行政院國家科學委員會專題研究計畫 成果報告
氣體放電加工與附加 TiC 粉末之碳化鎢刀具表面改質研究
研究成果報告(精簡版)
計 畫 類 別 : 個別型 計 畫 編 號 : NSC 100-2221-E-151-015- 執 行 期 間 : 100 年 08 月 01 日至 101 年 07 月 31 日 執 行 單 位 : 國立高雄應用科技大學機械工程系 計 畫 主 持 人 : 陳順隆 共 同 主 持 人 : 謝世峰、林炎成、林明宏 計畫參與人員: 碩士班研究生-兼任助理人員:吳維哲 碩士班研究生-兼任助理人員:謝盛志 公 開 資 訊 : 本計畫可公開查詢中 華 民 國 101 年 08 月 09 日
中 文 摘 要 : 本研究藉由氣體放電加工法(Gas Electrical discharge machining, GEDM),對碳化鎢刀具進行表面改質,實驗中利 用傳統的放電加工機,以純鈦做為電極,碳化鎢刀具為工 件,氮氣(N2)與乙炔( C2H2)為放電介質,並藉由不同的加工 參數:放電電流、脈衝時間與氣體流量。利用放電時電極與 工件在氣體放電過程中,放電能量將氣體介質離子化與工件 產生質量轉移,達到表面改質之目的,並探討碳化鎢刀具之 表面硬度、表面形貌、刀具切削性與加工件表面粗糙度的影 響。 實驗過程中找出最佳氣體放電參數:電流 3A、脈衝時間 75μs、氮氣流量為 30sccm、乙炔流量為 20sccm。利用 X-ray 粉末繞射儀(XRD)進行再鑄層相鑑定及成分分析,得知再 鑄層為氮化鈦(TiN)及碳氮化鈦(TiCN)等相。並量測表面硬 度,利用最佳參數可提升表面硬度,碳化鎢刀具母材硬度由 1500Hv 提升到再鑄層硬度 2800Hv(TiCN)。 放電表面改質之碳化鎢刀具對 S45C 鋼材進行切削性實驗,並 與市售 PVD 鍍層之碳化鎢刀具進行比較,實驗結果顯示:有 鍍層之刀具,其刀腹磨耗與工件表面粗糙度皆優於未鍍層刀 具,但本實驗刀具切削後磨耗結果與工件表面粗糙度卻稍高 於 PVD 鍍層刀具,是因為採用氣體放電加工法,會在表面留 下孔洞、熔融組織及裂縫,造成刀具磨耗與工件表面粗糙度 比 PVD 法差之主因。 中文關鍵詞: 氣體放電加工法、碳化鎢刀具、表面改質、粉末繞射儀、碳 氮化鈦
英 文 摘 要 : This study proceeds with the surface modification by using gas electrical discharge machining (GEDM). In the experiment, it uses the traditional discharge machine, the electrode material is pure titanium; the material of work-piece is tungsten carbide
cutting tools and the discharge mediums are Nitrogen (N2) and Acetylene (C2H2). Moreover, it uses
different processing parameters like discharge current, pulse time and the gas flow to improve the surface conditions. It utilizes the discharge energy to ionize the gas medium and induce the effect of mass transfer to achieve the purpose of surface modification. Furthermore, it also investigates the
During the experimental processing, it find out the excellent parameters are 3A current, 75μs pulse duration, 30sccm N2 flow rate and 20sccm C2H2 flow rate. By using the X-ray analysis, it can be observed that the recast layer phases are TiN and TiCN phase, respectively. Moreover, The surface hardness of tungsten carbide tool is increased from 1500Hv to 2800Hv.
Compare with commercial cutting tool of PVD tungsten carbide, it can be found that the coating tools have lower flank wear and surface hardness than uncoated tool during cutting S45C steel. However, the tungsten carbide tool of GEDM has poor wear performance and surface roughness than commercial PVD tungsten carbide tool. It induces by the leaving gas holes, melting structures and cracking during the process of gas electrical discharge.
英文關鍵詞: Gas EDM, Tungsten Carbide Cutting Tools, Surface Modification, Powder Diffraction, TiCN
行政院國家科學委員會補助專題研究計畫成果報告
(氣體放電加工與附加 TiC 粉末之碳化鎢刀具表面改質研究)
計畫類別:■個別型計畫 □整合型計畫
計畫編號:NSC 100 - 2221 - E - 151 - 015
-
執行期間:100 年 08 月 01 日至 101 年 07 月 31 日
執行機構及系所:國立高雄應用科技大學機械工程系
計畫主持人:陳順隆
共同主持人:謝世峯、林炎成、林明宏
計畫參與人員:吳維哲、謝盛志
成果報告類型(依經費核定清單規定繳交):□精簡報告 ■完整報告
本計畫除繳交成果報告外,另須繳交以下出國心得報告:
□赴國外出差或研習心得報告
□赴大陸地區出差或研習心得報告
□出席國際學術會議心得報告
□國際合作研究計畫國外研究報告
i
摘要
本研究藉由氣體放電加工法(Gas Electrical discharge machining, GEDM),對 碳化鎢刀具進行表面改質,實驗中利用傳統的放電加工機,以純鈦做為電極,碳 化鎢刀具為工件,氮氣(N2)與乙炔( C2H2)為放電介質,並藉由不同的加工參數: 放電電流、脈衝時間與氣體流量。利用放電時電極與工件在氣體放電過程中,放 電能量將氣體介質離子化與工件產生質量轉移,達到表面改質之目的,並探討碳 化鎢刀具之表面硬度、表面形貌、刀具切削性與加工件表面粗糙度的影響。 實驗過程中找出最佳氣體放電參數:電流 3A、脈衝時間 75μs、氮氣流量為 30sccm、乙炔流量為 20sccm。利用 X-ray 粉末繞射儀(XRD)進行再鑄層相鑑定及 成分分析,得知再鑄層為氮化鈦(TiN)及碳氮化鈦(TiCN)等相。並量測表面硬度, 利用最佳參數可提升表面硬度,碳化鎢刀具母材硬度由 1500Hv 提升到再鑄層硬 度 2800Hv(TiCN)。 放電表面改質之碳化鎢刀具對 S45C 鋼材進行切削性實驗,並與市售 PVD 鍍層之碳化鎢刀具進行比較,實驗結果顯示:有鍍層之刀具,其刀腹磨耗與工件 表面粗糙度皆優於未鍍層刀具,但本實驗刀具切削後磨耗結果與工件表面粗糙度 卻稍高於 PVD 鍍層刀具,是因為採用氣體放電加工法,會在表面留下孔洞、熔 融組織及裂縫,造成刀具磨耗與工件表面粗糙度比 PVD 法差之主因。 關鍵字:氣體放電加工法、碳化鎢刀具、表面改質、粉末繞射儀、碳氮化鈦
Abstract
This study proceeds with the surface modification by using gas electrical discharge machining (GEDM). In the experiment, it uses the traditional discharge machine, the electrode material is pure titanium; the material of work-piece is tungsten carbide cutting tools and the discharge mediums are Nitrogen (N2) and
Acetylene (C2H2). Moreover, it uses different processing parameters like discharge
current, pulse time and the gas flow to improve the surface conditions. It utilizes the discharge energy to ionize the gas medium and induce the effect of mass transfer to achieve the purpose of surface modification. Furthermore, it also investigates the effects of surface hardness of tungsten carbide tool, surface morphology, cutting performance and surface roughness of work-piece to the surface medication.
During the experimental processing, it find out the excellent parameters are 3A current, 75μs pulse duration, 30sccm N2 flow rate and 20sccm C2H2 flow rate. By
using the X-ray analysis, it can be observed that the recast layer phases are TiN and TiCN phase, respectively. Moreover, The surface hardness of tungsten carbide tool is increased from 1500Hv to 2800Hv.
Compare with commercial cutting tool of PVD tungsten carbide, it can be found that the coating tools have lower flank wear and surface hardness than uncoated tool during cutting S45C steel. However, the tungsten carbide tool of GEDM has poor wear performance and surface roughness than commercial PVD tungsten carbide tool. It induces by the leaving gas holes, melting structures and cracking during the process of gas electrical discharge.
Keywords: Gas EDM, Tungsten Carbide Cutting Tools, Surface Modification, Powder Diffraction, TiCN
iii
目錄
中文摘要 ... i 英文摘要 ... ii 目錄 ... iii 表目錄 ... iv 圖目錄 ... v 第一章 緒論 ... 1 1.1 研究背景與動機目的... 1 1.2 文獻回顧... 4 第二章 實驗方法 ... 6 2.1 實驗流程... 6 2.2 實驗材料... 6 2.3 加工參數設定... 7 第三章 結果與討論 ... 8 3.1. 放電電流影響... 8 3.2. 再鑄層硬度... 8 3.3. 相鑑定及成分分析... 10 3.4. 表面形貌... 11 3.5. 再鑄層厚度... 13 3.6. 再鑄層組織... 16 3.7. 切削性實驗... 17 3.8. 切削後工件表面粗糙度... 20 第四章 結論 ... 22 參考文獻 ... 23表目錄
表 1-1 模具、成型工具與切削工具 TiN 、TiC 、TiCN 鍍層應用與壽命提升比較
... 2
表 1-2 碳化物刀具材質之分類及特性 ... 3
表 2-1 鈦的化學成分 ... 7
表 2-2 鈦的性質 ... 7
v
圖目錄
圖 2-1 實驗流程圖 ... 6 圖 3-1 小電流氣體放電情形 ... 8 圖 3-2 大電流氣體放電情形 ... 8 圖 3-3 氮氣流量 15SCCM 與乙炔流量 35SCCM 之微硬度值 ... 9 圖 3-4 氮氣流量 20SCCM 與乙炔流量 30SCCM 之微硬度值 ... 9 圖 3-5 氮氣流量 25SCCM 與乙炔流量 25SCCM 之微硬度值 ... 9 圖 3-6 氮氣流量 30SCCM 與乙炔流量 20SCCM 之微硬度值 ... 9 圖 3-7 氮氣流量 35SCCM 與乙炔流量 15SCCM 之微硬度值 ... 10 圖 3-8 不同氮氣、乙炔比例氣體之平均表面微硬度 ... 10 圖 3-9 氮氣流量 15SCCM 與乙炔流量 35SCCM 之 XRD 繞射圖 ... 10 圖 3-10 氮氣流量 20SCCM 與乙炔流量 30SCCM 之 XRD 繞射圖 ... 10 圖 3-11 氮氣流量 25SCCM 與乙炔流量 25SCCM 之 XRD 繞射圖 ... 11 圖 3-12 氮氣流量 30SCCM 與乙炔流量 20SCCM 之 XRD 繞射圖 ... 11 圖 3-13 氮氣流量 35SCCM 與乙炔流量 15SCCM 之 XRD 繞射圖 ... 11 圖 3-14 氮氣流量 15SCCM 與乙炔流量 35SCCM 之表面形貌 ... 12 圖 3-15 氮氣流量 20SCCM 與乙炔流量 30SCCM 之表面形貌 ... 12 圖 3-16 氮氣流量 25SCCM 與乙炔流量 25SCCM 之表面形貌 ... 12 圖 3-17 氮氣流量 30SCCM 與乙炔流量 20SCCM 之表面形貌 ... 12 圖 3-18 氮氣流量 35SCCM 與乙炔流量 15SCCM 之表面形貌 ... 13 圖 3-19 氮氣流量 15SCCM 與乙炔流量 35SCCM 之再鑄層厚度 ... 14 圖 3-20 氮氣流量 15SCCM 與乙炔流量 35SCCM 之再鑄層厚度分佈 ... 14 圖 3-21 氮氣流量 20SCCM 與乙炔流量 30SCCM 之再鑄層厚度 ... 14 圖 3-22 氮氣流量 20SCCM 與乙炔流量 30SCCM 之再鑄層厚度分佈 ... 14 圖 3-23 氮氣流量 25SCCM 與乙炔流量 25SCCM 之再鑄層厚度 ... 14 圖 3-24 氮氣流量 25SCCM 與乙炔流量 25SCCM 之再鑄層厚度分佈 ... 14 圖 3-25 氮氣流量 30SCCM 與乙炔流量 20SCCM 之再鑄層厚度 ... 15 圖 3-26 氮氣流量 30SCCM 與乙炔流量 20SCCM 之再鑄層厚度分佈 ... 15 圖 3-27 氮氣流量 35SCCM 與乙炔流量 15SCCM 之再鑄層厚度 ... 15 圖 3-28 氮氣流量 35SCCM 與乙炔流量 15SCCM 之再鑄層厚度分佈 ... 15 圖 3-29 再鑄層組織 ... 16 圖 3-30 各種車刀車削前 ... 18 圖 3-31 各種車刀車削 60 分鐘後 ... 18 圖 3-32 不同刀具的最大刀腹磨耗圖 ... 19 圖 3-33 不同刀具的表面粗糙度 ... 20 圖 3-34 各刀具的粗糙度斷面曲線 ... 21第一章 緒論
1.1 研究背景與動機目的 隨著製造業的蓬勃發展,近年來國內外模具業與機械加工業為降低製造成本 與提高加工精度,高速切削變成為最近相當熱門的加工技術,高速切削需搭配高 硬度的刀具材料使用,尤其針對輕薄短小之電子產品的模具以及其急迫性之交貨 期,越來越多業者採用 CNC 高速切削工具機。高速切削來提升加工速率,就上 述原因,刀具硬度對工件影響很大,這些影響主要包含刀具壽命、切削力、切削 溫度、工件表面粗糙度及表面結構完整性,如裂縫的產生、殘留應力及結構組織 的變化等複雜且具有交互作用的加工現象。使用抗磨耗超硬陶瓷薄膜刀具與模具 為當今製造業主流,此類硬膜的好處除增加工作效能高外,尚有延長刀具、模具 壽命之功用。最常被應用的超硬陶瓷薄膜材料是過鍍金屬的氮化物,工具鍍膜被 覆處理之超硬陶瓷薄膜具有硬度高、熔點高、化學穩定性佳的優點,因此常被用 來作為硬膜被覆材料,並可降低成本,提高生產效率,改善產品品質。TiC、TiN、 TiCN 等硬質鍍膜由於具有高的硬度、楊氏模式、低摩擦係數、良好耐腐蝕性與 熱傳導性、高的導電性與熔點高等優良性質,已普遍應用在微電子業、航空工業、 太空技術與半導體工業。[1-2]自 1970 PVD(Physical Vapor Deposition 物理氣體沈積相)與 CVD(Chemical Vapor Deposition 化學氣體沈積相)就被廣泛運用薄膜沉積。使用耐磨耗超硬陶瓷 薄膜刀具與模具為當今製造業主流,此類硬膜的好處除增加工作效能高外,尚有 延長刀具、模具壽命之功用。一般而言, PVD 溫度低,沒有毒氣問題; CVD 溫度高,需達到 1000°以上將氣體解離,以產生化學作用。最常被應用的超硬陶 瓷薄膜材料是過鍍金屬的氮化物,工具鍍膜被覆處理之超硬陶瓷薄膜包括包括氮 化鈦(TiN)、碳化鈦(TiC)、碳氮化鈦(TiCN)、氮化鋯(ZrN)、氮化鉻(CrN)、 氮化鋁鈦(TiAlN)等。由於具有高的硬度、高的熔點、楊氏模數、低摩擦係數、 良好耐腐蝕性與熱傳導性與高的導電性等優良性質,經適當的薄膜處理後的工件, 可提高 3 至 10 倍的壽命,已廣泛應用於切削刀具、精密陶瓷業與汽車工業;切 削刀具如碳化鎢刀具、鑽頭、銑刀等刀具。精密模具業如沖模模具、成型模具等。 汽車工業如活塞、活塞環、合金輪轂等易磨損零件。表 1-1 為各鍍層應用與壽命 提升比較。
2
表 1-1 模具、成型工具與切削工具 TiN 、TiC 、TiCN 鍍層應用與壽命提升比較 工 件 材 質 鍍 層 用 途 壽命提升 修邊模 SKH-51 TiN 不銹鋼六角螺帽冷鍛 400% 滾齒模 SKH-53 TiN AISI4630 料齒輪之滾齒 300% 螺紋滾製模 SKD-11 TiC 低碳鋼螺栓之螺紋滾製 400% 成型工具 SKH-10 TiC 螺絲機之應用 460% 切削工具 SKH-51 TiN 切削低碳鋼 660% 拉伸模 SKD-11 TiC 汽車零件冷抽 1500% 成型沖模 SKD-11 TiCN 汽車零件冷鍛 2000% 但上述製程都有共通的缺點:製程設備昂貴,且對於被覆介面的表面清潔是 非常重要的,會影響被覆的附著力當基板與薄膜介面之間,若有某些區域已存在 附著力不佳之情形(製程中有水氣進入或底材在鍍膜前沒有完全清潔乾淨),將 會導致原本儲存於薄膜中的壓縮應變能藉由挫曲的方式來釋放,最後常常造成整 個膜面產生嚴重皺摺若薄膜內應力為壓縮應力,則薄膜與基板會有外凸之現象。 當應力過大,導致薄膜內部的應變能大於附著能時,將使得薄膜附著性不佳產生 失去該有的功能[3]等缺點。因此本研究想利用氣體放電加工法,設計一獨立氣 體填料通氣設備即可對材料進行表面改質,探討可行性。 燒結碳化物刀具之主要成分,以碳(C)及鎢(W)為主,將其製程微細粉末,再 將混合均勻之碳化鎢粉末,加入鈷(Co)、鎳(Ni)等元素,置入模型內加壓,並加 熱燒結完成,碳化物刀具硬度高,且高溫硬度(紅硬性)甚佳,在高速切削下,切 削溫度可達 1200℃,材質仍不致軟化,因此其切削速度可達高速鋼之數倍。依 國際標準(ISO)規定,將燒結碳化物刀具,依其切削工件之材料性質分為:P 系列、 M 系列及 K 系列等三種,不同之系列之刀具,將適合切削不同之材料,其刀具 之柄端並分別以顏色區別,P 系列-藍色、M 系列-黃色、K 系列-紅色。 K 類碳化物: K 類碳化物主要為碳化鎢(WC),以鈷粉(Co)為結合劑,形成單元碳化物 WC-Co 系合金,為最耐磨之材料,此系列之刀具適合切削切屑成不連續之材料, 如鑄鐵、銅及非鐵金屬材料。 P 類碳化物: P 類碳化物主要為碳化鎢添加碳化鈦(TiC)及鈷粉(Co),行程二元複碳化物 WC-TiC-Co 系合金,此系列之刀具適合切削高抗拉強度材料,其切削成連續條 狀,如一般鋼材、合金鋼等,然因刀具之 TiC 含量越高,其韌性將降低,不宜切 削切削性不良之材料。
M 類碳化物:
M 類碳化物主要為 P 類碳化物中添加碳化鉭(TaC),形成三元複碳化物 WC-TiC- TaC -Co 系合金,其性質介於 P 類與 K 類之間,不但具有耐凹陷磨耗性, 並具有相當之強度及韌性,此系列之刀具適合切削鑄鐵與鋼之中間材質,如不銹 鋼、延性鑄鋼等抗拉強度大而難以切削之材料。其詳細分類及刀具之切削特性如 表 1-2 所示[4]。 表 1-2 碳化物刀具材質之分類及特性 ISO 材質 代號 顏色 區分 被削 材料 種類 刀具 分類 切削方式 刀具材質特性 切削條件 P 藍色 鋼、鑄鐵、 長切屑之 可段鑄鐵 P01 極高速精密車削 P10 高速車削、 靠模車削、 車牙 P20 一般車削、中速銑削 P30 P40 粗車、粗銑、 低速刨削 P50 M 黃色 鋼、鑄鋼、 不銹鋼、錳鋼 M10 高速車削 M20 一般車削、 中速銑削 M30 M40 低速粗車削 K 紅色 鑄鐵、銅、 木材、樹脂、 非鐵金屬、 岩石、塑膠 K01 高速精車,淬硬、 白鑄鐵之低速切削 K10 K20 一般車削、 中速銑削 K30 K40 粗車削、 粗銑削、 低速刨削
4
放電加工(Electrical Discharge Machining)通常以煤油為絕緣液,但因煤油熔 點低,容易造成火災,其加工時所產生之氣體對環境也會造成些微的污染[5], 加工後工件的清潔與絕緣液的維護也都是一大課題。之後人們利用蒸餾水作為絕 緣液,但因加工精度較差及造成部分工件表面電解腐蝕之問題無法有效克服,尚 未真正實用化。後來有學者發展出利用水霧作為介質進行放電加工[6],此方法 優點為不需加工槽,但無法解決電解電流的問題。近年來日本學者開發了使用氣 體做為介質之放電加工法[7],除了可解決使用煤油帶來的安全與環境污染上的 疑慮,也可達到良好的加工特性。 1.2 文獻回顧 傳統放電加工是用來加工高韌性、高硬度難以切削的材料,放電加工在絕緣 液中利用火花放電所產生的熱能熔化及汽化工件來達到去除材料的目的。放電後 在材料的表面都會有變質層存在,因此有學者研究利用放電的過程放電介質與電 極反應合成新的相,其文獻如下:在 1991 年 A. Gangadhar 等學者,發現再放電 的過程中電極的金屬材料會轉移到加工表面,也就是工件表面會有電極金屬元素 轉移存在[8]。在 1993 年 N. Mohri 等學者,提出一種有放電加工表面改質的方 法,用銅、鋁、碳化鎢與鈦粉末壓胚燒結做為電極,對鋁合金與碳鋼進行放電加 工,實驗結果顯示放電表面能提升機械性質[9]。在 1994 年 M.S. Shunmugam 等 學者,利用粉末冶金燒結的碳化鎢做為放電加工電極,根據實驗結果加工後在工 件表面可以得到一層碳化鎢合金層,並做切削試驗,可有效提升工件表面的耐磨 耗性[10]。在 1994 年更有 Y. Tsunekawa 等學者,以 Ti-36W%Al 做為電極,鋁 為工件,煤油為放電介質。放電時鈦會離子化與煤油熱解的碳,在鋁基材的工件 表面形成碳化鈦與鈦化鋁合金,在數分鐘內就能形成 100μm 的厚膜,也觀察到 樹枝狀的鈦化鋁結構,這是因為急速冷卻的現象。也提到改變加工参數也能獲得 不同比例的碳化鈦,越往加工表面碳化鈦的體積比例會越高,因此可以控制表面 的碳化鈦含量因而控制加工表面硬度在 3.5–10.5 GPa[11]。在 2002 年 Z. L. Wang 等學者,提出以純鈦為電極對碳鋼進行放電加工在煤油中,提出與上一篇 Y. Tsunekawa 文獻一樣的理論,放電過程中鈦會離子化與熱解的碳形成碳化鈦改質 層,加工數分後能形成 20μm 的改質層,放電表面的碳化鈦比例最高,越往基材 比例越少,改質層的硬度能達到 2200Hv,這項技術能用在刀具模具表面提升壽 命與耐磨耗性[12]。在 2004 年 T. Moro 等學者,以不同粉末冶金參數製備碳化 鈦電極,對 S45C (JIS)碳鋼進行放電加工表面改質,得到冶金電極破斷強度越高, 電極消耗率越低,加工再鑄層厚度也越薄,文獻指出薄膜厚度在10μm 時會擁有 最好的機械性質,在粗糙度方面也有一樣的趨勢,電極消耗率越大表面粗糙也越 大,因此選擇適當電極,進行刀具表面處理,與 PVD 刀具比較時,在低速切削 有相當的耐磨性,但高速切削時因摩擦係數增加,溫度上升造成刀具軟化非常不 利切削性[13]。
並有學者利用放電加工法,改善碳化鎢刀具的表面性質,提升其表面硬度及 切削性,其文獻如下:在 2004 年 Z.B. Yu 等學者,以黃銅為電極,碳化鎢為工 件,在煤油及氣體兩種介質中進行放電,並探討其表面性質[14]。在 2007 年 H.K. Kansal 等學者,以純鈦為電極, SKD61 為工件,在放電過程中添加 Al、Cr、 Cu、SiC 及 Ti 與 C 的混何粉末,並成功的在工件上形成 TiC 塗層[15]。 從以上文獻中可得到放電加工表面改質的可行性,放電加工會有質量轉移的 現象,也會與放電介質產生反應合成新的相,可以提升其硬度及改變表面性質。
6
第二章 實驗方法
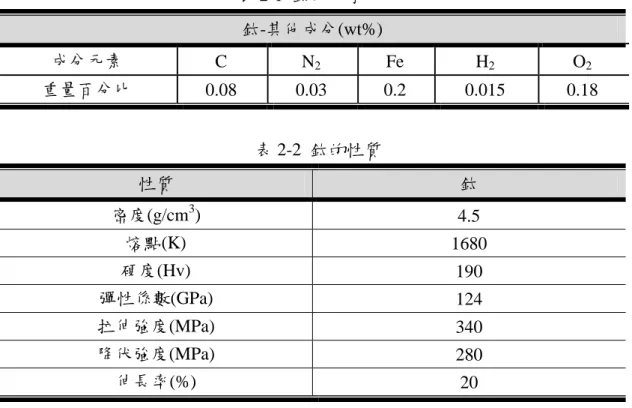
2.1 實驗流程 本實驗利用氣體放電加工法以純鈦管為電極,碳化鎢車刀為工件,以不同氣 體 (氮氣、乙炔)做為介質,對車刀進行表面改質。實驗分為二個階段,第一階 段設計進氣旋轉電極設備,旋轉電極主要目的是將氣體及粉末有效的從鈦管中噴 出。第二階段實驗部分利用純鈦管 ψ5×20(mm)為電極,碳化鎢車刀當工件,加 工前電極管先使用 1200 號砂紙研磨,以丙酮、酒精搭配超音波震盪清潔。放電 介質將根據不同比例的兩種氣體來做混合,藉由改變不同之加工參數分析表面形 貌、再鑄層膜厚度、再鑄層 XRD 相鑑定、Vickers 微硬度量測、加工表面粗糙度, 圖 2-1 為實驗流程圖。 實驗以負極性加工,因加工能量較小可以得到比較小粗糙度與再鑄層厚度, 較利於薄膜機械性質。 圖 2-1 實驗流程圖 2.2 實驗材料 實驗使用的電極管為純鈦,工件為日本三菱公司生產之捨棄式碳化鎢車刀, 型號為 SPMN120308 HTi10(ISO 分類 K10),電極鈦管尺寸 ψ5 ×20(mm),鈦化學 成份如表 2-1,鈦性質如表 2-2。放電介質氮氣(99.99%)與乙炔(99.99%)都由精上 企業有限公司提供。 擬訂 參數 氣體放電加工 放電表面 性質分析 表 面 硬 度 XRD相鑑定 表面形貌觀察 刀 具 磨 耗 工件表面粗糙度 切削性試驗 電 流 脈 衝 時 間 氣體流量比例表 2-1 鈦的化學成分 鈦-其他成分(wt%) 成分元素 C N2 Fe H2 O2 重量百分比 0.08 0.03 0.2 0.015 0.18 表 2-2 鈦的性質 性質 鈦 密度(g/cm3 ) 4.5 熔點(K) 1680 硬度(Hv) 190 彈性係數(GPa) 124 拉伸強度(MPa) 340 降伏強度(MPa) 280 伸長率(%) 20 2.3 加工參數設定 藉由改變不同之加工參數,找出最佳化條件。放電加工條件設定如表 3-2。 表 2-3 放電加工參數 加工參數 設定條件 電極(+) 純鈦管 電極(-) 碳化鎢刀具(K10) 加工極性 負極性加工 電流(A) 1、3、6 放電電壓(V) 250 極間電壓(V) 50 脈衝時間(τp,μs) 30、45、60、75、90 休止時間(τoff,μs) 30、45、60、75、90 放電介質 氮氣、乙炔 氣體流量(SCCM) 15、20、25、30、35 電極轉速(rpm) 60
8
第三章 結果與討論
以氣體放電加工進行碳化鎢刀具表面改質後,實驗中藉由改變不同加工參數 (電流、脈衝時間、氣體比例),來探討加工後試片之表面性質,利用微硬度機測 試碳化鎢刀具之硬度,XRD 進行表面相鑑定及成分分析, SEM 觀察表面形貌 及再鑄層厚度,並利用表面粗度儀量測 S45C 鋼材車削後的表面粗糙度。 3.1. 放電電流影響 放電電流為本實驗重要的參數,經過實際放電得知,如圖 3-1,過小的電流(小 於 3A),放電能量不足,無法正常放電,在表面生成新的相,而達到表面改質之 目的,如圖 3-2,過大的電流(大於 3A),放電能量過大,會與乙炔產生劇烈反應, 造成火焰柱過大,在工件表面已產生明顯裂紋,而在電極管周圍焦黑區塊是乙炔 中的碳過度燃燒所導致的,故無法進行氣體放電加工,所以本實驗選擇放電電流 3A 做為最佳參數。 圖 3-1 小電流氣體放電情形 圖 3-2 大電流氣體放電情形 3.2. 再鑄層硬度 以微硬度計量測氣體放電加工後表面硬度值變化,壓痕荷重為 0.5Kg,持續 時間為 10 秒鐘,壓痕之間間距保持為 1mm,避免因為應力集中而影響硬度值。 碳化鎢刀具原硬度為 1500Hv,碳化鈦理論硬度為 1800Hv,氮化鈦理論硬度為 2200Hv,碳氮化鈦理論硬度為 2800Hv,經由本實驗,碳化鎢刀具表面因不同的 氣體流量比例而形成不同的相,原因是放電過程中將氮氣與乙炔熱解,在表面形 成氮化鈦或氮鈦化鈦,但因為脈衝時間長,熔融量變多,而造成冷卻來不及,產 生內應力變大,造成再鑄層會有裂化及破裂,不利表面硬度。 在氮氣流量 15SCCM 與乙炔流量 35SCCM 中,脈衝時間 30μs 因為脈衝時間 過短,無法在表面形成再鑄層,脈衝時間90μs 則因為脈衝時間長,容易與乙炔 產生劇烈反應,造成火花過大,不利實驗進行,故此兩參數無法量測硬度,如圖 3-3 所示,氮氣流量 15SCCM 與乙炔流量 35SCCM 之氣體放電表面硬度均在碳 氮化鈦理論硬度 2800Hv 以下,如圖 3-3 所示。根據文獻指出[16],微硬度值會因為氮氣的提升而增加,在氮氣流量 20SCCM、 氮氣流量 25SCCM 中脈衝時間 30、60 與 90μs 與氮氣流量 35SCCM,由於氮氣 流量變大,有足夠的氮能夠在放電過程中被離子化,形成氮化鈦,使得氮化鈦相 多於碳氮化鈦相,而造成整體硬度無法達到碳氮化鈦理論硬度 2800Hv,在氮氣 流量 25SCCM 脈衝時間 45 與 75μs 及氮氣流量 35SCCM 脈衝時間 75μs 時,有達 到碳氮化鈦理論硬度為 2800Hv,如圖 3-4~3-5 所示。 在氮氣流量 30SCCM 與乙炔流量 20SCCM 中,均有達到碳氮化鈦理論硬度 為 2800Hv,但在脈衝時間 90μs 則因為脈衝時間長,熔融量變多,而造成冷卻來 不及,產生內應力變大,造成再鑄層會有裂化及破裂,造成表面硬度下降,如圖 3-6 所示。 由圖 3-7 觀察到,氮氣流量 35SCCM 與乙炔流量 15SCCM,由於氮氣流量 多,乙炔流量少,放電能量降低,在放電柱離子化過程中無法將 C、N 完全離子 化,形成氮化鈦與碳氮化鈦,故表面微硬度降低。 圖 3-8 為不同氮氣與乙炔比例氣體之平均表面微硬度比較圖,證明微硬度會 隨氮氣量增加而提升。 圖 3-3 氮氣流量 15SCCM 與乙炔流量 35SCCM 之微硬度值 圖 3-4 氮氣流量 20SCCM 與乙炔流量 30SCCM 之微硬度值 圖 3-5 氮氣流量 25SCCM 與乙炔流量 25SCCM 之微硬度值 圖 3-6 氮氣流量 30SCCM 與乙炔流量 20SCCM 之微硬度值 2000 2400 2800 3200 45 60 75 微 硬 度 值 H v (k g f/ m m 2) 脈衝時間 (μs) TiCN N2 15 C2H2 35 放電電流 3A 2000 2400 2800 3200 30 45 60 75 90 微 硬 度 值 H v (k g f/ m m 2) 脈衝時間 (μs) TiCN N2 20 C2H2 30 放電電流 3A 2000 2400 2800 3200 30 45 60 75 90 微 硬 度 值 H v (k g f/ m m 2) 脈衝時間 (μs) TiCN N2 25 C2H2 25 放電電流 3A 2000 2400 2800 3200 3600 30 45 60 75 90 微 硬 度 值 H v (k g f/ m m 2) 脈衝時間 (μs) TiCN N2 30 C2H2 20 放電電流 3A
10 圖 3-7 氮氣流量 35SCCM 與乙炔流量 15SCCM 之微硬度值 圖 3-8 不同氮氣、乙炔比例氣體之平 均表面微硬度 3.3. 相鑑定及成分分析
以X-ray粉末繞射儀(X-ray powder Diffractometer),掃瞄速度2θ/min,分析氣 體放電加工後表面所生成的相。基材經放電加工後表層結晶構造改變,因為放電 過程中,氣體介質熱解與電極質量轉移在工件上形成新的合成相,放電時當陰極 自由電子奔向陽極時,有機率撞擊氮氣及乙炔,形成陰、陽離子,使氮及碳離子 化,陽離子往負極撞擊電子與陰離子往正極撞擊,使電極與工件產生熔融,而化 合成新的生成物。 由圖3-9觀察到,由於乙炔氣體比例較高,在放電過程中,碳的含量較高, 較容易比氮離子化,而產生了碳化鈦相,而隨著脈衝時間的增加,氮也因此有了 足夠的能量被離子化,所以氮化鈦相也隨之形成。 由圖3-10觀察到,乙炔比例降低後,氮遭到撞擊而離子化的機率更高,而形 成了氮化鈦相。 由圖3-11~3-13觀察到,當氮的比例隨之升高,而碳固溶到氮化鈦中會造成 晶格產生變化,由JCPD Card#381420與421488查得氮化鈦晶格常數為4.241Å ,碳 氮化鈦為4.2641Å,繞射峰角度會有小角度往左位移寬化,而在氮氣30SSCM中, 碳氮化鈦峰值最為明顯,加上微硬度值皆達到碳氮化鈦理論值2800Hv,故選擇 此參數為本實驗最佳參數。 圖 3-9 氮氣流量 15SCCM 與乙炔流量 35SCCM 之 XRD 繞射圖 圖 3-10 氮氣流量 20SCCM 與乙炔流 量 30SCCM 之 XRD 繞射圖 2000 2400 2800 3200 15 30 45 60 75 90 105 微 硬 度 值 H v (k g f/ m m 2) 脈衝時間(μs) TiCN N2 35 C2H2 15 放電電流 3A 2593.67 2568.20 2721.06 3058.28 2594.56 2000 2400 2800 3200 A B C D E 微 硬 度 值 H v (k g f/ m m 2) 氣體流量比例 A B C D E N215 C2H235 N220 C2H230 N225 C2H225 N230 C2H220 N235 C2H215 20 30 40 50 60 70 80 Int e ns it y (a .u) 2θ (degree) 3A 30μs 3A 45μs 3A 60μs 3A 75μs 3A 90μs WC TiN TiC 20 30 40 50 60 70 80 Int e ns it y (a .u) 2θ (degree) 3A 30μs 3A 45μs 3A 60μs 3A 75μs 3A 90μs WC TiN
圖 3-11 氮氣流量 25SCCM 與乙炔流 量 25SCCM 之 XRD 繞射圖 圖 3-12 氮氣流量 30SCCM 與乙炔流 量 20SCCM 之 XRD 繞射圖 圖 3-13 氮氣流量 35SCCM 與乙炔流量 15SCCM 之 XRD 繞射圖 3.4. 表面形貌 圖 4-14 為氮氣流量 15SCCM 及乙炔流量 35SCCM 放電後表面形貌,由圖可 以觀察到因為乙炔的比例較高,碳因此會受到放電柱的衝擊熔融在表面上,也因 為燃燒不完全,容易在表面產生積碳的現象,與煤油放電中電極積碳現象一樣, 但煤油的積碳現象可以保護電極消耗,而本實驗的積碳現象會造成表面不平整, 阻礙表面改質的繼續進行,在脈衝時間90μs 時,甚至造成起火現象,導致實驗 無法進行。 圖 3-15、3-16 則因為乙炔的比例逐漸降低,熔融及積碳的現象相對的減少, 但表面的窩洞及裂痕隨著脈衝時間的增加而增加,這是因為純鈦導電性差,脈衝 時間增加時放電柱還沒有膨脹現象,使放電柱能量密度還不會降低,因此只有看 到放電坑變深,而沒有變大膨脹,但也因為放電柱沒有膨脹,使放電柱能量增加 熔融量變多,大量熔融在急速冷卻後產生很大的內應力,而造成了許多裂縫的產 生,在急速冷卻下使裂縫變大變多。 圖 3-17 此組數據在硬度上皆有達到碳氮化鈦的理論值,而由圖也可看出窩 洞及裂痕相對於其它數據也是最少的,甚至在表面的平坦度也是相當優異,因為 氮氣量的多寡,嚴重地影響鍍膜微結構的形成,在氮氣量 15、20SCCM 時,由 20 30 40 50 60 70 80 Int e ns it y (a .u) 2θ (degree) 3A 30μs 3A 45μs 3A 60μs 3A 75μs 3A 90μs WC TiCN TiN 20 30 40 50 60 70 80 Int e ns it y (a .u) 2θ (degree) 3A 30μs 3A 45μs 3A 60μs 3A 75μs 3A 90μs WC TiCN TiN 20 30 40 50 60 70 80 Int e ns it y (a .u) 2θ (degree) 3A 30μs 3A 45μs 3A 60μs 3A 75μs 3A 90μs WC TiCN TiN
12 圖 3-18 隨著氮氣比例的上升,表面窩洞及熔融現象增加,同時也造成表面 不平整。 圖 3-14 氮氣流量 15SCCM 與乙炔流 量 35SCCM 之表面形貌 圖 3-15 氮氣流量 20SCCM 與乙炔流 量 30SCCM 之表面形貌 圖 3-16 氮氣流量 25SCCM 與乙炔流 量 25SCCM 之表面形貌 圖 3-17 氮氣流量 30SCCM 與乙炔流 量 20SCCM 之表面形貌
圖 3-18 氮氣流量 35SCCM 與乙炔流量 15SCCM 之表面形貌 3.5. 再鑄層厚度 放電加工將材料表面加熱到 6000~10000℃,工件材料被熔融汽化,由電極 成分轉移與氣體介質熱解出來的離子化合形成變質層,又被氣體介質急速冷卻, 急速冷卻的變質層稱之為再鑄層。 氮氣流量 15SCCM 此參數由 XRD 相鑑定可知道,此參數有碳化鈦相,而碳 化鈦的電阻值為60μΩ-m 高於氮化鈦的電阻值 0.05μΩ-m,因此限制了再鑄層的 成長,所以再鑄層厚度均為20μm,由圖 3-19 所示,其分佈情形如圖 3-20 所示。 從圖 3-21、3-23、3-25 觀察結果看來,再鑄層厚度從 5μm 到 80μm 不等, 因電流或脈衝時間增加都會使單一發電子束能量變大,材料熔融的量增加,再鑄 層增厚。所以再鑄層厚度隨著脈衝時間增加而增加,文獻指出由於電極為純鈦, 電阻率沒有如銅電極有高的導電率,能很快就產生電離作用,而破壞介電絕緣強 度產生放電,因此脈衝時間增加時放電柱還沒有膨脹現象,使放電柱能量密度還 不會降低[18],所以再鑄層厚度仍隨之增加,其分佈情形如圖 3-22、3-24、3-26 所示。 在氮氣流量 30SCCM,脈衝時間 90μs 中,再鑄層厚度只有 5μm,從 XRD 相鑑定觀察到,TiCN 峰值減弱,TiN 峰值增強,因此限制了 TiCN 相的成長, 有此也可得知微硬度值也因此下降。
由圖 3-27 可觀察到,氮氣流量 35SCCM 與乙炔流量 15SCCM,由於氮氣量 多,乙炔量少,造成放電能量降低,使得再鑄層無法順利生長,因而減少了再鑄
14 圖 3-19 氮氣流量 15SCCM 與乙炔流 量 35SCCM 之再鑄層厚度 圖 3-20 氮氣流量 15SCCM 與乙炔流 量 35SCCM 之再鑄層厚度分佈 圖 3-21 氮氣流量 20SCCM 與乙炔流 量 30SCCM 之再鑄層厚度 圖 3-22 氮氣流量 20SCCM 與乙炔流 量 30SCCM 之再鑄層厚度分佈 圖 3-23 氮氣流量 25SCCM 與乙炔流 量 25SCCM 之再鑄層厚度 圖 3-24 氮氣流量 25SCCM 與乙炔流 量 25SCCM 之再鑄層厚度分佈 0 5 10 15 20 25 30 45 60 75 再 鑄 層 厚 度 (μ m) 脈衝時間(μs) 0 10 20 30 40 50 60 70 80 30 45 60 75 90 再 鑄 層 厚 度 (μ m) 脈衝時間(μs) 0 10 20 30 40 50 60 70 80 90 30 45 60 75 90 再 鑄 層 厚 度 (μ m) 脈衝時間(μs)
圖 3-25 氮氣流量 30SCCM 與乙炔流 量 20SCCM 之再鑄層厚度 圖 3-26 氮氣流量 30SCCM 與乙炔流 量 20SCCM 之再鑄層厚度分佈 圖 3-27 氮氣流量 35SCCM 與乙炔流 量 15SCCM 之再鑄層厚度 圖 3-28 氮氣流量 35SCCM 與乙炔流 量 15SCCM 之再鑄層厚度分佈 0 5 10 15 20 25 30 35 30 45 60 75 90 再 鑄 層 厚 度 (μ m) 脈衝時間(μs) 0 5 10 15 20 25 30 35 30 45 60 75 90 再 鑄 層 厚 度 (μ m) 脈衝時間(μs)
16 3.6. 再鑄層組織 再鑄層經由腐蝕後再經由 SEM 觀察到再鑄層的組織為柱狀結晶如圖 3-29, 金屬凝固時,可用成核位置數目會影響凝固後固相晶粒構造,在凝固時若成核位 置數目較少,則會形成較粗或較大的晶粒構造,而若成核位置數目較多 則會形 成較細的晶粒構造,當一純液態金屬沒添加晶粒細化劑時會產生兩種晶粒構造:1. 等軸晶、2.柱狀晶;其中柱狀晶為長而薄的粗晶粒,它是在金屬有很大的溫度梯 度情形下緩慢凝固時所產生的,又因為粗晶粒,所需成核數目較少[19]。材料有 較高溫度的時候,原子有較高的流動性跟擴散能力,且會形成較緻密的結晶,並 會有一定的擴散距離,但沒有那麼長,所以只會在固定的距離中堆疊成結晶結構, 而在原有的結構上去堆疊出柱狀晶,所以才會形成一根根的柱狀結構,又因為柱 狀晶結構大所以重合密度高,所以造成的缺陷密度低邊界緻密性良好[20]。 圖 3-29 再鑄層組織
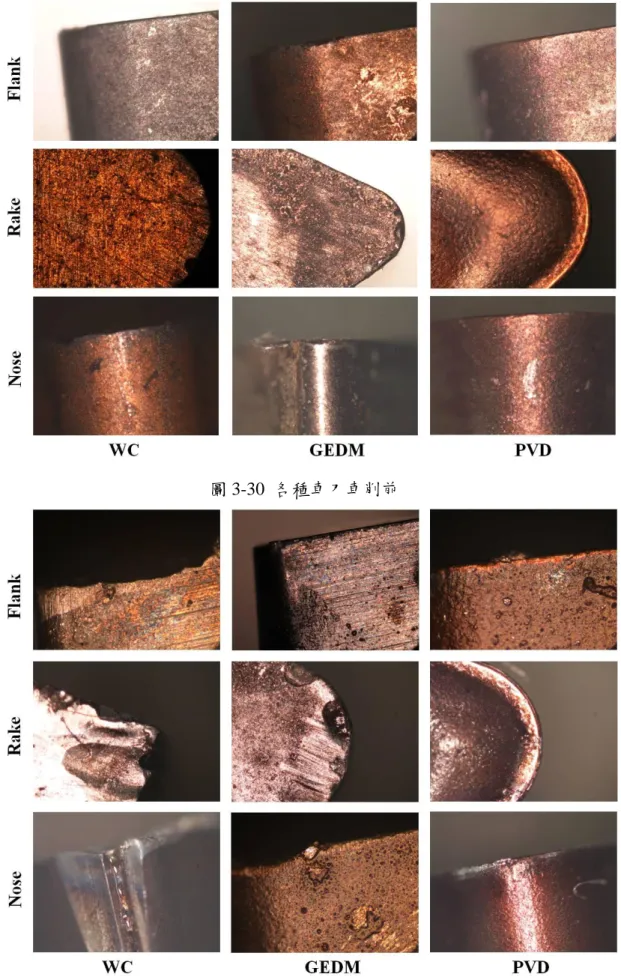
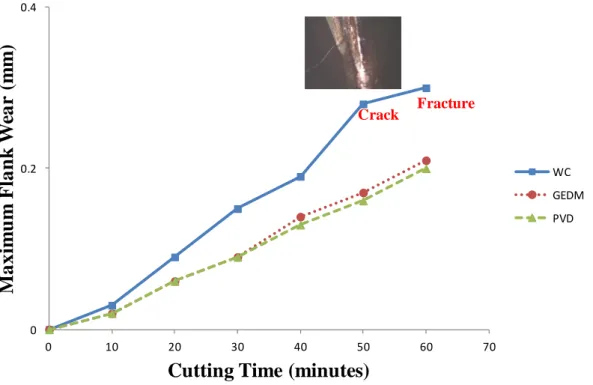
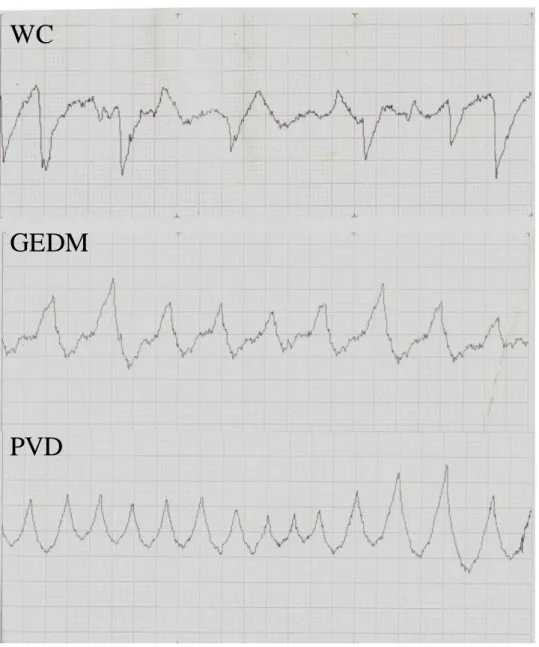
3.7. 切削性實驗 從刀具的破壞理論可知,刀具的化學穩定性不高時,切屑易與刀具產生黏附, 隨著切屑不斷產生,黏附情形持續不止,當切屑與刀具黏附的結合力大於刀具本 身的結合力時,切屑黏附脫落的同時,會將部分的刀具材帶走,使刀具缺陷[21], 其磨耗之型態可分為刀腹磨耗、凹陷磨耗及刀鼻磨耗[22]。本試驗將氣體放電加 工法所表面改質之碳化鎢刀具、未被覆鍍層碳化鎢刀具與市售 PVD 刀具,以轉 速 490rpm、進給率 60mm/min、切深 0.2mm 對 S45C 鋼材進行車削,每道次的切 削時間為 10 分鐘,共進行 6 道次的車削,並將每道次磨耗情形記錄下來。 利用光學顯微鏡,觀察未被覆鍍層碳化鎢刀具、氣體放電加工法表面改質之 碳化鎢刀具與市售 PVD 刀具未車削前的刀腹、刀面與刀鼻,由刀面及刀鼻可以 看到放電加工法碳化鎢刀具有著明顯的坑洞存在,由圖 3-30 所示。 經過六道次的車削後,可以觀察到在未被覆塗層的碳化鎢刀具,加工 60 分 鐘後,在刀腹有明顯的磨耗,甚至在刀面及刀鼻部位產生了坑洞及斷裂,而氣體 放電加工刀具與 PVD 刀具則是在刀面也有明顯的磨耗痕跡,氣體放電加工刀具 在刀鼻左側更是出現了剝落現象,原因是因為在放電加工時,在表面產生的坑洞 造成部分附著性不足,由圖 3-31 所示。 由圖 3-32 所觀察到,未被覆塗層的碳化鎢刀具,加工五十分鐘後刀腹已經 產生裂痕,達到 VB(平均刀腹磨耗區寬度)的理論值 0.3mm,且造成斷裂,而氣 體放電被覆碳化鎢刀具與市售的 PVD 刀具刀腹磨耗相差不大(陶瓷刀具之 VB 為 0.6mm),而造成磨耗比 PVD 大的原因,是因為放電後表面有孔洞、熔融組 織及裂縫等所造成的表面不平整而導致的。
18
圖 3-30 各種車刀車削前
圖 3-32 不同刀具的最大刀腹磨耗圖 0 0.2 0.4 0 10 20 30 40 50 60 70
M
a
x
im
u
m
F
la
n
k
W
ea
r
(m
m
)
Cutting Time (minutes)
WC GEDM PVD
20 3.8. 切削後工件表面粗糙度 由圖 3-33 可知,以同樣車削條件加工 S45C 鋼材,未被覆碳化鎢刀具的表面 粗糙度為3.18μm,而氣體放電加工法與市售 TiCN 碳化鎢刀具數值相差不大, 更由斷面曲線可得知,未被覆碳化鎢刀具斷面曲線較為不規則,而氣體放電加工 法與市售 PVD 碳化鎢刀具,因耐磨耗性佳,故加工後工件表面平均粗糙度優於 未被覆刀具,如圖 3-34 所示。 圖 3-33 不同刀具的表面粗糙度 3.18 2.51 2.42 0.00 2.00 4.00
WC
GEDM
PVD
表面
粗
糙度
R
a
,(
μ
m)
圖 3-34 各刀具的粗糙度斷面曲線
WC
GEDM
22
第四章 結論
實驗以氣體放電加工對碳化鎢車刀進行表面改質,以氮氣與乙炔混合作為放 電介質,並配置不同流量比例,獲得以下結論: 1. 實驗過程中,放電電流小於 3A,放電能量不足,無法使氣體介質離子化,無 法在工件表面生成新的相,進行表面改質,而放電電流大於 3A 時,放電能 量過大,則會與乙炔產生劇烈反應,使得火焰柱過大,無法進行放電加工, 故選擇 3A 為本次實驗放電電流。 2. 經由 XRD 相鑑定發現,氮氣流量 30SCCM,乙炔流量 20SCCM,TiCN 的峰 值較為明顯,且硬度均有達到 TiCN 理論值硬度,再由表面形貌觀察到脈衝 時間為75μs,表面最為平整,所以最佳氣體放電加工參數選用:放電電流為 3A,脈衝時間為 75μs,氮氣流量 30SCCM,乙炔流量 20SCCM。 3. 氣體放電加工通入氮氣及乙炔,加工表面相為碳化鈦、氮化鈦或碳氮化鈦。 4. 通入氮氣及乙炔,表面形成 TiN 再鑄層可將碳化鎢刀具硬度 1500Hv 提升至 2200Hv,形成 TiCN 再鑄層硬度可達 2800Hv。 5. 氣體放電加工法所表面改質之碳化鎢車刀,比未被覆之碳化鎢刀具經車削 S45C 鋼材後,刀腹磨耗較低,且與市售 PVD 碳化鎢刀具相差不大。 6. 比較車削後 S45C 鋼材表面粗糙度,氣體放電加工法所表面改質之碳化鎢車 刀,比未被覆之碳化鎢刀具表面粗糙度較低,且與市售 PVD 碳化鎢刀具相差 不大。參考文獻
[1]B.E.Jacobson, C.V. Deshpandey, H.J. Doerr, A.A. Karim,R.F.Bunshah,
“Microstructure and hardness of Ti(C, N) coatings on steel prepared by the activated reactive evaporation technique”, Thin Solid Films, Volume 118, Issue 3, Pages 285-292, 1984
[2]H.M.Gabriel, K.H. Kloos, “Morphology and structure of ion-plated TiN, TiC and Ti(C, N) coatings”. Thin Solid Films, Volume 118, Issue 3, Pages 243-254, 1984 [3]M. Ohring et al. , “The Material Science of Thin Film” , Academic Press, Inc, 1992 [4]陳天生,工廠實習-車工,全威圖書有限公司,1999
[5]T. Tanimura, K. Isuzugawa, I. Fujita, A. Iwamoto, T. Kamitani, ”Development of EDM in the Mist”, Proc. ISEM 9, Pages 313–316,1989
[6]M.L. Lin, “The Theoretical bases of Electrical Discharge Machining”, Defense Industry Press(in Chinese), 1989
[7]M. Kunieda, M. Yoshida, N. Taniguchi, “Electrical discharge machining in gas”. Ann. CIRP 46 1, Pages 143–146, 1997
[8]A. Gangadhar, M.S. Shunmugam, P.K. Philip,“Surface modification in electro discharge processing with a powder compact tool electrode”, Wear,Volume 143, Issue 1, Pages 45-55, 1991
[9]N. Mohria, N. Saitoa, Y. Tsunekawaa, N. Kinoshita, “Metal Surface Modification by Electrical Discharge Machining with Composite Electrode” ,CIRP Annals - Manufacturing Technology, Volume 42, Issue 1, Pages 219-222, 1993
[10]M.S. Shunmugam, P.K. Philip, “Improvement of wear resistance by EDM with tungsten carbide P/M electrode”, Wear, Volume 171 ,Issues1-2,Pages 1-5, 1994 [11]Y. Tsunekawa, M. Okumiya, N. Mohri, “Surface modification of aluminum by electrical discharge alloying”, Materials Science and Engineering: A, Volume 174, Issue 2, Pages 193-198, 1994
[12]Z.L. Wang, Y. Fang, P.N Wu, W.S. Zhao, K. Cheng, “Surface modification process by electrical discharge machining with a Ti powder green compact electrode”, Journal of Materials Processing Technology, Volume 129, Issues 1-3, Pages 139-142, 2002
[13]T. Moro, N. Mohri, H. Otsubo, A. Goto, N. Saito, “Study on the surface
modification system with electrical discharge machine in the practical usage”, Journal of Materials Processing Technology,Volume 149, Issues 1-3, Pages 65-70, 2004
24
[15]H.K. Kansal, S. Singh, P. Kumar, “Technology and research developments in powder mixed electric discharge machining (PMEDM)”, Journal of Materials Processing Technology, Volume 184, Issues 1-3, Pages 32-41, 2007
[16]倉藤尚雄、鳳誠三郎著,鄒大鈞譯,放電加工,復漢出版社,1999
[17]張啟釗,“摻雜銀、鎢元素之氮化鈦陶瓷薄膜磨潤性能研究”,國立成功大學, 碩士論文,1993
[18] N. M. Chia, ”Effects of operating conditions on the surface modification of steel using a coating method of closed-type electrical discharge”, Master, Sun Yat-Sen University, 2009 [19] William F.smith,李春穎、許煙明、陳忠仁等譯,材料科學與工程,1999 [20]葉翰文, “非平衡磁控濺鍍 CrCN 機械性質之研究”,國立高雄第一科技大 學,碩士論文,2011 [21]林宏原,“摻雜氮元素於混合式碳源之類鑽碳磨潤性能研究”,國立成功大學, 碩士論文,1997 [22]李鈞澤,新版切削刀具學,新文京開發出版有限公司,2006
國科會補助專題研究計畫成果報告自評表
請就研究內容與原計畫相符程度、達成預期目標情況、研究成果之學術或應用價
值(簡要敘述成果所代表之意義、價值、影響或進一步發展之可能性)
、是否適
合在學術期刊發表或申請專利、主要發現或其他有關價值等,作一綜合評估。
1. 請就研究內容與原計畫相符程度、達成預期目標情況作一綜合評估
■
達成目標
□ 未達成目標(請說明,以 100 字為限)
□ 實驗失敗
□ 因故實驗中斷
□ 其他原因
說明:
2. 研究成果在學術期刊發表或申請專利等情形:
論文:□已發表 □未發表之文稿 ■撰寫中 □無
專利:□已獲得 □申請中 ■無
技轉:□已技轉 □洽談中 ■無
其他:
(以 100 字為限)
3. 請依學術成就、技術創新、社會影響等方面,評估研究成果之學術或應用價
值(簡要敘述成果所代表之意義、價值、影響或進一步發展之可能性)(以
500 字為限)
本研究為一新型表面改質方法,設計一套氣體填料放電設備,利用氣體放電加工方法 在放電進行中將氣體離子化植入至工件表面,以改善材料之機械性質,增加表面硬度及表 面耐磨耗性。已開發設計出且自製完成氣體粉末填料旋轉電極機構,對碳化鎢車刀進行表 面改質研究,成功在車刀表面批覆一層硬質層;碳化鈦(TiC)、氮化鈦(TiN)、氮碳化鈦 (TiCN)。由實驗結果得知,氣體放電加工後可以有效提升表面硬度,在氮氣及乙炔混合氣國科會補助計畫衍生研發成果推廣資料表
日期:2012/08/08國科會補助計畫
計畫名稱: 氣體放電加工與附加TiC粉末之碳化鎢刀具表面改質研究 計畫主持人: 陳順隆 計畫編號: 100-2221-E-151-015- 學門領域: 加工與製造無研發成果推廣資料
100 年度專題研究計畫研究成果彙整表
計畫主持人:陳順隆 計畫編號: 100-2221-E-151-015-計畫名稱:氣體放電加工與附加 TiC 粉末之碳化鎢刀具表面改質研究 量化 成果項目 實際已達成 數(被接受 或已發表) 預期總達成 數(含實際已 達成數) 本計畫實 際貢獻百 分比 單位 備 註 ( 質 化 說 明:如 數 個 計 畫 共 同 成 果、成 果 列 為 該 期 刊 之 封 面 故 事 ... 等) 期刊論文 0 0 100% 研究報告/技術報告 0 0 100% 研討會論文 0 1 100% 篇 論文著作 專書 0 0 100% 申請中件數 0 0 100% 專利 已獲得件數 0 0 100% 件 件數 0 0 100% 件 技術移轉 權利金 0 0 100% 千元 碩士生 2 2 100% 博士生 0 0 100% 博士後研究員 0 0 100% 國內 參與計畫人力 (本國籍) 專任助理 0 0 100% 人次 期刊論文 0 0 100% 研究報告/技術報告 0 1 100% 研討會論文 0 1 100% 篇 論文著作 專書 0 0 100% 章/本 申請中件數 0 0 100% 專利 已獲得件數 0 0 100% 件 件數 0 0 100% 件 技術移轉 權利金 0 0 100% 千元 碩士生 0 0 100% 博士生 0 0 100% 博士後研究員 0 0 100% 國外 參與計畫人力 (外國籍) 專任助理 0 0 100% 人次其他成果