國
立
交
通
大
學
機械工程學系
碩
士
論
文
玻璃刮痕消除機之設計改良
Design Improvement of Fire Polishing Machine for
Glass Scratchitti Removal
研 究 生:林哲良
指導教授:洪錫源 教授
玻璃刮痕消除機之設計改良
Design Improvement of Fire Polishing Machine for Glass Scratchitti
Removal
研 究 生:林哲良 Student:Che-Liang Lin 指導教授:洪錫源 Advisor:Shane Y. Hong 國 立 交 通 大 學 機 械 工 程 學 系 碩 士 論 文 A ThesisSubmitted to Department of Mechanical Engineering College of Engineering
National Chiao Tung University in partial Fulfillment of the Requirements
for the Degree of Master
In
Mechanical Engineering July 2007
Hsinchu, Taiwan, Republic of China
玻璃刮痕消除機之設計改良
學生:林哲良 指導教授:洪錫源 國立交通大學機械工程學系(研究所)碩士班 摘 要 歐美澳等國家的玻璃刮痕塗鴉情形非常嚴重,為了解決嚴重的玻璃刮 痕問題以一種創新的技術來消除玻璃上的刮痕,利用熱源將玻璃表面加熱 軟化至與刮痕深度相同,迫使玻璃表面薄層溶解至液體狀態,使玻璃表層 呈現黏性狀態,再藉由冷卻玻璃的期間,玻璃會藉由表面張力的作用自行 去填補刮痕,直到玻璃冷卻至室溫,玻璃則會回復到原本的光滑狀態,這個技術,將其稱作為Controlled Fire Polishing。
本論文整理過去對於玻璃隨溫度變的特性相關的觀察與研究,為了提 高玻璃火焰拋光的成功率,對玻璃刮痕消除機進行設計改良,改良玻璃刮 痕消除機的缺點,並改善噴嘴的火燄均勻度以及玻璃的輸送方式,以增加 機器之可靠度。藉由進行玻璃刮痕消除試驗,以驗證設計改良時之預期的 結果,並討論在不同的實驗參數下對玻璃刮痕消除的影響。 最後,經由玻璃刮痕消除試驗,我們可以將量測與拋光實驗實際結果 作比較,並歸納出下一代新型火焰拋光機之改良建議。
Design Improvement of Fire Polishing Machine
for Glass Scratchitti Removal
Student: Che-Liang Lin Advisor: Shane Y. Hong
Department of Mechanical Engineering National Chiao Tung University
ABSTRACT
Scratchitti on the glasses of pubic utilities has become a common but serious problem in the United States, Europe, and Australia. In order to solve the serious glass scratchitti problem that a new technique developed in removal of scratches on glasses utilizes flame to heat the surface of the glass and a thin layer, of the same depth of the glass scratches, will melt and appears obvious viscosity. Then, during quenching to the ambient temperature, the scratches will be “fixed” by the surface tension until they are removed and the surface of the glass turns out to be smooth, which is the technique we call “Controlled Fire Polishing”.
The thesis integrated the observation and research of glass characteristics change with temperature. In order to make machine operate as reliably as possible, it was proposed that a mechanism design and improvement based on the physical property of glass change with temperature. By proceeding the fire polishing experiment, the design and improvement could be verified, and it can be discussed that the influence on fire polished glass in different condition.
After fire polishing experiment, we could compare the result of experiment and measurement to conclude the suggestion of the new fire polishing machine of next generation.
致謝
由衷地感謝幫助我完成論文的每個人。首先感謝我的指導教授洪錫源 老師,對我的教誨與指導使本論文得以順利完成,老師對於研究學問嚴謹 的態度與專注的精神是我學習的目標,除了課業上的指導之外,對於日常 生活的關心與不吝提供對事物各種觀點與建議,使我無論在待人處事的態 度及未來規劃的思考均受益匪淺。本論文也是經由老師的悉心教導與逐字 斧正才得以順利完成,在此謹致上最深的謝意。 感謝口試委員 成維華教授、鄭璧瑩教授在審查的過程中,對論文的指 正與建議,讓本研究得以更加完善。 感謝在交大這兩年中在研究室裡幫助我、陪伴我的學長(岳儒、家進、 信達、聖展、國賢、中翰、小布、小臺、靜翔),以及我的同學(士芸、柏 宇、柚子、峻榕、宣穎、建堯),與學弟們(子傑、重延、建誠、育生、逢 城),謝謝你們總是忍受我做實驗來來的不方便,也謝謝你們在撰寫論文過 程中提供寶貴的建議,給予我許多協助與鼓勵。所有熟悉或相識的朋友, 由衷感謝。 最後,僅以此論文獻給我最親愛的家人,你們是我求學過程中最大的 支持力量,無怨無悔的付出與關懷,讓我得以專心完成碩士學業。目 錄
中文摘要 ……… i 英文摘要 ……… ii 誌謝 ……… iii 目錄 ……… iv 表目錄 ……… vi 圖目錄 ……… vii 一、緒論 ……… 1 1.1 前言 ………. 1 1.2 研究背景 ………. 3 1.3 研究動機 ………. 7 1.4 文獻回顧 ……….. 8 1.4.1 預防破裂相關文獻回顧 ……….. 8 1.4.2 燃燒器相關文獻回顧 ………... 9 1.5 本論文研究內容說明 ………. 11 二、玻璃的性質與溫度的關係 ………..……… 12 2.1 前言………...………. 12 2.2 玻璃的特性 ………. 12 2.3 玻璃之成分與基本性質 ………. 15 2.4 玻璃隨溫度變化特性 ………. 16 2.4.1 黏度 ……….……...……….. 17 2.4.2 密度 ……….……...……….. 182.4.3 比熱 ……….……...……….. 20 2.4.4 熱傳導係數 ……….……... 22 2.4.5 彈性係數 ……….……... 25 三、玻璃刮痕消除機的設計改良 ……… 27 3.1 前言 …………...………...…. 27 3.2 設計改良方向 ………. 27 3.3 新型火焰刷的要求與設計 ………. 28 3.3.1 新型噴嘴的需求 ……….. 28 3.3.2 新型噴嘴的設計對策 ……….. 29 3.3.3 新型噴嘴的詳細設計 ……….. 32 3.4 玻璃輸送帶的運送與改良 ………. 39 3.4.1 玻璃輸送帶的需求 ……….. 39 3.4.2 輸送系統的設計對策 ……….. 40 3.4.3 輸送系統的詳細設計 ……….. 41 四、玻璃刮痕消除試驗 ……… 44 4.1 前言 ………. 44 4.2 實驗目的 ………. 44 4.3 實驗設備 ………. 44 4.4 實驗步驟 ………... 47 4.5 實驗參數的選擇驟 ……….… 48 五、結果與討論 ……… 50 5.1 前言 ………. 50
5.2 實驗結果 – well polished ………..…………. 50 5.3 實驗結果 – 玻璃移動速度影響 ………..…………. 54 5.3.1 玻璃移動速度過慢 ………...………... 56 5.3.2 玻璃移動速度過快 ……….. 58 5.4 實驗結果 – 氣體流量大小影響 ………..…. 58 5.4.1 氣體流量過大 ……….. 58 5.4.2 氣體流量過小 ……….. 60 六、結論與建議 ……… 62 6.1 結論 ………. 62 6.2 建議 ………. 63 參考文獻 ……… 65
表目錄
表2-1 鈉鈣玻璃特性表 ...16 表2-2 玻璃在各種不同溫度下的密度...19 表2-3 各種玻璃之玻璃成分定數 ...21 表2-4 鈉鈣玻璃成分表 ...21 表3-1 新型噴嘴需求與牽涉的關鍵...31 表3-2 黃銅與銅合金特性比較 ...32 表3-3 各種傳動機構之比較 ...41 表3-4 陶瓷纖維板的所有規格與其特性...42 表4-1 玻璃刮痕消除試驗參數表 ...48 表4-2 流量計讀數校正表 ...49 表5-1 Well - polished實驗參數...51 表5-2 Over - heated實驗參數 ...54 表5-3 Under - heated實驗參數 ...56 表5-4 Over - heated實驗參數 ...58 表5-5 Under - heated實驗參數 ...60圖目錄
圖1-1 地下鐵車窗刮痕的嚴重情形...2
圖1-2 controlled fire polishing實行過程 ...4
圖1-3 controlled fire polishing實行原理 ...4
圖1-4 火焰刷設計示意圖 ...5 圖1-5 玻璃刮痕消除機示意圖 ...6 圖2-1 玻璃性質與溫度變化的關係...14 圖2-2 玻璃黏度與溫度變化的關係...17 圖2-3 玻璃密度與溫度變化的關係...20 圖2-4 玻璃比熱與溫度變化的關係...22 圖2-5 玻璃熱傳導性與溫度變化的關係...24 圖2-6 鈉鈣玻璃溫度-彈性係數曲線...26 圖2-7 鈉鈣玻璃溫度-E、G、μ曲線...26 圖3-1 水冷銅管 ...33 圖3-2 噴嘴水冷進出 ...33 圖3-3 水冷進入與離開噴嘴本體的交接處...34 圖3-4 噴嘴本體水冷連通道 ...34 圖3-5 噴嘴本體水冷流道 ...35 圖3-6 噴嘴水冷循環示意圖 ...36 圖3-7 噴嘴不鏽鋼水冷蓋等角視圖...37 圖3-8 混合燃料均勻分佈裝置 ...38
圖3-9 噴嘴內部氣體流動方向 ...38 圖3-10 玻璃刮痕消除機改良型示意圖...43 圖4-1 玻璃刮痕消除機改良型 ...45 圖4-2 實驗燃料供應設備 ...46 圖5-1 火焰拋光前的玻璃試片 ...52 圖5-2 Well - polished的玻璃試片一...52 圖5-3 Well - polished的玻璃試片二...52 圖5-4 Well - polished的玻璃試片三...52 圖5-5 火焰拋光前的玻璃試片 ...55 圖5-6 Over - heated的玻璃試片 ...55 圖5-7 火焰拋光前的玻璃試片 ...57 圖5-8 Under - heated的玻璃試片 ...57 圖5-9 火焰拋光前的玻璃試片 ...59 圖5-10 Over - heated的玻璃試片 ...59 圖5-11 火焰拋光前的玻璃試片 ...61 圖5-12 Under - heated的玻璃試片 ...61 圖6-1 拋光後玻璃邊緣自然圓滑 ...63
一、 緒論
1.1 前言 玻璃具有良好的透光性,具有耐磨損、耐高溫、耐潮濕、抗靜電等優 點,使得玻璃在生活及工業中的應用非常廣泛,不管是建築業、汽車業、 傢俱業,到處都能看到以玻璃為材料的製品出現。隨著台灣工業的成長與 進步,玻璃產品已充斥在我們的生活之中,玻璃的用途上也愈來愈廣泛, 無論從一般的平板玻璃和玻璃容器製品,甚至到高科技的LCD、光纖玻璃 、電子線路基版、半導體元件等,都可以體會到玻璃研究的價值。玻璃帶 給了我們生活的便利,但在新的玻璃技術發展技術成型以前,已可以發現 到玻璃淺在的問題,即是刮痕產生的問題。 惡意塗鴉破壞公物的行為長久以來一直是一個嚴重的社會問題,特別 是在公共交通運輸系統和城市郊區附近裡。在歐洲、美洲大眾運輸系統中 的地鐵這部分,地鐵的門、窗玻璃上常常可見到有一條條的刻痕,很明顯 的這是人為破壞的結果,政府對於此種情形目前無法可管,但是對於地鐵公司來說可就損失慘重了。New York City Transit (NYCT)紐約地鐵公司,從
1989 年 5 月起已經組織了一支去污小組。他們能夠在 24 個小時內除去車箱 裡頭的油漆和墨水所塗寫標記。然而,他們還是無法改善聚碳酸酯或是玻 璃窗子上的抓痕蝕刻。根據統計,NYCT 必須每年至少花費 6000 萬~7000 萬美元在替換損壞的車窗玻璃這方面,而且目前只針對於已經嚴重損害到 光線無法穿透的玻璃進行更換。 此外,也慢慢地可以發現到,不只在美國紐約地下鐵有遭受到玻璃被 塗鴉的情形,此問題已經漸漸的擴散到世界各個角落,玻璃刮痕的問題不 僅僅發生在歐、美等已開發的國家中,在其他國家甚至是全世界都有著同 樣的問題,玻璃刮痕的問題並不局限在於地下鐵、私人用車的窗子、公共 汽車的車門、住家以及辦公大樓也嚴重受這類惡意破壞公物的行為所苦, 在現階段並沒有比較簡單的方法來處理玻璃刮痕的問題,要消除一道惡意 破壞的玻璃刮痕可能要花費數個月的時間來修理,並且花費數千美元的社 會成本,引用一份美國費城的社會報導,全美每年要花上 10 億美元來處理 玻璃刮痕的問題[1],所以再不有適當的方法去解決,往後所消耗的社會 資源將會遠高於往昔。
《華盛頓觀察》週刊( Washington Observer weekly ) 03 年第 45 期 (總第 61 期:12 月 03 日) [2]寫到,蓋洛普民調公司對美國犯罪率排行榜做的調 查所顯示,在公共設施上亂寫亂畫的破壞公物罪(Graffiti Vandalism ),是美 國2003 年發生頻率最高的一項犯罪。有 15%的美國人回答說自己或自己的 家庭成員有過房屋,汽車或其他物品被這些“塗鴉”藝術家破壞的經歷,其中 據調查破壞公物罪的報警率大約只有 70%,因此可以發現勢必有超過兩成 的美國民眾有被破壞公物的困擾。其中範圍也包括了在玻璃上做刮痕式的 “塗鴉”藝術,更有人在列車的玻璃上使用鑰匙、刀片、砂紙、石頭把玻璃弄 得到處都是刮痕,其不但使玻璃產生白色的刻痕而且使玻璃變的不透明, 使人感覺到不舒服(如圖1-1)。 玻璃上的刮痕不只會造成不雅觀,更會大大的減低了玻璃的強度性 質,當玻璃表面上有缺陷或微細小刮痕等,不論是人為所造成的缺陷;還 是空氣中的風沙或小石所造成的微小刮痕,這都會造成當玻璃受力時,在 表面缺陷兩端產生的應力集中的現象而大大地降低了玻璃的強度。因此, 嘗試去消除玻璃表面的刮痕是相當值得去挑戰的地方。 圖 1-1 地下鐵車窗刮痕的嚴重情形
1.2 研究背景 一般的玻璃廠在運送、處理產品流程中會有些刮痕、磨損的情況產生, 廠商應變的方法是採用傳統研磨方式,然而,玻璃研磨費時、重量重、易 破裂,使得玻璃在加工上具有一定的困難度。玻璃有良好的可回收性,例 如無色玻璃回收後能100%的重新再製。使得一般玻璃工廠在處理有刮痕的 玻璃時,通常是將玻璃打碎重製。即使在一大片的玻璃上只有一小部份有 刮痕時仍將它打碎重製。這種方法雖然方便,但是重製時為達到與原物料 混合均勻,需將整片玻璃加熱至 1500℃以上(~2300kJ/kg 玻璃),以熱效率 50%計算,熔融重製玻璃約需要 6000kJ/kg[3],如此只為了處理一小片的 刮痕,缺乏經濟效益。 一般處理玻璃小範圍刮痕的方法,是利用研磨的方式,將刮痕附近的 玻璃磨耗,以求視覺上達到刮痕消除。但是研磨需在低速、低壓下接觸玻 璃表面進行加工,不僅耗費時間,且磨耗部份的玻璃粉末在空氣中對人體 的呼吸系統會產生危害。 為了達成玻璃刮痕消除的目的,任教於美國哥倫比亞大學機械系實驗 室的洪錫源教授在玻璃工廠的參觀過程中,發現玻璃杯尖銳的切口在完工 前都可以用烈焰補平,於是他運用火焰拋光法的創新概念,利用丙烷─氧 氣兩種不同的混合性氣體當燃料對玻璃進行刮痕消除的測試,以火源移動 的速度、火焰噴嘴口與玻璃的距離、燃燒氣體與氧氣的混合比、混合氣體 的流量等四個參數交互做實驗測試,成功的找出了在某些參數範圍內真的 可以成功的達到玻璃表面刮痕相除的功效,並且已成功的設計出玻璃刮痕 消除機─火燄刷,這是指一種利用創新技術的機器,可將玻璃表面加熱軟 化至與刮痕深度相同,迫使玻璃表面薄層溶解至黏性狀態(如圖 1-2),再 藉由自然地冷卻玻璃的期間,玻璃會藉由表面張力的作用自行去填補刮痕 (如圖 1-3),直到玻璃冷卻至室溫,玻璃則會回復到原本的光滑狀態,這
個技術,稱作為controlled fire polishing。
在實行controlled fire polishing 原理時,必須控制玻璃表面的溫度值,
而影響玻璃於加熱過程表面的溫度主要有兩大因素,第一是噴嘴所吹出的 火焰溫度,噴嘴的火焰溫度主要是以控制進入噴嘴的混合氣體流量大小以 及氣體的混合比例來達成,所以在實行過程,丙烷與氧氣的流量以及混合 比例是需要掌握的參數;第二是玻璃與噴嘴相對移動的速度,因兩者彼此 相對移動的速度會影響到玻璃經由噴嘴所吹出的火焰過程中所吸收的熱量 大小,因此玻璃與火焰的相對速度亦是必須要掌握的參數之ㄧ。
圖 1-2 controlled fire polishing 實行過程[10]
任教於美國哥倫比亞大學機械工程學系實驗室的洪錫源教授的研究團 隊經由實驗[11],利用和丙烷和氧氣兩種不同的混合性氣體當燃料對玻璃 進行刮痕消除的測試,以火源移動的速度、火焰噴嘴口與玻璃的距離、燃 燒氣體與氧氣的混合比、混合氣體的流量等四個參數交互做實驗測試,成 功的找出了在某些參數範圍內真的可以成功的達到玻璃表面刮痕相除的功 效。 〝玻璃刮痕消除機〞是一種利用玻璃表面升溫的方法,改變玻璃特性 以達成刮痕消除的最終目的。刮痕消除之機制為使玻璃在此高溫狀況下因 流動性的增加以及在表面張力的作用下,使玻璃產生足夠之流動性而將表 面刮痕消除。玻璃刮痕消除機的基本原理是利用火焰刷的新構想(如圖1-4) 噴出由氧氣與丙烷所組成的火焰,利用此火焰燃燒加熱,將有刮痕的玻璃 表面加熱到玻璃的軟化點(720℃~730℃)以上的熔融狀態,利用表面張 力以及本身的流動能力牽引下,使得此區塊癒合成新的表面,以消除玻璃 刮痕。此外噴頭可隨著刮痕大小不同隨時作更換,比傳統方式更具有經濟 效益。 圖1-4 火焰刷設計示意圖[11]
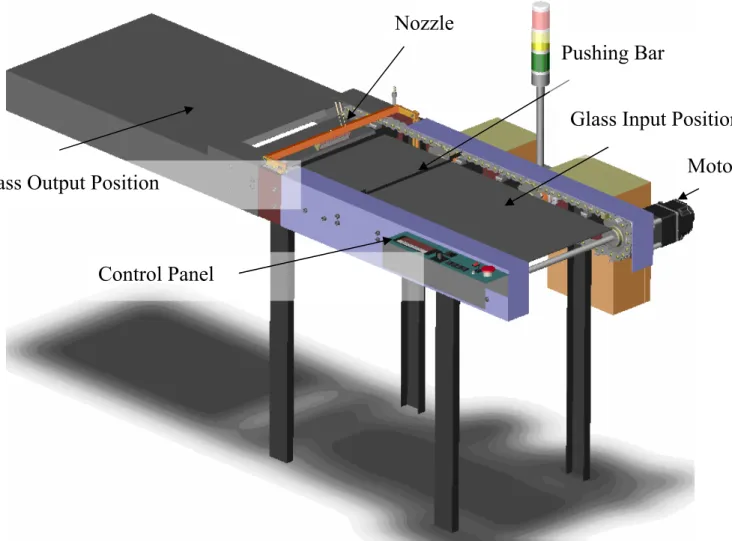
為了可以更有效率的進行修補受損玻璃,並且可處理較大量以及較大 面積的玻璃,第二代的玻璃刮痕消除機是以連續生產線的觀念而設計,為 了避免加熱過程重力對玻璃表面熔融造成流動性的影響,以及確保加熱玻 璃的過程中熱傳遞分布和支持玻璃力量的均勻性,設計是採可以平放玻璃 於一均勻平面的方式對玻璃做熱處理,此乃是機器設計的基本需求,除此 之外,為了可以實行玻璃刮痕消除拋光處理的過程,以及對各種大小尺寸 不同的玻璃進行刮痕消除的目的,也因此所製造出的玻璃刮痕消除機勢必 須要可以有彈性調整空間來滿足各式大小的玻璃所使用,或者,可藉由簡 易的組裝使其能滿足各式大小的玻璃做拋光,因此综合以上諸多原因,產 品與製程發展實驗室設計出一台新型的玻璃刮痕消除機---平臺式玻璃刮 痕消除機(如圖 1-5),使之可更準確並更有效率的進行玻璃刮痕消除的工 作。
Glass Output Position Motor
Control Panel
Glass Input Position Pushing Bar
Nozzle
1.3 研究動機 玻璃刮痕消除機的設計在進行刮痕消除時,必須精確的控制丙烷與氧 氣混合的比例以及流率,使噴嘴所產生穩定且合適的火燄溫度可恰好熔化 玻璃表層,再借由表面冷卻的過程完成玻璃刮痕消除,因此在參數的控制 上是必須要精確掌握的。 平臺式玻璃刮痕消除機可以有效的避免加熱過程重力對玻璃表面熔融 造成流動性的影響,以及確保加熱玻璃的過程中熱傳遞分布和支持玻璃力 量的均勻性,因此設計是採用可以平放玻璃於一均勻平面的方式對玻璃做 熱處理。 但是,目前實驗室的玻璃刮痕消除機還存在著許多缺點,例如: 火焰 刷的火焰分布不均勻,如此可能導致玻璃試片在進行火焰拋光實驗的過程 中產生破裂,以及玻璃試片運送進行的方式不恰當的話,會造成給予玻璃 試片本身其他額外的應力,導致玻璃試片在進行火焰拋光實驗的過程中產 生變形,如此較不易於掌握玻璃試片受力的因素影響,進而使得玻璃試片 進行火焰拋光實驗的成功率下降。 為了達到提升玻璃試片刮痕消除的成功率,本篇研究嘗試著從機構方 面進行設計與改良,除此之外,並盡量減少玻璃局部受熱的範圍,使玻璃 可保持物理特性的均勻性質,以增加玻璃試片刮痕消除的成功率。參考從 過去根據分析模擬玻璃試片應力的產生與破裂的原因[4],並且從玻璃試 片預防破裂的方向來進行玻璃刮痕消除機的設計與改良,以期望達成玻璃 刮痕消除之預期目標,使玻璃刮痕消除實驗的成功率可以提高。
1.4 文獻回顧 於西元 2001 年,任教於美國哥倫比亞大學機械系實驗室的洪錫源教授 提出玻璃火焰拋光的專利[5]。玻璃火焰拋光的原理是一種利用玻璃表面 升溫的方法,改變玻璃特性以達成刮痕消除的最終目的。刮痕消除之機制 為使玻璃在此高溫狀況下因流動性的增加以及在表面張力的作用下,使玻 璃產生足夠之流動性而將表面刮痕消除。在刮痕消除的過程中常因加熱不 均勻而使玻璃產生熱應力而使玻璃發生破裂。探討如何減低火焰拋光玻璃 時,發生破裂的可能性,以期日後對新一代火焰拋光機之研發有所俾益。 1.4.1 預防破裂相關文獻回顧 玻璃是一種很特別的物質,它是一種流體但以固體的形式展現。關於 本實驗所使用的玻璃試件種類,就製作方式而言,為西元 1959 年由 Sir
Alastair Pilkington(1920-1995)發明之「浮式玻璃(Float Glass)」製程。利用比 重不同,使玻璃熔融液體浮在錫槽之上形成平板狀。故以外形區分,稱為 「板玻璃(Glass Plate)」。若就成份而言,因其 Na 與 Ca 含量比例僅次於主
成份Si 故稱為「鈉-鈣玻璃」(Soda-lime Glass)。
有不少的論文討論過玻璃在一定溫度範圍內所呈現的潛變(Creep)與應 力鬆弛(Stress Relaxation)黏彈性現象。在西元 1946 年時,[6]Tool 首度以
鬆弛的觀點探討玻璃的熱膨脹與溫度關係。到了西元 1970 年,[7]O. S. Narayanaswamy 使用 Tool 的模型並在鬆弛現象中加入時間的效應,將溫度 與時間關係導入應力鬆弛現象之中,討論以鈉鈣玻璃為材料在轉移域時, 受扭力時的鬆弛現象。 在西元1956 年時,[8]Spinner 曾對溫度與玻璃彈性係數的關係有過一 番討論。在考慮玻璃退火情況時,將玻璃在不同溫度下區分為彈性體、黏 彈性體、黏性流體三個溫度區域。在轉移域內的黏彈性現象牽涉到玻璃當 時的物理變化,例如:膨脹係數、熱傳導係數等…。 關於玻璃在常溫下因自身重量而產生的流動程度的相關討論,西元 1999 年Zanotto & Gupta分別用Maxwell黏彈性體和Newtonian黏性流體解釋 窗玻璃在長時間下的流動行為[9]。分別得到,如果要讓窗玻璃的厚度改
變5%的時間為 1023年與107年。所以,在常溫下玻璃流動是很難被發現的。 在西元2000 年,[10]Kerill Titiyevskiy 經由實驗發現玻璃破裂的主要 原因是由熱膨脹所引起的。縱合歸納起來有兩種不同的破裂原因︰ (一)Body cracks 此種破裂的現象通常垂直於玻璃試片的表面,而且很容易從玻璃的表 面延伸出來。破裂長度通常大於10 (cm),且容易造成分支。是由玻璃表面 的熱膨脹所引起的,因此增加玻璃內部階層的張應力超過玻璃破裂點所造 成的。通常發生在開始加熱的階段,而且溫度較低以及較大的火焰比起溫 度較高以及較小的火燄更容易造成此種破裂現象。因此,要解決此種破裂 現象必須要減少玻璃表面的受熱面積,因此以達到減少玻璃表面的熱應力。 (二)Surface chips 當一個小範圍且迅速加熱的表面開始冷卻時,鄰近的材料會因熱傳導 的作用而受熱。因此,當受熱中心開始冷卻收縮、內部階層膨脹而在玻璃 的邊界上產生了較大的張應力。此種破裂現象的特徵,是由於較高加熱火 燄、較小的受熱面積以及加熱和冷卻率的不同所造成的。此種破裂現象無 法藉由減少受熱面積來排除,因為破裂造成的原因是由於局部溫度梯度所 造成。因此,要解決此種破裂現象必須要減少玻璃的溫度梯度。 於西元2002 年,在美國哥倫比亞大學博士班學生 JUN 首先採用火焰拋 光法消除玻璃表面刮痕[11],利用乙炔─氧氣和丙烷─氧氣兩種不同的混 合性氣體當燃料對玻璃進行刮痕消除的測試,以火源移動的速度、火焰噴 嘴口與玻璃的距離、燃燒氣體與氧氣的混合比、混合氣體的流量等四個參 數交互做實驗測試,成功的找出了在某些參數範圍內真的可以成功的達到 玻璃表面刮痕相除的功效,並且已成功的設計出玻璃刮痕消除機─火燄 刷。但是,在分析熱應力時,他假定玻璃為理想彈性體,未考慮玻璃在不 同溫度範圍內的材料非線性行為,造成模擬應力與真實應力差距甚大。 1.4.2 燃燒器相關文獻回顧
在有關噴嘴的文獻裡,西元1997 年,[12]Bauka & Gebhart 以天然氣 與氧氣預混和燃燒火焰打在不同材質與處理的金屬板子,其中有經過拋光 過的金屬、未經處理的金屬與表面塗黑的金屬,做有關熱對流、熱輻射還 有熱化學熱釋放,結果可以看出經過拋光處理的金屬有最低的熱通量,由 上述的結果對於熱輻射的影響很大,因此在選用材質時以容易切削材料作 為基材,可以很精確的達到經度水準,在防止輻射熱的方面則在靠近火源 的地方磨光或者塗上反輻射熱的材質,可以大大減少噴嘴對熱的吸收。
於西元2003 年,[13]Yokomori & Mizomoto 從噴嘴噴出的擴散面積作
最佳化理論分析,以氣體的流速壓力等條件,再以一個目的函數求得氣體 噴離噴出口最小的面積,此方法可以精確的得出火焰噴的截面積大約有多 少,可是外在的因素如溼度、熱對流、與擾亂的氣流等等,都會干擾所呈 現的現象,且無法得知火焰的溫度與穩定度。重點在於如何以最佳化的方 式設計出比較合理的形狀,可以使得噴出的流體更能達到想要的目的。 而當火焰以一個角度衝擊一平面時,整個溫度場的分佈都不同,[14]
Shuhn-Shyurng Hou & Yung-Chang Ko 對火焰與受熱面的加熱高度還有與垂 直高度成一角度時的熱效益,火焰的結構不但與傾斜角有關且與加熱高度 有關,而溫度的分佈與火焰結構有關,且熱效益並非在垂直燃燒的時候發 生,是當傾角60 度、加熱高度 12 (mm)時有較高的熱效益,隨著加熱源與 受熱面的減少,熱效益會由小漸增至極大在逐漸變小;傾斜角度從垂直至 傾斜,熱效益也是漸增至極大後遞減。 比較單孔與多孔狹縫火焰噴流的的熱傳特性,[15]Kwork, Leung, Cheung 主要是對圓孔噴嘴與多孔狹縫噴做比較。在多孔狹縫噴嘴實驗中研 究的重點在於狹縫間距與燃燒高度所表現的熱通量。隨著噴流間距加大與 噴流與加熱面距離加大,則火焰彼此間的引響減少,heat flux 最小的地方並 非發生在兩焰交會的地方,而是偏向外側的噴焰,反而兩焰之間的heat flux 最大,這樣的資訊可以讓我們在改進噴嘴的設計時,可以注意到噴嘴與火 焰加熱時的現象,讓新型的噴嘴在線加熱上能達到更均勻。 1.5 本論文研究內容說明
玻璃刮痕消除機的設計在進行刮痕消除時,必須精確的控制丙烷與氧 氣混合的比例以及流率,使噴嘴所產生穩定且合適的火燄溫度可恰好熔化 玻璃表層,再借由表面冷卻的過程完成玻璃刮痕消除,因此在參數的控制 上是必須要精確掌握的。 由於目前實驗室的玻璃刮痕消除機還存在著許多缺點, 火焰刷的火焰 分布不均勻,如此可能導致玻璃試片在進行火焰拋光實驗的過程中產生破 裂,以及玻璃試片運送進行的方式不恰當的話,會造成給予玻璃試片本身 其他額外的應力,導致玻璃試片在進行火焰拋光實驗的過程中產生變形, 如此較不易於掌握玻璃試片受力的因素影響,進而使得玻璃試片進行火焰 拋光實驗的成功率下降。 改良玻璃刮痕消除機的缺點之後,仍需要實際的經由試驗量測來驗 證,如此設計改良的結果才有意義,並且能再利用此結果繼續接下去的設 計改良之工作。 進行玻璃刮痕消除的試驗,目標在於尋找適當的火焰拋光參數範圍, 以控制玻璃內應力;保持玻璃的物理均勻性質,預防玻璃可能的變形以及 破裂,以期望達到提升玻璃火焰拋光的成功率。 最後,藉由玻璃刮痕消除的試驗實際結果作比較,並歸納出下一代新 型火焰拋光機之改良建議。
二、 玻璃的性質與溫度的關係
2.1 前言 在進行玻璃刮痕消除實驗之前,首先必須先對加熱時可能改變的玻璃 溫度特性與其承受的力學行為,有一定程度了解才行,因此本章主要在探 討玻璃在不同溫度下變形時,玻璃隨溫度變化的關係。 大多數的液體在冷卻時,到達一定的溫度就會凝固變成晶體。但是有 某些液體在冷卻過程中卻不在固定溫度下凝固,而只是逐漸地增加粘性, 最後無法形成結晶而成為固形物。這類的物質若再加熱後又會軟化變為液 體,而不呈現一般物質的固定熔點。這種非結晶性的凝固物即所謂玻璃狀 態(Glassy state),具有此種狀態之物質即稱之為玻璃(Glass)。 2.2 玻璃的特性 玻璃材料具有透光率佳、寬波長穿透範圍、硬度高、耐磨損、耐高溫、 耐潮濕、抗靜電等良好的優點,同時也有良好之生物相容性,可應用在許 多領域之中。然而,玻璃加工不易、研磨費時、密度大、易碎裂等性質也 使得玻璃在加工上具有一定的困難度。 玻璃在常溫下能保持一定的外型,但其硬度較高,脆性較大,破碎時 破斷面往往為貝殼狀,它在特定波長範圍內透明性良好。從外觀特徵上來 判斷,玻璃屬於固體。但從微觀結構來看,其特徵為“遠程無序"和“近 程有序",類似於液體的非結晶構造。一般來說,玻璃具有以下列特性[1]︰ (一)各向同性 均質玻璃體其各個方向的性質,如硬度。彈性模數。折射率。熱膨脹 係數。導熱係數等性能都是相同的,這與非等軸晶系的各項異性顯著不同。 實質上各項同性是玻璃內部質點無序排列而呈統計均質結構的外在表現, 這點與液體近似。當然,對於非均質玻璃或玻璃中存在有應力,則可顯示出各項異性, 例如玻璃在互相垂直的方向作用著不相等的應力,則光沿著不同方向的傳 播速度各異而形成光程差,這就產生應力雙折射現象,這點又與液體有很 大的不同。 (二)界穩性 在一定條件下,系統可以長時間處於比穩定態能量高的狀態,這就稱 為能量的界穩狀態。玻璃是在低溫下保留了高溫時的結構狀態,也就是說, 當熔體冷卻的起程中由於黏度急劇增大,質點來不及作遠程有序排列而玻 璃化,因此它所釋放的能量較結晶潛熱小,即玻璃與晶體相比含有過剩的 能量。玻璃處於能量的界穩狀。這裡需要特別說明,能量的穩定狀態不是 指內能最低,而是指某物質在該溫度下具有最小的自由能。上述的能量界 穩性是指實際製備的玻璃體所具備的特徵,而對於理論上所謂的理想玻璃 (雖然實際中可能無法製備)與同成分晶體在轉變溫度和壓力下的自由能值 相等,這表明它們在熱力學上都是穩定態。所以,玻璃態只有從微觀結構 特徵去定義才能與晶態相區別。 (三)凝固的逐漸性和可逆性 當熔融體向玻璃體轉變時,其凝固過程是逐漸的和可逆的,這和結晶 過程有明顯的區別,就是說結晶過程中系統必有新相出現。在結晶溫度時 許多性質也將發生突變(即結晶溫度對應性質的多值性)。可是當熔體向固態 玻璃轉化時,凝固過是在較寬廣的溫度範圍內完成的,其性質也是連續變 化的(即溫度對應性質的單值性)。隨著溫度的下降,熔體黏度愈來愈大,最 後形成固態玻璃,但始終沒有新相出現,即自由度不發生變化。至於從熔 體像玻璃體過渡的溫度範圍有多寬取決於玻璃組成,它一般波動於幾十到 幾百度之間。同樣、由固態玻璃加熱而變為熔體的過程也是漸變的,因而 玻璃體沒有固定的熔點,而只有一個軟化溫度範圍。利用這一特性,工業 上常常將玻璃在一定溫度下用吹製、拉製、壓製等方法來成型。 一些非傳統玻璃往往不能滿足這種可逆性,就是說它們不像傳統玻璃 那樣是析晶溫度Tc高於轉變溫度Tg,而是Tg>Tc,例如許多用氣相沉績等方
法製備的Si、Ge、Bi等無定形薄膜,其Tc低於Tg,即加熱到轉變溫度Tg之前 就會產生析晶的結構轉變(如圖2-1)。雖然它們在結構上也屬於玻璃態, 但在宏觀特性上與傳統玻璃有一定差別,故而習慣尚稱這類製品為無定形 物質。 (四)物理、化學性質隨溫度變化的連續性 玻璃體由熔融狀態冷卻轉變為機械固體或者加熱的相反轉變過程,其 物理和化學性質的變化是連續的。由(如圖2-1)可見,曲線,Ⅰ、Ⅱ、Ⅲ是 各種性質在玻璃轉變過程中隨溫度變化的三種類型。有些性質,例如比容 ν、熱焓Η等是按Ⅰ線變化的,它們都是自由能的一階偏導數;另一些性質, 例如熱容C、膨脹係數α、壓縮係數β等是按Ⅱ線變化的,它們都是自由能 的二階偏導數。這些性質在Tf~Tg轉變範圍內的變化比前一類性質大得多。 近似於突變;Ⅲ線是自由能的三階偏導數性質,如導熱係數和一些機械性質 (彈性常數等)隨溫度的文化曲線、它們在Tf~Tg轉變範圍內具有極大值的變 化。 圖2-1 玻璃性質與溫度變化的關係[16]
在玻璃性質隨溫度變化的曲線上可以注意到兩個分界的特徵溫度Tg和 Tf。溫度Tg相應於性質與溫度曲線上低溫直線部分開始轉向彎曲部分的溫度 (即圖中b、b'、b''點);溫度Tf相應於曲線彎曲部分開始轉向高溫直線部分的 溫度(即圖中c、c'、c''點)。 脆性溫度Tg是玻璃出現脆性的較高溫度,它相當於黏度η為1012Pa.s 時的溫度。由於在這個溫度下可以消除玻璃製品因不均勻冷卻而產生的內 應力,所以也稱為退火溫度上限。 軟化溫度Tf是玻璃開始出現液體狀態典型性質的溫度,它相當於黏度η 為108Pa.s時的溫度。Tf也是玻璃可拉成絲的最低溫度。由此可見,Tg、Tf 對於控制玻璃的性質有者特殊的意義。 由圖可知足,性質–溫度曲線Tg以下的低溫段和Tf以上的高溫段其變化機乎 成直線關係,這是因為前者的玻璃為固體狀態,而後者則為力熔體狀態, 它們的結構隨溫度是逐漸變化的。可是性質–溫度曲線在Tg和Tf溫度範圍內 不成直線關係,即性質變化或多或少是突然的。 由圖還可見性質–溫度曲線中Ⅱ線比Ⅰ線的變化速度大,而且Ⅱ線在高 溫段和低溫段的直線(c'd'和、a'b')延長線不能在Tf~Tg區內相交,而線在 高溫段和低溫段的直線(cd和、ab)延長線可以在Tf~Tg區內相交(習慣上 常把此交點稱為玻璃轉換溫度,也用Tg表示)。這表明自由能二階偏導數性 質在Tf~Tg溫度範圍內近乎突變。因此仍屬於溫度對應性質的單質性,它與 熔體結晶或晶型轉變時的性質突變(溫度對應性質的多值性)完全不同。 2.3 玻璃之成份與基本性質 玻璃具有良好的透光性,具有耐磨損、耐高溫、耐潮濕、抗靜電等優 點,使得玻璃在生活及工業中的應用非常廣泛,不管是建築業、汽車業、 傢俱業,到處都能看到以玻璃為材料的製品出現。然而,玻璃研磨費時、 重量重、易破裂,使得玻璃在加工上具有一定的困難度。玻璃在常溫下能 保持一定的外型,但其硬度較高,脆性較大,破碎時破斷面往往為貝殼狀, 它在特定波長範圍內透明性良好。從外觀特徵上來判斷,玻璃屬於固體。 但從微觀結構來看,類似於液體的非結晶構造。 按照ASTM(1941 年)的解釋,玻璃是將熔融體冷卻,其間不會析出結晶
而固化的無機物。若就成份而言,若主成份僅有SiO2者稱為矽酸鹽玻璃;除
SiO2之外若含有BB2O3之玻璃則稱為硼矽酸玻璃;磷矽酸鹽玻璃則是在中硼
矽酸玻璃再導入P2O5的玻璃。若再細分下去,則以玻璃含量第二高之成份
命名。一般常在建築及汽車使用的種類是矽酸鹽玻璃。由於玻璃刮痕常出 現在火車車廂中,所以本研究便以此種玻璃為研究目標。此種玻璃為台灣
玻璃工業公司所製造,其化學組成約為:SiO2, 72.6%、Na2O 13.9%、CaO
8.4%、MgO, 3.9%、Al2O3, 1.1%、K2O, 0.6%、SO3, 0.2%、Fe2O3, 0.11%。依
照前述之分類及命名關係得知此為「鈉鈣玻璃(Soda-Lime-Silica Glass)」。鈉 鈣玻璃在常溫下的一般特性則如表2-1 所示。 表2-1 鈉鈣玻璃特性表 項目 數值 屈折率 約 1.52 反射 約4% 硬度 莫氏硬度6.5 比熱 0.88 kJ/kg.℃ 熱傳導係數 0.937 W.m/m2.℃ 線膨脹係數 8.3×10-6 mm/mm.℃ 密度 2530 kg/m3 耐壓強度 6000~12000 kg/cm2 平均破壞應力 500 kg/cm2 (平均值) 楊氏模數 72 GPa 軟化點(ASTM C338) 715℃ 退火點(ASTM C336) 548℃ 硬變點(ASTM336) 511℃ 資料來源:台灣玻璃公司 2.4 玻璃隨溫度變化特性
由於玻璃處於固態與液態之間,因此某些性質隨溫度改變的幅度不 小,所以,有必要在此提出來分析討論。 2.4.1 黏度 黏度特性隨溫度變化關係在火焰拋光過程中是相當重要的。玻璃的黏 度可在製造玻璃的過程中利用混入原料的比例加以控制,不同種類、比例 的原料就可以製造出各種不同溫度-黏度關係的玻璃。若玻璃的加工程序與 玻璃的熔融、成形有關,就必需考慮玻璃的黏度特性。 由於火焰拋光玻璃法的程序需使玻璃產生黏性流動,所以玻璃黏度對 溫度的關係是第一項需要研究的特性。首先我們需先找到最大的黏度值, 也就是在最低的溫度之下,玻璃能夠因表面張力與重力作用下使表面的縫 隙變得較平滑。此最小溫度值與刮痕的深度與形狀有關(如圖2-2)。 圖2-2 玻璃黏度與溫度變化的關係[17] 由圖2-2 中可看出,玻璃的黏度為一隨溫度升高而下降的連續曲線。當
溫度夠低時,玻璃便能保持其外形的穩定性。此時玻璃黏度大,較不容易 產生剪切形變故呈彈性特性;而高溫下玻璃的黏度急劇下降,在外力作用 下可產生流動。
故隨著黏度的降低玻璃容易受剪切形變,所以高溫下的玻璃是呈黏性 液狀。而玻璃的黏度在火焰拋光加工上具有相當重要的參考價值。其中最 重要的幾個黏度參考點有應變點(Strain Point)、退火點(Annealing Point)、軟 化點(Softening Point)、工作點(Working Point)、熔化點(Melting Point)。當玻 璃試片施以熱通量時,玻璃的特性點會從應變點逐漸轉變至工作點甚至熔 化點。
應變點(Strain Point)時玻璃的黏度η為 1014.5dPa·s(ASTM C336, ASTM
C598)。當溫度保持在應變點時,玻璃內部應力在 4 小時內能實際除去。在 此溫度時,玻璃不會引起黏性流動。退火點(Annealing Point)時玻璃的黏度η
為1013dPa·s,當溫度保持在退火點時,玻璃內部應力可在 15 分鐘內除去原
有殘留應力95%時為其退火點。 為消除玻璃內的殘留應力,應變點與退火
點可分別當作退火溫度下限與退火溫度上限。
軟化點(Softening Point)之玻璃黏度η為 107.6dPa·s。其定義為在均勻直徑
0.55~0.75mm長 235mm之Glass Fiber上部 100mm處,以ASTM C338 的加熱
方式,並以5℃/min之速度加溫時,能因自身重量以 1.0 mm/min之速度伸長
時之溫度。在一般在作熱膨脹係數測定之際呈現之屈伏點。
以台灣玻璃工業公司所提供之鈉鈣平板玻璃而言,其應變點為511℃,
退火點為548℃,軟化點為 715℃。若要使玻璃加熱成形,則需使玻璃溫度
高於工作點(η=104dPa·s)之上。若刮痕深度愈深,則需要溫度愈高。當溫度
到達熔化點(Melting Point)時,其黏度η為 102dPa·s,可以消除較深之刮痕
。
玻璃在常溫狀態下的黏性係數為1019~1020dPa·s。應變點(Strain Point)
與退火點(Annealing Point)之間的溫度範圍稱為「退火域(Annealing
Range)」,或稱為「工作域(Working Range)」。在退火域中玻璃內部應變可在
商業考量下,以最適當的速度消除玻璃內部之應變。一般而言,為方便形
容玻璃的力學行為表現,在高溫(T>Tg+200)時為牛頓流體,在低溫(T<Tg-30)
時為彈性固體。若欲將玻璃熔融成液狀,則需將溫度升高使黏度η降至
102dPa·s以下,此時的溫度應為 1200℃以上。
設玻璃之質量為W (單位g),體積為v (單位cm3)時,密度D即如下︰ ν W D= (單位g/cm3) (2-1) 於4℃之水的密度為 0.999972 (g/cm3)而近於 1 (g/cm3)之故,密度D在實 際上就用與下列公式相等的數值表示。 體積的水的質量 於 比重 C 4° = W (2-2) 設在空氣中測定的玻璃可見(Apparent)的重量為ω,於溫度 t 具有與玻 璃相同體積水的可見重量為ω'時,密度為Δ, w w D ′ Δ = ′ (2-3) 於溫度t 之玻璃的可見密度加以定義時,即如下
(
D D D= ′+σ 1− ′)
(2-4) 表2-2 玻璃在各種不同溫度下的密度(g/cm3) 溫度℃ 0 1 2 3 4 5 6 7 8 9 0 0.999 990 994 996 997 996 994 990 985 978 10 0.999 961 950 938 925 910 894 878 860 841 20 0.998 799 777 754 730 705 679 652 624 595 30 0.995 534 503 471 438 404 369 333 297 260 σ為空氣之密度0.0012 g/cm3,Δ值列如表。若須精準度時參照常數表即可以。 圖2-3 玻璃密度與溫度變化的關係[17] 2.4.3 比熱 大部分矽酸鹽與硼酸鹽的比熱在25℃左右通常在 900 J.kg-1.K-1而且 對於組成的改變並不會非常敏感。為了計算平均比熱Cm的各種附加因子, 可以參考由Spinner[8]所定義的組成物質資料數據表。而比熱平均計算法 為
(
)
(
0.00146 1)
0 + + = T c aT Cm (2-5) Cm為0℃和t℃之間的平均比熱,a,c0為關於玻璃成分之定數,適用範圍為0~1300℃。 表2-3 各種玻璃之玻璃成分定數[8] Oxidants a c0 SiO2 0.000458 0.1657 Na2O 0.000829 0.2229 CaO 0.000410 0.1709 MgO 0.000514 0.2142 Al2O3 0.000453 0.1765 K2O 0.000335 0.2019 Na2O 0.000829 0.2229 SO3 0.00083 0.189 PbO 0.000013 0.049 關於玻璃各成分,由表所得之a,c0和其成份重量比相乘,其積即為全 成分,帶入上式可得a,c0。 表2-4 鈉鈣玻璃成分表[3]
Composition of Float Glass
(wt.%) % SiO2 70-74% 73 Na2O 12-16% 14 CaO 5-10% 8 MgO 1-5% 3 Al2O3 0-3% 2 K2O minor Na2O minor
圖2-4 玻璃比熱與溫度變化的關係[17]
2.4.4 熱傳導性質
熱傳導性質通常是指K,從 Fourier`s first law 定義為每單位截面區域
每單位時間某一時刻通過物體在某溫度梯度內所傳遞的熱,對於一個線性 沿著x 方向的熱流可以表示為︰
)
(
dx
dA
KA
Q
=
−
(2-6)Q為熱源(每單位時間的熱通量 flux per unit time),A為截面區域 (cross-sectional),T是溫度(temperature),負號表示熱流隨溫度減少,K的適 當單位為cal.cm-1.℃-1.S-1在公制(cgs)系統下而且W.m-1.K-1在英制(SI) 系統下(換算方式︰1W.m-1.K-1=2.388×10-3 cal.cm-1.℃-1.S-1)在包 含傳導流和沒有內部一般熱的情形下,應用能量守恆定理產生︰ 2 2 dx T d dx dx dT d dt dT
κ
κ
= ⎥⎦ ⎤ ⎢⎣ ⎡ = (2-7) 這裡的κ稱為熱傳導係數(thermal diffusivity)且κ=K/ρCp,ρ為密度(density)且是熱容(heat capacity),使用了κ來代替D(質量傳導係數 mass diffusivity),使得質量傳遞問題相似於熱傳遞問題,而此種熱流問題由 Spinner[8]提供了多樣性解決方法。 熱傳導在不透明非金屬固體中發生,傳遞能量在晶格波與聲子間,近 似值可以取為︰
3
Λ
=
C
vω
K
(2-8)ω表示聲波在固體中的速度(velocity of acoustic waves in solid),Λ表示 自由路徑的聲子(free path for phonons),聲子表示自由路徑的作用包含兩個 過程︰幾何散佈與其他聲子互相影響,對於完美的和諧散佈,因為第二機 械裝置作用並不存在,因此,Λ很簡單的被邊界條件以及有缺陷的部分所 決定,所以只要包含anharmonicity 會導致Λ在高溫時會與 1/T 成比例關係, 這是被證實的。 在溫度範圍內,玻璃從原本的傳導變成散射或是輻射的傳熱方式,熱 也可能以傳導通過玻璃以一種機械產生的光子作用。半球狀的輻射傳導係 數為KR在半個無限大的物理中從方程式顯示為︰
3 2
16
n
T
K
R=
σ
(2-9)n為折射率(refractive index),σ是史蒂芬常數(Stenfan`s constant),α
是光譜吸收常數(spectral absorption coefficient),值得注意的是K隨著T3次方
成正比。對於大部分透光率高的玻璃而言,透明度大約在4 到 5μm波長提 供產生夠低的α,如此會使KR在K小於等於 400℃以前,幾乎沒有影響作 用,然而只要超過400℃,很快的隨著溫度升高,KR接著在熱傳機制上取 得優勢。在1100℃,透明玻璃的幾乎等於 0.175cal.cm-1.℃-1.S-1,而此 時的K等於 0.0022 cal.cm-1.℃-1.S-1。 圖2-5 玻璃熱傳導性與溫度變化的關係[17]
2.4.5 彈性係數 玻璃破裂時不像一般金屬般會先產生塑性變形。當玻璃受力到一定程 度時會直接破碎,此即所謂的「脆性物質」。且玻璃之破裂起始位置幾乎皆 由表面開始。玻璃的強度與玻璃的微裂縫、熱處理、貯藏條件以及測定條 件(加重的速度與加重的時間以及大氣)等皆有關係。 玻璃在常溫下為脆性材料且具有相當高的彈性係數,使其剛性非常 高,不易變形。所以當玻璃受到外力而產生應變時,容易因此產生很大的 應力超過玻璃的強度而發生破裂的現象。若外力不足以使玻璃破裂則當外 力消失時,玻璃也同時回復其原形。 在火焰拋光過程中,彈性係數是研究玻璃內部應力的重要參數指標, 因為彈性係數除影響玻璃受應力大小外,也與玻璃的強度變化有關係。隨 著溫度的上升,玻璃是和金屬同樣隨著溫度上升而就減少其彈性係數、剛 性係數。此時玻璃分子間的結合力會變得愈來愈弱。這種結合力的下降關 係使得玻璃的黏性係數η(viscosity)、楊氏係數 E(elastic modulus)、剪力係
數G(shear modulus)隨著溫度的上升而下降。到達約 300℃的溫度之後,玻 璃的彈性係數約會減少0.3%[16]。當玻璃的溫度愈接近軟化點時,彈性係 數減少的速度就會愈快。 圖2-6 表示彈性係數隨溫度下降的趨勢。Spinner(1956)[8]同時求出 彈性係數E、剪力係數 G 以及波松比μ與溫度 T 的關係曲線。對大多數的 玻璃而言,由於溫度上升過程中彈性係數的下降,會使波松比μ(Poisson’s ratio)隨溫度上升而增加。當玻璃升溫至成為液狀,若此時體積幾乎不可壓 縮,則波松比(Poisson’s ratio)則可達到 0.5。
圖2-6 鈉鈣玻璃溫度-彈性係數曲線[8]
三、 玻璃刮痕消除機的設計改良
3.1 前言 玻璃刮痕消除機的設計在進行刮痕消除時,必須精確的控制丙烷與氧 氣混合的比例以及流率,使噴嘴所產生穩定且合適的火燄溫度可恰好熔化 玻璃表層,再借由表面冷卻的過程完成玻璃刮痕消除,因此在參數的控制 上是必須要精確掌握的。 為了達到提升玻璃試片刮痕消除的成功率,嘗試著從機構方面進行設 計與改良,除此之外,並盡量減少玻璃局部受熱的範圍,使玻璃可保持物 理特性的均勻性質,以增加玻璃試片刮痕消除的成功率。並且從玻璃試片 預防破裂的方向來進行玻璃刮痕消除機的設計與改良,以期望達成玻璃刮 痕消除之預期目標,使玻璃刮痕消除實驗的成功率可以提高。 3.2 設計改良方向 目前實驗室的玻璃刮痕消除機還存在著許多缺點,例如: 火焰刷的火 焰分布不均勻,如此可能導致玻璃試片在進行火焰拋光實驗的過程中產生 破裂,以及玻璃試片運送進行的方式不恰當的話,會造成給予玻璃試片本 身其他額外的應力,導致玻璃試片在進行火焰拋光實驗的過程中產生變 形,如此較不易於掌握玻璃試片受力的因素影響,進而使得玻璃試片進行 火焰拋光實驗的成功率下降。 造成玻璃破裂的原因很多,其中最主要的原因是在於玻璃試片在受熱 時熱膨脹所引起的[10]。火焰刷的火焰不均勻以及玻璃試片運送進行的方 式不恰當,會增加玻璃在拋光過程中的應力,造成玻璃破裂。因此,將玻 璃刮痕消除機的改良策略分為兩個重點方向: (一) 新型火焰刷的要求與設計 (二) 玻璃輸送帶的運送與改3.3 新型火焰刷的要求與設計 噴嘴在火焰拋光的作用在於提供穩定的火焰,與溫度分佈均勻的火 焰,想要得到符合需求的火焰形狀則需要對噴嘴、燃燒器有所了解,火焰 的厚薄變化不但與壓力有關,且流體與噴嘴出口壁面的黏滯有關有關,因 此研究火焰對玻璃刮痕消除的實驗需要先研究噴嘴、壓力量測元件、與流 量量測元件,以上實驗設備都對火焰的結構有所關聯,尤其是流體在混和 室裡的混和狀況和流體在流道的流體力學都是相當重要的因素。 過去的單孔圓形噴嘴實驗研究[15],火焰反應區厚度的最小尺度是噴 嘴口徑半徑的 3 倍長度,在此區域的火焰較為穩定,但缺點溫度較低,而 氧氣的加入增加了此區域的燃燒溫度;孔與孔噴射火焰之間的交互影響會 降低熱傳率抑制燃燒,當噴孔與受熱面的距離很小且孔與孔之間的距離能 夠讓火焰間的干涉減小時此干涉的狀況將會使燃燒狀況變強[14]。了解火 焰的結構大致會發生什麼樣的改變,有助於噴嘴的外型設計。 3.3.1 新型噴嘴的需求 任何一種新產品的設計,需要經過產品設計流程進行,因此在設計新 式的噴嘴時,需要瞭解實驗的需求然後再進行討論系統設計,進一步再對 細部零件做設計,因此我們討論新式噴嘴訴求與牽涉的關鍵。 過去對拋光中玻璃破裂的原因並不確定,但後經由分析模擬後得知在加 熱不均勻的狀況下發生破裂,而拋光的情形中由於熱對流的關係使得靠近 上邊緣的火焰溫度較高,為了避免燃燒時的不均勻則在預混時就必須將混 合氣體均勻分佈,且要防止內部壓力的不足。
已知拋光技術為可行性因此在實驗的玻璃尺寸必須加大,期望在未來的 機台能真正處理市面上的受損玻璃,所以載噴嘴的加熱範圍就必須增加, 在增加的過程中必須瞭解噴嘴製作的可行性,尤其噴孔是噴嘴整體的核 心,若核心一失敗則火焰拋光就算失敗此外高溫的作業環境對噴嘴的使用 壽命不利,所以要在短時間內降低噴嘴溫度勢必要的訴求。要達到能處理 大量的玻璃,自動化的系統能夠快速安全的輸送氣體並完成點火是新一代 噴嘴努力的目標。 3.3.2 新型噴嘴的設計對策 (1) 火焰溫度均勻 火焰溫度均勻與否為本實驗最主要之需求,若不均勻的加熱溫度,則 施於玻璃上之熱源分佈不同,容易使加工之直線上溫度分佈不勻,內 部產生差異很大之應力變形,造成玻璃破碎。 (2)氣體速度加快 氣體噴出速度需大於火焰燃燒速度,以防止逆火,若逆火則可能導致 爆炸。因此讓孔徑尺寸和氣體壓力相互配合,達到最佳之氣體流速。 (3)耐熱 防止材料因過熱而熔融變形。使用耐高溫材料、鈦、Inconel、鎢、陶 瓷材料……等熔點較高之材料。在噴嘴靠近火焰的地方,加上水冷設 計的冷卻系統以降溫。將噴嘴前端靠近火源的部分拋光或者.塗上一 層反輻射材質減少噴嘴吸收輻射熱而增高溫度。熱氣會向上升,若氣 體為向上噴,氣體由下向上噴,則可或多或少減少熱氣和噴嘴的接觸。
(4)防止逆火、爆炸 逆火為極需避免的問題,若燃燒反應速度大於氣體出口速度,火焰會 進入噴嘴內,氣體在噴嘴內部燃燒,造成內部壓力升高,進而產生氣 爆。基於安全的考量,應致力於防止火焰進入充滿混合氣體之空間 內。氣體速度需大於氣體燃燒漫延速度,避免燃燒過快產生逆火。氣 體燃燒之火焰向前接觸到玻璃後,會有反射的現象,導致火的方向朝 向噴嘴,防止逆火裝置亦可減低逆火發生之機率。 (5)火焰細、火焰溫度高 火焰溫度高所需氣體量較多,但火焰細則限制了氣體噴出量的多寡, 因此兩者需做到最佳的配合。增加氣體噴出速度、壓力若速度、壓力 皆增加,則可解決火焰細造成之氣體噴出量太少而溫度不夠的問題。 (6)噴嘴長度可調整 針對不同尺寸的玻璃,可彈性改變噴嘴長度,不需因為玻璃尺寸不 一,而各別製造不同長度之噴嘴。 (7)防止孔洞內溫度升高 孔洞為最接近火焰之區域,也最容易吸收熱量使溫度升高,若孔洞內 溫度若太高,可能造成噴嘴變形。隔熱設計的方式,可直接阻止熱源 接近噴嘴,讓噴嘴溫度不會升高。將火焰的輻射熱能反射出去,噴嘴 不會加以吸收。塗上隔熱材料,比如太空梭外面都貼上耐摩擦隔熱的 材質,可防止熱傳導的熱量。 (8)利於製造 設計時需要進行考慮,設計之新型噴嘴是否容易加工與製造,尤其在 細微的噴孔加工部分較為不容易,此項亦為基本需求之一。
表 3-1 新型噴嘴需求與牽涉的關鍵 需求 相關問題與關間鍵 均勻的火燄 (1) 孔徑、孔距均勻 (2) 孔與孔間的距離要適當的緊密 (3) 以狹縫式的噴嘴呈現 (4) 氣體混合均勻 (5) 混和氣體壓力穩定與速度分佈 (6) 避免氣體離開噴嘴時擴散紊流的問題 (7) 減少火焰的熱對流 火燄速度 (1) 燃燒速度 (2) 燃料的種類與助燃氣體的混合比 (3) 孔徑與壓力的搭配調整 (4)經由計算得出所須壓力、孔徑再將尺 寸規格定出 (5) 考慮使用流量調節器的結構 耐高溫 (1)選用耐溫才材料【例如:陶瓷、鎳合 金、鈦合金(不易加工)】 (1) 加入冷卻液 (2) 改變火燄的方向 (3) 外部塗上隔熱材質(防止熱傳導) (4) 表面塗上反輻射的原料 安全性 (1)引入安全閥的觀念或只准在特定方向 爆裂 (2)加入防逆火氣器 (3)以單閥原理為依據 (4)強固設計決不爆裂 (5)燃料與助燃氣不預先混合燃燒 可製造性 所選用的材料要能夠易於製造細微的內 部流道
3.3.3 新型噴嘴的詳細設計 新型噴嘴主體從材料的選擇上以黃銅為主,其主要原因為材質軟容易 加工,特別對小孔徑加工上特別重要,另外鋁才也屬於易切削材質,缺點 在於高溫拋光的環境下,鋁材質的熔點660~655℃,黃銅材質熔點在 898.89 ~1037.78℃之間,黃銅所能承受的溫度比鋁還高,故使用黃銅為噴嘴主體 材料,黃銅的種類很多[18],從下表看出第一個黃銅雖然熔點不高,可是 在切屑難易方面確有很大的優勢,故以無添加其他金屬元素的黃銅,做為 我們所使用的噴嘴本體素材。 表3-2 黃銅與銅合金特性比較[18] 材料特性 金屬材料 熔點 (℃) 膨脹係數 (×10-7 /℉) 熱導性 (BTU/s‧ft‧℉) 切屑難易率 黃銅 898 114 67 100 摻鉛黃銅 941 115 48.5 80 摻鉛紅黃銅 1010 100 41.6 84 錳青銅 898 118 61 30 矽青銅 1026 100 21 30 從噴嘴的水冷方面介紹(如圖 3-1、圖 3-2)當水管接上管徑 3.5 ㎜的 銅管進去噴嘴本體在從另外一個管子中流出,在進入噴嘴的過程間以 2 ㎜ 銅管連接,此水冷管以銅銲在界處點與噴嘴本體接合,外接銅管因為有很 大的塑性變形所以可以因應噴嘴架設的位置調整銅管位置,但缺點則是多 次彎折會造成管子的應力破損,另外若過渡彎折也會使內部流道的堵塞, 所以在彎折時要特別注意。 為了外接銅管在焊接時能夠準確的定位,在噴嘴本體鑽一大於銅管的 孔徑,好讓銅管能先放入部分長度,然後在管子周圍銲緊密,此作法不但 容易定位更能防止焊接後強度不夠而再度破損。
水冷銅管 不鏽鋼水冷蓋 圖 3-1 水冷銅管 出水 進水 圖 3-2 噴嘴水冷進出
圖3-3 水冷進入與離開噴嘴本體的交接處
兩面間連通道
在圖 3-5 中看到噴嘴水冷區域部分铣的比較深的槽,這個部分比較貼近噴 嘴前端的氣流道,而燃燒時所吸收的熱由於此水槽兩端比較靠近熱源因此 可以很快的將熱帶離噴嘴,為了有效的使噴嘴冷卻,噴嘴水冷的部分铣深 度 2 ㎜的水冷槽,主要是增加冷卻水的接觸面積,可以更有效的將熱帶離, 而水從進水管到噴嘴一面流過之後,在經由水冷管連通道將水引至另外一 面之後在離開噴嘴本體。 後端 前端 圖 3-5 噴嘴本體水冷流道 在噴嘴水冷曹的部分需要將他封上,才可以讓水在噴嘴內部發揮功 用,所以從圖3-6 在水槽外面加上兩片不鏽鋼片,在鋼片周圍以銀焊將其 封死,會用不鏽鋼為材質主要是因為他本身拋光後可以反輻射熱,且為熱 的不良導體,可以阻止熱往噴嘴本體傳遞,但在噴嘴前端的銀焊並不容易, 主要是因為它的受銲面積小容易焊接不完全,所以若焊接不完全則會有水 滲出,若水滴在拋光的玻璃上必定會造成爆裂,因此這水冷部分中較困難 的部分。
進水 出水 水冷槽 圖3-6 噴嘴水冷循環示意圖 水冷循環通道 為防噴嘴過熱,噴嘴面向火燄的部分銑深度 2 (mm)的水冷槽,增加冷 卻水的接觸面積,可以更有效的將熱帶離噴嘴,圖3-6 為噴嘴水冷循環示 意圖。 而水冷蓋的部分選用不鏽鋼為材質,不鏽鋼對熱不易傳導,其熱傳導 值約為 16 W /(m‧℃)相較於其他金屬還不易傳熱,普通碳鋼的導熱係數 為 45 W/(m·℃),不鏽鋼吸收的微量熱則不容易把熱傳給噴嘴本體,另外不 鏽鋼金屬表面拋光後光亮如鏡可對熱輻射的吸收降低許多,表面拋光加工 過的不鏽鋼黑體輻射值約 0.074,如此低的黑體輻射值可降低吸收在玻璃拋 光時所產生輻射熱。
不鏽鋼水冷蓋 圖 3-7 噴嘴不鏽鋼水冷蓋等角視圖 噴嘴另一個設計的重點在於氣體的均勻分佈,當氣體在噴嘴內部腔室 均勻的分佈時,混合氣體在離開噴嘴燃燒時的火焰溫度分佈將會均一,所 以在新型噴嘴的設計上我們多增加了類似檔板快速接頭(如圖 3-7),來讓 氣體進入的前半段時,因為遇到檔版而分流,由於此接頭的設計為對稱, 所以氣體在分左右的機率是均等的,不會有特別一邊的量比較多,氣體遇 到檔板時一部份往左右方向分流,另一部份則會繞過檔板繼續前進,理論 上整個腔室內的混合氣是均勻的,從圖3-8 可以看出混合氣體流動的示意; 快速接頭與噴嘴本體則是以銅焊焊密,另外一方面由於66 個 0.5 (mm)的出 氣孔太小,他對氣體是以種阻擋,因此也有整流的功能,利用這些概念達 到新型噴嘴的需求。
圖 3-8 混合燃料均勻分佈裝置
圖 3-9 噴嘴內部氣體流動方向
噴嘴內部腔室 混合氣體
3.4 玻璃輸送帶的運送與改良 輸送帶的功能乃是使玻璃經由輸送帶的運送,將玻璃運送到拋光區經 由表面的熱加工方式來消除其表面的刮痕,加工方式為將玻璃卸下並放於 機器機台上,機器即可以自行將玻璃帶進至高溫的火焰中進行表面的加 熱,再使玻璃緩慢冷卻至室溫,以完成表面刮痕的消除。 過去的玻璃刮痕消除實驗研究指出[4],不穩定的傳送平台以及平台 與平台之間的間隙,會使得玻璃在火燄拋光的過程中產生變形,甚至是造 成玻璃的破裂。因此,平滑且穩定的傳送平台乃是輸送帶設計的首要考量 目標。 3.4.1 玻璃輸送帶的需求 輸送帶在火焰拋光的作用在於提供穩定的位移,使玻璃與火焰可以產 生穩定的相對運動,與同時實行多片玻璃進行玻璃刮痕的拋光處理,在實 用上希望可以用最簡便的方式進行,只須簡單的將玻璃放置機器之中,機 器便可自行傳動玻璃至固定且均勻的熱源下進行玻璃表面重新成形的拋光 處理,最後再自動傳送出完成拋光處理的玻璃進行後續的冷卻直至完成, 且玻璃必須在很平滑的狀態下進行傳動,並且機器必須可隨著玻璃表面刮 痕嚴重性的不同,隨時改變傳動速度,並在加工的過程中,避免所有外加 的力量施付於玻璃之上影響結果。 在訂定新型玻璃刮痕消除機之規格之前,先考量到欲加工的玻璃尺寸 大小,一開始機器的設計為了減少空間,所以先設計可對較小範圍的玻璃 進行拋光處理作實驗。新型機器設計定訂在可處理在寬380 ㎜ ~ 10 ㎜,長 810 ㎜ ~ 100 ㎜大小範圍間的玻璃進行刮痕消除熱處理。 輸送帶的設計是以連續生產線的觀念,並且可處理較大量且較大面積 的玻璃,因此可以更有效率的進行修補受損玻璃乃是機器設計的基本需 求,為了可以實行玻璃刮痕消除拋光處理的過程,所設計出的輸送平台必 須要可以有彈性調整空間來滿足各式大小的玻璃所使用,或者,可藉由簡 易的組裝使其能滿足各式大小的玻璃做拋光。最重要的是,在傳送玻璃進 入火源的承載部分是必須要和玻璃一起進入火源中加熱,因此承載的設計 以及材料的選用也是一大關鍵。
3.4.2 輸送系統的設計對策 整體構想設計分析,此臺玻璃刮痕消除機的功能是設計可針對大小範 圍在寬380 ㎜、長 810 ㎜ ~ 100 ㎜ 以內的玻璃做刮痕消除的加工,傳動部 分機臺大小約長1200 mm、寬 900 mm 。 拋光玻璃表面刮痕所需的火焰溫度經過適當的氣體混合比例,最高溫 度會到達 2000℃以上,因此在機器中負責輸送玻璃進入火焰中做表面加工 的機器部分必須要具備有耐火或防火的能力特性。且在高溫之環境中還必 須可承受應力而不會產生破壞或變形。此外,機器傳動鏈條材料的熔點約 在 1150℃,也無法承受在高溫火源中的持續作用,因此在接近火源的鏈條 部分必需有防火或隔熱的裝置設計,避免機器受火焰溫度影響而損壞。 市面上常見的防火材料按製品的化學-礦物組成,可分為六類︰(1)矽 質製品 (2)矽酸鋁質製品 (3)碳質製品 (4)鋯質製品 (5)鎂質、鎂鉻質和白雲 石質製品 (6)特殊耐火材料,其可耐火溫度範圍均會隨著其純度改變,但也 無法直接在超過 2000℃的火焰溫度下持續燃燒,因為其可耐火的最高溫度 約在 1600℃上下,所以在設計上,必須要有避開與火焰直接接觸的方式設 計。一般而言,1400℃是玻璃熔解溫度的上限,用於熔解玻璃的溫度也不 應過高,足夠即可,就實際操作狀況,使玻璃溶化可成形只需約800℃~1200 ℃之溫度,過高的熔解溫度,會導致機器所使用的耐火材料產生問題。基 於此種原因,將盡可能控制火源使玻璃表面的溫度不高於1200℃ ~ 1400℃ 左右。 機器設計的傳動方式雖然已經選定,但其最大且最須要克服的問題乃 是如何避免傳動裝置受到火焰高溫的影響,因此避火方式乃是最需要考量 的部分。在機器設計上採用兩種避火方法: (一) 直接避開火源 (二) 選用可耐高溫的材料
在傳送系統的設計方面採用避開火源的方式設計,而在承載系統的部 分則選用可耐高溫材料的方式來進行機器的設計。 3.4.3 輸送系統的詳細設計 傳動機構的種類繁多,通常由齒輪、軸承、皮帶、鏈條、螺桿…等基 本元件所組合而成,組成的方式不同,其中的優缺點也各不相同,機器設 計的傳動方式雖然已經選定,表3-3 將各種傳動機構針對玻璃刮痕消除機的 系統特性來衡量選用最合適的傳動方式。以玻璃刮痕消除機的功能特性來 衡量,傳動方式必須要能循環式的運作,如此才可以符合同時進行大量玻 璃加工的特性,並且在運作時傳動裝置可以不斷的將玻璃傳送至火源中進 行表面熱處理,也因此,機器的傳動機構也必須考量是否可以承受火焰溫 度的直接影響亦或間接影響等問題。除此,傳動方式是否均勻穩定、是否 產生滑動跡象、易受潮濕冷熱的影響等,都是須要再加以考慮的環節。最 後,所設計出的傳動機構裝置還必須可以配合可順應各式不同大小的玻璃 進行刮痕消除的處理。 表3-3 各種傳動機構之比較 特性 傳動方式 循環傳動 彈性調整 耐火焰餘溫 效率 皮帶傳動 ˇ 鏈條傳動 ˇ ˇ ˇ ˇ 滾珠螺桿傳動 ˇ ˇ 線性滑軌傳動 ˇ ˇ 因此承載系統的部分選用陶瓷纖維板為材質,最高耐火溫度可高達 1500℃,陶瓷纖維板是以低渣球含量的優質陶瓷纖維棉為原料,以無機結 合劑為主體結合劑,採用真空成型工業,經乾燥機加工精製而成,具有標 準的幾何尺寸。其具備了低導熱率、低熱容量、質地堅韌,耐壓強度高、 抗風蝕性能、抗熱震性能優良、優良的抗機械破壞性能、優良的機加工性
能等特性,主要是應用在高溫設備的隔熱、擋火隔板、工業窯爐壁襯、窯 車、爐門、看火孔.窯爐各溫度區分隔等隔熱設備。玻璃刮痕消除機的承 載系統選用型號 BF-L 的陶瓷纖維板為材質,其耐火溫度可高達 1260℃, 且其熱傳導係數相較於其他金屬還不易傳熱,所以不容易將吸收的微量熱 傳導給機器本體,以增加機器本身的壽命,表3-4 為陶瓷纖維板的所有規格 與其特性。 表 3-4 陶瓷纖維板的所有規格與其特性 規格 BF-L BF-H BF-HI 使用溫度 (℃) 1260 1400 1500 顏色 白 白 白 密度 (Kg/M3 ) 200 、 250 、 300 永久線收縮 (%) ≦ -2 ≦ -2 ≦ -2 抗壓強度 (Mpa) 厚度方向壓縮變形 10% 0.5 0.5 0.5 抗折強度 ≧ 0.5 ≧ 0.5 ≧ 0.5 幾何尺寸公差(mm) 長度 0-2 寬度 0-1 厚度 ± 1 平整度 ± 0.5 厚度尺寸 (mm) 常用規格: 6、12、25、50 熱傳導率 (Kcal/mh.℃) 規格 平均溫度 (℃) BF-L BF-H BF-HI 400 0.06 0.06 0.05 600 0.09 0.09 0.08 800 0.13 0.12 0.11 1000 0.18 0.17 0.16 資料來源:鴻盛電熱材料公司
而傳送玻璃進入火源的承載部分是必須要和玻璃一起進入火源中加 熱,因此承載的設計以及材料的選用是非常重要的。一般而言,1400℃是 玻璃熔解溫度的上限,用於熔解玻璃的溫度也不應過高,足夠即可,就實 際操作狀況,使玻璃溶化可成形只需約 800℃~1200℃之溫度,過高的熔解 溫度,會導致機器所使用的耐火材料產生問題。 Motor Chain Glass Nozzle Carrier Control Panel 圖 3-10 玻璃刮痕消除機改良型示意圖
四、 玻璃刮痕消除試驗
4.1 前言
玻璃刮痕消除機試驗主要目的為測試機器的運作以及功能動作情形, 確保機器功能的完整性以及流暢性,並找尋機器可消除玻璃刮痕的參數。
玻璃刮痕消除機的運作即是利用controlled fire polishing 原理,機器中
的承載系統可經由馬達的控制將玻璃帶進至火源處,使玻璃表面受熱熔解 使表層具有流動性,再將玻璃帶出拋光區後進行冷卻,使玻璃表面熔化層 冷卻過程因表面張力作用自行填補表面受損刮痕,回到原始的狀態。 4.2 實驗目的 改良玻璃刮痕消除機的缺點之後,仍需要實際的經由試驗量測來驗 證,如此設計改良的結果才有意義,並且能再利用此結果繼續接下去的設 計改良之工作。 進行玻璃刮痕消除的試驗,目標在於尋找適當的火焰拋光參數範圍, 以控制玻璃內應力;保持玻璃的物理均勻性質,預防玻璃可能的變形以及 破裂,增加玻璃火焰拋光的成功率。 4.3 實驗設備 (1) 玻璃刮痕消除機改良型(如圖 4-1) 〝玻璃刮痕消除機〞是一種利用玻璃表面升溫的方法,改變玻璃特性 以達成刮痕消除的最終目的。刮痕消除之機制為使玻璃在此高溫狀況下因 流動性的增加以及在表面張力的作用下,使玻璃產生足夠之流動性而將表 面刮痕消除。玻璃刮痕消除機的基本原理是利用火焰刷的構想噴出由氧氣 與丙烷所組成的火焰,利用此火焰燃燒加熱,將有刮痕的玻璃表面加熱到
![圖 1-2 controlled fire polishing 實行過程[10]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8606410.190384/15.892.193.745.188.999/圖12controlledfirepolishing實行過程1.webp)
![圖 2-4 玻璃比熱與溫度變化的關係[17]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8606410.190384/33.892.134.797.110.724/圖24玻璃比熱與溫度變化的關係17.webp)
![圖 2-6 鈉鈣玻璃溫度-彈性係數曲線[8]](https://thumb-ap.123doks.com/thumbv2/9libinfo/8606410.190384/37.892.276.665.153.1090/圖26鈉鈣玻璃溫度彈性係數曲線8.webp)