Intermetallic Compounds Formed During Diffusion Soldering
of Au/Cu/Al
2
O
3
and Cu/Ti/Si with Sn/In Interlayer
TUNG-HAN CHUANG,1,2HSIU-JEN LIN,1and CHENG-WEN TSAO1
1.—Institute of Materials Science and Engineering, National Taiwan University, Taipei 106, Taiwan. 2.—E-mail: [email protected]
A Si wafer was sequentially sputter-coated with Ti (20 nm), Cu (6 mm), Sn (4 mm), and In (4 mm). The specimen was then diffusion-soldered at tem-peratures between 150 and 300°C with an alumina substrate deposited with Cu (4 mm) and Au (6 mm). Experimental results showed that a multilayer of intermetallic phases with the compositions of (Cu0.99Au0.01)6(Sn0.52In0.48)5/
(Au0.87Cu0.13)(In0.94Sn0.06)2/(Au0.98Cu0.02) (In0.95Sn0.05) formed at the Au/Cu
interface. Kinetic analyses revealed that the growth of (Cu0.99Au0.01)6
(Sn0.52In0.48)5 and (Au0.87Cu0.13)(In0.94Sn0.06)2/(Au0.98Cu0.02)(In0.95Sn0.05)
in-termetallics were diffusion-controlled with activation energies of 21.5 and 31.3 kJ/mol, respectively. Sound tensile strengths of 42 and 48 kg/cm2 have been obtained under the bonding conditions of 150°C for 40 min. and 200°C for 30 min., respectively.
Key words: Intermetallic compounds, diffusion soldering, Au/In/Sn/Cu interfacial reactions
INTRODUCTION
Diffusion soldering provides novel applications for high density and high power devices in meeting their requirements for heat-resistant joints.1,2This technique makes use of a low-melting metallic thin-film interlayer (LT) that reacts rapidly with both of the high-melting metallic layers or substrates (HT1 and HT2) that are to be bonded. The original thick-ness of the LT interlayer is less than those of the HT1 and HT2 layers or substrates, and the liquid/solid reactions contribute to exhaustion of the LT interlayer as well as the formation of inter-facial intermetallic compounds between HT1 and HT2. Because the newly formed intermetallic phases possess melting points much higher than the original LT interlayer, the resulting joints can withstand considerably higher temperatures.3
On the basis of the underlying principle of the diffusion-soldering process, intermetallic reactions that occur at the LT/HT1 and LT/HT2 interfaces apparently play a key role in achieving joining effi-ciency for this technique. Bader et al. have investi-gated the intermetallic compounds along with their growth kinetics in diffusion-soldered Cu/Sn/Cu and Ni/Sn/Ni systems.3Sommadossi et al. further stud-ied intermetallic reactions during the diffusion soldering of Cu/In-48Sn/Cu joints at temperatures
between 180 and 400°C.4 They reported on an e-Cu57In16Sn27 intermetallic phase that formed at
temperatures below 200°C and an e-Cu77In10Sn13/
h-Cu57In16Sn27double layer that formed at
temper-atures above 200°C. The growth kinetics of the e-intermetallic phase between Cu and h-intermetal-lics was interfacially controlled with an activation energy of 121 kJ/mol. The intermetallic compounds formed at the diffusion-soldered interfaces between Cu/Ti/Si and Au/Cu/Al2O3with pure Sn and pure In
interlayers have been investigated by Liang et al.5 and Tsao et al.,6 respectively. In the wake of pub-lished studies on intermetallic reactions of liquid In-49Sn solder with solid Au and Cu substrates,7,8 this present paper is concerned with thin-film diffu-sion soldering between Cu/Ti/Si and Au/Cu/Al2O3
using a near-eutectic In/Sn interlayer.
EXPERIMENTAL PROCEDURES
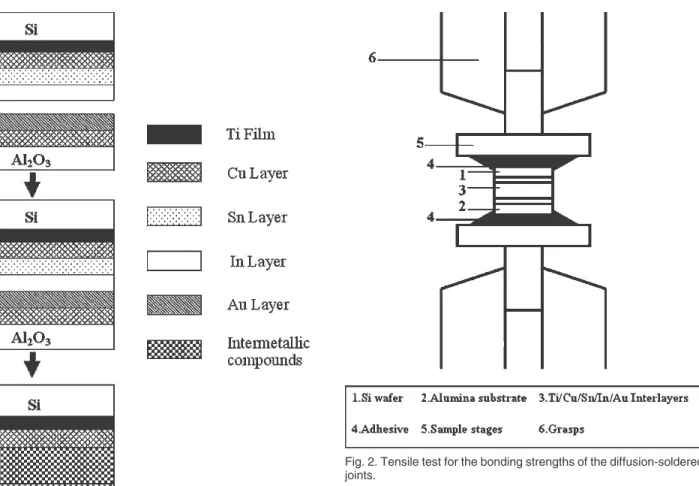
The alumina ceramic substrate used for this study was sputter-coated with Cu (4 mm)/Au (6 mm) layers. Sn (4 mm) and In (4 mm) were then deposited on a Ti/Cu-coated Si wafer. The In/Sn/Cu/Ti/Si wafer and Au/Cu/Al2O3 substrate were cut in dimensions of
43 4 mm and assembled as shown in Fig. 1a. The specimens were heated at various temperatures ranging from 150 to 300°C in a vacuum furnace of 5.33 10ÿ4Pa for 10 to 40 min. In this case, Sn and In melted to form a near-eutectic Sn-In liquid layer
(Received December 22, 2005; accepted March 2, 2006)
Journal of ELECTRONIC MATERIALS, Vol. 35, No. 7, 2006 Regular Issue Paper
1566
JOBNAME: jem 35#7 2006 PAGE: 1 OUTPUT: Thursday June 29 03:38:43 2006 tms/jem/121646/1696-R12
that reacted with the Cu and Au films (Fig. 1b). Diffusion soldering of the Sn-In layer with Cu and Au films resulted in the appearance of intermetallic compounds at the Sn-In(l)/Cu(s) and Sn-In(l)/Au(s) interfaces (Fig. 1c). After bonding, the specimens were cut along the cross section, ground with SiC paper, and polished with 1.0-mm and 0.3-mm alumina powders. The interfacial intermetallics were observed by scanning electron microscopy (SEM), and their chemical compositions were analyzed by an electron probe microanalyzer (EPMA). To evaluate the bond-ing strengths of the diffusion-soldered joints, both sides of the sandwiched specimens were gripped as shown in Fig. 2 and tensile-tested using an MTS-(Minneapolis, USA) Tytron 250 Microforce tester at a crosshead speed of 0.01 mm/s. The load and dis-placement ranges that can be measured with this equipment are 0.01–250 N and 0.1 mm–100 mm, res-pectively, which are suitable for this testing procedure.
RESULTS AND DISCUSSION
During the diffusion soldering between Au/Cu/ Al2O3 and Cu/Ti/Si with In/Sn interlayers, the
liquid Sn film (4 mm) reacted rapidly with the In film (4 mm) to form a liquid In-Sn alloy with a near-eutectic composition. The liquid In-Sn solder
reacted further with the Au/Cu/Al2O3 and Cu/Ti/
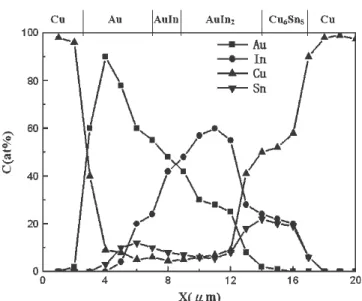
Si, which accounts for the appearance of a multi-layer of intermetallic compounds at the interface, as shown in Figs. 3 and 4. Sound joints were obtained after diffusion soldering at 150°C for 40 min. (Fig. 3a) and at 200°C for 30 min. (Fig. 3b). The intermetallic layers broke into coarse particles with the increase in temperature or heating time, as revealed in Fig. 4a and b. EPMA analyses iden-tified the Au, Sn, In, and Cu compositions across the multilayers of the diffusion-soldered specimens, which are plotted in Fig. 5. The composition (at.%) of the intermetallic layer adjacent to the Cu/ Ti/Si is Cu:Au:Sn:In 5 57.63:0.32:21.69:20.09, i.e., (Cu0.99Au0.01)6(Sn0.52In0.48)5, which corresponds to
the h-Cu6Sn5 phase in the Cu-Sn equilibrium
dia-gram. A similar intermetallic compound (Cu0.99
Au0.01)6Sn5was found in the diffusion-soldered joint
of Cu/Ti/Si and Au/Cu/Al2O3with a Sn interlayer.5
However, the change of the interlayer to pure In generated a different kind of intermetallic com-pound (Cu0.99Au0.01)In.
6
For the soldering reactions between liquid In-49Sn and Cu substrates, Chuang et al. reported the formation of an intermetallic compound Cu6(Sn0.54In0.46)5at the In-49Sn(l)/Cu(s)
interfaces.8
The intermetallic compounds adjacent to the Au/Cu/Al2O3 substrate were composed of two
lay-ers, (Au0.87Cu0.13)(In0.94Sn0.06)2 and (Au0.98Cu0.02)
(In0.95Sn0.05), which correspond to the AuIn2 and
AuIn phases in the Au-In equilibrium diagram. For diffusion soldering between Cu/Ti/Si and Au/Cu/Al2O3 Fig. 1. Scheme of diffusion soldering for Cu/Ti/Si and Au/Cu/Al2O3
with In/Sn interlayers.
Fig. 2. Tensile test for the bonding strengths of the diffusion-soldered joints.
JOBNAME: jem 35#7 2006 PAGE: 2 OUTPUT: Thursday June 29 03:38:45 2006 tms/jem/121646/1696-R12
Intermetallic Compounds Formed During Diffusion Soldering
using pure Sn5and pure In6 interlayers, the resul-tant interfacial intermetallics were d-(Au0.87Cu0.13)Sn
and (Au0.67Cu0.33)In2, respectively. On the other
hand, soldering reactions between liquid In-49Sn
and Au thick film, as reported by Liu,7 resulted in the formation of a continuous (Au0.96Cu0.04)
(In0.92Sn0.08)2 intermetallic layer at the In-49Sn(l)/
Cu(s) interfaces along with a great number of (Au0.98Cu0.02)(In0.94Sn0.06) intermetallic blocks
float-ing into the In-49Sn solder matrix.
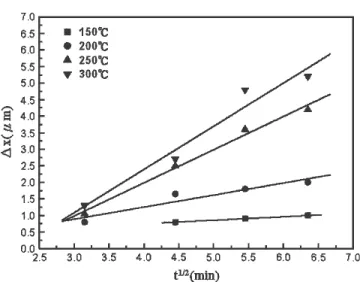
The thicknesses (DX) of the intermetallic layers formed at the interfaces were measured and plotted vs. the square root of reaction time (t1/2). Figures 6 and 7 show that the growth of the h-(Cu0.99Au0.01)6
(Sn0.52In0.48)5 intermetallic layer and (Au0.87Cu0.13)
(In0.94Sn0.06)2/(Au0.98Cu0.02)(In0.95Sn0.05) double layer
exhibits a parabolic relation, implying that the interfacial reactions during the diffusion soldering of Cu/Ti/Si and Au/Cu/Al2O3 with the In/Sn
inter-layer were diffusion-controlled. The growth rate constants (K5 DX/t1/2), as calculated from Figures 6 and 7, are listed in Table I. From the Arrhe-nius plots of growth rate constants in Fig. 8, the activation energies (Q) for the growth kinetics of h-(Cu0.99Au0.01)6(Sn0.52In0.48)5 and (Au0.87Cu0.13)
(In0.94Sn0.06)2/(Au0.98Cu0.02)(In0.95Sn0.05)
interme-tallics are determined to be 21.5 and 31.3 kJ/mol, respectively. The former value (21.5 kJ/mol) is quite consistent with the activation energy for the diffusion
Fig. 3. Morphology of intermetallic compounds formed after diffusion soldering between Cu/Ti/Si and Au/Cu/Al2O3using In/Sn interlayers:
(a) 150°C, 40 min; (b) 200°C, 30 min.
Fig. 4. Morphology of intermetallic compounds formed after diffusion soldering between Cu/Ti/Si and Au/Cu/Al2O3 using In/Sn interlayers:
(a) 200°C, 40 min.; (b) 300°C, 30 min.
Fig. 5. Au, Sn, and Cu concentrations across the multilayers of a diffusion-soldered specimen (from Fig. 3b).
JOBNAME: jem 35#7 2006 PAGE: 3 OUTPUT: Thursday June 29 03:38:49 2006 tms/jem/121646/1696-R12
Chuang, Lin and Tsao 1568
of Cu in liquid Sn (19.5 kJ/mol), as reported by Ma and Swalin.9The rate-limiting step in the growth of the (Cu0.99Au0.01)6Sn5 intermetallics should be the
diffusion of Cu dissolved near the intermetallic reac-tion front into the surrounding liquid Sn thin film. Chuang et al.8 calculated the activation energy for
the growth of h-Cu6(Sn0.54In0.46)5 intermetallics
during the soldering reactions between liquid In-49Sn and Cu substrates and found it to be 28.9 kJ/mol, which, by comparison, was also nearly the same for the growth of h-(Cu0.99Au0.01)6(Sn0.52In0.48)5
adja-cent to the Cu/Ti/Si during the thin-film diffusion-soldering reactions in this present study. The result implied that the growth mechanism of the h-Cu6
(Sn,In)5 intermetallic phase for thin-film diffusion
soldering was not different from that for bulk solder-ing reactions. From the work of Liu,7the activation energy for the growth of the continuous (Au0.96Cu0.04)
(In0.92Sn0.08)2intermetallic layer was 51 kJ/mol, while
the block-shaped (Au0.98Cu0.02)(In0.94Sn0.06)
inter-metallic compounds were observed to float into the 49Sn solder matrix. In this present study, the In-49Sn solder was exhausted throughout the diffusion-soldering process, with a greater number of AuIn2
-phase intermetallics reacting with Au to form the AuIn phase by a solid/solid diffusion mechanism. The calculated activation energy for the growth of (AuIn2
1 AuIn) during the thin-film diffusion-soldering reac-tions is therefore lower than that for the growth of AuIn2 during the soldering reactions between liquid
In-49Sn and Cu substrates.
The tensile strengths of Si/Ti/Cu/Sn/In/Au/Cu/ Al2O3specimens diffusion-soldered under various
con-ditions are listed in Table II. At lower temperatures (,200°C) and for shorter times (,20 min.), the
Fig. 6. Growth thickness (Dx) of (Cu0.99Au0.01)6(Sn0.52In0.48)5
inter-metallic compounds formed during diffusion soldering between Cu/Ti/Si and Au/Cu/Al2O3with In/Sn interlayers.
Fig. 7. Growth thickness (Dx) of (Au0.87Cu0.13)(In0.94Sn0.06)2/
(Au0.98Cu0.02) (In0.95Sn0.05) double layer formed during diffusion
sol-dering between Cu/Ti/Si and Au/Cu/Al2O3with In/Sn interlayers.
Table I. Growth Rate Constants (K) for the Intermetallic Compounds Formed during Diffusion Soldering between Cu/Ti/Si and
Au/Cu/Al2O3with In/Sn Interlayers
Temperature (°C) (Cu0.99Au0.01)6 (Sn0.52In0.48)5 (mm/min1/2 ) (Au0.87Cu0.13) (In0.94Sn0.06)21 (Au0.98Cu0.02) (In0.95Sn0.05) (mm/min1/2 ) 150 0.124 0.147 200 0.253 0.392 250 0.273 1.022 300 0.641 1.371
Fig. 8. Arrhenius plots of growth rate constants (k) for intermetallic compounds formed during diffusion soldering between Cu/Ti/Si and Au/Cu/Al2O3with In/Sn interlayers.
Table II. Tensile Strength of Cu/Ti/Si Wafer
Diffusion-Soldered with Au/Cu/Al2O3Substrates
at Various Temperatures and Times Using In/Sn Interlayers
Temperature (°C)
Bonding Strength (kg/cm2)
10 min 20 min 30 min 40 min
150 — — 126 5 426 9
200 — 296 6 486 8 216 7
250 — 236 6 166 3 76 4
300 — 86 3 96 4 46 2
JOBNAME: jem 35#7 2006 PAGE: 4 OUTPUT: Thursday June 29 03:38:59 2006 tms/jem/121646/1696-R12
Intermetallic Compounds Formed During Diffusion Soldering
intermetallic reactions at the interfaces of Cu/In-Sn solder/Au were insufficient, and many cavities or even crevices appeared at the interfaces. In these cases, the specimens failed marginally to join. How-ever, at temperatures above 250°C, the intermetallic layers broke into coarse particles, as shown in Fig. 4, which resulted in a drastic reduction of the bonding strengths, even to the values lower than 10 kg/cm2. Sound tensile strengths of 42 and 48 kg/cm2 have been obtained under bonding conditions at 150°C for 40 min. and at 200°C for 30 min., respectively.
CONCLUSIONS
Multilayer thin-film systems of Cu/Ti/Si and Au/ Cu/Al2O3were diffusion-soldered at various
temper-atures ranging from 150 to 300°C with an In/Sn dou-ble layer inserted between them. The In/Sn doudou-ble layer melted at the outset of heating, forming a near-eutectic In-49Sn solder film, which reacted fur-ther with the Cu/Ti/Si and Au/Cu/Al2O3substrates to
form a trilayer of intermetallic compounds. The com-positions of these intermetallics as determined by EPMA analyses were (Cu0.99Au0.01)6(Sn0.52In0.48)5/
(Au0.87Cu0.13)(In0.94Sn0.06)2/(Au0.98Cu0.02)(In0.95Sn0.05),
which can be simplified as Cu6(Sn,In)5/AuIn2/AuIn.
Kinetic analyses showed that the growth of inter-metallics was diffusion-controlled. However, the growth rate of the h-(Cu0.99Au0.01)6(Sn0.52In0.48)5
was much lower than those of the Au-In inter-metallics (Au0.87Cu0.13)(In0.94Sn0.06)/(Au0.98Cu0.02)
(In0.95Sn0.05). The activation energies as calculated
from the Arrhenius plots of the growth rate constants for h-(Cu0.99Au0.01)6(Sn0.52In0.48)5and (Au0.87Cu0.13)
(In0.94Sn0.06)/(Au0.98Cu0.02)(In0.95Sn0.05) were 21.5
and 31.3 kJ/mol, respectively. Sound tensile strengths of 42 and 48 kg/cm2 have been obtained under bonding conditions at 150°C for 40 min. and at 200°C for 30 min., respectively. Heating at the temperatures above 250°C caused the AuIn2
inter-metallic compounds in front of the h-(Cu0.99Au0.01)6
(Sn0.52In0.48)5 layer to break into coarse particles,
and their bonding strength decreased drastically to values below 10 kg/cm2.
ACKNOWLEDGEMENT
The authors gratefully acknowledge National Science Council, Taiwan, for their financial support of this research under Grant No. NSC-93-2216-E002-024.
REFERENCES
1. C.C. Lee, C.Y. Wang, and G. Matijasevic, J. Electron. Pack-aging 115, 201 (1993).
2. D.M. Jacobson and G. Humpston, Metals and Materials, Dec., 733 (1991).
3. S. Bader, W. Gust, and H. Hieber, Acta Metall. Mater. 43, 329 (1995).
4. S. Sommadossi, W. Gust, and E.J. Mittemeijer, Mater. Chem. Phys. 77, 924 (2002).
5. M.W. Liang, T.E. Hsieh, S.Y. Chang, and T.H. Chuang, J. Electron. Mater. 32, 952 (2003).
6. L.C. Taso, W. Gust, and E.J. Mittemeijer, Proc. 6th Int. Conf. Joining Ceramics, Glass and Metal, Munich, Germany, Sep. 30–Oct. 1, 196 (2002).
7. Y.M. Liu (Ph.D. Thesis, National Taiwan University, Taipei, Taiwan, 2000).
8. T.H. Chuang, C.L. Yu, S.Y. Chang, and S.S. Wang, J. Elec-tron. Mater. 31, 640 (2002).
9. C.A. Ma and R.A. Swalin, Acta Metall. 8, 388 (1960). JOBNAME: jem 35#7 2006 PAGE: 5 OUTPUT: Thursday June 29 03:39:03 2006
tms/jem/121646/1696-R12
Chuang, Lin and Tsao 1570