ether) (PPE) Compatibilized by a Multifunctional
Epoxy Coupler
CHIH-RONG CHIANG, FENG-CHIH CHANG
Institute of Applied Chemistry, National Chiao-Tung University, Hsinchu, Taiwan, Republic of China
Received 18 February 1997; revised 8 January 1998; accepted 2 February 1998
ABSTRACT: A tetrafunctional epoxy monomer, N,N,N*-N*-tetraglycidyl-4,4*-diaminodi-phenyl methane ( TGDDM ) , has demonstrated to be a highly efficient reactive compati-bilizer in compatibilizing the immiscible and incompatible polymer blends of polyamide-6 ( PApolyamide-6 ) and poly ( 2,polyamide-6-dimethyl-1,4-phenylene ether ) ( PPE ) . This epoxy coupler can react with both PA6 and PPE to form various PA6- co-TGDDM- co-PPE mixed copoly-mers. These interfacially formed PA6- co-TGDDM- co-PPE copolymers tend to anchor along the interface to reduce the interfacial tension and result in finer phase domains and enhanced interfacial adhesion. A simple one-step melt blending has demonstrated to be more efficient in producing a better compatibilized PA6 / PPE blend than a two-step sequential blending. The mechanical property improvement of the compatibilized blend over the uncompatibilized counterpart is very drastic, by considering the addition of a very small amount, a few fractions of 1%, of this epoxy coupling agent.q 1998 John Wiley & Sons, Inc. J Polym Sci B: Polym Phys 36: 1805 – 1819, 1998
Keywords: polymer blend; PA6; PPE; epoxy; reactive compatibilizer ; coupling agent
INTRODUCTION
compatibilization of an incompatible blend is bythe addition of a third component, usually an non-reactive block or graft copolymer, leading to modi-The inherent properties of polyamide-6 ( PA ) and
fication of the polymer interfacial properties and, poly ( phenylene ether ) ( PPE ) suggest that a
com-hence, the performance of the blends.1,2
bination of PA6 and PPE should produce
materi-More commonly, compatibility of polymer blends als with balanced properties, provided that the
can be improved by a reactive compatibilizer. A advantages from one component are able to
com-conventional reactive compatibilizer of the type pensate for the deficiencies of the other. Polymer
C-X ( where X is a reactively functional group ) blends of PA and PPE have attracted great
inter-may compatibilize a binary A / B blend, provided est from both industries and academia. The
sim-that the C segment is structurally similar to or ple melt blending of PA6 and PPE generally shows
miscible with the A component, while X is capable deterioration in impact performance and tensile
of reacting with the B component.3,4
The copoly-properties. Such a reduction in properties is
fre-mer C-X-B may be formed in situ at the interface, quently a reflection of poor interfacial adhesion
which tends to remain at the interface to act as between dispersed and continuous matrix that
an emulsifier of the A / B blend.1
leads to rapid initiation and growth of a crack.
A general review of total 15 articles and patents The most common approach to achieve a better on the area of PA / PPE blends5 – 19had been made
in our previous report.20
Additionally, Brown21
re-ported that the reaction of an
aryloxytriazine-Correspondence to: F.-C. Chang
functionalized PPE with an amine-terminated PA
Journal of Polymer Science: Part B: Polymer Physics, Vol. 36, 1805 – 1819 ( 1998 )
q 1998 John Wiley & Sons, Inc. CCC 0887-6266/98 / 111805-15 results in PA – PPE copolymer formation as the in
situ reactive compatibilizer of the PA / PPE blend.
Miyata et al.22
reported that a heterarm star-shaped block copolymer with a cyclotriphospha-zeze core is able to act as the compatibilizer of immiscible PA6 / PPE blends. Ting et al.23
demon-strated by calorimetry that the poly ( styrene- co-vinylphenyl hexafluorodimethyl carbinal) (PHFA) is compatible with PPE. Jo et al.24
reported that the styrene – acrylic acid random copolymer ( SAA ) having acrylic acid content higher than 36 mol is an effective interfacial agent for the PA6 /
PPE blend. Bhatia et al.25
demonstrated that the compatibilized PA / PPE blends show a decrease in surface PA enrichment with increasing of the
in situ -formed copolymer content. In our previous
work, both styrene – glycidyl methacrylate26 and
H©N©(CH¤)fi©C©OH ©O©© PPE CH‹ CH‹ PA6 n O H O n ©CH¤© CH¤©CH©CH¤ CH¤©CH©CH¤ CH¤©CH©CH¤ CH¤©CH©CH¤ ©N N© TGDDM TGDDM©CH©CH¤ 1 PA6©NH¤ TGDDM©CH(OH)CH¤©NH©PA6 ©O©©H O O O O O CH‹ CH‹ TGDDM©CH©CH¤ 1 PA6©COOH TGDDM©CH(OH)CH¤©O©C©PA6 O TGDDM©CH©CH¤ 1 PPE©OH TGDDM©CH(OH)CH¤©O©PPE O
styrene – maleic anhydride20
had demonstrated to
Scheme I. The chemical structures and reactions of be highly effective in compatibilizing PA6 / PPE
PA6, PPE, and TGDDM components. blends.
A coupling agent or coupler is a multifunctional molecule ( monomer, oligomer, or polymer ) that is
OH of PPE simultaneously to form various PA6-capable of reacting with a polymer to give chain
co-Epoxy- co-PPE copolymers at the interface. The
extension, branching, or even to build melt
viscos-chemical structures of PA6, PPE, and TGDDM ity by crosslinking ( if the functionality is greater
and the related reactions involved are shown in than 2 ) . The coupling approach in polymers has
Scheme I. These in situ -formed mixed copolymers been briefly reviewed by Brown,27
Liu,28
and
produced at the interface containing segments of Xanthos.3
A similar approach applied on the
PA6 and PPE are expected to remain at the inter-multiphase polymer blends as a coupling-type
face to function as an effective compatibilizer of reactive compatibilizer has been explored
re-the PA6 / PPE blend. In a series of studies on re-the cently.29 – 35
Rudin et al.29
reported that a direct
compatibilization of PA6 / PPE blends, this article grafting of polystyrene onto polyethylene can be
will report results of using TGDDM epoxy mono-carried out in a twin-screw extruder with an
or-mer as a coupling agent to compatibilize PA6 / ganic peroxide ( dicumyl peroxide, DP ) and a
cou-PPE blends. We intend to report their specific pling coagent ( triallyl isocyanurate, TAIC ) . The
miscibility and correlation with their resultant extruded blends exhibited enhancement in impact
morphological, thermal, and mechanical proper-properties at an optimum level of peroxide and
ties. coupling coagent. Pernice et al.30
claimed that the impact modified PA / PPE blend containing 0.5 to 3.0 wt % of an organic diisocyanate such as 4,4
*-( diphenyl methane ) diisocyanate or 2,4-toluene
EXPERIMENTAL
diisocyanate has a good balance of mechanical,thermal, and processing properties. The synthe- Materials sized difunctional unsaturated-isocyanate
com-pounds used as sizing agents on carbon fibers can The polyamide-6 ( PA6 ) used in this study is the general purpose grade, NOVAMIDE 1010C2, substantially improve the fiber / acrylic – matrix
bonding and its mechanical properties.31
Several supplied by the Mitsubishi Kasei Co. Ltd. of Ja-pan. Unmodified poly ( 2,6-dimethyl-1,4-phenyl-blend systems such as PET / LCP,32,33 PBT /
PA66,34PET / PPE,35and PA6 / PPE36were effec- ene ether ) ( PPE ) powder was obtained from the
GE Plastics Co. that has an intrinsic viscosity of tively compatibilized by various multifunctional
epoxy resins as coupling-type reactive compatibi- 0.4 dL / g measured in chloroform at 257C. The cou-pling type reactive compatibilizer, a tetra-func-lizers.
A multifunctional epoxy monomer, under suit- tional epoxy monomer, N,N,N *-N*-tetraglycidyl-4,4*-diaminodiphenyl methane (TGDDM), was able condition, is expect to react with terminal
Table I. Processing Condition
A. Extrusion Condition
Composition Barrel Temperature (7C)
PA6 PPE Stage: 1 2 3 4 5 6 7 8 9 Die
30 70 210 270 280 290 290 285 285 285 285 285
Screw speed: 260 rpm. Feeding rate: 125 g/min.
B. Injection Condition
Composition Barrel Temperature (7C)
Mold Temp.
PA6 PPE Stage: 1 2 3 Nozzle (7C)
30 70 290 300 310 310 120
Melt Blending due was dried in an oven to remove the toluene
solvent. The residue was then extracted with ex-All blends were prepared by a corotating 30 mm
cess of formic acid at ambient condition for 12 h to twin-screw extruder ( L / D Å 36, Sino-Alloy
Ma-remove the unreacted PA6 and PA6- co-TGDDM chinery Inc. of Taiwan ) with a decompression
from the residue. The suspended mixture was zone. The rotating speed of screw was set at 260
poured into a separatory funnel and settled for 24 rpm. The barrel temperatures were set from 210
h. The clear bottom phase containing PA6 and to 2907C. The extruded pellets were dried in an
PA6- co-TGDDM was removed. The white and un-oven at 1007C for at least 8 h and injection molded
dissolved top layer was collected into a beaker for into standard ASTM18inch testing specimens
us-next formic acid extraction. Similar formic acid ing an Arburg 3 oz injection-molding machine
extraction was repeated for at least five times. from Germany. The detailed processing
condi-The upper white and undissolved layer containing tions for extrusion and injection molding are
mostly the PA6- co-TGDDM- co-PPE copolymers listed in Table I.
was rinsed with water and dried in an oven. To ensure that all the remaining PPE, TGDDM, and TGDDM- co-PPE have been removed, this dried
Solvent Extractions
residue was extracted again by toluene and chlo-Several solvent extraction techniques5,37 – 39
have
roform in sequence. This solvent extraction proce-been reported to give successful separation of
dures have been described previously,37
as shown the blended components of immiscible polymer
in Scheme II. blends. In order to isolate and identify the in situ
-formed PA6- co-TGDDM- co-PPE copolymers
pro-duced during melt blending, complicated solvent Fourier Transform Infrared Spectroscopy (FTIR) extractions have been carried out. Powder ( 2 g )
of the compatibilized blend was immersed and ag- To characterize the components from extractions by toluene and formic acid, Fourier transform in-itated in 50 mL toluene for 24 h. The resultant
suspended mixture was separated by centrifuga- frared spectroscopic ( FTIR ) analyses were carried out using a Nicolet 500 Infrared Spectrophotome-tion at 13000 rpm for 50 min. The clear upper
solution containing PPE, TGDDM, and TGDDM- ter. Additionally, to prove the reaction of TGDDM with PPE has indeed occurred, FTIR spectra of
co-PPE was collected by a pipette. The bottom
undissolved solid was reextracted by the same PPE / TGDDM Å 100 / 1 mixtures by dry mixed and melt blending were compared. The solvent cast procedures for at least five times to assure
com-plete removal of PPE, TGDDM, and TGDDM- co- film from the dry-mixed mixture of PPE / TGDDM Å 100 / 1 was prepared from the chloroform solu-PPE from the compatibilized blend. After
Blend
PPE, TGDDM and TGDDM-co-PPE
PA6, PA6-co-TGDDM and PA6-co-TGDDM-co-PPE Grinding Toluene Soluble Insoluble PA6-co-TGDDM-co-PPE PA6, PA6-co-TGDDM Formic Acid Soluble Insoluble Scheme II. Solvent extraction procedures.
TGDDM Å 100 / 1 mixture was first melted mixed ning electron microscopy ( SEM ) from Japan at an accelerating voltage of 20 kV. The cryogenically in a Brabender Plasti-Coder mixer at 2907C prior
to the solvent film casting. fractured surfaces of the molded specimens were coated with thin film of gold to prevent charging prior to the SEM examination.
Rheological Properties
To verify the reaction of PPE ( and PA6 ) with
Mechanical Properties
TGDDM based on viscosity increase, torques vs.
time measurements were carried out in a Braben- Tensile tests were conducted at ambient condi-der Plastic-Corcondi-der mixer with the capacity of 30 tions using an Instron Universal Testing Machine mL. The rotational speed was set at 30 rpm and Model 4201 according to the ASTM D638. The the temperature was controlled at 2907C. Capil- crosshead speed was controlled at 5 mm/min. Un-lary rheological measurements were carried out notched Izod impact strengths were measured at at 2907C using a Kayeness Galaxy Capillary Rhe- ambient conditions according to the ASTM-D256 ometer with a die orifice radius of 0.04 inch and method. All injection-molded specimens were con-a die length of 0.8 inch. Melt flow rcon-ates ( MFRs ) ditioned in the laboratory atmosphere for a mini-of matrices and blends were measured at 2907C mum of 7 days before testing.
using a 5-kg load.
RESULTS AND DISCUSSION
Thermal Properties
Thermal properties of blends were studied using a Rheological Properties differential scanning calorimetry ( DSC ) . Heating
The addition of TGDDM results in viscosity in-and cooling rates were controlled at 107C/min,
crease of PA6 / PPE blends as indicated by the re-and measurements were made between 40 re-and
corded extruder input current ( Table II ) . The in-3007C on a DSC-7 Analyzer from the
Perkin–El-crease of the measured extruder current due to mer Co. The percent of the PA6 crystallinity in the
the expected molecular weight increment by chain blend was determined by the following equation:
extension and coupling reactions of TGDDM with PA6 and PPE ( Scheme I ) . The compatibilized
Xc( % ) Å (DHPA6/DH 0
PA6) ( 100 / X )
blends indeed increased slightly for the resultant melt viscosity but did not encounter any
notice-Xc is the percent crystallinity of PA6 component
able viscosity-induced processing problem. In fact, in the blend.DHPA6is the measured heat of fusion
the compatibilized blend actually improved extru-of the PA6 component extru-of the blend provided that
sion processibility by reducing or eliminating no heat of crystallization is released during
heat-problems of melt fracture and die swelling of the ing scan. DH0
PA6is the theoretical heat of fusion
uncompatibilized blend. of the 100% crystallinity of the pure PA6. X is the
Torque measurements have been used success-mass fraction of the PA6 component in the blend.
fully to obtain qualitative information concerning The heat of fusion of PA6 at 100% crystalline
the chemical reactivity and the extent of reactions state (DH0
PA6) is 190.6 J / g.38
in a compatibilized blend.40
Plots of torque versus mixing time at 2907C for PA6, TGDDM, and PA6/
Scanning Electron Microscopies (SEM)
TGDDM Å 100 / 1 mixtures are given in Figure 1. The measured torques for PA6 and TGDDM are The morphologies of the injection-molded
tem-Table II. Extruder Current and Melt Flow Rate of the PA6/PPE Blends
Extruder Current Melt Flow Rate
Composition (Amp) (g/10 min)
PA6/PPE Å 30/70 18.1 – 20.2 17.7
PA6/PPE/TGDDM Å 30/70/0.1 19.6 – 20.8 17.9
PA6/PPE/TGDDM Å 30/70/0.3 23.1 – 24.5 8.9
PA6/PPE/TGDDM Å 30/70/0.5 27.7 – 30.0 3.0
Screw speed: 260 rpm. Feeding rate: 115 g/min.
perature. That means the ring opening or cross- low molecular weight TGDDM, we should expect a viscosity drop from the PPE / TGDDM blend. linking reaction by this epoxy monomer does not
occur at this temperature. The torque value of Melt flow rates of uncompatibilized and com-patibilized blends are summarized in Table II. the PA6 / TGDDM Å 100 / 1 mixture is significantly
higher than that of PA6 and TGDDM due to the Without the presence of this epoxy compatibilizer, the PA6 / PPE blend results in higher MFR, as molecular weigh increase from the expected chain
extension reactions between PA6 terminal groups would be expected. The presence of 0.1 phr TGDDM compatibilizer does not affect the blend ({ NH2and {COOH ) and the TGDDM epoxides.
However, when the mixing time is greater than MFR significantly. The addition of 0.3 phr or higher results in substantial reduction of the MFR 150 s, the torque decreases gradually probably
due to the thermal degradation. Figure 2 illus- as shown in Table II.
The shear viscosity vs. shear rate plots of trates the torque vs. time curves for PPE,
TGDDM, and PPE / TGDDM Å 100 / 1 mixture. uncompatibilized and compatibilized PA6 / PPE blends at 2907C are shown in Figure 3. The un-The torque value of neat PPE is high but
de-creases gradually after 120 s. The mixture of PPE / compatibilized blend has the lowest viscosity, as would be expected. Again, the addition of 0.1 TGDDM has slightly higher torque value than the
neat PPE, which indicates the possible reaction phr of TGDDM compatibilizer does not cause any viscosity increase, which is consistent with between phenolic – OH end group of PPE and the
TGDDM but at a slower rate and a less extent. the previous MFR data. The compatibilized blends containing more than 0.3 phr compatibi-Because every PPE molecule possesses only one
terminal {OH, we would not expect excessive lizer result in substantial viscosity rise, espe-cially pronounced at lower shear rates. The mo-chain extension reaction relative to that of PA6,
and less viscosity increase observed is also ex- lecular weight increase through chain extension and coupling reaction is believed to the major pected. If no reaction occurs between PPE and the
Figure 1. Plots of torque vs. time for the PA6, Figure 2. Plots of torque vs. time for the PPE, TGDDM, and PPE / TGDDM blend.
ous PA6- co-TGDDM and PA6- co-TGDDM- co-PA6 products.
To further prove that PA6- co-TGDDM- co-PPE mixed copolymers are indeed produced during a typical melt blending, complicated extractions on this compatibilized blend were carried out to iso-late and identify these copolymers as described in Scheme II. For the uncompatibilized PA6 / PPE Å 30 / 70 blend, no reaction is expected and no PPE-containing copolymer was found in the final formic acid extracted insoluble residue. A similar result was previously reported by Chambell et al.5
The in situ reactions among PA6, TGDDM, and PPE during melt mixing may form various PA6-Figure 3. Plots of shear viscosity vs. shear rate of the
co-TGDDM- co-PPE copolymers that are insoluble
uncompatibilized and compatibilized PA6 / PPE Å 30 /
in toluene and in formic acid. This reactively com-70 blends.
patibilized PA6 / PPE / TGDDM Å 30 / 70 / 0.5 blend may contain the following possible species: PA6, PA6-co-TGDDM, TGDDM, TGDDM-co-PPE, PPE, and co-TGDDM- co-PPE. Copolymers of PA6-contributor to the observed viscosity increase of
co-TGDDM- co-PPE are the only components
ex-these compatibilized blends.
pected to be insoluble on both solvents. The insol-uble residue after repeated extractions by toluene and formic acid can be assumed to be those mixed
Fourier Transform Infrared Spectroscopy (FTIR)
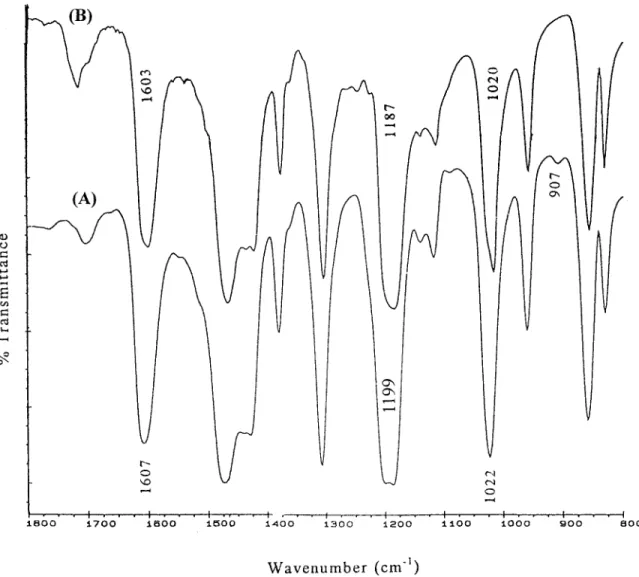
copolymers but requires further identification. The FTIR spectrum of this insoluble residue, as-The IR peak at 907 cm01 is a characteristic
re-sponse of the epoxy group that has been used sumed to be these PA6- TGDDM- PPE co-polymers, is shown in Figure 6. Comparing Figure to monitor qualitatively the reaction between
TGDDM and PPE terminal group. Figure 4 shows 6 with the spectra of Figure 4 ( A ) – ( C ) , this un-dissolved residue gives the characteristic bands FT-IR spectra of neat PPE, PA6, and TGDDM,
respectively. The PPE shows two characteristic of the PA6 segment, the carbonyl stretching at 1638 cm01, and the N{H bending at 1543 cm01,
bands of the ether at 1023 and 1190 cm01,
corre-sponding to the C{O stretch as shown in Figure respectively. Figure 6 also possesses the PPE characteristic C{O stretching of the phenylene 4 ( A ) . The ring stretching of the PPE gives a band
at 1609 cm01. Figure 4 ( B ) shows the characteris- ether at 1023 and 1192 cm01. The ring stretching
of the PPE segment at 1610 cm01 is overlapping
tic absorption bands of the pure PA6 at 1640 and
1546 cm01, corresponding to the carbonyl stretch- with the carbonyl absorption band of the PA6
seg-ment at 1638 cm01. The characteristic epoxy band
ing (nC|O) and N{H bending (nN{H) ,
respec-tively. Figure 4 ( C ) shows that the epoxy group of of the pure TGDDM cannot be detected from the spectrum of this undissolved solid residue, proba-TGDDM gives the characteristic absorption band
at 907 cm01. The ring stretching of TGDDM oc- bly due to small quantity or being completely
consumed in reactions. Based on the above infor-curs at the absorption band of 1613 cm01. Figure
5 compares the IR spectra of the PPE / TGDDM mation, the formation of the desirable PA6- co-TGDDM- co-PPE copolymers during melt blend-Å 100 / 1 mixtures by dry mixing [ Fig. 5 ( A ) ] and
melt blending [ Fig. 5 ( B ) ] . No reaction is expected ing has been positively identified. The weight frac-tion of the undissolved residue was approximately from this dry-blended mixture. The weak epoxy
characteristic peak ( 907 cm01) disappeared after 3.5% of this compatibilized blend. The rest of the
added TGDDM was either unreacted or consumed melt blending [ Fig. 5 ( B ) ] . This result indicates
that the reaction between TGDDM and PPE ter- in reacting with one blend component to form TGDDM- co-PA6 and TGDDM- co-PPE.
minal phenolic – OH group may occur. On the other hand, reaction between epoxy and amine
Thermal Properties
has been well recognized.41
Epoxy groups can
react with the {NH2 and {COOH terminal The compatibility of a polymer blend can be
probed by its thermal and crystallization behav-groups of PA6 and result in the formation of
Figure 5. Infrared spectra of the mixtures. ( A ) Dry-blended PPE / TGDDM Å 100 / 1 mixture, and ( B ) melt-blended PPE / TGDDM Å 100 / 1 mixture.
iors based on DSC measurements. The DSC heat- That means the crystallinity of the PA6 in the compatibilized PA6 / PPE blends are lower than ing scans of all the materials tested are
summa-rized in Table III and Figures 7 to 8. Figure 7 that in the uncompatibilized blend. Figure 8 shows the DSC cooling scans of PA6 and all the demonstrates that the PPE is amorphous with
glass transition temperature ( Tg) at 2187C (curve PA6 / PPE Å 30 / 70 blends. Crystallization
temper-ature ( Tc) of the PA6 component in these
uncom-B, Fig. 7 ) . PA6 is a semicrystalline polymer with
melting temperature at 2227C (curve A, Fig. 7). patibilized and compatibilized blends are sub-stantially higher than that of the neat PA6 ( Fig. However, the glass transition of the PPE
compo-nent in these uncompatibilized and compatibi- 8 and Table III ) . Peak widths of these blends are substantially smaller than the neat PA6. The lized PA6 / PPE blends cannot be detected because
the larger melting peak of the PA6 is overlapped presence of PPE in these uncompatibilized and compatibilized blends may act as nucleating with the glass transition of the PPE. Melt
temper-atures of PA6 component in the blends, uncompat- agent42
to increase crystallization rate of the PA6 component. However, the presence of these in ibilized and compatibilized, are lower than the
neat PA6 ( Table III and Fig. 7 ) . The crystallinity situ -formed PA6- co-TGDDM- co-PPE copolymers
tends to hinder the PA6 crystallization and re-of the PA6 component in the blend decreases with
compati-Figure 6. Infrared spectrum of the extracted residue.
bilized blends than the neat PA6 or the uncompat- nient approach to differentiate the morphologies be-tween compatibilized and uncompatibilized blends ibilized blend.
is by comparing their transmission electron micros-copy (TEM) or SEM micrographs. An incompatible
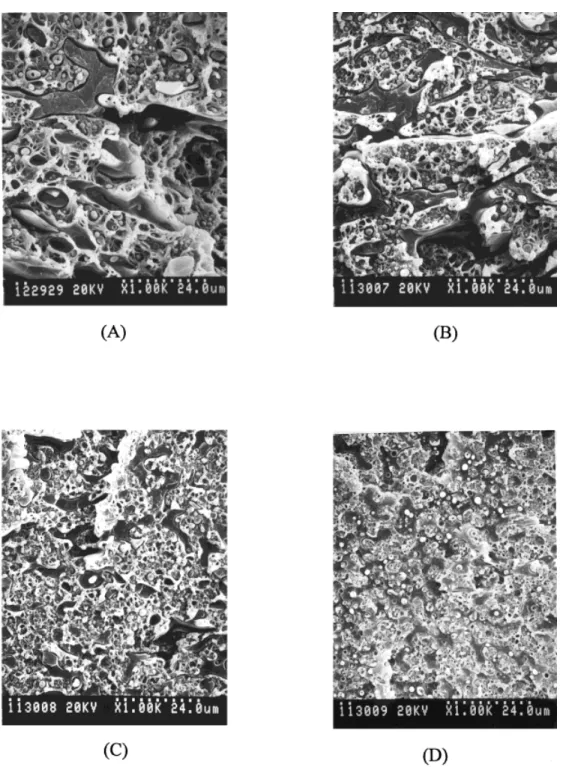
SEM Morphologies
blend with higher interfacial tension usually results in coarser domains than the corresponding compati-Melt blended immiscible polymer blends possess
complicated morphologies depending on interfacial bilized blend. Finer phase domains imply better compatibilization of the blend that has been well tension, viscosity ratio, blend constituents, volume
fraction, and processing conditions. The most conve- recognized. SEM micrographs of those PA6/PPE
Table III. Thermal Properties of the PA6/PPE Blends
Composition Tg(7C) Tm,PA(7C) Tc,PA(7C) DHPA6(J/g) Xc(%)
PA6 222 182 95.0 49.8 PPE 218 PA6/PPE Å 30/70 219 196 26.1 45.7 PA6/PPE/TGDDM Å 30/70/0.1 221 196 26.4 46.2 PA6/PPE/TGDDM Å 30/70/0.3 220 194 25.5 44.8 PA6/PPE/TGDDM Å 30/70/0.5 219 191 22.0 38.7
containing 0.3 phr epoxy is 0.8 ( Table V ) . That means the reaction between TGDDM with PPE – OH is highly possible to form the PA6- co-TGDDM- co-PA6 copolymer, although the reactiv-ity difference is high. The introduction of 0.5 phr TGDDM to the PA6 / PPE blend results in the most remarkable change in morphology [ Fig. 9 ( D ) ] . The PPE phase exists as very fine particles distributed evenly within the PA6 phase. This blend has the epoxide equivalence exceeding the total PA6 – NH2 terminal groups ( ratio Å 1.35 )
and the formation of PA6- TGDDM- PA6 co-polymers can be assured. It is interesting to note that PA6 is the minor component in this blend but tends to shift from a co-continuous into a con-Figure 7. DSC heating scans of PA6, PPE, uncompat- tinuous matrix by increasing the compatibilizer ibilized and compatibilized PA6 / PPE Å 30 / 70 blends.
quantity. A similar trend in the morphological ( A ) PA6, ( B ) PPE, ( C ) PA6 / PPE Å 30 / 70, ( D ) PA6 /
change has also been observed in our previous PPE / TGDDM Å 30 / 70 / 0.1, ( E ) PA6 / PPE / TGDDM
report.20
Å 30 / 70 / 0.3, ( F ) PA6 / PPE / TGDDM Å 30 / 70 / 0.5.
The viscosity increase of the PA6 phase ( chain extension ) due to higher reactivity between PA6 and TGDDM can reduce the viscosity mismatch and may result in domain size reduction even Å 30/70 blends prepared by one-step melt blending,
uncompatibilized and compatibilized, are given in without considering the formation of the mixed copolymer as a phase compatibilizer to reduce the Figure 9. This uncompatibilized PA6/PPE Å 30/70
blend [Fig. 9(A)] gives a nearly co-continuous interfacial tension. If the viscosity mismatch re-duction is the only reason to cause the observed phase structure with PA6 particles inclusion within
the PPE phase. PA6 is the minor component in this domain size reduction, we should expect an even smaller domain size by preblending PA6 with blend but tends to form co-continuously with PPE
because the PA6 viscosity is significantly lower than TGDDM then with PPE. To clarify this suspicion, a two-step sequential blending was carried out PPE. Figure 9(B) shows the morphologies of the
compatibilized PA6/PPE blend containing 0.1 phr for direct comparison. SEM micrographs for those TGDDM, where the domain size is fairly close to
the uncompatibilized blend [Fig. 9(A)].
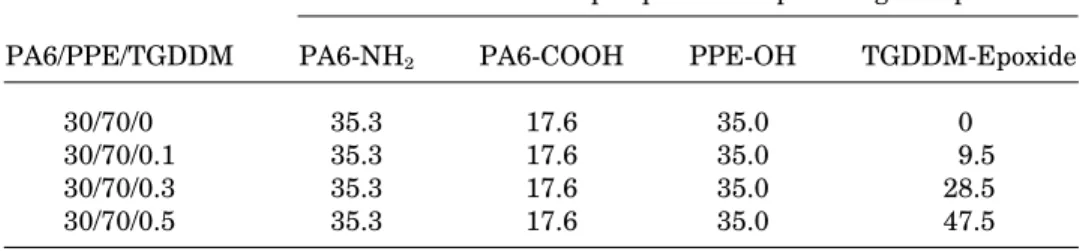
Table V lists the estimated equivalent numbers of all reactive groups involved in the PA6 / PPE / TGDDM blends. Because the reactivity between epoxy and the amine terminal group of PA6 ( PA6 – NH2) is substantially higher than the
phe-nolic – OH of the PPE ( PPE – OH ) and the signifi-cantly higher equivalent numbers of {NH2than
epoxide ( 35.3 vs. 9.5 ) , the small amount of the added TGDDM ( 0.1 phr ) is probably totally con-sumed in reacting with PA6 – NH2 and none or
only insignificant amount of the desirable
PA6-co-TGDDM- co-PPE copolymer is produced. The
reactivities of epoxide with carboxyl terminal group of PA6 ( PA6 – COOH ) and PPE – OH are believed to be comparable. Both compatibilized
blends [ Fig. 9 ( B ) and ( C ) ] also exhibit co-continu- Figure 8. DSC cooling scans of PA6, uncompatibi-ous structure, but the domain size of the blend lized and compatibilized PA6 / PPE Å 30 / 70 blends. ( A ) containing 0.3 phr TGDDM is substantially PA6, ( B ) PA6 / PPE Å 30 / 70, ( C ) PA6 / PPE / TGDDM smaller. The equivalent ratio of epoxide ( from Å 30 / 70 / 0.1, ( D ) PA6 / PPE / TGDDM Å 30 / 70 / 0.3, ( E )
PA6 / PPE / TGDDM Å 30 / 70 / 0.5. TGDDM ) to PA6 – NH2 of this particular blend
Figure 9. SEM micrographs of the uncompatibilized and compatibilized PA6 / PPE Å 30 / 70 by one-step blending, ( A ) PA6 / PPE Å 30 / 70, ( B ) PA6 / PPE / TGDDM Å 30 / 70 / 0.1, ( C ) PA6 / PPE / TGDDM Å 30 / 70 / 0.3, ( D ) PA6 / PPE / TGDDM Å 30 / 70 / 0.5.
blends by two-step sequential blending are given 0.1 phr epoxy has about the same domain size. However, the domain sizes of those blends con-in Figure 10. Figure 10 ( A ) – ( C ) show the
mor-phologies from the two-step sequential blending, taining higher TGDDM ( 0.3 and 0.5 phr ) are rela-tively larger than those from the one-step blend-preblending PA6 with TGDDM then with PPE.
Relative to those morphologies from the one-step ing. That means reducing viscosity mismatch alone can not accomplish the observed domain blending [ Fig. 9 ( B ) – ( D ) ] , the blend containing
Figure 10. SEM micrographs of the compatibilized PA6 / PPE blends by two-step sequential blending. ( A ) PA6 / PPE / TGDDM Å 30 / 70 / 0.1, preblending [ PA6 / TGDDM ] then PPE, ( B ) PA6 / PPE / TGDDM Å 30 / 70 / 0.3, preblending [ PA6 / TGDDM ] then PPE, ( C ) PA6 / PPE / TGDDM Å 30 / 70 / 0.5, preblending [ PA6 / TGDDM ] then PPE, ( D ) PA6 / PPE / TGDDM Å 30 / 70 / 0.5, preblending [ PPE / TGDDM ] then PA6.
size reduction by the one-step blending, and domain size. Reduced viscosity mismatch is un-doubtedly the other contributor causing smaller therefore, the in situ -formed PA6- TGDDM-
co-PPE copolymers must play a more important role domain. Figure 10 ( D ) gives the SEM micrograph of the blend after two-step blending by preblend-in reducpreblend-ing the preblend-interfacial tension and thus the
Table IV. Mechanical Properties of PA6/PPE Blends
Tensile Strength Tensile Elongation Unnotched Izod Impact
Composition (MPa) (%) (J/M) PA6/PPE Å 30/70 28.2 2.5 111 PA6/PPE/TGDDM Å 30/70/0.1 37.5 2.8 171 PA6/PPE/TGDDM Å 30/70/0.3 55.4 4.6 586 PA6/PPE/TGDDM Å 30/70/0.5 61.2 5.9 2117 PA6/PPE/TGDDM Å 30/70/0.1a 38.9 2.9 150 PA6/PPE/TGDDM Å 30/70/0.3a 51.1 3.7 226 PA6/PPE/TGDDM Å 30/70/0.5a 50.2 3.8 186 PA6/PPE/TGDDM Å 30/70/0.5b 48.6 3.4 204
aPreblending (PA6 / TGDDM) then with PPE. b
Preblending (PPE / TGDDM) then with PA6.
ing PPE with TGDDM then with PA6. The do- blending is so drastic by considering only less than 0.5 phr compatibilizer is employed. The increase main size of this blend is also larger than that
from the one-step blending [ Fig. 9 ( D ) ] . This par- of impact strength of the blend containing 0.5 phr TGDDM is about 20 times greater than the corre-ticular blend had experienced processing
diffi-culty due to extremely higher viscosity, and some sponding uncompatibilized counterpart. The impact strength of the corresponding blends by two-step thermal degradation of PPE during first-step
blending is expected. In this system, a simple one- blending (Table IV) is substantially lower. The im-provements of the tensile strength and tensile elon-step blending appears to be a better process to
produce better compatibilized blends based on the gation of PA6/PPE blends by one-step blending are also very drastic through compatibilization. Again, above morphological observation and later
me-chanical properties. those blends by two-step blending show less im-provement than those by one-step blending on ten-sile elongation and strength (Table IV). A
compati-Mechanical Properties
bilized polyblend, in general, has finer phase do-main size, greater interfacial contact area, and Mechanical properties of PA6 / PPE blends
includ-ing tensile properties and unnotched Izod impact higher interfacial adhesion than those from the cor-responding uncompatibilized blend. The addition of strength are summarized in Table IV. When both
blend components are notched sensitive, the un- compatibilizer increases the compatibility between PA6 and PPE reflecting in the improvement of the notched impact strength is commonly used to
dif-ferentiate toughness change through compatibili- mechanical properties of the blends. The in situ-formed PA6-co-TGDDM-co-PPE copolymers are be-zation. The improvement of the unnotched Izod
impact strength of PA6 / PPE blends by one-step lieved to be responsible for such a highly effective
Table V. Estimated Numbers of Terminal Groups of PA6/PPE/TGDDM Blends Functional Group Equivalence per 106g Sample
PA6/PPE/TGDDM PA6-NH2 PA6-COOH PPE-OH TGDDM-Epoxide
30/70/0 35.3 17.6 35.0 0
30/70/0.1 35.3 17.6 35.0 9.5
30/70/0.3 35.3 17.6 35.0 28.5
30/70/0.5 35.3 17.6 35.0 47.5
aPA6: MN Å 17,000 g/mol, assumed equal {NH
2and {COOH terminal groups. b
PPE: MN Å 20,000 g/mol, assumed one PPE-OH per mol of PPE.
2. D. R. Paul, in Polymer Blends, Vol. 2, D. R. Paul compatibilization for the PA6/PPE blends. It takes
and S. Newman, Eds., Academic Press, New York, only about 1
10 by weight of the compatibilizer used
1978, p. 35. in this study relative to our previous reported
sys-3. M. Xanthos and S. S. Dagli, Polym. Eng. Sci., 31, tem20
to achieve the same high level of mechanical
929 ( 1991 ) . property improvement in compatibilizing the PA6/
4. F. C. Chang, in Handbooks of Thermoplastics, O. PPE blends.
Olabisi, Ed., Marcel Dekker Publisher, New York, 1966, p. 491.
5. J. R. Campbell, S. Y. Hobbs, T. J. Shea, and V. H. Watkins, Polym. Eng. Sci., 30, 1056 ( 1990 ) .
CONCLUSIONS
6. C. Koning and L. V. D. Vondervoort, ANTEC’92,1435 ( 1992 ) .
Polyblends of PA6 and PPE are immiscible and 7. S. Y. Hobbs, M. E. J. Dekkers, and V. H. Watkins, incompatible with poor interfacial adhesion and J. Mater. Sci., 24, 2025 ( 1989 ) .
large phase domains. A selected reactive coupling 8. S. Y. Hobbs and M. E. J. Dekkers, J. Mater. Sci., 24, 1316 ( 1989 ) .
agent can be used to compatibilize certain
incom-9. R. R. Gallucci, U.S. Pat. 5 260 374 ( 1993 ) . patible blends provided both of the blend
compo-10. J. J. Laverty, T. Ellis, J. Ogara, and S. Kim, Polym. nents possessing the necessary functional groups.
Eng. Sci., 36, 347 ( 1996 ) .
This commercially available tetrafunctional
ep-11. D. Ghidoni, E. Bencini, and R. Nocci, J. Mater. Sci., oxy monomer has demonstrated to be a highly
31, 95 ( 1996 ) . efficient reactive compatibilizer for the
incompati-12. M. K. Akkapeddi, B. V. Buskirk, and G. J. Dege, ble PA6 / PPE blends. This epoxy coupler is able
ANTEC’94, 1509 ( 1994 ) .
to react with both PA6 and PPE simultaneously
13. Y. C. Lai, J. Appl. Polym. Sci., 54, 1289 ( 1994 ) . to form the desirable PA6- TGDDM- PPE
co-14. T. Nishio, T. Sanada, and T. Okada, U.S. Pat. 5 polymers at the interface. These mixed
copoly-159 018 ( 1992 ) .
mers containing both PA6 and PPE segments tend 15. T. Nishio, H. Kuribayashi, and T. Sanada, U.S. Pat. to anchor along the interface to function as an 5 237 002 ( 1993 ) .
effective compatibilizer by reducing interfacial 16. T. Nishio, T. Sanada, and H. Satoru, U.S. Pat. 5 tension and enhancing the interfacial adhesion. 262 478 ( 1993 ) .
The domain size of the compatibilized PA6 / PPE 17. K. Suzuki and S. Ono, Jpn. Pat. 60-155259 ( 1985 ) . blends has been reduced drastically with the in- 18. H. Kasahara, K. Fukuda, and H. Suzuki, Jpn. Pat. crease of the epoxy content. Simple one-step 57-36150 ( 1982 ) .
three-component blending has demonstrated to be 19. I. Yamahsita, H. Kasahara, and K. Fukuda, Jpn. Pat. 57-165448 ( 1982 ) .
a more efficient method than the two-step
sequen-20. C. R. Chiang and F. C. Chang, Polymer, 38, 4807 tial blending in producing a better-compatibilized
( 1997 ) . blend. Additionally, the improvement of the
me-21. S. Y. Brown, Polym. Prep., 33, 598 ( 1992 ) . chanical properties is also drastic after
compati-22. K. Miyata, Y. Watanabe, T. Itaya, T. Tanigaki, and bilization. It takes only about 1
10by weight of this
K. Inoue, Macromolecules, 29, 3694 ( 1996 ) . coupler type compatibilizer relative to the
conven-23. S. P. Ting, E. M. Pearce, and T. K. Kwei, J. Polym. tional type reactive compatibilizer ( SMA ) to
Sci., Part C, Polym. Lett., 18, 201 ( 1980 ) .
achieve the same high level of mechanical
prop-24. W. H. Jo and H. C. Kim, Polym. Bull., 27, 465 erty improvements of the compatibilized PA6 /
( 1992 ) .
PPE blends. 25. Q. S. Bhatia, M. C. Burrell, and J. J. Chera, J.
Appl. Polym. Sci., 46, 1915 ( 1992 ) .
This research project was financially supported by the 26. C. R. Chiang and F. C. Chang, J. Appl. Polym. Sci., National Science Council of Republic of China under 61, 2411 ( 1996 ) .
contract number NSC85-2216-E009-001. 27. S. B. Brown, in Reactive Extrusion, M. Xanthos, Ed., Hanser Publisher, New York, 1992, p. 75. 28. N. C. Liu and W. E. Baker, Adv. Polym. Technol.,
11, 249 ( 1992 ) .
REFERENCES AND NOTES
29. J. W. The and A. Rudin, Polym. Eng. Sci., 32, 1678 ( 1992 ) .30. P. Pernice, C. Berto, A. Moro, and R. Pippa, U.S. 1. J. G. Bonner and P. S. Hope, Polymer Blends and
Pat., 5,210,125 ( 1993 ) .
Alloys, M. J. Folkes and P. S. Hope, Eds., Chapman
and E. Chataigner, Compos. Sci. Technol., 52, 299 37. C. R. Chiang and F. C. Chang, Polym. Eng. Sci., to appear.
( 1994 ) .
32. H. C. Chin, K. C. Chiou, and F. C. Chang, J. Appl. 38. W. J. Macknight and R. W. Lenz, Polym. Eng. Sci., 25, 1124 ( 1985 ) .
Polym. Sci., 60, 2503 ( 1996 ) .
33. H. C. Chin and F. C. Chang, Polymer, 38, 2947 39. I. Park, J. W. Barlow, and D. R. Paul, J. Polym.
Sci., Polym. Phys., 30, 1021 ( 1992 ) .
( 1997 ) .
34. C. C. Huang and F. C. Chang, Polymer, 38, 2135 40. M. Lu, H. Keskkula, and D. R. Paul, Polym. Eng.
Sci., 34, 33 ( 1994 ) .
( 1997 ) .
35. D. W. Lo, C. R. Chiang, and F. C. Chang, J. Appl. 41. K. Kircher, Chemical Reactions in Plastics
Pro-cessing, Hanser Publisher, New York, 1987. Polym. Sci., 65, 739 ( 1997 ) .
36. C. R. Chiang, C. R. Tseng, and F. C. Chang, J. 42. B. Liang and L. Pan, J. Appl. Polym. Sci., 54, 1945 ( 1994 ) .