Implementation of Lean production
- a case study in Sweden
Thesis author: 安德斯/Anders Frick Student no: 9335528 E-mail: [email protected] Thesis advisor: 虞孝成 ⁄ Hsiao-Cheng D. Yu E-mail: [email protected] Keywords:
Industrial production, knowledge innovation, optimization, just-in-time, lean
production, production management, technology management, Toyota model, value stream mapping, lean thinking.
Institute of Technology Management at National Chiao Tung University, Hsinchu, Taiwan R.O.C.
Abstract
This thesis work is a case study of implementation of Lean production in a small Swedish manufacturing industry. The initial idea for this thesis work was to do something that could be of use not only for Taiwanese companies but all smaller companies in both Taiwan and Sweden, which are performing manufacturing.
The report gives an overview of the theories behind Lean production and what the literature says. Furthermore, it describes how Lean is implemented in some Swedish companies. The core part of the report is about a case study at the small mechanical manufacturing company MIM Construction AB, who produces car accessories.
At MIM, value stream mapping was performed for two different products at two different times. Things that happened between the mapping events are described, and later analyzed. An improvement was measured, which could be derivable to the introduction of Lean. A survey among the coworkers was also performed, since an important part of the shift into Lean is to let all the coworkers at the company
understand and know what is going on. The survey showed that many coworkers did not realize the seriousness of some of seven, by Lean specified, wastes.
The outcome from the case study rendered in ten suggested improvements, which are: • Set a pacemaker
• Work in takt • Get a flow
• Introduce pull-system • Better management planning • Skip buffers
• Better shipment planning • Less product diversity • Introduce kanban system • Add more visual aid • Develop a complete value
stream map
Finally, the report contains some conclusions and lessons learned. The final
recommendations are to continue implementing Lean, not least in order to stand the competition from low-cost production countries.
Foreword
This thesis work is part of my MBA studies in Technology Management at National Chiao Tung University in Taiwan. I choose to write about this because I saw more competition from low-cost countries, and wanted to figure out how to improve production. Improvements are always interesting, and production itself is very
interesting. Lean is way of thinking, and Lean production is in close touch with reality. I saw that my work could be useful for Taiwan, myself and also the companies
involved.
I am thankful for help from MIM Construction AB and other people who helped me with input to this paper. Any incorrect translations, misinterpretations or other errors are however my responsibility.
Hsinchu, Taiwan, January 29th, 2008
Table of contents
Abstract ...2 Foreword ...2 Table of contents...3 1. Introduction...5 1.1. Overview...5 1.2. Purpose...7 1.3. Limitations of work...7 1.4. Methodology ...8 1.5. Definitions...91.6. Criticism of method and sources...9
2. Lean Production ...11
2.1. Lean for efficiency ...11
2.2. Thinking Lean ...11
2.3. Value stream mapping ...14
2.4. Supply value chain vs. value stream ...15
2.5. Takt ...16
3. Literature review ...17
3.1. Overview of useful sources...17
3.2. Literature with a negative approach to Lean production ...18
3.3. Literature with a positive approach to Lean production ...20
3.4. Next step for Lean...21
3.5. Lean in product development...22
4. Examples from some companies ...23
4.1. Big manufacturing companies ...23
4.2. Scania Production System...23
4.3. Saab and Volvo ...24
4.4. Lean production at Parker Hannifin...25
5. Case study: MIM Construction AB ...29
5.1. Company information ...29
5.2. MIM’s product development ...30
5.4. Value Stream Mapping at MIM ...33
5.5. Mapping product #1: Pipe...35
6. Results from the case study...36
6.1. Value stream mapping results for product #1 ...36
6.2. Mapping results from product #2: Plate with stick ...37
6.3. The first product and time frame ...38
6.4. The second product and time frame...39
6.5. What can be improved ...42
6.6. Motivation factors ...42
7. Employee’s point of view ...43
7.1. Survey among coworkers...43
7.2. The employee’s experience and interest ...43
7.3. Questions about the wastes ...44
7.4. Results about 5S...46
8. Analysis and future recommendations...48
8.1. Analysis...48
8.2. Conclusions of good and bad things ...52
8.3. Lessons learned ...54
8.4. Future recommendations...55
9. Figures and tables ...57
9.1. Figures...57
9.2. Tables ...57
1. Introduction
1.1. Overview
Lean production is a hot topic in Sweden right now. The industry’s interest is bigger than the supply of Lean production competence1. Lean production, or rather Lean thinking, is a quite old concept of making manufacturing more efficient. But since the manufacturing market has become much more competitive the latest years, many companies realized they had to do something to keep up their competitiveness.
Some companies outsourced their production to low-cost countries, such as China and countries in Eastern Europe. But even though the salaries could be much lower
outside Sweden, the companies which went abroad didn’t necessarily make a bigger profit. The initial costs for laying out production, together with quality problems and other problems caused by cultural and physical distance between company
management and the actual production site, could be much higher than expected2. A better idea, especially from a national economy perspective3, is to develop the unused potential of the national manufacturing industry, to keep and create job opportunities and to keep and develop high-tech knowledge. Lean production is one of the best examples of ways to do this.
Taiwan and Sweden are similar in many ways. Both countries have a tradition of as well high-tech industry as traditional manufacturing industry4. In recent years, both
1
According to the consultant Pia Anhede, quoted on page 30 in the Swedish engineer’s magazine Civilingenjören, no 3 - 2006 [01]
2
Examples of such is given by professor Lars Bengtsson et al in the book Alternativ till outsourcing (Liber, May 2005, ISBN 91-47-07662-3) [02] as explained in the Ny Teknik article Utflyttning sällan lönsam (Ny Teknik, May 31-2005, http://nyteknik.se/art/41037 [03])
3
One paper also mentions that companies must not forget to analyze the labor-versus-freight trade-off, to realistically assess outsourcing to low-cost countries. Lean manufacturing challenges outsourcing, by Langer Fred, Machine Design 2007-4, page 71. ISSN: 00249114. [04]
4
About 50% of Sweden’s export and 25% of Sweden’s BNP comes from the Swedish manufacturing industry, according to a presentation held at the Royal Swedish Academy of Engineering Sciences (IVA), on April 14, 2005 [05]. The presentation also described that 700 000 people were directly involved in Swedish manufacturing, and about 1 400 000 people indirectly involved.
countries have experienced an outsourcing hype5, with companies expanding to low-cost countries. Even though the language barrier between Taiwan and China is lower than for Sweden’s case, there are other barriers for Taiwanese companies which could make it as troublesome as for Swedish companies to outsource production.
Japan has a long history of production development improvements, mainly thanks to Toyota Motor Company. Toyota is today considered as being the world’s most successful car company6. There are many reasons for that, but two of the key points are continuous improvement and respect for all people7.
During the first quarter of 2007, it was reported8 that Toyota sold more cars than General Motors and became the biggest car company in the world. Lean Production and living with the concept of Lean thinking is a good9 way to become successful. Several Japanese companies have succeeded to implement Lean, a few Swedish companies as well. And there are many more companies that still are working hard with the implementation. For companies in Taiwan, it useful to take a look how other companies in the world has worked with this.
5
According to a survey performed among the members of Teknikföretagen [06] , the Association of Swedish Engineering Industries, 20% of the members are planning to move parts of their production abroad before year 2010, and 40% are open to move all their production abroad.
6
Toyota was also the third most respected company in the world in both 2004 and 2005, according to surveys conducted by PricewaterhouseCoopers, which interviewed 954 chief executive officers across 25 countries. Source: http://www.finfacts.com/biz10/worldsmostrespectedcompanies.htm [07]
7
As described in the article The Toyota vision, published in The Manufacturer on Feb 8, 2006. http://www.themanufacturer.com/us/detail.html?contents_id=4048 [08]
8
For example in the article Toyota är store än GM, published on April 24, 2007:
http://www.ekonominyheterna.se/nyheter/2007/04/24/milstolpetoyotastorreangm/index.xml [09]
9
There are also some skeptics, for example mentioned in the article Moving On - Beyond Lean Thinking, Lean Construction Journal, Volume 1, issue 1 (October 2004) [10] . One of the author’s critical points is that application area of the principles of Lean Thinking is limited to the transformation of mass production.
1.2. Purpose
The purpose to do this thesis work was to understand what Lean Production is, how it is supposed to be used, how other companies than Toyota can make use of it, and how Swedish industry is interpreting the theory of Lean10.
I was especially interested in to see how Lean Production would work in a Swedish manufacturing company. Japanese working environment is, after all, quite different from Swedish working environment. Therefore, I wanted to focus both on result of actual improvements in the manufacturing, but also to understand the thoughts of the workers. Lean production is very different from traditional mass production, and I wanted how the workers reacted the movement into Lean.
Since this thesis work is done at National Chiao Tung University in Taiwan, I hope that Taiwanese companies can make use of the outcome of the work, and that it ultimately can contribute to improvement of Taiwanese manufacturing industry.
1.3. Limitations of work
There are so many interesting things to study, while doing a thesis work. The more I studied, the more I understood the complexity of this subject. To make the thesis work workable, I needed to do some limitations.
My first idea was to study the TPS11. But in cooperation with a consultant from JMAC12, a decision was made to limit the focus to one of the core points from TPS: Lean Production.
The consultant further told me that the “core of the core” within TPS/Lean was value flow13. Furthermore, we decided that I should work with overall perspective, not only individual processes.
10
I also got inspired by Mr. Kjell Johansson at Volvo AB [11] , who was one of them who introduced “Lean thinking” at Volvo during the 1990’s. In 2004, he went to Taiwan to set up Volvo's factory in which he tries to implement the Lean way of thinking as well.
11
Toyota Production System, one of the world’s most successful production system
12
Japan Management Association Consultants, a consulting company with its roots in Japan and closeness to Japanese manufacturing industry
The thesis work doesn’t contain much about the situation in Taiwan, even though the work finally is aimed for the Taiwanese industry.
One big issue for outsourcing production to other countries is to save costs. This report does not explicit focus on the economic issue, but more on the management of technology part.
1.4. Methodology
Many other people have studied Toyota very closely, but few have studied
implementations of Lean in Swedish companies. And I have not found anyone who studied how Lean Production has been interpreted in Swedish companies, with also having the workers14 opinions in focused mind15. I have done my research mainly with help from the following sources:
• Literature
• Lean management books (such as The Toyota Way, Lean thinking, Learn to see, LN GRWTH, etc.)
• Technology and business oriented newspapers (such as Ny Teknik, Computer Sweden, Dagens Industri, etc.
• Please see chapter 3 for complete list of literature.
• Visit on manufacturing sites: • MIM Construction AB • Parker Hannifin AB
13
The value flow is the flow of real value, and will be further described later in this report
14
In this case, “workers” is referring to Blue Collar workers. One paper discusses another aspect of this issue: Lean Production and White-Collar Work: The Case of Sweden, Tommy Nilsson, Economic and Industrial Democracy 1996; 17; 447 12].
15
However, I found one report that investigated the usefulness of using Value Stream Mapping for mapping and analyzing product development, and used examples from two Swedish manufacturing companies (Kongsberg Automotive, and Saab Training Systems). That report is written by Johan Brattlöw & Adam Forsberg at the University of Linköping, February 17, 2005. ISRN: LiTH-EKI-EX--05/025--SE [13]
• The future Lean Management education center in Trollhättan, Sweden
• Interviews:
• At MIM Construction AB; Management, co-workers etc. • At Parker Hannifin AB; The Lean responsible
• Lean consultants
• Other people, such as the head of Volvo in Taiwan • Radio interviews
1.5. Definitions
“Lean” is the short term for as well Lean Thinking, Lean Management and Lean Production. And since as well thinking, management and production are heavily integrated into each other, they are often used seamlessly.
When working with Lean, there are several words that are quite specific. They are mostly Japanese words, and in this report they are explained in the footnotes, as they are used.
1.6. Criticism of method and sources
Before I started this work, I was not very familiar with Lean production. It is of course good to have the opportunity to look at the subject with an outside perspective, but having a little knowledge from within before start is probably more aimable.
Even though the thesis work does only include several visits to different sites
(factories etc.) where Lean Production is on its way, or already has been implemented, there is only one big case – MIM – which has been followed more closely, and where value stream mapping have been performed.
The data from the survey and interviews with coworkers at MIM will later be used by the company management, which might cause conflict of interests etc.
One big issue is that to know what could be described as Lean and what is just “good things” was not initially easy to understand.
Finally, the time issue is also noticeable. I started the thesis work in 2005, but did not present it until 2008. Even though most things are noticed and written down, there is always a risk of forgetting something when time goes by.
2. Lean Production
2.1. Lean for efficiency
This chapter explains is briefly explaining what Lean is. That is done because it is crucial to have this background when reading further in this report.
Formally, the word lean means in general slimmed, thin or meager. The best explanation in economic terms is probably cost efficient16.
The term Lean production is the most used in this thesis work. That is also the common name used in Swedish industry when talking in general about making someone’s production more efficient.
Lean production was initially used17 by researchers within the research project IMVP, to name the new époque of the industrial development after Mass production and Craft production.
Mass production means to produce many identical copies of the same product. Big product volumes was synonym with big profit; “The more, the cheaper”. That was the common way of look at it.
2.2. Thinking Lean
Without the way of thinking of Lean production, maximized volume means less profit. The new focus is instead to produce the right product, at the right volumes and the right time. Lean production companies are:
“a new generation companies which are fast, resource stint, and flexible, when they – with the customer in focus – create constantly improvements for processes and products with superior quality and lower costs”18
16
Such as explains is the English-Swedish dictionary “Norstedts stora ordbok”, ISBN: 9172271779 [14]
17
Source: International Motor Vehicle Program, the largest international research group for automobile industry. See http://web.mit.edu/ctpid/www/imvp.html [15] for more information.
18
Simply, Lean production it is a production system with value stream as the
fundamental factor used to eliminate wastes. This is used through traditional methods such as Just-in-time19, TPM20, 5S21 etc.
In the Toyota Production System, TPS22, there are seven different wastes which are important to eliminate. Those wastes are:
Overproduction Waiting Inventory Motion Defects Overprocessing
Table 1) List over the seven wastes, as defined by Toyota Production System
Sometimes an 8th waste is listed, and that is the waste of co-worker’s unused
creativity. This means to not taking benefits from peoples ideas. It is clearly a waste, but instead of being a well-defined waste that can be isolated, it is rather a waste that affects all the other wastes23.
19
Just-in-time is a method of minimizing inventories by ordering materials as close as possible to the actual time of need. This technique is said to initially have been used by the Ford Motor Company, even though it was adopted and further developed by Toyota.
20
TPM stands for Total Productive Maintenance, even though many people refer to TPM as “Total Productive Manufacturing” or “Total Process Management”.
21
5S is a reference to five Japanese words that describe standardized cleanup and how to keep things and material in standardized order. The five words are: Seiri (整理), Seiton (整頓), Seiso (清掃), Seiketsu (清潔), Shitsuke (躾)
22
TPS is the framework and philosophy organizing the manufacturing facilities at Toyota and the interaction of these facilities with the suppliers and customers. The main goal of the TPS is to eliminate waste.
23
For more example about the 8th waste:
A deeper explanation of the seven official wastes is given here24: a) Overproduction
This is the most serious waste. Overproduction is to manufacture an item before it is actually required. This waste is costly because it prohibits the smooth flow of materials and degrades both quality and productivity. To identity this waste is important, since it will reveal the problems that the overproduction is hiding. A smarter way is to start using pull25 systems with Kanban26 etc.
b) Waiting
Waiting is when goods are not moving or being processed. It is very common that almost all of a product's life in traditional batch-and-queue manufacture will be spent on waiting to be processed. Much of a product’s lead time is tied up in waiting for the next operation; this is usually because material flow is poor, production runs are too long, and distances between work centers are too great. To get a flow by linking processes together, so they can feed directly into each other is the key point.
c) Inventory
Waiting and overproduction causes unnecessary inventory. And inventory itself increase lead times, take up floor space, and delays identification of problems.
d) Motion
This waste is also ergonomics related and includes not only bending, stretching, and walking, but also lifting and reaching, etc. Besides the health issues, safety is another concern. Workplaces with too much motion should be improved with the involvement of the personnel on the actual site.
24
This list has got most inputs from information given by the Californian based management consultant firm EMS Consulting Group [18] .
25
Pull is the opposite to push. The traditional manufacturing philosophy is "push", in which inventories are allowed to pile up. For "pull", it is always the next step in the production process which demands actions for the previous step.
26
Kanban is a signaling system, used for "pull". It uses mostly cards to signal the need for an item. Other devices such as plastic markers or balls can also be used to trigger the movement, production, or supply of a unit in a factory.
e) Defects
The biggest impact if defects are of economic nature. Quality defects resulting in rework or scrap are a tremendous cost to organizations. Other related costs include, for example, re-inspecting, rescheduling, and capacity loss. The defect costs can often be a significant percentage of total manufacturing cost. With good employee
involvement, many defects could be reduced. f) Overprocessing
Sometimes expensive high precision equipment is used when simpler tools would be sufficient. Overprocessing will occur when using a more expensive or otherwise valuable resource than needed or adding features that the customer not really needs. Small and flexible equipment is useful to reduce this waste.
g) Transporting
Just transporting product between processes typically adds no value to the product. Movement and handling cause damage and are an opportunity for quality to decrease. Material handlers must be used to transport the materials, resulting in another
organizational cost that adds no real value. Transportation can be difficult to reduce due to the perceived costs of moving equipment and processes closer together. Furthermore, it is often hard to determine which processes should be next to each other. Mapping the product flow can make this easier to visualize.
2.3. Value stream mapping
When talking about Lean production, there are some other important conceptions that need to be described. One important concept is the concept of value stream. Some of the key elements about how to do a lean value stream27 are:
Specify what does, and what does not create value from the customer’s perspective, rather than from the perspective of individual firms, functions and departments
27
As listed in table 1.1 in the book Value Stream Management, by Peter Hines et al, Prentice Hall, 1st edition, March 2000, ISBN: 0273642022 [19] .
Use a toolkit named value stream mapping, for analysis, diagnosis and implementation of change
Focus on key processes, not just separate business departments
Strive for perfection by continually removing successive layers of waste, as they are uncovered
Address whole industries over long term, rather than on short-term improvements of individual firms
To do value stream mapping28 is a powerful way to describe, and to make a “map” of how a certain business is performed29. And to gain maximum effect from this type of mapping, attention needs to be directed at key processes in the value stream.
There are different directions for Value Stream Mapping tools, but one which more or less is involved in all the seven wastes is Process Activity Mapping30. That tool is used in this thesis work, as will be seen in chapter 5.4.
2.4. Supply value chain vs. value stream
The concept of value chain or supply value chain is maybe more familiar to the reader, so just to explain; The supply value chain means complete activities of all companies
28
The book LN GRWTH by Sven Ohde, Bookhouse Publishing 2007, ISBN: 978-91-89388-26-0 [20] , has a good definition of Value Stream Mapping: “Creating a visual picture of how material and information currently flows from suppliers though manufacturing and to the customer. Total lead-time, process cycle times and value-added times are measured. The Future State Map is created, based on goals desired which in turn are based on market conditions and strategic planning for the business. This method is also applicable on service processes”.
29
There are also some limitations with this way, for example that it is time-consuming, and that it is inable to detail dynamic behaviour of production processes and to encompass their complexity, as described in Analysing the effects of Lean manufacturing using a value stream mapping-based simulation generator, by Lian Y.-H. and Van Landeghem H., International Journal of Production Research, 2007-13, ISSN: 00207543 [21].
30
An extension to this is described in A novel approach to lean control for Taiwan-funded enterprises in mainland China, by Huang C-C; Liu S-H, in International Journal of Production Research, 2005-12, ISSN: 00207543 [22] The authors develop a generalized label-correcting algorithm in order to
determine the desired stages of lean manufacturing. The authors shows that the stages are difficult to visualize in a Value Stream Map, and that the methodology is suitable for a repetitive manufacturing environment of mixed type.
involved, while value stream focus on more specific parts of the firms. Those parts are such which actually adds value to the product or service under consideration.
2.5. Takt
Another key word in Lean production is the takt time. Takt is a German word and means to do something in a synchronized way; with something that keeps the right pace of the activity. In the world of music, a metronome is a typical pacemaker, which makes sure all the musicians in an orchestra perform their musical activities at the right time in a synchronized way with the other musicians. In the world of production, the theory is the same but the “metronome” is more often identified as a whole
process, which will be given the name pacemaker process31.
In the very optimal case, a product – such as a car – is starting to be built immediately after the customer has placed an order. In reality, the one piece flow is not always working. But takt time can be defined as working time divided by customer demand.
Figure 1) Definition of takt
31
This is described more in detail for example in the paper Design rules for implementing the Toyota Production System, JT Black, International Journal of Production Research, 2007-16 [23] .
3. Literature review
3.1. Overview of useful sources
This chapter is about what some of the literature says about Lean Production, other than mentioned in chapter 2. There are some books which are about the subject, and to be able to understand and implement it is important to take part of precursor’s
experiences. Most books are however from USA and Japan. For Sweden’s part, there are not really many books at all. That indicates an opportunity for anyone who would like to become a Lean Production guru; Just write a good book about it and it will for sure become read.
For Sweden’s case most of the Lean Production literature is therefore found in newspaper and magazine articles. Some of the most important of those are:
a) Ny Teknik (weekly magazine about technology and IT)
b) Dagens Industri (daily newspaper about industry and business) c) Computer Sweden (newspaper about IT, published 3 times/week)
There are no really Swedish books, mostly only translated ones. One of them is however complemented with data from Swedish companies. That is:
d) Lära sig se – Att kartlägga och förbättra värdeflöden för att skapa mervärden och eliminera slöseri, Lean Enterprise Institute Sweden, March 2002, ISBN: 9-974136-1-5 [24]. Original title: Learning to See – Value Stream Mapping to Add Value and Eliminate Muda, published by The Lean Enterprise Institute, Inc., Brookline, USA
Among international publications, there is one book which is outstanding in terms of quotations and recognition etc. That book is:
e) The Machine that Changed the World, written by James P. Womack, Daniel T. Jones and Daniel Roos. Scribner, October 1990. ISBN: 0-89256-350-8 [25]
Other very important books are:
f) The Toyota Way - 14 Management Principles From The World's Greatest Manufacturer32. Written by Jeffrey Liker. Published by McGraw-Hill, December, 2003. ISBN: 0071392319 [26].
g) Lean Thinking: Banish Waste and Create Wealth in Your Corporation. Written by James P. Womack and Daniel T. Jones. Published by Free Press, June, 2003. ISBN: 0743249275 [27]
h) Toyota Production System: Beyond Large-Scale Production. Written by Taiichi Ohno. Published by Productivity Press, February 1988. ISBN: 0915299143 [28] .
Finally, there are several white papers33 and articles available. They are all listed in the References chapter at the end of this report.
3.2. Literature with a negative approach to Lean production
The Swedish newspapers mostly have an approach of success with Lean Production; Problems and negative things are not often34 mentioned in the connection with Lean Production. Negative things mentioned are mostly have some kind of human aspect. One good example is an article in Dagens Nyheter, March 10, 2006:
“Industry workers who has a monotone work at the production line which they can not control, does feel any commitment for the work, and have a tendency to not contribute with ideas for improvements”35.
32
This book was actually on Amazon.com’s top 500 list of best sellers, in May 2006.
33
For example: Adaptation of Lean Production in China: The Impact of the Japanese Management Practice. Written by Chen, Jin (Tianjin Commerce University), Chunli Lee (Aichi University) and Takahiro Fujimoto (Faculty of Economics, University of Tokyo). Published at University of Tokyo, August 1997 [29] .
Another one is The Successful Imitation of the Japanese Lean Production System by American Firms: Impact on American Economic Growth. Written by Elias Sanidas. Published at University of
Wollongong, 2001 [30] .
34
In fact, I did not find any negative Swedish article about outcome of the actual production, but only from a more human perspective, such as jobs moved abroad etc.
35
Article in Dagens Nyheter, March 10, 2006: “Trivs man på jobbet klarar man förändringar – det gynnar både en själv och företaget” [31]. Freely translated from Swedish into English, by this report’s author.
This was said by P-O Börnfelt, who, at that time was a PhD student. He studied the working conditions at three different industries in western part of Sweden, and found out that Lean Production companies had more monotonous working tasks, and that the workers who had monotonous work tended to be more passive36.
In Lean Production, it is important to have closeness between management and
workers, between development and production. Electrolux, a Swedish company which probably is most famous for its vacuum cleaners and other kitchen equipment, faced problems. It looked like the problem was that some Asian white goods producers took market shares from Electrolux, but with a deeper insight, the CEO Hans Stråberg realized that the problems were bigger than that37:
“The engineers were driving the projects. Our market people woke up just before launch, and it was like a lottery if our products would be a hit or not. /../ If we don’t make things working better, it will end with a catastrophe. /../ You should not mix production and product development.”
In the same article, it was reported that half of Electrolux’ production factories were going to be moved abroad to low-cost countries, but that they were going to increase the number of developers in the western world.
Since then, not much has happened with Electrolux. This big outsourcing program, which was initiated in 2004 and is planned to last until 2010, will cost 10 billion SEK38 (=around than 1,5 billion USD), and is then planned to reduce the annual costs with 3 billion SEK (=around 0,5 billion USD). But still, no one knows if this will succeed or not.
36
Source: PhD thesis ”Förändringskompetens på industrigolvet”, by P-O Börnfelt at Arbetslivsinstitutet and Institutionen för arbetsvetenskap, in Gothenburg, Sweden [32] .
37
As reported in the article in Ny Teknik, Feb 1, 2006, page 10-11: ”Dammsugarboss som gör rent hus” [33]
38
According to the article ”Lux får bakläxa på börsen”, published in Dagens Industri, September 7, 2009, page 29 [34] .
3.3. Literature with a positive approach to Lean production
In May 2007, it was reported39 that the outsourcing trend was ebbing away, here explained by Ove Leichsenring from the company ABB Automation Technologies:
“The companies have found that they can save more by being more efficient on their home ground. /../We have found out that many Swedish companies realise that outsourcing doesn’t work as they thought. Quality, as well as productivity, is hard to maintain. It use to come up costs that they never thought of before”
A few years ago, the company Stiga, who produces lawn movers and small snow ploughs, was threatened with closure. But since 2005, the company is on its way up on track again. The reasons: all people were educated in 5S, Stiga introduced Lean Production and they “reintroduced” some other methods, here described by Troels Nielsen40:
“The productivity increased more than 60%, the delivery precision increased several hundred percent and the user complaints almost disappeared/../Those improvements are much because of that we brushed up our knowledge in classic traditional Swedish production technology from 1970’s, and that we apply ‘common sense’ in an uncompromising way”
One interesting topic is how the workers are handling the change. One example, that appears to be quite typical, is from the rubber company Gotland Gummifabrik, with 35 employees. In 2005, when Olof Smedberg started as production manager, the staff was educated in Lean production41:
“The workers were really enthusiastic during the education, but changes are hard work, which led to unwillingness to the change among some of the workers. But the unwillingness disappeared when the new routines were falling into place and the advantages started to be seen”
The company doubled the profitability in one year, the delivery precision increased and the lead time for a standard product in the line decreased with one week.
39
In an article in Ny Teknik, May 9, 2007: ”Robotar stoppar flytt utomlands” [35]
40
Source: Ny Teknik, number 19-2007: ”Troels Nielsen förvandlade Stiga med Toyotametoden” [36]
41
Source: Plastforum number 7-2006, Gummispecial: ”Värdeskapande produktion fördubblade företagets vinst” [37]
3.4. Next step for Lean
Even though Toyota’s way of working is becoming more and more used, there is still much to do, at least in Sweden. This is what the CEO of JMAC Scandinavia, Jan Munkstrand, said to me in an interview, February 17, 2006:
“Big parts of the Swedish industry became conscious about Lean Production first when the margins started to go down, which actually is very late. One big challenge for us is to transfer the Lean knowledge from Japan to Sweden in an efficient way.
The latest trend is that it is not only the traditional manufacturing industry that start looking at Lean, but also companies within the governmental services, public administration, and the medical service. There is a huge potential within those areas, and still much to do”
And he was actually right. In December 2006, less than one year from the interview, it was reported42 that the University Hospital in Lund, as first hospital in Sweden, was going to implement Lean Production as working method, and that they were expecting higher quality and better working environment43 after implementation of Lean44.
Another area is the timber industry. Vinnova, the Swedish Governmental Agency for Innovation Systems, and three of Sweden’s biggest technical universities45 staked 54 MSEK for a project named Lean Wood Engineering. The purpose for the project is to adjust sawmills, joineries, and furniture companies to industrial production, in the spirit of Lean Production.
42
Source: Dagens Medicin, Dec 13, 2006, page 21: “ Modell från bilindustrin ska höja vårdproduktion i Lund” [38]
43
Another paper explained that Lean Production, which in that case was one of eight tested methods, could explain some of the workplace variances. “Can individual health differences be explained by workplace characteristics?-A multilevel analysis”, by Staffan Marklund, Malin Bolin, Jan von Essen in Social Science & Medicine 66 (2008) 650–662 [39].
44
It was later further explained in an article in Sydsvenskan, May 11, 2007, page 17, in the article “Intensiven först ut i jätteprocess” [40]
45
Linköpings tekniska högskola, Lunds tekniska högskola and Luleå tekniska universitet. Twelve companies in the timber industry are also joining the project.
Simply said: There are many presumptive areas and industries that need production improvements.
3.5. Lean in product development
Some words must also be mentioned about applying the Lean concept to product development. According to professor Jeffery Liker, this is the next step46. He has listed 13 principles for lean product development, and one of the most important is the time that is spent in the beginning of the project. To spend much time even before the first prototype is built is, according to Liker, one of Toyota’s success factors.
Basically, the principles for lean production are also applicable in product
development. Professor Durward Sobek from Montana State University is another “guru” for lean product development, and he would like to highlight47 the two principles visualisation and to reduce wastes as extra important.
46
Article in Ny Teknik, published May 25, 2007: “Nästa stora trend: "lean" produktutveckling” [41]
47
In a lecture session at the conference Lean Forum, on Chalmers University of Technology, October 2, 2007 [42] , and later described in the article “Konsten att arbeta snålt: Verkstadsgolvens metoder för effektivare arbete – nu på kontoret”, published in Metro Teknik, October 10, 2007, page 10 [43] .
4. Examples from some companies
4.1. Big manufacturing companies
There are several examples of companies that have succeeded with implementation of Lean. Some of them are mentioned in chapter 3.2 and two more will be mentioned here. The two examples here are from the vehicle industry. Furthermore, an example from Parker Hannifin will be found as well.
Saab Automobile, Volvo Cars and especially Scania are the Swedish companies which has implemented Lean most successfully48. There are several reasons for that, but there are some reasons which are more important than other. First an example from Scania, one of the biggest truck producers in the world:
4.2. Scania Production System
“The important thing is that we have basic principles that influence the work. The purpose for the principles is to affect people’s way of thinking”, says Per Hallberg49, who is the production manager of Scania.
For more than ten years, Scania has worked to implement the Toyota way of building trucks and buses. It’s a long way to go, and Scania prefer to do it good, rather than fast. In the beginning of the 1990’s, Scania had big problems with the worker’s absence. They tried different ways of working, such as doing assembly in groups instead of on an assembly line. But the problem was not the line, it was the leadership.
Therefore, Scania sent some people to a Toyota factory in USA for a study trip. And the experiences they brought back included not only new ways of working, but more
48
According to the project “Produktion för konkurrenskraft”, presented by the Royal Swedish Academy of Engineering Sciences (IVA). Reports from the project can be downloaded here: http://www.ivawebb.se/produktion/rapporter.asp [44]
49
In the article “Scania är bäst i klassen”, published in Ny Teknik on April 27, 2005. The article is also available on Internet: http://www.nyteknik.se/art/40303 [45]
important new ways of thinking. Scania developed and implemented SPS – Scania Production System50.
Within SPS, Scania described five steps towards a more efficient production51: i. Work with a long-term cross functional purposefulness ii. Establish a ‘normal state’, so all deviations can be visible iii. Use tools, instructions, and methods which makes it almost
impossible to do something in a wrong way
iv. Let the demand steer the production and use only visible buffers
v. Always challenge and continuously improve the production process in the daily work
Thanks to this, the workers absence reduced significantly, the quality improved and the profit increased. Scania today states that they have no problems to locate their production facilities in high-cost countries. The company says that the salary part is such a small part of the total production cost, that it is compensated by other factors52. Scania today actually bring already outsourced production back to Sweden, and they claim that outsourcing is a way to compensate insufficient competence for production.
4.3. Saab and Volvo
Saab Automobile and Volvo Cars are the far biggest car producers in Sweden. Both are based in the western part of Sweden, and both have struggled through the years.
Saab struggled first. In 1990, the car division of Saab became an independent company53 – Saab Automobile AB. At the same time, General Motors bought a big part of the Saab Automobile stocks. Ten years later, year 2000, General Motors
50
This is further described in the case study, ”Scania CV - En fallstudie inom IVA-projektet Produktion för Konkurrenskraft”, written by Jonas Fagerström during the fall of 2004:
http://www.ivawebb.se/produktion/download/fallstudier/Fallstudie%20-%20Scania%20CV%20AB.pdf [46]
51
Listed in the same article as described in footnote number 49.
52
As described in the same case study as for footnote number 50.
53
bought the remaining stocks from Investor AB, and Saab Automobile became wholly owned subsidiary of General Motors.
During the first five years, 1990-1995, Saab Automobile lost 10 billion SEK (=about 1,5 billion USD). But at that moment, Saab started to implement “Lean distribution”54, which made the company being more and more efficient.
Lars Danielsson worked at Saab Automobile between 1980 and 2006. In 2001, he was the production manager and explained the progress on the Lean Forum conference55:
“In 1998, we produced 245 Saab 9-5 per day. Now we produce 310 cars every day, and still only having two shift. In 1998 we had a stop on the production line every seventh minute, today it is 45 minutes between the stops”
In 2006, Lars Danielsson was recruited to Volvo Cars56 to perform similar tasks. The time needed to build a car was too high – around 60 cars per hour. The quality was also a big issue, especially for the cars XC90 and S80. If he can do the same there remains to be proved.
4.4. Lean production at Parker Hannifin
Some words must be mentioned about the American owned company Parker
Hannifin, which have two business units in the “Pump and Motor Division”. One of the divisions is based in Trollhättan, Sweden, where I visited57 Parker Hannifin’s factory.
54
This name was introduced in the article “Storvinst får Saab satsar vidare”, Helsingborg Dagblad, Feb 14, 1995, page 14 [47].
55
Described in the article ”Saab vill "lätta" tillverkningen”, published in Göteborgs-Posten, October 25, 2001, page 37 [48].
56
Volvo was started in 1926, and created the company Volvo Cars, based on the car division, which was sold to Ford in 1999.
57
I visited the Lean and Quality Manager Conny Svensson, and his colleague Gert Holgersson, who are the two persons that are mainly responsible for Lean at Parker Hannifin in Trollhättan [49] .
The company started to work with Lean in 1998, and has created an organization which is suitable58 for this. That includes one Lean manager on all Parker sites in the world59. Before year 2000, the company had a traditional manager structure, with purchase manager, technical manager, production manager etc. But in 2000, this was restructured to three lines60, with the company’s value stream in focus61.
Every morning at 08.00, there is a morning meeting for all group managers in the factory. The meeting room is located in the middle of the factory and is locked at 08.00, so those who are not in time will not be let in. All the participants are standing, during the 10 minute long meeting. Inside the meeting room, the walls are filled with information. Weekly numbers and daily data are published on the walls. Colored dots are used to indicate status62. Target numbers are put up, but the goal is to only use kanban system for this. At the day of my visit at the factory, there were two units63 that yet didn’t switch to kanban system, and the major problems were also at those two units. Furthermore, the most prioritized unit is chosen, which means that if there is some problems with that unit, they are prioritized.
All problems are solved according to PDCA64 with special equipment. There are also a Value Stream Tracking Center65, as well as a Site Tracking Center66. With PDCA, 270 problems have been solved during 2 ½ year.
58
That is at least what Conny Svensson claims. He also says that Parker seems Lean Production as very important. The big difference
59
It is described Parker’s targets for reductions in inventory and for improvements in productivity, in the article Leaning on empowered people, published in Works Management, 2002-8, page 37 [50] .
60
Variable engines, fixed engines, truck pumps
61
And according to Conny Svensson, this is a really great thing
62
For example personal resources during a given day: Green “O” means everything OK, green “+” means that there are people available for other uses, and red “-“ means that there is a lack of people, for example because of sickness etc. For other things, smileys are used; green=OK, yellow=planned stop, red=unplanned stop. Three years ago, there were many red smileys on the walls, but today everything is much greener.
63
Shaft/axel and cylinder drum
64
Plan, Do, Check, Act; A very common management principle. The PDCA center consists of two whiteboards and one overhead projector. Conny Svensson’s favourite concept is a morning meeting
In the factory, there are some equipment and concepts used as well. The most obvious is a table with an “H” sign. It is like a “bus stop”, where someone will come to pick up and deliver specified material and equipment once every hour. Doing so, no worker will need to run around him/herself to get or deliver anything.
Figure 2) One of several “bus stop” in the factory. On the table, a dedicated “bus driver” will deliver and/or collect specified material and equipment on a specified schedule. (Cameras were not allowed in the factory, so the figure is drawn in Adobe Illustrator by this report’s author)
Other Lean related things in the factory are the kanban boards, filled with kanban cards. Before Parker started using this system, more than 3000 items were stored in stock. After starting using kanban, the total number of items became around 1000, with a max cap of 2000. The Kanban systems are very visual and facilitate planning.
and a PDCA meeting upon each other. See more information at: http://www.asq.org/learn-about-quality/project-planning-tools/overview/pdsa-cycle.html [51] by American Society for Quality
65
A visual panel, divided on the three production lines. Updated weekly.
66
Figure 3) A kanban board, as they look like in Parker Hannifin’s production facilities. (Cameras were not allowed in the factory, so the figure is drawn in Adobe Illustrator by this report’s author)
According to one the unit leaders, Roger, there are several good things that Lean has made in the Parker factory:
• More collaboration between units and departments • Better planning
• Easy to find right equipment • Easy to read measuring equipment • Improved strive for education67
He also had some opinions about what is important to think about when implementing Lean into an organization:
• What you say is one thing, but it is what actually you do that counts
• Everybody in the whole company must participate in the Lean transforming • The boss is incredibly important
• All production lines should have their own ‘profit and loss account’
67
5. Case study: MIM Construction AB
This chapter is about the company MIM and contains information about how the Lean Production concept was introduced, accepted and how MIM made profit from the Lean way of thinking. The chapter also includes information about doubts and problems with the introduction.
5.1. Company information
MIM Construction AB, or simply “MIM”, is a company based in Frändefors68 in western part of Sweden. They are designing and manufacturing safety nets for cars, to separate the luggage boot from the rest of the car. MIM are also producing related products where metal tubes are used as core material. Last year, they started to
produce a safety box aimed for dogs and other pets while transporting them in the car. The reason for that was mainly to widen the product range.
Figure 4) The headquarter of MIM Construction AB
The company was registred in March 1986 and Mats Björnetun is the company owner and CEO. MIM actually stands for “Mats i Myra”. The company has around 30 employees and here are other relevant data for the last four years:
68
It is actually very nice located on the countryside, in an area of Sweden where the unemployment rate is above average. The MIM facilities consists mainly of a red building which is the headquarter, and a very big factory building.
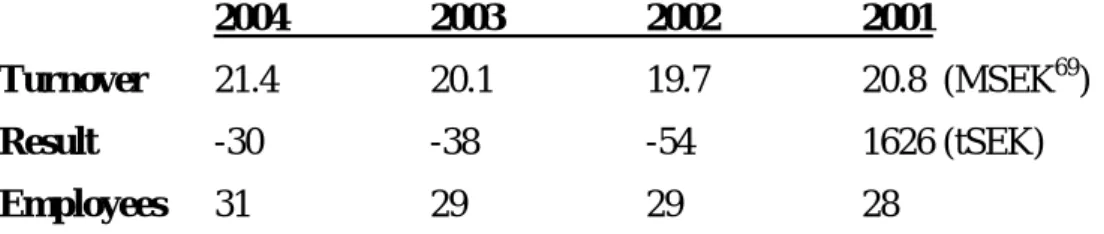
2004 2003 2002 2001
Turnover 21.4 20.1 19.7 20.8 (MSEK69)
Result -30 -38 -54 1626 (tSEK)
Employees 31 29 29 28
Table 2) Company information for MIM Construction AB for the years 2001-2004
The company has its main customers in Germany, but also sells to Sweden and other countries. Finally, they also provide a web shop with an order online functionality on
www.mim.se
5.2. MIM’s product development
MIM use to develop all the products by themselves, since design is one of the most important competitive weapon. The company has no R&D or design department. Instead, Mats himself use to perform the development of new and current products. MIM claims to always having a close relationship between production and
management.
5.3. Background about Lean production at MIM
In 2005, MIM’s president Mats Björnetun talked about Lean Production with one of his colleagues and part owners, Kalle Taijonlahti, who strongly recommended MIM to adopt the way of Lean Thinking. Therefore, MIM joined a Lean Production Learning Program, arranged by IVF70.
This program consisted of classrooms training sessions as well as on-site at the participant’s factories. This time, only two companies joined the program; MIM and Cerbo, a company producing plastic bottles for the medical industry. The program was supported by the European Union, but the cost for the individual companies was still quite high. But since MIM’s CEO, Mats, believed in this, the company decided to join.
69
Roughly currency converting rate: 2005-2006, 1 SEK=4.5 NTD; and 2007-2008, 1 SEK=5 NTD
70
IVF stands for Industrial Research and Development Corporation, which is the Swedish engineering industry's research institute, based in Mölndal, Sweden.
Since the company is performing very well, Mats believed that it should be easier to join a program with the aim of making the company more efficient.
- We did not know what Lean was, but we understood the concept of flow. The problem was rather to explain it for our coworker who performed the
production, says Mats.
The company is growing organic, and is therefore built in different stages.
Traditionally, MIM used lots of storage space and performed many internal transports of goods. Also, many of the employees use to create their own safety storage, “just in case”71.
- When we performed the Lean game72 with bricks at IVF, we got this ‘Aha! Feeling’, and understand even more what Lean thinking is about, says Mats. Now we understand what a “plug” in the production system may cause and that a wagon can be much more efficient than a pallet, says Mats.
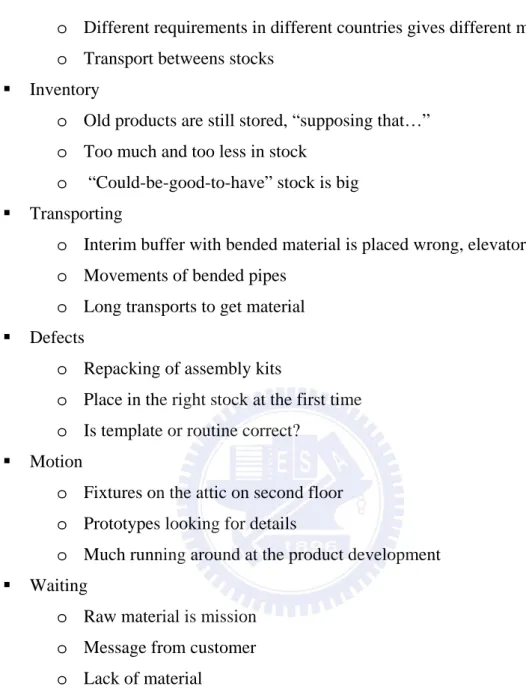
Within the program, a number of wastes were identified73 and put on a list. Examples of the identified wastes are listed in Table 3:
Overproduction
o Paper, reports, meetings
o When the order intake is low, production are made to stock o Holds and tablets
o Extra pipes from the bending machine, if one breaks down… Overprocessing
o Updating of old products that can’t sell so much anymore o Too much welding
71
That made them feels safer, so they could have their own buffer if something went wrong or if they wanted to go to visit the toilet etc.
72
The game could look a little bit different, but its aim is always to let the player try how to get a flow (in the production)
73
Based on a “Waste Hunting Day” on March 18, 2005, when the whole company had a full day meeting to identify wastes in the factory.
o Different requirements in different countries gives different models o Transport betweens stocks
Inventory
o Old products are still stored, “supposing that…” o Too much and too less in stock
o “Could-be-good-to-have” stock is big Transporting
o Interim buffer with bended material is placed wrong, elevator needed o Movements of bended pipes
o Long transports to get material Defects
o Repacking of assembly kits
o Place in the right stock at the first time o Is template or routine correct?
Motion
o Fixtures on the attic on second floor o Prototypes looking for details
o Much running around at the product development Waiting
o Raw material is mission o Message from customer o Lack of material
Table 3) List of wastes, identified by MIM’s coworkers
The problem with the list is that it is not only wastes that were identified, but just things that didn’t work very well. Furthermore, some of the listed wastes are directly wrongly placed, such as transporting identified as an over work waste, and stocking identified as a transport waste, etc.
And we must recall that Lean is a way of behave, rather than just a project in which you once identify wastes and then everything is OK.
MIM also created different groups with coworkers. Lots of talks have been performed within those groups, and the action list has been dealing with. The goal was to
implement one issue per month and group, and then later to work more and more independently with. One of the issues that is of extra importance at MIM is the ergonomics:
- We have always worked very carefully with ergonomics, and that will always be a very important issue for us to take care of, says Mats.
The action list is partly based on the waste identification list, and contains actions such as:
• Remove the punch machine • Move the point weld machine
• Get shorter delivery time for the surface treating • Move empty pallets to the bending area
• Eliminate the attic storage on the second floor • Bigger powder magazines for the lacquering
5.4. Value Stream Mapping at MIM
As earlier mentioned, there are different directions of Value Stream Mapping tools, but one which more or less is involved in all the seven wastes is Process Activity Mapping. This tool was used at MIM, and contains five steps:
1) Study the flow of processes 2) Identify ‘wastes’
3) Consideration of whether processes can be arranged into more efficient way
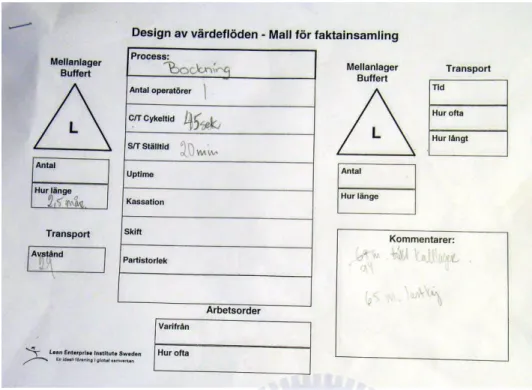
A standard form74 was used to collect data about the value flows. In the form, such things are noted as cycle time, lead time, number of operators, transportation distance etc.
74
Figure 5) The standard form used to collect data in the factory
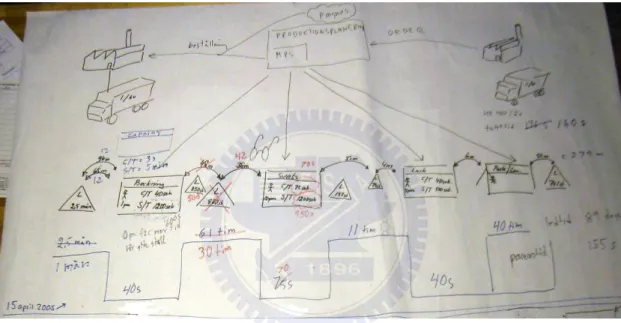
The data from the form was then transformed into a value stream map, where the whole factory is visualized, with focus on the product studied. The value stream map(s), created from the data collection, can be seen in Figure 6.
Figure 6) Value Stream Mapping as is was done at MIM April 15, 2005 Current status: Future status: Jan 19, 2006 Current status: Future status:
5.5. Mapping product #1: Pipe
One important product that MIM produces is the “cow catcher” (bumper) which can be placed in front of a car. One part of the bumper is a pipe, named “the over pipe”.
The value stream map consists of two parts; One “current state”, and one “future state”. In the case at MIM, this was created at two times, to get a better understanding and an iterative improvement process. At the first time, the current state looked like the upper part of Figure 6. If we just “zoom in” on that part, it looks like this:
Figure 7) The first part of the value stream mapping. Blue color indicates current state, and red color future state.
If we do the same for the second time, it looks like it does in Figure 8:
6. Results from the case study
6.1. Value stream mapping results for product #1
To get a better overview from the value stream mapping that could be seen in Figure 7 and Figure 8, we can put the data into a table, and simplify75 it a little, as seen in Table 4: Current state as of 15 April ‘05 Future state as of 15 April ‘05 Current state as of 19 Jan ‘06 Future state as of 19 Jan ‘0676
Storage77 2.5 month 1 month 35 days
Transport78 94 m 12 m 5 m Cutting C/T79 3 s 3,5 s Cutting S/T80 300 s 870 s Transport 65 m 12 m 5 m Storage 8 h Transport 0 m Bending C/T 40 s 30 s Bending S/T 1200 s 600 s 1500 s Transport 48 m 0 m 26 m 0 m Storage 61 h 30 h 44 h Transport 38 m 42 m 15 m Welding C/T 75 s 70 s 75 s Welding S/T 1200 s 950 s 300 s Transport 25 m 25 m Storage 11 h 4 h Transport 4 m 0 m LaqueringC/T 40 s 40 s LaqueringS/T 500 s 500 s Transport 6 m 0 m Packing 40 h 16 h Transport 50 m 50 m
Storage Until mailman
arrives to pick up delivery…
Table 4) Overview of storage times, cycle times (C/T), lead times (S/T) and transport distances
75
The complete Value Stream Map is complex, and converting its content to a table needs some simplifications, where some information naturally needs to be omitted
76
According to the table, it does not look like the future state for this date is specified very well. However, part of this is because of the simplification matter, as mentioned in footnote 7675.
77
Storage time, measured in months, days, hours or minutes
78
Transport distance, measured in meters
79
C/T is cycle time, measured in seconds
80
To conclude what really is important in Table 4, the following data was measured for the product at MIM in April 2005:
• Actual processing time: 155 seconds
• Total time in production: 89 days (=2563200 seconds) • Transport movements: 279 meter
This gives an efficiency of 155/2563200=0,006%
At another next visit, January 19, 2006, the following data was measured for the pipe:
• Actual processing time: 130 seconds
• Total time in production: 43 days (=1238400 seconds) • Transport movements: 279 meter
This gives an efficiency of 150/1238400=0,012%
What has happened between the two different times is described with more details later in this report.
6.2. Mapping results from product #2: Plate with stick
Just to have something more to compare with, another product was followed in the production facilities, during another time frame. The product is a standardized, and very easy to produce. The internal name for it at MIM is the somehow cryptic name “FS162 – Pinne med platta”.
At my visit at MIM, January 11, 2006, the following data was measured:
• Actual processing time: 247 seconds
• Total time in production: 27,6 days (=794880 seconds) • Transport movements: 305 meter
This gives an efficiency of 247/794880=0,031%
At another next visit, February 5, 2007, the following data was measured: • Actual processing time: 235 seconds
• Total time in production: 19 days (=547200 seconds) • Transport movements: 170 meter
This gives an efficiency of 235/546200=0,043%
We can not compare the efficiencies though. An improvement in both processing time and total time in production, might give a negative value when comparing the
different numbers. But there is obviously an improvement, both in the actual processing time, but also, which is more important, in the total time in production.
6.3. The first product and time frame
We are dealing with two different periods and two different products; The first is described in chapter 5.5 and the other in chapter 6.2.
As we have seen, the improvement is great, even though it’s still a very long way to go to reach world class production. There are several things that caused the
improvement:
• There is a new cutting machine, which was installed in December 2005 • The punch machine was removed
• The screw-thread machine and the point weld machine were moved • The external delivery time for sheet metal surface treating was decreased • More operators were educated on the screw-thread machine
• Operating instructions for bending and screw-thread were produced • Empty pallets were moved to the bending operation area
• The attic store was minimized, and later completely closed • Bigger powder magazines for the lacquering.
Figure 9) One of the computers, on which details on the given assignment can be further examined, and details printed.
Figure 10) Pipes waiting to be cutted in the new cutting machine (white-colored, seen in the background to the right).
6.4. The second product and time frame
Here some other things have been improved, such as:
• MIM has changed the names from Lean Production to “MIM Team”81
• Changed welding gas to Nitrogen82
81
To customize Lean according to respective company’s prerequisites is crucial. To localize the names for the work is a the first step. A good starting point in this discussion is the report “Lean Production”, by LO-Facken i Göteborg, published April 2, 2001 [52] .
82
• Working even harder with employee’s participation
• Employees are divided into 4 groups, and marked all group specific tools and equipment with respectively group’s color83.
• Developed stackable holders with wheels84
, see Figure 12. • Decreased the batch size (to 48) for the dog box product • One week per month, the welder’s will do other work as well
• Kanban system for the pipes. Pipes are ordered only when the last line of available pipes is starting to be used
• Shipping more often. In 2 weeks, there will be 3 shipments, and not just only one every week (on Fridays) as it was before.
• Better working equipment, such as vertically adjustable tables • Plain instructions
• Removed one wall inside the factory • Mobile packing table in the lacquering area
• Installed a lifting device in the small part’s assembly packing area
• Pallet kanban system for the weldings, marked with blue area in the factory, see Figure 11
• A visual bulletin board, where all related Lean information is published, see Figure 13
83
Part of the visualization. With the color marking, it is very obvious if someone does not follow 5S
84
Figure 11) The pallet Kanban system for the welding, marked with blue marks on the floor
Figure 12) The in-house developed stackable holders with wheel, are very space efficient
6.5. What can be improved
Analysis of the case study is presented in chapter 8
6.6. Motivation factors
The CEO was thinking much how to motivate his staff about the Lean Production and 5S program. One thing he did was to calculate the minute cost85 for a regular
employee. His calculations showed that the cost for one minute was 21,70 SEK. The reason to get this number was to show how much it cost when an employee had to do something – value adding as well as non- value adding. A useful example was when there was problem with a machine. Every minute the machine was standing still, the company cost was 21,70 SEK. Using 5S made it visible to the employees how much money that could be served if following the 5S principles86.
85
That is; The price for one minute of work (or non work) for one employee during working hours.
86
Another example was a big electricity interrupt. The electricity went away for some time and the total cost for that interruption was several hundred thousand SEK.
7. Employee’s point of view
7.1. Survey among coworkers
It is quite common to have problems when introducing a new concept of thinking, especially when the goal for the new concept is to reduce costs. To understand if there was or could be any problems87 with the introduction of the lean thinking, an official survey was performed with the employees at a coffee break when almost all
employees were present at the same place at the same time.
Also unofficial interviews, or rather just “listening”, around the coffee table was performed, but only to get some indications about the view of Lean Production; No scientific data was collected and the opinions heard was not written down from the coffee table interviews88.
Twenty-one persons filled in the survey, 15 of them were ordinary employees, 4 were having some kind of leading positions such as production manager, group leader etc. One respondent belonged to the company management. That should be the CEO, Mats, but since all answers were anonymous we can not for sure tell.
7.2. The employee’s experience and interest
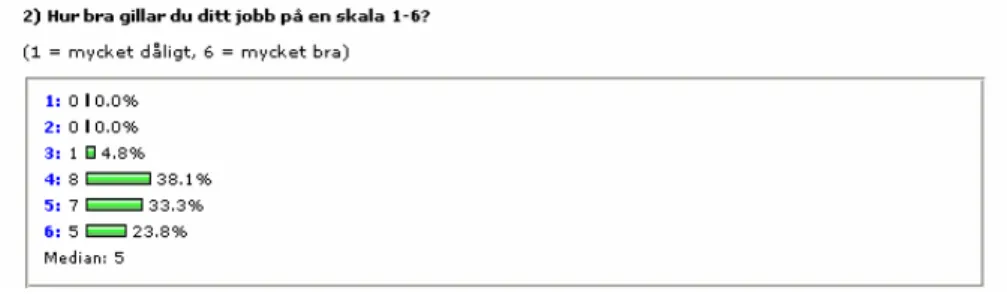
Almost half of the respondents (47.6%) had been working more than 5 years in the company. The employees seem to like their work quite well, see Table 5.
87
Other surveys has showed problems of different characteristics, for example cultural resistance in Germany, as listed in the paper Lean Construction: Prospects for the German construction industry, by Eric Johansen and Lorenz Walter, Lean Construction Journal, Volume 3, issue 1; April 2007. ISSN 1555-1369 [53]
88
Research presented by the magazine CHEF indicates that the coffee tables and coffee machines in Sweden is what the water fountains are in the USA, in terms of being an oasis for meeting colleagues and performing small-talks.
Table 5) “How do you like your work on a scale 1-6?” (1=Very bad, 6=very good)
Almost all (90.5%) of employees first heard about Lean Production when the boss, or equivalent, introduced it to them. The rest (9.5%) heard about it through colleagues. This means that even if Lean Production has been frequently discussed in the
technical magazines89, no notices about it had been made from any of the employees.
7.3. Questions about the wastes
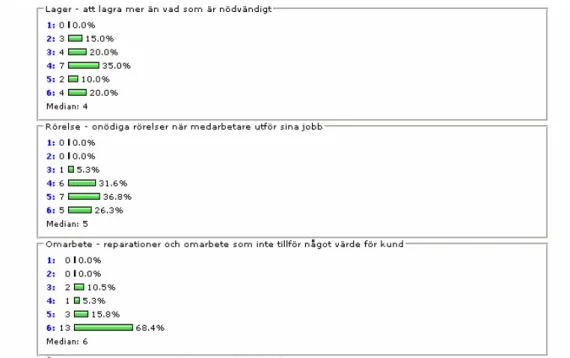
To see which of the seven wastes which were considered to be most important among the employees, they could set a score from 1 to 6 for every waste. Number 1 means “not important at all” and 6 means “very important”.
The most significant results were that the waste “Re-work” was considered to be very important; 68.4% set the score 6. At the opposite, the least important waste was the waste “Stock”; 70% set one of the scores 2, 3 or 4 – see Table 6.
89