誤或計算誤差的現象,並且以提升容差 表設計效率為考量。因此,本研究利用電 腦程式撰寫電腦輔助容差表設計程式,將
所有繁雜的人工搜尋過程交由電腦去執 行,不但可以增進容差表製作的可靠性以 及縮短製作容差表的時間,同時在工程師 日後的修正時亦毋須再重新推演,將可使 設計工程師能更有效率的進行設計工作。
三、板金件容差表系統設計
在本研究中所討論的電腦輔助設計程 式,是以板金件容差表作為主要的適用對 象。希望透過電腦的輔助提供一介面,簡 化傳統以手工方式進行容差表設計的工 作。由於板金件成型的原理不同於一般的 材料切削,設計工程師如何從成品的設計 藍圖逆向施工順序回溯至折彎前平板狀態 下的初胚尺寸便成了板金件容差表的重要 功能。
在手工方式製作板金件容差表之流 程,其中在施工程序階段中,是以符號標 註代替施工尺寸,並利用符號組合與藍圖 圖面尺寸標註作為尺寸鏈結推算的基礎。
工程師在設計容差表的過程中,可能會因 人為的疏失而導致尺寸或容差發生計算錯 誤的現象。至於現場施工人員可能會對於 容差表中符號所代表的意義與工件特徵的 關聯性無法立即產生直覺的反應。因此在 電腦輔助設計中,吾人將採直接以數值顯 示的方式紀錄各段尺寸及容差,使現場加 工人員在取得容差表後易於辨識與應用。
圖 3-1 板金件容差表製作流程圖
圖 3-1 為電腦輔助設計板金件容差表 製作的流程。共分為五大步驟,第一步驟 為藍圖及製程資料輸入與讀取,包含藍圖 尺寸與容差的基本資料、板金件折彎次數 以及機具最小加工精度設定等。第二步驟 為設計簡圖繪製,由系統提供之繪圖介 面,將使用者所輸入的板金件藍圖尺寸公 稱值,繪製成以中立面線段為架構之板金 件設計簡圖。第三步驟為施工程序安排,
在此階段中系統可自動建立板金件各特徵 節點的相對關係,當使用者安排板金折彎 順序時,系統能以即時圖面的方式,提供 使用者了解在各階段折彎工作的概況。第 四步驟為容差分析,此階段著重於結果尺 寸容差的計算,系統中分別以最差法與統 計法來計算結果尺寸容差。使用者可依據 生產成本、製造能力或不同的加工需求,
彈性選用適當的容差演算法則。最後一個 步驟為圖文資料輸出,經過上述流程之設 計,系統需將相關圖文資料寫入板金件容 差表中後輸出。
在後文中研究的重點將對系統中藍圖 及製程資料輸入與讀取以及容差分析方法 這兩部份做討論。首先先簡介藍圖資訊所 包含的項目,並說明使用者如何將其辨識 的藍圖資訊輸入至本系統,其次是介紹系 統中容差分析所應用的最差法以及統計法 這兩種方法,並說明其運用的方式。
為了提供後續設計流程所需資訊,系 統需提供藍圖與製程的基本資料輸入介 面。首先由設計人員辨識原始的設計藍 圖,藍圖資料中包含圖面上所標註板金件 尺寸之公稱值與雙向容差值、折彎角度公 稱值與雙向容差值以及板金件折彎次數。
而在製程資料方面則是依據現場加工機台 能力,設定加工機具最小精度。以圖 3-2 為例,此為二次折彎之板金件設計藍圖。
在設計人員取得原始藍圖後,第一個 步驟須先判斷此元件之折彎次數,並將此 訊息輸入至系統中,經由系統的判讀可建 立此板金件折彎後產生之端點及折彎特徵 點。例如在圖 3-2 中的板金件,經過二次 折彎便會產生三個折彎段落以及四個特徵 節點,而每個特徵節點皆可視為下個折彎 段落折彎角度起始座標的基準點。
28±0.5
﴾4﴿
10±0.1
﴾1﴿
X Y
37°±1°
﴾2﴿
-37°±1°
﴾3﴿
A
圖 3-2 板金件藍圖
第二個步驟則是設計人員從設計圖面 可獲得板金件之藍圖尺寸資訊。以圖 3-2 為例,尺寸標註(1)是表示第一次板金件折 彎區段長度的公稱值與雙向容差值,而(2) 與(3)則為第一次和第二次板金折彎角度之 公稱值與雙向容差值,依據上述關係可以 建立板金件藍圖尺寸資料表,如表 3-1 所 示。
表 3-1 藍圖尺寸資料
圖面資訊 公稱長度 尺寸容差 公稱角度 角度容差
1 10 0.1 0 0
2 - - 37 1
3 - - -37 1
而(4)與(5)則表示為藍圖尺寸在 X 與 Y 方向上的標註,此項標註意義可視為結果 尺寸與容差之約束條件,便於設計人員在 進行容差分配時作為參考的依據。如表 3-2 所示:
表 3-2 結果尺寸與容差資料
座標軸 公稱長度 尺寸容差
X 28 0.5
Y 6 0.5
第三個步驟是製程資料的輸入,亦即 設定加工機具的最小精度。在本系統中板 金元件的原始長度可經由逆向施工推演求 得,為了能確保板金件原長在加工後之精 度,因此以加工機具之最小精度來控制板 金件原長之容差範圍。在藍圖尺寸資料輸 入後,便可以建立板金元件特徵、尺度與 容差等資訊,其中系統利用所輸入的板金 元件藍圖尺寸公稱值,作為繪製板金件設 計簡圖的依據,因此設計簡圖的尺寸關係
亦可視為板金折彎後的理想位置。
由於在板金折彎加工時,須考慮到形 體在空間位置的變化關係。若僅考慮單一 方向的折彎,產品的斷面限於在二維的空 間變化,所以利用二維向量可以記錄各個 製程時折彎點位置的改變。因此設計簡圖 的繪製觀念,是以二維平面上之座標原點 (0,0),作為板金件特徵節點 N1的起始位 置,隨著使用者所輸入的尺寸關係,建立 以中立面線段為架構繪製之設計簡圖,並 且在各特徵節點上標示編號。以圖 3-3 為 例,此為原始板金元件藍圖經轉換過後之 設計簡圖。經系統自動判定並由左至右依 序標示 N1至 N4的編號。而板金折彎角度 的正負號判別,則是以右手定則的卡式座 標系所描述之角度作為判別依據,以順時 針方向為負,逆時針方向為正。
圖 3-3 設計簡圖
由設計簡圖圖面所標示的特徵節點編 號,使用者可依據現場加工機具的製程能 力,來進行各段折彎製程容差的配置。經 演算後系統會將各折彎段落的公稱長度與 角度自動填入製程容差設定欄中,而使用 者只需將所設定的容差範圍填入欄位中尺 寸與角度容差的輸入欄內即可,如表 3-3 所示。
表 3-3 製程容差設定
圖面資訊 公稱長度 尺寸容差 公稱角度 角度容差
N1-N2 10 (自行填入) 37 (自行填入)
N2-N3 10 (自行填入) -37 (自行填入)
當考慮板金製程中的折彎角度容差 時,可以利用轉換矩陣計算出各種誤差情 況的特徵節點位置,進而求得水平與垂直 方向的最大誤差範圍。上述的方式往往造 成演算太過繁雜且耗費時間。在張修懿
【22】的論文中,提出了折彎角度容差的 轉換法則,此法則是以最差法定義容差的 範圍,並利用簡化後之數學式分別討論各
個折彎所造成的誤差,亦即將各個施工程 序劃分成不同的單元獨立分析,並建構出 不同單元之間的關連性。當需要計算結果 尺寸容差時,僅需將相關的單元根據已建 構的關連性,代入轉換公式即可求得結果。
透過轉換公式,可以處理考慮折彎位 置的偏差以及角度誤差情況下之雙向容差 區域,如式 3-1 與式 3-2:
1 1 1
cos( ) sin( ) sin( )
n n n
i T Ni N Ti Ni
i i i
tx T W T W W
(3-1)
1 1 1
sin( ) sin( ) cos( )
n n n
i T Ni N Ti Ni
i i i
ty T W T W W
(3-2) 其中T 及N T 分別表示當次板金折彎T 後的尺寸及容差,W 及Ni W 則代表之前各Ti 折彎製程板金特徵節點之旋轉角度及角度 容差。其中旋轉角度均以右手定則的卡式 座標系為依據,逆時針為正,反之為負。
由於此轉換公式是以最差法為考量,
所以在使用上述轉換法則估算結果尺寸的 容差範圍時是較為保守的。因為只有在全 部獨立尺寸均在極限狀況時的結合才會使 結果尺寸達到極限值,而此種情形雖會存 在但實際發生的機會並不高,且在實際應 用上可能會使生產成本與製造難度遽增。
所以在本系統中,還提供了以統計法 估算結果尺寸的容差範圍。在機械系統設 計【23】一書中,對於統計與機械容差內 容有較多的敘述。使用統計法的時機為獨 立尺寸(板金折彎公稱尺寸)的變異均呈常 態分佈的狀態。假若容差範圍定為六倍標 準差時,符合此容差範圍內的元件佔有 99.75%的機率。依據變異延伸之法則,導 出尺寸亦可視為常態分佈而容差範圍也是 六倍標準差。若以 t 代表結果尺寸的容差 量,而 ti 代表各獨立尺寸的容差量,則統 計法估計結果尺寸之容差範圍可寫成
1/ 2 2 1 n
i i
t t
(3-3) 因此在使用統計法估算結果尺寸容差 區域時,可將原先計算容差區域用之轉換 公式改寫成式 3-4 與式 3-5:
cos( )2 sin( ) sin( ) 2
1/2x T Ni N T i Ni
t T W T W W (3-4)
sin( )2 sin( ) cos( )2
1/2y T Ni N Ti Ni
t T W T W W (3-5)
四、系統架構及介面說明
本節將對吾人所撰寫的電腦輔助板金 件容差表設計軟體的介面部分做詳盡介 紹。當使用者執行此軟體時,首先會出現 如圖 4-1 之系統主視窗畫面。主視窗初始 畫面之控制項可分為兩個部份,在畫面上 方為主選單,共有四個選項分別為;檔案、
容差分析、圖文資料及說明。而在主選單 下方則是利用 Tabbed Dialog 控制項所建立 的標籤頁作為基本輸入介面包含有;基本 資料、設計簡圖、施工程序及容差分配等 項,使用者可透過選擇的標籤頁進行容差 設計的工作。本節中將先對主選單功能選 項逐一說明,而在下個小節中再以範例解 說標籤頁之功能。
當使用者點選主選單中之檔案選項 時,在下拉式選單中會顯示開新檔案、開 啟舊檔、儲存檔案、列印及結束等功能,
如圖 4-2 所示。選擇“開新檔案”時,將 會清除表格現有之資料,提供空白之輸入 介面供使用者使用。而在“開啟舊檔”這 個選項,可載入現存之板金件基本資料。
在使用者輸入之板金件基本資料過後,可 利用“儲存檔案”之功能,將各項基本資 料以系統設定之格式儲存。完成板金件資 料儲存後,可選用“列印”選項列印板金 件容差表。
圖 4-1 主視窗畫面
圖 4-2 主選單“檔案”選項
在主選單中,第二個選項為容差分 析,如圖 4-3 所示。其中包含了最差法以 及統計法兩種分析工具。當使用者在輸入 完板金件相關資料後,系統會以使用者選 用的分析模組進行運算,並將結果顯示在 容差分配的標籤頁面中。若是輸入資料不 完整,此項功能將無法順利執行,系統亦 會提示“資料輸入不完全,請重新輸入”
的畫面。
圖 4-3 主選單“容差分析”選項 而在主選單的第三個選項圖文資料,
如圖 4-4 所示。其主要功能是將經過容差 分析過後各項相關的圖文資料寫入至固定 格式之表格內,並以系統設定之圖形格式 儲存。當點選“板金件容差表”之選項 時,視窗畫面將會跳出圖 4-5 之容差表繪 製圖面。同時,在此視窗之操作畫面下有 三個功能選項分別為:
1. 列印:在完成儲存容差表工作後即可進 行板金件容差表之列印,待列印完畢後 即結束板金件容差表之製作。
2. 載入圖片:可在板金件容差表上方之零 件圖繪製區域載入符合系統圖面格式 之原始藍圖或設計簡圖。
3. 儲存容差表:可將完成圖文輸出工作之
板金件容差表儲存為系統規範的圖片 格式。
圖 4-4 主選單“圖文資料”選項
圖 4-5 容差表繪製圖面
本節中將說明本系統的基本資料輸入 介面,並以上小節圖 3-2 之板金件為範例 解說系統內各項功能。在本系統中一共建 立基本資料、設計簡圖、施工程序及容差 分配等四個標籤頁,此為板金件容差表設 計過程中最重要之環節。使用者須依據系 統設定的步驟來完成,若是操作時未依順 序作設定,將會造成程式讀取資料錯誤,
因而導致在使用上的困擾。以下將對各標 籤頁之功能做說明:
圖 4-6 基本資料頁面
1.基本資料:在此項標籤頁中分為三個部 份,第一部份填入與板金件相關的資料,
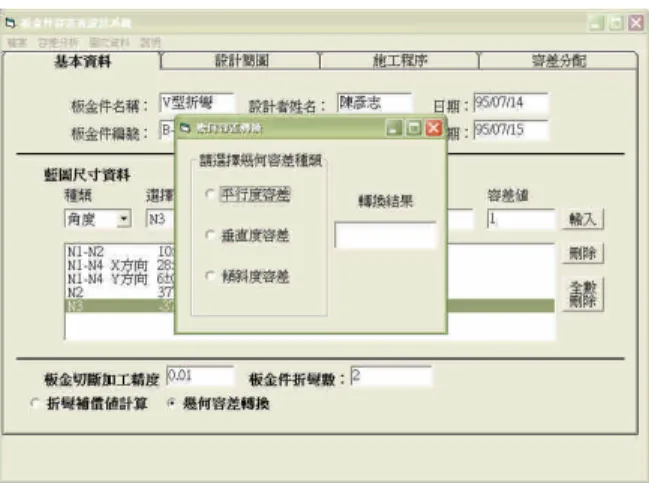
如板金件之名稱與編號,其次是使用者的 基本資料,其中包含設計人員與校對人員 之姓名,以及設計與校對的日期。第二部 份為藍圖尺寸資料輸入清單,使用者可依 據原始設計藍圖之圖面資訊逐項輸入至系 統內,系統會將使用者所輸入的資料以排 序方式顯示出來。最後部份是關於製程資 料的輸入,此處是以設定加工機具之最小 精度作為控制板金件原長之容差範圍以及 輸入板金件之折彎次數的輸入欄,如圖 4-6 所示。而在本頁面最下方處,還附有板金 折彎補償值演算工具,當使用者選用此功 能時,可在彈出式的對話視窗中輸入板金 件折彎區段的半徑、板材厚度以及折彎角 度,系統便會計算該區段的折彎展平補償 值長度,使用者再輸入至該段藍圖圖面資 訊欄位中即可,如圖 4-7 所示。另一個則 是幾何容差轉換演算工具,如圖 4-8 所示。
使用者ㄧ樣可透過彈出式的對話視窗輸入 欲轉換的幾何容差值,可方便使用者在各 段藍圖圖面資訊欄中填入轉換值計算結 果,以利後續容差之推算。
圖 4-7 折彎補償值對話框
圖 4-8 幾何容差轉換對話框
2.設計簡圖:在此標籤頁中可分為製程容差 設定與設計簡圖繪圖區兩個部份。經由系 統判別折彎次數後,便會自動產生對應折 彎段落的儲存格數量,同時擷取在基本資 料頁面中所輸入的藍圖尺寸清單資料,系 統會將各折彎段落以及導出尺寸之公稱值 依序自動填入至製程容差設定的儲存格 中。系統便可依據此相關資訊,在本標籤 頁右邊的繪圖區中,建立以板金件中立面 線段組成之設計簡圖,如圖 4-9 所示。同 時由設計簡圖圖面所標示的特徵節點編 號,使用者可依據現場加工機具的製程能 力,來進行各段折彎製程容差的配置。使 用者只需將所設定的容差範圍填入欄位中 尺寸與角度容差的輸入欄內即可,若使用 者所輸入的容差值範圍超過原始藍圖的尺 寸規範,系統便會以輸入資料有誤的圖示 提醒使用者進行更正。
圖 4-9 設計簡圖頁面
3.施工程序:透過設計簡圖的繪製,系統可 擷取出板金件各個折彎特徵點之相關座 標,再由系統內部的設定自動安排板金折 彎的施工順序,並將各段施工尺寸大小顯 示在施工程序欄中,如圖 4-10 所示。且使
用者只需點選在施工程序欄右方施工簡圖 的折彎節點選擇功能,系統便會以即時圖 面的方式顯示板金件在各段施工程序之概 況,如圖 4-11 所示。而在施工簡圖圖面中 是以黑色線段表示加工後之板金長度,而 紅色線段則表示板金件未經折彎加工的部 份。
圖 4-10 施工程序頁面
圖 4-11 施工程序簡圖圖面
4.容差分配:在容差分配選擇上,是以最差 法作為評估容差之基本依據,如圖 4-12 所 示。並搭配統計法供使用者選用,如圖 4-13 所示。當使用者選用容差分析的法則後,
系統會將執行容差分析的結果顯示在容差 分配欄中之儲存格內,並且會在容差分配 欄中紀錄各段施工程序中折彎節點的座標 值。
圖 4-12 最差法容差分析圖面
圖 4-13 統計法容差分析圖面
依據上述的步驟使用者可逐項進行板 金件容差設計工作,最後系統會將執行容 差分析之結果輸入至圖文資料選項中所預 設的容差表格內,即完成含角度容差之板 金件容差表,如圖 4-14 所示。圖中為選用 最差法估算導出尺寸容差範圍之結果,使 用者可由容差表中檢視導出尺寸與容差是 否符合藍圖要求。
圖 4-14 含角度容差之板金件容差表 利用區塊累加法則【16】亦可估算幾 何形狀複雜零件的容差區域,此後簡稱為 區塊法。其原理是考慮到加工順序的影 響,將製程相關尺寸的容差區域疊加,以 此推算導出功能尺寸的容差區域。既有的 文獻記載,此法則可成功的應用於三維實
體零件的容差分析。接下來說明如何將區 塊法應用於板金件的容差設計中。
當板金折彎加工同時考慮長度及斜角 容差時,容差區域分佈會相形複雜許多。
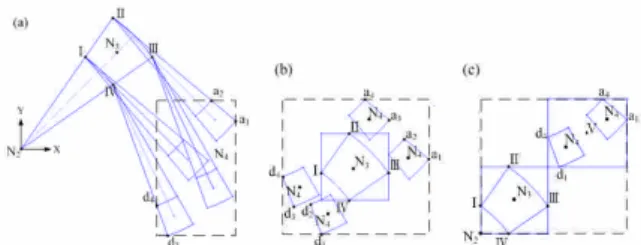
圖 4-15(a)為包含兩次斜角折彎製程的設計 藍圖。各折彎製程皆包含尺寸及角度容 差,但仍可利用區塊累加法則來推算端點 N4相對於 N1的容差區域。圖 4-15(b)為施 工程序簡圖,施工順序 1 表示板金原長為 L;施工順序 2 為板金第一次折彎時,折彎 角公稱值為N,角度雙向等值容差為T。 折彎處 N2至 N1公稱間距為 AN,位置容差 範圍為 2AT;施工順序 3 中 N4以 N3為旋 轉點順時針進行折彎加工,折彎角公稱值 為N ,角度雙向等值容差為T。折彎點 N3 距離前一道折彎加工處 N2 公稱長度為 BN,雙向等值容差為 BT。施工順序 4 為在 距離節點 N3公稱長度為 CN的位置切斷多 餘之板金,並以±CT 為此段加工之製程容 差。板金經過剪切後的結果,其最終的公 稱尺寸必須符合設計藍圖(圖 4-15(a))的要 求,導出容差也不能大於藍圖中各尺寸容 差的規範。
圖 4-15 (a) 斜角折彎設計藍圖 (b)斜角折彎施工程序簡圖 (a)
(b)
參考施工程序簡圖,圖 4-16 表示板金 經過二次折彎後,各節點容差區域疊加的 過程。其中圖 4-16 (a)為板金折彎過一次 後,N2相對於 N1的容差區域。當不納入幾 何容差考量時,其容差區域為一線段,其 長度等於 2AT。
在板金經過二次折彎後,節點 N3相對 於前一折彎位置 N2的容差區域為由前一道 折彎加工角度容差 2T 及長度容差 2BT所 造成之環帶形區域。若加上 N2 相對於 N1 的容差區域 2AT,因此節點 N3可能的位置 如圖 4-16(b)中虛線所圍的區域。合併的容 差區域在座標軸上的投影可推算此區域 X 方向與 Y 方向容差為:
2txN32 AT BTcosBNsinTsinN (4-1)
2tyN32 BTsinBNsinTcosN (4-2)
圖 4-16 斜角折彎各節點(a) N2(b) N3(c) N4
相對 N1累積容差區域
受到剪切製程的影響,末段成品節點 N3與 N4之間的公稱長度為 CN,製程容差 為±CT。至於端點 N4相對於前一折彎點端 點 N3的容差區域為本次折彎角之角度容差 2T及之前折彎角的角度容差 2T之組合 以及長度容差 2CT 組成的容差區域。合併 節點 N4相對於節點 N1的容差區域時,圖 4-16(c)中虛線區域為端點 N4相對於 N1所 產生的容差區域。由圖形的幾何關係可推 估出此矩形區域 X 方向與 Y 方向分量如 下。
2 4 2 2 cos sin sin 2 cos( )
sin( ) sin( )
N T T N N T N T N N
N T T N N
tx A B B C
C
(4-3)
2 4 2 sin sin cos 2 sin( )
sin( ) cos( )
N T N T N T N N
N T T N N
ty B B C
C
(4-4) 當板金經過 n 次折彎後,亦可利用區 塊法推演末端點 Nn+2相對於 N1可能的容差 區域。而利用此法(式 4-3 與式 4-4)所得之 容差區域與利用簡化公式法則推演結果 (式 3-1、式 3-2)相同。本文後續的章節主
要利用區塊法導出的公式估算累積容差區 域,並以圖示的方法觀察不同角度組合容 差區域變化的疊加情形。
在研究的過程中沿用圖 4-15 板金經過 二次折彎後之施工程序圖進行分析,並分 別假設製程中施工尺寸公稱值與施工容差 分別為 LN±LT=50±0.5、AN±AT=10±0.15、
BN±BT=20±0.15 與 CN±CT=10±0.15,各尺 寸單位為 mm。且分別將第一折彎角公稱 值N分別設定為-150°與 60°,並分別調整 第二次折彎的折彎角度使兩次折彎角度 總和為-180°遞增至 180°。並以±1°作為此 二折彎角之角度容差。利用電腦程式模擬 不同角度組合藉以評估區塊法與最差法計 算之容差區域的差異,觀察端點 N4在 X 與 Y 方向誤差隨角度變化的分佈情形。圖 4-17 紀錄不同折彎角度組合情況下,X 與 Y 方向誤差隨角度變化的分佈情形。圖中 縱座標代表誤差的程度,橫座標則標示兩 次折彎的折彎角度和。由圖中得知,在 X 方向顯著的誤差起始於節點 N4 與節點 N3 位於同一水平線時;而 Y 方向則於節點 N4 與節點 N3處於同一垂直線時出現顯著誤差
【22】,至於其他折彎角也有類似的現象。
此一現象引發區塊法公式是否適用之問 題,後續章節將有進一步分析。
經過反覆的測試發現,板金經過兩次 折彎後可能會出現容差區域重疊及尺寸極 端位置轉換等現象以致最差法與區塊法推 算累積容差之差異。下小節中將暫不考慮 板金折彎時長度容差的影響,以利進ㄧ步 探討容差區域重疊之成因與端點位置轉換 之機制。
(a)第一次折彎角度為-150°:
(b) 第一次折彎角度為 60°:
圖 4-17 不同角度組合下區塊法誤差的分佈 情形
在上小節探討部分折彎角度組合時,
發現二次折彎後末端節點尺寸變化範圍並 未如預期的增加。特別是觀察到由一次折 彎的極點,所推演出二次折彎端點之容差 區域會有相互重疊的現象。本文將利用圖 4-18 說明此特殊現象。圖中節點 N1至 N2
板金長度公稱值為 AN、節點 N2至 N3長度 公稱值為 BN,而節點 N3至 N4的公稱值則 以 CN表示。第一次與第二次折彎公稱角度 分別為 及N ,個別的角度容差分別為N
T
與T。
圖 4-18 末端節點之容差區域
圖 4-18 中點Ⅰ與點Ⅱ分別代表板金件 經過一次折彎後的二個極端位置。由 N3之 極端點推演 N4位置時,當第二次折彎角為
1端點Ⅰ對應至 N4之 a1、b1,而端點Ⅱ則 對應至 c1、d1,此刻容差區域之個別加成 相當明確。但是當第二折彎角順時針增加 到2時,N3 極點Ⅰ與Ⅱ則分別對應至 N4 之 a2、b2與 c2、d2。因為 a2、b2與 c2、d2 涵蓋重複的水平範圍,本文後續簡稱此為
“容差重疊”的現象。因之前所介紹的簡 化公式及區塊累加法則導出的公式皆以容 差個別加成為基礎,並未考慮容差重疊的 情形;因此使用此二種方法所估算的累積 容差值將大於實際的尺寸變化範圍。
本小節將以圖 4-18 第一次折彎後的構 型為基準,詳細觀察不同的第二折彎角所 對應到末端點容差區域的變化情形與機 制。延續前小節的分析方式,在容差區域 探討時不考慮長度容差之影響。圖 4-19 中 將第一折彎角公稱值N為 45°,而第二折 彎角 1 4分別代表四種構型則設定為自 -30°至-300°且間隔為 90°。
圖 4-19 折彎角度改變使得容差區域變化之 示意圖
以區塊法計算容差累積是基於組成的 容差各自獨立與可加成的假設。以第二次 折彎角為1及4而言,利用區塊法計算之 水平容差區域只是單純的累加ab、bc及cd 在 X 方向投影。在這兩種折彎構型,上述 此三段所代表的容差區域各自獨立並未有 重疊的現象發生,且觀察到 a、b、c 與 d 在 X 方向之位置由左至右排列順序並無改 變。分析中發現,區塊法計算之容差區域 會相當接近近似最差法求得的結果。但當 第二次折彎角度為2,ab 與 cd 在水平方向 的投影明顯之重疊,以致使用區塊累積公 式所得之容差區域與利用近似最差法估算 發生相當大的差異。當第二折彎角度為3
時,雖然 ab 與 cd 之水平投影並未相互重 疊,但卻與 bc 之投影發生重疊,同樣造成 區塊法估算容差區域若干誤差。
當第二次折彎角度為及2 時,容差3 區域發生重疊現象,且此時 a 與 b 及 c 與 d 之相對左右位置均已改變,這使得 X 方向 極端位置也發生變化。仔細分析圖 4-19 中 不同構型發現這幾種角度組合的容差區域 之左極端位置由 a→d→b→a,右極端位置
則由 d→a→c→d。而極端位置的改變與區 塊法公式之正確性有很大的關聯。本研究 探討當角度組合改變時尺寸極端位置變化 的情形,修正現有之區塊法公式以適用板 金折彎之工程設計。
板金因兩次折彎角度組合改變及角度 容差的影響,造成極值之端點有所不同。
本小節將近一步探討端點轉換的機制。前 文曾闡述板金二次折彎時近似最差法容差 累積是經由四個端點 a、b、c 及 d 推算之 容差區域。容差區域在 X 或 Y 方向分量均 由其中二個端點的位置所決定。
仔細分析各端點在 X 及 Y 方向的位 置,發現二者隨兩次折彎角度和( )的 調整而呈連續的變化。當原本居於容差區 域內部的端點逐漸外移,而居於容差區域 外緣的端點逐步內移,交錯之後,近似最 差法的容差區域將由不同的端點來決定。
以 X 軸方向容差分量為例,當二端點在水 平方向的投影重疊時,即為端點轉換的位 置。同理,端點在垂直方向的投影相同時 亦即為 Y 軸方向控制容差區域端點轉換的 關鍵。
圖 4-20 端點 a 與 b 在 X 方向分量相同 參照圖 4-18 所標示之板金折彎元件,
圖 4-20(a)及(b)分別標示 a 與 b 二端點在 X 方向有相同投影的兩種狀態。上述特殊狀 態,均為端點轉換之關鍵。若對板金長度 容差所造成的些微差異忽略不計,端點 a 及 b 位置在 X 方向分量分別為
a
b
cos( ) cos( )
cos( ) cos( )
N N N T N N T N T
N N N T N N T N T
X A B C
X A B C
(4-5) 當 Xa與 Xb相同時代表端點的轉換發 生 。 由 公 式 4-5 兩 方 程 式 等 值 , 可 知
sin 10
N N T
時,將滿足此條件。
若已知第一折彎角公稱值 及角度容差N
,則圖 4-20 中(a)與(b)中滿足上述等式T
之 第 二 折 彎 角 分 別 為 1 N T 及
2 180 N T
。
根據上述的概念,研究工作試圖進一 步探討容差區域極端點轉換的機制。在分 析中設定第一折彎角為 0°到 90°之間,如 此將可確定第一折彎角的正弦函數與餘弦 函數值均為正數。由於折彎角度容差 與T
均相當的小,在分析極端點轉換機制時T
可以不計其微略的影響。以 X 方向分量而 言,當第二折彎角由 0 度遞減到-360 度 時端點的轉換可簡化如表 4-1,其中表中各 端點轉換的關鍵角度是由類似圖 4-20 的方 法求得。研究中觀察到二次折彎角之和 在轉換過程中扮演重要角色。因此在表 4-1 中特別加列對應的欄位以利歸納說明。
當板金二次折彎角度和由正值遞減到 0°時容差區域左、右極端點由 a、d 改變為 b、c。若持續減少,將使得容差區左、
右極端點再一次發生改變由 b、c 轉換為 d、a。發生轉換時二次折彎特徵角度和為
約為1x 1
1x sin N sin N
N
B
C
(4-6)
若仍然遞減,下一次的端點轉換將發生 於另一特徵角度和為2 x。
1
2x 180 sin N sin N
N
B
C
(4-7) 於此之後,左、右極端點則由 d、a 轉換至 b、c。隨著二次折彎角度和不斷減少到 大約等於-180°時左右極端點才由 b、c 轉換 回 a、d。而由-180°減少至360N 將 不會有端點的轉換發生。因為以角度座標 而言 N亦即代表360N,即代 表經過 2π的週期端點轉換完成一次的循 環。X 方向容差區域極端點變化的情形可 依照上述簡化的結果整理成表 4-1。至於 Y 方向容差區域也可根據上述的原則,將極 端點轉換的情形以表 4-2 描述。其中 及1 y
分別為2 y 1
1y cos N cos N
N
B
C
(4-8)
1
2y cos N cos N
N
B
C
(4-9)
表 4-1 簡化後 X 方向尺寸極端位置變化情 形
表 4-2 簡化後 Y 方向尺寸極端位置變化情 形
由前一節得知當板金折彎僅考慮角度 容差之影響,在部分角度組合會發生容差 重疊及尺寸極端位置轉換等現象。推算尺 寸極端位置轉換的時機是以各折彎製程中 尺寸及折彎角度的公稱值為依據。分析的 過程中考慮不同角度組合的二次折彎,分 別建立區塊法之補正公式。
暫定板金件第一次折彎角設定在 0
度到 90 度之間,在此範圍內折彎角之正弦 與餘弦函數值均為正數。在研究中將節點 N2作為參考點依據表 4-1 尺寸極端位置變 化的情形,觀察第二次折彎角變化時 X
方向容差區域改變的情況。
CASE I:
若二次折彎角度和介於 0 度及 180 度之 間,將此情形描繪於圖 4-21 中。在此範圍 內容差區域尚未發生互相重疊的現象,此 時可利用區塊法(公式 4-10)估算 X 方向的 累積容差區域。
2 4 2 cos sin sin 2 cos( ) sin( ) sin( )
N T N N T N T N N
N T T N N
tx B B C
C
(4-10)
圖 4- 21 CASE I 容差區域(a)最差法(b)區塊 法(c)容差堆疊示意圖
圖 4-21 中圖(a)表示利用最差法評估端 點 N4可能的變化範圍,圖中 N3之極點Ⅰ、
Ⅱ與Ⅲ、Ⅳ分別對應至之 a、b 與 c、d,且 由遠端向近端依序在下標處標上 1 到 4。圖 (b)為節點 N4 利用區塊法描述的容差區域 範圍。圖(c)為以區塊法描述容差區域堆疊 的情形,圖中點Ⅴ相當於代表節點 N3 中
Ⅰ、Ⅱ、Ⅲ及Ⅳ四個端點。
CASE II:
當二次折彎角度和為 1x 0 或
180 2x
,其中1x及2 x可由公 式 4-6 與 4-7 求得。在此情形下,由於容差 區域發生重疊現象,使得圖 4-22(b)中以區 塊法評估之節點 N4的容差分佈會與以最差 情形分佈的圖 4-22(a)中虛線所圍的容差區 域相差甚遠。因區塊法是以容差累積為基 礎,並未考慮容差重疊的情形,因此在此 狀況下以區塊法求得的容差值將大於以最 差情況分佈的尺寸變化範圍。
圖 4- 12 CASE II 容差區域(a)最差法(b)區塊 法(c)容差堆疊示意圖
圖 4-23(a)及(b)分別為此情形下利用最 差法與區塊法推演之容差區域放大圖。依 照 區 塊 法 的 公 式 4-10 式 中 2(BT cosBNsinTsinN)會相當於圖 4-23(b) 中 I III 的 水 平 分 量 ; 2CTcos( N N)約 略 等 於 圖 (b) 中b e1 及 fc4 在 X 方 向 投 影 量 相 加 ; 至 於 2CNsin( T T) sin( N N) 則 相 當 於 d c1 1、 f V 、V e及b a4 4水平分量的總和。
由於圖(b)中d c1 1加上b a4 4水平分量相加相